LEAN SIX SIGMA. Profª. Es. Rúbia Soraya Rabello. Qualidade no Ambiente Hospitalar
|
|
|
- Mirella Belém Sanches
- 8 Há anos
- Visualizações:
Transcrição


1 LEAN SIX SIGMA Profª. Es. Rúbia Soraya Rabello Qualidade no Ambiente Hospitalar

2 LEAN - ENXUTO A metodologia LEAN ou Sistema Toyota de Produção, surgiu na fábrica de automóveis Toyota, logo após a Segunda Guerra Mundial. Nesta época a indústria japonesa tinha uma produtividade muito baixa e uma enorme falta de recursos, o que naturalmente a impedia adotar o modelo da produção em massa. O sistema objetiva aumentar a eficiência da produção pela eliminação contínua de desperdícios. 2

3 LEAN O Lean, ou manufatura enxuta é um sistema que visa entregar ao cliente produtos e serviços sem defeitos no menor tempo possível, com menos esforço, recursos, espaço e capital. Princípios fundamentais do Lean Puxar Valor É sempre definido pelo cliente final (paciente) Criação de Valor Todo o esforço deve ser dirigido em adicionar valor às necessidades dos clientes Criação de Fluxo Manter o processo fluindo eliminando as causas de atraso e problemas de qualidade. O trabalho só deve ser iniciado por um sinal de demanda. Os inventários devem estar no menor nível de investimento possível. Perfeição Buscar a perfeição através da melhoria contínua 3


4 LEAN SIX SIGMA Six Sigma Atacar a variabilidade do processo para eliminar os defeitos e não conformidades Medições Pensamento Enxuto Levar valores mais rapidamente ao cliente, melhorar o fluxo e eliminar perdas/desperdícios Medidas selecionadas que mostram os resultados principais da instituição e que são críticos para nossos clientes Excelência em Projetos Melhorar e desenvolver produtos e/ou processos para que atendam aos requisitos dos clientes 4

5 PRINCÍPIOS FUNDAMENTAIS DO LEAN Liderança Mudanças Papéis/ Responsabilidades Alinhamento de Metas Valor Fluxo Puxar Melhoria Contínua Liderança está totalmente envolvida em conduzir os esforços do lean. A profundidade da compreensão e do compromisso é clara. A liderança está ativamente ligada aos esforços e envolvida na visita aos processos (GEMBA-(50-75% do tempo). A liderança está comprometida com os eventos de melhoria (kaizen) O Processo de mudança faz parte da cultura da organização. As pessoas respondem à mudança de uma forma positiva e a atitude geral da organização é positiva. As equipes são reconhecidas e recompensadas A Liderança possui e conduz a melhoria contínua da cultura organizacional. Os esforços de melhoria são desenvolvidos e disseminados através das equipes. A organização está estruturada em volta dos fluxos de valores e as pessoas são contratadas baseadas no trabalho ético e valores e não somente nas habilidades. As metas e objetivos a curto, médio e longo prazo, para todos os processos e colaboradores, são definidas e comunicadas através de toda a organização. As métricas de desempenho são visíveis a todos. Existe um claro entendimento de quem são os clientes, suas necessidades e o impacto no serviço prestado. Comunicões frente a frente com os clientes ocorrem regularmente. É feito o Mapeamento de Fluxo de Valor e as ferramentas da metodologia lean são utilizadas para aumentar o valor percebido pelos clientes. É conhecido o que o cliente pagaria. Tanto o fluxo de materiais e o de informação são simplificados e otimizados para diminuir ao máximo o tempo de ciclo dos processos. O trabalho é iniciado somente ao sinal de demanda e é sincronizado e projetado baseado nos padrões de demanda e eventos conhecidos. O trabalho e inventário são mantidos ao mais baixo nível de investimento possível. A Liderança existe para promover a melhoria contínuae conduzi-la através do fluxo de valorm. Existe uma mudança sistemática e um processo de renovação constante que traz inovação e refinamento na eficiência, quallidade, tempo de ciclo de forma a reduzir os custos e tempos de ciclo.

6 ORGANIZAÇÃO TRADICIONAL X ENXUTA Atributos Organização tradicional Organização enxuta Medições Objetivos estáticos Objetivos dinâmicos (Melhoria contínua) Planejamento Orientado por previsão (MRP) Demanda ( puxado) Previsão Anual Mensal (eventos) Balanceamento de demanda Layout Baseada na capacidade montada Orientado por função Baseado na demanda do cliente ( flexibilidade de pessoas) Orientado por células
")
7 ORGANIZAÇÃO TRADICIONAL X ENXUTA Atributos Tempo de troca Organização tradicional Ineficientes e despadronizados Organização enxuta Eficientes e planejados Padronização de trabalho Inspeção de qualidade Fluxo de material Impreciso e fora da realidade Feita por inspetores dedicados Empurrado, a movimentação é feita por planejamento. Preciso e baseado na realidade Operadores certificados Puxada, a movimentação é feita por sinal do cliente Gerenciamento de material Manutenção Compra somente por preço, grande número de fornecedores Manutenção baseada na quebra e preventiva de acordo com a recomendação do fabricante do equipamento. Compra por valor agregado e poucos fornecedores parceiros Manutenção baseada em estudos técnicos e estatísticos e envolvimento de todos

8 LEAN - HOSPITAIS Por que os Hospitais precisam de implementar a Metodologia Lean? 8

9 LEAN - HOSPITAIS Os hospitais estão sob constante pressão Custos estão subindo Fontes pagadoras não querem aumentar o reembolso Profissionais da saúde estão frustrados com os problemas do dia-a-dia 9

10 VISÃO GERAL Sistema integrado de desenvolvimento humano e ferramentas técnicas Fazer mais com menos Levar mais valor aos clientes Buscar a perfeição através da melhoria contínua Termo criado para descrever o Sistema Toyota de Produção (TPS) (MIT s International Motor Vehicle Program- James P. Womack- Daniel T. Jones, Daniel Roos- 1980) 10

11 LEAN DEFINIÇÕES Princípios fundamentais do Lean Hospital 1. Valor- É sempre definido pelo cliente final (paciente) 2. Criação de valor- Todo o esforço deve ser dirigido em adicionar valor às necessidades dos clientes 3. Criação de fluxo- Manter o processo fluindo eliminando as causas de atraso e problemas de qualidade. 4. Puxar- O trabalho só deve ser iniciado por um sinal de demanda. Os inventários devem estar no menor nível de investimento possível. 5. Perfeição- Buscar a perfeição através da melhoria contínua 11

12 VALOR AGREGADO Valor Agregado- VA Atividades desempenhadas durante a produção de um produto ou serviço que levam valor ao cliente (o cliente está disposto a pagar) 12

13 VALOR NÃO AGREGADO Valor Não Agregado- VNA Atividades desempenhadas durante a produção de um produto ou serviço que não levam valor ao cliente (o cliente não está disposto a pagar)- Geralmente estão associadas às grandes perdas 13
- Geralmente estão associadas às grandes")
14 VALOR NÃO AGREGADO AO NEGÓCIO Valor Não Agregado ao Negócio- VNAN Atividades desempenhadas durante a produção de um produto ou serviço que não levam valor ao cliente porém são necessárias para o negócio. Normalmente são atividades exigidas legalmente ou atividades requeridas por orgãos regulamentadores (FDA, ISO, ANVISA, COREN, CRM etc.) 14

15 TEMPO TAKT Tempo Takt É a relação existente entre as as horas disponíveis por turno de trabalho e a demanda do cliente expressa em peças/produtos por turno. Tempo Takt= Tempo de Trabalho Disponível por Turno Demanda do Cliente por Turno 15

16 TEMPO TAKT EXEMPLO A Central de Esterilização trabalha 8 hs por turno, 3 turnos/dia, 20 dias por mês. O Centro Cirúrgico demanda 4080 cxs de instrumentais por mês. Tempo disponível por turno= 8hs X60 minutos= 480 min Demanda do C.C.= 4080 cxs mês = 68 cxs /turno (4080/20 dias/3 turnos) Tempo Takt= 480 / 68 = 1 cx a cada 7 minutos 16

17 TEMPO DE CICLO Tempo de Ciclo É o tempo gasto para processar com sucesso uma atividade necessária em um processo. Exemplos: Tempo gasto para fazer um cadastro de um paciente Tempo gasto para fazer uma ressonância magnética 17

18 TRABALHO PADRONIZADO É a melhor e mais segura forma ATUAL de se executar uma atividade com o resultado correto e a mais alta qualidade ATUAL- Um padrão não significa permanente ou inflexível. Resultado Correto e mais alta qualidade Devemos priorizar nossos esforços de melhorias e as atividades de padronização de forma a obter o máximo impacto nos pacientes, funcionários e médicos 18

19 TRABALHO PADRONIZADO A melhor combinação entre o operador e equipamentos, buscando alcançar o maior volume com menor esforço, espaço, inventário e equipamentos. Fazer mais com menos 19

20 TRABALHO PADRONIZADO Três Componentes Tempo de Ciclo/ Tempo Takt Sequencia de Produção/Balanceamento de Linha Padronização do Inventário em Processo 20

21 LEAN DEFINIÇÕES Belt- É o especialista treinado para lidar com ferramentas específicas para o desenvolvimento do projeto. É o líder e executor do projeto. Lidera uma equipe devidamente escolhida para o desenvolvimento de um projeto. Segue uma terminologia usada nas artes marciais de acordo com o grau de conhecimento das ferramentas de melhoria de processos/estatísticas (faixa branca, verde, amarela, etc.) 21
22 LEAN DEFINIÇÕES White Belts- Pessoas que possuem conhecimento das ferramentas básicas da qualidade. Geralmente são operadores de máquinas, pessoas que passaram por treinamento básico em qualidade. 22
23 LEAN - DEFINIÇÕES Yellow Belts- Especialistas treinados na metodologia Lean. Possuem o conhecimento necessário para reduzir as grandes perdas e melhorar os processos dentro da sua área de conhecimento. 23
24 LEAN DEFINIÇÕES Green Belts- Especialistas treinados em ferramentas estatísticas e na metodologia 6 Sigma. São treinados para reduzir a variação dos processos em sua área de trabalho 24
25 LEAN - DEFINIÇÕES Black Belts -São especialistas treinados na utilização de ferramentas estatístias mais complexas (DOE, ANOVA, FMEA etc) para reduzir a variação nos processos. Atuam em diversas áreas da organização 25
26 LEAN - DEFINIÇÕES Master Black Belt- São pessoas que já possuem maior conhecimentos e maturidade na metodologia. Trabalham como consultores dos Black Belts e Green Belts além de resolverem problemas complexos que abragem toda a área da organização. 26
27 LEAN - PERDAS Superprodução Espera Defeito Inventário Reprocesso Transporte Movimentação Talento 27
28 8 PERDAS DEFEITO Defeito Tempo gasto fazendo atividades incorretamente, inspecionando ou corrigindo erros Exemplos Medicamentos errados administrados a pacientes Produtos colocados erroneamente nos locais de uso 28
29 8 PERDAS ESPERA Espera Tempo gasto esperando a etapa do processo ocorrer para dar continuidade ao processo. É uma das maiores fontes de desperdício em um hospital. Exemplos Filas de pacientes aguardando: consultas, quartos para internação, macas para transporte, salas no centro cirúrgico, vaga de leito na recuperação anestésica, alta médica, alta administrativa etc. É uma das maiores fontes de perdas nos hospitais. 29
30 8 PERDAS INVENTÁRIO Inventário Custo de material estocado. Exemplos Medicamentos estocados em excesso Medicamentos com prazo de validade vencidos Na metodologia lean : Inventário = incompetência 30
31 KANBAN O que é Kanban? É um sistema puxado de controle de movimentação de material, o qual compreende um mecanismo que dispara a movimentação de um material de uma operação para a operação seguinte. Quando usar: Para sincronizar e organizar o trabalho Para nivelar inventário Vantagens: Flexibilizar a programação; Aumentar a capacidade; Controlar visualmente em tempo real ; Reduzir perdas Diminiur espaços ocupados por produtos.

32 8 PERDAS - MOVIMENTAÇÃO Movimentação Tempo gasto / distância percorrida na movimentação desnecessária feita pelos funcionários Exemplos Funcionários andando distâncias enormes para retirar materiais, devido a um layout mal projetado 32
33 8 PERDAS - RETRABALHO Retrabalho/Reprocesso Tempo gasto em fazer trabalhos que deveriam ter sido feitos corretamente na primeira vez ou feitos desnecessáriamente. Exemplos Reetiquetar produtos Reembalar produtos/medicamentos 33
34 8 PERDAS SUPERPRODUÇÃO Superprodução Fazer mais que o necessário ou fazer antes da hora correta. Exemplos Produzir mais alimentos que o necessário programado. 34
35 8 PERDAS TALENTO Talento Má utilização do talento das pessoas Exemplos Enfermeiros desempenhando funções meramente administrativas 35
36 8 PERDAS - TRANSPORTE Transporte Transporte desnecessário de produtos/ pessoas devido a problemas de processos ou layout mal projetados. Exemplos Má localização da central de medicamentos fazendo com que os produtos e pessoas se movimentem em excesso. Tempo de espera desnecessário no transporte de pacientes (espera de elevadores, macas etc.) 36
37 COMO REDUZIR PERDAS Controle de inventários. Padronização das atividades. Mapeamento dos fluxos. Comunicação Visual. Redução de Setups (preparação). Etc
38 DMAIC DMAIC é o processo de melhoria contínua usado na metodologia 6 Sigma. Se refere a uma estratégia de qualidade baseada em dados para melhorar processos. As 5 fases interconectadas do DMAIC são: Desenvolver e aplicar soluções para o problema Verificar e acompanhar as mudanças adotadas Definir o que você quer e onde quer chegar Identificar as causas para a solução do problema Reunir informações atuais para identificação do problema 38
39 DMAIC DEFINIR MEDIR ANALISAR IMPLEMENTAR INOVAR CONTROLAR - Project Charter - SIPOC - VOC / CTQs - Matriz de produto - Métricas - Base de dados - Fluxo do processo - Validação dos dados - Mapa atual - Mapa futuro - Diagrama de espaguete - Ishikawa - Estudo da demanda - Sistema puxado - Conceito celular - 5S - Prova de erro - Kaizen - Setup rápido - Fluxo contínuo - Tempo takt - Kanban - A3 - Carta de controle - Revisão do mapa atual - Apresentar resultados - Preparar a documentação do projeto Preparar Planejar Melhorar Inovar Melhoria Contínua 39
40 DEFINIR Definir o que você quer e onde quer chegar, determinar objetivos e melhorias a serem implantadas
41 DMAIC DEFINIR Como elaborar um SIPOC Dê nome ao processo. Estabeleça início e fim do processo. Liste os principais resultados e clientes. Liste as principais entradas e fornecedores. Identifique, nomeie e ordene as principais etapas do processo.
42 LEAN SIPOC - Conheçer o processo (desenhando um SIPOC), definir o objetivo e alcance do projeto, analisar todo o processo desde as entradas até a chegada do produto no cliente SIPOC.Identificar os clientes, suas necessidades e exigências. SIPOC DIAGRAM Supplier Input Process Output Customer Almoxarifado CME Solicitação de materiais e medicamentos, na Farmácia Centro cirúrgico Materiais de Órteses e Próteses Sala abastecida, disponível para cirurgia Início da cirurgia / utilização dos materiais disponíveis na sala Atender de forma ágil e efetiva às necessidades do médico e equipe de Enfermagem durante ato cirúrgico Médicos cirurgiões Médicos Anestesistas Instrumentadores Equipe de Enfermagem OPME Materiais descartáveis sob reserva Fim da cirurgia INÍCIO : Sala preparada para a cirurgia Devolução dos produtos da sala, não utilizados na cirurgia TÉRMINO : Abastecimento do Supermercado, conforme informações do Kamban 42

43 LEAN VOC VOC Voice of Customer: Para saber o que queremos e onde desejamos chegar, devemos ouvir nosso cliente e conhecer nosso processo. 43
44 DMAIC DEFINIR Os dados da VOC ajudam a empresa a: Decidir quais produtos e serviços oferecer. Identificar caracteristicas críticas para produtos e serviços. Decidir em que focar os esforços de melhoria. Obter medidas de base da satisfação do cliente, para comparar com a melhoria. Identificar os requisitos críticos para a satisfação do cliente. Por que é importante ouvir a Voz do cliente? Identificar para cada grupo de clientes, suas necessidades e expectativas Saber identificar o quanto estas necessidades são importantes no projeto

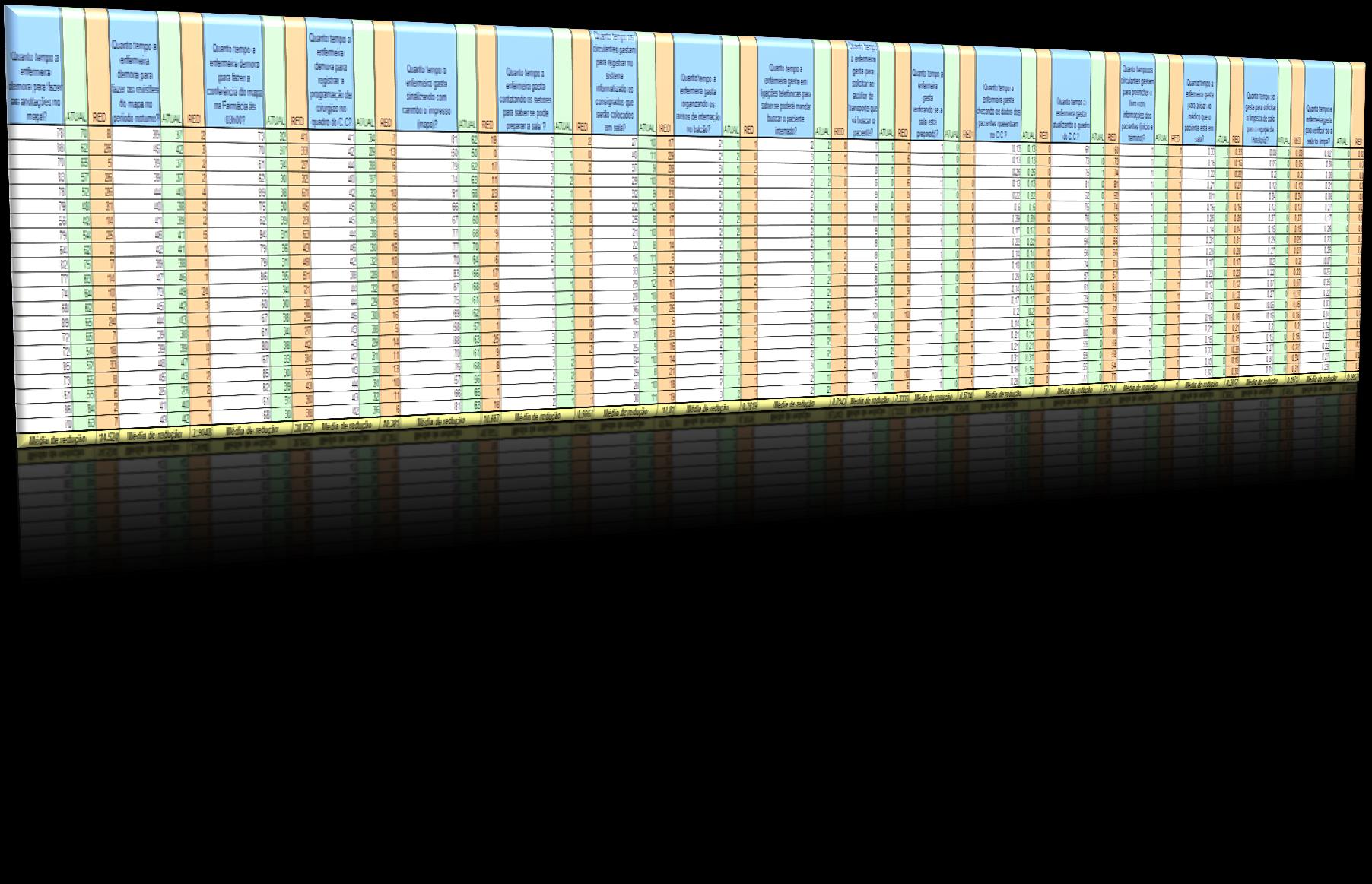
45 LEAN CTQ Critical to Quality: são caracteristicas mensuráveis de um produto/processo, importantes para os clientes e que devem ser incorporados no projeto destes produtos ou serviços para a garantir a satisfação dos clientes Necessidades Influenciadores CTQs Manter materiais e medicamentos disponíveis na sala cirúrgica 1. Composição do portfólio de medicamentos e materiais 2. Recursos disponíveis 3. Rotina de montagem do carro e armário de produtos 4. Equipe da Farmácia, Médicos e Almoxarifado 1. Verificação da composição do portfólio de medicamentos e materiais 2. Dimensionamento do carro e armário de produtos em sala 3. Ressuprimento do carro e armário de produtos 4. Rotina de comunicação com Enfermagem 5. Dimensionamento da equipe de Farmácia e Almoxarifado 6. Produtividade da equipe de Almoxarifado Exclusão do procedimento de lançamento do Boletim de sala Diminuição do volume de devolução de produtos, excesso de material e medicamento em trânsito -> Média 63% 1. Gestores de Faturamento, Tesouraria, Administração e Farmácia 1. Lançamento a ser realizado por novo cargo de Faturista nos Centros operatórios. 1. Equipe de Farmácia 2. Equipe de Médicos Anestesistas 3. Equipe de Enfermagem 4. Equipe de Almoxarifado 1. Disponibilidade de produtos necessários em sala. Dispensação de materiais reservados (OPME descartáveis) em sala 1. Equipe de Farmácia 2. Equipe de Enfermagem 3. Equipe de OPME 1. Disponibilizar os materiais reservados (OPME descartáveis) pela equipe de OPME em sala. Circulante realiza várias idas na Farmácia para retirada de produtos 1. Equipe de Farmácia 2. Equipe de Enfermagem 1. Disponibilizar o circulante em tempo integral em sala para assistência à equipe médica. Grande período para montagem da sala cirúrgica, através de Kit s e produtos avulsos. 1. Equipe de Farmácia 2. Equipe de Enfermagem 1. Disponibilização do circulante em tempo integral em sala para assistência à equipe médica. 45
46 DMAIC MEDIR Reunir informações atuais e fundamentais para identificação do problema e definir a capacidade sigma do processo.
 = (1-DPO)*100")
47 DMAIC MEDIR Cálculo do Processo Sigma O = Oportunidade defeito N = Quantidade processada D = Quantidade defeitos DPO = D/N* Rendimento (%) = (1-DPO)*100 Sigma =
48 MAPEAMENTO DEFINIÇÕES NA Nível de Atendimento- É a medida de atendimento ao cliente por linha de pedido Tempo de Ciclo É o tempo decorrido do processo- Ex. Fazer a limpeza de um quarto 48

49 LEAN Fluxo de Valor do Processo: Análise de etapas e valor do processo. VNA VNA VA VA VNA VNA Recebimento de boletim de sala para a montagem da cirurgia Montagem dos Kit s de mat./med. que irão para a sala cirúrgica Lançamentos dos produtos em conta do paciente Montagem da sala cirúrgica Solicitação dos materiais especiais reservados Solicitação de autorização dos produtos negados ou em análise VA VNA VA Cirurgia Anotações em boletim de sala e prontuário Devolução em conta de paciente de mat./med. Não utilizados Conferência da devolução dos materiais especiais VNA VNA VA Envio das embalagens vazias ao setor OPME para a devida cobrança Reposição dos Kit s de medicamentos (anestesia) Lançamento do boletim de sala 49
50 LEAN FLUXO COM MELHORIAS VNA VNA VA VA VNA VNA Recebimento de boletim de sala para a montagem da cirurgia Montagem dos Kit s de mat./med. que irão para a sala cirúrgica Lançamentos dos produtos em conta do paciente Montagem da sala cirúrgica Solicitação dos materiais especiais reservados Solicitação de autorização dos produtos negados ou em análise VA VA VNA VA Cirurgia Anotações em boletim de sala e prontuário Devolução em conta de paciente de mat./med. Não utilizados Conferência da devolução dos materiais especiais VNA VNA VA Envio das embalagens vazias ao setor OPME para a devida cobrança Reposição dos Kit s de medicamentos (anestesia) Lançamento do boletim de sala 50
51 DMAIC MEDIR
52 LEAN MEDIR 52

53 LEAN MEDIR 53

54 Lean Six Sigma LEAN MEDIR 54
55 DMAIC ANALISAR Identificar as causas da variação no processo para a solução do problema.
56 DMAIC ANALISAR Para analisarmos o problema, existem várias técnicas, uma delas é o diagrama de causa e efeito/ Isikawa Ele é desenhado para ilustrar claramente as várias causas que afetam um processo por classificação e relação das causas. Para cada efeito existem seguramente, inúmeras categorias de causas. As causas principais podem ser agrupadas sob seis categorias conhecidas como os "6 Ms": Método, Mão-de-obra, Material, Meio Ambiente, Medição e Máquina

57 Ferramentas ISHIKAWA O Diagrama de Ishikawa, conhecido também como Diagrama de Causa e Efeito ou Espinha de Peixe, é uma ferramenta de representação gráfica que possibilita a identificação das possíveis causas de um determinado problema ou efeito. Foi aplicada pela primeira vez em 1953, no Japão pelo professor da Universidade de Tóquio, Karou Ishikawa. 57
58 VSM MAPEAMENTO DO FLUXO DE VALOR Value Stream Mapping - VSM (Mapeamento do Fluxo de Valor) é uma ferramenta de diagnóstico para a identificação de todas as atividades de um processo e classificação em ações que criam ou não valor sob a perspectiva do cliente. Almoxarifado MÉDICO Agendamento Melhorar o Processo de Agendamento Customer Demand: 8cirurgias / dia (Takt Time1,5 horas/ cirurgia) PACIENTE Criar Gestão Visual G. Leitos Implementar 5S no processo geral Paciente Criar Supermercado Mat/Med FARMÁCIA Criar Supermercado na CME CME Eng Clínica Reduzir número de dias de autorização Reduzir perdas de cirurgias canceladas Reduzir tempo de troca na Rampa de Preparo Melhorar Processo Transporte Kits Criar Supermercado na Sala Cirurgica Padronização Mat/Eq Plan. CC Convênios vs usado Reduzir tempo Troca Sala Melhorar o Cirurgica Processo RPA Melhorar Processo de Altas Melhorar Processo de Liberação de Leitos Reduzir tempo de troca e a alocação de pacientes no leito ConsignadosInstrumental Campos EquipamentosMat / Med Central Autorização Internação Rampa Preparo Transporte Sala Cirurgica RPA Transporte Leito Alta Médica Alta Enf. Alta Adm. Lib. Leito 1 3DIAS 3 DIAS 9 DIAS 1 DIA DIAS days 6 DIAS 2 NVA = 6 days Defect = 11,2% 2 Shifts C/O = 1 mins. 3 NVA = 10 minutes Defect = 8% 2 Shifts C/O = 5 mins. 1 6 pcs Total C/T = 30 minutes 2 Shifts C/O = 15 mins. NVA = 20 minutes 2 Shifts 9 Total C/T = 90 minutes 2 Shifts C/O = 90 mins. NVA = 150 minutes 2 Shifts C/O = 5 mins. NVA = 30 minutes 2 Shifts 21 NVA = 1 days 2 Shifts C/O = 50 mins. NVA = 120 minutes 2 Shifts C/O = 1 mins. NVA = 30 minutes 2 Shifts C/O = 15 mins. NVA = 15 minutes 2 Shifts C/O = 1 mins. NVA = 30 minutes 2 Shifts C/O = 90 mins. 22 days 6 days 0,0139 days 0,75 days 0,0278 days 0,208 days 0,0417 days 1 days 0,167 days 0,0417 days 0,0208 days 0,0417 days Lead Time = 30,5 days 0,0417 days 0,125 days VA / T = 0,167 days RM = 28 days WIP = 0,944 days FG = 1,52 days 58
59 MAPA FLUXO DE VALOR Quais os benefícios? Possibilita identificar gargalos no processo Ajuda a visualizar mais do que um único nível de processo. Relaciona os fluxos de material e informação. Proporciona uma linguagem comum Proporciona um rascunho p/ implementação. Mais útil do que ferramentas quantitativas Vincula conceitos com as técnicas enxutas 59
60 MAPA FLUXO DE VALOR Fontes Externas Clientes-Fornecedores E Estoque Kanban de retirada Transporte 300 FIFO FIFO - o fluxo É contínuo Kanban de produção Trabalho Empurrado Caixa de dados OXOX Nivelamento de produção Produtos acabados para o cliente Oportunidade, Kaizen Kanban chegando em lotes Informações Eletrônicas Informações Manuais (fax, doc., etc...) Vá ver Programação Posto de Kanban P ro g ra maç ão Se ma n a l Programação Operador Puxando material do sistema anterior Supermercado Eliminar Manutençã o Processo de manufatura Kanban de Sinalização 60
61 INFORMAÇÕES MAPA FLUXO DE VALOR Tempo de Ciclo: Espaço de tempo para produzir 1 unidade do produto, ou 1 lote de produto do início ao fim de um processo Tempo de Troca: O tempo entre a produção do ultimo produto bom, e a primeira unidade boa produzida do próximo produto Tamanho do Lote: O número de unidades a ser produzida numa mesma corrida de produção Downtime: Tempo de produção perdido entre a produção de uma peça boa e a próxima boa de um mesmo produto Rendimento: O % de unidades aprovadas sobre o número de unidades processadas Turnos: O número de turnos trabalhados por dia em cada centro de trabalho Número de Operadores: Número de operadores utilizado em um centro de trabalho. 61
62 MAPA FLUXO DE VALOR 62
63 LEAN MAPA ESTADO FUTURO 63
64 LEAN ANALISAR DIAGRAMA DE ESPAGUETE 64
65 DMAIC INOVAR Desenvolver e aplicar soluções para eliminar ou reduzir a variação do processo e conseqüente aumento da capacidade.
66 5 S SENSO DE UTILIZAÇÃO SENSO DE ORDENAÇÃO SENSO DE LIMPEZA Sei Ri Sei Ton Sei So SENSO DE PADRONIZAÇÃO SENSO DE AUTO DISCIPLINA Sei Ketsu Shitsuke 66

67 LEAN 5 S A metodologia teve início no Japão logo após a 2a. Guerra Mundial com o propósito de combater a sujeira e desorganização dentro das empresas, sendo formalmente lançado no Brasil na década de Separar o necessário do desnecessário. Colocar cada coisa em seu devido lugar. Limpar e cuidar do ambiente de trabalho. Tornar saudável o ambiente de trabalho. Manter a aplicação dos "S" anteriores. 67
68 5 S O 5S é um modo simples de melhorar as relações e o ambiente no trabalho, simplificando procedimentos, otimizando recursos e o seu tempo.. Não é preciso mudar de trabalho, podemos mudar o modo de trabalhar. O resultado é o melhor desempenho profissional e de serviços, com reflexo direto na satisfação pessoal, de usuários e clientes. Gerando um ambiente mais agradável.
69 LEAN - 5 S O "Programa 5S" foi desenvolvido com o objetivo de transformar o ambiente das organizações e a atitude das pessoas, visando: Eliminação dos desperdícios Melhor aproveitamento do tempo e espaço Desenvolvimento da criatividade Aumento da produtividade Prevenção de Acidentes Melhoria Processos Qualidade de Vida Melhoria no atendimento aos clientes Aproveitamento do tempo e espaço físico 69
70 LEAN GESTÃO VISUAL O 5S utiliza os conceitos de Gerenciamento Visual, que é o estabelecimento de padrões visuais, para eliminar os desperdícios e aumentar a qualidade e a produtividade. É uma ferramenta capaz de transformar o local de trabalho em uma imagem representativa da realidade, uma vez que o local onde existe a Gestão Visual comunica-se por si mesmo - Comunicação visual é conhecida como uma comunicação sem palavras, sem voz. 70
71 GESTÃO VISUAL Fumaça Cerca Chaminé Arbustos Céu Porta Telhado Árvore Vidro Escadas Janela Arames Fogo Varanda Antena
72 GESTÃO VISUAL
73 LEAN GESTÃO VISUAL BENEFÍCIOS Assimilação: maior facilidade por parte dos operadores em assimilar as informações, por estas agora estarem representadas por gráficos, símbolos e desenhos; Exposição: todas as informações necessárias para se obter uma boa comunicação estão expostas a todos, em tempo real, facilitando assim a integração. Oferecer informações acessíveis e simples, capazes de facilitar o trabalho diário, aumentando o desejo de se trabalhar com maior qualidade; Porcentagem de aprendizagem dos processos através dos cinco sentidos: 1. Visão: 75% 2. Audição: 13% 3. Tato: 06% 4. Olfato: 03% 5. Paladar: 03% 73


74 5S CME ANTES DEPOIS

75 ARSENAL CC - CME ANTES DEPOIS
76 ALMOXARIFADO ANTES DEPOIS

77 ALMOXARIFADO ANTES DEPOIS

78 ALA DE INTERNAÇÃO ANTES DEPOIS
79
80
81

82 ANTES DEPOIS


83 Implantação do sistema Psicobox, para medicamentos Anestesia.
84 Controle visual do status das salas 07 e 08

85 Quadro para monitoramento do 5S. Quadro para controle de performance de sala.


86 Padronização e demarcação salas Quadro montagem da sala


87 Kanbans CME controle visual de estoque de materiais esterilizados em sala.
88 Controle visual dos leitos no preparo status do paciente e do leito
89 Almoxarifado Uso de etiquetas coloridas para controle de validade.
90 Ferramentas GESTÃO VISUAL 90
91 Ferramentas GESTÃO VISUAL 91
92 Ferramentas GESTÃO VISUAL 92
93 LEAN EXEMPLOS PROJETOS Projetos Unidades Itaim Projetos Unidade Morumbi 1-Criar Supermercado CME 17-Criar Supermercado CME 2-Criar Supermercado Mat/Med 3-Implementação dos 5S 4-Reduzir Número de Dias de Autorização 5-Reduzir Perdas Cirurgias Canceladas 6-Reduzir Tempo de Troca na Rampa de Preparo 7-Melhorar o Processo de Transporte do Paciente 8-Criar Supermercado na Sala Cirúrgica 9-Padronizar Mat/Med Convênio x Usado 10-Criar Gestão Visual 11-Melhorar o Processo de Agendamento 12-Reduzir Tempo de Troca nas Salas Cirúrgicas 13-Melhorar o Processo de RPA 14-Melhorar o Processo de Alta 15-Melhorar o Processo de Liberação do Leito 16-Reduzir o Tempo de Troca e Alocação de Leitos 18-Criar Supermercado Mat/Med 19-Implementação dos 5S 20-Reduzir Número de Dias de Autorização 21-Reduzir Perdas Cirurgias Canceladas 22-Reduzir Tempo de Troca na Rampa de Preparo 23-Melhorar o Processo de Transporte do Paciente 24-Criar Supermercado na Sala Cirúrgica 25-Padronizar Mat/Med Convênio x Usado 26-Criar Gestão Visual 27-Melhorar o Processo de Agendamento 28-Reduzir Tempo de Troca nas Salas Cirúrgicas 29-Melhorar o Processo de RPA 30-Melhorar o Processo de Alta 31-Melhorar o Processo de Liberação do Leito 32-Reduzir o Tempo de Troca e Alocação de Leitos 93
94 LEAN PROJECT CHARTER: Planejamento do projeto com dados que permitem analisar o potencial de ganho, etapas, escopo/abrangência, equipe de trabalho, etc. Lean Six Sigma Nome do Projeto Criação Supermercado na Sala Cirúrgica. Produto/Processo Impactado CC/Cirurgia Ortopédica Estratégia Impactada Eficácia na gestão de materiais. Líder do Projeto Marina Tanaka Departamento Suprimentos Sponsor do Projeto Membros da Equipe (7) Início do Projeto Maria Lúcia Aparecida Cardoso Nome: Farmacêutica Adriana Nogueira Líder José Rodrigues Dr.Arthur Abib Enfermeiro Andrea Farmacêutica Mariângela Farmacêutica Danielle Farmacêutica Márcia Departamento Departamento: Farmácia Farmácia CMA Enfermagem CC Farmácia Farmácia Farmácia Data provável de término Gerência Enfermagem Descrição do Projeto Desafio do Projeto: Implementar supermercado de mat./med., buscando o balanceamento de linha dos processos internos das cirurgias ortopédicas no Centro cirúrgico, através da melhoria do fluxo. Magnitude do Problema: Existem grandes períodos de tempo de troca entre os procedimentos cirúrgicos, que são decorrentes de um desajuste do processo de dispensação de produtos (forma de trabalho), nº de pessoas disponíveis em cada etapa do processo e grande número de produtos em trânsito, podendo ocasionar perdas. Metodologia a Ser Tomada: Lean Six Sigma. Benefícios Esperados: Buscar e atingir processos inovadores, tornando o Centro cirúrgico e Suprimentos em referência no mercado em processos de dispensação e disponibilização de produtos, proporcionando resultados positivos para uma maior captação de clientes médicos. Maior disponibilização de tempo do auxiliar de enfermagem para a 94
95 LEAN Abrangência (Inclui/Exclui) Este projeto abrange somente os procedimentos ortopédicos no Centro cirúrgico. Exclui: Demais procedimentos. Metas Métrica Base Atual Meta Atingimento 1. Reduzir o tempo de troca para realização do procedimento Tempo (Minutos) n/d n/d ortopédico no centro cirúrgico 1. Balanceamento dos estoques dos componentes de Kit Cobertura (dias) 5 dias 1 dia 1. Redução de perdas por avaria ou validade Valor (R$) R$ R$ Resultados para o negócio (previsão) Benefícios para os Clientes: Processo Atual: 1800 kits montados mensalmente: KIT Artroscopia 21 componentes R$77,00 130un/mês KIT Pequena cirurgia 14 componentes R$29,00 754un/mês KIT Anestesia Materiais 27 componentes R$67, un/mês R$ ,00 - Custo/ano com o quadro de colaboradores do Almoxarifado; R$ 1.500,00 - Custo/ano com caixas plásticas (uso e troca); R$ ,00 - Custo/ano com perdas de produtos (em trânsito) R$ ,00 - Custo/ano de estoque alocado (5dias) Total: ,00/ano Índice de Devolução: 63% R$ 1,2MI - Custo/ano de estoque em trânsito (devolução) Processo Futuro: Eliminação dos custos relatados acima com a implantação do novo processo de gestão de estoques e dispensação em contas de paciente. R$ 4.613,00 - Custo/ano de estoque alocado (1dia) Diminuir os tempos de troca para montagem dos procedimentos cirúrgicos ortopédicos, no supermercado e disponibilizar os produtos com eficiência no atendimento em sala cirúrgica. Etapas do Projeto Data alvo Status Data revisada Atingimento 1. Definir à Medir à Analisar à Implementar à Controlar à

96 MAP PLANO DE AÇÃO GERENCIAL 96
97 DMAIC - CONTROLAR Verificar e acompanhar as mudanças adotadas ao longo do tempo.
98 DMAIC CONTROLAR Devemos controlar e acompanhar as melhorias introduzidas ao longo do tempo e verificar se foram efetivas

99 DMAIC MEDIR Antes Depois

100 LEAN COMPARATIVOS PÓS MELHORIAS 10

101 LEAN PESQUISA DE SATISFAÇÃO 10
102 SIX SIGMA Redução da Variação 10
103 SIX SIGMA Seis Sigma ou Six Sigma é um conjunto de práticas originalmente desenvolvidas pela Motorola para melhorar sistematicamente os processos ao eliminar defeitos. O nível Sigma: - Métrica que indica a qualidade do seu processo. - Quanto maior o índice Sigma, melhor. - Mede a capacidade do processo em produzir produtos/resultados livre de defeitos. Para aumentar o desempenho do processo, é preciso reduzir a variação. Muito cedo Muito tarde Muito cedo Muito tarde Reduzir variação Posto de Trabalho Maior dispersão da variação em comparação às especificações Posto de Trabalho Menor dispersão da variação em comparação às especificações 10

104 VARIAÇÃO REDUÇÃO E CENTRALIZAÇÃO Processo fora de Centro Alvo Muita Variação Alvo LSL USL LSL USL Centrar Processo Alvo Reduzir Variação Defeitos LSL USL Clientes sentem a variação mais do que a média
105 SIX SIGMA Percentual Sigma DPMO* 30,9% ,1% % % ,977% % *DPMO Defeitos por Milhão de Oportunidades Cedo Objetivo Tarde Aviões Nível Sigma > 6 (0,5 a 1 defeitos por milhão de oportunidades) Extravio de Bagagens- Em torno de 3,5 Sigma-( bagagens extraviadas por milhão) 10
106 SIGMA s Determina a dispersão das medidas dos valores em torno da média O nível Sigma é: Métrica que indica o quanto bom seu processo é. Quanto maior o nível Sigma, melhor. Mede a capacidade do processo em produzir produtos/processo livre de defeitos. Defeito é tudo aquilo que resulta em uma não satisfação do cliente
107 SIX SIGMA Como reduzir variação aplicando o Six Sigma? O Six Sigma é uma metodologia que visa reduzir ao máximo a variação de qualquer processo e... Busca chegar o mais próximo possível da perfeição. Vamos pensar sobre isso! Quando pensamos Estamos próximos da perfeição! Qual é o percentual desta perfeição? 99,38% é um percentual próximo da perfeição? É um bom percentual de acertos? O que significa 99,38% de qualidade?

108 SIX SIGMA Comparação entre o padrão atual (Quatro Sigma) e a performance SIX SIGMA Quatro Sigma (99,38% conforme) Seis Sigma (99,99966% conforme) 4,5 horas de falta de energia elétrica por mês Uma hora de falta de energia elétrica a cada 34 anos operações cirúrgicas incorretas por semana 7 operações cirúrgicas incorretas por semana cartas extraviadas para cada cartas postadas 3,4 cartas extraviada para cada cartas postadas 8,9 minutos de fornecimento de água não potável por dia 1 minuto de fornecimento de água não potável a cada 6,8 meses Um canal de TV 1,04 horas fora do ar por semana Um canal de TV 2 segundos fora do ar por semana
109 SIX SIGMA BENEFÍCIOS Benefícios do Seis Sigma Ganho de custos (economia efetiva) Aumento da produtividade Melhoria no ciclo de produção Eliminação de trabalho desnecessário Redução de despesas Aumento da lucratividade Satisfação do cliente Comprometimento e envolvimento de todos funcionários Princípio e Essência do Seis Sigma Quanto menor o número de erros, mais alta a qualidade. Redução da variabilidade. Medir e eliminar defeitos

110 LEAN x SIX SIGMA 11
111 Obrigado
DEFINIÇÃO DE LEAN MANUFACTURING
 MANUFATURA ENXUTA DEFINIÇÃO DE LEAN MANUFACTURING A ORIGEM DA PALAVRA LEAN O termo LEAN foi cunhado originalmente no livro A Máquina que Mudou o Mundo de Womack, Jones e Roos, publicado nos EUA em 1990.
MANUFATURA ENXUTA DEFINIÇÃO DE LEAN MANUFACTURING A ORIGEM DA PALAVRA LEAN O termo LEAN foi cunhado originalmente no livro A Máquina que Mudou o Mundo de Womack, Jones e Roos, publicado nos EUA em 1990.
Por que Lean & Six Sigma?
 CONTEÚDO DA PALESTRA O O que é LEAN? O O que é Six Sigma? Por que? LEAN LEAN ORIGEM DO LEAN A metodologia Lean já existe há algum tempo: A Ford foi pioneira no início do século XX 33 horas para concluir
CONTEÚDO DA PALESTRA O O que é LEAN? O O que é Six Sigma? Por que? LEAN LEAN ORIGEM DO LEAN A metodologia Lean já existe há algum tempo: A Ford foi pioneira no início do século XX 33 horas para concluir
Portfólio de Treinamentos. Exo Excelência Operacional // 2014
 Portfólio de Treinamentos Exo Excelência Operacional // 2014 Treinamentos Exo Excelência Operacional A Exo Excelência Operacional traz para você e sua empresa treinamentos fundamentais para o desenvolvimento
Portfólio de Treinamentos Exo Excelência Operacional // 2014 Treinamentos Exo Excelência Operacional A Exo Excelência Operacional traz para você e sua empresa treinamentos fundamentais para o desenvolvimento
Introdução Visão Geral Processos de gerenciamento de qualidade. Entradas Ferramentas e Técnicas Saídas
 Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
GERENCIAMENTO DE MATERIAIS HOSPITALARES. Farm. Tatiana Rocha Santana 1 Coordenadora de Suprimentos do CC
 GERENCIAMENTO DE MATERIAIS HOSPITALARES Farm. Tatiana Rocha Santana 1 Coordenadora de Suprimentos do CC DEFINIÇÕES GERENCIAR Ato ou efeito de manter a integridade física e funcional para algo proposta
GERENCIAMENTO DE MATERIAIS HOSPITALARES Farm. Tatiana Rocha Santana 1 Coordenadora de Suprimentos do CC DEFINIÇÕES GERENCIAR Ato ou efeito de manter a integridade física e funcional para algo proposta
Teresa Maciel MSC, PhD Candidate. Docente UFRPE tmmaciel@gmail.com
 Teresa Maciel MSC, PhD Candidate Docente UFRPE tmmaciel@gmail.com Sobre a instrutora... Doutoranda em Engenharia de Software (métodos ágeis), Mestre em Engenharia de Software (melhoria de processos de
Teresa Maciel MSC, PhD Candidate Docente UFRPE tmmaciel@gmail.com Sobre a instrutora... Doutoranda em Engenharia de Software (métodos ágeis), Mestre em Engenharia de Software (melhoria de processos de
(LOQ4208) Processos da Indústria de Serviços 05 Lean Office
 Processos da Indústria de Serviços 05 Lean Office") Processos da Indústria de Serviços (LOQ4208) 5 Lean Office Isto não é... LEAN OFFICE 1 Aqui parece ser... LEAN OFFICE Lean Thinking: Os 5 Princípios Fundamentais 1. Definir o que é VALOR sob a ótica do
Processos da Indústria de Serviços (LOQ4208) 5 Lean Office Isto não é... LEAN OFFICE 1 Aqui parece ser... LEAN OFFICE Lean Thinking: Os 5 Princípios Fundamentais 1. Definir o que é VALOR sob a ótica do
Definição. Kaizen na Prática. Kaizen para a Administração. Princípios do Just in Time. Just in Time 18/5/2010
 Uninove Sistemas de Informação Teoria Geral da Administração 3º. Semestre Prof. Fábio Magalhães Blog da disciplina: http://fabiotga.blogspot.com Semana 15 e 16 Controle e Técnicas de controle de qualidade
Uninove Sistemas de Informação Teoria Geral da Administração 3º. Semestre Prof. Fábio Magalhães Blog da disciplina: http://fabiotga.blogspot.com Semana 15 e 16 Controle e Técnicas de controle de qualidade
COMO FALHAR COM SEIS SIGMA
 COMO FALHAR COM SEIS SIGMA Marco Siqueira Campos Diretor da Siqueira Campos Associados Estatístico - Eng. Qualidade Cert. ASQ Quem somos de atuação. Foco em métodos quantitativos para qualidade, produtividade
COMO FALHAR COM SEIS SIGMA Marco Siqueira Campos Diretor da Siqueira Campos Associados Estatístico - Eng. Qualidade Cert. ASQ Quem somos de atuação. Foco em métodos quantitativos para qualidade, produtividade
GESTÃO DE PROJETOS PARA A INOVAÇÃO
 GESTÃO DE PROJETOS PARA A INOVAÇÃO Indicadores e Diagnóstico para a Inovação Primeiro passo para implantar um sistema de gestão nas empresas é fazer um diagnóstico da organização; Diagnóstico mapa n-dimensional
GESTÃO DE PROJETOS PARA A INOVAÇÃO Indicadores e Diagnóstico para a Inovação Primeiro passo para implantar um sistema de gestão nas empresas é fazer um diagnóstico da organização; Diagnóstico mapa n-dimensional
QUALIDADE DE SOFTWARE AULA N.5
 QUALIDADE DE SOFTWARE AULA N.5 Curso: SISTEMAS DE INFORMAÇÃO Disciplina: Qualidade de Software Profa. : Kátia Lopes Silva 1 SISTEMAS DA QUALIDADE SEIS SIGMA 1. INTRODUÇÃO 2. SEIS SIGMA 2 O QUE É O SEIS
QUALIDADE DE SOFTWARE AULA N.5 Curso: SISTEMAS DE INFORMAÇÃO Disciplina: Qualidade de Software Profa. : Kátia Lopes Silva 1 SISTEMAS DA QUALIDADE SEIS SIGMA 1. INTRODUÇÃO 2. SEIS SIGMA 2 O QUE É O SEIS
Logística Lean para a Eliminação do Warehouse
 Logística Lean para a Eliminação do Warehouse Nelson Eiji Takeuchi Uma cadeia logística convencional é composta por logística inbound, logística outbound, warehouse e movimentação interna. Fala-se que
Logística Lean para a Eliminação do Warehouse Nelson Eiji Takeuchi Uma cadeia logística convencional é composta por logística inbound, logística outbound, warehouse e movimentação interna. Fala-se que
Considerações sobre a Parte I - Histórico e componentes do lean, 74
 Sumário Prefácio, xi Introdução, 1 Parte I - HISTÓRICO E COMPONENTES DO LEAN, 5 1 Conceito Enxuto: das Origens à Consolidação, 6 As indústrias da produção em massa, 8 Crise na indústria automobilística
Sumário Prefácio, xi Introdução, 1 Parte I - HISTÓRICO E COMPONENTES DO LEAN, 5 1 Conceito Enxuto: das Origens à Consolidação, 6 As indústrias da produção em massa, 8 Crise na indústria automobilística
Pessoas e Negócios em Evolução
 Empresa: Atuamos desde 2001 nos diversos segmentos de Gestão de Pessoas, desenvolvendo serviços diferenciados para empresas privadas, associações e cooperativas. Prestamos serviços em mais de 40 cidades
Empresa: Atuamos desde 2001 nos diversos segmentos de Gestão de Pessoas, desenvolvendo serviços diferenciados para empresas privadas, associações e cooperativas. Prestamos serviços em mais de 40 cidades
Artigo Lean Seis Sigma e Benchmarking
 Artigo Lean Seis Sigma e Benchmarking David Vicentin e José Goldfreind Benchmarking pode ser definido como o processo de medição e comparação de nossa empresa com as organizações mundiais best-in-class.
Artigo Lean Seis Sigma e Benchmarking David Vicentin e José Goldfreind Benchmarking pode ser definido como o processo de medição e comparação de nossa empresa com as organizações mundiais best-in-class.
Lean Seis Sigma e Benchmarking
 Lean Seis Sigma e Benchmarking Por David Vicentin e José Goldfreind O Benchmarking elimina o trabalho de adivinhação observando os processos por trás dos indicadores que conduzem às melhores práticas.
Lean Seis Sigma e Benchmarking Por David Vicentin e José Goldfreind O Benchmarking elimina o trabalho de adivinhação observando os processos por trás dos indicadores que conduzem às melhores práticas.
Certificações ISO 9001 por Setor Econômico no Brasil
 Certificações ISO 9001 por Setor Econômico no Brasil 9000 8000 8690 7000 6000 5000 4000 3000 4709 3948 2000 1000 29 4 0 Indústria Comércio e Serviços Agropecuária Código Nace Inválido TOTAL Fonte: Comitê
Certificações ISO 9001 por Setor Econômico no Brasil 9000 8000 8690 7000 6000 5000 4000 3000 4709 3948 2000 1000 29 4 0 Indústria Comércio e Serviços Agropecuária Código Nace Inválido TOTAL Fonte: Comitê
COMO MELHORAR O DESEMPENHO DAS LINHAS DE. Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software
 COMO MELHORAR O DESEMPENHO DAS LINHAS DE PRODUÇÃO Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software Objetivo Apresentar conceitos e ferramentas atuais para melhorar eficiência da produção
COMO MELHORAR O DESEMPENHO DAS LINHAS DE PRODUÇÃO Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software Objetivo Apresentar conceitos e ferramentas atuais para melhorar eficiência da produção
LEAN APLICADO À CADEIA DE SUPRIMENTOS
 LEAN APLICADO À CADEIA DE SUPRIMENTOS INTRODUÇÃO AO LEAN MANUFACTURING SUPPLY CHAIN (INCLUI LOGÍSTICA) 2 2 INTRODUÇÃO AO LEAN MANUFACTURING 3 INTRODUÇÃO AO LEAN MANUFACTURING Pensar fora da caixa... Lean
LEAN APLICADO À CADEIA DE SUPRIMENTOS INTRODUÇÃO AO LEAN MANUFACTURING SUPPLY CHAIN (INCLUI LOGÍSTICA) 2 2 INTRODUÇÃO AO LEAN MANUFACTURING 3 INTRODUÇÃO AO LEAN MANUFACTURING Pensar fora da caixa... Lean
Curso de Graduação em Administração. Administração da Produção e Operações I
 Curso de Graduação em Administração Administração da Produção e Operações I 7º Encontro - 09/03/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? 02 - ABERTURA - PRODUTIVIDADE - VÍDEOS PARA DEBATE -
Curso de Graduação em Administração Administração da Produção e Operações I 7º Encontro - 09/03/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? 02 - ABERTURA - PRODUTIVIDADE - VÍDEOS PARA DEBATE -
DPS1036 SISTEMAS DA QUALIDADE I METODOLOGIA SEIS SIGMA E MÉTODO DMAIC
 DPS1036 SISTEMAS DA QUALIDADE I METODOLOGIA SEIS SIGMA E MÉTODO DMAIC Aula 18 Introdução 2 As técnicas e ferramentas utilizadas no Seis Sigma permitem: Entender o problema; estudar suas causas; analisar
DPS1036 SISTEMAS DA QUALIDADE I METODOLOGIA SEIS SIGMA E MÉTODO DMAIC Aula 18 Introdução 2 As técnicas e ferramentas utilizadas no Seis Sigma permitem: Entender o problema; estudar suas causas; analisar
Lean manufacturing ou Toyotismo
 ou Toyotismo Gestão da Qualidade Resultados impressionantes 1 Trimestre 2007 Toyota supera GM como líder mundial em vendas Vendas Mundiais 1º Trimestre Nº Carros Toyota 2.348.000 GM 2.260.000 2007 termina
ou Toyotismo Gestão da Qualidade Resultados impressionantes 1 Trimestre 2007 Toyota supera GM como líder mundial em vendas Vendas Mundiais 1º Trimestre Nº Carros Toyota 2.348.000 GM 2.260.000 2007 termina
Metodologia de Gerenciamento de Projetos da Justiça Federal
 Metodologia de Gerenciamento de Projetos da Justiça Federal Histórico de Revisões Data Versão Descrição 30/04/2010 1.0 Versão Inicial 2 Sumário 1. Introdução... 5 2. Público-alvo... 5 3. Conceitos básicos...
Metodologia de Gerenciamento de Projetos da Justiça Federal Histórico de Revisões Data Versão Descrição 30/04/2010 1.0 Versão Inicial 2 Sumário 1. Introdução... 5 2. Público-alvo... 5 3. Conceitos básicos...
CONCEITOS RELACIONADOS ÀS ATIVIDADES A SEREM DESENVOLVIDAS NOS EPISÓDIOS 1, 2 E 3.
 CONCEITOS RELACIONADOS ÀS ATIVIDADES A SEREM DESENVOLVIDAS NOS EPISÓDIOS 1, 2 E 3. PROBLEMA: É UM OBSTÁCULO QUE ESTÁ ENTRE O LOCAL ONDE SE ESTÁ E O LOCAL EM QUE SE GOSTARIA DE ESTAR. ALÉM DISSO, UM PROBLEMA
CONCEITOS RELACIONADOS ÀS ATIVIDADES A SEREM DESENVOLVIDAS NOS EPISÓDIOS 1, 2 E 3. PROBLEMA: É UM OBSTÁCULO QUE ESTÁ ENTRE O LOCAL ONDE SE ESTÁ E O LOCAL EM QUE SE GOSTARIA DE ESTAR. ALÉM DISSO, UM PROBLEMA
ISO 9000:2000 Sistemas de Gestão da Qualidade Fundamentos e Vocabulário. As Normas da família ISO 9000. As Normas da família ISO 9000
 ISO 9000:2000 Sistemas de Gestão da Qualidade Fundamentos e Vocabulário Gestão da Qualidade 2005 1 As Normas da família ISO 9000 ISO 9000 descreve os fundamentos de sistemas de gestão da qualidade e especifica
ISO 9000:2000 Sistemas de Gestão da Qualidade Fundamentos e Vocabulário Gestão da Qualidade 2005 1 As Normas da família ISO 9000 ISO 9000 descreve os fundamentos de sistemas de gestão da qualidade e especifica
CAMINHADA PARA A EXCELÊNCIA
 CAMINHADA PARA A EXCELÊNCIA 1ª FASE ENTENDENDO O SEU TRABALHO 2ª FASE ARRUMANDO A CASA 3ª FASE AJUSTANDO A MÁQUINA 4ª FASE CAMINHANDO PARA O FUTURO ENTENDA O SEU TRABALHO ARRUME A CASA PADRONIZE ELIMINE
CAMINHADA PARA A EXCELÊNCIA 1ª FASE ENTENDENDO O SEU TRABALHO 2ª FASE ARRUMANDO A CASA 3ª FASE AJUSTANDO A MÁQUINA 4ª FASE CAMINHANDO PARA O FUTURO ENTENDA O SEU TRABALHO ARRUME A CASA PADRONIZE ELIMINE
Engª de Produção Prof.: Jesiel Brito. Sistemas Integrados de Produção ERP. Enterprise Resources Planning
 ERP Enterprise Resources Planning A Era da Informação - TI GRI Information Resource Management -Informação Modo organizado do conhecimento para ser usado na gestão das empresas. - Sistemas de informação
ERP Enterprise Resources Planning A Era da Informação - TI GRI Information Resource Management -Informação Modo organizado do conhecimento para ser usado na gestão das empresas. - Sistemas de informação
Global Productivity Solutions Treinamento e Consultoria em Seis Sigma. Seis Sigma em Serviços: desafios e adequações necessárias
 Global Productivity Solutions Treinamento e Consultoria em Seis Sigma Seis Sigma em Serviços: desafios e adequações necessárias A importância do Seis Sigma e da Qualidade em serviços As empresas de serviços
Global Productivity Solutions Treinamento e Consultoria em Seis Sigma Seis Sigma em Serviços: desafios e adequações necessárias A importância do Seis Sigma e da Qualidade em serviços As empresas de serviços
Como implementar melhoria contínua (Lean e Six Sigma) alinhado à orientação por processos. Viviane Salyna
 alinhado à orientação por processos. Viviane Salyna") Como implementar melhoria contínua (Lean e Six Sigma) alinhado à orientação por processos Viviane Salyna Estrutura da Apresentação Muitas abordagem de processos geram: Processos devem gerar resultados
Como implementar melhoria contínua (Lean e Six Sigma) alinhado à orientação por processos Viviane Salyna Estrutura da Apresentação Muitas abordagem de processos geram: Processos devem gerar resultados
Departamento de Engenharia. ENG 1090 Introdução à Engenharia de Produção
 Pontifícia Universidade Católica de Goiás Departamento de Engenharia Curso de Graduação em Engenharia de Produção ENG 1090 Introdução à Engenharia de Produção Prof. Gustavo Suriani de Campos Meireles Faz
Pontifícia Universidade Católica de Goiás Departamento de Engenharia Curso de Graduação em Engenharia de Produção ENG 1090 Introdução à Engenharia de Produção Prof. Gustavo Suriani de Campos Meireles Faz
Gerência de Projetos
 Gerência de Projetos Escopo Custo Qualidade Tempo CONCEITO PROJETOS: são empreendimentos com objetivo específico e ciclo de vida definido Precedem produtos, serviços e processos. São utilizados as funções
Gerência de Projetos Escopo Custo Qualidade Tempo CONCEITO PROJETOS: são empreendimentos com objetivo específico e ciclo de vida definido Precedem produtos, serviços e processos. São utilizados as funções
5Ss: Aplicação em Bibliotecas e Centros de Informação
 5Ss: Aplicação em Bibliotecas e Centros de Informação Introdução Década de 50 Japão tenta se reerguer da derrota sofrida na Segunda Grande. Profissionais dos Estados Unidos vão ao Japão a ensinar como
5Ss: Aplicação em Bibliotecas e Centros de Informação Introdução Década de 50 Japão tenta se reerguer da derrota sofrida na Segunda Grande. Profissionais dos Estados Unidos vão ao Japão a ensinar como
GESTÃO E OTIMIZAÇÃO DE PROCESSOS. Vanice Ferreira
 GESTÃO E OTIMIZAÇÃO DE PROCESSOS Vanice Ferreira 12 de junho de 2012 GESTÃO E OTIMIZAÇÃO DE PROCESSOS: conceitos iniciais DE QUE PROCESSOS ESTAMOS FALANDO? GESTÃO E OTIMIZAÇÃO DE PROCESSOS: conceitos iniciais
GESTÃO E OTIMIZAÇÃO DE PROCESSOS Vanice Ferreira 12 de junho de 2012 GESTÃO E OTIMIZAÇÃO DE PROCESSOS: conceitos iniciais DE QUE PROCESSOS ESTAMOS FALANDO? GESTÃO E OTIMIZAÇÃO DE PROCESSOS: conceitos iniciais
4 passos para uma Gestão Financeira Eficiente
 4 passos para uma Gestão Financeira Eficiente Saiba como melhorar a gestão financeira da sua empresa e manter o fluxo de caixa sob controle Ciclo Financeiro Introdução Uma boa gestão financeira é um dos
4 passos para uma Gestão Financeira Eficiente Saiba como melhorar a gestão financeira da sua empresa e manter o fluxo de caixa sob controle Ciclo Financeiro Introdução Uma boa gestão financeira é um dos
SEIS SIGMA: O ESTADO DA ARTE NA OTIMIZAÇÃO DE PROCESSOS LEVANDO À REDUÇÃO DE ÍNDICES DE PERDAS.
 1 SEIS SIGMA: O ESTADO DA ARTE NA OTIMIZAÇÃO DE PROCESSOS LEVANDO À REDUÇÃO DE ÍNDICES DE PERDAS. Tema VII Organização e Gestão dos Serviços de Saneamento: Recursos Humanos, Políticas Públicas e Educação
1 SEIS SIGMA: O ESTADO DA ARTE NA OTIMIZAÇÃO DE PROCESSOS LEVANDO À REDUÇÃO DE ÍNDICES DE PERDAS. Tema VII Organização e Gestão dos Serviços de Saneamento: Recursos Humanos, Políticas Públicas e Educação
Artigo Os 6 Mitos Do Seis Sigma
 Artigo Os 6 Mitos Do Seis Sigma Celerant Consulting A metodologia do Seis Sigma a abordagem Definir, Medir, Analisar, Melhorar e Controlar (DMAIC) para resolução de problemas e as ferramentas a serem usadas
Artigo Os 6 Mitos Do Seis Sigma Celerant Consulting A metodologia do Seis Sigma a abordagem Definir, Medir, Analisar, Melhorar e Controlar (DMAIC) para resolução de problemas e as ferramentas a serem usadas
CICLO DE EVENTOS DA QUALIDADE
 Maio de 2003 CICLO DE EVENTOS DA QUALIDADE Dia 12/05/2003 Certificação e homologação de produtos, serviços e empresas do setor aeroespacial,com enfoque na qualidade Dia 13/05/2003 ISO 9001:2000 Mapeamento
Maio de 2003 CICLO DE EVENTOS DA QUALIDADE Dia 12/05/2003 Certificação e homologação de produtos, serviços e empresas do setor aeroespacial,com enfoque na qualidade Dia 13/05/2003 ISO 9001:2000 Mapeamento
Lean manufacturing ou Toyotismo. Lean manufacturing
 ou Toyotismo Resultados impressionantes 1 Trimestre 2007 Toyota supera GM como líder mundial em vendas Vendas Mundiais 1º Trimestre Nº Carros Toyota 2.348.000 GM 2.260.000 2007 termina empatado tecnicamente
ou Toyotismo Resultados impressionantes 1 Trimestre 2007 Toyota supera GM como líder mundial em vendas Vendas Mundiais 1º Trimestre Nº Carros Toyota 2.348.000 GM 2.260.000 2007 termina empatado tecnicamente
OEE à Vista. Apresentando Informações da Produção em Tempo Real. Primeira Edição 2013 Caique Cardoso. Todos os direitos reservados.
 Apresentando Informações da Produção em Tempo Real Primeira Edição 2013 Caique Cardoso. Todos os direitos reservados. 2/20 Tópicos 1Introdução...3 2O que é Gestão à Vista?...3 3Como é a Gestão à Vista
Apresentando Informações da Produção em Tempo Real Primeira Edição 2013 Caique Cardoso. Todos os direitos reservados. 2/20 Tópicos 1Introdução...3 2O que é Gestão à Vista?...3 3Como é a Gestão à Vista
Estratégia Seis Sigma. Prof. Dr. Messias Borges Silva
 Estratégia Seis Sigma Livre Docente em Engenharia da Qualidade (UNESP) Engenheiro Industrial Químico (FAENQUIL- EEL/USP) Certified Quality Engineer (American Society for Quality-ASQ-USA) Pós-graduado em
Estratégia Seis Sigma Livre Docente em Engenharia da Qualidade (UNESP) Engenheiro Industrial Químico (FAENQUIL- EEL/USP) Certified Quality Engineer (American Society for Quality-ASQ-USA) Pós-graduado em
Tem por objetivo garantir a existência contínua de um estoque organizado, de modo a não faltar nenhum dos itens necessários à produção.
 Resumo aula 3 Introdução à gestão de materiais A gestão de materiais é um conjunto de ações destinadas a suprir a unidade com materiais necessários ao desenvolvimento das suas atribuições. Abrange: previsão
Resumo aula 3 Introdução à gestão de materiais A gestão de materiais é um conjunto de ações destinadas a suprir a unidade com materiais necessários ao desenvolvimento das suas atribuições. Abrange: previsão
Transformando serviços automotivos: o caso de pneus
 Transformando serviços automotivos: o caso de pneus Alexandre Cardoso A Garra Pneus é uma revenda de pneus com prestação de serviços de alinhamento, balanceamento e desempeno de rodas. Fundada em 1994,
Transformando serviços automotivos: o caso de pneus Alexandre Cardoso A Garra Pneus é uma revenda de pneus com prestação de serviços de alinhamento, balanceamento e desempeno de rodas. Fundada em 1994,
Abordagem de Processo: conceitos e diretrizes para sua implementação
 QP Informe Reservado Nº 70 Maio/2007 Abordagem de Processo: conceitos e diretrizes para sua implementação Tradução para o português especialmente preparada para os Associados ao QP. Este guindance paper
QP Informe Reservado Nº 70 Maio/2007 Abordagem de Processo: conceitos e diretrizes para sua implementação Tradução para o português especialmente preparada para os Associados ao QP. Este guindance paper
Qual a diferença entre certificação e acreditação? O que precisamos fazer para obter e manter a certificação ou acreditação?
 O que é a norma ISO? Em linhas gerais, a norma ISO é o conjunto de cinco normas internacionais que traz para a empresa orientação no desenvolvimento e implementação de um Sistema de Gestão da Qualidade
O que é a norma ISO? Em linhas gerais, a norma ISO é o conjunto de cinco normas internacionais que traz para a empresa orientação no desenvolvimento e implementação de um Sistema de Gestão da Qualidade
CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE
 CHÃO DE FÁBRICA A PRODUÇÃO COMPETITIVA CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE Foco principal das empresas que competem com
CHÃO DE FÁBRICA A PRODUÇÃO COMPETITIVA CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE Foco principal das empresas que competem com
Governança AMIGA. Para baixar o modelo de como fazer PDTI: www.microsoft.com/brasil/setorpublico/governanca/pdti
 e d a id 4 m IN r fo a n m Co co M a n ua l Governança AMIGA Para baixar o modelo de como fazer PDTI: www.microsoft.com/brasil/setorpublico/governanca/pdti Um dos grandes desafios atuais da administração
e d a id 4 m IN r fo a n m Co co M a n ua l Governança AMIGA Para baixar o modelo de como fazer PDTI: www.microsoft.com/brasil/setorpublico/governanca/pdti Um dos grandes desafios atuais da administração
Edição 03/08. Apresentações: Nome Cidade Nome do Hospital Atividade desenvolvida Tempo de experiência profissional
 Edição 03/08 Seminário Kaizen Apresentações: Nome Cidade Nome do Hospital Atividade desenvolvida Tempo de experiência profissional 1 Cronograma do Seminário Kaizen O que? Apresentação do Projeto Mais Gestão
Edição 03/08 Seminário Kaizen Apresentações: Nome Cidade Nome do Hospital Atividade desenvolvida Tempo de experiência profissional 1 Cronograma do Seminário Kaizen O que? Apresentação do Projeto Mais Gestão
Estratégia Seis Sigma
 Estratégia Seis Sigma Transformando oportunidades em resultados para os negócios M. I. Domenech Seis Sigma - Treinamentos Seis Sigma Crescimento Melhoria de Processos - Treinamentos M. I. Domenech Carlos
Estratégia Seis Sigma Transformando oportunidades em resultados para os negócios M. I. Domenech Seis Sigma - Treinamentos Seis Sigma Crescimento Melhoria de Processos - Treinamentos M. I. Domenech Carlos
SGQ 22/10/2010. Sistema de Gestão da Qualidade. Gestão da Qualidade Qualquer atividade coordenada para dirigir e controlar uma organização para:
 PARTE 2 Sistema de Gestão da Qualidade SGQ Gestão da Qualidade Qualquer atividade coordenada para dirigir e controlar uma organização para: Possibilitar a melhoria de produtos/serviços Garantir a satisfação
PARTE 2 Sistema de Gestão da Qualidade SGQ Gestão da Qualidade Qualquer atividade coordenada para dirigir e controlar uma organização para: Possibilitar a melhoria de produtos/serviços Garantir a satisfação
Guia de recomendações para implementação de PLM em PME s
 1 Guia de recomendações para implementação de PLM em PME s RESUMO EXECUTIVO Este documento visa informar, de uma forma simples e prática, sobre o que é a gestão do ciclo de vida do Produto (PLM) e quais
1 Guia de recomendações para implementação de PLM em PME s RESUMO EXECUTIVO Este documento visa informar, de uma forma simples e prática, sobre o que é a gestão do ciclo de vida do Produto (PLM) e quais
FUNDAMENTOS DA EMPRESA ENXUTA
 FUNDAMENTOS DA EMPRESA ENXUTA Prof. Darli Rodrigues Vieira darli@darli.com.br O QUE ESTÁ POR TRÁS DA IDÉIA DE EMPRESA ENXUTA? ELIMINAÇÃO DE TODO TIPO DE DESPERDÍCIO NO SUPPLY VELOCIDADE FLEXIBILIDADE QUALIDADE
FUNDAMENTOS DA EMPRESA ENXUTA Prof. Darli Rodrigues Vieira darli@darli.com.br O QUE ESTÁ POR TRÁS DA IDÉIA DE EMPRESA ENXUTA? ELIMINAÇÃO DE TODO TIPO DE DESPERDÍCIO NO SUPPLY VELOCIDADE FLEXIBILIDADE QUALIDADE
www.dehterakm.com beatriz@dehtearkm.com
 www.dehterakm.com beatriz@dehtearkm.com Quem somos? A BEATRIZ DEHTEAR KM apresenta a seus clientes uma proposta totalmente inovadora para implementar a Gestão do Conhecimento Organizacional. Nosso objetivo
www.dehterakm.com beatriz@dehtearkm.com Quem somos? A BEATRIZ DEHTEAR KM apresenta a seus clientes uma proposta totalmente inovadora para implementar a Gestão do Conhecimento Organizacional. Nosso objetivo
Casos de Sucesso. Cliente. Deloitte Touche Tohmatsu Consultores LTDA
 Casos de Sucesso Cliente Deloitte Touche Tohmatsu Consultores LTDA Deloitte Touche Tohmatsu Consultores LTDA Perfil da empresa A Deloitte é uma das maiores empresas do mundo na prestação de serviços profissionais
Casos de Sucesso Cliente Deloitte Touche Tohmatsu Consultores LTDA Deloitte Touche Tohmatsu Consultores LTDA Perfil da empresa A Deloitte é uma das maiores empresas do mundo na prestação de serviços profissionais
Curso de Graduação em Administração. Administração da Produção e Operações I
 Curso de Graduação em Administração Administração da Produção e Operações I 21º Encontro - 07/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - LAYOUTS DE EMPRESAS INDIVIDUAIS 02 ABERTURA
Curso de Graduação em Administração Administração da Produção e Operações I 21º Encontro - 07/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - LAYOUTS DE EMPRESAS INDIVIDUAIS 02 ABERTURA
Gestão de Carreira Perfil do profissional de Excelência Operacional. ALBERTO PEZEIRO Sócio-Fundador e CEO pezeiro@setadg.com.
 Gestão de Carreira Perfil do profissional de Excelência Operacional ALBERTO PEZEIRO Sócio-Fundador e CEO pezeiro@setadg.com.br 11 98110-0026 1 Profissional de Excelência Operacional Requisitos obrigatórios
Gestão de Carreira Perfil do profissional de Excelência Operacional ALBERTO PEZEIRO Sócio-Fundador e CEO pezeiro@setadg.com.br 11 98110-0026 1 Profissional de Excelência Operacional Requisitos obrigatórios
Planejamento de Manutenção e Fiscalização de Obras Industriais, Gestão de Materiais, Inventário de Estoques e Bens Patrimoniais.
 Planejamento de Manutenção e Fiscalização de Obras Industriais, Gestão de Materiais, Inventário de Estoques e Bens Patrimoniais. Quem Somos A MDS soluções é uma prestadora de serviços que procura apoiar
Planejamento de Manutenção e Fiscalização de Obras Industriais, Gestão de Materiais, Inventário de Estoques e Bens Patrimoniais. Quem Somos A MDS soluções é uma prestadora de serviços que procura apoiar
GPP TREINAMENTO E CONSULTORIA. Apresentação Básica de Portfólio
 GPP TREINAMENTO E CONSULTORIA Apresentação Básica de Portfólio Renato B. Rodrigues Estatístico pela UNICAMP, MBA em Administração pela FEA USP e especialização em Estratégia (Insead França) e Liderança
GPP TREINAMENTO E CONSULTORIA Apresentação Básica de Portfólio Renato B. Rodrigues Estatístico pela UNICAMP, MBA em Administração pela FEA USP e especialização em Estratégia (Insead França) e Liderança
As possibilidades de melhoria dos resultados financeiros através da aplicação da gestão por processos
 As possibilidades de melhoria dos resultados financeiros através da aplicação da gestão por processos Marcelo Anderson Baptista Gerente de Recebíveis DASA DIAGNÓSTICOS DA AMÉRICA S/A As possibilidades
As possibilidades de melhoria dos resultados financeiros através da aplicação da gestão por processos Marcelo Anderson Baptista Gerente de Recebíveis DASA DIAGNÓSTICOS DA AMÉRICA S/A As possibilidades
Gestão da Qualidade Políticas. Elementos chaves da Qualidade 19/04/2009
 Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
Corporativo. Transformar dados em informações claras e objetivas que. Star Soft. www.starsoft.com.br
 Corporativo Transformar dados em informações claras e objetivas que possibilitem às empresas tomarem decisões em direção ao sucesso. Com essa filosofia a Star Soft Indústria de Software e Soluções vem
Corporativo Transformar dados em informações claras e objetivas que possibilitem às empresas tomarem decisões em direção ao sucesso. Com essa filosofia a Star Soft Indústria de Software e Soluções vem
Mapeamento do Fluxo de Valor
 Mapeamento do Fluxo de Valor O que é Fluxo de Valor É um conjunto de ações as que agregam valor, bem como as que não agregam valor necessárias para viabilizar o produto: da concepção ao lançamento do produto
Mapeamento do Fluxo de Valor O que é Fluxo de Valor É um conjunto de ações as que agregam valor, bem como as que não agregam valor necessárias para viabilizar o produto: da concepção ao lançamento do produto
Estruturando o modelo de RH: da criação da estratégia de RH ao diagnóstico de sua efetividade
 Estruturando o modelo de RH: da criação da estratégia de RH ao diagnóstico de sua efetividade As empresas têm passado por grandes transformações, com isso, o RH também precisa inovar para suportar os negócios
Estruturando o modelo de RH: da criação da estratégia de RH ao diagnóstico de sua efetividade As empresas têm passado por grandes transformações, com isso, o RH também precisa inovar para suportar os negócios
E FOLDER INSTITUCIONAL
 E FOLDER INSTITUCIONAL Tel. 55 11 3862 1421 atendimento@bird.com.br www.bird.com.br A MEDIDA CERTA PARA EXECUTAR SUA ESTRATÉGIA DE T&D EM IDIOMAS benchmarking indicadores de resultados diagnósticos & desenvolvimento
E FOLDER INSTITUCIONAL Tel. 55 11 3862 1421 atendimento@bird.com.br www.bird.com.br A MEDIDA CERTA PARA EXECUTAR SUA ESTRATÉGIA DE T&D EM IDIOMAS benchmarking indicadores de resultados diagnósticos & desenvolvimento
Gestão da Qualidade. Gestão da. Qualidade
 Gestão da Qualidade Gestão da Qualidade 1621131 - Produzido em Abril/2011 Gestão da Qualidade A Gestão da Qualidade é um modelo de mudança cultural e comportamental, através de uma liderança persistente
Gestão da Qualidade Gestão da Qualidade 1621131 - Produzido em Abril/2011 Gestão da Qualidade A Gestão da Qualidade é um modelo de mudança cultural e comportamental, através de uma liderança persistente
Sistema de Gestão Ambiental. Seis Sigma. Eco Six Sigma
 Eco Six Sigma Nos dias de hoje, em que os requisitos de compra dos consumidores vão além do preço do produto, conquistar os consumidores torna-se um grande desafio. Características como a qualidade da
Eco Six Sigma Nos dias de hoje, em que os requisitos de compra dos consumidores vão além do preço do produto, conquistar os consumidores torna-se um grande desafio. Características como a qualidade da
Pesquisa realizada com os participantes do 12º Seminário Nacional de Gestão de Projetos. Apresentação
 Pesquisa realizada com os participantes do de Apresentação O perfil do profissional de Projetos Pesquisa realizada durante o 12 Seminário Nacional de, ocorrido em 2009, traça um importante perfil do profissional
Pesquisa realizada com os participantes do de Apresentação O perfil do profissional de Projetos Pesquisa realizada durante o 12 Seminário Nacional de, ocorrido em 2009, traça um importante perfil do profissional
Qual a diferença entre gestão por processos e gestão de processos?
 Qual a diferença entre gestão por processos e gestão de processos? Gestão de processos significa que há processos sendo monitorados, mantidos sob controle e que estão funcionando conforme foi planejado.
Qual a diferença entre gestão por processos e gestão de processos? Gestão de processos significa que há processos sendo monitorados, mantidos sob controle e que estão funcionando conforme foi planejado.
Excelência Operacional
 Excelência Operacional Inter-relação entre Lean Manufacturing e TPM ( Total Productive Management) Paulo Yida - Diretor Solving Efeso America do Sul Renato Cosloski Iamondi Consultor Senior Solving Efeso
Excelência Operacional Inter-relação entre Lean Manufacturing e TPM ( Total Productive Management) Paulo Yida - Diretor Solving Efeso America do Sul Renato Cosloski Iamondi Consultor Senior Solving Efeso
A Organização orientada pela demanda. Preparando o ambiente para o Drummer APS
 A Organização orientada pela demanda. Preparando o ambiente para o Drummer APS Entendendo o cenário atual As organizações continuam com os mesmos objetivos básicos: Prosperar em seus mercados de atuação
A Organização orientada pela demanda. Preparando o ambiente para o Drummer APS Entendendo o cenário atual As organizações continuam com os mesmos objetivos básicos: Prosperar em seus mercados de atuação
Declaração de Conflitos de Interesse. Diretor da NKB Medicina Diagnóstica
 Declaração de Conflitos de Interesse Diretor da NKB Medicina Diagnóstica Lean na Microbiologia Conceito de Lean Cláudio Pereira Diretor Regional NKB RJ Agenda Lean Thinking Sistema de Produção da Toyota
Declaração de Conflitos de Interesse Diretor da NKB Medicina Diagnóstica Lean na Microbiologia Conceito de Lean Cláudio Pereira Diretor Regional NKB RJ Agenda Lean Thinking Sistema de Produção da Toyota
1.Maior produtividade pela redução da perda de tempo procurando por objetos. - Só ficam no ambiente os objetos necessários e ao alcance da mão;
 Sistema 5 S's Conceito: O Método "5S" foi a base da implantação do Sistema de Qualidade Total nas empresas. Surgiu no Japão, nas décadas de 50 e 60, após a Segunda Guerra Mundial, quando o país vivia a
Sistema 5 S's Conceito: O Método "5S" foi a base da implantação do Sistema de Qualidade Total nas empresas. Surgiu no Japão, nas décadas de 50 e 60, após a Segunda Guerra Mundial, quando o país vivia a
Unidade IV ADMINISTRAÇÃO DE. Profa. Lérida Malagueta
 Unidade IV ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e controle da produção O PCP é o setor responsável por: Definir quanto e quando comprar Como fabricar ou montar cada
Unidade IV ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e controle da produção O PCP é o setor responsável por: Definir quanto e quando comprar Como fabricar ou montar cada
Gestão de Programas Estruturadores
 Gestão de Programas Estruturadores Fevereiro/2014 DEFINIÇÕES Rede de Desenvolvimento Integrado Arranjos que estimulam e proporcionam um comportamento (em rede) cooperativo entre agentes governamentais
Gestão de Programas Estruturadores Fevereiro/2014 DEFINIÇÕES Rede de Desenvolvimento Integrado Arranjos que estimulam e proporcionam um comportamento (em rede) cooperativo entre agentes governamentais
GESTÃO DA QUALIDADE TOTAL. Modelo da Série NBR ISO 9000
 GESTÃO DA QUALIDADE TOTAL Modelo da Série NBR ISO 9000 Modelo da Série NBR ISO 9000 A Garantia da Qualidade requer uma ação coordenada de todo sistema produtivo da empresa, do fornecedor de insumos de
GESTÃO DA QUALIDADE TOTAL Modelo da Série NBR ISO 9000 Modelo da Série NBR ISO 9000 A Garantia da Qualidade requer uma ação coordenada de todo sistema produtivo da empresa, do fornecedor de insumos de
PÓS-GRADUAÇÃO EM ENGENHARIA E TECNOLOGIA ESPACIAIS
 PÓS-GRADUAÇÃO EM ENGENHARIA E TECNOLOGIA ESPACIAIS PROGRAMA SEIS SIGMA Aluno: Msc. EDER PADUAN ALVES Msc. LUCAS BENEDITO DOS REIS SOUSA Professor: Dr. Leonel Perondi OUTUBRO / 2011 PROGRAMA LEAN 6 SIGMA
PÓS-GRADUAÇÃO EM ENGENHARIA E TECNOLOGIA ESPACIAIS PROGRAMA SEIS SIGMA Aluno: Msc. EDER PADUAN ALVES Msc. LUCAS BENEDITO DOS REIS SOUSA Professor: Dr. Leonel Perondi OUTUBRO / 2011 PROGRAMA LEAN 6 SIGMA
A SEGURANÇA DA ASSISTÊNCIA DO PACIENTE CIRÚRGICO: FLUXO DE OPME NORMAS E CONDUTAS
 10º Congresso Brasileiro de Enfermagem en Centro Cirúrgico, Recuperação Anestésica e Centro de Material e ESterilização- 2011 A SEGURANÇA DA ASSISTÊNCIA DO PACIENTE CIRÚRGICO: FLUXO DE OPME NORMAS E CONDUTAS
10º Congresso Brasileiro de Enfermagem en Centro Cirúrgico, Recuperação Anestésica e Centro de Material e ESterilização- 2011 A SEGURANÇA DA ASSISTÊNCIA DO PACIENTE CIRÚRGICO: FLUXO DE OPME NORMAS E CONDUTAS
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL
 REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
A Base para a Qualidade Total
 A Base para a Qualidade Total 1 HISTÓRIA Foi concebido por Kaoru Ishikawa em 1950, no Japão pós-guerra; Surgiu com a necessidade de por ordem na grande confusão a que ficou reduzido o país após a derrota
A Base para a Qualidade Total 1 HISTÓRIA Foi concebido por Kaoru Ishikawa em 1950, no Japão pós-guerra; Surgiu com a necessidade de por ordem na grande confusão a que ficou reduzido o país após a derrota
Programa 5 S. A partir de agora, conheça o programa que mudará para melhor a sua vida no trabalho.
 Programa 5 S A partir de agora, conheça o programa que mudará para melhor a sua vida no trabalho. Com este programa, a qualidade e a segurança será colocada em prática e seu ambiente vai ficar mais alegre
Programa 5 S A partir de agora, conheça o programa que mudará para melhor a sua vida no trabalho. Com este programa, a qualidade e a segurança será colocada em prática e seu ambiente vai ficar mais alegre
Apresentação do programa 5S
 Programa Institucional de Bolsas de Iniciação à Docência PIBID 2011 Ciências da Natureza Apresentação do programa 5S Dia 04 de janeiro de 2012 Local: Escola Elisa Ferrari Valls Horário: 09h O "Programa
Programa Institucional de Bolsas de Iniciação à Docência PIBID 2011 Ciências da Natureza Apresentação do programa 5S Dia 04 de janeiro de 2012 Local: Escola Elisa Ferrari Valls Horário: 09h O "Programa
Palestra Informativa Sistema da Qualidade NBR ISO 9001:2000
 Palestra Informativa Sistema da Qualidade NBR ISO 9001:2000 ISO 9001:2000 Esta norma considera de forma inovadora: problemas de compatibilidade com outras normas dificuldades de pequenas organizações tendências
Palestra Informativa Sistema da Qualidade NBR ISO 9001:2000 ISO 9001:2000 Esta norma considera de forma inovadora: problemas de compatibilidade com outras normas dificuldades de pequenas organizações tendências
Indicadores de Desempenho do SGQ
 Módulo 3: Indicadores de Desempenho do SGQ Instrutor: Henrique Pereira Indicadores de Desempenho do SGQ Partes interessadas: Quem são? Quais são suas necessidades? Como monitorar e medir os processos:
Módulo 3: Indicadores de Desempenho do SGQ Instrutor: Henrique Pereira Indicadores de Desempenho do SGQ Partes interessadas: Quem são? Quais são suas necessidades? Como monitorar e medir os processos:
PLANEJAMENTO DA MANUFATURA
 58 FUNDIÇÃO e SERVIÇOS NOV. 2012 PLANEJAMENTO DA MANUFATURA Otimizando o planejamento de fundidos em uma linha de montagem de motores (II) O texto dá continuidade à análise do uso da simulação na otimização
58 FUNDIÇÃO e SERVIÇOS NOV. 2012 PLANEJAMENTO DA MANUFATURA Otimizando o planejamento de fundidos em uma linha de montagem de motores (II) O texto dá continuidade à análise do uso da simulação na otimização
CHECK - LIST - ISO 9001:2000
 REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
Estamos presentes no mercado de prestação de serviços logísticos há 11 anos; Temos Know-how europeu;
 Estamos presentes no mercado de prestação de serviços logísticos há 11 anos; Temos Know-how europeu; Fazemos uma parceria total com o cliente, combinando redução de custos fixos e otimização de recursos
Estamos presentes no mercado de prestação de serviços logísticos há 11 anos; Temos Know-how europeu; Fazemos uma parceria total com o cliente, combinando redução de custos fixos e otimização de recursos
Gestão do Conhecimento A Chave para o Sucesso Empresarial. José Renato Sátiro Santiago Jr.
 A Chave para o Sucesso Empresarial José Renato Sátiro Santiago Jr. Capítulo 1 O Novo Cenário Corporativo O cenário organizacional, sem dúvida alguma, sofreu muitas alterações nos últimos anos. Estas mudanças
A Chave para o Sucesso Empresarial José Renato Sátiro Santiago Jr. Capítulo 1 O Novo Cenário Corporativo O cenário organizacional, sem dúvida alguma, sofreu muitas alterações nos últimos anos. Estas mudanças
Sistema de Gestão da Qualidade
 Sistema de Gestão da Qualidade Coordenadora Responsável Mara Luck Mendes, Jaguariúna, SP, mara@cnpma.embrapa.br RESUMO Em abril de 2003 foi lançado oficialmente pela Chefia da Embrapa Meio Ambiente o Cronograma
Sistema de Gestão da Qualidade Coordenadora Responsável Mara Luck Mendes, Jaguariúna, SP, mara@cnpma.embrapa.br RESUMO Em abril de 2003 foi lançado oficialmente pela Chefia da Embrapa Meio Ambiente o Cronograma
Sistema de Produção. Transformação do Fluxo de Valor. Transformação do Fluxo de Valor - Ciclos. Edição de Março de 2013.
 Sistema de Produção Conceitos - Fique Por Dentro Edição de Março de 2013. Transformação do Fluxo de Valor Cada organização é única, cada fluxo de valor é diferente mas há uma estrutura para cada processo
Sistema de Produção Conceitos - Fique Por Dentro Edição de Março de 2013. Transformação do Fluxo de Valor Cada organização é única, cada fluxo de valor é diferente mas há uma estrutura para cada processo
ADMINISTRAÇÃO GERAL GESTÃO DA QUALIDADE
 ADMINISTRAÇÃO GERAL GESTÃO DA QUALIDADE Atualizado em 03/12/2015 GESTÃO DA QUALIDADE As ideias principais que baseiam o significado atual da qualidade são, basicamente, as seguintes: Atender às expectativas,
ADMINISTRAÇÃO GERAL GESTÃO DA QUALIDADE Atualizado em 03/12/2015 GESTÃO DA QUALIDADE As ideias principais que baseiam o significado atual da qualidade são, basicamente, as seguintes: Atender às expectativas,
LOGO. Sistema de Produção Puxada
 LOGO Lean Manufacturing Sistema de Produção Puxada Pull Production System 1 Conteúdo 1 Definição 2 Objetivo 3 Sistema Empurrado 4 Sistema Empurrado X Puxado 2 Lean Manufacturing Conteúdo 5 Sistema de Produção
LOGO Lean Manufacturing Sistema de Produção Puxada Pull Production System 1 Conteúdo 1 Definição 2 Objetivo 3 Sistema Empurrado 4 Sistema Empurrado X Puxado 2 Lean Manufacturing Conteúdo 5 Sistema de Produção
POTENCIALIZANDO OS GANHOS COM LEAN SEIS SIGMA
 POTENCIALIZANDO OS GANHOS COM LEAN SEIS SIGMA Marco Siqueira Campos Diretor da Siqueira Campos Associados Estatístico - Eng. Qualidade Cert. ASQ 15 anos 15 anos 1 Quem somos 15 anos de atuação. Foco em
POTENCIALIZANDO OS GANHOS COM LEAN SEIS SIGMA Marco Siqueira Campos Diretor da Siqueira Campos Associados Estatístico - Eng. Qualidade Cert. ASQ 15 anos 15 anos 1 Quem somos 15 anos de atuação. Foco em
Lean Six Sigma Uma estratégia de sucesso para enfrentar crises, falta de competitividade e aumentar a lucratividade das empresas e organizações.
 Lean Six Sigma Uma estratégia de sucesso para enfrentar crises, falta de competitividade e aumentar a lucratividade das empresas e organizações. O atual cenário econômico no Brasil não é dos melhores e
Lean Six Sigma Uma estratégia de sucesso para enfrentar crises, falta de competitividade e aumentar a lucratividade das empresas e organizações. O atual cenário econômico no Brasil não é dos melhores e
LEAD TIME PRODUTIVO: UMA FERRAMENTA PARA OTIMIZAÇÃO DOS CUSTOS PRODUTIVOS
 LEAD TIME PRODUTIVO: UMA FERRAMENTA PARA OTIMIZAÇÃO DOS CUSTOS PRODUTIVOS Sandra Mara Matuisk Mattos (DECON/UNICENTRO) smattos@unicentro.br, Juliane Sachser Angnes (DESEC/UNICENTRO), Julianeangnes@gmail.com
LEAD TIME PRODUTIVO: UMA FERRAMENTA PARA OTIMIZAÇÃO DOS CUSTOS PRODUTIVOS Sandra Mara Matuisk Mattos (DECON/UNICENTRO) smattos@unicentro.br, Juliane Sachser Angnes (DESEC/UNICENTRO), Julianeangnes@gmail.com
Como conduzir com sucesso um projeto de melhoria da qualidade
 Como conduzir com sucesso um projeto de melhoria da qualidade Maria Luiza Guerra de Toledo Coordenar e conduzir um projeto de melhoria da qualidade, seja ele baseado no Seis Sigma, Lean, ou outra metodologia
Como conduzir com sucesso um projeto de melhoria da qualidade Maria Luiza Guerra de Toledo Coordenar e conduzir um projeto de melhoria da qualidade, seja ele baseado no Seis Sigma, Lean, ou outra metodologia
GESTÃO DE SERVIÇOS DE TI: OTIMIZAÇÃO DE RECURSOS E PROCESSOS. Realização:
 GESTÃO DE SERVIÇOS DE TI: OTIMIZAÇÃO DE RECURSOS E PROCESSOS Realização: Ademar Luccio Albertin Mais de 10 anos de experiência em Governança e Gestão de TI, atuando em projetos nacionais e internacionais
GESTÃO DE SERVIÇOS DE TI: OTIMIZAÇÃO DE RECURSOS E PROCESSOS Realização: Ademar Luccio Albertin Mais de 10 anos de experiência em Governança e Gestão de TI, atuando em projetos nacionais e internacionais
Planejamento da produção. FATEC Prof. Paulo Medeiros
 Planejamento da produção FATEC Prof. Paulo Medeiros Planejamento da produção O sistema de produção requer a obtenção e utilização dos recursos produtivos que incluem: mão-de-obra, materiais, edifícios,
Planejamento da produção FATEC Prof. Paulo Medeiros Planejamento da produção O sistema de produção requer a obtenção e utilização dos recursos produtivos que incluem: mão-de-obra, materiais, edifícios,