USINAGEM CNC. Professor: Emerson L. de Oliveira
|
|
|
- Rachel Oliveira Dinis
- 5 Há anos
- Visualizações:
Transcrição

1 USINAGEM CNC Professor: Emerson L. de Oliveira 1

2 Tecnologia CNC Gestão da Qualidade 2

3 Tecnologia CNC 3


4 Vantagens das máquinas 4


5 Desvantagens das máquinas 5

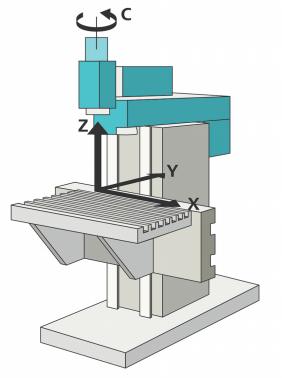

6 Eixos das máquinas CNC 6

7 7


8 Centro de Usinagem Processo mecânico de usinagem destinados á obtenção de superfícies quaisquer com auxilio de ferramentas multicortantes. Sua programação pode ser feita manual ou via CAM. 8

9 Exemplos de Usinagem CNC 9



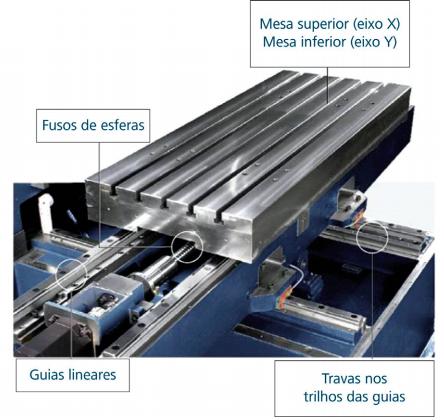
10 Componentes 10


11 Sentido do fresamento Durante a operação de fresamento, a peça se desloca no mesmo sentido ou sentido contrário ao sentido de rotação e isso afeta a natureza do inicio e final do corte. 11
12 Ângulo de posição K r h ex 90 h ex = f z 45 h ex = 0,70 x f z 10 h ex = 0,18 x f z 12
13 Termologia e unidades 13
14 Fórmulas gerais 14
15 Constante K 15

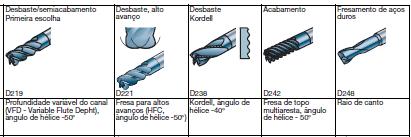
16 Tipos de Ferramentas 16


17 Calculo de Rpm 17


18 Calculo de Rpm 18

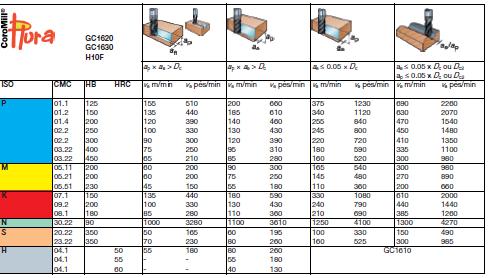

19 Fresas de metal duro 19


20 Compensação V C Compensação de V C para diferença em dureza, HB. Alteração da V C com relação a Vida útil de usinagem em (min.) 20



21 Exercícios 1- Determine a Velocidade de corte (V C ) para o faceamento, material Ferro Fundido maleáveis perlíticos (cavacos longos) com dureza de 210 HB utilizando uma Fresa de Topo diâmetro de 16 mm com 2 arestas Kr 90º? Sendo estabelecida a troca dos insertos será a cada 45 minutos de usinagem. Sobremetal 4mm. 2- Determine a avanço da mesa? 3- Quais valores de a p e a e? 4- Potência útil de corte? 21

22 Exercícios Material: Aço carbono 1030 sem liga dureza Brinell 180 HB. Rendimento máquina 0,8. Diâmetro da Fresa, D C = 125mm Quantidade insertos, Z= 4 dentes Profundidade de corte, a p = 3mm Largura de corte, a e = 100mm Avanço por inserto, f z = 0,2mm Determine: V C Rpm? Potência útil? Avanço da mesa? 22
 espessura máxima do cavaco? 3- Determine a Força especifica de corte?")
23 Exercícios Fresa: Topo diâmetro 100mm ; Z = 6 insertos ; Inserto: GC 4030 Material da peça: ABNT1060 HB180 a e : 85mm f z : 0,15mm a p : 4mm K r :45 1- Determine o rpm? 2- Calcule o valor de (hex) espessura máxima do cavaco? 3- Determine a Força especifica de corte? (N/mm 2 ) 4- Calcule a Taxa de remoção (cm 3 ) 5- Determine a Potência útil (kw) 23
24 Formas de gerar programas CNC 24
25 Programação CNC 25
26 Comandos fabricantes diferentes Comando MACH Comando FANUC Comando MITSUBISHI Comando SIEMENS Comando códigos MACH G21 G71 Programação em Raio. Programação em (mm). FANUC G21 G71 Programação em (mm). Ciclo de desbaste longitudinal. MITSUBISH (Tx- 8) G21 G71 Programação em (mm). Ciclo de desbaste longitudinal. SIEMENS G22 G71 Coordenadas em Raio. Dimensões em (mm). SIEMENS 828D G21 G71 Programação em (mm). Ciclo de desbaste longitudinal. 26

27 Ponto de Referência - Zero peça 27


28 Códigos G Zero peça G55 G54 28
29 Exemplo Sistemas de coordenadas. Pontos Eixos (X) Eixos (Y)

30 Sistemas de coordenadas. Exercício-01 X Y X Y A B C D E F G H A SISTEMA E1 = G54 SISTEMA E2 = G55 30
31 Sistemas de coordenadas. Exercício-02 Y X Ponto EIXO X Eixo Y A B C D E F G H I 31

32 Planos de Trabalho 32
33 Compensação da Ferramenta 33


34 Compensação da Ferramenta 34

35 Compensação da Ferramenta 35
36 Códigos G - Movimentação 36
37 Códigos G - Movimentação Y+ G1 X0 Y0 F600; (P0) X100 Y60; (P1) P1 P0 X+ 37
38 Códigos G - Movimentação I J Esp:10mm O Raio utilizado o centro do arco deve seguir a seguinte regra: A letra (I) relativo ao eixo (X) e a letra (J) relativo ao eixo (Y). As coordenadas referentes ao centro do arco são incrementais relativas ao ponto inicial do arco. Neste nosso exemplo, usinagem concordante, seria o ponto (B). Programa Principal: O0500 G17 G21 G40 G54 G80 G90; T03 M06; (FT 16mm) G43 H03 Z100 S3200 M03; G0 X-16 Y-16; Z10; G1 Z0 F1000; M98 P0800 L20; G0 Z100; M30; Programa Sub-rotina: O0800 G1 G91 Z-0.5 F600; G90 G41 D03 X0 Y0 F1600; Y50; (B) G2 X60 Y110 I60 J0; (C) G1 X200,C25; (D) Y0; (E) X-16; G40 Y-16; M99; 38
39 Códigos G G00 Posicionamento Rápido G01 Interpolação Linear G02 Interpolação Circular no Sentido Horário G03 Interpolação Circular no Sentido Anti-Horário G15 Cancela Sistema de Coordenadas Polares G16 Ativa Sistema de Coordenadas Polares G17 Seleciona o Plano de Trabalho XY G18 Seleciona o Plano de Trabalho XZ G19 Seleciona o Plano de Trabalho YZ G20 Entrada de Dados em Polegadas G21 Entrada de Dados em Milímetros G28 Retorna o Eixo Programado para o Ponto de Referência (Machine Home) G40 Cancela a Compensação de Raio de Ferramenta G41 Ativa a Compensação de Raio de Ferramenta (à esquerda do perfil) G42 Ativa a Compensação de Raio de Ferramenta (à direita do perfil) G43 Ativa a Compensação do Comprimento da Ferramenta (direção +) G44 Ativa a Compensação do Comprimento da Ferramenta (direção -) G49 Cancela Compensação de Comprimento de Ferramenta G50.1 Cancela Imagem de Espelho G51.1 Ativa Imagem de Espelho G52 Sistema de Coordenadas Local (Mudança de Ponto Zero) G53 Sistema de Coordenadas de Máquina G54 Sistema de Coordenada de Trabalho G68 Rotação do Sistema de Coordenadas G69 Cancela Rotação Sistema de Coordenadas G73 Ciclo de Furação com Quebra de Cavaco G74 Ciclo de Roscamento com Macho (Rosca a esquerda) G76 Ciclo de Mandrilamento Fino com Retorno Deslocado do Centro G80 Cancela Ciclos Fixos do Grupo 09 G83 Ciclo de Furação com Descarga de Cavaco G84 Ciclo de Roscamento com Macho (Rosca a direita) G85 Ciclo de Mandrilamento com Retração em Avanço Programado G86 Ciclo de Mandrilamento com Retração em Avanço Rápido G87 Ciclo de Mandrilamento para Rebaixo Interno G88 Ciclo de Mandrilamento com Retorno Manual G89 Ciclo de Mandrilamento com Dwell e Retração em Avanço Programado G90 Sistema de Coordenadas Absolutas G91 Sistema de Coordenadas Incrementais Funções miscelâneas FUNÇÃO M DESCRIÇÃO M00 Parada do programa. M01 Parada opcional do programa. M02 Fim de programa (Não retorna para o inicio). M03 Sentido de rotação horário. M04 Sentido de rotação anti horário. M05 Parada do eixo-árvore. M06 Libera troca de ferramenta. M08 Liga refrigerante de corte. M09 Desliga refrigerante de Corte. M29 Liga macho rígido. M30 Fim de programa. (retorna para o inicio) M98 Chamada de Subprograma. M99 Desvio dentro do mesmo Programa. 39
40 Códigos G01 - Chanframento V C = 160 M/min fz = 0,25mm Z = 4 insertos Programa Principal: O1000 G17 G21 G40 G54 G80 G90; T01 M06; (FT 16mm) G43 H01 Z100 S3200 M03; G0 X0 Y36; Z10; G1 Z0 F1000; M98 P2000 L10; G0 Z100; M30; Programa Sub-rotina: O2000 G1 G91 Z-1 F600; G90 G41 D01 X0 Y20 F1600; X40,C5; Y-20,C5; X-40,C5; Y20,C5; X0; G40 Y36; M99; 40
41 Códigos G01 - Arredondamento V C = 160 M/min fz = 0,25mm Z = 4 insertos Programa Principal: O3000 G17 G21 G40 G54 G80 G90; T02 M06; (FT 16mm) G43 H02 Z100 S3200 M03; G0 X0 Y36; Z10; G1 Z0 F600; M98 P4000 L20; G0 Z100; M30; Programa Sub-rotina: O4000 G1 G91 Z-0.5 F600; G90 G41 D02 X0 Y20 F1600; X40,R8; Y-20,R8; X-40,R8; Y20,R8; X0; G40 Y36; M99; 41
42 Introdução a Trigonometria Teorema de Pitágoras: A 2 = B 2 + C 2 B A C Seno do ângulo = cateto oposto hipotenusa Cosseno do ângulo = cateto oposto hipotenusa Tangente do ângulo = cateto oposto cateto adjacente B C A 42
43 Introdução a Trigonometria Exercícios: Através da trigonometria determine as cotas necessárias para programação da peça: b a Determine o deslocamento no eixo (Z) do ponto a para o ponto b na peça acima. Determine o diâmetro e comprimento faltante no desenho. Diâmetro = Cota eixo Z = 43
44 Introdução a Trigonometria Exercícios: Através da trigonometria determine as coordenadas necessárias para programação do perfil abaixo, sendo estabelecido o zero peça no ponto a. y Valor dos Pontos: G54 c = a b f g d= e= c h= k d e i= k= h j i x 44
45 Códigos G02 G3 P4 1- Respeitar o zero peça determinado pelo G determine os intervalos de P2-P3. Usinagem G41 Sentido Concordante (P1) (P2) (P3) (P4) Usinagem G42 Sentido Discordante (P4) (P3) (P2) (P1) 45
 G43 H01 Z100 S1000 M03; G83 X-25 Y-10 Z-12 R5 Q2 F40; X25 Y8; G80;")
46 Ciclo de furação- código G83 V C = 30 M/min fz = 0,02mm Z = 2 arestas Programa Ciclo de Furação. G17 G21 G40 G54 G80 G90; T01 M06; (broca 10mm) G43 H01 Z100 S1000 M03; G83 X-25 Y-10 Z-12 R5 Q2 F40; X25 Y8; G80; G0 Z100; M30; 46
 G1 G91 Z-0.5 Y2 F600; G90 G41 D10 X0 Y10 F1300; X-17.5,R5; Y-10,R5; X17.")
47 Rotação- código G68 V C = 160 M/min fz = 0,05mm Z = 4 arestas Programa Principal: O3000 G17 G21 G40 G54 G80 G90; T10 M06; (FT 8mm) G43 H10 Z100 S6400 M03; G0 X0 Y0; Z10; G1 Z0 F600; G68 X0 Y0 R15; M98 P4000 L10; G0 Z100; X0 Y30; Z10 G1 Z0 F600; M98 P4001 L20; G0 Z100; M30; Programa Sub-rotina: O4000 (Interno) G1 G91 Z-0.5 Y2 F600; G90 G41 D10 X0 Y10 F1300; X-17.5,R5; Y-10,R5; X17.5,R5; Y10,R5; X0; G40 Y0; M99; Programa Sub-rotina: O4001 (Externo) G1 G91 Z-0.5 F600; G90 G41 D10 X0 Y20 F1300; X40,R8; Y-20,R8; X-40,R8; Y20,R8; X0; G40 Y30; M99; 47
48 Códigos G02 G3 Elabore o programa da peça abaixo, utilizando os códigos G2-G3 para o perfil do produto. Usinagem concordante código G41 respeitando o zero G54 indicado na peça. 48
49 Exercícios Programa 1: Elabore dois programas do perfil da peça abaixo. Programação com sub-rotina utilizando coordenadas absolutas e incrementais. Obs: Escolha as ferramentas conforme listadas na tabela abaixo, o RPM e avanço devem respeitar características de cada ferramenta. Fresa de Metal duro Broca aço rápido V C Ø Z fz Ferramenta Ø V C Ferramenta 120 m/min ,25 T m/min T04 120m/min ,25 T m/min TO5 100m/min Broca Centro T m/min T06 49
50 Exercícios Programa 2: Elabore dois programas do perfil da peça abaixo. Programação com sub-rotina utilizando coordenadas absolutas e incrementais. Obs: Escolha as ferramentas conforme listadas na tabela abaixo, o RPM e avanço devem respeitar características de cada ferramenta. Fresa de Metal duro Broca aço rápido V C Ø Z fz Ferramenta Ø V C Ferramenta 120 m/min ,25 T m/min T04 120m/min ,25 T m/min TO5 100m/min Broca Centro T m/min T06 50
51 Exercícios Programa 3: Elabore dois programas do perfil da peça abaixo. Programação com sub-rotina utilizando coordenadas absolutas e incrementais. Obs: Escolha as ferramentas conforme listadas na tabela abaixo, o RPM e avanço devem respeitar características de cada ferramenta. Fresa de Metal duro Broca aço rápido V C Ø Z fz Ferramenta Ø V C Ferramenta 180 m/min ,25 T m/min T04 180m/min 6 4 0,05 T m/min TO5 100m/min Broca Centro T m/min T06 51
52 Exercícios Programa 4: Elabore dois programas do perfil da peça abaixo. Programação com sub-rotina utilizando coordenadas absolutas e incrementais. Obs: Escolha as ferramentas conforme listadas na tabela, o RPM e avanço devem respeitar características de cada ferramenta. Fresa de Metal duro Broca aço rápido V C Ø Z fz Ferramenta Ø V C Ferramenta 120 m/min ,15 T m/min T04 120m/min ,05 T m/min TO5 100m/min Broca Centro T m/min T06 52

53 Painel Centro de Usinagem CNC Tela do Visor LCD Painel de: Edição de programa Execução de programa Controle manual dos eixos Painel de: Botão Emergência. Execução de programa. Parada programada. Chave seletora avanço. Teclado Alfa numérico. Liga / desliga máquina. 53





54 Movimentação Manual Jog Ha Rt Eixos (X;Y;Z) Valor de deslocamento Gerador de movimentação dos eixos. 54
55 Edição de Programas Edição de Programas Criar programa 1- Selecione o modo de edição. 2- Ajuste a chave de proteção em ON. 3- Pressione a tecla Program. 4- Digite a letra O e o numero do programa desejado. 5- Pressione a tecla INSERT. Editar programa 1- Digite a letra O e o numero do programa desejado. Ex: O Pressione a tecla do cursor. 55

56 Torno CNC Sistemas de coordenadas: 56

57 Sistemas de coordenadas 57
58 Estrutura de programa 58


59 Códigos G funções preparatórias 59


60 Ciclo desbaste longitudinal G71 60
61 Exemplo de programa N10 G291 N20 G21 G40 G90 G95; N30 G54 G0 X100 Z100 N40 T0101 ; (Desbaste) N50 G96 S200; N60 G92 S3000 M3; N70 G0 X50 Z10; N80 G71 U1.0 R1.0; N90 G71 P100 Q190 U0.5 W0.2 F0.3; N100 G0 X12; N110 G1 Z0; N120 X20,C1.5; N130 Z-6.5; N140 G2 X27 Z-10 R3.5; N150 G1 X31; N160 G3 X36 Z-12.5 R2.5; N170 G1 Z-15; N180 X42 Z-20; N190 Z-25; N200 G0 X45; N210 G96 S220; N220 G70 P100 Q190 F0.15; N230 G54 G0 X100 Z100; N240 M30; 61

62 Ciclo desbaste transversal G72 62

63 Estrutura de programa N10 G291 N20 G21 G40 G90 G95 N30 G54 G0 X100 Z100 N40 T0303; (DESB. EXT.) N50 G96 S200 N60 G92 S3500 M3 N70 G0 X84 Z1 N80 G72 W2 R1 N90 G72 P100 Q180 U1 W0.3 F0.25 N100 G0 Z-32 N110 G1 X80 N120 X76 Z-30 N130 X55 N140 Z-16,C1 N150 X38 N160 X28 Z-5 N180 X26 Z0 N190 G70 P100 Q180 F0.18 N200 G54 G0 X100 Z100 N210 M30 Profundidade de corte = 2mm Avanço desbaste = 0,25 mm/rot Avanço de acabamento = 0,18 mm/rot 63

64 Ciclo de Canais G75 N10 G291 N20 G21 G40 G90 G95 N30 G54 G0 X100 Z100 N40 T0303; (Canais) N50 G96 S130 N60 G92 S2000 M3 N70 G0 X75 Z-33 N80 G75 R1 N90 G75 X60 Z-75 P3000 Q14000 F0.20 N100 G54 G0 X100 Z100 N210 M30 Avanço = 0,2mm/rot 64

65 Rosqueamento he = 0,6134 x P 65



66 Tipos de insertos e suporte 66



67 Dados de Corte 67

68 Exercício 1- Elabore a programação das peças abaixo Dados: V C 250 m/min Rugosidade Ra 1,2 acabamento Rugosidade Ra 3,2 desbaste 68
69 Exercício - 01 Dados: V C 250 m/min he = 0,6134 x P 69
70 Exercício - 02 Dados: V C 250 m/min he = 0,6134 x P 70
71 Exercício - 03 he = 0,6134 x P 71
72 Exercício
73 Exercício
![Operacional Torno CNC OPERAÇÕES INICIAIS LIGAR A MÁQUINA Ligar chave geral (Fica atrás da máquina) Acionar o botão [CNC ON]](/docs-images/84/89327964/images/74-0.jpg "Aguardar a inicialização do comando. Desativar botão de emergência. Abrir e fechar a porta. Acionar o botão [MACHINE ON].")
74 Operacional Torno CNC OPERAÇÕES INICIAIS LIGAR A MÁQUINA Ligar chave geral (Fica atrás da máquina) Acionar o botão [CNC ON] Aguardar a inicialização do comando. Desativar botão de emergência. Abrir e fechar a porta. Acionar o botão [MACHINE ON]. 74


75 Operacional Torno CNC REFERENCIAR A MÁQUINA Deve-se ativar manualmente a rotina de referenciamento: 1- Acionar a tecla JOG. 2- Acionar a tecla REF. POINT. 3- Acionar a tecla CYCLE START. 4- Abrir a chave SELETORA AVANÇO
76 Operacional Torno CNC ENTRADA MANUAL DE DADOS (MDA) Neste módulo é possível ligar a máquina; Executar a troca de ferramenta. Ou movimentar os eixos simultaneamente. EDIÇÃO DE PROGRAMAS Selecionar o ícone PROGRAM MANAGER a. Programas de peças b. Sub programas c. Peças de trabalho NOVO Digitar nome do arquivo exerc01 Editar o programa. Criar bloco bruto --- Selecionar o ícone Various G291 G21 G54 G80 G95 Selecionar o ícone BlanK G0 G54 X100 Z100 T


77 Operacional Torno CNC REFERÊNCIAS DE FERRAMENTA: 01 PRESET DE FERRAMENTAS: 1 - Acionar a tecla M MACHINE. 2 - Acionar a softkey [MEDIR FERR.]. 3 - Acionar a softkey [COMPRIM. MANUAL]
78 Resolução exercício Usinagem Lado -01 N10 G291 N20 G21 G40 G90 G95; N30 G54 G0 X100 Z100 N40 T0101 ; (Desbaste) N50 G96 S250; N60 G92 S3000 M3; N70 G0 X60 Z10; N80 G71 U1.0 R1.0; N90 G71 P100 Q180 U0.5 W0.2 F0.3; N100 G0 X12; N110 G1 Z0; N120 X20,C1.5; N130 Z-15; N140 X33.37,C1; N150 G1 X38 Z-46.5; N160 Z-78; N170 X48,C1; N180 Z-83; N190 G0 G54 X100 Z100; N200 T0303; (Acabamento) N210 G70 P100 Q180 F0,15; N220 G54 G0 X100 Z100; N230 T0707; (Canais) N240 G0 X60 Z10; N 250 Z-15; N260 G1 X17 F0,05; N270 X45; N280 Z-78; N290 G75 R1; N300 G75 X38 Z-78 P 1000 Q2500 F0.05; N310 G0 G54 X100 Z100; N320 M30; T0101 e T0303 (Desbaste e acabamento) T0707 (Canais) Usinagem Lado -02 N10 G291 N20 G21 G40 G90 G95; N30 G54 G0 X100 Z100 N40 T0101 ; (Desbaste) N50 G96 S250; N60 G92 S3000 M3; N70 G0 X60 Z10; N80 G71 U1.0 R1.0; N90 G71 P100 Q160 U0.5 W0.2 F0.3; N100 G0 X10; N110 G1 Z0; N120 X16,C1; N130 Z-16; N140 X25; N150 G1 X 48 Z-27; N160 Z-32; N170 G0 G54 X100 Z100; N180 T0303; (Acabamento) N190 G70 P100 Q180 F0,15; N200 G54 G0 X100 Z100; N210 M30 78

 N50 G96 S250; N60 G92 S3000 M3; N70 G0 X80 Z10; N80 G71 U1.0 R1.0; N90 G71 P100 Q170 U0.5 W0.2 F0.")
79 Resolução exercício Peça-01 Peça-02 N10 G291 N20 G21 G40 G90 G95; N30 G54 G0 X100 Z100 N40 T0101 ; (Desbaste) N50 G96 S250; N60 G92 S3000 M3; N70 G0 X80 Z10; N80 G71 U1.0 R1.0; N90 G71 P100 Q170 U0.5 W0.2 F0.3; N100 G0 X12; N110 G1 Z0; N120 X24,C1.5; N130 Z-40, R10; N140 X44; N150 X50 Z-55; N160 X80,R3; N170 Z-80 N180 G0 G54 X100 Z100; N190 T0303; (Acabamento) N200 G70 P100 Q170 F0,15; N210 G54 G0 X100 Z100; N220 M30; N10 G291 N20 G21 G40 G90 G95; N30 G54 G0 X100 Z100 N40 T0101 ; (Desbaste) N50 G96 S250; N60 G92 S3000 M3; N70 G0 X80 Z10; N80 G71 U1.0 R1.0; N90 G71 P100 Q170 U0.5 W0.2 F0.3; N100 G0 X10; N110 G1 Z0; N120 X20,C2; N130 Z-20, R5; N140 X50,C1; N150 Z-30; N160 X80 Z-45; N170 Z-70 N180 G0 G54 X100 Z100; N190 T0303; (Acabamento) N200 G70 P100 Q170 F0,15; N210 G54 G0 X100 Z100; N220 M30; 79
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Manufatura Assistida por Computador
 Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
CONHECIMENTOS ESPECÍFICOS TEC. LABORATÓRIO ELETROMECÂNICA (CNC)
") CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM. Profº Emerson Oliveira Matéria: CNC/CAM Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
EME005 - Tecnologia de Fabricação IV Fresamento CNC 2
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Exercício 5 Desenhe o perfil (coordenadas em incremental). Ponto X Y R I J Ponto X Y R I J A -15 15 15 h 0 15 J 5 0 B 0 10 K 5-5 5 h
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Exercício 5 Desenhe o perfil (coordenadas em incremental). Ponto X Y R I J Ponto X Y R I J A -15 15 15 h 0 15 J 5 0 B 0 10 K 5-5 5 h
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
Programação de Máquinas CNC
 Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC
 Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD
 MANUAL DE PROGRAMAÇÃO E INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110 Fax:3865-9510 Site: www.romi.com.br ROMI OPERAÇÃO LINHA
MANUAL DE PROGRAMAÇÃO E INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110 Fax:3865-9510 Site: www.romi.com.br ROMI OPERAÇÃO LINHA
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC
 TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Roteiro aula prática nº 2 (de 13/08 a 16/08)
") Roteiro aula prática nº 2 (de 13/08 a 16/08) Título: Grandezas cinemáticas do processo de fresamento e geometria das ferramentas de corte Objetivo: reforçar os conceitos vistos na aula teórica referentes
Roteiro aula prática nº 2 (de 13/08 a 16/08) Título: Grandezas cinemáticas do processo de fresamento e geometria das ferramentas de corte Objetivo: reforçar os conceitos vistos na aula teórica referentes
CNC Comando Numérico Computadorizado
 CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA
 TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA - 1 - Revisão 1 22/02/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro
TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA - 1 - Revisão 1 22/02/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
CURSO PROGRAMAÇÃO CNC TORNO
 CURSO DE PROGRAMAÇÃO CNC TORNO HELMO DA RÓS 1 Í N D I C E HISTÓRICO... pág. 03 MATEMÁTICA APLICADA... pág. 04 EIXOS CARTESIANOS... pág. 04 TRIGONOMETRIA E GEOMETRIA PLANA BÁSICA... pág. 12 PRÉ-REQUISITOS
CURSO DE PROGRAMAÇÃO CNC TORNO HELMO DA RÓS 1 Í N D I C E HISTÓRICO... pág. 03 MATEMÁTICA APLICADA... pág. 04 EIXOS CARTESIANOS... pág. 04 TRIGONOMETRIA E GEOMETRIA PLANA BÁSICA... pág. 12 PRÉ-REQUISITOS
EME005 - Tecnologia de Fabricação IV Fresamento CNC 5
 Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
APOSTILA DE TORNEAMENTO CNC (TCNC I)
") APOSTILA DE TORNEAMENTO CNC (TCNC I) Bibliografia: Básico de Torneamento DIDATECH Lista de Exercícios Prof. Celso Miguel de Barros e Prof. Helio Canavesi Filho JANEIRO 2018 1 SISTEMA DE COORDENADAS +Y
APOSTILA DE TORNEAMENTO CNC (TCNC I) Bibliografia: Básico de Torneamento DIDATECH Lista de Exercícios Prof. Celso Miguel de Barros e Prof. Helio Canavesi Filho JANEIRO 2018 1 SISTEMA DE COORDENADAS +Y
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL
 PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Caderno de Exercícios Aluno Comando Siemens. Índice
 Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Manual de Programação - CNC Proteo
 MCS Engenharia Manual de Programação - CNC Proteo ÍNDICE Introdução... 5 1 - Programação ISO... 6 1.1 - Coordenadas absolutas / incrementais (G90 / G91)... 6 1.2 - Origens: Absoluta (G53), Peca (G54 a
MCS Engenharia Manual de Programação - CNC Proteo ÍNDICE Introdução... 5 1 - Programação ISO... 6 1.1 - Coordenadas absolutas / incrementais (G90 / G91)... 6 1.2 - Origens: Absoluta (G53), Peca (G54 a
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes
 Divisão Máquinas Operatrizes") PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Edital IFSC-25/2011 Concurso Público Técnico em Mecânica 23/01/2012 Leia com atenção antes de iniciar a Prova
 Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
FRESADORA FFZ CNC ZOCCA
 FRESADORA FFZ CNC ZOCCA Menu Aula inicial CNC Fresa Sistema da Elétrico Comandos Para ISOGRAPH Cavidades adilsonrusteiko.com 1 COMANDO ELETRÔNICO CNC FIDIA Linguagem ISOGRAPH adilsonrusteiko.com 2 TECLADO
FRESADORA FFZ CNC ZOCCA Menu Aula inicial CNC Fresa Sistema da Elétrico Comandos Para ISOGRAPH Cavidades adilsonrusteiko.com 1 COMANDO ELETRÔNICO CNC FIDIA Linguagem ISOGRAPH adilsonrusteiko.com 2 TECLADO
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
Tutorial SolidCAM 2013/14 Operações 2.5D
 UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA MECÂNICA MANUFATURA ASSISTIDA POR COMPUTADOR SEM0350 2018/1 Prof. Dr. Alessandro Roger Rodrigues Elaborado por: Kandice
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA MECÂNICA MANUFATURA ASSISTIDA POR COMPUTADOR SEM0350 2018/1 Prof. Dr. Alessandro Roger Rodrigues Elaborado por: Kandice
Escola SENAI Roberto Mange - Campinas
 Mecatrônica 5 Coordenadas cartesianas Ao término desta unidade você conhecerá o sistema de coordenadas cartesianas usado para definição de pontos. Sistema de coordenadas das máquinas Todas as máquinas-ferramenta
Mecatrônica 5 Coordenadas cartesianas Ao término desta unidade você conhecerá o sistema de coordenadas cartesianas usado para definição de pontos. Sistema de coordenadas das máquinas Todas as máquinas-ferramenta
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
Capítulo 1 <Introdução 17 1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado 17
 Índice Analítico Capítulo 1
Índice Analítico Capítulo 1
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Índice 1 - PROGRAMAÇÃO 2 - COMPENSAÇÃO 3 - CICLOS 4 - INTERPOLAÇÃO POLAR E CILÍNDRICA 5 - PRESSET 6 - ZERO PEÇA 7 - MANUTENÇÃO DA TORRE 8
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Índice 1 - PROGRAMAÇÃO 2 - COMPENSAÇÃO 3 - CICLOS 4 - INTERPOLAÇÃO POLAR E CILÍNDRICA 5 - PRESSET 6 - ZERO PEÇA 7 - MANUTENÇÃO DA TORRE 8
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
Comando Numérico Computadorizado
 Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Torno Automático CNC de cabeçote móvel. Torno Automático CNC de torneamento curto TNL12 TNL12K
 Torno Automático CNC de cabeçote móvel Torno Automático CNC de torneamento curto TNL12 TNL12K TNL12 - Ideal para qualquer tarefa de usinagem O conceito da máquina TNL12 foi adaptado para as necessidades
Torno Automático CNC de cabeçote móvel Torno Automático CNC de torneamento curto TNL12 TNL12K TNL12 - Ideal para qualquer tarefa de usinagem O conceito da máquina TNL12 foi adaptado para as necessidades
Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09)
") Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09) Parte I: Procedimentos para preparação de máquinas Objetivos: Apresentar os conceitos de folha de processos e a sua utilização
Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09) Parte I: Procedimentos para preparação de máquinas Objetivos: Apresentar os conceitos de folha de processos e a sua utilização
Proteo PC. Manual de Programação do CNC. Edição: Abril de 2016, Revisão A
 Proteo PC Manual de Programação do CNC Edição: Abril de 2016, Revisão A Revision History Revision Remarks 04/2016 Rev A Primeira revisão do manual de programação do CNC Proteo. Manual de Programação do
Proteo PC Manual de Programação do CNC Edição: Abril de 2016, Revisão A Revision History Revision Remarks 04/2016 Rev A Primeira revisão do manual de programação do CNC Proteo. Manual de Programação do
Catálogo de produtos 2013 / 2014
 Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
EME005 - Tecnologia de Fabricação IV Fresamento CNC 4
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 4 Compensação do raio da ferramenta Aula 11 Prof. José Hamilton Chaves Gorgulho Júnior Compensação de raio da ferramenta Compensação de raio da
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 4 Compensação do raio da ferramenta Aula 11 Prof. José Hamilton Chaves Gorgulho Júnior Compensação de raio da ferramenta Compensação de raio da
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
Capítulo 4. Procedimento Experimental Apresentação
 Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações:
 PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO.
 MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO DESAFIO 4 FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO. LIÇÃO 2 FUNÇÕES PREPARA ARATÓRIAS TÓRIAS. LIÇÃO 3 SISTEMA DE REFERÊNCIA
MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO DESAFIO 4 FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO. LIÇÃO 2 FUNÇÕES PREPARA ARATÓRIAS TÓRIAS. LIÇÃO 3 SISTEMA DE REFERÊNCIA
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
USINAGEM AVANÇADA (TORNEAMENTO)
") 1 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.:
1 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.:
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
CÁLCULO DOS PARÂMETROS DE CORTE CÁLCULO DE VELOCIDADE DO AVANÇO
 CÁLCULO DOS n = 0 x Vc d x 3, = Velocidade de corte Vc = n x d x 3, 0 = m/min CÁLCULO DE VELOCIDADE DO AVANÇO Vf = 0 x Vc x Z x fz d x 3, = /min Vf = n x Z x fz = /min Onde: n: número de rotações da fresa
CÁLCULO DOS n = 0 x Vc d x 3, = Velocidade de corte Vc = n x d x 3, 0 = m/min CÁLCULO DE VELOCIDADE DO AVANÇO Vf = 0 x Vc x Z x fz d x 3, = /min Vf = n x Z x fz = /min Onde: n: número de rotações da fresa
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Teoria prática da Usinagem. Janaina Fracaro de Souza 2017
 Teoria prática da Usinagem Janaina Fracaro de Souza 2017 /1 O Contexto Produtivo da Ferramentaria Contexto A tarefa de uma ferramentaria é fornecer recursos de produção para as fábricas; Um molde ou uma
Teoria prática da Usinagem Janaina Fracaro de Souza 2017 /1 O Contexto Produtivo da Ferramentaria Contexto A tarefa de uma ferramentaria é fornecer recursos de produção para as fábricas; Um molde ou uma
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
2.7.2 Fichas de instrução 2.8 Dossier de fabricação para a maquinagem de peças mecânicas 2.9 Determinação do método de fabricação
 Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
AUTOMAÇÃO INDUSTRIAL FRESAGEM
 AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Exercício 2 - Fresagem
 Técnico de Maquinação CNC UFCD [5843] Maquinação Fresagem CNC Relatório de Maquinação Exercício 2 - Fresagem Luís Miguel Lopes Romudas Data: 14.06.2012 1. Projecto Designação: 71x61 Furado Centro Processo
Técnico de Maquinação CNC UFCD [5843] Maquinação Fresagem CNC Relatório de Maquinação Exercício 2 - Fresagem Luís Miguel Lopes Romudas Data: 14.06.2012 1. Projecto Designação: 71x61 Furado Centro Processo
CNC 8070 CICLOS FIXOS DE FRESADORA (REF. 0811) (Ref. 0811)
 (Ref. 0811)") CICLOS FIXOS DE FRESADORA (Ref. 0811) Ciclos fixos de fresadora Proíbe-se qualquer reprodução ou uso não autorizado do software, quer seja no conjunto ou em parte. Todos os direitos reservados. Não se
CICLOS FIXOS DE FRESADORA (Ref. 0811) Ciclos fixos de fresadora Proíbe-se qualquer reprodução ou uso não autorizado do software, quer seja no conjunto ou em parte. Todos os direitos reservados. Não se
Parâmetros de corte. Aprendi na vida que a maioria dos problemas complexos tem soluções simples TORNEARIA MECÂNICA
 ETAL Parâmetros de corte Nesse capítulo você encontra 4 A importância da refrigeração no processo de usinagem Fluido de corte Funções dos fluidos de corte Tipos de fluidos de corte Aprendi na vida que
ETAL Parâmetros de corte Nesse capítulo você encontra 4 A importância da refrigeração no processo de usinagem Fluido de corte Funções dos fluidos de corte Tipos de fluidos de corte Aprendi na vida que
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Novembro /8. Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros
 1/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros 2/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros A TaeguTec lançou uma nova
1/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros 2/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros A TaeguTec lançou uma nova
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
 PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
Usinagem I Parte I Aula 3 Furação. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Aula: Movimentos e grandezas da Usinagem
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático