EME005 - Tecnologia de Fabricação IV Fresamento CNC 5
|
|
|
- Cecília Lucinda Pereira Fragoso
- 6 Há anos
- Visualizações:
Transcrição
1 Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação desta operação muito utilizada e repetitiva. Um ciclo funciona da seguinte maneira: posiciona-se a ferramenta próximo a peça; faz-se a chamada do ciclo desejado (que fica ativo); move-se a ferramenta para todas as coordenadas onde deseja-se a execução do ciclo; cancela-se o ciclo fixo (com o comando G80). Furação simples (G81) Ciclos de furação Executa o furo em apenas uma passada (um aprofundamento). Assim que a ferramenta chega à profundidade programada já retorna. G81 (G98 ou G99 R0 ) Z F Z = profundidade final F = velocidade de avanço Ciclos de furação Furação simples com pausa (G82) Similar ao G81. A diferença é que a ferramenta ficará girando no fundo do furo por um tempo definido para dar melhor acabamento. G82 (G98 ou G99 R0 ) Z F P Z = profundidade final F = velocidade de avanço P = tempo de pausa (em milissegundos)
2 Furação Pica-Pau (G73) Ciclos de furação Faz uma furação profunda com pequenos retornos para quebrar o cavaco. G73 (G98 ou G99 R0_) Z_ F_ Q_ P Z = profundidade final F = velocidade de avanço Q = profundidade da passada P = retorno de quebra cavaco Furação profunda (G83) Ciclos de furação Furação profunda com retorno completo a cada passe para quebrar o cavaco. G83 (G98 ou G99 R0_) Z_ F_ Q_ P Z = profundidade final F = velocidade de avanço Q = profundidade da passada P = distância para mudar de G0 para G1 G98 e G99 São códigos modais. Ou seja, G98 fica ativo até ser programado um G99 e vice-versa. G98 é default. Usados em ciclos de furação para permitir que se evite obstáculos. G98 define o retorno da ferramenta para o plano I (inicial), que é a posição Z definida antes do ciclo de furação ser definido. G99 define o retorno da ferramenta para o plano de R (retorno), definido por R0. O plano R deve estar abaixo do plano I. G98 e G99
3 Exemplo Exemplo Definir o plano I em 22 mm Definir o plano R em 12 mm G0 X15. Y76. Z22. G81 G99 R0+12. Z-5. F200. Y75. Y50. G98 Y25. G99 X85. Y50. Posiciona a ferramenta em XY próximo ao primeiro furo. Define o plano inicial em Z22. Define o ciclo fixo (G81). Retorno ao plano R (G99) posicionado em Z12 (R0). Profundidade a ser atingida é de -5 mm (Z) com avanço de 200 mm/min (F). Movimento rápido (G0 modal) para X15 (modal) e Y75. Será executado um furo nesta posição. A ferramenta voltará para o plano R (G99). Movimento para X15 e Y50, onde é executado o segundo furo. Movimento para X15 e Y25. Executa o terceiro furo. A ferramenta retorna para o plano I (G98). Movimento para X85 e Y25. Executa o quarto furo e retorna para o plano R (G99). Movimento para X85 e Y50. Execução do quinto furo. Exercício 09 (com ciclo fixo) T1: Broca de centro (Z= -5 mm, S= 1500 rpm e F= 150 mm/min T2: Broca 8 mm (Z= -20 mm, Passes= 3 mm, S= 650 rpm e F = 200 mm/min Y75. Movimento para X85 e Y75. Execução do sexto furo. G80 Cancelamento do ciclo fixo.
4 O2 (EXERCICIO 09 C (CICLOS DE FURAÇÃO ( G0 G17 G40 G71 G80 G90 H0 Z0 M6 T1 (BROCA DE CENTRO S1500 M3 E1 X36 Y50 H1 D1 M8 Z2 G81 G98 Z-5 F150 X35 X10 Y10 X35 X60 X85 G80 ( M5 M9 G0 H0 Z0 M6 T2 (BROCA 8 MM S650 M3 E1 X36 Y50 H2 D2 M8 Z2 G73 G98 Z-20 Q3 P0.5 F200 X35 X10 Y10 X35 X60 X85 G80 ( M5 M9 G0 H0 Z0 E0 X0 Y200 M0 M2 Exercício 09 (com ciclo e subr.) T1: Broca de centro (Z= -5 mm, S= 1500 rpm e F= 150 mm/min T2: Broca 8 mm (Z= -20 mm, Passes= 3 mm, S= 650 rpm e F = 200 mm/min O2 (EXERCICIO 09 D (CICLOS DE FURAÇÃO E SUBROTINA ( L100 (FUROS X35 X10 Y10 X35 X60 X85 G80 M17 M30 ( G0 G17 G40 G71 G80 G90 H0 Z0 M6 T1 (BROCA DE CENTRO S1500 M3 E1 X36 Y50 H1 D1 M8 Z2 G81 G98 Z-5 F150 L101 ( M5 M9 G0 H0 Z0 M6 T2 (BROCA 8 MM S650 M3 E1 X36 Y50 H2 D2 M8 Z2 G73 G98 Z-20 Q3 P0.5 F200 L101 ( M5 M9 G0 H0 Z0 E0 X0 Y200 M0 M2 Subrotinas fixas
5 Gravação e serialização Por meio de uma única linha de programa, escrevese um texto com até 63 caracteres. Também pode ser utilizada para serializar peças. Gravação e serialização L9201 R0_ R1_ R2_ R3_ R4_ Z_ F_ ( R0: altura do plano de retração da ferramenta; R1: seleção da fonte e modo de trabalho; R2: altura do caracter a ser gravado; R3: ângulo para a gravação; R4: incremento para serialização, de 1 até 9; Texto: o que for digitado após o sinal de parêntesis Fonte tipo 1 Fonte tipo 2 R1+0 para gravação R1+1 para gravação R1+2 para serialização R1+3 para serialização Exemplo de gravação N1 O4 (SUB-ROTINA FIXA DE GRAVACAO N2 G0 G17 G40 G71 G80 G90 H0 Z0 N3 M6 T1 (FRESA PANTOGRAFICA N4 S1500 M3 E1 X0 Y0 N5 H1 D1 M8 Z1. N6 L9201 R+1. R1+0 R2+20. R3+15. Z-0.2 F100. (EME-56 N7 X0 Y-15. N8 L9201 R+1. R2+10. R3+0 Z-0.2 F100. (TECNOLOGIA DE FABRICACAO IV N9 ( N10 M5 M9 N11 G0 H0 Z0 N12 E0 X0 Y200. N13 M0 N14 M2

6 Círculo de parafusos Usada com ciclos fixos de furação. Gera as coordenadas X e Y de furos igualmente espaçados sobre um círculo (completo ou não). L93xx R0 R1 R2 Círculo de parafusos Onde: xx: Número de furos; R0: Distância em X do furo inicial ao centro do círculo; R1: Distância em Y do furo inicial ao centro do círculo; R2: Incremento angular entre furos (positivo= horário). Uso: Posicionar a ferramenta no furo inicial (X, Y e Z) Acionar um ciclo fixo de furação; Acionar a subrotina de círculo de parafusos; Cancelar o ciclo fixo. Círculo de parafusos

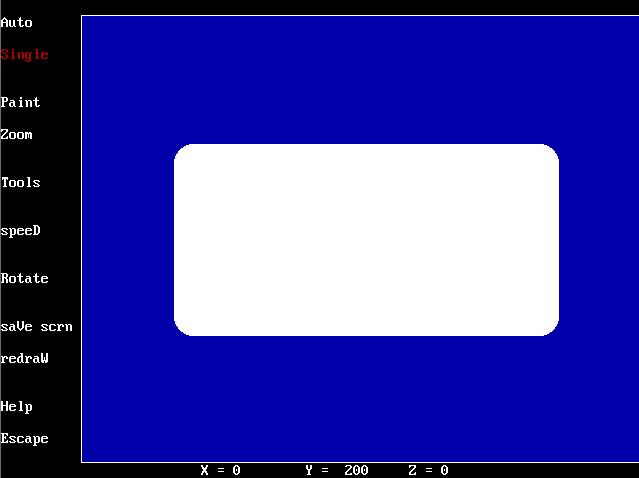
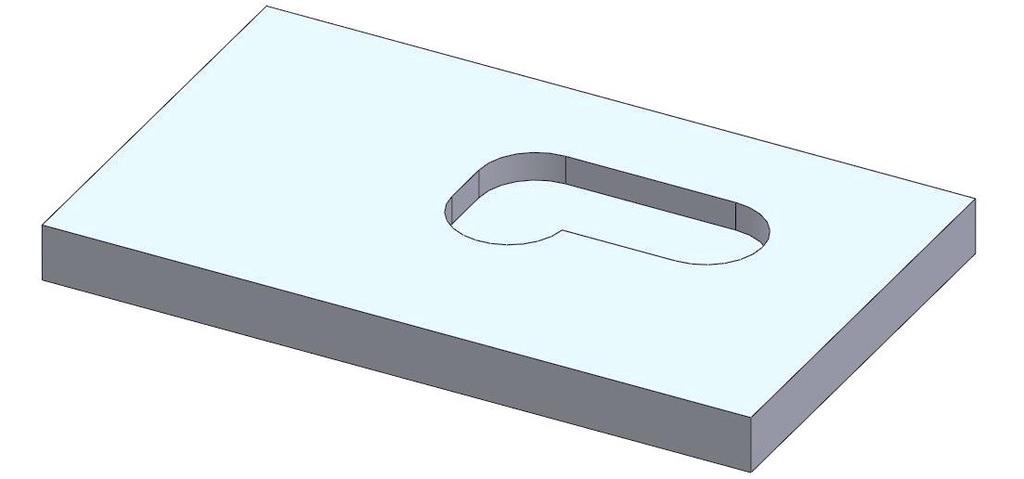
7 Exemplo de circulo de parafusos N1 O5 (CIRCULO DE PARAFUSOS N2 G0 G17 G40 G71 G80 G90 H0 Z0 N3 M6 T1 (BROCA 8MM N4 S500 M3 E1 X100. Y0 N5 H1 D1 M8 Z1. N6 G81 G99 Z-5. F100. N7 L9336 R+0 R1+50. R2+10. N8 G80 N9 ( N10 M5 M9 N11 G0 H0 Z0 N12 E0 X0 Y200. N13 M0 N14 M2 Abertura de bolsão retangular Depende da informação do diâmetro da ferramenta. Anti-horário: L9601 R0 R1 R2 R3 Horário: L9701 R0 R1 R2 R3 Onde: R0: velocidade de avanço (seria o F); R1: raio de canto da ferramenta; R2: comprimento do bolsão no eixo X; R3: comprimento do bolsão no eixo Y Uso: Posicionar a ferramenta no centro do bolsão (XY); Posicionar a ferramenta na profundidade desejada (Z); Iniciar a sub-rotina. Após a usinagem a ferramenta volta para o centro. Abertura de bolsão retangular Abertura de bolsão retangular
8

9 Exemplo de bolsão retangular N1 O6 (BOLSAO RETANGULAR N2 G0 G17 G40 G71 G80 G90 H0 Z0 N3 M6 T1 (FRESA 20MM N4 S300 M3 E1 X100. Y25. N5 H1 D1 M8 Z1. N6 ( N7 G1 Z-5. F50. N8L9601 R+100. R1+0 R R N9 ( N10 M5 M9 N11 G0 H0 Z0 N12 E0 X0 Y200. N13 M0 N14 M2 Abertura de bolsão circular Depende da informação do diâmetro da ferramenta. Anti-horário: L9801 R0 R1 R2 Horário: L9901 R0 R1 R2 Onde: R0: velocidade de avanço (seria o F); R1: raio de canto da ferramenta; R2: diâmetro do bolsão. Uso: Posicionar a ferramenta no centro do bolsão (XY); Posicionar a ferramenta na profundidade desejada (Z); Iniciar a sub-rotina. Após a usinagem a ferramenta volta para o centro. Abertura de bolsão circular Abertura de bolsão circular

10 Exemplo de bolsão circular N1 O7 (BOLSAO CIRCULAR N2 G0 G17 G40 G71 G80 G90 H0 Z0 N3 M6 T1 (FRESA 20MM N4 S300 M3 E1 X100. Y25. N5 H1 D1 M8 Z1. N6 ( N7 G1 Z-5. F50. N8 L9801 R+100. R1+0 R N9 ( N10 M5 M9 N11 G0 H0 Z0 N12 E0 X0 Y200. N13 M0 N14 M2 Acabamento de bolsão circular Depende da informação do diâmetro da ferramenta. Anti-horário: L94xx R0 R1 Horário: L95xx R0 R1 Acabamento de bolsão circular Onde: xx: número de repetições; R0: velocidade de avanço (seria o F); R1: diâmetro do bolsão. Uso: Posicionar a ferramenta no centro do bolsão (XY); Posicionar a ferramenta na profundidade desejada (Z); Iniciar a sub-rotina. Após a usinagem a ferramenta volta para o centro.

11 Exemplo de L94xx N1 O8 (ACABAMENTO DE BOLSAO CIRCULAR N2 G0 G17 G40 G71 G80 G90 H0 Z0 N3 M6 T1 (FRESA 20MM N4 S300 M3 E1 X100. Y25. N5 H1 D1 M8 Z1. N6 ( N7 G1 Z-5. F50. N8 L9404 R+200. R N9 ( N10 M5 M9 N11 G0 H0 Z0 N12 E0 X0 Y200. N13 M0 N14 M2 Códigos M avançados Comandos avançados Variam de fabricante para fabricante e mesmo entre máquinas de um mesmo fabricante. Códigos M avançados M48 - Permite o uso dos potenciômetros. M49 - Bloqueia o uso dos potenciômetros. M66 até M69 - Aciona dispositivos externos. M80 - Abre a porta automática. M81 - Fecha a porta automática. M96 - Usinagem de canto sempre tocando a peça. M97 - Usinagem do canto com precisão.





12 Qual recurso usar? Qual recurso usar? Espelhamento Permite que um trecho de programa (normalmente uma subrotina) seja executado de forma espelhada com relação ao eixo X, Y, ou aos dois eixos simultaneamente. A linha de espelho é definida pelas coordenadas da ferramenta no momento de acionamento do comando. Os parâmetros do comando sempre recebem valor zero. G51.1 X0 espelho no eixo X G51.1 Y0 espelho no eixo Y G51.1 X0 Y0 espelho nos eixos X e Y Para cancelar o espelhamento usa-se G50.1, que não possui parâmetros.




13 Exemplo de espelhamento N1 O9 (ESPELHAMENTO N13 G2 X50. Y20. R+5. N2 L100 (PERFIL N14 G1 Y15. N3 G0 X30. Y25. N15 G2 X45. Y10. R+5. N4 G1 X32. Y18. N16 G1 X25. N5 G42 G1 X20. Y15. N17 G2 X20. Y15. R+5. N6 Y40. N18 G40 G1 X25. Y15. N7 G2 X25. Y45. R+5. N19 G0 Z1. N8 G1 X30. N20 M17 N9 G2 X35. Y40. R+5. N21 M30 N10 G1 Y30. N22 ( N11 X40. Y25. N23 G0 G17 G40 G71 G80 H0 Z0 G90 N12 X45. N24 M6 T3 (FRESA 8MM Exemplo de espelhamento (cont.) N25 S350 M3 E1 X25. Y15. N37 G50.1 N26 H3 D3 M8 Z1. N38 G0 X0 Y0 N27 L101 (ORIGINAL N39 G0 X0 Y0 N28 G0 X0 Y0 N40 G51.1 X0 Y0 N29 G51.1 X0 N41 L101 (ESPELHO EM X E Y N30 L101 (ESPELHO EM X N42 G50.1 N31 G0 X0 Y0 N43 ( N32 G50.1 N44 M5 M9 N33 G0 X0 Y0 N45 G0 H0 Z0 N34 G51.1 Y0 N46 E0 X0 Y200. N35 L101 (ESPELHO EM Y N57 M0 N36 G0 X0 Y0 N48 M2 Qual recurso usar? Qual recurso usar?

14 Rotação de coordenadas Permite girar o sistema de coordenadas. O ângulo de giro é fornecido pelo parâmetro R0 e as coordenadas do pivô (centro da rotação) são definidas pelos parâmetros X e Y. Se um novo giro for aplicado, será em relação ao sistema de coordenadas original. G68 X Y R0 Para cancelar a rotação do sistema de coordenadas usa-se o comando G69. O sistema de coordenadas retorna à sua posição original, antes de ser aplicada a primeira rotação. Exemplo de rotação de coordenadas N1 1O (ROTACAO N13 G2 X50. Y20. R+5. N2 L100 (PERFIL N14 G1 Y15. N3 G0 X30. Y25. N15 G2 X45. Y10. R+5. N4 G1 X32. Y18. N16 G1 X25. N5 G42 G1 X20. Y15. N17 G2 X20. Y15. R+5. N6 Y40. N18 G40 G1 X25. Y15. N7 G2 X25. Y45. R+5. N19 G0 Z1. N8 G1 X30. N20 M17 N9 G2 X35. Y40. R+5. N21 M30 N10 G1 Y30. N22 ( N11 X40. Y25. N23 G0 G17 G40 G71 G80 H0 Z0 G90 N12 X45. N24 M6 T3 (FRESA 8MM Exemplo de rotação de coordenadas N25 S350 M3 E1 X25. Y15. N36 M5 M9 N26 H3 D3 M8 Z1. N37 G0 H0 Z0 N27 L101 (ORIGINAL N38 E0 X0 Y200. N28 G68 X0 Y0 R+90. N39 M0 N29 L101 (90 GRAUS N40 M2 N30 G68 X0 Y0 R+180. N31 L101 (180 GRAUS N32 G68 X0 Y0 R+270. N33 L101 (270 GRAUS N34 G69 N35 (


15 Qual recurso usar? Qual recurso usar? Deslocamento do Sistema de Coordenadas Desloca incrementalmente o atual sistema de coordenadas para uma nova posição. Pode-se mudar apenas um dos eixos ou qualquer combinação entre eles. Para retornar ao valor original deve-se utilizar o mesmo comando com os valores de coordenadas iguais a zero. G52 X Y Z
16 Exemplo de deslocamento do SC N1 O11 (DESLOCAMENTO DO SC N2 L100 (PERFIL N3 G0 X0 Y0 N4 G1 Y15. N5 G3 Y35. I0 J10. N6 G1 Y50. N7 X15. N8 G3 X35. I10. J0 N9 G1 X50. N10 Y35. N11 G3 Y15. I0 J-10. N12 G1 Y0 N13 X35. N14 G3 X15. I-10. J0 N15 G1 X0 N16 M17 N17 M30 N18 ( N19 G0 G17 G40 G71 G80 G90 H0 Z0 N20 M6 T1 (FRESA 1MM N21 S1000 M3 E1 X0Y0 N22 H1 D1 M8 Z0 N23 G1 X160. F100. N24 Y160. N25 X0 N26 Y0 N27 ( Exemplo de deslocamento do SC N28 G52 X20. Y20. N40 E0 X0 Y200. N29 L101 N41 M0 N30 G52 X90. N42 M2 N31 L101 N32 G52 Y90. N33 L101 N34 G52 X20. N35 L101 N36 G52 X0 Y0 N37 ( N38 M5 M9 N39 G0 H0 Z0 Usinagem de 2 coroas para Eco-Veículo UNIFEI 2009 Desenho no SolidWorks



17 Matéria-prima da coroa 1 Matéria-prima da coroa 2 Simulação do programa CNC Peça onde cada coroa deverá ser fixada


18 Detalhe da Simulação Broca de centro fixada no mandril Broca fixada no mandril porta-pinça Placa de aço fixada na mesa (Dispositivo de fixação)




19 Detalhe da fixação da placa: calços e parafusos Abertura de roscas para fixação da matéria-prima Matéria-prima 1 fixada para usinagem de furos Detalhe da fixação da matéria-prima 1



20 Broca de centro após realização do furo Broca realizando furo Peça e ferramentas após a furação de fixação Dispositivo de fixação não estava plano




21 Faceamento do dispositivo de fixação Placa faceada Fixação da matéria prima 2 Furo central usinado



22 Usinagem da circunferência externa (fresa 22 mm) Circunferência externa pronta O1 (CIRCUNFERENCIA EXTERNA G0 G17 G21 G40 G71 G80 G90 H0 Z0 M6 T1 (FRESA DIAM 22 MM S500 M3 E1 X0 Y115. H1 D1 M8 Z-6. G41 G1 X0 Y G2 X0 Y I0 J G40 G1 X0 Y115. M5 M9 G0 H0 Z0 M2 Fresa 3 mm no mandril porta-pinça




23 Usinagem dos dentes primeira passada Dentes após a primeira passada Dentes usinados Detalhe dos dentes após usinagem

24 Coordenadas de 1 vão de dente X= Y= X= Y= X= Y= X= Y= M6 T2 (FRESA 3MM S1000 M3 E1 X Y H2 D2 M8 Z-4.5 #CLEAR #V1=0 #V2= #R9=0 L199 G0 H0 Z0 M5 M9 L100 (PERFIL DO VAO N60 G68 X0 Y0 R+R9 #V1=V1+V2 #R9=V1 G1 X Y F100. G41 G1 X Y G2 X Y R G3 X Y R G2 X Y R G40 G1 X Y M17 M30 UNIFEI
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
EME005 - Tecnologia de Fabricação IV Fresamento 2
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 2 Acessórios para fixação das peças: parafusos Aula 02 Prof. José Hamilton Chaves Gorgulho Júnior Acessórios para fixação das peças: grampos Acessórios
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 2 Acessórios para fixação das peças: parafusos Aula 02 Prof. José Hamilton Chaves Gorgulho Júnior Acessórios para fixação das peças: grampos Acessórios
CONHECIMENTOS ESPECÍFICOS TEC. LABORATÓRIO ELETROMECÂNICA (CNC)
") CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
Parte 2 Programação Manual de Centro de Usinagem CNC
 Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Programação de Máquinas CNC
 Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
EME005 - Tecnologia de Fabricação IV Fresamento 5
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 5 Questão 08-10 pontos) Calcule os valores necessários para execução de uma engrenagem cilíndrica de dentes retos módulo 7 com 32 dentes. Use 3 casas
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 5 Questão 08-10 pontos) Calcule os valores necessários para execução de uma engrenagem cilíndrica de dentes retos módulo 7 com 32 dentes. Use 3 casas
EME005 - Tecnologia de Fabricação IV Fresamento CNC 1
 8 3 oluna omando UNIFEI EME5 - Tecnologia de Fabricação IV Fresamento N 1 Porta Ferramenta Porta ula 7 Prof. José Hamilton haves Gorgulho Júnior ase Mesa POWER LOK OPTIONL LIGHT VIDEO 5 1 RPID TRVEL EMERGENY
8 3 oluna omando UNIFEI EME5 - Tecnologia de Fabricação IV Fresamento N 1 Porta Ferramenta Porta ula 7 Prof. José Hamilton haves Gorgulho Júnior ase Mesa POWER LOK OPTIONL LIGHT VIDEO 5 1 RPID TRVEL EMERGENY
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações:
 PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
Caderno de Exercícios Aluno Comando Siemens. Índice
 Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Usinagem I Parte I Aula 3 Furação. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Neste livro, você vai estudar as diversas operações de fresagem que podem ser executadas com a máquina fresadora.
 Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
 PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC
 Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL
 PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 João Manuel R. S. Tavares Joaquim Oliveira Fonseca") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
SEM534 Processos de Fabricação Mecânica. Professor - Renato G. Jasinevicius. Aula: Máquina ferramenta- Torno. Torno
 SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
EMR 13 Eixos Matriz Tripla Esquerda Direita (13 servos)
") EMR www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 EMR Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
EMR www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 EMR Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, )
") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos
 TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos Tipo
TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos Tipo
CNC Comando Numérico Computadorizado
 CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
AUTOMAÇÃO INDUSTRIAL FRESAGEM
 AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
TSRE 3 Eixos Matriz Única (3 servos)
") TSRE www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRE Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TSRE www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRE Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
44 Fresando ranhuras retas - I
 A U A UL LA Fresando ranhuras retas - I Na aula passada você aprendeu como fresar superfícies planas e superfícies planas inclinadas. Viu como escolher os dispositivos para fixação da peça e da fresa de
A U A UL LA Fresando ranhuras retas - I Na aula passada você aprendeu como fresar superfícies planas e superfícies planas inclinadas. Viu como escolher os dispositivos para fixação da peça e da fresa de
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
TABELA VC X MATERIAL PEÇA X MATERIAL FERRAMENTA X FATOR MULTIPL. PROCESSO(DESBASTE, SANGRIA, FURAÇÃO...)
") Parâmetros de corte Torneamento e furação 1-) Uma peça bruta que será torneada(desbaste), possui diâmetro de 50mm. Após a usinagem, deseja-se que a peça tenha um diâmetro de 46mm, a ser atingido com 4
Parâmetros de corte Torneamento e furação 1-) Uma peça bruta que será torneada(desbaste), possui diâmetro de 50mm. Após a usinagem, deseja-se que a peça tenha um diâmetro de 46mm, a ser atingido com 4
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
Acesse:
 Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
TDRJ 5 Eixos Matriz Dupla Comando IHM (2 servos)
") TDRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TDRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TDRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TDRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
Apostila sobre montagens. Para acessar o ambiente de montagens do Solidworks, proceda da seguinte maneira:
 Apostila sobre montagens Para acessar o ambiente de montagens do Solidworks, proceda da seguinte maneira: Clique em novo Selecione o template de montagem do IF-SC Clique em OK Quando o arquivo de montagem
Apostila sobre montagens Para acessar o ambiente de montagens do Solidworks, proceda da seguinte maneira: Clique em novo Selecione o template de montagem do IF-SC Clique em OK Quando o arquivo de montagem
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
EME005 - Tecnologia de Fabricação IV Fresamento 3
 Exercício UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 3 Aula 03 Prof. José Hamilton Chaves Gorgulho Júnior Calcule o giro da manivela para execução de X divisões em uma peça usando um divisor
Exercício UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 3 Aula 03 Prof. José Hamilton Chaves Gorgulho Júnior Calcule o giro da manivela para execução de X divisões em uma peça usando um divisor
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
TSRJ 3 Eixos Matriz Única Comando IHM (2 servos)
") TSRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TSRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes
 Divisão Máquinas Operatrizes") PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
DEMEC/UFRGS ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM FRESAMENTO 3ª PARTE
 DEMEC/UFRGS ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM FRESAMENTO 3ª PARTE Heraldo Amorim Porto Alegre, agosto de 2003 Fresando com o divisor universal Aparelho divisor acessório utilizado na máquina
DEMEC/UFRGS ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM FRESAMENTO 3ª PARTE Heraldo Amorim Porto Alegre, agosto de 2003 Fresando com o divisor universal Aparelho divisor acessório utilizado na máquina
EME005 - Tecnologia de Fabricação IV Brochamento 2
 A ferramenta UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 2 Aula 13 Prof. José Hamilton Chaves Gorgulho Júnior Força de usinagem Há uma grande variação da força durante o processo. É importante
A ferramenta UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 2 Aula 13 Prof. José Hamilton Chaves Gorgulho Júnior Força de usinagem Há uma grande variação da força durante o processo. É importante
EME005 - Tecnologia de Fabricação IV Operação de Furação
 UNIFEI EME005 - Tecnologia de Fabricação IV Operação de Furação Constituição e tipos de furadeiras Aula 15 Prof. José Hamilton Chaves Gorgulho Júnior Furadeira Vertical de Piso (Vertical Drill machine)
UNIFEI EME005 - Tecnologia de Fabricação IV Operação de Furação Constituição e tipos de furadeiras Aula 15 Prof. José Hamilton Chaves Gorgulho Júnior Furadeira Vertical de Piso (Vertical Drill machine)
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
ANEXO I ESPECIFICAÇÕES PARA A FABRICAÇÃO DE ESPELHOS RETROVISORES
 ANEXO I ESPECIFICAÇÕES PARA A FABRICAÇÃO DE ESPELHOS RETROVISORES 1 DEFINIÇÕES 1.1. Define-se por Tipo de espelho retrovisor o dispositivo que não difere entre si quanto às seguintes características fundamentais:
ANEXO I ESPECIFICAÇÕES PARA A FABRICAÇÃO DE ESPELHOS RETROVISORES 1 DEFINIÇÕES 1.1. Define-se por Tipo de espelho retrovisor o dispositivo que não difere entre si quanto às seguintes características fundamentais:
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
Catálogo de produtos 2013 / 2014
 Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
CICLOS FIXOS DO MACH9 PARA USINAGEM DE FUROS
 CICLOS FIXOS DO MACH9 PARA USINAGEM DE FUROS FURAÇÃO SIMPLES G81 ou G82 FURAÇÃO COM CONTROLE E/OU QUEBRA DE CAVACOS G83 ROSCAMENTO COM MACHOS G84 MANDRILAMENTO SAÍDA COM A FERRAMENTA GIRANDO G85 MANDRILAMENTO
CICLOS FIXOS DO MACH9 PARA USINAGEM DE FUROS FURAÇÃO SIMPLES G81 ou G82 FURAÇÃO COM CONTROLE E/OU QUEBRA DE CAVACOS G83 ROSCAMENTO COM MACHOS G84 MANDRILAMENTO SAÍDA COM A FERRAMENTA GIRANDO G85 MANDRILAMENTO
FEPI , Page 1 Tecnologia Mecânica II
 28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
Acesse:
 Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Exercício 2 - Fresagem
 Técnico de Maquinação CNC UFCD [5843] Maquinação Fresagem CNC Relatório de Maquinação Exercício 2 - Fresagem Luís Miguel Lopes Romudas Data: 14.06.2012 1. Projecto Designação: 71x61 Furado Centro Processo
Técnico de Maquinação CNC UFCD [5843] Maquinação Fresagem CNC Relatório de Maquinação Exercício 2 - Fresagem Luís Miguel Lopes Romudas Data: 14.06.2012 1. Projecto Designação: 71x61 Furado Centro Processo
43 Fresando superfícies planas
 A U A UL LA Fresando superfícies planas Nas aulas passadas você estudou os tipos de fresadoras e fresas e como determinar os parâmetros de corte para fresar. Mas para começar a fresar é necessário saber
A U A UL LA Fresando superfícies planas Nas aulas passadas você estudou os tipos de fresadoras e fresas e como determinar os parâmetros de corte para fresar. Mas para começar a fresar é necessário saber
FRESADORA. Equipe: Bruno, Desyrêe, Guilherme, Luana
 FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Acesse:
 Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
Cálculos envolvendo Atuadores Hidráulicos. Sistemas Hidropneumáticos I Hidráulica 04. Atuador hidráulico de dupla ação
 UNIFEI Sistemas Hidropneumáticos I Hidráulica 04 Cálculos envolvendo tuadores Hidráulicos EME-26 ula 04 21-09-2009 Prof. José Hamilton Chaves Gorgulho Júnior tuador hidráulico de dupla ação tuador hidráulico
UNIFEI Sistemas Hidropneumáticos I Hidráulica 04 Cálculos envolvendo tuadores Hidráulicos EME-26 ula 04 21-09-2009 Prof. José Hamilton Chaves Gorgulho Júnior tuador hidráulico de dupla ação tuador hidráulico
ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA
 ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA HISTÓRIA 1930 1942 1956 1972 2007 2013 A Companhia é fundada sob o espírito inovador de Américo Emílio Romi
ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA HISTÓRIA 1930 1942 1956 1972 2007 2013 A Companhia é fundada sob o espírito inovador de Américo Emílio Romi
2.7.2 Fichas de instrução 2.8 Dossier de fabricação para a maquinagem de peças mecânicas 2.9 Determinação do método de fabricação
 Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
UCS. Universidade de Caxias do Sul. Centro de Ciências Exatas e Tecnologia. Departamento de Engenharia Mecânica
 1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
web curso 2015 Instalação de Produtos Economizadores de Água
 web curso 2015 Instalação de Produtos Economizadores de Água Misturadores Pressmatic O uso de misturadores junto a torneiras e duchas garante o fornecimento de água na temperatura desejada, já que o equipamento
web curso 2015 Instalação de Produtos Economizadores de Água Misturadores Pressmatic O uso de misturadores junto a torneiras e duchas garante o fornecimento de água na temperatura desejada, já que o equipamento
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]
![Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]](/thumbs/72/66319740.jpg "Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]") Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
Contracer Alta precisão + Funcionalidade + Simplicidade operacional = Contracer
 Contracer CV-2100 SÉRIE 218 Equipamento para de Contorno ESPECIFICAÇÕES CV-2100M4 CV-2100M4 CV-2100N4 Curso de medição 100 Eixo Z1 (Drive) Curso de movimento 3 Ângulo de inclinação () ±45-0,1µm Eixo Z1
Contracer CV-2100 SÉRIE 218 Equipamento para de Contorno ESPECIFICAÇÕES CV-2100M4 CV-2100M4 CV-2100N4 Curso de medição 100 Eixo Z1 (Drive) Curso de movimento 3 Ângulo de inclinação () ±45-0,1µm Eixo Z1
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
Acesse:
 Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
DESENHO TÉCNICO MECÂNICO I (SEM 0502)
") DESENHO TÉCNICO MECÂNICO I (SEM 0502) Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas 10. 02 Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas TOLERÂNCIA GEOMÉTRICA: FORMA
DESENHO TÉCNICO MECÂNICO I (SEM 0502) Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas 10. 02 Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas TOLERÂNCIA GEOMÉTRICA: FORMA
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Comando Numérico Computadorizado
 Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
PMR 2201 INTRODUÇÃO AO PROJETO DE SISTEMAS MECÂNICOS
 PMR 2201 INTRODUÇÃO AO PROJETO DE SISTEMAS MECÂNICOS PROJETO 2-2011 Batedeira Planetária Com Acionamento Manual São Paulo Maio / 2011 INTRODUÇÃO As indústrias alimentícias e farmacêuticas se utilizam de
PMR 2201 INTRODUÇÃO AO PROJETO DE SISTEMAS MECÂNICOS PROJETO 2-2011 Batedeira Planetária Com Acionamento Manual São Paulo Maio / 2011 INTRODUÇÃO As indústrias alimentícias e farmacêuticas se utilizam de