Manufatura Assistida por Computador
|
|
|
- Estela Palhares Canejo
- 6 Há anos
- Visualizações:
Transcrição
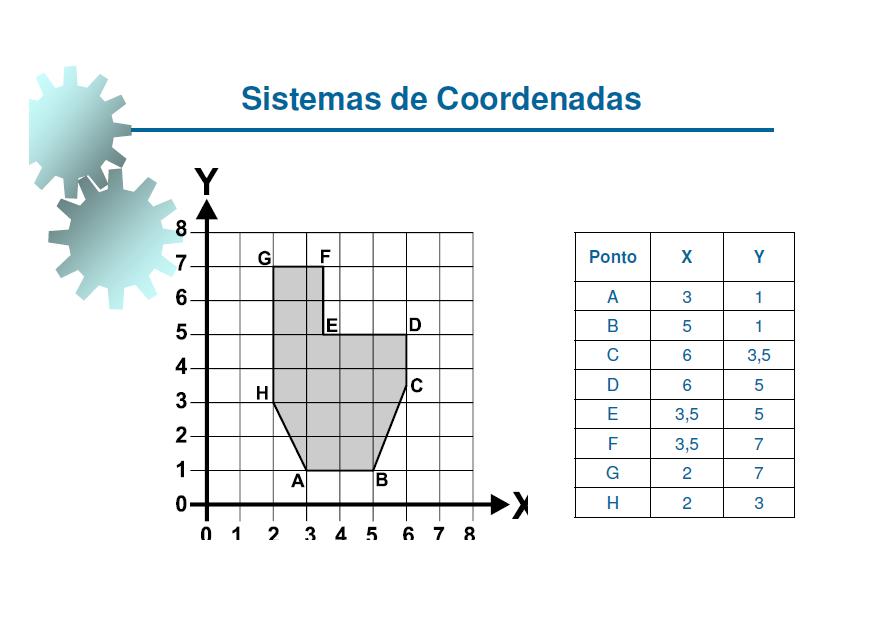
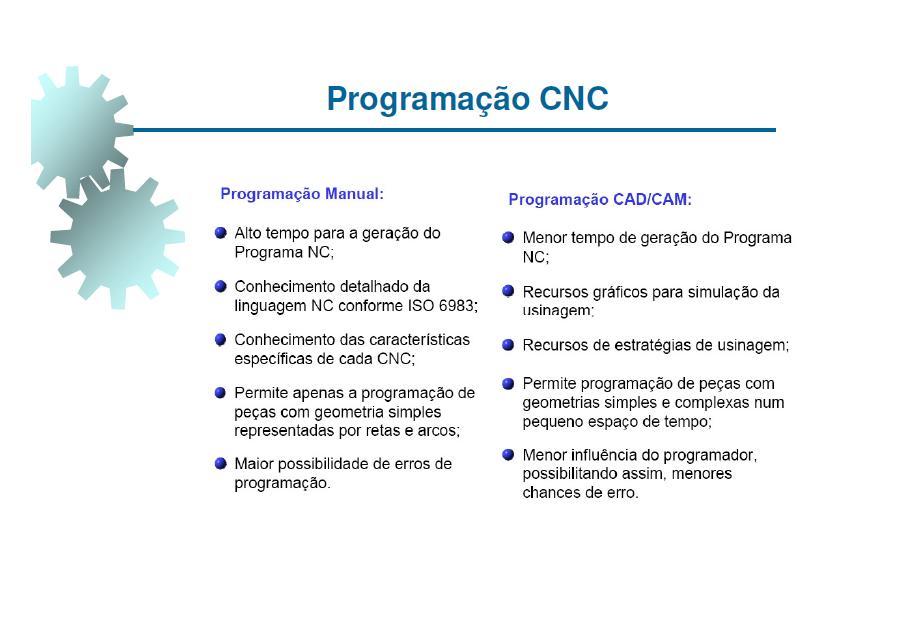
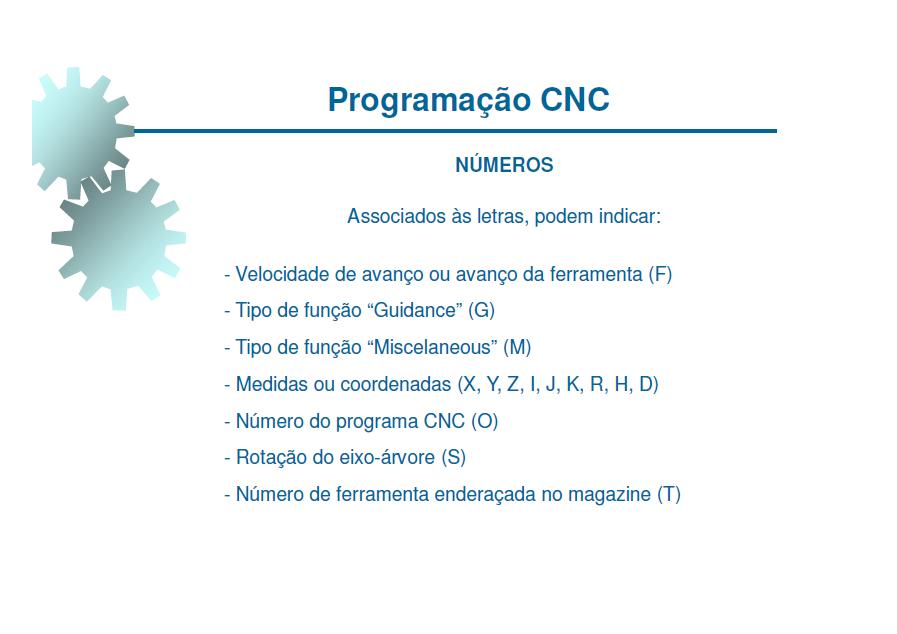
1 Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco
2
3
4
5
6
7
8
9

10
11
12

13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28

29

30
31
32

33
34
35
36
37
38 Avanço Rápido, com a maior velocidade fornecida pela máquina
39 Avanço Rápido, com a maior velocidade fornecida pela máquina

40 Avanço Rápido, com a maior velocidade fornecida pela máquina
41 mm/rotação
42 Avanço Rápido, com G00, para a posição X28, Z2. Fuso ligado no sentido horário.
43 Avanço com Velocidade Programada (0,2mm/rotação), com G01, para a posição X35, Z-5.
44 Avanço com Velocidade Programada (0,2mm/rotação), com G01, para a posição X35, Z-40.
45 Avanço com Velocidade Programada (0,2mm/rotação), com G01, para a posição X45, Z-60.
46 Usinar o diâmetro com 30mm, desbastando-se com a profundidade adequada.
47 Supondo-se a profundidade de desbaste de 1mm (redução de 2mm no diâmetro a cada passada). O3000 N05 G21; N10 G28; N15 M06 T07; (O3000 Número do programa.) (G21 - Estabelece unidade de medida, mm) (G28 Move a ferramenta para local de troca.) (M06 Realiza a troca da ferramenta pela T07 (Desbaste Externo).) N20 G00 X38 Z2 G97 M03 S800; (G00 Move a ferramenta rapidamente para a primeira posição de usinagem X38 Z2) (G97 Estabelece rotação constante) (M03 Liga eixo árvore no sentido horário.) (S800 Define a rotação em 800 rpm.) N25 G99 F0.15 G01 Z-20; (G99 Define o avanço em mm/rotação.) (F0.15 Especifica o avanço em 0.15 mm/rotação.) (G01 Executa avanço controlado por F0.15.) (Z-20 Posição final de desbaste no comprimento.)
 N35 G00 Z2; (G00 Move rapidamente a ferramenta até posição inicial no")
48 N30 X41; (X41 Afasta a ferramenta da peça para o diâmetro X41.) N35 G00 Z2; (G00 Move rapidamente a ferramenta até posição inicial no comprimento.)

49 N40 X36; (X36 Move rapidamente a ferramenta até posição inicial para a próxima passada.) N45 G01 Z-20; (G01 Executa avanço controlado da ferramenta por F até Z-20.)
 N55 G00 Z2; (G00 Move rapidamente a ferramenta até posição inicial no")
50 N50 X41; (X41 Afasta a ferramenta da peça para o diâmetrox41.) N55 G00 Z2; (G00 Move rapidamente a ferramenta até posição inicial no comprimento.)

51 N60 X34; (X34 Move rapidamente a ferramenta até posição inicial no próximo diâmetro á ser desbastado.) N65 G01 Z-20; (G01 Executa avanço controlado da ferramenta por F até Z-20.)

52 N70 X41; N75 G00 Z2;
53 N80 X32; N85 G01 Z-20;
54 N90 X41; N95 G00 Z2;
55 N100 X30; N105 G01 Z-20;
 (M05 Desliga o eixo árvore.")
56 N110 X41; N115 G28 M05; (G28 Move a ferramenta para local de troca.) (M05 Desliga o eixo árvore.) N120 M30; (M30 Finaliza o programa e retorna ao início.)

57


58
59
60
61

62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80 G98: Retorno ao ponto inicial Ponto R: Nível de Aproximação Rápida G99: Retorno ao ponto R Q: Incremento de Corte Ponto Z: Nível da Posição Final em Z
81 Seleciona o Plano XY Entrada de dados em mm Coordenadas Absolutas Avanço em mm/rotação Troca de Ferramenta Ativa Compensação do Comprimento da Ferramenta Retorno posição Inicial Ciclo Furação com quebra de cavaco Cancela Ciclo de Furação Cancela Compensação do Comprimento da Ferramenta
82
83
84 Seleciona o Plano XY Entrada de dados em mm Coordenadas Absolutas Avanço em mm/min Troca de Ferramenta Ativa Compensação do Comprimento da Ferramenta Ciclo Furação contínua Retorno ao ponto R Cancela Ciclo de Furação Cancela Compensação do Comprimento da Ferramenta
85
86
87 Seleciona o Plano XY Entrada de dados em mm Coordenadas Absolutas Avanço em mm/rotação Troca de Ferramenta Ativa Compensação do Comprimento da Ferramenta Ativa Sistema de Coordenadas Polares Roscamento interno à direita Retorno ao ponto R Cancela Ciclo de Furação Cancela Compensação do Comprimento da Ferramenta
88

89
90 Seleciona o Plano XY Entrada de dados em mm Coordenadas Absolutas Avanço em mm/min Troca de Ferramenta Liga o fuso no sentido horário Ativa Compensação do Comprimento da Ferramenta Mandrilamento Retorno ao ponto R Cancela Ciclo de Furação Cancela Compensação do Comprimento da Ferramenta
91
92
93
94 Ø35 Programação CNC para tornos comando FANUC Funçoes Preparatórias G00 Avanço rápido Exemplo G00 X35. Z2.; 2 Ponto de chegada Posicionamento em X (diâmetro de 35mm) Posicionamento em Z (2mm positivos)
95 Funções G - Torneamento
96 Programação CNC para tornos comando FANUC Funçoes Preparatórias G01 Interpolação Linear Usada para execução de avanços lentos, ou seja, avanços de usinagem programados, levando em consideração fatores como ferramentas e material a ser usinado.executa movimentos retilíneos, ângulos e chanfros. A ferramenta é deslocada em uma linha reta para o ponto de chegada por intermédio do avanço que está especificado como condição adicional. G01 X Z C R F; X Z C R F Coordenada absoluta final Coordenada absoluta final Comando para inserção de chanfro Comando para inserção de raio Avanço
97 Ø35 Programação CNC para tornos comando FANUC Funçoes Preparatórias G01 Interpolação Linear Exemplos Deslocamento Simples Ponto de chegada 2 Liga fluido refrigerante Avanço rápido até o ponto X35, Z2 N10 G00 X35. Z2. M8; N20 G01 Z-30. F.15; 30 Deslocar para Z-30, com avanço de 0.15mm
98 Ø52.32 Ø35 Programação CNC para tornos comando FANUC Funçoes Preparatórias G01 Interpolação Linear Exemplos Deslocamento com Ângulo Ponto de chegada 30º 2 Avanço rápido até o ponto X35, Z2 N10 G00 X35. Z2. M8; N20 G01 Z-30. F.15; Deslocar para Z-30, com avanço de 0.15mm N30 G01 X52.32 Z-45; Deslocar para X52.32 e Z-45,
99 Programação CNC para tornos comando FANUC Chanfro e Arredondamento - Exemplo
100 Programa CNC: N10 G00 X0 Z2. M8; aproximação rápida N20 G01 Z0 F.15; encostar na face com avanço de 0.15mm N30 G01 X20. C-2.; facear com inserção de chanfro até diâmetro de 20mm N40 G01 Z-15. R2.; deslocamento longitudinal com raio N50 G01 X30. C-2; facear com inserção de chanfro até diâmetro de 30mm N60 G01 Z-28. C2.; deslocamento longitudinal com chanfro N70 G01 X40. R-2.; facear com inserção de reaio até o diâmetro de 40mm N80 G01 Z-40.; pós movimento
101 Programa CNC: N10 G00 X0 Z2. M8; aproximação rápida N20 G01 Z0 F.15; encostar na face com avanço de 0.15mm N30 G01 X20. C-2.; facear com inserção de chanfro até diâmetro de 20mm
102 Programa CNC: N40 G01 Z-15. R2.; deslocamento longitudinal com raio N50 G01 X30. C-2; facear com inserção de chanfro até diâmetro de 30mm N60 G01 Z-28. C2.; deslocamento longitudinal com chanfro N70 G01 X40. R-2.; facear com inserção de reaio até o diâmetro de 40mm N80 G01 Z-40.; pós movimento (obrigatório)
103 Programação CNC para tornos comando FANUC Funçoes Preparatórias G02 e G03 Interpolação circular nos sentidos horário e anti-horário Funções utilizadas para gerar arcos, ou seja, perfis circulares que vão até 180º no torneamento, podendo formar uma esfera completa. Sempre que um processo de interpolação circular for executado, a ferramenta estará posicionada no início do arco; portanto basta informar as coordenadas finais e o raio.
104 G02 e G03 Interpolação circular nos sentidos horário e anti-horário G02 / G03 X Z R / I K F X Z R I K F Coordenada absoluta final do arco Coordenada absoluta final do arco Raio Coordenada do centro arco em X Coordenada do centro do arco em Z Avanço
105 Interpolação Parâmetros: X = ponto final da interpolação; Z = ponto final da interpolação; R = Raio da interpolação; Ou I(x) e K(z): indicam as coordenadas do centro do raio
106 G02 e G03 Interpolação circular nos sentidos horário e antihorário Exemplo
107 Programa CNC N10 G00 X0 Z2. M08; N20 G01 Z0 F.15; N30 G03 X30. Z-15. R15.; N40 G01 Z-35.; N50 G02 X40 Z-40. R5.; N60 G01 X44.; N70 G01 X48. Z-42.; N80 G01 Z-53.; N90 G02 X62. Z-60. R7.; N100 G01 X68.; N110 G03 X80. Z-66. R6.; N120 G01 Z-80.;
108 Programação CNC para tornos comando FANUC Funçoes Preparatórias G04 Tempo de permanência em espera G04 X ou G04 U ou G04 P X e U indicam o tempo em segundos P indica o tempo em milisegundos Usada para melhorar o acabamento Ex: G04 X5.; Tempo de espera de 5 segundos
109
110
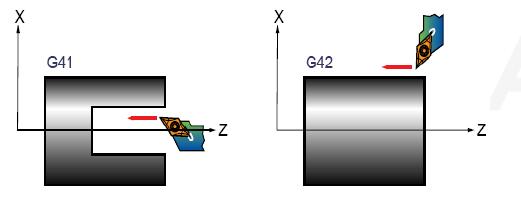
111 Programação CNC para tornos comando FANUC Funçoes Preparatórias Compensação de raio de corte O sistema de compensação faz com que a ferramenta considere o contorno exato da peça, isto é, possibilita programar diretamente o perfil de acabamento sem a necessidade de cálculos auxiliares.
112 Programação CNC para tornos comando FANUC Funçoes Preparatórias Compensação de raio de corte (CRC). G40 Desativa CRC G41 Ativa CRC à esquerda G42 Atua CRC à direita

113
114
115 Programação CNC para tornos comando FANUC Funçoes Preparatórias Compensação de raio de corte. Exemplo Perfil Externo N010 G42; ativa CRC à direita; N020 G00 X15. Z1. M08; N030 G01 X20. Z-1. F.15; N040 G01 Z-15.; N050 G01 X50. C-1.; N060 G01 Z-32.; N070 G01 X58.; N080 G01 X62, Z-34.; N090 G00 X65.; N100 G40; desativa CRC
116 Programação CNC para tornos comando FANUC Funçoes Preparatórias Compensação de raio de corte. Exemplo Perfil Interno N010 G41; ativa CRC à esquerda; N020 G00 X51. Z1. M08; N030 G01 X45. Z-2. F.15; N040 G01 Z-14.; N050 G01 X30. C-2.; N060 G01 Z-30.; N070 G01 X25. Z-50.; final do perfil N080 G00 X24,; N090 G40; desativa CRC N100 G00 Z10.; 116
117
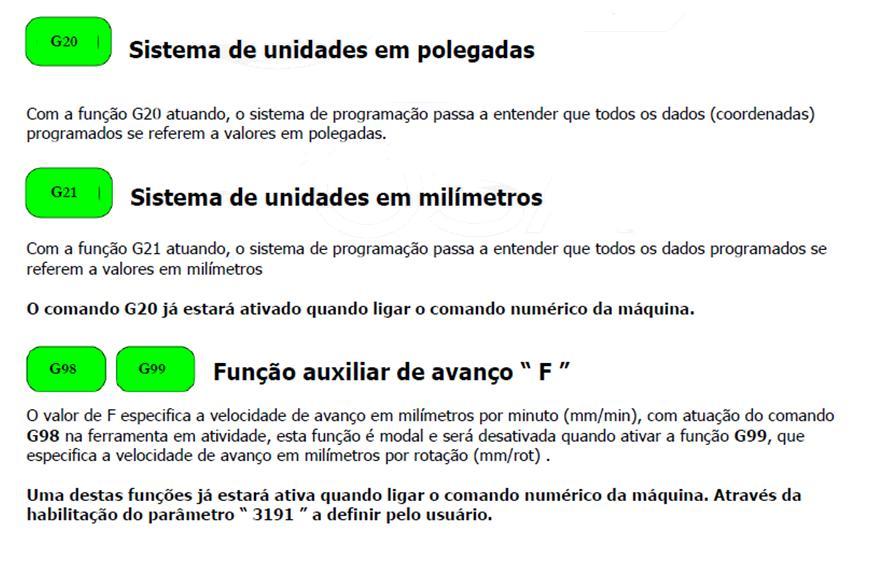
118 Programação CNC para tornos comando FANUC Funçoes Preparatórias G20 e G21 G20 Ativa a programação em polegadas G21 Ativa a programação em milímetros
119
120
121 Programação CNC para tornos comando FANUC Funçoes Preparatórias G74 Ciclo de torneamento e furação com descarga de cavacos Furação com descarga de cavacos O ciclo será executado com a programação de dois blocos contendo a G74. No primeiro bloco, um pré-posicionamento é realizado em cada penetração e no segundo os dados da furação G74 R; G74 Z Q F; R Z Q F Retorno incremental para quebra de cavacos Posição final (comprimento do furo em absoluto) Incremento por penetração (em milésimos de milímetro) Avanço
122 Programação CNC para tornos comando FANUC Funçoes Preparatórias G74 Ciclo de torneamento e furação com descarga de cavacos - Exemplo R Z Q F Retorno incremental para quebra de cavacos Posição final (comprimento do furo em absoluto) Incremento por penetração (em milésimos de milímetro) Avanço
123 R Z Q F Retorno incremental para quebra de cavacos Posição final (comprimento do furo em absoluto) Incremento por penetração (em milésimos de milímetro) Avanço N010 G00 X0 Z5. M08; posicionamento inicial N020 G74 R2.; retorno quebra de cavaco N030 G74 Z-69. Q12000 F.1; ciclo para execução de furo Considerando o incremento de 12mm -> Q=12x1000 = A furação será executada até o comprimento de 69mm, com incremento de 12mm. A cada penetração em Q haverá um recuo automático ao posicionamento inicial (Z5) e em seguida uma nova aproximação até 2mm (R) antes da última penetração. Ao término do ciclo, a ferramenta se posiciona nas coordenadas iniciais (X0 e Z5).
124 Programação CNC para tornos comando FANUC Funçoes Preparatórias G74 Ciclo de torneamento e furação com descarga de cavacos Torneamento (desbaste de perfis simples) ; G74 X Z P Q R F; X Z P Q R F Diâmetro final Comprimento final Incremento por passada no raio (milésimos de mm) Comprimento total de corte (incremental, milésimos de mm) Afastamento do eixo transversal Avanço
125 X Z P Q R F Diâmetro final Comprimento final Incremento por passada no raio (milésimos de mm) Comprimento total de corte (incremental, milésimos de mm) Afastamento do eixo transversal Avanço G74 Ciclo de torneamento e furação com descarga de cavacos Exemplo - Desbaste externo Considerando P = 2,5mm por passada (5mm no diâmetro) P = 2,5 x 1000 P = 2500 Q = (45 + 2)x1000 = (posicionamento inicial mais comprimento final)
126 X Z P Q R F Diâmetro final Comprimento final Incremento por passada no raio (milésimos de mm) Comprimento total de corte (incremental, milésimos de mm) Afastamento do eixo transversal Avanço Posicionar no diâmetro da primeira passada, descontando o primeiro incremento. N010 G00 X95. Z2. M08; aproximação N020 G74 X50. Z-45. P2500 Q47000 R2. F.25 Ao final do ciclo, a ferramenta desloca-se automaticamente para o ponto inicial de posicionamento.

127 X Z P Q R F Diâmetro final Comprimento final Incremento por passada no raio (milésimos de mm) Comprimento total de corte (incremental, milésimos de mm) Afastamento do eixo transversal Avanço N010 G00 X25. Z2. M08; aproximação N020 G74 X40. Z-40. P2500 Q42000 R2. F.25.; chamada de ciclo de desbaste O ciclo será executado a partir do primeiro posicionamento em modo incremental no eixo X, de acordo com o valor de cada passada (P) até o diâmetro X final, havendo recuo angular ao final de cada percurso (R).
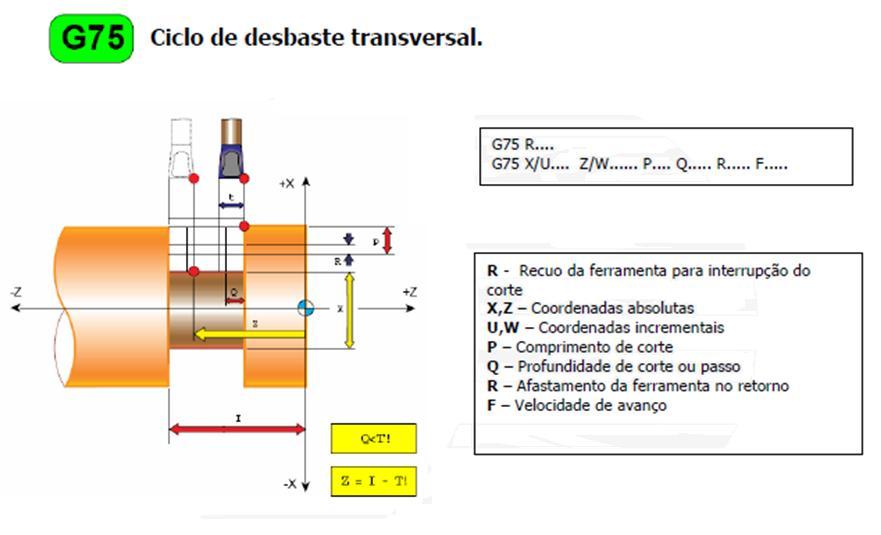
128 Programação CNC para tornos comando FANUC Funçoes Preparatórias G75 Ciclo de Faceamento e canais Faceamento G75 X Z P Q R F; X Z P Q R F Diâmetro final de faceamento Comprimento final Incremento total de corte X (raio/milésimos de mm) Incremento por passada no eixo Z (milésimos de mm) Afastamento no eixo longitudinal Avanço
129 X Z P Q R F Diâmetro final de faceamento Comprimento final Incremento total de corte X (raio/milésimos de mm) Incremento por passada no eixo Z (milésimos de mm) Afastamento no eixo longitudinal Avanço Considerando Q = 2mm por passada Q = 2000 P = ((62 25) / 2) x 1000 P = P é a diferença entre o posicionamento inicial e o diâmetro final programado no ciclo, dividido por dois para resultar no raio
130 X Z P Q R F Diâmetro final de faceamento Comprimento final Incremento total de corte X (raio/milésimos de mm) Incremento por passada no eixo Z (milésimos de mm) Afastamento no eixo longitudinal Avanço N010 G00 X62. Z-2. M08; aproximação considerando o primeiro desbaste N020 G75 X25. Z-15. P18500 Q2000 R2. F.25; ciclo fixo
131 X Z P Q R F Diâmetro final de faceamento Comprimento final Incremento total de corte X (raio/milésimos de mm) Incremento por passada no eixo Z (milésimos de mm) Afastamento no eixo longitudinal Avanço N010 G00 X16. Z2. M08; N020 G00 X18. Z-2; N030 G75 X50. Z-12. P16000 Q2000 R2. F.25; N040 G00 Z10.;
132 Programação CNC para tornos comando FANUC Funçoes Preparatórias G75 Ciclo de Faceamento e canais Canais G75 X Z P Q F; X Z P Q R F Diâmetro final do Canal Coordenada final (último canal) Incremento total de corte (raio/milésimos de mm) Distância entre os canais (incremental/milésimos de mm) Retorno incremental para quebra de cavaco (raio) Avanço
133 Programação CNC para tornos comando FANUC Funçoes Preparatórias G75 Ciclo de Faceamento e canais Canais G75 X Z P Q F; Os canais devem ser equidistantes; Posicionar no comprimento do primeiro canal; A coordenada de P é a diferença entre o posicionamento inicial e o fundo do canal dividido por dois, resultando no raio.
134 X Z P Q R F Diâmetro final do Canal Coordenada final (último canal) Incremento total de corte (raio/milésimos de mm) Distância entre os canais (incremental/milésimos de mm) Retorno incremental para quebra de cavaco (raio) Avanço O ciclo será executado a partir do posicionamento do primeiro canal e em modo incremental quantos forem necessários até o comprimento final determinado em Z.
135 Programação CNC para tornos comando FANUC Funçoes Preparatórias G71 Ciclo automático de desbaste longitudinal Esta função também deve ser programada em dois blocos subsequentes. G71 U R U valor da profundidade de corte em raio R recuo transversal da ferramenta (no eixo X)
136 Programação CNC para tornos comando FANUC Funçoes Preparatórias G71 Ciclo automático de desbaste longitudinal G71 P Q U W F P Q Número de bloco que define o início do perfil Número de bloco que define o final do perfil U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço
137 Programação CNC para tornos comando FANUC Funçoes Preparatórias G71 Ciclo automático de desbaste longitudinal Neste comando pode-se executar o acabamento no mesmo programa acionando a função G70 que ativa o ciclo de acabamento por meio dos números de sentenças (N) sem a necessidade de subprogramas. G70 P Q P Número do bloco que define o início do perfil Q - Número do bloco que define o final do perfil

138 P Q Número de bloco que define o início do perfil Número de bloco que define o final do perfil U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço
139 P Q Número de bloco que define o início do perfil Número de bloco que define o final do perfil U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço
140 Programação CNC para tornos comando FANUC Funçoes Preparatórias G72 Ciclo automático de desbaste transversal Deve ser programada em dois blocos subsequentes. O endereço W tem definições diferentes em cada bloco. G72 W R W valor de profundidade de corte na execução do ciclo. R recuo longitudinal da ferramenta, ao final de cada passada.
141 Programação CNC para tornos comando FANUC Funçoes Preparatórias G72 Ciclo automático de desbaste transversal G72 P Q U W F P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço
142 P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço
143 P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço

144 P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço

145 P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço

146 P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço

147 P Q Número de bloco que define o início do contorno Número de bloco que define o final do contorno U Sobremetal para acabamento no eixo X: U+ para acabamento externo U- para acabamento interno W Sobremetal para acabamento no eixo Z: W+ sobremetal à direita W- sobremetal à esquerda F Avanço
148
149
150
151
152
153
154 Exemplo de Programação CNC - Torneamento N10 ET1 N20 M6 N40 G00 X2.913 Z5.63 M09 M4 S2000 N50 G01 X2.756 F300 G96 S0 M08 N60 G01 Z3.457 N70 G01 X2.874 Z3.535 N80 G00 Z5.63 M09 N90 G01 X2.598 M08 N100 G01 Z3.8 N110 G01 X2.717 Z3.879 N120 G00 Z5.63 M09 N130 G01 X2.441 M08 N140 G01 Z3.931 N150 G01 X2.559 Z4.01 N160 G00 Z5.63 M09 N170 G01 X2.283 M08 N180 G01 Z4.063 N190 G01 X2.402 Z4.141 N200 G00 Z5.63 M09 N210 G01 X2.126 M08 M8 Liga Fluido Refrigerante M9 Desliga Fluido Refrigerante G96 Avanço constante sobre superfícies
155 N220 G01 Z4.134 N230 G01 X2.244 Z4.213 N240 G00 Z5.63 M09 N250 G01 X1.969 M08 N260 G01 Z4.134 N270 G01 X2.087 Z4.213 N280 G00 Z5.63 M09 N290 G01 X1.811 M08 N300 G01 Z4.134 N310 G01 X1.929 Z4.213 N320 G00 Z5.63 M09 N330 G01 X1.654 M08 N340 G01 Z4.134 N350 G01 X1.772 Z4.213 N360 G00 Z5.63 M09 N370 G01 X1.496 M08 N380 G01 Z4.148 N390 G01 X1.614 Z4.226 N400 G00 Z5.63 M09 N410 G01 X1.339 M08
156 N420 G01 Z4.207 N430 G01 X1.457 Z4.286 N440 G00 Z5.63 M09 N450 G01 X1.255 M08 N460 G01 Z5.47 N470 G01 X1.339 Z5.428 N480 G01 Z4.713 N490 G01 X1.26 Z4.674 N500 G01 Z4.323 N510 G02 X1.339 Z4.207 I0.189 K0 N520 G01 X1.457 Z4.286 N530 G00 X2.913 M09 N550 ET4 N551 M6 N570 G00 X2.992 Z2.244 N580 G01 X2.835 F0 M08 M4 N590 G01 Z3.746 N600 G01 X2.874 Z3.667 N610 G00 Z2.244 M09 N620 G01 X2.598 M08 N630 G01 Z3.429
157 N640 G01 X2.717 Z3.35 N650 G00 Z2.244 M09 N660 G01 X2.441 M08 N670 G01 Z3.425 N680 G01 X2.559 Z3.346 N690 G00 Z2.244 M09 N700 G01 X2.283 M08 N710 G01 Z3.424 N720 G01 X2.402 Z3.345 N730 G00 Z2.244 M09 N740 G01 X2.201 M08 N750 G01 Z2.294 N760 G01 X2.126 Z2.331 N770 G01 Z3.409 N780 G01 X2.244 Z3.33 N790 G00 Z2.331 M09 N800 G01 X2.126 M08 N810 G01 X1.969 Z2.41 N820 G01 Z3.375 N830 G01 X2.087 Z3.296 N840 G00 Z2.41 M09 N850 G01 X1.969 M08 N860 G01 X1.811 Z2.489
158 N870 G01 Z3.316 N880 G01 X1.929 Z3.237 N890 G00 Z2.489 M09 N900 G01 X1.811 M08 N910 G01 X1.654 Z2.567 N920 G01 Z3.208 N930 G01 X1.772 Z3.129 N940 G00 Z2.567 M09 N950 G01 X1.654 M08 N960 G01 X1.575 Z2.607 N970 G01 Z3.037 N980 G03 X1.654 Z3.208 I0.388 K0 N990 G01 X1.772 Z3.129 N1000 G00 X2.913 M09 N1020 ET1 N1021 M6 N1040 G00 X2.913 Z2.402 N1050 G01 X2.756 M08 M4 N1060 G01 Z1.457 N1070 G01 X2.874 Z1.535 N1080 G00 Z2.402 M09 N1090 G01 X2.598 M08 N1100 G01 Z1.457
159 N1110 G01 X2.717 Z1.535 N1120 G00 Z2.402 M09 N1130 G01 X2.441 M08 N1140 G01 Z1.46 N1150 G01 X2.559 Z1.539 N1160 G00 Z2.402 M09 N1170 G01 X2.283 M08 N1180 G01 Z1.505 N1190 G01 X2.402 Z1.584 N1200 G00 Z2.402 M09 N1210 G01 X2.205 M08 N1220 G01 Z2.276 N1230 G01 Z1.606 N1240 G02 X2.283 Z1.505 I0.15 K0 N1250 G01 X2.402 Z1.584 N1260 G00 X2.913 M09 N1261 ET2 N1262 M6
160 N1280 G00 X1.26 Z5.63 N1300 G01 Z5.472 M08 M4 N1310 G01 X1.339 Z5.433 N1320 G01 Z4.724 N1330 G01 X1.26 Z4.685 N1340 G01 Z4.331 N1350 G02 X1.654 Z4.134 I0.197 K0 N1360 G01 X2.205 N1370 G01 X2.677 Z3.74 N1380 G01 Z3.346 N1390 G00 X2.913 Z3.543 M09 N1400 G00 X2.283 Z1.732 N1410 G01 X2.205 Z1.614 M08 N1420 G02 X2.52 Z1.457 I0.157 K0 N1430 G01 X2.677 N1440 G01 Z0.236 N1450 G00 X2.835 Z0.472 M09 N1460 G00 Z2.402 N1470 ET5 N1471 M6
161 N1480 G00 X2.835 Z2.402 N1490 G01 X1.575 Z2.835 M08 M4 N1500 G01 Z3.031 N1510 G03 X2.362 Z3.425 I0.394 K0 N1520 G01 X2.598 N1530 G01 X2.677 Z3.465 N1540 G01 Z3.74 N1550 G00 X2.913 Z3.937 M09 N1570 ET20 N1571 M6 N1580 G00 X0 Z5.63 N1590 G81 G99 Z3.74 R5.5 (Drill cycle) N1620 ET11 N1621 M6 N1630 G00 X0.551 Z5.63 N1650 G01 X0.709 M08 M4 N1660 G01 Z4.897 N1670 G01 X0.591 Z4.975 N1680 G00 Z5.63 M09 N1690 G01 X0.866 M08 Ciclos Fixos
162 N1700 G01 Z5.457 N1710 G01 Z5.028 N1720 G01 X0.709 Z4.897 N1730 G01 X0.591 Z4.975 N1740 G00 X0.551 M09 N1750 G00 Z5.63 N1760 ET23 N1770 G00 X0.276 Z5.63 N1780 G01 X0.866 Z5.472 M08 N1790 G01 Z5.039 N1800 G01 X0.63 Z4.843 N1810 G00 Z5.63 M09 N1830 ET8 N1831 M6
163 N1840 G00 X2.835 Z2.126 N1860 G00 X2.283 N1870 G01 X1.969 M08 M4 N1880 G00 X2.283 M09 N1890 G00 Z1.929 N1900 G01 X1.969 M08 N1910 G00 X2.283 M09 N1920 G00 Z1.732 N1930 G01 X1.969 M08 N1940 G00 X2.283 M09 N1950 G00 X2.913 Z2.205 N1960 M30
164
165 Exemplo 1 Habilita a troca de ferramenta ET55 M6 G92 X3.543 Y2.756 Z1.181 G0 X Y M3 S2000 F20 Z M98 P1001 L1 Z M98 P1001 L1 Z M98 P1001 L1 Chamada de subrotina Estabelece nova origem Avanço da ferramenta Rotação do eixo árvore Aciona eixo árvore no sentido horário
166 O1001 G1 Y G91 Y6.89 X5.906 Y X Y G90 M17 Sub rotina Interpolação linear Coordenadas Incrementais Coordenadas Absolutas
167 Troca de ferramenta G0 Z.1 ET47 M6 G0 Z0.079 X Y M3 M8 S3000 F22 M98 P1000 L1 (furação) X1.969 Y M98 P1000 L1 (furação) G90 M0 (Parada) Coordenadas Absolutas Aciona eixo árvore no sentido horário Rotação do eixo árvore Liga sistema de refrigeração
168 Coordenadas Absolutas (Sub rotina para furação) O1000 G90 M8 M3 G73 Z-0.8 R0.08 Q0.2 P0 F25 Y3.543 G0 G80 G90 Z0.079 M17 Incremento de corte Nível de Aproximação rápida (ponto R) Liga sistema de refrigeração Aciona eixo árvore no sentido horário Ciclo de furação com quebra de cavaco Avanço programado para os incrementos Q Cancela ciclos fixos Coordenadas Absolutas
169 ET31 M6 (Troca de Ferramenta) (usinagem do contorno) G00 X0 Y Z.1 G01 Z-0.5 F50 M08 M3 S3000 G02 X Y I0 J1.599 G03 X Y I J G02 X Y3.818 I1.71 J1.835 G02 X Y3.281 I0.083 J G03 X Y1.162 I0.864 J-1.95 G03 X Y1.003 I0.248 J0.003 G02 X0 Y1.599 I1.246 J G02 X1.245 Y1.003 I0 J G03 X1.68 Y1.162 I0.187 J0.163 G03 X0.418 Y3.281 I J0.169 G02 X0.618 Y3.818 I0.116 J0.263 G02 X1.602 Y I J G03 X1.486 Y I0.319 J G02 X0 Y I J0.588 G00 Z0.079 M09 M0 (Parada) Desliga Fluido Refrigerante Interpolação Circular no Sentido Anti-Horário I e J são as distâncias do centro do arco ao ponto inicial ao longo dos eixos X e Y, respectivamente
170 ET33 M6 (Troca de Ferramenta) (Fresa espiral) G00 X Y0 Z.1 G01 Z F40 M08 M3 S1875 G03 I0.913 J0 G03 X0.597 I0.756 J0 G03 X I J0 G03 X0.283 I0.441 J0 G03 X I J0 G03 X I0.126 J0 G00 Z0.079 M09
171 ET46 M6 (Perform tool change) (Circular drilling cycle) G00 Z0.079 M3 M8 S4000 F22 G12 X0 Y0 Z-.787 R.0787 Q.2 SA0 AS36 RA1.18 H10 G00 Z0.394 M09 M6 M30 (End of program) Imagem Espelho no eixo Y
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
CONHECIMENTOS ESPECÍFICOS TEC. LABORATÓRIO ELETROMECÂNICA (CNC)
") CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
EME005 - Tecnologia de Fabricação IV Fresamento CNC 2
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Exercício 5 Desenhe o perfil (coordenadas em incremental). Ponto X Y R I J Ponto X Y R I J A -15 15 15 h 0 15 J 5 0 B 0 10 K 5-5 5 h
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Exercício 5 Desenhe o perfil (coordenadas em incremental). Ponto X Y R I J Ponto X Y R I J A -15 15 15 h 0 15 J 5 0 B 0 10 K 5-5 5 h
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC
 Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Programação de Máquinas CNC
 Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
EME005 - Tecnologia de Fabricação IV Fresamento CNC 5
 Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
CURSO PROGRAMAÇÃO CNC TORNO
 CURSO DE PROGRAMAÇÃO CNC TORNO HELMO DA RÓS 1 Í N D I C E HISTÓRICO... pág. 03 MATEMÁTICA APLICADA... pág. 04 EIXOS CARTESIANOS... pág. 04 TRIGONOMETRIA E GEOMETRIA PLANA BÁSICA... pág. 12 PRÉ-REQUISITOS
CURSO DE PROGRAMAÇÃO CNC TORNO HELMO DA RÓS 1 Í N D I C E HISTÓRICO... pág. 03 MATEMÁTICA APLICADA... pág. 04 EIXOS CARTESIANOS... pág. 04 TRIGONOMETRIA E GEOMETRIA PLANA BÁSICA... pág. 12 PRÉ-REQUISITOS
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC
 TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
CNC Comando Numérico Computadorizado
 CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL
 PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
Caderno de Exercícios Aluno Comando Siemens. Índice
 Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD
 MANUAL DE PROGRAMAÇÃO E INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110 Fax:3865-9510 Site: www.romi.com.br ROMI OPERAÇÃO LINHA
MANUAL DE PROGRAMAÇÃO E INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110 Fax:3865-9510 Site: www.romi.com.br ROMI OPERAÇÃO LINHA
TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA
 TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA - 1 - Revisão 1 22/02/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro
TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA - 1 - Revisão 1 22/02/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro
EME005 - Tecnologia de Fabricação IV Fresamento CNC 4
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 4 Compensação do raio da ferramenta Aula 11 Prof. José Hamilton Chaves Gorgulho Júnior Compensação de raio da ferramenta Compensação de raio da
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 4 Compensação do raio da ferramenta Aula 11 Prof. José Hamilton Chaves Gorgulho Júnior Compensação de raio da ferramenta Compensação de raio da
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM. Profº Emerson Oliveira Matéria: CNC/CAM Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09)
") Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09) Parte I: Procedimentos para preparação de máquinas Objetivos: Apresentar os conceitos de folha de processos e a sua utilização
Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09) Parte I: Procedimentos para preparação de máquinas Objetivos: Apresentar os conceitos de folha de processos e a sua utilização
C.N.C. Programação Torno
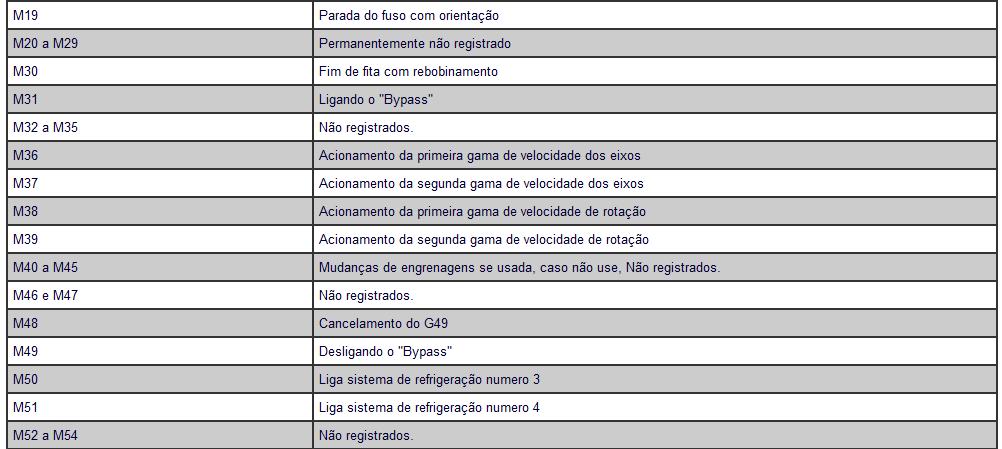
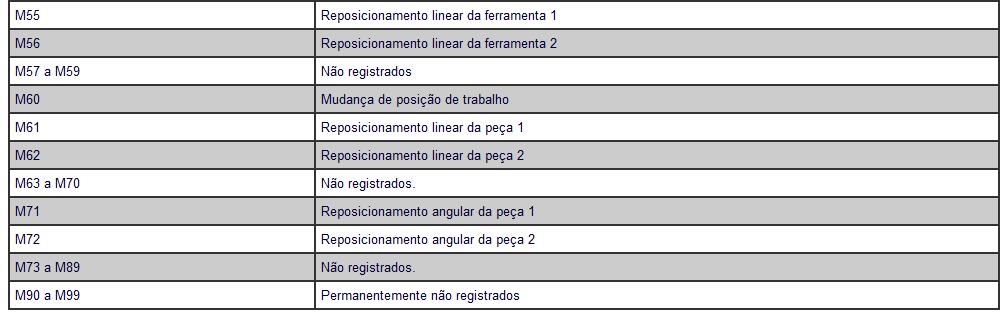
 C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 João Manuel R. S. Tavares Joaquim Oliveira Fonseca") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes
 Divisão Máquinas Operatrizes") PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
Manual de Programação - CNC Proteo
 MCS Engenharia Manual de Programação - CNC Proteo ÍNDICE Introdução... 5 1 - Programação ISO... 6 1.1 - Coordenadas absolutas / incrementais (G90 / G91)... 6 1.2 - Origens: Absoluta (G53), Peca (G54 a
MCS Engenharia Manual de Programação - CNC Proteo ÍNDICE Introdução... 5 1 - Programação ISO... 6 1.1 - Coordenadas absolutas / incrementais (G90 / G91)... 6 1.2 - Origens: Absoluta (G53), Peca (G54 a
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, )
") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações:
 PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
Proteo PC. Manual de Programação do CNC. Edição: Abril de 2016, Revisão A
 Proteo PC Manual de Programação do CNC Edição: Abril de 2016, Revisão A Revision History Revision Remarks 04/2016 Rev A Primeira revisão do manual de programação do CNC Proteo. Manual de Programação do
Proteo PC Manual de Programação do CNC Edição: Abril de 2016, Revisão A Revision History Revision Remarks 04/2016 Rev A Primeira revisão do manual de programação do CNC Proteo. Manual de Programação do
Capítulo 1 <Introdução 17 1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado 17
 Índice Analítico Capítulo 1
Índice Analítico Capítulo 1
Escola SENAI Roberto Mange - Campinas
 Mecatrônica 5 Coordenadas cartesianas Ao término desta unidade você conhecerá o sistema de coordenadas cartesianas usado para definição de pontos. Sistema de coordenadas das máquinas Todas as máquinas-ferramenta
Mecatrônica 5 Coordenadas cartesianas Ao término desta unidade você conhecerá o sistema de coordenadas cartesianas usado para definição de pontos. Sistema de coordenadas das máquinas Todas as máquinas-ferramenta
Comando Numérico Computadorizado
 Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
CNC 8070 CICLOS FIXOS DE FRESADORA (REF. 0811) (Ref. 0811)
 (Ref. 0811)") CICLOS FIXOS DE FRESADORA (Ref. 0811) Ciclos fixos de fresadora Proíbe-se qualquer reprodução ou uso não autorizado do software, quer seja no conjunto ou em parte. Todos os direitos reservados. Não se
CICLOS FIXOS DE FRESADORA (Ref. 0811) Ciclos fixos de fresadora Proíbe-se qualquer reprodução ou uso não autorizado do software, quer seja no conjunto ou em parte. Todos os direitos reservados. Não se
APOSTILA DE TORNEAMENTO CNC (TCNC I)
") APOSTILA DE TORNEAMENTO CNC (TCNC I) Bibliografia: Básico de Torneamento DIDATECH Lista de Exercícios Prof. Celso Miguel de Barros e Prof. Helio Canavesi Filho JANEIRO 2018 1 SISTEMA DE COORDENADAS +Y
APOSTILA DE TORNEAMENTO CNC (TCNC I) Bibliografia: Básico de Torneamento DIDATECH Lista de Exercícios Prof. Celso Miguel de Barros e Prof. Helio Canavesi Filho JANEIRO 2018 1 SISTEMA DE COORDENADAS +Y
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO.
 MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO DESAFIO 4 FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO. LIÇÃO 2 FUNÇÕES PREPARA ARATÓRIAS TÓRIAS. LIÇÃO 3 SISTEMA DE REFERÊNCIA
MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO DESAFIO 4 FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO. LIÇÃO 2 FUNÇÕES PREPARA ARATÓRIAS TÓRIAS. LIÇÃO 3 SISTEMA DE REFERÊNCIA
FRESADORA FFZ CNC ZOCCA
 FRESADORA FFZ CNC ZOCCA Menu Aula inicial CNC Fresa Sistema da Elétrico Comandos Para ISOGRAPH Cavidades adilsonrusteiko.com 1 COMANDO ELETRÔNICO CNC FIDIA Linguagem ISOGRAPH adilsonrusteiko.com 2 TECLADO
FRESADORA FFZ CNC ZOCCA Menu Aula inicial CNC Fresa Sistema da Elétrico Comandos Para ISOGRAPH Cavidades adilsonrusteiko.com 1 COMANDO ELETRÔNICO CNC FIDIA Linguagem ISOGRAPH adilsonrusteiko.com 2 TECLADO
Roteiro aula prática nº 2 (de 13/08 a 16/08)
") Roteiro aula prática nº 2 (de 13/08 a 16/08) Título: Grandezas cinemáticas do processo de fresamento e geometria das ferramentas de corte Objetivo: reforçar os conceitos vistos na aula teórica referentes
Roteiro aula prática nº 2 (de 13/08 a 16/08) Título: Grandezas cinemáticas do processo de fresamento e geometria das ferramentas de corte Objetivo: reforçar os conceitos vistos na aula teórica referentes
Novas Tecnologias de Manufatura
 Novas Tecnologias de Manufatura Prof. Assoc. Mário Luiz Tronco 18/11/2013 Mário Luiz Tronco 1 Conceitos básicos de operação de máquinas CN Os recursos de um Comando Numérico podem ser agrupados em duas
Novas Tecnologias de Manufatura Prof. Assoc. Mário Luiz Tronco 18/11/2013 Mário Luiz Tronco 1 Conceitos básicos de operação de máquinas CN Os recursos de um Comando Numérico podem ser agrupados em duas
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Índice 1 - PROGRAMAÇÃO 2 - COMPENSAÇÃO 3 - CICLOS 4 - INTERPOLAÇÃO POLAR E CILÍNDRICA 5 - PRESSET 6 - ZERO PEÇA 7 - MANUTENÇÃO DA TORRE 8
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Índice 1 - PROGRAMAÇÃO 2 - COMPENSAÇÃO 3 - CICLOS 4 - INTERPOLAÇÃO POLAR E CILÍNDRICA 5 - PRESSET 6 - ZERO PEÇA 7 - MANUTENÇÃO DA TORRE 8
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Aplicação da Programação CNC a um Eléctrodo com Forma de uma Cruzeta
 FACULDADE DE ENGENHARIA DA UNIVERSIDADE DO PORTO DEPARTAMENTO DE ENGENHARIA MECÂNICA E GESTÃO INDUTRIAL Aplicação da Programação CNC a um Eléctrodo com Forma de uma Cruzeta Concepção e Fabrico Assistido
FACULDADE DE ENGENHARIA DA UNIVERSIDADE DO PORTO DEPARTAMENTO DE ENGENHARIA MECÂNICA E GESTÃO INDUTRIAL Aplicação da Programação CNC a um Eléctrodo com Forma de uma Cruzeta Concepção e Fabrico Assistido
Seja Bem-Vindo ao Curso Programação de Máquinas CNC. Conte Conosco Sempre e sinta-se a vontade para realizar quantos cursos desejar!
 Seja Bem-Vindo ao Curso Programação de Máquinas CNC Conte Conosco Sempre e sinta-se a vontade para realizar quantos cursos desejar! Histórico Os primeiros registros que se têm na aplicação de comando numérico
Seja Bem-Vindo ao Curso Programação de Máquinas CNC Conte Conosco Sempre e sinta-se a vontade para realizar quantos cursos desejar! Histórico Os primeiros registros que se têm na aplicação de comando numérico
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Acesse:
 Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
2.7.2 Fichas de instrução 2.8 Dossier de fabricação para a maquinagem de peças mecânicas 2.9 Determinação do método de fabricação
 Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Tutorial SolidCAM 2013/14 Operações 2.5D
 UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA MECÂNICA MANUFATURA ASSISTIDA POR COMPUTADOR SEM0350 2018/1 Prof. Dr. Alessandro Roger Rodrigues Elaborado por: Kandice
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA MECÂNICA MANUFATURA ASSISTIDA POR COMPUTADOR SEM0350 2018/1 Prof. Dr. Alessandro Roger Rodrigues Elaborado por: Kandice
Acesse:
 Máquinas inteligentes e obedientes No final dos anos 40, a Força Aérea Americana achou que precisava de um método mais rápido e preciso de usinar as peças de formas complicadas utilizadas em seus aviões.
Máquinas inteligentes e obedientes No final dos anos 40, a Força Aérea Americana achou que precisava de um método mais rápido e preciso de usinar as peças de formas complicadas utilizadas em seus aviões.
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
TRABALHO T2 PROGRAMAÇÃO PARAMETRIZADA
 TRABALHO T2 PROGRAMAÇÃO PARAMETRIZADA OBJETIVOS Curto Prazo (neste semestre): aprender sobre programação parametrizada Longo Prazo: Desenvolver um sistema para programação CN baseado em features de usinagem.
TRABALHO T2 PROGRAMAÇÃO PARAMETRIZADA OBJETIVOS Curto Prazo (neste semestre): aprender sobre programação parametrizada Longo Prazo: Desenvolver um sistema para programação CN baseado em features de usinagem.
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO. Série SKT & KIT. sinumerik. SINUMERIK 802D sl
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO érie KT & KIT sinumerik INUMERIK 802D sl Presset de Ferramentas Manual equência de operação manual Tool Measur. Com esta softkey abre--se a caixa de lista para medição
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO érie KT & KIT sinumerik INUMERIK 802D sl Presset de Ferramentas Manual equência de operação manual Tool Measur. Com esta softkey abre--se a caixa de lista para medição
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
 PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 João Manuel R. S. Tavares Joaquim Oliveira Fonseca") Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Estrutura de um programa O programa de controlo numérico deve ser introduzido no controlador
Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Estrutura de um programa O programa de controlo numérico deve ser introduzido no controlador
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
TORNO CNC TORNO CNC PARA USINAGENS SUPER PESADAS
 TORNO CNC TORNO CNC PARA USINAGENS SUPER PESADAS Volteio sobre o Barramento 1.500 mm Largura do Barramento 1.000 mm Distância entre Centros 2.250~6.250 mm Furo do Eixo Árvore 181 mm (opcional 255 mm) Motor
TORNO CNC TORNO CNC PARA USINAGENS SUPER PESADAS Volteio sobre o Barramento 1.500 mm Largura do Barramento 1.000 mm Distância entre Centros 2.250~6.250 mm Furo do Eixo Árvore 181 mm (opcional 255 mm) Motor
EME005 - Tecnologia de Fabricação IV Fresamento CNC 1
 8 3 oluna omando UNIFEI EME5 - Tecnologia de Fabricação IV Fresamento N 1 Porta Ferramenta Porta ula 7 Prof. José Hamilton haves Gorgulho Júnior ase Mesa POWER LOK OPTIONL LIGHT VIDEO 5 1 RPID TRVEL EMERGENY
8 3 oluna omando UNIFEI EME5 - Tecnologia de Fabricação IV Fresamento N 1 Porta Ferramenta Porta ula 7 Prof. José Hamilton haves Gorgulho Júnior ase Mesa POWER LOK OPTIONL LIGHT VIDEO 5 1 RPID TRVEL EMERGENY
UCS. Universidade de Caxias do Sul. Centro de Ciências Exatas e Tecnologia. Departamento de Engenharia Mecânica
 1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
Parte 2 Programação Manual de Centro de Usinagem CNC
 Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
Fresamento ISO SINUMERIK. SINUMERIK 840D sl / 828D Fresamento ISO. Fundamentos da. programação. Comandos de deslocamento. Comandos de deslocamento
 Fundamentos da programação 1 Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl / 828D Manual de programação Comandos de deslocamento 3 Outras funções 4 A Abreviações B Tabela de códigos G C Descrições
Fundamentos da programação 1 Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl / 828D Manual de programação Comandos de deslocamento 3 Outras funções 4 A Abreviações B Tabela de códigos G C Descrições
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
AUTOMAÇÃO INDUSTRIAL FRESAGEM
 AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
1/2" Figura Tipos de seta
 Desenho de Máquinas 6/01 1.10 Cotagem A cotagem e a escolhas das vistas que irão compor um desenho, são os dois itens que mais exigem conhecimentos e experiência do engenheiro mecânico na área do Desenho
Desenho de Máquinas 6/01 1.10 Cotagem A cotagem e a escolhas das vistas que irão compor um desenho, são os dois itens que mais exigem conhecimentos e experiência do engenheiro mecânico na área do Desenho
Plano de Trabalho Docente 2017 Ensino Técnico
 Plano de Trabalho Docente 2017 Ensino Técnico Plano de Curso nº 95 aprovado pela portaria Cetec nº 38 de 30/10/2009. Etec Sylvio de Mattos Carvalho Código:103 Município: Matão-SP Eixo Tecnológico: Controle
Plano de Trabalho Docente 2017 Ensino Técnico Plano de Curso nº 95 aprovado pela portaria Cetec nº 38 de 30/10/2009. Etec Sylvio de Mattos Carvalho Código:103 Município: Matão-SP Eixo Tecnológico: Controle
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
TREINAMENTO PARA TORNO CNC
 TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
Cotagem é a indicação das medidas da peça em seu desenho conf. a norma NBR Para a cotagem de um desenho são necessários três elementos:
 Cotagem Cotagem é a indicação das medidas da peça em seu desenho conf. a norma NBR 10126. Para a cotagem de um desenho são necessários três elementos: Linhas de cota são linhas contínuas estreitas, com
Cotagem Cotagem é a indicação das medidas da peça em seu desenho conf. a norma NBR 10126. Para a cotagem de um desenho são necessários três elementos: Linhas de cota são linhas contínuas estreitas, com
Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor)
") Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Estrutura de um programa O programa de controlo numérico deve ser introduzido no controlador
Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Estrutura de um programa O programa de controlo numérico deve ser introduzido no controlador
Formatação: Ericson André Borghardt 1
 COMANDOS NUMÉRICOS COMPUTADORIZADOS CENTRO DE USINAGEM FANUC SERIES Oi MC Chapecó, Outubro de 2012. Formatação: Ericson André Borghardt deiwis@ifsc.edu.br 1 COMANDOS NUMÉRICOS COMPUTADORIZADOS CENTRO DE
COMANDOS NUMÉRICOS COMPUTADORIZADOS CENTRO DE USINAGEM FANUC SERIES Oi MC Chapecó, Outubro de 2012. Formatação: Ericson André Borghardt deiwis@ifsc.edu.br 1 COMANDOS NUMÉRICOS COMPUTADORIZADOS CENTRO DE
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
USINAGEM AVANÇADA (TORNEAMENTO)
") 1 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.:
1 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.:
GUIA RÁPIDO DE PROGRAMAÇÃO (CNC PROTEO)
") GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA