TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC
|
|
|
- Anderson Fortunato Delgado
- 6 Há anos
- Visualizações:
Transcrição


1 TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC Revisão 1 22/07/2007
2 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa, porém apenas um comando M por bloco, caso contrário vai gerar um alarme de duplicidade de comando. Comandos de um mesmo grupo cancelam um ao outro. Assim o último comando M programado cancela o anterior do mesmo grupo. Os comandos a seguir descrevem os comandos M padrão. A possibilidade de executar estes comandos M depende do tipo de máquina e dos acessórios utilizados. M00 Parada Programada incondicional Este comando causa uma parada na execução do programa da peça. O fuso principal, o avanço e a refrigeração são desativados. A porta poderá ser aberta através do modo JOG (manual) sem gerar alarme. M01 Parada Opcional Programada M01 funciona como M00, mais somente quando a tecla Opcional Stop estiver ativa, porém o fuso principal e a refrigeração permanecem ligados, podendo ser desativados em modo JOG (manual) sem gerar alarme. M02 Fim de programa Principal Esta função indica o fim do programa na memória do comando. A seqüência não é retornada ao inicio do programa. M04 Fuso principal ativado no Sentido anti-horário As mesmas condições descritas em M03 se aplicam para este comando. È preciso usar M04 para todas as ferramentas a esquerda, ou retorno de rosca com macho. M05 Fuso principal desativado O Fuso principal é parado automaticamente. M08 Refrigeração ativada M08 liga o fluido de corte. M09 Refrigeração desativada M09 desliga fluido de corte. M03 Fuso principal ativado no sentido horário O fuso será ativado desde que uma velocidade de corte ou de fuso tenha sido programada. É preciso usar M03 para todas as ferramentas de corte a direita. M25 Avanço do contra ponto Avanço do contra ponto até o final de curso do mesmo, ou até encontrar a peça. M26 Retorno parcial do contra ponto O contra ponto retorna até uma dimensão definida no parâmetro 0064 na tela timer de System. M28 Retorno total do contra ponto O contra ponta retorna até o fim curso Revisão 1 22/07/2007
3 FUNÇÕES MISCELÂNIAS M00 Parada programada STD M54 M01 Parada opcional STD M58 M02 Final de programa STD M59 M03 Rotação sentido horário STD M61 M04 Rotação sentido anti-horário STD M62 M05 Parada do fuso principal STD M63 M07 Liga refrigerante alta pressão Opcional M64 M08 Liga refrigerante STD M65 M09 Desliga refrigeração STD M66 M10 Quantidade peças adição Opcional M67 M11 Quantidade de peças subtração Opcional M68 Abre pinça Placa principal M13 Ar pela torre Opcional M69 Fecha pinça Placa principal M14 Ar pelo fuso Opcional M70 M15 Desliga ar Opcional M74 M17 Ativa Machine lock MDI M75 M18 Desativa Machine lock MDI M19 Parada orientada STD M24 Liga transportador de cavaco Opcional M25 Avanço do contra ponto Opcional M26 Retorno parcial do contra ponto (dimensão) Opcional M28 Retorno total do contra ponto Opcional Fim de programa STD M33 Ferram acionada sentido horário 3 eixos M34 Ferram acionada sentido anti-horário 3 eixos M35 Parada de ferramenta acionada 3 eixos M38 M39 M40 M41 M42 M43 M46 M47 M50 M51 M52 M Revisão 1 22/02/2007
4 Para fazer um programa é necessário conhecer alguns comandos Função Adress Endereços Número de programa O (EIA) (ISO) Número de programa peças ou subprogramas Seqüência de bloco N Seqüência de número de bloco 1 a 9999 Função preparatória G Função de caminho Dimensões de trabalho X,Z U,W I,K R C Dados de posição absolutos e tempo de espera Dados de posição incremental, tempo de espera Usado para interpolação circular Raios, Valor do cone, parâmetro de ciclo Chanfro Funções de avanço F,E Taxa de avanço ou passo da rosca Função auxiliar M Comando para ligar ou desl. algumas funções Velocidade de fuso RPM S Velocidade do fuso velocidade de corte Número de ferramenta T Designado para numero e compensação ferram. Tempo de espera P,U,X Tempo de espera Designado para subprograma P Chamada de subprograma Repetição de ciclo P,Q Repetição de ciclo Número de repetições L Número de repetições Parâmetros A,D,I,K Parâmetros para ciclos fixos ** Um bloco pode ser composto de alguns comandos exemplo : N G X,Y F S T M ; Número Função Dimensão Avanço de Rotação Número Função Final de Seqüência Preparatória Trabalho corte do fuso Ferramenta Auxiliar Bloco Comando para troca de ferramenta Na troca de ferramenta T deve-se constar 4 dígitos como no exemplo abaixo : T - Usado para número da ferramenta a ser posicionada na torre T - Usado para identificar o corretor da ferramenta a ser utilizado T Corretor de ferramenta ( 00 a 99 ) Número da ferramenta na torre Revisão 1 22/02/2007


5 G00 ( Avanço em marcha rápida ) G00 X150.0 Z100.0 X200.0 Z200.0 N10 G0 X25. Z5. G01 ( Interpolação linear ) N10 G01 X25. Z-30. F0.2 G01 X150.0 Z100.0 X200.0 Z Revisão 1 22/02/2007

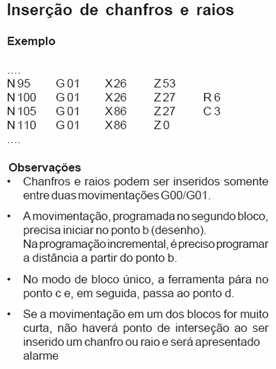
6 Exemplo : Revisão 1 22/02/2007


7 G01 Exemplo I N10 G50 S1500 T0100 M42 N20 G50 S2000 T0300 M42 G96 S180 M03 G96 S200 M03 G00 X100.5 Z5.0 T0101 M8 G00 X85.0 Z5.0 T0303 M08 G01 Z-95.0 F0.25 Z0 G00 U2.0 Z0.5 G01 X-1.6 F0.2 G01 X-1.6 F0.2 G00 X80. Z3.0 G00 X95.0 W1.0 G42 Z1.0 G01 Z-37.3 F0.25 G01 Z-15.0 F0.18 X100.0 Z-45.5 X100.0 Z-45.0 G00 Z1.0 Z-95.0 X90.0 G40 U2.0 W1.0 G01 Z-29.8 G00 X200. Z200.0 M09 T0300 X95.0 Z-37.3 G00 Z1.0 X85.0 G96??? G50??? G40??? G42??? G01 Exemplo II N10 G50 S20000 T0100 G01 Z-30.0 G96 S180 M03 X60.3 Z-54.7 G00 X70.5 Z5.0 T0101 M08 X72.0 G01 Z F0.25 G00 X150.0 Z200.0 T0100 G00 U2. Z0.5 M01 G01 X-1.6 F0.23 N20 G50 S2300 T0300 G00 X65.0 W1.0 G96 S200 M03 G01 Z-54.5 F0.25 G00 X55.0 Z5.0 T0303 M08 G00 U2.0 Z1.0 Z0 X60.0 G01 X-1.6 F0.2 G01 Z-54.5 G00 X46.0 Z3.0 G00 U2.0 Z1.0 G42 Z1.0 X55.0 G01 X50.0 Z-1.0 F0.15 G01 Z-30.0 Z-30.0 X60.0 Z-54.5 X60.0 Z-55.0 G00 U2.0 Z1.0 X68.0 X50.5 X70.0 W-10. Z G40 U2.0 W1.0 G00 X150. Z200.0 M09 T Revisão 1 22/02/2007
8 G02 / G03 Interpolação Circular Sentido Horário e Anti-horário Horário N10 G02 X... Z... (R...) Anti-Horário N210 G03 X... Z... (R...) G01 X30.0 Z60.0 F0.3 Z35.0 G02 X40.0 Z30. I5.0 (G02 U10.0 W-5.0 I5.0) G01 X50.0 Z0. G01 X40.0 Z60.0 F0.3 G03 X50.0 Z55.0 K-5.0 Para fazer uma interpolação devemos obedecer os seguintes parâmetros X= ponto final da interpolação, Z=ponto final da interpolação, R= valor do raio da interpolação. É possível fazer interpolação usando I (x) ou K (z), que substituem o R, porém estes parâmetros indicam as coordenadas do centro do raio Revisão 1 22/02/2007

 (G03 X100.")
9 Exemplos de interpolação N10 G50 S2000 T0100 G96 S200 M03 G00 X0 Z3.0 T0303 M08 G42 G01 Z0 F0.2 G03 X20.0 Z-10.0 R10.0 G01 Z-50.0 G02 X100.0 Z I40.0 K G01 Z G40 U2.0 W1.0 G00 X200.0 Z200.0 M09 T03 ( G02 X100.0 Z R45.0) N20 G50 S2000 T0300 G96 S200 M03 G42 G00 X35.0 Z5.0 T0303 M08 G01 Z-20.0 F0.2 G02 X67.0 Z-36.0 R16.0 G01 X68.0 G03 X100.0 Z-52.0 R16.0 G01 Z82.0 G40 G00 X200.0 Z200.0 M09 T0300 (G02 X67.0 Z-36.0 I16.0 K0) (G03 X100.0 Z-52.0 I0 K-16.0) Revisão 1 22/02/2007

10 Exemplo com G1 / G2 / G3 O0000: N10 ( Ø 30 Broca ) G00 U2.0 Z-1.0 G00 X60. Z3.0 G50 T0200 G01 X60.5 F0.23 G42 Z1.0 G97 S2500 M03 G00 X82.0 W1.0 G01 Z-2.5 F0.2 G00 X0 Z5.0 T0202 M08 Z-2.4 X74.0 G01 Z-5. F0.07 G01 X60.5 G03 X80.0 Z-5.5 R3.0 W1.0 X72.9 G01 Z-13.5 Z-40.0 F0.25 G03 X80.5 Z-6.2 R3.8 G02 X83.0 Z-15.0 R1.5 G00 Z5.0 G00 U2.0 Z5.0 G01 X100.0 Z-39.0 X200.0 Z200.0 T0100 Z-30.0 G01 Z-60.0 M01 X103.0 G00 Z10.0 X200.0 Z200.0 T0200 N30 G50 S1500 T0400 N50 G50 S1800 T0600 M01 G96 S180 M03 G96 S200 M03 G00 X34.5 Z3.0 T0404 M8 G00 X40.0 Z5.0 T0606 M08 N20 G50 S1500 T0100 G01 Z-41.8 F0.27 G41 Z-15.0 F0.2 G96 S180 M03 G00 U-0.5 Z1.0 X35.0 Z G00 X94.0 Z5.0 T0101 M08 X39.5 Z-42.0 G01 Z-14.8 F0.27 G01 Z-15.0 X29.0 G00 U2.0 Z0.5 X34.5 Z-24.3 G40 G00 Z10.0 G01 X28.0 F0.23 G00 Z10.0 X200.0 Z200.0 T0600 M09 G00 X87.0 W1.0 X200. Z200. T0400 G01 Z-14.8 F0.27 M01 G00 U2.0 Z1.0 N40 X80.5 G50 S1800 T0500 G01 Z-14.1 G96 S200 M03 G02 X81.9 Z-14.8 R0.7 G00 X63.0 Z5.0 T0505 M08 G00 X100.5 W1.0 Z0 G01 Z-29.8 G01 X38.0 F Revisão 1 22/02/2007
11 G04 Tempo de espera sob endereço Através desta função, o comando irá esperar um período de tempo especificado antes de prosseguir com o bloco de programa seguinte. Apresenta os seguintes comandos. G04 X / G04 U / G04 P X, U : tempo de espera em segundos P : tempo de espera em milisegundos Obs : Quando programar o endereço P, não é permitido usar ponto decimal. EX. Programando um tempo de espera de 30 segundos G04 X30. G04 U30. G04 P30000 G28 Formato Retorno ao ponto de referência N... G28 X(U)... Z(W)... X,Z... Coordenadas intermediárias absolutas U,W... Coordenadas intermediárias incrementais O comando G28 é utilizado para aproximar o ponto de referência por meio de uma posição intermediária (X(U), Z(W)). Primeiro ocorre a movimentação a X(U) e Z(W); em seguida, ocorre a movimentação ao ponto de referência. As duas movimentações ocorrem com G Revisão 1 22/02/2007

 referentes ao")



12 Compensação do Raio de corte Esquerda e Direita G41 - Compensação do raio de corte a esquerda G42 - Compensação do raio de corte a direita Relação dos quadrantes ( lado de corte ) referentes ao raio da ferramenta É necessário colocar o quadrante da ferramenta pois a compensação do raio da ferramenta será feita para o lado referente ao quadrante definido na tela de TOLL OFF-SET ( dados de ferramenta), uma definição errada poderá gerar diferença na dimensão do produto Revisão 1 22/02/2007



13 Compensação do raio da ferramenta Raio da ponta da ferramenta e a ponta da ferramenta hipotética Com movimentações na direção dos eixos ( torneamento longitudinal e em face), são utilizados os pontos da ponta da ferramenta que tocam os eixos. Assim nenhum erro de dimensão é produzido na peça de trabalho. Com as movimentações simultâneas nos dois eixos (cones, raios), a posição do ponto de corte hipotético não coincide mais com o ponto da ponta da ferramenta que realmente executa o corte. Ocorrem erros de dimensionamento na peça de trabalho. Quando a compensação de raio de corte é utilizada, esses erros de dimensão são calculados e compensados automaticamente. Para compensação do raio de corte é preciso especificar o raio R da ponta da ferramenta e o quadrante na tela de dados de ferramenta Tool Off Set. Movimentação paralela e Obliqua dos eixos Cancela compensação de raio de corte Este comando é modal e cancela tanto o comando G41 como G42, também é ativado toda vez em que se liga o comando da máquina Revisão 1 22/02/2007
 programados se referem")

14 Vejam 2 exemplos de programação com e sem compensação de raio Compensação 0.5 Compensação Compensação Compensação G20 Sistema de unidades em polegadas Com a função G20 atuando, o sistema de programação passa a entender que todos os dados (coordenadas) programados se referem a valores em polegadas. G21 Sistema de unidades em milímetros Com a função G21 atuando, o sistema de programação passa a entender que todos os dados programados se referem a valores em milímetros O comando G21 já estará ativado quando ligar o comando numérico da máquina. G98 G99 Função auxiliar de avanço F O valor de F especifica a velocidade de avanço em milímetros por minuto (mm/min), com atuação do comando G98 na ferramenta em atividade, esta função é modal e será desativada quando ativar a função G99, que especifica a velocidade de avanço em milímetros por rotação (mm/rot) Revisão 1 22/02/2007


15 Uma destas funções já estará ativa quando ligar o comando numérico da máquina. Através da habilitação do parâmetro 3191 a definir pelo usuário. G96 G97 Função auxiliar de velocidade S G96 Velocidade constante de corte O comando calcula continuamente a velocidade de corte de acordo com o diâmetro programado Exemplo de programação : G50 S3000 ; (Limitação de rotação) G96 S180 M03 ; (velocidade de corte) a velocidade de corte irá atingir no máximo 3000 RPM G97 Velocidade constante do eixo arvore Neste caso a ferramenta trabalha com a rotação fixa, independente do diâmetro de trabalho. A rotação é baseada nela mesma, mantendo-se estática tanto para o eixo arvore quanto para ferramenta acionada. Exemplo : G97 S3000 M03 ; Este comando é modal e já esta ativo quando liga-se a comando numérico da máquina. G90 Ciclo de torneamento Para alguns comandos mesmo Fanuc modelo B este comando é usado como coordenadas absolutas, porém nós usamos como ciclo de torneamento Fanuc modelo A. Conforme figura abaixo : G90 G90 X41 Z-50 U-8 U-8 G90 X(u) Z(w) R F X e Z Coordenadas absolutas U e W Coordenadas Incrementais R Conicidade (medida no raio ) F Velocidade de avanço em mm/min Revisão 1 22/02/2007


16 No caso do comando G91 não é usado, os eixos são movimentados incrementais através da descrição dos eixos para X utiliza-se U e para Z utiliza-se W Exemplo : G01 U10. W15.0 ou seja o eixo X movimentará 10mm e o eixo Z 15mm Exemplo : G28 U0 W0 G28 U0 W0 G50 S2000 T0100 G50 S2000 T0100 G96 S200 M03 G96 S200 M03 G00 X61.0 Z2.0 T0101 M8 G00 X56.0 Z2.0 T0101 M08 G90 X55.0 W-42.0 F0.25 G90 X51.0 W-32.0 F0.25 X50.0 X46.0 X45.0 X41.0 X40.0 X36.0 Z-12.0 R-1.75 X31.0 Z-26.0 R-3.5 X30.0 Z-40.0 R-5.25 G28 U0 W0 G28 U0 W0 G92 Ciclo de rosca simples G92 X40.0 Z-55.0 F5.0 G92 X(u) Z(w) R F X,Z - Coordenadas da rosca R - conicidade da rosca Revisão 1 22/02/2007


17 G92 X(u) Z(w) R F X,Z - Coordenadas absolutas U,W - Coordenadas incrementais R - Conicidade Rosca M50 X 1.5 G97 S3000 M03 G97 S3000 M03 G00 X70.0 Z5.0 T0101 M8 G00 X60.0 Z5.0 G92 X49.4 Z-32.0 R F1.5 G92 X49.5 Z-30.0 F1.5 X49 X49.2 X48.7 X48.9 X48.5 X48.7 G28 U0 W0 G28 U0 W Revisão 1 22/02/2007



18 Ciclo de faceamento G94 X25.0 Z-50.0 Exemplo : G50 S2500 G96 S2500 G96 S180 M3 T0300 G0 X85.0 Z2.0 T0303 G94 X12.0 Z-2.0 F0.2 Z-4.0 Z-6.0 Z-7.0 X40.0 Z-9.0 Z-11.0 Z-13.0 Z-15.0 Z-17.0 G0 X200.0 Z200.0 T Revisão 1 22/02/2007


19 Ciclo de acabamento G70 P10 Q40 P N10 G0 G42 X... N20 G01 Z-... N30 G02 X... Z... R... Q N40 G01 G40 X... N... P = Número do primeiro bloco Q = Número do último bloco Ao final deste ciclo a ferramenta posiciona no ponto inicial do ciclo. Ciclo de desbaste longitudinal P N50 G71 U... R... N55 G71 P60 Q75 U+... W+... N60 G00 G42 X... N65 G01 Z-... N70 G02 X... Z-... R... Q N75 G01 G40 X... N... P = Número do primeiro bloco Q = Número do último bloco U = Profundidade de corte R = Recuo da ferramenta durante o retorno G71 U... R... G71 P... Q... U... W... F... S... T... U = Sobre metal a ser deixado no eixo X positivo para externo, negativo interno. W = Sobre metal no eixo Z Revisão 1 22/02/2007


20 Exemplo : N10 G00 X200.0 Z100.0 N11 G00 X160.0 Z10.0 N12 G71 U7.0 R1.0 N13 G71 P14 Q21 U4.0 W2.0 F0.3 S550 N14 G00 G42 X40.0 S700 N15 G01 W-40.0 F0.15 N16 X60.0 W-30.0 N17 W-20.0 N18 X100.0 W-10.0 N19 W-20.0 N20 X140.0 W-20.0 N21 G40 U2.0 N22 G70 P14 Q21 N23 G00 X200.0 Z100.0 G72 Ciclo de desbaste transversal G72 P... Q... U... W... F... S... T... Idem ao comando G71, porém transversalmente N10 G50 S2000 T0100 G96 S180 M03 G00 X85.0 Z5.0 T0101 Z0 G01 X-1.6 F0.2 G00 X85.0 Z1.0 G72 W2.0 R1.0 G72 P12 Q14 U0.5 W0.2 F0.25 N12 G00 G41 Z-51.0 G01 X80.0 F0.2 X78.0 W1.0 X60.0 Z-45.0 X40.0 Z-15.0 X30.0 Z-1.0 X26.0 Z1.0 N14 G40 G70 P12 Q14 G00 X200.0 Z200.0 T0100 G00 X200.0 Z200.0 T0100 M01 N16 G50 S2500 T0300 G96 S200 M03 G00 X85.0 Z5.0 T0303 G70 P12 Q14 G00 X200.0 Z200.0 T Revisão 1 22/02/2007

 G73 P... Q... U... W... F... S... T... Ciclo de desbaste longitudinal G74 R.")

21 G73 Ciclo de desbaste paralelo ao contorno N10 G50 S2000 T0300 G96 S200 M03 G00 X35.0 Z5.0 T0303 Z0 G01 X-1.6 F0.2 G00 X70.0 Z10.0 G73.0 U3.0 W2.0 R2 G73 P12 Q16 U0.5 W0.1 F0.25 N12 G00 G42 X20.0 Z2.0 G01 Z-30. X60.0 Z-50.0 N16 G40 U1.0 G70 P12 Q16 G00 X200.0 Z200.0 T0300 G73 U... W... R... (R= Número de passadas) G73 P... Q... U... W... F... S... T... Ciclo de desbaste longitudinal G74 R... G74 Z-... Q... F... G50 S2000 T0100 G96 S80 M03 G00 X50.0 Z1.0 T0101 G74 R1. G74 X10.0 Z-10.0 P10000 Q3000 F0.1 G00 X200.0 Z200.0 T Revisão 1 22/02/2007



22 Ciclo de desbaste transversal. G75 R... G75 X/U... Z/W... P... Q... R... F... R - Recuo da ferramenta para interrupção do corte X,Z Coordenadas absolutas U,W Coordenadas incrementais P Comprimento de corte Q Profundidade de corte ou passo R Afastamento da ferramenta no retorno F Velocidade de avanço Exemplo: N10 G50 S500 T0100 G97 S1500 M03 G00 X90.0 Z1.0 T0101 X82.0 Z-60.0 G75 R1.0 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 G00 X90.0 X200.0 Z200.0 T Revisão 1 22/02/2007



 Parâmetros subseqüentes")

23 Ciclo de roscar G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... ) P xx ( 0 99 G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... Parâmetros iniciais para corte da rosca P = Necessariamente deve constar seis dígitos segue relação abaixo : m = Numero de passes com dois dígitos r = Comprimento do chanfro pode ir de 0,1 a 9,9 vezes o passo a = Ângulo da rosca com dois dígitos exemplo 30º ou 05º Q = Menor profundidade de corte ( valor positivo no raio sem ponto decimal ) R = Sobre metal para o passe de acabamento (valor positivo no raio com ponto decimal ) Parâmetros subseqüentes para corte da rosca X,Z = Coordenadas absolutas U,W Coordenadas incrementais P = Altura do filete R = Conicidade da rosca A = Ângulo da rosca Q = Profundidade de corte para primeiro passe F = Passo da rosca Revisão 1 22/02/2007

24 Exemplo : G97 S800 M03 T0300 G00 X30.0 Z5.0 T0303 G76 P Q100 R100 G76 X18.2 Z-20.0 P900 Q500 F1.5 G00 X50.0 Z-20.0 G76 P Q100 R100 Permite omissão G76 X38.2 Z-52.0 P900 Q500 F1.5 G00 X200.0 Z200.0 T Revisão 1 22/02/2007

25 Seqüência operacional para definir preset de ferramenta MEDIÇÃO DE DADOS DA FERRAMENTA Objetivo da medição de dados da ferramenta O CNC deve usar a ponta de ferramenta para o posicionamento e não o ponto de referência de montagem da ferramenta. É preciso medir todas as ferramentas utilizadas para usinagem. É preciso medir, nas duas direções do eixo, a distância entre a ponta da ferramenta e ponto de referência N de montagem da ferramenta. As correções de comprimento, dimensões, raio e o quadrante devem ser armazenados na tela de OFS/SET ( registro de ferramenta) o número para correção pode ser qualquer número porém este mesmo deve constar na chamada no programa de usinagem através dos dois últimos dígitos EX: T 0404 com isto pode-se dizer que a ferramenta esta posicionada na posição 4 na torre e os dados desta mesma ferramenta esta arquivado na posição de número 4 na tela de OFS/SET. Nos dados de ferramenta é possível estar colocando o valor do raio da ferramenta, mais somente é necessário quando utilizar compensação do raio da ferramenta através dos comandos G41 ou G42. Obs.: Não esquecer de definir o quadrante exato conforme demonstrado na página 12, pois através do mesmo será feita a compensação para o lado correto conforme o quadrante Revisão 1 22/02/2007
 a ser presetada, abaixar o medidor automático manualmente e através da manivela no modo Handle posicionar os eixos X e Z próximos aos sensores do medidor, no")

26 Existem duas maneiras de presetar uma ferramenta 1 - Opcional Medidor automático Posicionar na torre a ferramenta ( Ex. MDI T01; ou em JOG na tecla TURRET ) a ser presetada, abaixar o medidor automático manualmente e através da manivela no modo Handle posicionar os eixos X e Z próximos aos sensores do medidor, no comando apertar a tecla OFS/SET passar para o modo JOG e através das teclas dos eixos X e Z manter apertadas até que a dimensão apareça na tela referente à ferramenta que esta sendo presetada. 2 - Convencional por toque na peça Posicionar a ferramenta a ser presetada na torre através do modo MDI ou manualmente através da tecla TORRET no modo JOG, posicionar a ferramenta através do modo HANDLE, na peça usinar um diâmetro qualquer, sempre através da manivela e após ter usinado este diâmetro ir até a tela de position (Posição) marcar os valores descritos na tela respectivo à máquina, ou seja relativos ao ponto zero máquina, medir o diâmetro da peça usinada (manter a ferramenta no mesmo diâmetro usinado) e o valor encontrado em X deverá ser subtraído com o valor do diâmetro encontrado na peça, este valor deve ser carregado no campo de geometria da ferramenta na tela de OFS/SET. Outro modo de armazenamento é ao invés de fazer conta pedir para o comando armazenar automaticamente o valor, na tela de OFS/SET e geometria posicionar o cursor no numero da ferramenta em uso, teclar medir, X30 ( exemplo de um diâmetro de 30 mm) e imput ou enter e o valor será armazenado corretamente. O preset no eixo Z é um pouco diferente do modo citado acima, o preset é a diferença da face da torre( N ) até a ponta da ferramenta conforme Ilustração: Da mesma forma é preciso colocar este valor encontrado na tabela de geometria de ferramenta na tela OFS/SET. Nesta mesma tela é possível fazer correções de dimensão após usinagem ou desgaste de ferramenta na tela de correções ou Wear, para fazer a correção se necessário corrigir para eixo X usando o eixo U e para o eixo Z usando o eixo W a correção máxima é 1 mm ou o valor descrito no parâmetro 5013 onde descreve o range para correção desejada Revisão 1 22/02/2007

27 SEQUÊNCIA PARA DETERMINAR PONTO ZERO PEÇA Definição de ponto zero peça É o Local onde vamos determinar o ponto de inicio das coordenadas ou dimensões descritas no programada de usinagem, este ponto é estabelecido livremente pelo programador e pode ser movimentado no programa conforme desejado. Modo para zeramento Posicionar qualquer ferramenta que já estiver presetada na torre, através da manivela de movimentos dos eixos no modo Handle, encostar esta ferramenta na face onde vai se determinar o ponto zero da peça, entrar na tela OFS/SET depois WORK (trabalho) carregar o valor encontrado através da tecla messure (medir). Este valor pode ser carregado nos pontos zeros de G54 à G59 ou utilizar a tela de W SHFT porém para este caso não poderá ter valor nos pontos zeros de G54 à G59. Lembrando também que o comando G54 já estará ativo quando ligar o comando da máquina. È possível fazer o deslocamento de ponto zero peça determinado através do comando G50 deslocando este ponto para qualquer ponto a definir pelo programador Revisão 1 22/02/2007
28 MANUTENÇÃO DA TORRE Seqüência para destravamento da torre em caso de colisão ou falta de energia no momento da troca. Liberar alteração de parâmetros na tela de OFS/SET, colocando 1 na opção para habilitar, apertar a tela system,pmc, pmcprm, keeprl, e no parâmetro K05 modificar o bit 0 para 1, com isto liberamos a manutenção da torre. Primeiro é necessário destravar a torre ativando as teclas select (Turret)+feed hold + stop simultaneamente. Com a torre destravada manualmente é preciso posicionar a ferramenta 1 (onde consta um furo atrás da mesma ) e posicionar o furo traseiro na mesma direção de um furo posicionado na base da torre. Apertar a tecla Call/BZ OFF para travar e depois a seqüência de teclas feed hold + select (funções automáticas) + Stop para liberar a torre. Voltar o parâmetro K05 de 1 par 0 e voltar a liberação de parâmetros para 0. Para ter certeza que a torre está posicionada corretamente com a feramenta deve-se fazer uma troca semi-automática em MDI digitando o comando T0101 e verificar se a ferramenta esta realmente posicionada na posição correta, caso não, refazer todo o processo novamente Revisão 1 22/02/2007
29 Revisão 1 22/02/2007
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
TREINAMENTO PARA TORNO CNC
 TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
CONHECIMENTOS ESPECÍFICOS TEC. LABORATÓRIO ELETROMECÂNICA (CNC)
") CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC
 Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
Programação de Máquinas CNC
 Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL
 PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
PROGRAMAÇÃO MANUAL PARA TORNEAMENTO UTILIZANDO O COMANDO MAZATROL MOVIMENTO DE POSICIONAMENTO G0 Xxxx.xxxx Zzzz.zzzz G0 Uuuu.uuuu Wwww.www W x Z U/2 Z X OBS.: sistema de coordenadas cartesianas e unidade
CNC Comando Numérico Computadorizado
 CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA G / GL / GLM CNC FANUC 0I-TD T49092D INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3670-0110
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA CENTUR CNC SIEMENS 802D T22909E INDÚSTRIAS ROMI S/A Rodovia Sp 304- Km 141,5 Santa Bárbara d Oeste - SP - Brasil CEP: 13493-900 FONE:+55 (19) 3455-9000 Fac-
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes
 Divisão Máquinas Operatrizes") PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
C.N.C. Programação Torno Módulo III Aula 01 Funções Miscelâneas As funções Miscelâneas "M" formam um grupo de funções que abrangem os recursos da máquina não cobertos pelas funções preparatórias, posicionamentos,
Escola SENAI Roberto Mange - Campinas
 Mecatrônica 5 Coordenadas cartesianas Ao término desta unidade você conhecerá o sistema de coordenadas cartesianas usado para definição de pontos. Sistema de coordenadas das máquinas Todas as máquinas-ferramenta
Mecatrônica 5 Coordenadas cartesianas Ao término desta unidade você conhecerá o sistema de coordenadas cartesianas usado para definição de pontos. Sistema de coordenadas das máquinas Todas as máquinas-ferramenta
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
USINAGEM AVANÇADA (TORNEAMENTO)
") 1 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.:
1 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.:
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 João Manuel R. S. Tavares Joaquim Oliveira Fonseca") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
Introdução ao Controlo Numérico Computorizado II Referenciais e Trajectórias João Manuel R. S. Tavares Joaquim Oliveira Fonseca Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, )
") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Comando Numérico Computadorizado
 Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
CENTRO DE TORNEAMENTO CNC SÉRIE DL T
 www.debmaq.com.br www.debmaq.com.br CENTRO DE TORNEAMENTO CNC SÉRIE DL T Série dl t SÉRIE DL T DL 6T / 6TH / 6TM / 6TMH / 8T / 8TH / 8TM / 8TMH MAIOR PRECISÃO, MAIS VELOCIDADE, MAIS VARIEDADE A série de
www.debmaq.com.br www.debmaq.com.br CENTRO DE TORNEAMENTO CNC SÉRIE DL T Série dl t SÉRIE DL T DL 6T / 6TH / 6TM / 6TMH / 8T / 8TH / 8TM / 8TMH MAIOR PRECISÃO, MAIS VELOCIDADE, MAIS VARIEDADE A série de
SEM534 Processos de Fabricação Mecânica. Professor - Renato G. Jasinevicius. Aula: Máquina ferramenta- Torno. Torno
 SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
Caderno de Exercícios Aluno Comando Siemens. Índice
 Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
EME005 - Tecnologia de Fabricação IV Fresamento CNC 1
 8 3 oluna omando UNIFEI EME5 - Tecnologia de Fabricação IV Fresamento N 1 Porta Ferramenta Porta ula 7 Prof. José Hamilton haves Gorgulho Júnior ase Mesa POWER LOK OPTIONL LIGHT VIDEO 5 1 RPID TRVEL EMERGENY
8 3 oluna omando UNIFEI EME5 - Tecnologia de Fabricação IV Fresamento N 1 Porta Ferramenta Porta ula 7 Prof. José Hamilton haves Gorgulho Júnior ase Mesa POWER LOK OPTIONL LIGHT VIDEO 5 1 RPID TRVEL EMERGENY
Aplicação da Programação CNC a um Eléctrodo com Forma de uma Cruzeta
 FACULDADE DE ENGENHARIA DA UNIVERSIDADE DO PORTO DEPARTAMENTO DE ENGENHARIA MECÂNICA E GESTÃO INDUTRIAL Aplicação da Programação CNC a um Eléctrodo com Forma de uma Cruzeta Concepção e Fabrico Assistido
FACULDADE DE ENGENHARIA DA UNIVERSIDADE DO PORTO DEPARTAMENTO DE ENGENHARIA MECÂNICA E GESTÃO INDUTRIAL Aplicação da Programação CNC a um Eléctrodo com Forma de uma Cruzeta Concepção e Fabrico Assistido
MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO.
 MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO DESAFIO 4 FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO. LIÇÃO 2 FUNÇÕES PREPARA ARATÓRIAS TÓRIAS. LIÇÃO 3 SISTEMA DE REFERÊNCIA
MÓDULO 1 TECNOLOGIAS APLICADAS E COMANDO NUMÉRICO COMPUTADORIZADO DESAFIO 4 FRESAMENTO LIÇÃO 1 SISTEMA DE COORDENADAS RELEMBRANDO. LIÇÃO 2 FUNÇÕES PREPARA ARATÓRIAS TÓRIAS. LIÇÃO 3 SISTEMA DE REFERÊNCIA
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
Operação Fresadora 1
 Operação Fresadora 1 Página deixada intencionalmente em branco 2 1 - Operação Máquina... 5 1.1 - Inicialização... 5 1.2 - Busca de Referência... 9 1.2.1 - Busca através de micros de referência... 9 1.3
Operação Fresadora 1 Página deixada intencionalmente em branco 2 1 - Operação Máquina... 5 1.1 - Inicialização... 5 1.2 - Busca de Referência... 9 1.2.1 - Busca através de micros de referência... 9 1.3
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações:
 PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
MANUAL DE OPERAÇÃO INDICE GERAL: 1 - LIGAR MAQUIMA. 1.1 REFERÊNCIAR MAQUINA. 1.2 DESLIGAR MÁQUINA. 2 DESCRIÇÃO DO TECLADO. 3 - HANDLE (MANIVELA).
.") MANUAL DE OPERAÇÃO INDICE GERAL: 1 - LIGAR MAQUIMA. 1.1 REFERÊNCIAR MAQUINA. 1.2 DESLIGAR MÁQUINA. 2 DESCRIÇÃO DO TECLADO. 3 - HANDLE (MANIVELA). 4 - PONTO ZERO PEÇA. 5 - PRESSET DE FERRAMENTA. 6 - EDIÇÃO
MANUAL DE OPERAÇÃO INDICE GERAL: 1 - LIGAR MAQUIMA. 1.1 REFERÊNCIAR MAQUINA. 1.2 DESLIGAR MÁQUINA. 2 DESCRIÇÃO DO TECLADO. 3 - HANDLE (MANIVELA). 4 - PONTO ZERO PEÇA. 5 - PRESSET DE FERRAMENTA. 6 - EDIÇÃO
Cotagem é a indicação das medidas da peça em seu desenho conf. a norma NBR Para a cotagem de um desenho são necessários três elementos:
 Cotagem Cotagem é a indicação das medidas da peça em seu desenho conf. a norma NBR 10126. Para a cotagem de um desenho são necessários três elementos: Linhas de cota são linhas contínuas estreitas, com
Cotagem Cotagem é a indicação das medidas da peça em seu desenho conf. a norma NBR 10126. Para a cotagem de um desenho são necessários três elementos: Linhas de cota são linhas contínuas estreitas, com
EME005 - Tecnologia de Fabricação IV Fresamento 2
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 2 Acessórios para fixação das peças: parafusos Aula 02 Prof. José Hamilton Chaves Gorgulho Júnior Acessórios para fixação das peças: grampos Acessórios
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 2 Acessórios para fixação das peças: parafusos Aula 02 Prof. José Hamilton Chaves Gorgulho Júnior Acessórios para fixação das peças: grampos Acessórios
USINAGEM AVANÇADA (TORNEAMENTO)
") MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.: Daniel
MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.: Daniel
CENTRO DE TORNEAMENTO CNC SÉRIES DL R
 www.debmaq.com.br CENTRO DE TORNEAMENTO CNC SÉRIES DL R SÉRIE DL R série DL R DL 21 A / B / MA / MB / LA / LB / LMA / LMB ALTA VELOCIDADE, ALTA PRECISÃO, ALTA PRODUTIVIDADE Fundaçã Projeto de máquina que
www.debmaq.com.br CENTRO DE TORNEAMENTO CNC SÉRIES DL R SÉRIE DL R série DL R DL 21 A / B / MA / MB / LA / LB / LMA / LMB ALTA VELOCIDADE, ALTA PRECISÃO, ALTA PRODUTIVIDADE Fundaçã Projeto de máquina que
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Parte 2 Programação Manual de Centro de Usinagem CNC
 Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
TDRJ 5 Eixos Matriz Dupla Comando IHM (2 servos)
") TDRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TDRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TDRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TDRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
Manual de Operação CNC AD 90
 Manual de Operação CNC AD 90 Série: E CNC AD 90 1.0 Ligando a Máquina 1.1 Ligar a chave geral (esta chave encontra-se na parte frontal ou lateral do armário elétrico da máquina); 1.2 Acionar o botão VERDE
Manual de Operação CNC AD 90 Série: E CNC AD 90 1.0 Ligando a Máquina 1.1 Ligar a chave geral (esta chave encontra-se na parte frontal ou lateral do armário elétrico da máquina); 1.2 Acionar o botão VERDE
O melhor Custo-Benefício para Usinagens Complexas. Torno CNC Automático com Cabeçote Móvel Swiss Type VII
 O melhor Custo-Benefício para Usinagens Complexas Torno CNC Automático com Cabeçote Móvel Swiss Type VII Produtividade Excepcional e o Melhor Custo Benefício em uma Máquina de 5 Eixos e Ø20mm A máquina
O melhor Custo-Benefício para Usinagens Complexas Torno CNC Automático com Cabeçote Móvel Swiss Type VII Produtividade Excepcional e o Melhor Custo Benefício em uma Máquina de 5 Eixos e Ø20mm A máquina
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
PRECISION TSUGAMI. Torno automático de cabeçote móvel CNC
 PRECISION TSUGAMI Torno automático de cabeçote móvel CNC Swiss Type Alta capacidade, desempenho e o melhor custo benefício. Torno suíço multifuncional com um confiável conjunto de dispositivos para aumento
PRECISION TSUGAMI Torno automático de cabeçote móvel CNC Swiss Type Alta capacidade, desempenho e o melhor custo benefício. Torno suíço multifuncional com um confiável conjunto de dispositivos para aumento
UCS. Universidade de Caxias do Sul. Centro de Ciências Exatas e Tecnologia. Departamento de Engenharia Mecânica
 1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos
 TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos Tipo
TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TBRE RBE Curvadora de Tubos CNC Elétrica com Booster Traseiro - 5 Eixos Tipo
PNC - PROCESSOS A COMANDO NUMÉRICO. Material de apoio NOTAS DE AULAS. Prof. DORIVAL 21/julho/2014 1
 PNC - PROCESSOS A COMANDO NUMÉRICO Material de apoio NOTAS DE AULAS Prof. DORIVAL 21/julho/2014 1 OBJETIVO da disciplina PROCESSOS A CNC Exercício básico de programação e operação de máquinas-operatrizes
PNC - PROCESSOS A COMANDO NUMÉRICO Material de apoio NOTAS DE AULAS Prof. DORIVAL 21/julho/2014 1 OBJETIVO da disciplina PROCESSOS A CNC Exercício básico de programação e operação de máquinas-operatrizes
EME005 - Tecnologia de Fabricação IV Fresamento 5
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 5 Questão 08-10 pontos) Calcule os valores necessários para execução de uma engrenagem cilíndrica de dentes retos módulo 7 com 32 dentes. Use 3 casas
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 5 Questão 08-10 pontos) Calcule os valores necessários para execução de uma engrenagem cilíndrica de dentes retos módulo 7 com 32 dentes. Use 3 casas
Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 João Manuel R. S. Tavares Joaquim Oliveira Fonseca") Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Estrutura de um programa O programa de controlo numérico deve ser introduzido no controlador
Introdução ao Controlo Numérico Computorizado IV Sintaxe G (Fagor) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Estrutura de um programa O programa de controlo numérico deve ser introduzido no controlador
Catálogo de produtos 2013 / 2014
 Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
GUIA RÁPIDO DE PROGRAMAÇÃO (CNC PROTEO)
") GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
Linha Galaxy. Centros de Torneamento Características Técnicas. Galaxy 30 Galaxy 30M. Galaxy 50 Galaxy 50M
 Linha Galaxy Centros de Torneamento Características Técnicas Galaxy 30 Galaxy 30M Galaxy 50 Galaxy 50M Linha Galaxy Características Técnicas Especificações Técnicas Galaxy 30 Galaxy 30M Galaxy 50 Galaxy
Linha Galaxy Centros de Torneamento Características Técnicas Galaxy 30 Galaxy 30M Galaxy 50 Galaxy 50M Linha Galaxy Características Técnicas Especificações Técnicas Galaxy 30 Galaxy 30M Galaxy 50 Galaxy
TSRJ 3 Eixos Matriz Única Comando IHM (2 servos)
") TSRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TSRJ www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRJ Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
Visite nosso site em
 Visite nosso site em www.rejmaquinas.com.br INTERFACE DO USUÁRIO ADVANTAGE O TECLADO TECLAS DE SELEÇÃO DE TELA Tecla LISTA DE PROGRAMAS. Tecla PROGRAMA. Tecla VISUALIZAÇÃO.. Tecla LISTA E CADASTRO DE PUNÇÃO
Visite nosso site em www.rejmaquinas.com.br INTERFACE DO USUÁRIO ADVANTAGE O TECLADO TECLAS DE SELEÇÃO DE TELA Tecla LISTA DE PROGRAMAS. Tecla PROGRAMA. Tecla VISUALIZAÇÃO.. Tecla LISTA E CADASTRO DE PUNÇÃO
Exercícios de revisão fundamentos mecânicos
 1. O desenho técnico é a ferramenta necessária para a interpretação e representação de um projeto, por ser o meio de comunicação entre a equipe de criação e a de fabricação (ou de construção); nesse contexto
1. O desenho técnico é a ferramenta necessária para a interpretação e representação de um projeto, por ser o meio de comunicação entre a equipe de criação e a de fabricação (ou de construção); nesse contexto
ROMI ES-40 ROMI ES-40A ROMI ES-40B TORNOS UNIVERSAIS LINHA ROMI ES
 ROMI ES-40 ROMI ES-40A ROMI ES-40B TORNOS UNIVERSAIS LINHA ROMI ES Complexo Industrial Romi, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE ROMI: Desde 1930 produzindo tecnologia. Desde a sua fundação,
ROMI ES-40 ROMI ES-40A ROMI ES-40B TORNOS UNIVERSAIS LINHA ROMI ES Complexo Industrial Romi, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE ROMI: Desde 1930 produzindo tecnologia. Desde a sua fundação,
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo I Aula 04 Plano Cartesiano Coordenadas Absolutas e Incrementais A reta numérica Um exemplo de reta numérica, com alguns números representados nela. Observe as distâncias
C.N.C. Programação Torno Módulo I Aula 04 Plano Cartesiano Coordenadas Absolutas e Incrementais A reta numérica Um exemplo de reta numérica, com alguns números representados nela. Observe as distâncias
EMR 13 Eixos Matriz Tripla Esquerda Direita (13 servos)
") EMR www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 EMR Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
EMR www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 EMR Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
Dobradeira CNC Synchro Série PBH
 Dobradeira CNC Synchro Série PBH Acessórios Padrões Batentes do encosto traseiro Sistema de guias duplo Suportes frontais com guias lineares Sistema de fixação rápida das ferramentas Sistema de segurança
Dobradeira CNC Synchro Série PBH Acessórios Padrões Batentes do encosto traseiro Sistema de guias duplo Suportes frontais com guias lineares Sistema de fixação rápida das ferramentas Sistema de segurança
2.7.2 Fichas de instrução 2.8 Dossier de fabricação para a maquinagem de peças mecânicas 2.9 Determinação do método de fabricação
 Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
Software Form Control
 Medição pelo clique do mouse. É fácil assim que e a inspeção da peça no centro de usinagem com a ajuda do software de medição FormControl. Não faz diferença se a peça tem uma superfície de forma livre
Medição pelo clique do mouse. É fácil assim que e a inspeção da peça no centro de usinagem com a ajuda do software de medição FormControl. Não faz diferença se a peça tem uma superfície de forma livre
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA TORNO MEC. HORIZ. (PONTA E CONTRAPONTA DO TORNO ) DEFINIÇÃO: A ponta e contraponta (fig.1) são utilizadas para apoiar as extremidades do material a ser torneado externamente
TORNEIRO MECÂNICO TECNOLOGIA TORNO MEC. HORIZ. (PONTA E CONTRAPONTA DO TORNO ) DEFINIÇÃO: A ponta e contraponta (fig.1) são utilizadas para apoiar as extremidades do material a ser torneado externamente
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
TSRE 3 Eixos Matriz Única (3 servos)
") TSRE www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRE Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TSRE www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSRE Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA COMEÇANDO A DESENHAR. Professor: João Carmo
 UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA COMEÇANDO A DESENHAR Professor: João Carmo Ao trabalhar com o AutoCAD, começaremos com o comando Line.
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA COMEÇANDO A DESENHAR Professor: João Carmo Ao trabalhar com o AutoCAD, começaremos com o comando Line.
Colisões em Máquinas de Medir 3D
 Formação Avançada em Metrologia 3D Colisões em Máquinas de Medir 3D Colisões em Máquinas de Medir Este material informativo aborda a questão de colisões em máquinas de medir por coordenadas, suas causas
Formação Avançada em Metrologia 3D Colisões em Máquinas de Medir 3D Colisões em Máquinas de Medir Este material informativo aborda a questão de colisões em máquinas de medir por coordenadas, suas causas
Apostila CNC. Material colhido em:
 Apostila CNC Material colhido em: www.mundocnc.com.br Hoje, controle numérico computadorizado (CNC) são máquinas encontradas em quase todos lugares, das pequenas oficinas de usinagem as grandiosas companhias
Apostila CNC Material colhido em: www.mundocnc.com.br Hoje, controle numérico computadorizado (CNC) são máquinas encontradas em quase todos lugares, das pequenas oficinas de usinagem as grandiosas companhias
INTRODUÇÃO PROGRAMA. Os dados em um bloco de programa são chamados: a. Dados dimensionais (geométricos) b. Dados de Controle
 b. Dados de Controle") INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa como uma ferramenta deve se mover em relação à peça de trabalho
INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa como uma ferramenta deve se mover em relação à peça de trabalho
Fresagem Parte 3: Programming (ISO. dialects) SINUMERIK. SINUMERIK 808D Fresagem Parte 3: Programming (ISO dialects) Princípios de programação 1
 SINUMERIK. SINUMERIK 808D Fresagem Parte 3: Programming (ISO dialects) Princípios de programação 1") Fresagem Parte 3: Programming (ISO dialects) SINUMERIK SINUMERIK 808D Fresagem Parte 3: Programming (ISO dialects) Princípios de programação 1 Tabela de código G 2 Comandos de acionamento 3 Comandos de
Fresagem Parte 3: Programming (ISO dialects) SINUMERIK SINUMERIK 808D Fresagem Parte 3: Programming (ISO dialects) Princípios de programação 1 Tabela de código G 2 Comandos de acionamento 3 Comandos de
Acesse:
 Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
FEPI , Page 1 Tecnologia Mecânica II
 28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
Contracer Alta precisão + Funcionalidade + Simplicidade operacional = Contracer
 Contracer CV-2100 SÉRIE 218 Equipamento para de Contorno ESPECIFICAÇÕES CV-2100M4 CV-2100M4 CV-2100N4 Curso de medição 100 Eixo Z1 (Drive) Curso de movimento 3 Ângulo de inclinação () ±45-0,1µm Eixo Z1
Contracer CV-2100 SÉRIE 218 Equipamento para de Contorno ESPECIFICAÇÕES CV-2100M4 CV-2100M4 CV-2100N4 Curso de medição 100 Eixo Z1 (Drive) Curso de movimento 3 Ângulo de inclinação () ±45-0,1µm Eixo Z1
GUIA DE OPERAÇÃO VELOX 1.6
 GUIA DE OPERAÇÃO VELOX 1.6 INDICE GUIA DE OPERAÇÃO VELOX 1.6 4 1. FUNÇÕES DE OPERAÇÃO: 5 2. FUNÇÕES DE SEGURANÇA: 5 3. FUNÇÕES DE MANUTENÇÃO: 5 4. MODO DE OPERAÇÃO: 6 5. MODO MANUTENÇÃO: 7 6. EMERGÊNCIA
GUIA DE OPERAÇÃO VELOX 1.6 INDICE GUIA DE OPERAÇÃO VELOX 1.6 4 1. FUNÇÕES DE OPERAÇÃO: 5 2. FUNÇÕES DE SEGURANÇA: 5 3. FUNÇÕES DE MANUTENÇÃO: 5 4. MODO DE OPERAÇÃO: 6 5. MODO MANUTENÇÃO: 7 6. EMERGÊNCIA
CENTRO DE USINAGEM DE DUPLA COLUNA (TIPO PORTAL)
") CENTRO DE USINAGEM DE DUPLA COLUNA (TIPO PORTAL) COLUNA FIXA (SÉRIE FD) COLUNA MÓVEL (SÉRIE SD) Projeto Estrutural E A EIXO ARVORE RAM Opcões ram: 400x450 500x500, 650x650mm Contruida em f o f o com nervuras
CENTRO DE USINAGEM DE DUPLA COLUNA (TIPO PORTAL) COLUNA FIXA (SÉRIE FD) COLUNA MÓVEL (SÉRIE SD) Projeto Estrutural E A EIXO ARVORE RAM Opcões ram: 400x450 500x500, 650x650mm Contruida em f o f o com nervuras
TABELA VC X MATERIAL PEÇA X MATERIAL FERRAMENTA X FATOR MULTIPL. PROCESSO(DESBASTE, SANGRIA, FURAÇÃO...)
") Parâmetros de corte Torneamento e furação 1-) Uma peça bruta que será torneada(desbaste), possui diâmetro de 50mm. Após a usinagem, deseja-se que a peça tenha um diâmetro de 46mm, a ser atingido com 4
Parâmetros de corte Torneamento e furação 1-) Uma peça bruta que será torneada(desbaste), possui diâmetro de 50mm. Após a usinagem, deseja-se que a peça tenha um diâmetro de 46mm, a ser atingido com 4
TRABALHO T2 PROGRAMAÇÃO PARAMETRIZADA
 TRABALHO T2 PROGRAMAÇÃO PARAMETRIZADA OBJETIVOS Curto Prazo (neste semestre): aprender sobre programação parametrizada Longo Prazo: Desenvolver um sistema para programação CN baseado em features de usinagem.
TRABALHO T2 PROGRAMAÇÃO PARAMETRIZADA OBJETIVOS Curto Prazo (neste semestre): aprender sobre programação parametrizada Longo Prazo: Desenvolver um sistema para programação CN baseado em features de usinagem.
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
CNC 8055M MANUAL DE SOLUÇÃO DE ERROS. Ref (bra)
") MANUAL DE DE ERROS Ref. 9905 (bra) INDICE Erros de programação... 1 (0001-0255) Erros de preparação e execução...34 (1000-1238) Erros de Hardware...52 (2000-2028) Erros de PLC...55 (3000-3004) Erros de
MANUAL DE DE ERROS Ref. 9905 (bra) INDICE Erros de programação... 1 (0001-0255) Erros de preparação e execução...34 (1000-1238) Erros de Hardware...52 (2000-2028) Erros de PLC...55 (3000-3004) Erros de
Usinagem I Parte I Aula 3 Furação. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
BEKS. Modelos: BEKY e BEKS. Manual de Referência Rápida
 BEKS Modelos: BEKY e BEKS Manual de Referência Rápida Junho, 2017 Ícone Nome Descrição USB Imp./Exp. Entrada e Saída de bordados a partir de uma memória USB Pen Drive. Memória Acesso às 100 posições de
BEKS Modelos: BEKY e BEKS Manual de Referência Rápida Junho, 2017 Ícone Nome Descrição USB Imp./Exp. Entrada e Saída de bordados a partir de uma memória USB Pen Drive. Memória Acesso às 100 posições de
QUESTIONAMENTOS E RESPOSTAS...
 CIRCULAR N º 01/2010. PREGÃO ELETRÔNICO Nº. 195/2010 OBJETO: Aquisição de Torno Universal. QUESTIONAMENTOS E RESPOSTAS QUESTIONAMENTO 1:......... - Entendemos que o descritivo que consta no ANEXO I não
CIRCULAR N º 01/2010. PREGÃO ELETRÔNICO Nº. 195/2010 OBJETO: Aquisição de Torno Universal. QUESTIONAMENTOS E RESPOSTAS QUESTIONAMENTO 1:......... - Entendemos que o descritivo que consta no ANEXO I não
1. Entendimento básico do CNC
 FUNDAMENTO 1 1. Entendimento básico do CNC E FUNDAMENTOS DO CNC PARA USINAGEM mbora a intenção deste livro seja apresentar os principais fundamentos dos CNC, seu conteúdo ajudará também a entender porque
FUNDAMENTO 1 1. Entendimento básico do CNC E FUNDAMENTOS DO CNC PARA USINAGEM mbora a intenção deste livro seja apresentar os principais fundamentos dos CNC, seu conteúdo ajudará também a entender porque
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento