TREINAMENTO PARA TORNO CNC
|
|
|
- Bento Tavares da Costa
- 8 Há anos
- Visualizações:
Transcrição
1 TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 -

2 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa. Comandos de um mesmo grupo cancelam um ao outro. Assim o último comando M programado cancela o anterior do mesmo grupo. Observação Os comandos a seguir descrevem os comandos M padrão. A possibilidade de executar estes comandos M depende do tipo de máquina e dos acessórios utilizados. M00 Parada Programada incondicional Este comando causa uma parada na execução do programa da peça. O fuso principal, o avanço e a refrigeração são desativados. A porta poderá ser aberta através do modo JOG (manual) sem gerar alarme. M01 Parada Opcional Programada M01 funciona como M00, mais somente quando a tecla Opcional Stop estiver ativa, porém o fuso principal e a refrigeração permanecem ligados, podendo ser desativados em modo JOG (manual) sem gerar alarme. M02 Fim de programa Principal Esta função indica o fim do programa na memória do comando. A seqüência não é retornada ao inicio do programa. M03 Fuso principal ativado no sentido horário O fuso será ativado desde que uma velocidade de corte ou de fuso tenha sido programada. É preciso usar M03 para todas as ferramentas de corte a direita. M04 Fuso principal ativado no Sentido anti-horário As mesmas condições descritas em M03 se aplicam para este comando. È preciso usar M04 para todas as ferramentas a esquerda. M05 Fuso principal desativado O Fuso principal é parado automaticamente. M08 Refrigeração ativada M08 liga o fluido de corte. M09 Refrigeração desativada M09 desliga fluido de corte. M25 Avanço do contra ponto Avanço do contra ponto até o final de curso do mesmo, ou até encontrar a peça. M26 Retorno parcial do contra ponto O contra ponto retorna até uma dimensão definida no parâmetro 0064 na tela timer de System. M28 Retorno total do contra ponta O contra ponta retorna até o fim curso
 sem gerar alarme.")
3 FUNÇÕES MISCELÂNIAS M00 Parada programada M54 M01 Parada opcional M58 M02 Final de programa M59 M03 Rotação sentido horário M61 M04 Rotação sentido anti-horário M62 M05 Parada do fuso principal M63 M07 M64 M08 Liga óleo pelo centro do fuso M65 M09 Desliga refrigeração M66 M10 M67 M12 Contador de peças M68 Fecha a placa M13 Liga refrigeração e rotação horária M69 Abre a placa M14 Liga refrigeração e rotação anti-horária M70 M15 Desliga refrigeração e rotação M74 M17 Ativa Machine lock M75 M18 M98 Chamada de sub-programa M19 Parada orientada M99 Fim de sub-programa M24 M25 Avanço do contra-ponto até encontrar resistencia M26 Retorno parcial do contra ponto M28 Retorno total do contra-ponto MDI Final de programa com retorno ao inicio M33 M34 M35 M38 M39 M40 Desativa ferramenta acionada M41 M42 M43 Ativa ferramenta acionada M46 M47 M50 M51 M52 M53-3 -

4 Para fazer um programa é necessário conhecer alguns comandos Função Adress Endereços Número de programa O (EIA) (ISO) Número de programa peças ou subprogramas Seqüência de bloco N Seqüência de número de bloco 1 a 9999 Função preparatória G Função de caminho Dimensões de trabalho X,z U,W I,K R C Dados de posição absolutos e tempo de espera Dados de posição incremental, tempo de espera Usado para interpolação circular Raios, Valor do cone, parâmetro de ciclo Chanfro Funções de avanço F,E Taxa de avanço ou passo da rosca Função auxiliar M Comando para ligar ou desl. algumas funções Velocidade de fuso RPM S Velocidade do fuso velocidade de corte Número de ferramenta T Designado para numero ou compensação ferram. Tempo de espera P,U,X Tempo de espera Designado para subprograma P Chamada de subprograma Repetição de ciclo P,Q Repetição de ciclo Número de repetições L Número de repetições Parâmetros A,D,I,K Parâmetros para ciclos fixos ** Um bloco pode ser composto de alguns comandos exemplo : N G X,Y F S T M Número Função Dimensão Avanço de Rotação Número Função Final de Seqüência Preparatória Trabalho corte do fuso Ferramenta Auxiliar Bloco ; Comando para troca de ferramenta Na troca de ferramenta T deve-se constar 4 dígitos como no exemplo abaixo : T - Usado para número da ferramenta a ser posicionada na torre T - Usado para identificar o corretor da ferramenta a ser utilizado T Corretor de ferramenta ( 00 a 99 ) Número da ferramenta na torre - 4 -

5 G00 ( Avanço em marcha rápida ) G00 X150.0 Z100.0 X200.0 Z200.0 N10 G0 X25. Z5. G01 ( Interpolação linear ) N10 G01 X25. Z-30. F0.2 G01 X150.0 Z100.0 X200.0 Z

6 Exemplo : - 6 -

7 G01 Exemplo I N10 G50 S1500 T0100 M42 N20 G50 S2000 T0300 M42 G96 S180 M03 G96 S200 M03 G00 X100.5 Z5.0 T0101 M8 G00 X85.0 Z5.0 T0303 M08 G01 Z-95.0 F0.25 Z0 G00 U2.0 Z0.5 G01 X-1.6 F0.2 G01 X-1.6 F0.2 G00 X80. Z3.0 G00 X95.0 W1.0 G42 Z1.0 G01 Z-37.3 F0.25 G01 Z-15.0 F0.18 X100.0 Z-45.5 X100.0 Z-45.0 G00 Z1.0 Z-95.0 X90.0 G40 U2.0 W1.0 G01 Z-29.8 G00 X200. Z200.0 M09 T0300 X95.0 Z-37.3 G00 Z1.0 X85.0 G96??? G50??? G40??? G42??? G01 Exemplo II G50 S20000 T0100 G01 Z-30.0 G96 S180 M03 X60.3 Z-54.7 G00 X70.5 Z5.0 T0101 M08 X72.0 G01 Z F0.25 G00 X150.0 Z200.0 T0100 G00 U2. Z0.5 M01 G01 X-1.6 F0.23 N20 G50 S2300 T0300 G00 X65.0 W1.0 G96 S200 M03 G01 Z-54.5 F0.25 G00 X55.0 Z5.0 T0303 M08 G00 U2.0 Z1.0 Z0 X60.0 G01 X-1.6 F0.2 G01 Z-54.5 G00 X46.0 Z3.0 G00 U2.0 Z1.0 G42 Z1.0 X55.0 G01 X50.0 Z-1.0 F0.15 G01 Z-30.0 Z-30.0 X60.0 Z-54.5 X60.0 Z-55.0 G00 U2.0 Z1.0 X68.0 X50.5 X70.0 W-10. Z G40 U2.0 W1.0 G00 X150. Z200.0 M09 T

8 G02 / G03 Interpolação Circular Sentido Horário e Anti-horário Horário N10 G02 X... Z... (R...) Anti-Horário N210 G03 X... Z... (R...) G01 X30.0 Z60.0 F0.3 Z35.0 G02 X40.0 Z30. I5.0 (G02 U10.0 W-5.0 I5.0) G01 X50.0 Z0. G01 X40.0 Z60.0 F0.3 G03 X50.0 Z55.0 K-5.0 Para fazer uma interpolação devemos obedecer os seguintes parâmetros X= ponto final da interpolação, Z=ponto final da interpolação, R= valor do raio da interpolação. É possível fazer interpolação usando I (x) ou K (z), que substituem o R, porém estes parâmetros indicam as coordenadas do centro do raio

9 Exemplos de interpolação N10 G50 S2000 T0100 G96 S200 M03 G00 X0 Z3.0 T0303 M08 G42 G01 Z0 F0.2 G03 X20.0 Z-10.0 R10.0 G01 Z-50.0 G02 X100.0 Z I40.0 K G01 Z G40 U2.0 W1.0 G00 X200.0 Z200.0 M09 T03 ( G02 X100.0 Z R45.0) N20 G50 S2000 T0300 G96 S200 M03 G42 G00 X35.0 Z5.0 T0303 M08 G01 Z-20.0 F0.2 G02 X67.0 Z-36.0 R16.0 G01 X68.0 G03 X100.0 Z-52.0 R16.0 G01 Z82.0 G40 G00 X200.0 Z200.0 M09 T0300 (G02 X67.0 Z-36.0 I16.0 K0) (G03 X100.0 Z-52.0 I0 K-16.0) - 9 -

10 Exemplo com G1 / G2 / G3 O0000: N10 ( Ø 30 Broca ) G00 U2.0 Z-1.0 G00 X60. Z3.0 G50 T0200 G01 X60.5 F0.23 G42 Z1.0 G97 S2500 M03 G00 X82.0 W1.0 G01 Z-2.5 F0.2 G00 X0 Z5.0 T0202 M08 Z-2.4 X74.0 G01 Z-5. F0.07 G01 X60.5 G03 X80.0 Z-5.5 R3.0 W1.0 X72.9 G01 Z-13.5 Z-40.0 F0.25 G03 X80.5 Z-6.2 R3.8 G02 X83.0 Z-15.0 R1.5 G00 Z5.0 G00 U2.0 Z5.0 G01 X100.0 Z-39.0 X200.0 Z200.0 T0100 Z-30.0 G01 Z-60.0 M01 X103.0 G00 Z10.0 X200.0 Z200.0 T0200 N30 G50 S1500 T0400 N50 G50 S1800 T0600 M01 G96 S180 M03 G96 S200 M03 G00 X34.5 Z3.0 T0404 M8 G00 X40.0 Z5.0 T0606 M08 N20 G50 S1500 T0100 G01 Z-41.8 F0.27 G41 Z-15.0 F0.2 G96 S180 M03 G00 U-0.5 Z1.0 X35.0 Z G00 X94.0 Z5.0 T0101 M08 X39.5 Z-42.0 G01 Z-14.8 F0.27 G01 Z-15.0 X29.0 G00 U2.0 Z0.5 X34.5 Z-24.3 G40 G00 Z10.0 G01 X28.0 F0.23 G00 Z10.0 X200.0 Z200.0 T0600 M09 G00 X87.0 W1.0 X200. Z200. T0400 G01 Z-14.8 F0.27 M01 G00 U2.0 Z1.0 N40 X80.5 G50 S1800 T0500 G01 Z-14.1 G96 S200 M03 G02 X81.9 Z-14.8 R0.7 G00 X63.0 Z5.0 T0505 M08 G00 X100.5 W1.0 Z0 G01 Z-29.8 G01 X38.0 F

11 G04 G04 Tempo de espera sob endereço Através desta função, o comando irá esperar um período de tempo especificado antes de prosseguir com o bloco de programa seguinte. Apresenta os seguintes comandos. G04 X / G04 U / G04 P X, U : tempo de espera em segundos P : tempo de espera em milisegundos Obs : Quando programar o endereço P, não é permitido usar ponto decimal. EX. Programando um tempo de espera de 30 segundos G04 X30. G04 U30. G04 P30000 G28 Formato Retorno ao ponto de referência N... G28 X(U)... Z(W)... X,Z... Coordenadas intermediárias absolutas U,W... Coordenadas intermediárias incrementais O comando G28 é utilizado para aproximar o ponto de referência por meio de uma posição intermediária (X(U), Z(W)). Primeiro ocorre a movimentação a X(U) e Z(W); em seguida, ocorre a movimentação ao ponto de referência. As duas movimentações ocorrem com G
, Z(W)).")
12 Compensação do Raio de corte Esquerda e Direita G41 - Compensação do raio de corte a esquerda G42 - Compensação do raio de corte a direita Relação dos quadrantes ( lado de corte ) referentes ao raio da ferramenta
 referentes ao raio da")
13 Compensação do raio da ferramenta Raio da ponta da ferramenta e a ponta da ferramenta hipotética Com movimentações na direção dos eixos ( torneamento longitudinal e em face), são utilizados os pontos da ponta da ferramenta que tocam os eixos. Assim nenhum erro de dimensão é produzido na peça de trabalho. Com as movimentações simultâneas nos dois eixos (cones, raios), a posição do ponto de corte hipotético não coincide mais com o ponto da ponta da ferramenta que realmente executa o corte. Ocorrem erros de dimensionamento na peça de trabalho. Quando a compensação de raio de corte é utilizada, esses erros de dimensão são calculados e compensados automaticamente. Para compensação do raio de corte é preciso especificar o raio R da ponta da ferramenta e o quadrante na tela de dados de ferramenta Tool Off Set. Movimentação paralela e Obliqua dos eixos Cancela compensação de raio de corte Este comando é modal e cancela tanto o comando G41 como G42, também é ativado toda vez em que se liga o comando da máquina

14 Vejam 2 exemplos de programação com e sem compensação de raio Compensação 0.5 Compensação Compensaçã Compensação G20 Sistema de unidades em polegadas Com a função G20 atuando, o sistema de programação passa a entender que todos os dados (coordenadas) programados se referem a valores em polegadas. G21 Sistema de unidades em milímetros Com a função G21 atuando, o sistema de programação passa a entender que todos os dados programados se referem a valores em milímetros O comando G20 já estará ativado quando ligar o comando numérico da máquina. G98 G99 Função auxiliar de avanço F O valor de F especifica a velocidade de avanço em milímetros por minuto (mm/min), com atuação do comando G98 na ferramenta em atividade, esta função é modal e será desativada quando ativar a função G99, que especifica a velocidade de avanço em milímetros por rotação (mm/rot). Uma destas funções já estará ativa quando ligar o comando numérico da máquina. Através da habilitação do parâmetro 3191 a definir pelo usuário

15 G96 G97 Função auxiliar de velocidade S G96 Velocidade constante de corte O comando calcula continuamente a velocidade de corte de acordo com o diâmetro programado Exemplo de programação : G50 S3000 ; (Limitação de rotação) G96 S180 M03 ; (velocidade de corte) a velocidade de corte irá atingir no máximo 3000 RPM G97 Velocidade constante do eixo arvore Neste caso a ferramenta trabalha com a rotação fixa, independente do diâmetro de trabalho. A rotação é baseada nela mesma, mantendo-se estática tanto para o eixo arvore quanto para ferramenta acionada. Exemplo : G97 S3000 M03 ; Este comando é modal e já esta ativo quando liga-se a comando numérico da máquina. G90 Ciclo de torneamento Para algumas máquinas no mercado este comando é usado como coordenadas absolutas, porém nós usamos como ciclo de torneamento. Conforme figura abaixo : G90 G90 X41 Z-50 U-8 U-8 G90 X(u) Z(w) R F X e Z Coordenadas absolutas U e W Coordenadas Incrementais R Conicidade (medida no raio ) F Velocidade de avanço em mm/min No caso do comando G91 não é usado, os eixos são movimentados incrementais através da descrição dos eixos para X utiliza-se U e para Z utiliza-se W Exemplo : G01 U10. W15.0 ou seja o eixo X movimentará 10mm e o eixo Z 15mm

16 Exemplo : G28 U0 W0 G28 U0 W0 G50 S2000 T0100 G50 S2000 T0100 G96 S200 M03 G96 S200 M03 G00 X61.0 Z2.0 T0101 M8 G00 X56.0 Z2.0 T0101 M08 G90 X55.0 W-42.0 F0.25 G90 X51.0 W-32.0 F0.25 X50.0 X46.0 X45.0 X41.0 X40.0 X36.0 Z-12.0 R-1.75 X31.0 Z-26.0 R-3.5 X30.0 Z-40.0 R-5.25 G28 U0 W0 G28 U0 W0 G92 Ciclo de rosca simples G92 X40.0 Z-55.0 F5.0 G92 X(u) Z(w) R F X,Z - Coordenadas da rosca R - conicidade da rosca

17 G92 X(u) Z(w) R F X,Z - Coordenadas absolutas U,W - Coordenadas incrementais R - Conicidade Rosca M50 X 1.5 G97 S3000 M03 G97 S3000 M03 G00 X70.0 Z5.0 T0101 M8 G00 X60.0 Z5.0 G92 X49.4 Z-32.0 R F1.5 G92 X49.5 Z-30.0 F1.5 X49 X49.2 X48.7 X48.9 X48.5 X48.7 G28 U0 W0 G28 U0 W0-17 -

18 Ciclo de faceamento G94 X25.0 Z-50.0 Exemplo : G50 S2500 G96 S2500 G96 S180 M3 T0300 G0 X85.0 Z2.0 T0303 G94 X12.0 Z-2.0 F0.2 Z-4.0 Z-6.0 Z-7.0 X40.0 Z-9.0 Z-11.0 Z-13.0 Z-15.0 Z-17.0 G0 X200.0 Z200.0 T

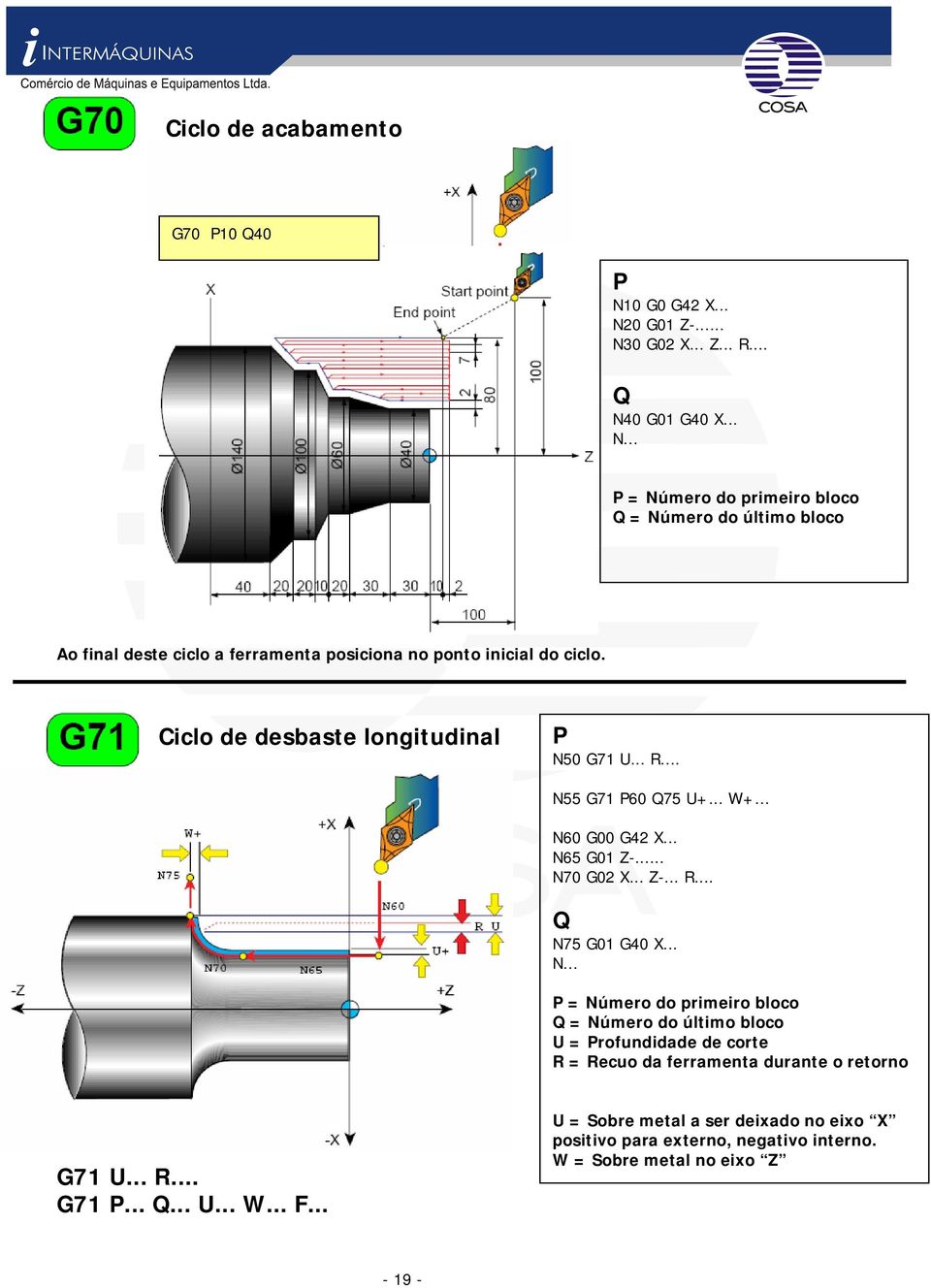
19 Ciclo de acabamento G70 P10 Q40 P N10 G0 G42 X... N20 G01 Z-... N30 G02 X... Z... R... Q N40 G01 G40 X... N... P = Número do primeiro bloco Q = Número do último bloco Ao final deste ciclo a ferramenta posiciona no ponto inicial do ciclo. Ciclo de desbaste longitudinal P N50 G71 U... R... N55 G71 P60 Q75 U+... W+... N60 G00 G42 X... N65 G01 Z-... N70 G02 X... Z-... R... Q N75 G01 G40 X... N... P = Número do primeiro bloco Q = Número do último bloco U = Profundidade de corte R = Recuo da ferramenta durante o retorno G71 U... R... G71 P... Q... U... W... F... U = Sobre metal a ser deixado no eixo X positivo para externo, negativo interno. W = Sobre metal no eixo Z
20 Exemplo : N10 G00 X200.0 Z100.0 N11 G00 X160.0 Z10.0 N12 G71 U7.0 R1.0 N13 G71 P14 Q21 U4.0 W2.0 F0.3 S550 N14 G00 G42 X40.0 S700 N15 G01 W-40.0 F0.15 N16 X60.0 W-30.0 N17 W-20.0 N18 X100.0 W-10.0 N19 W-20.0 N20 X140.0 W-20.0 N21 G40 U2.0 N22 G70 P14 Q21 N23 G00 X200.0 Z100.0 G72 Ciclo de desbaste transversal G72 P... Q... U... W... F... Idem ao comando G71, porém transversalmente N10 G50 S2000 T0100 G96 S180 M03 G00 X85.0 Z5.0 T0101 Z0 G01 X-1.6 F0.2 G00 X85.0 Z1.0 G72 W2.0 R1.0 G72 P12 Q14 U0.5 W0.2 F0.25 N12 G00 G41 Z-51.0 G01 X80.0 F0.2 X78.0 W1.0 X60.0 Z-45.0 X40.0 Z-15.0 X30.0 Z-1.0 X26.0 Z1.0 N14 G40 G70 P12 Q14 G00 X200.0 Z200.0 T0100 G00 X200.0 Z200.0 T0100 M01 N16 G50 S2500 T0300 G96 S200 M03 G00 X85.0 Z5.0 T0303 G70 P12 Q14 G00 X200.0 Z200.0 T

21 G73 Ciclo de desbaste paralelo ao contorno G73 U... W... R... (R= Número de passadas) G73 P... Q... U... W... F... N10 G50 S2000 T0300 G96 S200 M03 G00 X35.0 Z5.0 T0303 Z0 G01 X-1.6 F0.2 G00 X70.0 Z10.0 G73.0 U3.0 W2.0 R2 G73 P12 Q16 U0.5 W0.1 F0.25 N12 G00 G42 X20.0 Z2.0 G01 Z-30. X60.0 Z-50.0 N16 G40 U1.0 G70 P12 Q16 G00 X200.0 Z200.0 T0300 Ciclo de desbaste longitudinal G74 R... G74 Z-... Q... F... G50 S2000 T0100 G96 S80 M03 G00 X50.0 Z1.0 T0101 G74 R1. G74 X10.0 Z-10.0 P10000 Q3000 F0.1 G00 X200.0 Z200.0 T0100 G74 Para ciclo de desbaste paralelo R - Primeira linha recuo para pica pau eixo Z X Diâmetro final usinado Z - Dimensão final do usinado P Profundidade de corte no eixo dimesão em raio e valor em milésimos Q Distância para cada pica pau no eixo Z ( valor em milésimos ) R Recuo da ferramenta em X para próxima passada
22 Ciclo de desbaste transversal. G75 R... G75 X/U... Z/W... P... Q... R... F... R - Recuo da ferramenta para interrupção do corte X,Z Coordenadas absolutas U,W Coordenadas incrementais P Comprimento de corte Q Profundidade de corte ou passo R Afastamento da ferramenta no retorno F Velocidade de avanço Exemplo: N10 G50 S500 T0100 G97 S1500 M03 G00 X90.0 Z1.0 T0101 X82.0 Z-60.0 G75 R1.0 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 G00 X90.0 X200.0 Z200.0 T
23 Ciclo de roscar G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... ) P xx ( 0 99 G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... G76 P m r a Q... R... G76 X... Z... R0 P... Q... F... Parâmetros iniciais para corte da rosca P = Necessariamente deve constar seis dígitos segue relação abaixo : m = Numero de passes em vazio no final da rosca com dois dígitos (passe de acabamento ) r = Comprimento do chanfro pode ir de 0,1 a 9,9 vezes o passo ( saída em angulo de 45 ) a = Ângulo da rosca com dois dígitos exemplo 60º, 55º... Q = Menor profundidade de corte ( valor positivo no raio sem ponto decimal ) R = Sobre metal para o passe de acabamento (valor positivo no raio com ponto decimal ) Parâmetros subseqüentes para corte da rosca ( Segunda linha ) X,Z = Coordenadas absolutas Dimensões finais da rosca U,W Coordenadas incrementais P = Altura do filete valor deve ser em milésimos Q = Profundidade de corte definida pelo quantidade de passadas o valor deve ser milésimos F = Passo da rosca Para calcular a altura do filete utilizado pela letra de chamada P seguinte o seguinte procedimento Passo da rosca x constante ( contante para rosca métrica = 0,65 )( constante para roscas em polegadas 0,866 )) Para calcular diâmetro final da rosca = (Altura do filete X 2 pelo diâmetro maior da rosca) Para calcular numero de passadas seguir da seguinte forma : Altura di filete pela raiz do número de passadas ( este valor deve estar em milésimos )
24 Exemplo : G97 S800 M03 T0300 G00 X30.0 Z5.0 T0303 G76 P Q100 R100 G76 X18.2 Z-20.0 P900 Q500 F1.5 G00 X50.0 Z-20.0 G76 P Q100 R100 Permite omissão G76 X38.2 Z-52.0 P900 Q500 F1.5 G00 X200.0 Z200.0 T
25 Seqüência operacional para definir preset de ferramenta MEDIÇÃO DE DADOS DA FERRAMENTA Medição manual Eixo X Clocar a máquina no modo MDI e chamar a troca da ferramenta que será pressetada ex: T0202 Movimentar a máquina através do modo handle ( manivela ) e encostar a ferramenta no diâmetro da peça Colocar na tela OffSet/Seting na tela de corretor/geometria levar o cursor até o número da ferramenta digitar X(diâmetro da peça) depois a opção medir. Presset em Z Colocar a máquina em MDI chamar a troca de ferramenta que será pressetada ex: T0202 Movimentar a máquina através do modo Handle ( manivela ) e encostar na face da peça Colocar na tela Offset/Sseting na tela de corretor/geometria certificar que esta será a sua ferramenta de referência para todas as outras, portanto o preset desta ferramenta dever ser zero no eixo Z Ainda com a tecla offset/seting entrar na tela Trab (work) e levar o cursor até o eixo Z do ponto zero que será utilizado digitar Z0 e a opção medir, para as outras ferramentas seguir os mesmo procedimento inicial, trocar a ferramenta em MDI encostar a mesma na face da peça e na tela de Offset/seting /corretor/geometria levar o cursor até a ferramenta ativa e digitar Z0 medir, esta dimensão é diferença da primeira ferramenta para as demais a serem pressetadas
26 Existem outras maneiras de presetar uma ferramenta 1 - Opcional Medidor automático Posicionar na torre a ferramenta ( Ex. MDI T0101; ou em JOG na tecla TORRET ) a ser presetada, abaixar o medidor automático manualmente e através da manivela no modo Handle posicionar os eixos X e Z próximos aos sensores do medidor, no comando apertar a tecla OFS/SET passar para o modo JOG e através das teclas dos eixos X e Z manter apertadas até que a dimensão apareça na tela referente à ferramenta que esta sendo presetada. SEQUÊNCIA PARA DETERMINAR PONTO ZERO PEÇA Definição de ponto zero peça É o ponto onde vamos determinar o ponto de inicio das coordenadas ou dimensões descritas no programada de usinagem, este ponto é estabelecido livremente pelo programador e pode ser movimentado no programa conforme desejado. Modo para zeramento Colocar a máquina em modo MDI digitar o numero da ferramenta que será utlizada para achar o ponto zero e depois em modo Handle (manivela ) encostar a ferramenta na face da peça onde será determinado o ponto zero peça. Apertar a tecla offset/seting e na tela trab(work) levar cursor até o ponto zero desejado que pode ser de G54 à G59 posicior o cursor no eixo Z e digitar Z0 medir. Obs: Não se pode simplesmente trocar a ferramenta no modo jog pois desta forma não é ativado o corretor da ferramenta, é necessário fazer a troca de ferramenta pelo modo MDI
27 PROCEDIMENTO PARA AJUSTE DE RETORNO DO CONTRA PONTO COLOCAR A MÁQUINA EM MODO MDI APERTAR A TECLA OSF/SET Soft key definir Em escrita de parâmetro passar o valor a frente para 1, com isto o comando estará pronto para alterar qualquer parâmetro, muito cuidado pois a partir deste momento a máquina estará sem segurança alguma na alteração. Aparecera a seguinte mensagem no comando - Liberado alteração de parâmetros Apertar a tecla System Soft keys PMC PMCPRM TIMER Levar o cursor até o parâmetro numero 33 endereço T0064 e alterar o valor descrito na frente do parâmetro Este valor não é dimensão e sim tempo Obs.: Este valor não poderá ser menor que 600 pois a máquina entrará em alarme por não ter tempo suficiente para disparar o movimento do contra ponto
28 Este valor de 600 corresponde a mais ou menos 100 milimetros Alterar o valor conforme necessidade e apertar a tecla Retornar o valor modificado da escrita do parâmetro para zero Códigos de movimento do contra ponto M25 Avanço do contra-ponto M26 Recuo parcial de acordo com o valor do parâmetro 33 citado acima M28 Recuo total do contra-ponto Necessáriamente a máquina deve estar com um das funções ativas, ou seja o contra-ponto deve estar avançado ou recuado se não tiver ativo nem uma das funções a máquina não libera o ciclo de usinagem em automático. PROCEDIMENTO PARA REPOSICIONAMENTO DA TORRE COLOCAR A MÁQUINA EM MODO MDI APERTAR A TECLA OSF/SET Soft key definir Em escrita de parâmetro passar o valor a frente para 1, com isto o comando estará pronto para alterar qualquer parâmetro, muito cuidado pois a partir deste momento a máquina estará sem segurança alguma na alteração. Aparecera a seguinte mensagem no comando - Liberado alteração de parâmetros
29 Apertar a tecla System Soft keys PMC PMCPRM KEEPRE Levar o cursor até o parâmetro K05 e alterar o bit 0 para o valor 1 ex: Neste momento vai aparecer um alarme dizendo que a máquina esta em modo de ajuste de torre Apertar a simultâneamente os botes Feed Hold + select (Torre) + Stop neste momento a torre será desindexada girar manualmente a torre até que a marca que existe na torre e na carenagem da torre estiverem alinhadas. Para fixar a torre apertar o tecla Call/BZ/Off Confirmar indexação apertando simultâneamente as teclas feed Hold + selet (ao lado do machine lock) + Stop Voltar todos os parâmetros alterados (K05 para 0 ) e o parâmetro de escrita de parâmetros para 0 Referenciar a máquina
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
UCS. Universidade de Caxias do Sul. Centro de Ciências Exatas e Tecnologia. Departamento de Engenharia Mecânica
 1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
MANUAL DE OPERAÇÃO INDICE GERAL: 1 - LIGAR MAQUIMA. 1.1 REFERÊNCIAR MAQUINA. 1.2 DESLIGAR MÁQUINA. 2 DESCRIÇÃO DO TECLADO. 3 - HANDLE (MANIVELA).
.") MANUAL DE OPERAÇÃO INDICE GERAL: 1 - LIGAR MAQUIMA. 1.1 REFERÊNCIAR MAQUINA. 1.2 DESLIGAR MÁQUINA. 2 DESCRIÇÃO DO TECLADO. 3 - HANDLE (MANIVELA). 4 - PONTO ZERO PEÇA. 5 - PRESSET DE FERRAMENTA. 6 - EDIÇÃO
MANUAL DE OPERAÇÃO INDICE GERAL: 1 - LIGAR MAQUIMA. 1.1 REFERÊNCIAR MAQUINA. 1.2 DESLIGAR MÁQUINA. 2 DESCRIÇÃO DO TECLADO. 3 - HANDLE (MANIVELA). 4 - PONTO ZERO PEÇA. 5 - PRESSET DE FERRAMENTA. 6 - EDIÇÃO
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
GUIA RÁPIDO DE PROGRAMAÇÃO (CNC PROTEO)
") GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC
 TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
INTRODUÇÃO PROGRAMA. Os dados em um bloco de programa são chamados: a. Dados dimensionais (geométricos) b. Dados de Controle
 b. Dados de Controle") INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa como uma ferramenta deve se mover em relação à peça de trabalho
INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa como uma ferramenta deve se mover em relação à peça de trabalho
C.N.C. Programação Torno
 CNC Programação Torno Módulo III Aula 02 Funções auxiliares As funções auxiliares formam um grupo de funções que servem para complementar as informações transmitidas ao comando através das funções preparatórias
CNC Programação Torno Módulo III Aula 02 Funções auxiliares As funções auxiliares formam um grupo de funções que servem para complementar as informações transmitidas ao comando através das funções preparatórias
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
João Manuel R. S. Tavares / JOF
 Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
Características da Usinagem CNC
 Características da Usinagem CNC CN: comando numérico É o código propriamente dito! CNC: comando numérico computadorizado É o sistema de interpretação e controle de equipamentos que se utilizam de CN para
Características da Usinagem CNC CN: comando numérico É o código propriamente dito! CNC: comando numérico computadorizado É o sistema de interpretação e controle de equipamentos que se utilizam de CN para
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Exemplos de Programas em CNC. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Capítulo 1 <Introdução 17 1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado 17
 Índice Analítico Capítulo 1
Índice Analítico Capítulo 1
Manual do Usuário. Plano de Corte
 Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
Nivaldo Ferrari. Silvio Audi
 Programação de Centro de Usinagem - CNC SENAI- SP, 2002 Trabalho elaborado pela Escola SENAI Roberto Simonsen do Departamento Regional de São Paulo. Coordenação Geral Coordenação Dionisio Pretel Laur Scalzaretto
Programação de Centro de Usinagem - CNC SENAI- SP, 2002 Trabalho elaborado pela Escola SENAI Roberto Simonsen do Departamento Regional de São Paulo. Coordenação Geral Coordenação Dionisio Pretel Laur Scalzaretto
Manual de Programação Torno CNC Mach 3
 Faculdade de Tecnologia de São Paulo FATEC-SP Manual de Programação Torno CNC Mach 3 Coordenadoria de Mecânica de Precisão Disciplina de CNC Comando Numérico Computadorizado Sumário 1 Introdução 5 11 Equipamento
Faculdade de Tecnologia de São Paulo FATEC-SP Manual de Programação Torno CNC Mach 3 Coordenadoria de Mecânica de Precisão Disciplina de CNC Comando Numérico Computadorizado Sumário 1 Introdução 5 11 Equipamento
5. Programação EDE5-0612-003
 5.Programação 5.1 Introdução de programa Máquinas CN são aquelas que usinam peças operando servo-motor, válvula solenóide, etc. com computador. Para operar o computador livremente, é necessário usar uma
5.Programação 5.1 Introdução de programa Máquinas CN são aquelas que usinam peças operando servo-motor, válvula solenóide, etc. com computador. Para operar o computador livremente, é necessário usar uma
2. Painel de Operação
 2. Painel de Operação 2.1 Introdução O painel de operação consiste das 4 partes abaixo; 2.1.1 Parte LCD/ NC 2.1.2 Parte do Teclado (parte UNIDADE MDI) 2.1.3 Parte do painel de controle da máquina 2.1.4
2. Painel de Operação 2.1 Introdução O painel de operação consiste das 4 partes abaixo; 2.1.1 Parte LCD/ NC 2.1.2 Parte do Teclado (parte UNIDADE MDI) 2.1.3 Parte do painel de controle da máquina 2.1.4
ÍNDICE 1 - Ciclo Fixo... 4 1.1 - Ciclo Fixo de Faceamento... 5 1.1.1 - Faceamento simples... 8 1.1.2 - Faceamento de perfil... 10 1.
 Ciclos de Torno ÍNDICE 1 - Ciclo Fixo... 4 1.1 - Ciclo Fixo de Faceamento... 5 1.1.1 - Faceamento simples... 8 1.1.2 - Faceamento de perfil... 10 1.2 - Ciclo Fixo de Desbaste... 15 1.2.1 - Desbaste simples...
Ciclos de Torno ÍNDICE 1 - Ciclo Fixo... 4 1.1 - Ciclo Fixo de Faceamento... 5 1.1.1 - Faceamento simples... 8 1.1.2 - Faceamento de perfil... 10 1.2 - Ciclo Fixo de Desbaste... 15 1.2.1 - Desbaste simples...
Exemplos de. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
USINAGEM AVANÇADA (TORNEAMENTO)
") MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.: Daniel
MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISIONAL E TECNOLOGICA INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS DE ARARANGUÁ USINAGEM AVANÇADA (TORNEAMENTO) Prof.: Daniel
MANUAL OPERAÇÃO FRESADORA PADRÃO
 V100 Página deixada em branco Intencionalmente pág.2 ÍNDICE Índice 1 - OPERAÇÃO MÁQUINA... 7 1.1 - INICIALIZAÇÃO... 7 1.2 - BUSCA DE REFERÊNCIA... 9 1.3. MODO MANUAL... 11 1.3.1 JOG... 11 1.3.2 MODO INCREMENTAL...
V100 Página deixada em branco Intencionalmente pág.2 ÍNDICE Índice 1 - OPERAÇÃO MÁQUINA... 7 1.1 - INICIALIZAÇÃO... 7 1.2 - BUSCA DE REFERÊNCIA... 9 1.3. MODO MANUAL... 11 1.3.1 JOG... 11 1.3.2 MODO INCREMENTAL...
Use a ferramenta Project Geometry geometria dos rasgos interiores. O sketch criado deve conter todos os contornos do modelo 3D.
 Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Introdução ao Controle Numérico
 Introdução ao Controle Numérico Prof. João Paulo P. Marcicano; e-mail: marcican@usp.br Introdução O controle numérico (CN) é um método de controle dos movimentos de máquinas pela interpretação direta de
Introdução ao Controle Numérico Prof. João Paulo P. Marcicano; e-mail: marcican@usp.br Introdução O controle numérico (CN) é um método de controle dos movimentos de máquinas pela interpretação direta de
INFORMATIVO DE PRODUTO
 Temporizador Automático / Relógio Programador de Horário Para Acionamento Automático de Sirenes e Outros Equipamentos Código: AFKITPROG 2 O REGISTRADOR ELETRÔNICO DE PONTO REP O Relógio Acionador Automático
Temporizador Automático / Relógio Programador de Horário Para Acionamento Automático de Sirenes e Outros Equipamentos Código: AFKITPROG 2 O REGISTRADOR ELETRÔNICO DE PONTO REP O Relógio Acionador Automático
TRABALHOS PRÁTICOS PROGRAMAÇÃO NC
 Universidade de Brasília Faculdade de Tecnologia Engenharia Mecatrônica Tecnologias de Comando Numérico Prof. Alberto J. Alvares TRABALHOS PRÁTICOS PROGRAMAÇÃO NC 1. Peça Exemplo: Elaborar um programa
Universidade de Brasília Faculdade de Tecnologia Engenharia Mecatrônica Tecnologias de Comando Numérico Prof. Alberto J. Alvares TRABALHOS PRÁTICOS PROGRAMAÇÃO NC 1. Peça Exemplo: Elaborar um programa
Funções de Posicionamento para Controle de Eixos
 Funções de Posicionamento para Controle de Eixos Resumo Atualmente muitos Controladores Programáveis (CPs) classificados como de pequeno porte possuem, integrados em um único invólucro, uma densidade significativa
Funções de Posicionamento para Controle de Eixos Resumo Atualmente muitos Controladores Programáveis (CPs) classificados como de pequeno porte possuem, integrados em um único invólucro, uma densidade significativa
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
GUIA RÁPIDO LEVANTAMENTO TOPOGRÁFICO EMBRATOP GEO TECNOLOGIAS DEPTO. SUPORTE
 GUIA RÁPIDO LEVANTAMENTO TOPOGRÁFICO 1 Iniciando o equipamento Ligue o instrumento pressionando a tecla power durante +ou 3 segundos. Se o compensador estiver ligado para 1 ou 2 eixos, o prumo laser será
GUIA RÁPIDO LEVANTAMENTO TOPOGRÁFICO 1 Iniciando o equipamento Ligue o instrumento pressionando a tecla power durante +ou 3 segundos. Se o compensador estiver ligado para 1 ou 2 eixos, o prumo laser será
Cotagens especiais. Você já aprendeu a interpretar cotas básicas
 A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
RELÓGIOS COMPARADORES
 RELÓGIOS COMPARADORES Os Relógios comparadores, também chamados de Comparador de quadrante ou Amplificador, são instrumentos largamente utilizados com a finalidade de se fazer medidas lineares por meio
RELÓGIOS COMPARADORES Os Relógios comparadores, também chamados de Comparador de quadrante ou Amplificador, são instrumentos largamente utilizados com a finalidade de se fazer medidas lineares por meio
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Tópico 5. Aula Prática: Paquímetro e Micrômetro: Propagação de Incertezas - Determinação Experimental do Volume de um Objeto
 Tópico 5. Aula Prática: Paquímetro e Micrômetro: Propagação de Incertezas - Determinação Experimental do Volume de um Objeto 1. INTRODUÇÃO Será calculado o volume de objetos como esferas, cilindros e cubos
Tópico 5. Aula Prática: Paquímetro e Micrômetro: Propagação de Incertezas - Determinação Experimental do Volume de um Objeto 1. INTRODUÇÃO Será calculado o volume de objetos como esferas, cilindros e cubos
Programação de Robótica: Modo Circuitos Programados - Avançado -
 Programação de Robótica: Modo Circuitos Programados - Avançado - 1 Programação de Robótica: Modo Circuitos Programados - Avançado ATENÇÃO Lembramos que você poderá consultar o Manual de Referência do Software
Programação de Robótica: Modo Circuitos Programados - Avançado - 1 Programação de Robótica: Modo Circuitos Programados - Avançado ATENÇÃO Lembramos que você poderá consultar o Manual de Referência do Software
Informações jurídicas
 Fundamentos da programação 1 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manual de programação Comandos de deslocamento
Fundamentos da programação 1 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manual de programação Comandos de deslocamento
Sagômetro Digital. Manual de Instalação e Operação
 Manual de Instalação e Operação MANUAL DE INSTALAÇÃO E OPERAÇÃO APRESENTAÇÃO: Esse instrumento foi especialmente desenvolvido para realizar medições de Ságitas em Blocos Oftálmicos onde através de software
Manual de Instalação e Operação MANUAL DE INSTALAÇÃO E OPERAÇÃO APRESENTAÇÃO: Esse instrumento foi especialmente desenvolvido para realizar medições de Ságitas em Blocos Oftálmicos onde através de software
Central de Alarme de Oito Zonas
 Central de Alarme de Oito Zonas R02 ÍNDICE CARACTERÍSTICAS GERAIS:... 3 CARACTERÍSTICAS TÉCNICAS:... 3 CONHECENDO A CENTRAL:... 4 COMO A CENTRAL FUNCIONA:... 4 COMO APAGAR A MEMÓRIA DA CENTRAL:... 4 COMO
Central de Alarme de Oito Zonas R02 ÍNDICE CARACTERÍSTICAS GERAIS:... 3 CARACTERÍSTICAS TÉCNICAS:... 3 CONHECENDO A CENTRAL:... 4 COMO A CENTRAL FUNCIONA:... 4 COMO APAGAR A MEMÓRIA DA CENTRAL:... 4 COMO
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Índice 1 - PROGRAMAÇÃO 2 - COMPENSAÇÃO 3 - CICLOS 4 - INTERPOLAÇÃO POLAR E CILÍNDRICA 5 - PRESSET 6 - ZERO PEÇA 7 - MANUTENÇÃO DA TORRE 8
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Índice 1 - PROGRAMAÇÃO 2 - COMPENSAÇÃO 3 - CICLOS 4 - INTERPOLAÇÃO POLAR E CILÍNDRICA 5 - PRESSET 6 - ZERO PEÇA 7 - MANUTENÇÃO DA TORRE 8
GEOMAX SÉRIE ZOOM APLICATIVO LINHA DE REFERÊNCIA. 1- Exemplo de locação usando o aplicativo Linha de referência:
 GEOMAX SÉRIE ZOOM APLICATIVO LINHA DE REFERÊNCIA Introdução. O Objetivo deste guia é ensinar como utilizar o programa Linha de refeência das estações Totais Geomax série ZOOM 20 e 30, sem qualquer menção
GEOMAX SÉRIE ZOOM APLICATIVO LINHA DE REFERÊNCIA Introdução. O Objetivo deste guia é ensinar como utilizar o programa Linha de refeência das estações Totais Geomax série ZOOM 20 e 30, sem qualquer menção
Fresadora CNC (denford)
") Fresadora CNC (denford) Máquinas à Comando Numérico 08/01/09 - Prof. J. Gregório do Nascimento - 1 Teclado Tutor RESET apaga mensagem de alarme. Reposiciona o programa para iniciar no modo de Editor. ALFA/NUMÉRICO
Fresadora CNC (denford) Máquinas à Comando Numérico 08/01/09 - Prof. J. Gregório do Nascimento - 1 Teclado Tutor RESET apaga mensagem de alarme. Reposiciona o programa para iniciar no modo de Editor. ALFA/NUMÉRICO
Guia de consulta rápida
 Guia de consulta rápida DigiFlash Smart Trigger 1 2 3 4 5 17 Smart Trigger 6 7 8 9 16 15 14 13 12 11 10 O DigiFlash Smart Trigger é um dispositivo para disparar flashes a partir de um evento externo. Pode
Guia de consulta rápida DigiFlash Smart Trigger 1 2 3 4 5 17 Smart Trigger 6 7 8 9 16 15 14 13 12 11 10 O DigiFlash Smart Trigger é um dispositivo para disparar flashes a partir de um evento externo. Pode
LASERTECK LTA450 MANUAL DE USO
 LASERTECK LTA450 MANUAL DE USO 2014 SUMÁRIO 1 INTRODUÇÃO... 3 2 INFORMAÇÕES TÉCNICAS... 3 3 CALIBRAGEM DOS MÓDULOS LASER (AFERIÇÃO E TEMPORIZAÇÃO)... 3 3.1 AFERIÇÃO DO LASER PONTO LONGITUDINAL...3 3.2
LASERTECK LTA450 MANUAL DE USO 2014 SUMÁRIO 1 INTRODUÇÃO... 3 2 INFORMAÇÕES TÉCNICAS... 3 3 CALIBRAGEM DOS MÓDULOS LASER (AFERIÇÃO E TEMPORIZAÇÃO)... 3 3.1 AFERIÇÃO DO LASER PONTO LONGITUDINAL...3 3.2
MANUAL DE OPERAÇÕES AHC CRANE 21644
 MANUAL DE OPERAÇÕES AHC CRANE 21644 PÁGINA DO AHC Na figura acima são exibidas as seguintes informações: 1- Velocidade do cabo. 2- Pressão do Nitrogênio no Compensador do AHC. 3- Carga máxima permitida
MANUAL DE OPERAÇÕES AHC CRANE 21644 PÁGINA DO AHC Na figura acima são exibidas as seguintes informações: 1- Velocidade do cabo. 2- Pressão do Nitrogênio no Compensador do AHC. 3- Carga máxima permitida
Tecnologia em encadernações. www.lassane.com.br
 Tecnologia em encadernações www.lassane.com.br Encadernação com Wire-o Anel INÍCIO DA OPERAÇÃO A encadernação com Wire-o - ou duplo anel - proporciona um acabamento superior, além de facilitar o manuseio
Tecnologia em encadernações www.lassane.com.br Encadernação com Wire-o Anel INÍCIO DA OPERAÇÃO A encadernação com Wire-o - ou duplo anel - proporciona um acabamento superior, além de facilitar o manuseio
Os ícones que são usados nos desenhos de moldes estão dispostos na paleta na seguinte ordem:
 Paleta de moldes Os ícones que são usados nos desenhos de moldes estão dispostos na paleta na seguinte ordem: A seguir, apresentam-se os comandos mais usados, indicando seu ícone correspondente, informação
Paleta de moldes Os ícones que são usados nos desenhos de moldes estão dispostos na paleta na seguinte ordem: A seguir, apresentam-se os comandos mais usados, indicando seu ícone correspondente, informação
T-530. Características. Características técnicas TELE ALARME MICROPROCESSADO. Aplicação
 12 T-530 TELE ALARME MICROPROCESSADO Aplicação Equipamento desenvolvido a fim de realizar automaticamente discagens telefônicas para aviso de alarme. Podendo ser implementado praticamente à todos os sistema
12 T-530 TELE ALARME MICROPROCESSADO Aplicação Equipamento desenvolvido a fim de realizar automaticamente discagens telefônicas para aviso de alarme. Podendo ser implementado praticamente à todos os sistema
CNC 8055 / CNC 8055i MANUAL DE AUTO-APRENDIZAGEM (OPÇÃO TC ) (REF 0607) (Ref 0607)
 (REF 0607) (Ref 0607)") CNC 8055 / CNC 8055i (REF 0607) MANUAL DE AUTO-APRENDIZAGEM (OPÇÃO TC ) (Ref 0607) Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta documentação, transmitir-se, transcrever-se,
CNC 8055 / CNC 8055i (REF 0607) MANUAL DE AUTO-APRENDIZAGEM (OPÇÃO TC ) (Ref 0607) Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta documentação, transmitir-se, transcrever-se,
Programação Básica em STEP 7 Operações Binárias. SITRAIN Training for Automation and Drives. Página 6-1
 Conteúdo Página Operações Lógicas Binárias: AND, OR...2 Operações Lógicas Binárias: OR Exclusivo (XOR)...3 Contatos Normalmente Abertos e Normalmente Fechados. Sensores e Símbolos... 4 Exercício...5 Resultado
Conteúdo Página Operações Lógicas Binárias: AND, OR...2 Operações Lógicas Binárias: OR Exclusivo (XOR)...3 Contatos Normalmente Abertos e Normalmente Fechados. Sensores e Símbolos... 4 Exercício...5 Resultado
www.sulton.com.br 1. Apresentação do Tele Alarme Tom e Pulso
 1. Apresentação do Tele Alarme Tom e Pulso Equipamento desenvolvido a fim de realizar automaticamente discagens telefônicas para aviso de alarme. Podendo ser implementado praticamente à todos os sistema
1. Apresentação do Tele Alarme Tom e Pulso Equipamento desenvolvido a fim de realizar automaticamente discagens telefônicas para aviso de alarme. Podendo ser implementado praticamente à todos os sistema
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC
 CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
Manual de Instalação... 2 RECURSOS DESTE RELÓGIO... 3 1 - REGISTRANDO O ACESSO... 4 1.1 Acesso através de cartão de código de barras:...
 0 Conteúdo Manual de Instalação... 2 RECURSOS DESTE RELÓGIO... 3 1 - REGISTRANDO O ACESSO... 4 1.1 Acesso através de cartão de código de barras:... 4 1.2 Acesso através do teclado (digitando a matrícula):...
0 Conteúdo Manual de Instalação... 2 RECURSOS DESTE RELÓGIO... 3 1 - REGISTRANDO O ACESSO... 4 1.1 Acesso através de cartão de código de barras:... 4 1.2 Acesso através do teclado (digitando a matrícula):...
Série 521 Para relógios comparadores, sensores tipo apalpadores e relógios apalpadores com graduação de 0,001 mm. Especificações
 Calibradores de Relógios Comparadores Para calibração de relógios comparadores digitais e analógicos, relógios apalpadores, sensor tipo apalpador com capacidade máxima de 5 mm. Graduação: 0,0002 mm Série
Calibradores de Relógios Comparadores Para calibração de relógios comparadores digitais e analógicos, relógios apalpadores, sensor tipo apalpador com capacidade máxima de 5 mm. Graduação: 0,0002 mm Série
SINUMERIK. SINUMERIK 802D sl T/M. Máquina Manual Plus, Torneamento. Prefácio. Descrição 1. Interface de software 2
 Prefácio SINUMERIK SINUMERIK 802D sl SINUMERIK SINUMERIK 802D sl Manual de programação e de utilização Descrição 1 Interface de software 2 Ligação, aproximação do ponto de referência 3 Preparação 4 Usinagem
Prefácio SINUMERIK SINUMERIK 802D sl SINUMERIK SINUMERIK 802D sl Manual de programação e de utilização Descrição 1 Interface de software 2 Ligação, aproximação do ponto de referência 3 Preparação 4 Usinagem
Treinamento e Aplicação
 MANUAL DE OPERAÇÃO ÍNDICE GERAL: 1 Ligar a máquina. 1.1 Desligar a máquina 1.2 Referencia 2 Descrição do teclado. 2.1 Funções dos botões 2.2 Páginas de trabalho 3 - Handle (manivela). 3.1 marcadores de
MANUAL DE OPERAÇÃO ÍNDICE GERAL: 1 Ligar a máquina. 1.1 Desligar a máquina 1.2 Referencia 2 Descrição do teclado. 2.1 Funções dos botões 2.2 Páginas de trabalho 3 - Handle (manivela). 3.1 marcadores de
Desenho Técnico. Desenho Projetivo e Perspectiva Isométrica
 Desenho Técnico Assunto: Aula 3 - Desenho Projetivo e Perspectiva Isométrica Professor: Emerson Gonçalves Coelho Aluno(A): Data: / / Turma: Desenho Projetivo e Perspectiva Isométrica Quando olhamos para
Desenho Técnico Assunto: Aula 3 - Desenho Projetivo e Perspectiva Isométrica Professor: Emerson Gonçalves Coelho Aluno(A): Data: / / Turma: Desenho Projetivo e Perspectiva Isométrica Quando olhamos para
Obs.: O processo irá se repetir enquanto durar o disparo do alarme.
 pág. 9 DISCADOR T-430 Aplicação: Equipamento desenvolvido a fim de realizar automaticamente discagens telefônicas para aviso de alarme. Podendo ser implementado praticamente à todos os sistema de alarme.
pág. 9 DISCADOR T-430 Aplicação: Equipamento desenvolvido a fim de realizar automaticamente discagens telefônicas para aviso de alarme. Podendo ser implementado praticamente à todos os sistema de alarme.
Controladores Lógicos Programáveis CLP (parte-3)
") Controladores Lógicos Programáveis CLP (parte-3) Mapeamento de memória Na CPU (Unidade Central de Processamento) de um CLP, todas a informações do processo são armazenadas na memória. Essas informações
Controladores Lógicos Programáveis CLP (parte-3) Mapeamento de memória Na CPU (Unidade Central de Processamento) de um CLP, todas a informações do processo são armazenadas na memória. Essas informações
CNC 8055 TC. Manual de auto-aprendizagem REF. 1010 SOFT: V01.0X
 CNC 8055 TC Manual de auto-aprendizagem REF. 1010 SOFT: V01.0X Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta documentação, transmitir-se, transcrever-se, armazenar-se num sistema
CNC 8055 TC Manual de auto-aprendizagem REF. 1010 SOFT: V01.0X Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta documentação, transmitir-se, transcrever-se, armazenar-se num sistema
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
Medição tridimensional
 A U A UL LA Medição tridimensional Um problema O controle de qualidade dimensional é tão antigo quanto a própria indústria, mas somente nas últimas décadas vem ocupando a importante posição que lhe cabe.
A U A UL LA Medição tridimensional Um problema O controle de qualidade dimensional é tão antigo quanto a própria indústria, mas somente nas últimas décadas vem ocupando a importante posição que lhe cabe.
Página deixada intencionalmente em branco
 Operação Torno 1 Página deixada intencionalmente em branco 2 1 - Operação Máquina... 5 1.1 - Inicialização... 5 1.2 - Busca de Referência.... 8 1.2.1 - Busca através de micros de referência.... 8 1.2.2
Operação Torno 1 Página deixada intencionalmente em branco 2 1 - Operação Máquina... 5 1.1 - Inicialização... 5 1.2 - Busca de Referência.... 8 1.2.1 - Busca através de micros de referência.... 8 1.2.2
Desenho de máquinas. Aula 3
 Desenho de máquinas Aula 3 Cotagem A cotagem e a escolhas das vistas que irão compor um desenho, são os dois itens que mais exigem conhecimentos e experiência do engenheiro mecânico na área do Desenho
Desenho de máquinas Aula 3 Cotagem A cotagem e a escolhas das vistas que irão compor um desenho, são os dois itens que mais exigem conhecimentos e experiência do engenheiro mecânico na área do Desenho
1. INTRODUÇÃO 2. ESPECIFICAÇÕES
 1. INTRODUÇÃO O timer TI-10 foi projetado para atender a maior parte das necessidades de temporização em laboratórios, residências, lojas e nas indústrias. O microprocessador, a memória e o display do
1. INTRODUÇÃO O timer TI-10 foi projetado para atender a maior parte das necessidades de temporização em laboratórios, residências, lojas e nas indústrias. O microprocessador, a memória e o display do
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Iniciação ao Comando Numérico Computadorizado. Iniciação ao Comando Numérico SENAI-SP, 2003
 1 Iniciação ao Comando Numérico SENAI-SP, 2003 Trabalho organizado pela escola SENAI Mariano Ferraz do Departamento Regional do SENAI-SP Revisão 10 / 05 / 06 Equipe responsável Coordenação Geral Adelmo
1 Iniciação ao Comando Numérico SENAI-SP, 2003 Trabalho organizado pela escola SENAI Mariano Ferraz do Departamento Regional do SENAI-SP Revisão 10 / 05 / 06 Equipe responsável Coordenação Geral Adelmo
Sua indústria. Seu show. Seu Futuro
 Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
PS 9100. Contadora e Classificadora de Moedas
 Contadora e Classificadora de Moedas ÍNDICE 1 Identificação : 2 Instalação: 2.1 Conteúdo: 2.2 Desembalagem : 2.3 Instruções de Instalação : 3 Documentos : 3.1 Especificações das Moedas : 3.2 Condições
Contadora e Classificadora de Moedas ÍNDICE 1 Identificação : 2 Instalação: 2.1 Conteúdo: 2.2 Desembalagem : 2.3 Instruções de Instalação : 3 Documentos : 3.1 Especificações das Moedas : 3.2 Condições
Parte 3 do torneamento: Programação. (dialeto ISO) SINUMERIK. SINUMERIK 808D Parte 3 do torneamento: Programação (dialeto ISO)
 SINUMERIK. SINUMERIK 808D Parte 3 do torneamento: Programação (dialeto ISO)") Parte 3 do torneamento: Programação (dialeto ISO) SINUMERIK SINUMERIK 808D Parte 3 do torneamento: Programação (dialeto ISO) Fundamentos da programação 1 Três modos de códigos G 2 Comandos de curso 3 Comandos
Parte 3 do torneamento: Programação (dialeto ISO) SINUMERIK SINUMERIK 808D Parte 3 do torneamento: Programação (dialeto ISO) Fundamentos da programação 1 Três modos de códigos G 2 Comandos de curso 3 Comandos
Hera Indústria de Equipamentos Eletrônicos LTDA. Manual de Instalação e Operação. Discadora por Celular HERA HR2048.
 Discadora por Celular HERA HR2048 Manual do Usuário Índice: Paginas: 1. Introdução 03 1.1 Visão Geral 03 2. Características 04 3. Funcionamento 04, 05 e 06 3.1 Mensagens 06 e 07 4. Instalação da Discadora
Discadora por Celular HERA HR2048 Manual do Usuário Índice: Paginas: 1. Introdução 03 1.1 Visão Geral 03 2. Características 04 3. Funcionamento 04, 05 e 06 3.1 Mensagens 06 e 07 4. Instalação da Discadora
KISSsoft 03/2014 Tutorial 6
 KISSsoft 03/2014 Tutorial 6 Editor de Eixos-Árvore KISSsoft AG Rosengartenstrasse 4 8608 Bubikon Suiça Telefone: +41 55 254 20 50 Fax: +41 55 254 20 51 info@kisssoft.ag www.kisssoft.ag Índice 1 Começando
KISSsoft 03/2014 Tutorial 6 Editor de Eixos-Árvore KISSsoft AG Rosengartenstrasse 4 8608 Bubikon Suiça Telefone: +41 55 254 20 50 Fax: +41 55 254 20 51 info@kisssoft.ag www.kisssoft.ag Índice 1 Começando
Manual de utilização do módulo NSE METH-8RL/Exp
 INSTALAÇÃO 1 - Baixe o arquivo Software Configurador Ethernet disponível para download em www.nse.com.br/downloads-manuais e descompacte-o em qualquer pasta de sua preferência. 2 - Conecte a fonte 12Vcc/1A
INSTALAÇÃO 1 - Baixe o arquivo Software Configurador Ethernet disponível para download em www.nse.com.br/downloads-manuais e descompacte-o em qualquer pasta de sua preferência. 2 - Conecte a fonte 12Vcc/1A
Manufatura Assistida por Computador
 Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
Perspectiva isométrica de modelos com elementos diversos
 Perspectiva isométrica de modelos com elementos diversos Introdução Algumas peças apresentam partes arredondadas, elementos arredondados ou furos, como mostram os exemplos abaixo: parte arredondada furo
Perspectiva isométrica de modelos com elementos diversos Introdução Algumas peças apresentam partes arredondadas, elementos arredondados ou furos, como mostram os exemplos abaixo: parte arredondada furo
Manual de Instruções específicas
 Manual de Instruções específicas PT Instruções de instalação: PT Instruções para extracção do filtro anti-gordura Vidro desmontável superior Vidro desmontável 1) Fases para a extracção do vidro superior:
Manual de Instruções específicas PT Instruções de instalação: PT Instruções para extracção do filtro anti-gordura Vidro desmontável superior Vidro desmontável 1) Fases para a extracção do vidro superior:
MANUAL DE OPERAÇÃO E PROGRAMAÇÃO VERSÃO 2.2 08/03
 MANUAL DE OPERAÇÃO E PROGRAMAÇÃO VERSÃO 2.2 08/03 PÁGINA DEIXADA EM BRANCO INTENCIONALMENTE ÍNDICE GERAL INTRODUÇÃO 1 - INICIALIZAÇÃO 2 - MODO DE REFERENCIAMENTO 3 - MODO MANUAL 4 - DIRETÓRIOS - MANIPULAÇÃO
MANUAL DE OPERAÇÃO E PROGRAMAÇÃO VERSÃO 2.2 08/03 PÁGINA DEIXADA EM BRANCO INTENCIONALMENTE ÍNDICE GERAL INTRODUÇÃO 1 - INICIALIZAÇÃO 2 - MODO DE REFERENCIAMENTO 3 - MODO MANUAL 4 - DIRETÓRIOS - MANIPULAÇÃO
EXPERIMENTO 1: PROPAGAÇÃO DE INCERTEZAS ( Determinaçãoda massa específica )
") EXPERIMENTO 1: PROPAGAÇÃO DE INCERTEZAS ( Determinaçãoda massa específica ) 1- INTRODUÇÃO Este experimento tem como objetivo o aprendizado no manuseio de instrumentos de medição bem como suas respectivas
EXPERIMENTO 1: PROPAGAÇÃO DE INCERTEZAS ( Determinaçãoda massa específica ) 1- INTRODUÇÃO Este experimento tem como objetivo o aprendizado no manuseio de instrumentos de medição bem como suas respectivas
INFORMATIVO DE PRODUTO
 Sensor / Detector de Fumaça Óptico Endereçável 04 Níveis de Detecção Com Módulo Isolador - Código: AFS130IS. (Uso Conjunto às Centrais de Alarme da Série IRIS). O detector de fumaça código AFS130IS é um
Sensor / Detector de Fumaça Óptico Endereçável 04 Níveis de Detecção Com Módulo Isolador - Código: AFS130IS. (Uso Conjunto às Centrais de Alarme da Série IRIS). O detector de fumaça código AFS130IS é um
Concepção e Fabrico Assistidos por Computador
 Departamento de Eng. Mecânica e Gestão Industrial Concepção e Fabrico Assistidos por Computador Mestrado Integrado em Engenharia Mecânica Teste Escrito 14/01/2008 2007/2008 Duração total: 90 min SEM CONSULTA
Departamento de Eng. Mecânica e Gestão Industrial Concepção e Fabrico Assistidos por Computador Mestrado Integrado em Engenharia Mecânica Teste Escrito 14/01/2008 2007/2008 Duração total: 90 min SEM CONSULTA
3. No painel da direita, dê um clique com o botão direito do mouse em qualquer espaço livre (área em branco).
.") Permissões de compartilhamento e NTFS - Parte 2 Criando e compartilhando uma pasta - Prática Autor: Júlio Battisti - Site: www.juliobattisti.com.br Neste tópico vamos criar e compartilhar uma pasta chamada
Permissões de compartilhamento e NTFS - Parte 2 Criando e compartilhando uma pasta - Prática Autor: Júlio Battisti - Site: www.juliobattisti.com.br Neste tópico vamos criar e compartilhar uma pasta chamada
Placa Acessório Modem Impacta
 manual do usuário Placa Acessório Modem Impacta Parabéns, você acaba de adquirir um produto com a qualidade e segurança Intelbras. A Placa Modem é um acessório que poderá ser utilizado em todas as centrais
manual do usuário Placa Acessório Modem Impacta Parabéns, você acaba de adquirir um produto com a qualidade e segurança Intelbras. A Placa Modem é um acessório que poderá ser utilizado em todas as centrais
PV-2200 MANUAL DE INSTRUÇÃO
 Pág.:1 MÁQUINA: MODELO: NÚMERO DE SÉRIE: ANO DE FABRICAÇÃO: O presente manual contém instruções para instalação e operação. Todas as instruções nele contidas devem ser rigorosamente seguidas do que dependem
Pág.:1 MÁQUINA: MODELO: NÚMERO DE SÉRIE: ANO DE FABRICAÇÃO: O presente manual contém instruções para instalação e operação. Todas as instruções nele contidas devem ser rigorosamente seguidas do que dependem
AutoCAD para TOPOGRAFIA
 T O P O G R A F I A A P L I C A D A AutoCAD para TOPOGRAFIA COM BASE NA VERSÃO AutoCAD - 2 0 1 2 Prof. Hiroshi Paulo Yoshizane hiroshiy@ft.unicamp.br; hiroshi55ster@gmail.com www.professorhiroshi.com.br
T O P O G R A F I A A P L I C A D A AutoCAD para TOPOGRAFIA COM BASE NA VERSÃO AutoCAD - 2 0 1 2 Prof. Hiroshi Paulo Yoshizane hiroshiy@ft.unicamp.br; hiroshi55ster@gmail.com www.professorhiroshi.com.br
PROGRAMAÇÃO BÁSICA DE CLP
 PROGRAMAÇÃO BÁSICA DE CLP Partindo de um conhecimento de comandos elétricos e lógica de diagramas, faremos abaixo uma revisão para introdução à CLP. Como saber se devemos usar contatos abertos ou fechados
PROGRAMAÇÃO BÁSICA DE CLP Partindo de um conhecimento de comandos elétricos e lógica de diagramas, faremos abaixo uma revisão para introdução à CLP. Como saber se devemos usar contatos abertos ou fechados
1.3 Conectando a rede de alimentação das válvulas solenóides
 1.3 Conectando a rede de alimentação das válvulas solenóides CONTROLE DE FLUSHING AUTOMÁTICO LCF 12 Modo Periódico e Horário www.lubing.com.br (19) 3583-6929 DESCALVADO SP 1. Instalação O equipamento deve
1.3 Conectando a rede de alimentação das válvulas solenóides CONTROLE DE FLUSHING AUTOMÁTICO LCF 12 Modo Periódico e Horário www.lubing.com.br (19) 3583-6929 DESCALVADO SP 1. Instalação O equipamento deve
Micrômetros para Medições de Rebordos de Latas
 Micrômetros para Medições de Rebordos de Latas Série 147 Para controle preciso de profundidade e espessura em rebordos de latas. Profundidade de rebordo (profundidade maior que 5 mm) 147 103 para latas
Micrômetros para Medições de Rebordos de Latas Série 147 Para controle preciso de profundidade e espessura em rebordos de latas. Profundidade de rebordo (profundidade maior que 5 mm) 147 103 para latas
Inventario de produtos
 Inventario de produtos Parar o TAC. Gerar o inventario. Informações de erros na importação de produtos. Produtos sem código tributário associado. A posse de produtos no Thotau. Como corrigir as posses
Inventario de produtos Parar o TAC. Gerar o inventario. Informações de erros na importação de produtos. Produtos sem código tributário associado. A posse de produtos no Thotau. Como corrigir as posses
COMO ATUALIZAR AUTOMATICAMENTE PLANILHAS EM EXCEL OBTENDO INFORMAÇÕES ON-LINE VIA INTERNET
 COMO ATUALIZAR AUTOMATICAMENTE PLANILHAS EM EXCEL OBTENDO INFORMAÇÕES ON-LINE VIA INTERNET! Como atualizar dados de planilhas automaticamente via Internet?! Que tipo de dados podem ser atualizados?! Quais
COMO ATUALIZAR AUTOMATICAMENTE PLANILHAS EM EXCEL OBTENDO INFORMAÇÕES ON-LINE VIA INTERNET! Como atualizar dados de planilhas automaticamente via Internet?! Que tipo de dados podem ser atualizados?! Quais