O MONITORAMENTO DA SOLDAGEM COMO CONTROLE DA QUALIDADE NA INDÚSTRIA NAVAL
|
|
|
- Ilda Ísis Godoi Leão
- 8 Há anos
- Visualizações:
Transcrição
1 O MONITORAMENTO DA SOLDAGEM COMO CONTROLE DA QUALIDADE NA INDÚSTRIA NAVAL Campos dos Goytacazes RJ Março 2015

2 O monitoramento da soldagem como controle da qualidade na indústria naval Resumo Na indústria naval o processo de soldagem se mostra uma importante atividade em todas as etapas da produção. Assim, é necessário um controle rígido de qualidade a fim de assegurar a segurança das embarcações - antes, durante e após a manufatura, a credibilidade da construtora e prevenir riscos. Além de permitir uma rastreabilidade facilitada das soldas realizadas no projeto, podendo ser tomadas medidas corretivas, no caso de falhas, e preventivas, identificando a causa raiz da falha. Ferramentas, tais como softwares, são utilizadas para assegurar este controle, gerando um registro digital de fácil consulta tanto para a construtora como clientes. Palavras-chave Soldagem, controle de qualidade, rastreabilidade, indústria naval, produção naval Cristiano Farias Coelho, M.Sc. Lucivan Pereira Barros Junior, M.Sc. Orientador: Prof. Marcelo Neves, D.Sc. 1. Introdução O processo de produção naval consiste de quase 80% em atividade de soldagem propriamente dita, e sendo um segmento de valor agregado, o grau de exigência quanto ao atendimento às normas é considerado elevado (FEDELE, 2000). Para diversas aplicações, as normas relevantes exigem que, antes da execução da soldagem de produção, os procedimentos que serão adotados para a sua execução sejam especificados e testados (qualificados). Este processo visa demonstrar que, através do 2

3 procedimento proposto, soldas adequadas, de acordo com os requisitos colocados por normas técnicas como AWS (American Welding society) e ASME (The American Society of Mechanical Engineers) ou estabelecidos em contrato, possam ser obtidas. Além disto, ele permite uniformizar e manter registro das condições especificadas de soldagem para controle do processo e eventual determinação de causas de falha. Por isso, o controle de qualidade no ambiente de indústria naval deve ser rigoroso, com o cadastramento de todas as informações fundamentais retiradas dos detalhamentos de projeto, tais como juntas, spools, lista de material, unidades, linhas, sistemas de teste, entre outros. O objetivo deste trabalho é apresentar, sob a forma de estudo de caso, como ocorre o controle de qualidade em um ambiente real de indústria naval, na construção, integração e comissionamento de navios plataforma do tipo FPSO (floating, production, storage and offloading; do inglês unidade flutuante de produção, armazenagem e transferência de óleo e gás). Dentro do controle da qualidade, é apresentado ainda uma proposta de otimização do processo de rastreabilidade de soldagem, afim de proporcionar um maior controle na inspeção das soldas executadas e assim aumentar a eficiência na identificação de possíveis falhas para que sejam tomadas as ações corretivas. 2. Metodologia O artigo desenvolveu um estudo de caráter qualitativo, e tem como objetivo uma pesquisa exploratória do tema referente ao controle de qualidade de soldagem em ambiente de indústria naval, através de um estudo de caso, além de contar com embasamento em levantamento bibliográfico. Segundo Gil (2010), o estudo de caso não exige um roteiro rígido para a sua delimitação, mas é possível definir quatro fases que mostram o seu delineamento: a) delimitação da unidade-caso; b) coleta de dados; c) seleção, análise e interpretação dos dados; d) elaboração do relatório. Baseado nisso, a metodologia utilizada neste projeto passou pelas seguintes etapas: 3

4 a) Delimitação da unidade-caso: através da vivência profissional em ambiente de indústria naval de um dos autores deste artigo, foi levantada a questão de como ocorre o monitoramento de juntas soldadas, para fins de controle de qualidade; b) Coleta de dados: conversa com profissionais do ramo para compreender o fluxo de processo do monitoramento da soldagem, assim como o acompanhamento desse fluxo na empresa (cuja identidade será preservada); c) Seleção, análise e interpretação dos dados: consulta a normas, procedimentos e instruções de trabalho; d) Elaboração do relatório: conclusão sobre a adequação do processo utilizado ao objetivo do controle de qualidade. A pesquisa bibliográfica serviu de suporte ao estudo de caso durante o desenvolvimento deste trabalho, cuja contribuição, de acordo com Marconi e Lakatos (2008), se dá quando procura explicar um problema a partir de referências teóricas publicadas em documentos. Ainda, de acordo com as autoras anteriormente citadas, a pesquisa bibliográfica busca conhecer e analisar as contribuições culturais ou científicas existentes sobre um determinado assunto, tema ou problema. Assim sendo, este trabalho baseou-se no procedimento de controle de qualidade de juntas soldadas (de tubulações, mais especificamente). Foi feita uma abordagem das maneiras mais eficazes para o tratamento do problema, através da utilização de uma ferramenta computacional, o Controltub. 3. Controle de qualidade Segundo Lobo (2003), a constatação de que a maior parte dos problemas de qualidade tinha origem em falhas gerenciais e não técnicas deu origem aos chamados sistemas de gestão da qualidade, que associam ações de controle, que têm ênfase na detecção de defeitos, com ações de administração da qualidade, que possui foco na prevenção de defeitos. Sendo assim, o controle de qualidade é uma importante ferramenta que assegura que o produto atenda às necessidades dos clientes. Além disso, uma melhoria nesse controle acarreta 4

5 um aumento na produtividade, pois quando a qualidade é garantida é possível maior produção como afirma Campos (1999). De acordo com Nascimento (2010), um sistema de controle de qualidade é exigido à uma empresa de três formas, a primeira é por leis e regulamentos governacionais, a segunda é devido as exigências dos seus clientes a fim de manter a competitividade e a terceira é necessária como uma ferramenta técnica, capaz de diferenciar uma organização de outra, promovendo assim a competitividade entre elas. 3.1 Controle de qualidade na soldagem De acordo com Modenesi (2005), as qualificações de procedimento de soldagem e de soldador (ou operador) fazem parte do sistema de garantia da qualidade em soldagem. Este controle engloba diversas outras atividades apresentando uma maior ou menor complexidade em função de cada empresa, seus objetivos e clientes, e do serviço em particular. Todos os processos de soldagem, sendo manual, semi ou totalmente automático, pode sofrer certas influências do soldador ou do operador, ou até do ambiente em que a solda foi realizada, e um julgamento dessas influências é de extrema importância nas tomadas de decisões preventivas e corretivas durante a execução da solda (MARTUCCI, 1991). Em geral, três etapas podem ser consideradas no processo de garantia de qualidade do procedimento de soldagem: 1. Controle antes da soldagem: que abrange, por exemplo, a análise do projeto, credenciamento de fornecedores ou controle da recepção e identificação de material (metal de base e consumíveis), qualificação de procedimentos de soldagem, de soldadores e de operadores, preparação da junta, calibração e manutenção de equipamentos de soldagem e auxiliares. 2. Controle durante a soldagem: que inclui o controle dos materiais usados (ex.: controle do armazenamento e utilização de eletrodos básicos), da preparação e limpeza da peça a ser soldada, montagem, ponteamento das juntas, controle da distorção, da temperatura de préaquecimento e entre passes, da execução da soldagem e inspeção visual. 3. Controle após soldagem: que pode ser realizado através de inspeções não destrutivas e de ensaios destrutivos de componentes selecionados por amostragem ou de corpos de prova soldados juntamente com a peça e registro da rastreabilidade da solda específica. Além de 5
, as qualificações de procedimento de soldagem e de soldador (ou operador) fazem parte do sistema de garantia da qualidade em soldagem.")
6 limpeza, conformidade com desenhos e especificações, ensaios de operações, controle de reparo e documentação das atividades de fabricação. De acordo com Oliveira (2010) os componentes utilizados na soldagem, no caso MIG/MAG, eletrodos, arame de solda e etc precisam ter características de qualidade, tais como porosidade, tamanho dos poros, resíduos superficiais e teores de elementos químicos especificados claramente para os fornecedores, pois estas características podem influenciar de maneira significativa na qualidade do produto final, sendo um controle anterior à execução da soldagem. Ainda fala dos cuidados que devem ser tomados com o resfriamento pós-solda para assim diminuir e até evitar problemas dimensionais, já que este tipo de soldagem gera um calor excessivo o que pode contribuir para a deformação do material de base, sendo assim um controle durante o processo de soldagem. Guimarães Filho (2009) ainda adiciona que um controle durante a soldagem seria feito pela presença de inspetores que acompanham todo o processo de soldagem, desde a verificação da matéria-prima e constatação do uso dos parâmetros corretos da EPS (Especificação de Procedimento de Soldagem). Ainda segundo Guimarães Filho, a permanência do inspetor durante o processo de soldagem estaria relacionado à constatação de possíveis indicações que podem fazer com que o procedimento seja realizado novamente, tais como: a preparação dos componentes para soldagem, posicionamento correto, regulagem da máquina de solda de acordo com o material a ser soldado até a aplicação da solda pelo soldador ou operador de soldagem. 3.2 Inspeção e ensaios não-destrutivos A inspeção de solda consiste em verificar as características da junta soldada bem como constatar a ocorrência de defeitos como trincas, porosidade, falta de fusão, falta de penetração, inclusão de escória e mordedura. De acordo com a Associação Brasileira de Ensaios Não-destrutivos e Inpeção (2010), os Ensaios Não-Destrutivos (ENDs) são importantes ferramentas técnicas utilizadas na inspeção de equipamentos e materiais nas etapas de produção, construção, montagem e manutenção rotineira, sem danificar os mesmos. E são essas técnicas que auxiliam no controle de qualidade, que vão assegurar a qualidade, reduzir risco de perda e contribuem para atestar a confiabilidade do produto final. Os exemplos de ENDs mais utilizados na indústria são 6

7 inspeção visual (IV), líquido penetrante (LP), partícula magnética (PM), ensaio de ultrasson (US), raio-x (RX) e outros, tais como contagem de ferrita e a medida da dureza do material. O tipo de operação de uma indústria também influi nos tipos e quantidades de ENDs que serão utilizados. Guimarães Filho (2009), ao se referir a indústrias mecânicas pesadas, destaca a exigência do equipamento produzido seja preservado após qualquer tipo de controle, por se tratar de poucas unidades fabricadas. Sendo nesse contexto que os ensaios não destrutivos se inserem. O setor de controle de qualidade conta com esses métodos que verificam defeitos do produto, até mesmo se esses defeitos são provenientes da fabricação ou do material e atestam também a degradação do produto em seu uso operacional. Mas para que os ENDs tenham seus resultados satisfatórios é preciso que haja uma preocupação com treinamento de pessoal, com qualificação e certificação, calibração dos equipamentos de END, além de diretrizes ou procedimentos qualificados para execução dos ensaios não-destrutivos, seguindo todas as normas que estabelecem os critérios de aceitação (NASCIMENTO, 2010). Além do fato de o controle de qualidade ser feita por meio da realização dos ensaios não-destrutivos, mais importante ainda é o registro desses ensaios. Por isso Filho (2009) destaca a importância da documentação no controle da qualidade. O uso de normas gerais de qualidade para a indicação de todo o processo, os materiais utilizados, instalações necessárias, normas referenciadas são essenciais para dar a diretriz do processo. O plano de solda, documento que pode indicar, em desenhos, do tipo de solda e a localização da solda na peça a ser soldada facilita a visualização do soldador. Um plano de inspeção, que deve possuir as inspeções intermediárias e finais que serão realizadas e também, uma solicitação de ensaio, durante o procedimento de soldagem de produção pode ser constatada a necessidade da realização de ensaios não destrutivos e cabe ao setor de qualidade aprovar esta solicitação, bem como uma documentação de registro de recebimento de material de ensaio. O operador também deve relatar os resultados dos ensaios no relatório de ensaio e o supervisor emitir o relatório de desempenho para levantar a eficiência dos operadores de acordo com as soldas reprovadas e aprovadas. 7

8 3.3 Monitoramento e rastreabilidade Devido ao grande volume de procedimentos de soldagem em um projeto de construção naval, a rastreabilidade e monitoramento das operações de soldagem se faz uma importante ferramenta para que o controle de qualidade de uma empresa seja eficiente, começando pela rastreabilidade da matéria-prima, do processo de soldagem propriamente dito, da documentação e do produto final (NASCIMENTO, 2010). Assim, Modenesi (2005) defende que dispor de facilidade para acessar estes procedimentos (em um banco de dados) e selecioná-los de acordo com os critérios dos códigos que estão sendo usados, é uma importante estratégia para manter a própria competitividade da empresa. Atualmente há uma diversidade de programas computacionais específicos para o armazenamento e seleção de procedimento de soldagem, um deles é o Controltub, utilizado pela empresa objeto de estudo neste artigo, cujo aplicação é discutida a seguir. 4. Estudo de caso: rastreabilidade da soldagem na construção e integração de fpso s 4.1 Empresa pesquisada Para preservar a identidade da empresa objeto de pesquisa deste estudo, o nome da mesma foi substituído por X. A empresa X foi fundada em Niterói (RJ), no Brasil em 2012, a partir da necessidade de atender a política brasileira de Conteúdo Local para a construção, integração e comissionamento de navios plataforma do tipo FPSO. Desde então com investimentos em infra-estrutura e recursos humanos, a X vem crescendo e aperfeiçoando a cada dia seus processos, observando as verdadeiras necessidades do mercado e estabelecendo um padrão internacional de qualidade. Ela possui um Sistema de Qualidade certificado com as exigências da ISO 9000 e constantemente passa por auditorias, internas e de seus clientes, para avaliações em seu Sistema a fim de constatar o atendimento das normas aplicáveis de fabricação. 8
 defende que dispor de facilidade para acessar estes procedimentos (em um banco de dados) e selecioná-los de acordo com os critérios dos códigos que estão sendo usados, é uma")
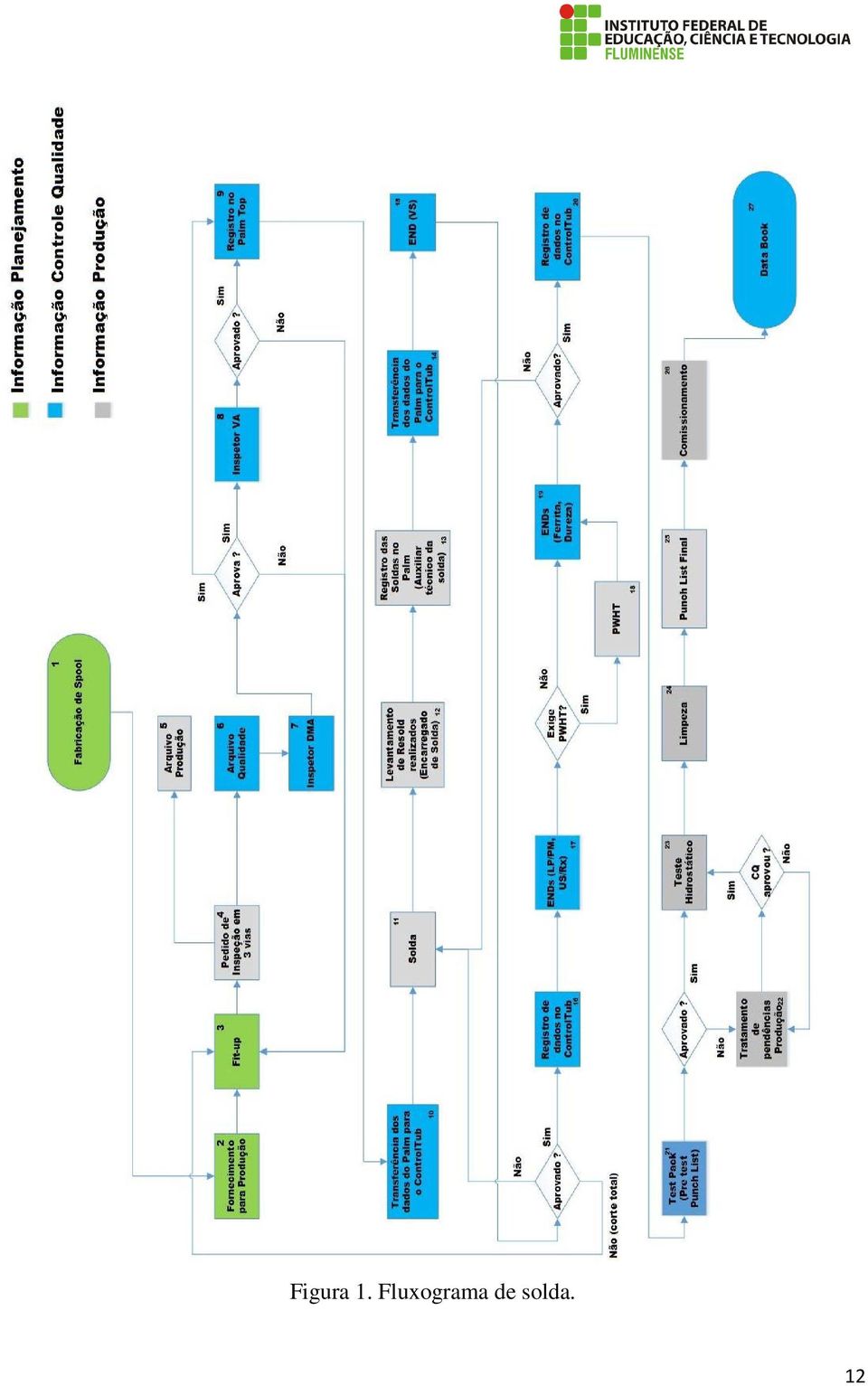
9 4.2. O processo escolhido Buscando contribuir com a melhoria contínua dos processos da empresa X e a um atendimento mais eficiente aos requisitos dos clientes, o processo de produção (Solda) e Controle da Qualidade vem estudando novas formas de aprimoramento de suas atividades, e é com essa finalidade que foram escolhidos para a implantação de procedimentos e práticas que visam melhorar a qualidade final do produto e atender aos requisitos do cliente. 4.3 A ferramenta de software De acordo com Mattos (2011), quando adequadamente alimentado, o Controltub, a partir da entrada dos dados, pela Produção e pelo setor de Controle da Qualidade, de execução da junta soldada (soldador de raiz, soldador de enchimento, Instrução de Execução e Inspeção de Solda IEIS ou Especificação de Procedimento de Soldagem - EPS aplicada), realiza toda uma análise da compatibilidade das variáveis essenciais e aponta eventuais inconformidades, caso alguma destas variáveis não tenham sido atendidas. Desta forma, o sistema complementa, de forma inteligente, o monitoramento do processo feito pelos profissionais envolvidos na obra, garantindo o pleno atendimento à Norma aplicável. 4.4 Estudo do processo Durante a integração, a etapa do projeto em que os módulos topside (unidades de processamento de óleo, água ou gás) construídos onshore são integrados em um navio FPSO, o setor de tubulação é a que recebe maior atenção pela importância da sua finalidade (transporte dos fluidos processados). A partir da fabricação, o spool (do inglês, tubulação) segue o seguinte fluxo mostrado na Figura 1. Interpretando o fluxo de processo de montagem de tubulação, chegou-se à enumeração da sequência das atividades, conforme segue: 1- Fabricação de spools (terceirizado); 9
, quando adequadamente alimentado, o Controltub, a partir da entrada dos dados, pela Produção e pelo setor de Controle da Qualidade, de execução")
10 2- Após a fabricação dos spools, estes são transportados para fornecimento à Produção da empresa X, sob o acompanhamento do Planejamento; 3- Início da etapa de fit-up (montagem) dos spools, sob a execução da Produção, que se baseia nas informações fornecidas pelo Planejamento. 4- Emissão pela Produção do Pedido de Inspeção (PI) de Ensaio Não-Destrutivo (END) em 3 (três) vias, na qual; 5-1 (uma) via fica para arquivo e; 6-2 (duas) vias são entregues ao Controle da Qualidade (CQ), sendo que uma é arquivada e; 7- A terceira é entregue ao Inspetor Dimensional (DMA), que vai a campo com um palm top para aprovar ou não cada montagem. Se reprovar, retorna ao passo 3, mas se aprovar, registra no palm top, e; 8- Repassa a via do PI ao Inspetor de Solda para o Visual de Ajuste (VA), que se reprovar, retorna ao passo 3, mas se aprovar, devolve o PI assinado ao Inspetor Dimensional, que fica para seu arquivo próprio; 9- O Inspetor de Solda registra a aprovação do VA no palm top e; 10- Entrega o palm top à equipe responsável em descarregar os dados do palm no Controltub, o software utilizado no projeto para controle da qualidade. Esses dados geram o relatório denominado Welding Map (do inglês, Mapa de Soldagem), que abre a necessidade de serviço para a etapa seguinte; 11- A solda de juntas; 12- O resoldista, após observação a olho nu, informa ao encarregado de solda sobre todas as juntas cujas soldas ele verificou a finalização, então o encarregado compila as informações em formulário contendo: o tag (do inglês, etiqueta), a junta, o I.E.I.S./Item, o Sinete (registro do soldador), a corrida (lote de consumível utilizado na solda) e um campo destinado para observação; 13- Este formulário é entregue ao auxiliar de soldagem, que registra as soldas realizadas no palm top, e em seguida; 14- Entrega à equipe que novamente descarrega os dados do palm top no Controltub ; 15- O Welding Map abre a necessidade de serviço para o primeiro Ensaio Não Destrutivo (END): o Visual de Solda (VS), que se for reprovado devido necessidade de reparo, retorna ao 10
, sendo que uma é arquivada e; 7- A terceira é entregue ao Inspetor Dimensional (DMA), que vai a campo com um palm top para aprovar ou não cada montagem.")
11 passo 11, se reprovado com necessidade de corte total, retorna ao passo 3, e caso seja aprovado; 16- É lançado no ControlTub e então o Welding Map abre a necessidade da etapa seguinte de serviço; 17- ENDs: Líquido Penetrante (LP)/Partícula Magnética (PM), Ultrassom (US)/Raio-X (RX); 18- De acordo com o tipo de material, já ensaiado, e espessura do tubo (acima de 20mm) e do suporte (em geral, acima de 40mm), é feita a análise da necessidade de realização de Tratamento Térmico (em inglês PWHT Post Welding Heat Treatment); 19- Após realização do PWHT ou caso o material não exija, são realizados os ENDs de ferrita e dureza, de acordo com a necessidade. Caso os ensaios não sejam aprovados, retorna ao passo 11, e; 20- Se aprovados, são lançados no ControlTub ; 21- É realizado o Test Pack (Pre Test Punch List) e; 22- Caso haja alguma reprovação, torna-se pendência da Produção, até que seja tratado, e; 23- Segue para o Teste Hidrostático; 24- Ocorrem a limpeza química, torque/remontagem e retoque (pintura); 25- É levantado o Punch List Final; 26- É realizado o comissionamento, e; 27- Finalmente encerra com o registro de todas as ações no data book, sob a responsabilidade da Qualidade. 11

12 Figura 1. Fluxograma de solda. 12
13 4.5 Proposta de melhoria do processo Ao analisar o fluxograma descrito acima, foi possível identificar alguns gargalos gerados no atual processo de rastreabilidade das soldas de juntas, durante a etapa final da montagem e integração dos módulos do FPSO em questão. Como forma de aumentar o controle na inspeção das soldas executadas, seguem recomendações de ajustes no processo de modo a proporcionar maior eficiência no rastreamento de soldagem: a. Após o fit-up (etapa 3), no DMA/VA, convencionou-se a atuação conjunta do Inspetor Dimensional e do Inspetor de Solda (um de cada), cabendo ao setor de Controle da Qualidade o controle manual com planilha de Excel para acompanhar os inspetores que não realizaram o download das respectivas aprovações no ControlTub. No processo também não está claro quem fica com a via do Pedido de Inspeção, que serve apenas para controle pessoal de responsabilidade técnica; b. Devido às circunstâncias de proximidade do prazo, à época da coleta de dados, para entrega do projeto em questão, foi observado em campo que a velocidade da Produção não pode se equiparar a do Controle da Qualidade (o primeiro é muito mais veloz). Por conta disso, os DMAs e VAs terminam sendo registrados à caneta no próprio spool, para que sejam feitas as soldas, o que termina não havendo o rastreamento simultâneo no ControlTub ; c. Foi verificado que o papel do Resoldista está ligado à Produção. O consenso extraído do campo é que este profissional deveria estar ligado ao Controle da Qualidade por ser este um setor de inspeção. Adicionalmente, a sugestão dada foi que cada resoldista dispusesse de um palm top, para registrar as soldas finalizadas assim que fossem feitas as observações em campo. Sendo assim, o processo ideal seguiria o seguinte fluxograma da Figura 2. 13
, no DMA/VA, convencionou-se a atuação conjunta do Inspetor Dimensional e do Inspetor de Solda (um de cada), cabendo ao setor de Controle da Qualidade o controle manual com")
14 Figura 2. Fluxograma de solda ideal. 14

15 5. Conclusões As ferramentas informatizadas destinadas ao gerenciamento de atividades na indústria naval proporcionam um controle de fabricação e montagem preciso e confiável, tanto no que se refere às atividades de produção como às de inspeção. Isso se deve principalmente pelo fato do fácil acesso dos registros referentes a uma solda específica. Devido ao grande volume de juntas soldadas na construção, integração e comissionamento de um navio FPSO, o uso desses sistemas informatizados gera grande economia de mão-deobra e documentação em papel e também agiliza a elaboração de relatórios, o que implica aumento de produtividade da empresa. Além de proporcionar uma rastreabilidade facilitada das soldas que, por ocasião, podem falhar mesmo se aprovadas pelo Controle de Qualidade. O estudo de caso demonstrou que o correto monitoramento das soldas realizadas contribui significativamente para o controle da qualidade, uma vez que o registro dos defeitos encontrados são ferramentas poderosas para conhecer a realidade da empresa e prover subsídios para implementação de melhorias no processo de soldagem. 6. Referências ABNT. NBR 14842: Critérios para qualificação e certificação de inspetores de soldagem. Rio de Janeiro, CAMPOS, V. F. TQC Controle de Qualidade Total (no estilo japonês). Editora de Desenvolvimento Gerencial: Belo Horizonte, FEDELE, R. A. Soldagem na indústria moderna: Materiais e processos. Revista Soldagem & Inspeção. Ano 6, n GUIMARÃES FILHO, S. Controle da qualidade em indústrias mecânicas pesadas. Dissertação de mestrado. Escola Politécnica da USP GIL, A. C. Como elaborar projetos e pesquisa. 5. ed. São Paulo: Saraiva;

16 LOBO, A. Qualidade e Produtividade Disponível em: < Acesso em: 09 Fev MARCONI, M. A.; LAKATOS, E. M. Metodologia científica: ciência e conhecimento científico, métodos científicos, teoria, hipóteses e variáveis. 5. ed. rev. e ampl. São Paulo: Atlas, MARTUCCI JÚNIOR, M. Considerações sobre a implantação de automação. Automação e Controle. v.1, n.10. São Paulo, MATTOS, J. W. Sistemas da Família Control e SCM: Complemento natural Disponível em: < Acesso em: 05 Fev MODENESI, P. J. Normas e Qualificação em Soldagem Disponível em: < Acesso em: 04 Fev NASCIMENTO, R. S.; SILVA, L. C. D. Qualidade na soldagem em uma empresa fabricante de estruturas metálicas soldadas do setor de óleo e gás. VI Congresso Nacional de Excelência em Gestão. Niterói, OLIVEIRA, V. A.; SILVA, O. M.; DEBERNARDO, V. H. S. Garantia da qualididade da solda MIG/TIG na fabricação de radiadores de alumínio. Revista Ciências Exatas Univerdaide de Taubaté (UNITAU).V. 16. N. 1. Taubaté,

17 Monitoring of welding as Quality Control in the Shipbuilding Industry Abstract In the shipbuilding industry the welding process is an important activity in all the stages of production. Thereby, it is need a rigid quality control to ensure the vessels safety before, during and after production -, the credibility of the shipyard and to prevent risks. Besides allowing an easier tracking of the welds of vessel design, corrective measures may be taken in the event of failures, and by identifying the root cause, preventive fixes can be taken. Tools, such as software, are used to ensure this control, generating a digital record of easy consultation for both the shipyard as customers. Keywords Welding, quality control, traceability, shipping industry, shipbuilding production. 17

Garantia da qualidade em projeto de construção e montagem eletromecânica
 Instituto de Educação Tecnológica Pós-graduação Gestão de Projetos - Turma nº 151 30 de novembro 2015 Garantia da qualidade em projeto de construção e montagem eletromecânica Renata Maciel da Silva renata.maciel55@gmail.com
Instituto de Educação Tecnológica Pós-graduação Gestão de Projetos - Turma nº 151 30 de novembro 2015 Garantia da qualidade em projeto de construção e montagem eletromecânica Renata Maciel da Silva renata.maciel55@gmail.com
FUNDAÇÃO BRASILEIRA DE TECNOLOGIA DA SOLDAGEM
 FUNDAÇÃO BRASILEIRA DE TECNOLOGIA DA SOLDAGEM NORMA FBTS N-008 Novembro/15 Revisão 0 CRITÉRIOS PARA A QUALIFICAÇÃO E A CERTIFICAÇÃO DE SUPERVISORES E ENCARREGADOS DE SOLDAGEM FUNDAÇÃO BRASILEIRA DE TECNOLOGIA
FUNDAÇÃO BRASILEIRA DE TECNOLOGIA DA SOLDAGEM NORMA FBTS N-008 Novembro/15 Revisão 0 CRITÉRIOS PARA A QUALIFICAÇÃO E A CERTIFICAÇÃO DE SUPERVISORES E ENCARREGADOS DE SOLDAGEM FUNDAÇÃO BRASILEIRA DE TECNOLOGIA
PCP 001 Tanques de Armazenamento Subterrâneo de Combustíveis.
 rev 06 06/01/2016 Aprovado por PAG 1 / 10 1 OBJETIVO Este procedimento tem como objetivo estabelecer as condições para a avaliação da conformidade do produto tanque de armazenamento subterrâneo de combustíveis,
rev 06 06/01/2016 Aprovado por PAG 1 / 10 1 OBJETIVO Este procedimento tem como objetivo estabelecer as condições para a avaliação da conformidade do produto tanque de armazenamento subterrâneo de combustíveis,
Copyright Proibida Reprodução. Prof. Éder Clementino dos Santos
 NOÇÕES DE OHSAS 18001:2007 CONCEITOS ELEMENTARES SISTEMA DE GESTÃO DE SSO OHSAS 18001:2007? FERRAMENTA ELEMENTAR CICLO DE PDCA (OHSAS 18001:2007) 4.6 ANÁLISE CRÍTICA 4.3 PLANEJAMENTO A P C D 4.5 VERIFICAÇÃO
NOÇÕES DE OHSAS 18001:2007 CONCEITOS ELEMENTARES SISTEMA DE GESTÃO DE SSO OHSAS 18001:2007? FERRAMENTA ELEMENTAR CICLO DE PDCA (OHSAS 18001:2007) 4.6 ANÁLISE CRÍTICA 4.3 PLANEJAMENTO A P C D 4.5 VERIFICAÇÃO
LISTA DE VERIFICAÇAO DO SISTEMA DE GESTAO DA QUALIDADE
 Questionamento a alta direção: 1. Quais os objetivos e metas da organização? 2. quais os principais Produtos e/ou serviços da organização? 3. Qual o escopo da certificação? 4. qual é a Visão e Missão?
Questionamento a alta direção: 1. Quais os objetivos e metas da organização? 2. quais os principais Produtos e/ou serviços da organização? 3. Qual o escopo da certificação? 4. qual é a Visão e Missão?
Hemovida. Agência Transfusional Visão Geral. Versão do produto: 2.0.7. Edição do documento: 1.0 Fevereiro de 2007 MS DATASUS
 Hemovida Agência Transfusional Visão Geral Versão do produto: 2.0.7 Edição do documento: 1.0 Fevereiro de 2007 MS DATASUS Hemovida Agência Transfusional Visão Geral Versão do produto: 2.0.7 Edição do documento:
Hemovida Agência Transfusional Visão Geral Versão do produto: 2.0.7 Edição do documento: 1.0 Fevereiro de 2007 MS DATASUS Hemovida Agência Transfusional Visão Geral Versão do produto: 2.0.7 Edição do documento:
A Análise dos Custos Logísticos: Fatores complementares na composição dos custos de uma empresa
 Instituto de Educação Tecnológica Pós-graduação Engenharia de Custos e Orçamentos Turma 01 10 de outubro de 2012 A Análise dos Custos Logísticos: Fatores complementares na composição dos custos de uma
Instituto de Educação Tecnológica Pós-graduação Engenharia de Custos e Orçamentos Turma 01 10 de outubro de 2012 A Análise dos Custos Logísticos: Fatores complementares na composição dos custos de uma
Diretrizes para determinação de intervalos de comprovação para equipamentos de medição.
 Diretrizes para determinação de intervalos de comprovação para equipamentos de medição. De acordo com a Norma NBR 1001, um grande número de fatores influência a freqüência de calibração. Os mais importantes,
Diretrizes para determinação de intervalos de comprovação para equipamentos de medição. De acordo com a Norma NBR 1001, um grande número de fatores influência a freqüência de calibração. Os mais importantes,
ADMINISTRAÇÃO I. Família Pai, mãe, filhos. Criar condições para a perpetuação da espécie
 1 INTRODUÇÃO 1.1 ORGANIZAÇÃO E PROCESSOS A administração está diretamente ligada às organizações e aos processos existentes nas mesmas. Portanto, para a melhor compreensão da Administração e sua importância
1 INTRODUÇÃO 1.1 ORGANIZAÇÃO E PROCESSOS A administração está diretamente ligada às organizações e aos processos existentes nas mesmas. Portanto, para a melhor compreensão da Administração e sua importância
Qualidade e Comportamento do Produto em Pós-venda
 Qualidade e Comportamento do Produto em Pós-venda Sandro Mioni Moreira ( UNIMEP ) smmoreir@unimep.br Jurandir Jones Nardini ( UNIMEP) jnardini@unimep.br Resumo O objetivo deste artigo é informar técnicas
Qualidade e Comportamento do Produto em Pós-venda Sandro Mioni Moreira ( UNIMEP ) smmoreir@unimep.br Jurandir Jones Nardini ( UNIMEP) jnardini@unimep.br Resumo O objetivo deste artigo é informar técnicas
Especialidade em Ativos Calibração Conformidade Metrológica
 Especialidade em Ativos Calibração Conformidade Metrológica Metrologia é a Ciência da Medida Uma reputação de qualidade é um dos bens de mais alto valor de uma empresa. A grande importância de uma alta
Especialidade em Ativos Calibração Conformidade Metrológica Metrologia é a Ciência da Medida Uma reputação de qualidade é um dos bens de mais alto valor de uma empresa. A grande importância de uma alta
Válvulas de Controle-"Case"- Copesul. Nelzo Luiz Neto da Silva 1 Jader Weber Brum 2
 Válvulas de Controle-"Case"- Copesul Nelzo Luiz Neto da Silva 1 Jader Weber Brum 2 RESUMO Visando rever conceitos, procedimentos, estratégias e tecnologias voltadas para a manutenção de válvulas, partimos
Válvulas de Controle-"Case"- Copesul Nelzo Luiz Neto da Silva 1 Jader Weber Brum 2 RESUMO Visando rever conceitos, procedimentos, estratégias e tecnologias voltadas para a manutenção de válvulas, partimos
METODOLOGIA DE PROMOÇÃO DA SUSTENTABILIDADE PELO GERENCIAMENTO DE PROJETOS
 METODOLOGIA DE PROMOÇÃO DA SUSTENTABILIDADE PELO GERENCIAMENTO DE PROJETOS Débora Noronha¹; Jasmin Lemke¹; Carolina Vergnano¹ ¹Concremat Engenharia e Tecnologia S/A, Diretoria Técnica de Estudos, Projetos
METODOLOGIA DE PROMOÇÃO DA SUSTENTABILIDADE PELO GERENCIAMENTO DE PROJETOS Débora Noronha¹; Jasmin Lemke¹; Carolina Vergnano¹ ¹Concremat Engenharia e Tecnologia S/A, Diretoria Técnica de Estudos, Projetos
MANUAL DE GERENCIAMENTO DE RECEBIMENTO DE BENS/MATERIAIS - CGE PB
 2014 MANUAL DE GERENCIAMENTO DE RECEBIMENTO DE BENS/MATERIAIS - CGE PB GERÊNCIA EXECUTIVA DE AUDITORIA CONTROLADORIA GERAL DO ESTADO DA PARAÍBA CGE PB Versão 01/2014 Controle de Alterações REV DATA MOTIVO
2014 MANUAL DE GERENCIAMENTO DE RECEBIMENTO DE BENS/MATERIAIS - CGE PB GERÊNCIA EXECUTIVA DE AUDITORIA CONTROLADORIA GERAL DO ESTADO DA PARAÍBA CGE PB Versão 01/2014 Controle de Alterações REV DATA MOTIVO
ISO/IEC 17050-1. Avaliação da conformidade Declaração de conformidade do fornecedor Parte 1: Requisitos gerais
 QSP Informe Reservado Nº 42 Janeiro/2005 ISO/IEC 17050-1 Avaliação da conformidade Declaração de conformidade do fornecedor Parte 1: Requisitos gerais Tradução livre especialmente preparada para os Associados
QSP Informe Reservado Nº 42 Janeiro/2005 ISO/IEC 17050-1 Avaliação da conformidade Declaração de conformidade do fornecedor Parte 1: Requisitos gerais Tradução livre especialmente preparada para os Associados
Auditoria como ferramenta de gestão de fornecedores durante o desenvolvimento de produtos
 Auditoria como ferramenta de gestão de fornecedores durante o desenvolvimento de produtos Giovani faria Muniz (FEG Unesp) giovanifaria@directnet.com.br Jorge Muniz (FEG Unesp) jorgemuniz@feg.unesp.br Eduardo
Auditoria como ferramenta de gestão de fornecedores durante o desenvolvimento de produtos Giovani faria Muniz (FEG Unesp) giovanifaria@directnet.com.br Jorge Muniz (FEG Unesp) jorgemuniz@feg.unesp.br Eduardo
ESPECIFICAÇÕES PRODUTO E PROCESSO LANCETAS AUTOMÁTICAS DE SEGURANÇA INJEX
 Página: 1 de 8 1) DESCRIÇÃO DO PRODUTO Lanceta Automática de Segurança Injex - Estéril - calibre: 28 G = 0,36mm Produto Classe: 2 Registro: 10160610037 2) TIPO DE USO Produto uso único - doméstico (usuários
Página: 1 de 8 1) DESCRIÇÃO DO PRODUTO Lanceta Automática de Segurança Injex - Estéril - calibre: 28 G = 0,36mm Produto Classe: 2 Registro: 10160610037 2) TIPO DE USO Produto uso único - doméstico (usuários
ISO 9001: SISTEMAS DE GESTÃO DA QUALIDADE
 ISO 9001: SISTEMAS DE GESTÃO DA QUALIDADE Prof. MARCELO COSTELLA FRANCIELI DALCANTON ISO 9001- INTRODUÇÃO Conjunto de normas e diretrizes internacionais para sistemas de gestão da qualidade; Desenvolve
ISO 9001: SISTEMAS DE GESTÃO DA QUALIDADE Prof. MARCELO COSTELLA FRANCIELI DALCANTON ISO 9001- INTRODUÇÃO Conjunto de normas e diretrizes internacionais para sistemas de gestão da qualidade; Desenvolve
Administração da Produção I
 Administração da Produção I Manutenção Manutenção Manutenção: Termo usado para abordar a forma pela qual organizações tentam evitar as falhas cuidando de suas instalações físicas. É uma parte importante
Administração da Produção I Manutenção Manutenção Manutenção: Termo usado para abordar a forma pela qual organizações tentam evitar as falhas cuidando de suas instalações físicas. É uma parte importante
A NECESSIDADE DE UMA NOVA VISÃO DO PROJETO NOS CURSOS DE ENGENHARIA CIVIL, FRENTE À NOVA REALIDADE DO SETOR EM BUSCA DA QUALIDADE
 A NECESSIDADE DE UMA NOVA VISÃO DO PROJETO NOS CURSOS DE ENGENHARIA CIVIL, FRENTE À NOVA REALIDADE DO SETOR EM BUSCA DA QUALIDADE ULRICH, Helen Departamento de Engenharia de Produção - Escola de Engenharia
A NECESSIDADE DE UMA NOVA VISÃO DO PROJETO NOS CURSOS DE ENGENHARIA CIVIL, FRENTE À NOVA REALIDADE DO SETOR EM BUSCA DA QUALIDADE ULRICH, Helen Departamento de Engenharia de Produção - Escola de Engenharia
MODELAGEM DE SISTEMAS DE INFORMAÇÃO
 Unidade III MODELAGEM DE SISTEMAS DE INFORMAÇÃO Prof. Daniel Arthur Gennari Junior Sobre esta aula Ciclo de Vida de Sistemas Engenharia de Software Aplicações de Software Diagramação de Software Ciclo
Unidade III MODELAGEM DE SISTEMAS DE INFORMAÇÃO Prof. Daniel Arthur Gennari Junior Sobre esta aula Ciclo de Vida de Sistemas Engenharia de Software Aplicações de Software Diagramação de Software Ciclo
REQUISITOS PARA RECONHECIMENTO DA CONFORMIDADE PARA CABOS PROFIBUS PA - DP
 Página 1 1 OBJETIVO Estabelecer os critérios para o Programa de Reconhecimento da Conformidade de Cabos Profibus PA e Profibus DP, atendendo aos requisitos técnicos, visando garantir a segurança na utilização
Página 1 1 OBJETIVO Estabelecer os critérios para o Programa de Reconhecimento da Conformidade de Cabos Profibus PA e Profibus DP, atendendo aos requisitos técnicos, visando garantir a segurança na utilização
Título: Programa 5S s em uma Empresa Júnior: da melhoria do ambiente físico ao cuidado com as pessoas Categoria: Projeto Interno Temática: Qualidade
 Título: Programa 5S s em uma Empresa Júnior: da melhoria do ambiente físico ao cuidado com as pessoas Categoria: Projeto Interno Temática: Qualidade Resumo Manter um ambiente de trabalho adequado à realização
Título: Programa 5S s em uma Empresa Júnior: da melhoria do ambiente físico ao cuidado com as pessoas Categoria: Projeto Interno Temática: Qualidade Resumo Manter um ambiente de trabalho adequado à realização
Manual do. Almoxarifado
 Manual do Almoxarifado Parnaíba 2013 APRESENTAÇÃO O Almoxarifado é o local destinado à guarda, localização, segurança e preservação do material adquirido, adequado à sua natureza, a fim de suprir as necessidades
Manual do Almoxarifado Parnaíba 2013 APRESENTAÇÃO O Almoxarifado é o local destinado à guarda, localização, segurança e preservação do material adquirido, adequado à sua natureza, a fim de suprir as necessidades
Aula 17 Projetos de Melhorias
 Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
NORMA NBR ISO 9001:2008
 NORMA NBR ISO 9001:2008 Introdução 0.1 Generalidades Convém que a adoção de um sistema de gestão da qualidade seja uma decisão estratégica de uma organização. O projeto e a implementação de um sistema
NORMA NBR ISO 9001:2008 Introdução 0.1 Generalidades Convém que a adoção de um sistema de gestão da qualidade seja uma decisão estratégica de uma organização. O projeto e a implementação de um sistema
QUALIFICAÇÃO E ATUAÇÃO DE ÓRGÃOS DE SUPERVISÃO TÉCNICA INDEPENDENTE EM USINAS NUCLEOELÉTRICAS E OUTRAS INSTALAÇÕES
 Norma CNEN NE 1.28 Resolução CNEN 15/99 Setembro / 1999 QUALIFICAÇÃO E ATUAÇÃO DE ÓRGÃOS DE SUPERVISÃO TÉCNICA INDEPENDENTE EM USINAS NUCLEOELÉTRICAS E OUTRAS INSTALAÇÕES Resolução CNEN 15/99 Publicação:
Norma CNEN NE 1.28 Resolução CNEN 15/99 Setembro / 1999 QUALIFICAÇÃO E ATUAÇÃO DE ÓRGÃOS DE SUPERVISÃO TÉCNICA INDEPENDENTE EM USINAS NUCLEOELÉTRICAS E OUTRAS INSTALAÇÕES Resolução CNEN 15/99 Publicação:
BICICLETAS DE USO INFANTIL
 Página: 1/12 Elaborado por: Maria Lucia Hayashi Verificado por: João Gustavo L. Junqueira Aprovado por: Regina Toscano Data Aprovação: 10/12/2013 1 OBJETIVO Este documento apresenta os critérios complementares
Página: 1/12 Elaborado por: Maria Lucia Hayashi Verificado por: João Gustavo L. Junqueira Aprovado por: Regina Toscano Data Aprovação: 10/12/2013 1 OBJETIVO Este documento apresenta os critérios complementares
A IMPORTÂNCIA DA CALIBRAÇÃO NO SISTEMA DE GESTÃO DA QUALIDADE
 A IMPORTÂNCIA DA CALIBRAÇÃO NO SISTEMA DE GESTÃO DA QUALIDADE RESUMO Bruna Cássia Mendes de AZEVEDO¹ Kelly Ariane Dutra do PRADO¹ Osmar de Campos FONSECA¹ Patrícia dos Santos ALVES¹ Renato F. Saldanha
A IMPORTÂNCIA DA CALIBRAÇÃO NO SISTEMA DE GESTÃO DA QUALIDADE RESUMO Bruna Cássia Mendes de AZEVEDO¹ Kelly Ariane Dutra do PRADO¹ Osmar de Campos FONSECA¹ Patrícia dos Santos ALVES¹ Renato F. Saldanha
Desenvolvimento de ferramenta computacional para o controle de equipamentos de acordo com a ISO/IEC 17025.
 Desenvolvimento de ferramenta computacional para o controle de equipamentos de acordo com a ISO/IEC 17025. Computational development tool for equipament control according to ISO/IEC 17025. Heloisa de Campos
Desenvolvimento de ferramenta computacional para o controle de equipamentos de acordo com a ISO/IEC 17025. Computational development tool for equipament control according to ISO/IEC 17025. Heloisa de Campos
ESTRUTURA DE GERENCIAMENTO DO RISCO OPERACIONAL
 ESTRUTURA DE GERENCIAMENTO DO RISCO OPERACIONAL 1. INTRODUÇÃO: O Banco Pottencial, considera a gestão de riscos como um instrumento essencial para maximização da eficiência no uso do capital e para escolha
ESTRUTURA DE GERENCIAMENTO DO RISCO OPERACIONAL 1. INTRODUÇÃO: O Banco Pottencial, considera a gestão de riscos como um instrumento essencial para maximização da eficiência no uso do capital e para escolha
Lista de cargos e funções disponíveis no Consórcio Ipojuca
 Lista de cargos e funções disponíveis no Consórcio Ipojuca 1. INSPETOR CONTROLE DE QUALIDADE- Atuar com inspeção de processos / final, ensaios de rotina, controle de qualidade e verificação de falhas na
Lista de cargos e funções disponíveis no Consórcio Ipojuca 1. INSPETOR CONTROLE DE QUALIDADE- Atuar com inspeção de processos / final, ensaios de rotina, controle de qualidade e verificação de falhas na
(HOJE É FEITO POR PETICIONAMENTO ELETRÔNICO NO SITE DA ANVISA)
") ANEXO I Solicitação de Autorização de Funcionamento de Empresas Distribuidoras de Produtos Farmacêuticos (HOJE É FEITO POR PETICIONAMENTO ELETRÔNICO NO SITE DA ANVISA) A empresa interessada em desenvolver
ANEXO I Solicitação de Autorização de Funcionamento de Empresas Distribuidoras de Produtos Farmacêuticos (HOJE É FEITO POR PETICIONAMENTO ELETRÔNICO NO SITE DA ANVISA) A empresa interessada em desenvolver
Roteiro para autores
 Roteiro para autores 1. Apresentação A Editora da Universidade do Estado de Minas Gerais, EdUEMG, foi criada para fomentar a produção científica nas áreas mais estratégicas e relevantes para a instituição.
Roteiro para autores 1. Apresentação A Editora da Universidade do Estado de Minas Gerais, EdUEMG, foi criada para fomentar a produção científica nas áreas mais estratégicas e relevantes para a instituição.
ESTRUTURA DE GERENCIAMENTO DO RISCO OPERACIONAL DO BANCO COOPERATIVO SICREDI E EMPRESAS CONTROLADAS
 ESTRUTURA DE GERENCIAMENTO DO RISCO OPERACIONAL DO BANCO COOPERATIVO SICREDI E EMPRESAS CONTROLADAS Versão : 31 de dezembro de 2008 CONTEÚDO 1. INTRODUÇÃO...3 2. ORGANIZAÇÃO DA GESTÃO DE RISCO OPERACIONAL...3
ESTRUTURA DE GERENCIAMENTO DO RISCO OPERACIONAL DO BANCO COOPERATIVO SICREDI E EMPRESAS CONTROLADAS Versão : 31 de dezembro de 2008 CONTEÚDO 1. INTRODUÇÃO...3 2. ORGANIZAÇÃO DA GESTÃO DE RISCO OPERACIONAL...3
O Banco Central do Brasil em 29/06/2006 editou a Resolução 3380, com vista a implementação da Estrutura de Gerenciamento do Risco Operacional.
 1 POLÍTICA DE GERENCIAMENTO DO RISCO OPERACIONAL 1.1 Introdução O Banco Central do Brasil em 29/06/2006 editou a Resolução 3380, com vista a implementação da Estrutura de Gerenciamento do Risco Operacional.
1 POLÍTICA DE GERENCIAMENTO DO RISCO OPERACIONAL 1.1 Introdução O Banco Central do Brasil em 29/06/2006 editou a Resolução 3380, com vista a implementação da Estrutura de Gerenciamento do Risco Operacional.
CADERNO DE ESPECIFICAÇÕES
 CONTRATAÇÃO DE EMPRESA ESPECIALIZADA NA PRESTAÇÃO DE SERVIÇOS DE INSPEÇÃO, MANUTENÇÃO, RECARGA E TESTE HIDROSTÁTICO EM EXTITORES DE INCÊNDIO DO SESC/AR/DF CADERNO DE ESPECIFICAÇÕES 1. INTRODUÇÃO Este documento
CONTRATAÇÃO DE EMPRESA ESPECIALIZADA NA PRESTAÇÃO DE SERVIÇOS DE INSPEÇÃO, MANUTENÇÃO, RECARGA E TESTE HIDROSTÁTICO EM EXTITORES DE INCÊNDIO DO SESC/AR/DF CADERNO DE ESPECIFICAÇÕES 1. INTRODUÇÃO Este documento
Administração da Produção I
 Administração da Produção I Manutenção Manutenção Manutenção: Termo usado para abordar a forma pela qual organizações tentam evitar as falhas cuidando de suas instalações físicas. É uma parte importante
Administração da Produção I Manutenção Manutenção Manutenção: Termo usado para abordar a forma pela qual organizações tentam evitar as falhas cuidando de suas instalações físicas. É uma parte importante
Analise as Normas Regulamentadoras abaixo e apresente parecer sucinto comparando atendimento de cada item pela empresa.
 Analise as Normas Regulamentadoras abaixo e apresente parecer sucinto comparando atendimento de cada item pela empresa. NR 01 - Disposições Gerais Descrever alguns tópicos do que cabe ao empregador. Verificar
Analise as Normas Regulamentadoras abaixo e apresente parecer sucinto comparando atendimento de cada item pela empresa. NR 01 - Disposições Gerais Descrever alguns tópicos do que cabe ao empregador. Verificar
Gerência de Projetos Prof. Késsia Rita da Costa Marchi 3ª Série kessia@unipar.br
 Gerência de Projetos Prof. Késsia Rita da Costa Marchi 3ª Série kessia@unipar.br Motivações Gerenciamento de projetos, vem sendo desenvolvido como disciplina desde a década de 60; Nasceu na indústria bélica
Gerência de Projetos Prof. Késsia Rita da Costa Marchi 3ª Série kessia@unipar.br Motivações Gerenciamento de projetos, vem sendo desenvolvido como disciplina desde a década de 60; Nasceu na indústria bélica
IECEx DOCUMENTO OPERACIONAL
 IECEx OD 314-2 Edição 1.0 2013-07 IECEx DOCUMENTO OPERACIONAL Sistema de Certificação da IEC em relação às normas sobre atmosferas explosivas (Sistema IECEx) IEC System for Certification to Standards relating
IECEx OD 314-2 Edição 1.0 2013-07 IECEx DOCUMENTO OPERACIONAL Sistema de Certificação da IEC em relação às normas sobre atmosferas explosivas (Sistema IECEx) IEC System for Certification to Standards relating
PROJETO DE COOPERAÇÃO TÉCNICA INTERNACIONAL. Projeto 914 BRA5065 - PRODOC-MTC/UNESCO DOCUMENTO TÉCNICO Nº 03
 PROJETO DE COOPERAÇÃO TÉCNICA INTERNACIONAL Diretrizes e Estratégias para Ciência, Tecnologia e Inovação no Brasil Projeto 914 BRA5065 - PRODOC-MTC/UNESCO DOCUMENTO TÉCNICO Nº 03 RELATÓRIO TÉCNICO CONCLUSIVO
PROJETO DE COOPERAÇÃO TÉCNICA INTERNACIONAL Diretrizes e Estratégias para Ciência, Tecnologia e Inovação no Brasil Projeto 914 BRA5065 - PRODOC-MTC/UNESCO DOCUMENTO TÉCNICO Nº 03 RELATÓRIO TÉCNICO CONCLUSIVO
GRUPO HOSPITALAR CONCEIÇÃO HOSPITAL NOSSA SENHORA DA CONCEIÇÃO LABORATÓRIO DE ANÁLISES CLÍNICAS CONTROLE DE DOCUMENTOS E DADOS
 1. Objetivo POP-L02 Página 1 de 12 Estabelecer as diretrizes para o controle de todos documentos e dados do Sistema de Gestão da Qualidade, de modo a garantir a rastreabilidade e padronização dos processos
1. Objetivo POP-L02 Página 1 de 12 Estabelecer as diretrizes para o controle de todos documentos e dados do Sistema de Gestão da Qualidade, de modo a garantir a rastreabilidade e padronização dos processos
Importância e cuidados na reforma e manutenção de edifícios / Norma de Manutenção RSO
 Importância e cuidados na reforma e manutenção de edifícios / Norma de Manutenção RSO Principais novidades Nos últimos anos, com a introdução dos conceitos de desempenho dos sistemas e sua definição clara
Importância e cuidados na reforma e manutenção de edifícios / Norma de Manutenção RSO Principais novidades Nos últimos anos, com a introdução dos conceitos de desempenho dos sistemas e sua definição clara
Questionário de avaliação de Práticas X Resultados de projetos - Carlos Magno Xavier (magno@beware.com.br)
") Obrigado por acessar esta pesquisa. Sei como é escasso o seu tempo, mas tenha a certeza que você estará contribuindo não somente para uma tese de doutorado, mas também para a melhoria das práticas da Comunidade
Obrigado por acessar esta pesquisa. Sei como é escasso o seu tempo, mas tenha a certeza que você estará contribuindo não somente para uma tese de doutorado, mas também para a melhoria das práticas da Comunidade
Auditoria de Segurança e Saúde do Trabalho da SAE/APO sobre Obra Principal, Obras Complementares, Obras do reservatório e Programas Ambientais
 1 / 10 1 OBJETIVO: Este procedimento visa sistematizar a realização de auditorias de Saúde e Segurança do Trabalho por parte da SANTO ANTÔNIO ENERGIA SAE / Gerência de Saúde e Segurança do Trabalho GSST,
1 / 10 1 OBJETIVO: Este procedimento visa sistematizar a realização de auditorias de Saúde e Segurança do Trabalho por parte da SANTO ANTÔNIO ENERGIA SAE / Gerência de Saúde e Segurança do Trabalho GSST,
CUSTOS LOGÍSTICOS - UMA VISÃO GERENCIAL
 CUSTOS LOGÍSTICOS - UMA VISÃO GERENCIAL Data: 10/12/1998 Maurício Lima INTRODUÇÃO Um dos principais desafios da logística moderna é conseguir gerenciar a relação entre custo e nível de serviço (trade-off).
CUSTOS LOGÍSTICOS - UMA VISÃO GERENCIAL Data: 10/12/1998 Maurício Lima INTRODUÇÃO Um dos principais desafios da logística moderna é conseguir gerenciar a relação entre custo e nível de serviço (trade-off).
08/05/2009. Cursos Superiores de. Prof.: Fernando Hadad Zaidan. Disciplina: PIP - Projeto Integrador de Pesquisa. Objetivos gerais e específicos
 Faculdade INED Cursos Superiores de Tecnologia Disciplina: PIP - Projeto Integrador de Pesquisa Objetivos gerais e específicos Objetivo resultado a alcançar; Geral dá resposta ao problema; Específicos
Faculdade INED Cursos Superiores de Tecnologia Disciplina: PIP - Projeto Integrador de Pesquisa Objetivos gerais e específicos Objetivo resultado a alcançar; Geral dá resposta ao problema; Específicos
Gerenciamento da Integração (PMBoK 5ª ed.)
") Gerenciamento da Integração (PMBoK 5ª ed.) O PMBoK diz que: O gerenciamento da integração do projeto inclui os processos e as atividades necessárias para identificar, definir, combinar, unificar e coordenar
Gerenciamento da Integração (PMBoK 5ª ed.) O PMBoK diz que: O gerenciamento da integração do projeto inclui os processos e as atividades necessárias para identificar, definir, combinar, unificar e coordenar
Gerenciamento de Inventários - Automação de Estoque
 Gerenciamento de Inventários - Automação de Estoque A Globaw analisa a situação atual do cliente e apresenta soluções sob medida de automação de estoque (Almoxarifados, armazéns e CDs) matéria prima, materiais
Gerenciamento de Inventários - Automação de Estoque A Globaw analisa a situação atual do cliente e apresenta soluções sob medida de automação de estoque (Almoxarifados, armazéns e CDs) matéria prima, materiais
ELABORAÇÃO DE PROJETOS
 Unidade II ELABORAÇÃO DE PROJETOS DE PESQUISA Profa. Eliane Gomes Rocha Pesquisa em Serviço Social As metodologias qualitativas de pesquisa são utilizadas nas Ciências Sociais e também no Serviço Social,
Unidade II ELABORAÇÃO DE PROJETOS DE PESQUISA Profa. Eliane Gomes Rocha Pesquisa em Serviço Social As metodologias qualitativas de pesquisa são utilizadas nas Ciências Sociais e também no Serviço Social,
Sistema de Gestão da Qualidade MQ Manual da Qualidade SUMÁRIO... 1 1. APRESENTAÇÃO... 2
 Revisão:14 Folha:1 de17 SUMÁRIO SUMÁRIO... 1 1. APRESENTAÇÃO... 2 2. RESPONSABILIDADE DA DIREÇÃO... 3 2.1 POLÍTICA DA QUALIDADE... 3 2.2 OBJETIVOS DA QUALIDADE... 4 2.3 ORGANIZAÇÃO DA EMPRESA PARA A QUALIDADE...
Revisão:14 Folha:1 de17 SUMÁRIO SUMÁRIO... 1 1. APRESENTAÇÃO... 2 2. RESPONSABILIDADE DA DIREÇÃO... 3 2.1 POLÍTICA DA QUALIDADE... 3 2.2 OBJETIVOS DA QUALIDADE... 4 2.3 ORGANIZAÇÃO DA EMPRESA PARA A QUALIDADE...
MANUAL DE TRABALHO INTERDISCIPLINAR TI - INTEGRADOR FAN CEUNSP
 MANUAL DE TRABALHO INTERDISCIPLINAR TI - INTEGRADOR FAN CEUNSP Salto 2010 MANUAL DE TRABALHO INTERDISCIPLINAR TI / INTEGRADOR 0 SUMÁRIO APRESENTAÇÃO... 2 TRABALHO INTERDISCIPLINAR (TI)... 3 ORGANIZAÇÃO...
MANUAL DE TRABALHO INTERDISCIPLINAR TI - INTEGRADOR FAN CEUNSP Salto 2010 MANUAL DE TRABALHO INTERDISCIPLINAR TI / INTEGRADOR 0 SUMÁRIO APRESENTAÇÃO... 2 TRABALHO INTERDISCIPLINAR (TI)... 3 ORGANIZAÇÃO...
IMPLANTAÇÃO DOS PILARES DA MPT NO DESEMPENHO OPERACIONAL EM UM CENTRO DE DISTRIBUIÇÃO DE COSMÉTICOS. XV INIC / XI EPG - UNIVAP 2011
 IMPLANTAÇÃO DOS PILARES DA MPT NO DESEMPENHO OPERACIONAL EM UM CENTRO DE DISTRIBUIÇÃO DE COSMÉTICOS. XV INIC / XI EPG - UNIVAP 2011 Rogério Carlos Tavares 1, José Luis Gomes da Silva² 1 Universidade de
IMPLANTAÇÃO DOS PILARES DA MPT NO DESEMPENHO OPERACIONAL EM UM CENTRO DE DISTRIBUIÇÃO DE COSMÉTICOS. XV INIC / XI EPG - UNIVAP 2011 Rogério Carlos Tavares 1, José Luis Gomes da Silva² 1 Universidade de
4 Experimentos Computacionais
 33 4 Experimentos Computacionais O programa desenvolvido neste trabalho foi todo implementado na linguagem de programação C/C++. Dentre as bibliotecas utilizadas, destacamos: o OpenCV [23], para processamento
33 4 Experimentos Computacionais O programa desenvolvido neste trabalho foi todo implementado na linguagem de programação C/C++. Dentre as bibliotecas utilizadas, destacamos: o OpenCV [23], para processamento
EXTRATO DA POLÍTICA DE GESTÃO DE RISCOS
 1 OBJETIVO Fornecer as diretrizes para a Gestão de Riscos da Fibria, assim como conceituar, detalhar e documentar as atividades a ela relacionadas. 2 ABRANGÊNCIA Abrange todas as áreas da Fibria que, direta
1 OBJETIVO Fornecer as diretrizes para a Gestão de Riscos da Fibria, assim como conceituar, detalhar e documentar as atividades a ela relacionadas. 2 ABRANGÊNCIA Abrange todas as áreas da Fibria que, direta
Disciplina: Técnicas de Racionalização de Processos Líder da Disciplina: Rosely Gaeta NOTA DE AULA 04 O PROJETO DE MELHORIA DOS PROCESSOS
 Disciplina: Técnicas de Racionalização de Processos Líder da Disciplina: Rosely Gaeta NOTA DE AULA 04 O PROJETO DE MELHORIA DOS PROCESSOS 3.4 O PROJETO DE MELHORIA DE PROCESSOS 3.4.1 - CONCEITO DE PROJETO
Disciplina: Técnicas de Racionalização de Processos Líder da Disciplina: Rosely Gaeta NOTA DE AULA 04 O PROJETO DE MELHORIA DOS PROCESSOS 3.4 O PROJETO DE MELHORIA DE PROCESSOS 3.4.1 - CONCEITO DE PROJETO
Caso de uma Central de distribuição. Seqüência de processamento. Injeção de plásticos
 Max-Prod SIMULADORES DE PLANEJAMENTO E PROGRAMAÇÃO DE ALTA PERFORMANCE OTIMIZAÇÃO NO SEQUENCIAMENTO DE OP S E CARGA DE MÁQUINAS OTIMIZAÇÃO NA ESCOLHA DE MATERIAS DE PRODUTOS E COMPONENTES OTIMIZAÇÃO NA
Max-Prod SIMULADORES DE PLANEJAMENTO E PROGRAMAÇÃO DE ALTA PERFORMANCE OTIMIZAÇÃO NO SEQUENCIAMENTO DE OP S E CARGA DE MÁQUINAS OTIMIZAÇÃO NA ESCOLHA DE MATERIAS DE PRODUTOS E COMPONENTES OTIMIZAÇÃO NA
Minuta de Termo de Referência
 Minuta de Termo de Referência Contratação de serviço para elaboração do mapeamento, análise, propostas e implantação de melhorias nos processos de trabalho da Coordenadoria Geral de Licenciamento Ambiental
Minuta de Termo de Referência Contratação de serviço para elaboração do mapeamento, análise, propostas e implantação de melhorias nos processos de trabalho da Coordenadoria Geral de Licenciamento Ambiental
Política de Gerenciamento de Risco Operacional
 Política de Gerenciamento de Risco Operacional Departamento Controles Internos e Compliance Fevereiro/2011 Versão 4.0 Conteúdo 1. Introdução... 3 2. Definição de Risco Operacional... 3 3. Estrutura de
Política de Gerenciamento de Risco Operacional Departamento Controles Internos e Compliance Fevereiro/2011 Versão 4.0 Conteúdo 1. Introdução... 3 2. Definição de Risco Operacional... 3 3. Estrutura de
Ano: 2012 Realiza Consultoria Empresarial Ltda. www.consultoriarealiza.com.br www.flaviopimentel.com.br
 Ano: 2012 POLÍTICA DE ADMINISTRAÇÃO DE CARGOS E SALÁRIOS Realiza Consultoria Empresarial Ltda. www.consultoriarealiza.com.br www.flaviopimentel.com.br 2 Sumário 1 - PRINCÍPIOS GERAIS 2 - OBJETIVOS 3 -
Ano: 2012 POLÍTICA DE ADMINISTRAÇÃO DE CARGOS E SALÁRIOS Realiza Consultoria Empresarial Ltda. www.consultoriarealiza.com.br www.flaviopimentel.com.br 2 Sumário 1 - PRINCÍPIOS GERAIS 2 - OBJETIVOS 3 -
PAC 13. Calibração e Aferição de Instrumentos de Controle de Processo
 PAC 13 Página 1 de 8 PAC 13 Calibração e Aferição de Instrumentos de Controle de Processo PAC 13 Página 2 de 8 1. Objetivo----------------------------------------------------------------------------------------------------------------------------03
PAC 13 Página 1 de 8 PAC 13 Calibração e Aferição de Instrumentos de Controle de Processo PAC 13 Página 2 de 8 1. Objetivo----------------------------------------------------------------------------------------------------------------------------03
Infra estrutura precária Máquinas e Equipamentos
 Variável: Infra estrutura precária Máquinas e Equipamentos Participantes do Aprofundamento da Variável: Coordenador: Mário Vinícius Bueno Cerâmica Betel - Uruaçu-Go Colaboradores: Juarez Rodrigues dos
Variável: Infra estrutura precária Máquinas e Equipamentos Participantes do Aprofundamento da Variável: Coordenador: Mário Vinícius Bueno Cerâmica Betel - Uruaçu-Go Colaboradores: Juarez Rodrigues dos
AUDITORIAS INTERNAS DA QUALIDADE
 Elaborado por Márcio Flávio Ribeiro Pereira Visto Aprovado por José Carlos de Andrade Visto CONTROLE DE REVISÃO Revisão Data Item Natureza das alterações 0 04/05/2005 - Emissão inicial 1 16/11/2005 7 Modificação
Elaborado por Márcio Flávio Ribeiro Pereira Visto Aprovado por José Carlos de Andrade Visto CONTROLE DE REVISÃO Revisão Data Item Natureza das alterações 0 04/05/2005 - Emissão inicial 1 16/11/2005 7 Modificação
TRANSIÇÃO DAS CERTIFICAÇÕES DOS SISTEMAS DE GESTÃO DA QUALIDADE E SISTEMAS DE GESTÃO AMBIENTAL, PARA AS VERSÕES 2015 DAS NORMAS.
 TRANSIÇÃO DAS CERTIFICAÇÕES DOS SISTEMAS DE GESTÃO DA QUALIDADE E SISTEMAS DE GESTÃO AMBIENTAL, PARA AS VERSÕES 2015 DAS NORMAS. As novas versões das normas ABNT NBR ISO 9001 e ABNT NBR ISO 14001 foram
TRANSIÇÃO DAS CERTIFICAÇÕES DOS SISTEMAS DE GESTÃO DA QUALIDADE E SISTEMAS DE GESTÃO AMBIENTAL, PARA AS VERSÕES 2015 DAS NORMAS. As novas versões das normas ABNT NBR ISO 9001 e ABNT NBR ISO 14001 foram
Por que sua organização deve implementar a ABR - Auditoria Baseada em Riscos
 Março de 2010 UM NOVO PARADIGMA PARA AS AUDITORIAS INTERNAS Por que sua organização deve implementar a ABR - Auditoria Baseada em Riscos por Francesco De Cicco 1 O foco do trabalho dos auditores internos
Março de 2010 UM NOVO PARADIGMA PARA AS AUDITORIAS INTERNAS Por que sua organização deve implementar a ABR - Auditoria Baseada em Riscos por Francesco De Cicco 1 O foco do trabalho dos auditores internos
Processos de gerenciamento de projetos em um projeto
 Processos de gerenciamento de projetos em um projeto O gerenciamento de projetos é a aplicação de conhecimentos, habilidades, ferramentas e técnicas às atividades do projeto a fim de cumprir seus requisitos.
Processos de gerenciamento de projetos em um projeto O gerenciamento de projetos é a aplicação de conhecimentos, habilidades, ferramentas e técnicas às atividades do projeto a fim de cumprir seus requisitos.
COPINAVAL 24/10/2007. END s Aplicação no setor naval Certificação
 COPINAVAL 24/10/2007 END s Aplicação no setor naval Certificação O que significa END? Ensaios Não Destrutivos: Verificar a existência de descontinuidades; Verificar a propriedade de um material; Não causa
COPINAVAL 24/10/2007 END s Aplicação no setor naval Certificação O que significa END? Ensaios Não Destrutivos: Verificar a existência de descontinuidades; Verificar a propriedade de um material; Não causa
MQ-1 Revisão: 06 Data: 20/04/2007 Página 1
 MQ-1 Revisão: 06 Data: 20/04/2007 Página 1 I. APROVAÇÃO Emitente: Função: Análise crítica e aprovação: Função: Liliane Alves Ribeiro da Silva Gerente Administrativa Roberto José da Silva Gerente Geral
MQ-1 Revisão: 06 Data: 20/04/2007 Página 1 I. APROVAÇÃO Emitente: Função: Análise crítica e aprovação: Função: Liliane Alves Ribeiro da Silva Gerente Administrativa Roberto José da Silva Gerente Geral
Segurança Patrimonial - Sistema de Informações para Proteção Patrimonial
 Segurança Patrimonial - Sistema de Informações para Proteção Patrimonial Conheça mais sobre a coleta de dados por meio de bastão de rondas, entrevistas e auditorias. Artigo Publicado no Jornal da Segurança
Segurança Patrimonial - Sistema de Informações para Proteção Patrimonial Conheça mais sobre a coleta de dados por meio de bastão de rondas, entrevistas e auditorias. Artigo Publicado no Jornal da Segurança
Procedimento. Qualificação de Soldas, Soldadores e Inspetores JANEIRO 2016 ABPE P009 ASSOCIAÇÃO BRASILEIRA DE TUBOS POLIOLEFÍNICOSE SISTEMAS
 JANEIRO 2016 ABPE P009 Qualificação de Soldas, Soldadores e Inspetores Procedimento Origem abpe - Associação Brasileira de Tubos Poliolefínicos e Sistemas CN - Comissão de Normalização ABPE P009 Polyethylene
JANEIRO 2016 ABPE P009 Qualificação de Soldas, Soldadores e Inspetores Procedimento Origem abpe - Associação Brasileira de Tubos Poliolefínicos e Sistemas CN - Comissão de Normalização ABPE P009 Polyethylene
ORGANIZAÇÃO SOCIAL PRO-EDUCA- INSTITUTO SOCIAL PARA O DESENVOLVIMENTO DA EDUCAÇÃO E SUSTENTABILIDADE
 ORGANIZAÇÃO SOCIAL PRO-EDUCA- INSTITUTO SOCIAL PARA O DESENVOLVIMENTO DA EDUCAÇÃO E SUSTENTABILIDADE CNPJ N 05.303.355/0001-73 REGISTRO EM RCPJ- BARUERI/SP 222857 REGULAMENTO DE COMPRAS, CONTRATAÇÕES DE
ORGANIZAÇÃO SOCIAL PRO-EDUCA- INSTITUTO SOCIAL PARA O DESENVOLVIMENTO DA EDUCAÇÃO E SUSTENTABILIDADE CNPJ N 05.303.355/0001-73 REGISTRO EM RCPJ- BARUERI/SP 222857 REGULAMENTO DE COMPRAS, CONTRATAÇÕES DE
Controle de Documentos da Qualidade. Descrição 0 15/07/2010 - Emissão inicial
 Pág.: 1/19 Controle de alterações Revisão Data Local da Revisão Descrição 0 15/07/2010 - Emissão inicial Item 5.5 Unificação dos itens 5.5.2 e 5.5.4, em função da exclusão da lista de Distribuição de documentos
Pág.: 1/19 Controle de alterações Revisão Data Local da Revisão Descrição 0 15/07/2010 - Emissão inicial Item 5.5 Unificação dos itens 5.5.2 e 5.5.4, em função da exclusão da lista de Distribuição de documentos
Administração de Sistemas de Informação Gerenciais
 Administração de Sistemas de Informação Gerenciais UNIDADE II: E-business Global e Colaboração Prof. Adolfo Colares Uma empresa é uma organização formal cujo o objetivo é produzir s ou prestar serviços
Administração de Sistemas de Informação Gerenciais UNIDADE II: E-business Global e Colaboração Prof. Adolfo Colares Uma empresa é uma organização formal cujo o objetivo é produzir s ou prestar serviços
3 Qualidade de Software
 3 Qualidade de Software Este capítulo tem como objetivo esclarecer conceitos relacionados à qualidade de software; conceitos estes muito importantes para o entendimento do presente trabalho, cujo objetivo
3 Qualidade de Software Este capítulo tem como objetivo esclarecer conceitos relacionados à qualidade de software; conceitos estes muito importantes para o entendimento do presente trabalho, cujo objetivo
-CAPÍTULO I ESTRUTURA DE GERENCIAMENTO DE RISCO
 -CAPÍTULO I ESTRUTURA DE GERENCIAMENTO DE RISCO 1. Sistema Sicoob A Estrutura de Gerenciamento do Risco Operacional abaixo visa dar conformidade ao que dispõe a Resolução n 3.380/2006, do Conselho Monetário
-CAPÍTULO I ESTRUTURA DE GERENCIAMENTO DE RISCO 1. Sistema Sicoob A Estrutura de Gerenciamento do Risco Operacional abaixo visa dar conformidade ao que dispõe a Resolução n 3.380/2006, do Conselho Monetário
Roteiro SENAC. Análise de Riscos. Planejamento do Gerenciamento de Riscos. Planejamento do Gerenciamento de Riscos
 SENAC Pós-Graduação em Segurança da Informação: Análise de Riscos Parte 2 Leandro Loss, Dr. Eng. loss@gsigma.ufsc.br http://www.gsigma.ufsc.br/~loss Roteiro Introdução Conceitos básicos Riscos Tipos de
SENAC Pós-Graduação em Segurança da Informação: Análise de Riscos Parte 2 Leandro Loss, Dr. Eng. loss@gsigma.ufsc.br http://www.gsigma.ufsc.br/~loss Roteiro Introdução Conceitos básicos Riscos Tipos de
PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS Programa de Graduação em Ciências Contábeis com Ênfase em Controladoria
 PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS Programa de Graduação em Ciências Contábeis com Ênfase em Controladoria Aline Fernanda de Oliveira Castro Michelle de Lourdes Santos A IMPORTÂNCIA DA CONTABILIDADE
PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS Programa de Graduação em Ciências Contábeis com Ênfase em Controladoria Aline Fernanda de Oliveira Castro Michelle de Lourdes Santos A IMPORTÂNCIA DA CONTABILIDADE
Regulamento Projeto interdisciplinar
 Regulamento Projeto interdisciplinar 1 Apresentação O presente manual tem como objetivo orientar as atividades relativas à elaboração do Projeto Interdisciplinar (PI). O PI é o estudo sobre um tema específico
Regulamento Projeto interdisciplinar 1 Apresentação O presente manual tem como objetivo orientar as atividades relativas à elaboração do Projeto Interdisciplinar (PI). O PI é o estudo sobre um tema específico
TR Tanque Flash. 1. Termo de garantia. 2. Informações gerais de segurança. 3. Informações de segurança específicas do produto
 1.753.000.080 IM-D176-01 BR Rev.00 TR Tanque Flash Manual de Instalação e Manutenção 1. Termo de garantia 2. Informações gerais de segurança 3. Informações de segurança específicas do produto 4. Informações
1.753.000.080 IM-D176-01 BR Rev.00 TR Tanque Flash Manual de Instalação e Manutenção 1. Termo de garantia 2. Informações gerais de segurança 3. Informações de segurança específicas do produto 4. Informações
NPT 015 CONTROLE DE FUMAÇA PARTE 8 18 ASPECTOS DE SEGURANÇA DO PROJETO DE SISTEMA DE CONTROLE DE FUMAÇA
 Janeiro 2012 Vigência: 08 Janeiro 2012 NPT 015 Controle de fumaça Parte 8 Aspectos de segurança CORPO DE BOMBEIROS BM/7 Versão: 02 Norma de Procedimento Técnico 6 páginas SUMÁRIO 18 Aspectos de segurança
Janeiro 2012 Vigência: 08 Janeiro 2012 NPT 015 Controle de fumaça Parte 8 Aspectos de segurança CORPO DE BOMBEIROS BM/7 Versão: 02 Norma de Procedimento Técnico 6 páginas SUMÁRIO 18 Aspectos de segurança
CIRCULAR DE INFORMAÇÃO
 AGÊNCIA NACIONAL DE AVIAÇÃO CIVIL - BRASIL GERÊNCIA GERAL DE CERTIFICAÇÃO DE PRODUTOS AERONÁUTICOS CIRCULAR DE INFORMAÇÃO Assunto: CONTROLE DE FORNECEDOR PELO FABRICANTE AERONÁUTICO 1 - OBJETIVO Data:
AGÊNCIA NACIONAL DE AVIAÇÃO CIVIL - BRASIL GERÊNCIA GERAL DE CERTIFICAÇÃO DE PRODUTOS AERONÁUTICOS CIRCULAR DE INFORMAÇÃO Assunto: CONTROLE DE FORNECEDOR PELO FABRICANTE AERONÁUTICO 1 - OBJETIVO Data:
Iris Trindade Chacon Chefe da Difiq
 Rastreabilidade dos Padrões Iris Trindade Chacon Chefe da Difiq Aspectos associados Calibração Padrões Cadeia de rastreabilidade Processo produtivo Sistema da qualidade Certificado de calibração AcreditaçãoA
Rastreabilidade dos Padrões Iris Trindade Chacon Chefe da Difiq Aspectos associados Calibração Padrões Cadeia de rastreabilidade Processo produtivo Sistema da qualidade Certificado de calibração AcreditaçãoA
ASPECTOS EXECUTIVOS, SURGIMENTO DE ANOMALIAS E QUALIDADE DAS ESTRUTURAS EM CONCRETO ARMADO
 ASSOCIAÇÃO CULTURAL EDUCACIONAL DE ITAPEVA FACULDADE DE CIÊNCIAS SOCIAIS E AGRÁRIAS DE ITAPEVA ASPECTOS EXECUTIVOS, SURGIMENTO DE ANOMALIAS E QUALIDADE DAS ESTRUTURAS EM CONCRETO ARMADO Adrianderson Pereira
ASSOCIAÇÃO CULTURAL EDUCACIONAL DE ITAPEVA FACULDADE DE CIÊNCIAS SOCIAIS E AGRÁRIAS DE ITAPEVA ASPECTOS EXECUTIVOS, SURGIMENTO DE ANOMALIAS E QUALIDADE DAS ESTRUTURAS EM CONCRETO ARMADO Adrianderson Pereira
Campus Capivari Análise e Desenvolvimento de Sistemas (ADS) Prof. André Luís Belini E-mail: prof.andre.luis.belini@gmail.com /
 Prof. André Luís Belini E-mail: prof.andre.luis.belini@gmail.com /") Campus Capivari Análise e Desenvolvimento de Sistemas (ADS) Prof. André Luís Belini E-mail: prof.andre.luis.belini@gmail.com / andre.belini@ifsp.edu.br MATÉRIA: GESTÃO DE PROJETOS Aula N : 10 Tema: Gerenciamento
Campus Capivari Análise e Desenvolvimento de Sistemas (ADS) Prof. André Luís Belini E-mail: prof.andre.luis.belini@gmail.com / andre.belini@ifsp.edu.br MATÉRIA: GESTÃO DE PROJETOS Aula N : 10 Tema: Gerenciamento
O termo compliance é originário do verbo, em inglês, to comply, e significa estar em conformidade com regras, normas e procedimentos.
 POLÍTICA DE COMPLIANCE INTRODUÇÃO O termo compliance é originário do verbo, em inglês, to comply, e significa estar em conformidade com regras, normas e procedimentos. Visto isso, a REAG INVESTIMENTOS
POLÍTICA DE COMPLIANCE INTRODUÇÃO O termo compliance é originário do verbo, em inglês, to comply, e significa estar em conformidade com regras, normas e procedimentos. Visto isso, a REAG INVESTIMENTOS
Certificação ambiental a) Sistema de Gestão Ambiental
 Sistema de Gestão Ambiental") Certificação ambiental A certificação dos sistemas de gestão atesta a conformidade do modelo de gestão de fabricantes e prestadores de serviço em relação a requisitos normativos. Os sistemas clássicos
Certificação ambiental A certificação dos sistemas de gestão atesta a conformidade do modelo de gestão de fabricantes e prestadores de serviço em relação a requisitos normativos. Os sistemas clássicos
QUALIFICAÇÃO E CERTIFICAÇÃO DE PESSOAL EM CORROSÃO E PROTEÇÃO
 ABRACO 00 de 0 OBJETIVO Esta norma estabelece a sistemática adotada pela Associação Brasileira de Corrosão ABRACO para o funcionamento do Sistema Nacional de Qualificação e Certificação em Corrosão e Proteção.
ABRACO 00 de 0 OBJETIVO Esta norma estabelece a sistemática adotada pela Associação Brasileira de Corrosão ABRACO para o funcionamento do Sistema Nacional de Qualificação e Certificação em Corrosão e Proteção.
???? OBJETIVOS GERAIS DA DISCIPLINA OBJETIVOS ESPECÍFICOS DA DISCIPLINA
 Aula 1- Auditoria Professor : Marco Fernandes Dalponte www.dalmaf.com.br Marco.fernandes@dalmaf.com.br OBJETIVOS DESTA AULA Apresentar o plano da disciplina Conhecer os principais conceitos relativos à
Aula 1- Auditoria Professor : Marco Fernandes Dalponte www.dalmaf.com.br Marco.fernandes@dalmaf.com.br OBJETIVOS DESTA AULA Apresentar o plano da disciplina Conhecer os principais conceitos relativos à
Diretrizes de Qualidade de Projetos
 Diretrizes de Qualidade de Projetos Versão 1.5 MAPA/SE/SPOA/CGTI, 2012 Página 1 Histórico de Revisão Data Versão Descrição Autor 15/01/2012 1.0 Criação do Artefato Pérsio Mairon 10/03/2012 1.1 Inclusão
Diretrizes de Qualidade de Projetos Versão 1.5 MAPA/SE/SPOA/CGTI, 2012 Página 1 Histórico de Revisão Data Versão Descrição Autor 15/01/2012 1.0 Criação do Artefato Pérsio Mairon 10/03/2012 1.1 Inclusão