Tópicos Integradores Produção Enxuta. Trabalho padronizado. Rodrigues, Roger Antônio.
|
|
|
- Armando Madureira Molinari
- 6 Há anos
- Visualizações:
Transcrição

1 Tópicos Integradores Produção Enxuta Trabalho padronizado Rodrigues, Roger Antônio. R696t Trabalho padronizado / Roger Antônio Rodrigues. Varginha, slides : il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração da produção. 2. Trabalho. I. Título. II. Fundação de Ensino e Pesquisa- FEPESMIG Elaborado por: Isadora Ferreira CRB-06 31/06 CDD: AC:

2 Provérbio da Toyota


3 Trabalho padronizado O trabalho padronizado é nossa cartilha. É o jeito mais seguro, fácil e eficaz de fazer o trabalho. Precisamos entender que: Não existe uma única maneira de fazer o trabalho. Os trabalhadores devem projetar o trabalho. O objetivo do trabalho padronizado é fornecer uma base para melhorias. Mesmo os nossos melhores processos são repletos de MUDA Portanto, o trabalho padronizado se modifica constantemente
. 2.")

4 Engenharia de métodos X Pensamento lean Criada por Taylor ( Jeito certo de fazer as coisas ) e aprimorada por Frank e Lilian Gilbreth, a Engenharia de métodos baseia-se nas suposições informais a seguir: 1. Existe um jeito certo (e os engenheiros irão defini-lo). 2. Os trabalhadores não estavam envolvidos em projetar o trabalho ou fazer melhorias. 3. Padrões raramente mudam (e apenas especialistas podem mudá-los). Não podemos engessar os esforços de melhoria, por isso precisamos aprofundar o nosso entendimento sobre o que é melhoria Estas ideias romperam com o que existia há um século atrás, mas, hoje, já estão ultrapassadas
5 O que precisamos administrar? O trabalho padronizado é uma ferramenta para desenvolver, confirmar e melhorar nosso método (processos). Um processo é simplesmente um conjunto de etapas ou ações com uma meta claramente definida. Uma série de ações que avançam um processo de forma significativa é chamada de um elemento de trabalho. Entrada Homem/Mulher Máquina Material Método Fábrica Produção Produtividade Qualidade Custo Tempo de entrega Segurança e ambiente Moral
6 Maximizar a utilização de máquinas ou e pessoas? Muitos de nós aprendemos que, para melhorar a eficiência, devemos melhorar a utilização de máquinas. Devemos reconsiderar essa ideia. Para maximizar a utilização de máquinas, devemos: Ter máquinas em funcionamento constante com a maior velocidade possível, o que cria muda de superprodução. Reter mais pessoal para manter as máquinas em funcionamento. Aumentar os produtos em processo para cobrir os problemas e manter as máquinas em funcionamento. Em outras palavras, devemos nos envolver em atividades desperdiçadoras.
7 Maximizar a utilização de máquinas ou e pessoas? Por outro lado, a Toyota por exemplo procura maximizar a utilização de pessoas. A flexibilidade humana apresenta benefícios que excedem aqueles que podem ser fornecidos através da utilização de máquinas. Por exemplo, um trabalhador pode: Mover-se de uma máquina para outra para produzir itens conforme a necessidade. Carregar máquinas e transferir peças com facilidade, ao passo que o custo de máquinas aumenta exponencialmente com carga e transferência automáticas. Finalmente ajustar ciclos de trabalho de acordo com a necessidade de mudanças.

8 Densidade de trabalho No sistema lean o trabalho padronizado enfoca o movimento humano. Procuramos desenvolver processos centrados em pessoas, que fluem com tranquilidade e segurança. Nossa medida de eficiência é a densidade de trabalho, definido assim: Densidade de trabalho = Trabalho/Movimento A demanda do cliente determina o numerador. A abordagem lean é reduzir o denominador constantemente

9 Por que trabalho padronizado? Estabilidade de processos O trabalho padronizado apresenta muitos benefícios. Pontos de início e parada claros para cada processo Aprendizagem organizacional A solução de auditorias e problemas Envolvimento do funcionário e poka-yoke Kaizen Treinamento
10 Pré-requisitos para o trabalho padronizado Não conseguimos trabalhar dentro de um padrão quando há paradas e atrasos constantes na linha. Aqui temos algumas causas de instabilidade: Problemas de qualidade nas peças recebidas Problemas com maquinaria, gabaritos ou ferramentas Falta de peças Uma situação que apresenta lacunas (o que significa que um membro de equipe precisa esperar por uma peça para continuar o trabalho) Atividades lean dão suporte à estabilidade. A estabilidade de máquinas exige 5S e TPM. A qualidade é reforçada com jidoka. Técnicas just-in-time atacam problemas de falta de peças. O 5S, a TPM e o trabalho padronizado melhoram a segurança.
11 Os elementos do trabalho padronizado O trabalho padronizado consiste em 3 elementos: 1. Tempo Takt 2. Sequência de trabalho qual a melhor maneira de fazer o processo. 3. Estoque em processo quanto estoque deve haver? Estes itens fornecem uma base através da qual podemos avaliar determinado processo. Um processo é uma série de etapas ou ações com uma meta claramente definida. Um processo pode ser visto como um trabalho. Um elemento de trabalho é uma ação ou conjunto de ações que avançam o processo.
12 Tempo Takt Tempo takt nos fornece nossa frequência de demanda, ou seja, com que frequência devemos produzir o produto, e pode ser calculado assim: Takt = Tempo de operação diária/ Quantidade exigida por dia Quantidade ou produção exigida por dia pode ser estimada assim: Produção exigida por dia = Produção exigida por mês / dias em operação Exemplo: Se nosso pedido diário é de 890 unidades e operamos com dois turnos de 445 minutos, nosso tempo takt será: Takt = ( ) / 890 = 1 minuto Teríamos que produzir um produto a cada 1 minuto
13 Tempo Takt e o tempo de ciclo de trabalho Tempo é diferente de tempo de ciclo que é o tempo real que leva para completar o processo. A meta é sincronizar, o máximo possível, o tempo takt e o tempo de ciclo Isso nos permite integrar processos em células que dão suporte a nossa meta de produção de um de cada vez O tempo takt também nos permite entender nossa situação de produção com uma só olhada. Se o tempo takt for 1 mim. Devemos ver um produto passar por nós a cada um mim.



14 Sequência de trabalho A sequência de trabalho define a ordem em que o trabalho é feito em um dado processo. Por exemplo, um membro de equipe pode precisar: Pegar uma peça Caminhar até a máquina Colocar a peça na máquina e processá-la Levar a peça até a próxima máquina Temo que definir claramente melhor forma de fazer cada ação de trabalho e a sequência apropriada. O lean diz que, quando possível, usar imagens e desenhos para mostrar: A postura certa Como as mãos e os pés devem se mover Como as ferramentas devem ser seguradas




15 Conhecimento acumulado quanto aos pequenos segredos do trabalho. Qualidade crítica ou itens de segurança. Na Toyota, o enfoque dado às pessoas e a natureza visual do trabalho padronizado o torna uma poderosa ferramenta para segurança e ergonomia. A imagem clara de uma postura correta ou da disposição certa das mãos, por exemplo, é uma advertência constante, além de um desafio sutil, para que se eliminem posturas perigosas e outros fatores de risco ergonômico. Curiosidade! Ferimentos ergonômicos totalizam 70% dos pagamentos compensatórios trabalhistas na América do Norte.
16 Estoque em processo Estoque em processo é a quantia mínima de peças de trabalho incompletas necessárias para que o operador complete o processo sem ficar parado na frente de uma máquina. O fator determinante é que o trabalho não pode progredir sem certo número de peças à disposição. Devemos aumentar o estoque em processo nas seguintes circunstâncias: Verificações de qualidade exigem peças adicionais. As temperaturas devem cair antes de começar a próxima operação. A maquinaria começa um ciclo automaticamente. A operação de máquinas está na ordem inversa dos processos.


17 Estoque em processo A definição de estoques em processo estabelece padrões WIP (work-in-process) por processo e, mais uma vez, revela as anormalidades.

18 Formulários usados para definir o trabalho padronizado Os membros de nossa equipe desenvolvem o trabalho padronizado com o apoio de engenheiros e outros especialistas, conforme exigido. São usados três formulários: 1. Quadro de capacidade de produção 2. Tabela de combinação de trabalho padronizado 3. Diagrama padronizado Cada formulário é uma ferramenta para analisar e definir um processo e para identificar pontos de melhoria.
19 1 - Quando de capacidade de produção Este quadro determina a capacidade de uma máquina em processo. Documenta os tempos manuais e da máquina. Permite que identifiquemos gargalos com um olhar apenas. A capacidade de uma máquina é calculada através da seguinte fórmula: Capacidade = tempo operacional por turno / (tempo de processo + tempo de setup) O tempo de setup é o tempo necessário para trocar a máquina de uma composição para outra. O setup para uma mesma pode incluir a troca de ferramenta, ajuste na montagem da máquina e a colocação de uma nova bobina de aço.

20 2 Tabela de combinação de trabalho padronizado Esta tabela mostra: Elementos de trabalho e sua sequência Tempo por elemento de trabalho Tempo de operador de máquina A intenção entre operadores e máquinas ou entre operadores diferentes A tabela torna o kaizen mais fácil ao separar os movimentos do operador e relacioná-los ao tempo da máquina.
21 O leiaute de trabalho Etapas de processos e tempos 3 Diagrama de trabalho padronizado Este tipo de diagrama ajuda a racionalizar o leiaute e treinar funcionários. Compreende: Itens cruciais de qualidade e segurança Estoque WIP padronizado Folhas de elementos de trabalho Um elemento de trabalho é ação, ou grupo de ações, mínima necessária para avanço de um processo.
22 Folhas de elementos de trabalho Folhas de elementos de trabalho (JES job element sheets) têm uma página apenas e definem: Ações que fazem parte do elemento de trabalho. O fundamento lógico. Imagens e fotos que salientam os pontos chave. Registro de revisão. Medidas de tempo No sistema lean, as medidas simples de tempo podem revelar bastante sobre a condição atual do local de trabalho.
23 Medidas de tempo A medida de tempo consiste em dividir um processo em seus vários elementos e medir o instante em que cada elemento se inicia e termina, a seguir as etapas necessárias: Torne-se familiarizado com a área do processo e a área circundante Desenhe o leiaute da área do processo Mostre a sequência de trabalho Anote os elementos de trabalho Meça o tempo de ciclo total (pelo menos 10 vezes) Meça o tempo para cada elemento de trabalho (pelo menos 10 vezes)
24 Medidas de tempo Redução de mão de obra Identifique e meça o trabalho irregular ( Ex.: desobstrução de bloqueios). Faça anotações na tabela de análise de trabalho padronizado e na tabela de combinação de trabalho padronizado. As ferramentas do trabalho padronizado nos ajudam a melhorar a eficiência através da identificação de valor e desperdício em um processo. A eficiência pode ser definida da seguinte forma: Eficiência = Produção/Mão-de-Obra
25 Eficiência geral X Eficiência individual O trabalho padronizado pode nos auxiliar a desenvolver um processo eficiente. Porém, nossa meta é eficiência geral. Na verdade um processo que passa na frente dos processos em sua volta cria muda de estoque, pois WIP se acumula na frente de processos mais lentos. Contudo, alguns processos são invariavelmente mais fáceis de fazer do que outros. Como se promove a colaboração entre processos dentro de uma área de produção? A reposta é planejar trabalho padronizado para uma área de produção de tal forma que: Tempo de ciclos estejam tão equilibrados quanto possível. Áreas de responsabilidade se sobreponham. As distâncias entre trabalhadores sejam as menores possíveis.

26 Eficiência geral X Eficiência individual Duplicar o trabalho dessa forma melhora a produção. Uma fábrica típica consiste em processos dependentes em série, cada processo sujeito à flutuações estatísticas. Em The goal, Eli Goldratt ilustra de forma clara os desafios que tal sistema enfrenta: Variáveis (ex.: estoque) fluxo abaixo oscilarão em torno do desvio máximo estabelecido pelos processos fluxo acima. A produção é determinada pela máquina mais lenta na cadeia (O gargalo). Portanto, Goldratt defende que devemos: 1. Identificar nossos gargalos 2. Decidir como explorar os gargalos 3. Elevar os gargalos
27 Trabalho padronizado e Kaizen O trabalho padronizado é um processo cujo o objetivo é kaizen. Se o trabalho padronizado não altera, estamos regredindo. A responsabilidade do líder é manter boas condições e melhorar. Ás vezes, as oportunidades de kaizen são óbvias, o que inclui muda evidente, tais como defeitos recorrentes, avarias de máquinas ou WIP em excesso. Sobrecarga (muri) ou falta de regularidade (mura) são outros alvos óbvios. Os próximos tópicos descrevem diretrizes que podem nos ajudar a encontrar oportunidades de kaizen.
28 Diretrizes para a economia de movimentos Os movimentos das mãos devem ser simétricos e simultâneos. Os movimentos feitos com duas mãos devem ser tão compactos quanto possível. O trabalho leve deve ser feito com as mãos e antebraços e não com a parte superior dos braços e os ombros. O movimento deve fluir. O trabalho deve ser feito no círculo forte, de cerca de 1 metro de diâmetro, e diretamente na frente do trabalhador. Mantenha uma postura corporal adequada. Mantenha as mãos livres o máximo possível.
29 Diretrizes para o leiaute e equipamento Identifique os locais de origem de ferramentas e materiais. Possibilite a flexibilidade do leiaute para acomodar mudanças na demanda, assim como operadores mais altos ou mais baixos. Mova as peças horizontalmente. Evite o movimento vertical de peças. Use a gravidade para mover peças (ex.: uso de prateleiras em leve decline para peças). Posicione as ferramentas e os materiais de forma conveniente. Assegure-se de uma iluminação adequada e use cores. Utilize leiautes em forma de U para que os pontos iniciais e finais de um processo estejam lado a lado.
30 Diretrizes para ferramentas e gabaritos Crie gabaritos para não eliminar o uso de manual de materiais. Use ferramentas ergonômicas (ex.:ferramentas que são fáceis de segurar incentivam uma boa postura de mão e do pulso e minimizam a força de vibração). Combine ferramentas quando possível (ex.: use uma chave em T em vez de uma chave com soquete e chave de fenda). Se for possível, use braços que automticamente retirem ferramenta do ponto de uso.
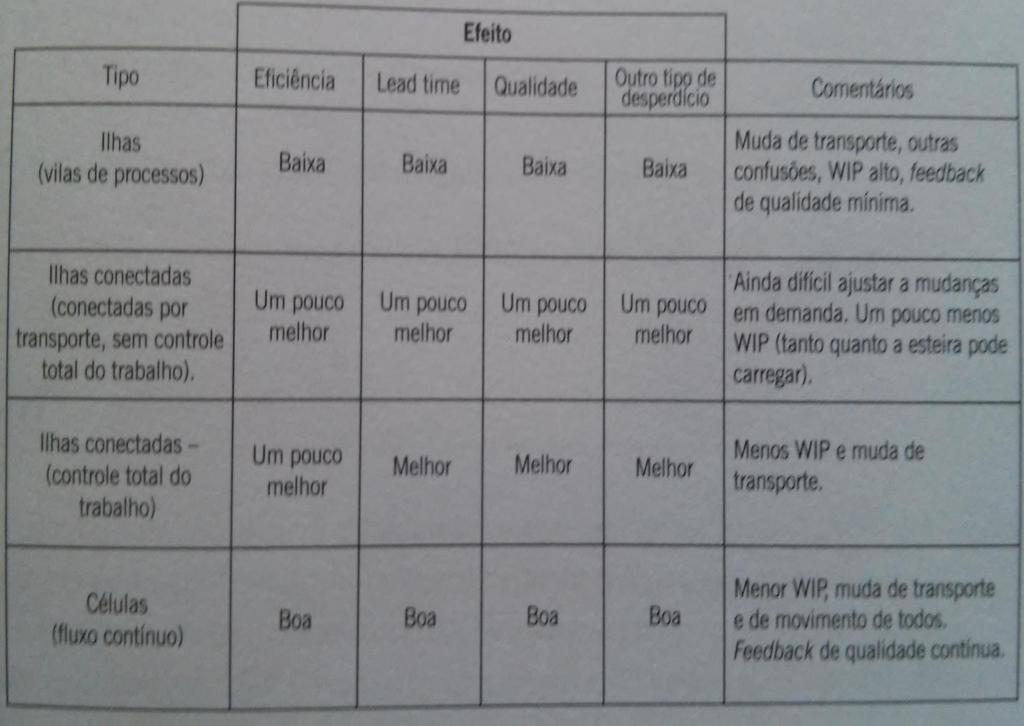
31 Leiautes comuns Normalmente encontramos quatro leiautes: 1. Ilhas Processos em ilhas estão separados uns dos outros. Empilhadeiras movem pilhas de estoque entre ilhas. Com frequência, operadores em cada ilha produzem o mais rápido possível, independentemente da real demanda. 2. Ilhas Conectadas - Esteiras transportadoras ou condutos conectam as ilhas. Não há um mecanismo para controlar a quantidade de estoque nas esteiras. Os trabalhadores normalmente produzem o mais rápido possível Ilhas Conectadas com Controle Total do Trabalho - Esteiras ou condutos conectam as ilhas. Um dispositivo visual controla a quantidade de estoque em processos. O processo fluxo acima pára de produzir quando o processo fluxo abaixo está cheio.

32 Leiautes comuns 4 Células As máquinas estão lado a lado. Há um mínimo de estoque entre máquinas. Idealmente, uma peça é feita de cada vez. Assim que uma peça é processada, esta passa ao próximo processo.
33
34 Resumo O trabalho padronizado é um processo cujo o objetivo é identificar muda para que possamos melhorar continuamente através do envolvimento de membros de equipe. A produção lean e a Engenharia de Métodos se diferenciam significativamente em sua abordagem quanto ao trabalho padronizado. Descrevemos os elementos do trabalho padronizado e a várias tabelas relacionadas. Através do trabalho padronizado podemos melhorar a densidade de trabalho aumentando a quantidade de trabalho que agrega valor em cada processo. Também procuramos melhorar a eficiência reduzindo a mão de obra. Trabalhadores dispensados kaizen são redistribuídos. A meta implícita do trabalho padronizado é kaizen. São dadas diretrizes para o desenvolvimento de ideias kaizen. No final discutimos leiautes típicos e suas vantagens relativas.
O sistema Lean de produção
 Disciplina: Tópicos Integradores Produção Enxuta O sistema Lean de produção Rodrigues, Roger Antônio. R696s O sistema lean de produção / Roger Antônio Rodrigues. Varginha, 2015. 16 slides : il. colors.
Disciplina: Tópicos Integradores Produção Enxuta O sistema Lean de produção Rodrigues, Roger Antônio. R696s O sistema lean de produção / Roger Antônio Rodrigues. Varginha, 2015. 16 slides : il. colors.
Disciplina: Tópicos Integradores Produção Enxuta
 Disciplina: Tópicos Integradores Produção Enxuta Rodrigues, Roger Antônio. R696t Tópicos integradores : produção enxuta / Roger Antônio Rodrigues. Varginha, 2015. 12 slides : il. colors. Sistema requerido:
Disciplina: Tópicos Integradores Produção Enxuta Rodrigues, Roger Antônio. R696t Tópicos integradores : produção enxuta / Roger Antônio Rodrigues. Varginha, 2015. 12 slides : il. colors. Sistema requerido:
Tópicos Integradores Produção Enxuta. Heijunka e MFV. Rodrigues, Roger Antônio. R696h
 Tópicos Integradores Produção Enxuta Heijunka e MFV R696h Rodrigues, Roger Antônio. Heijunka e MFV / Roger Antônio Rodrigues. Varginha, 2015. 20 slides : il. Sistema requerido: Adobe Acrobat Reader Modo
Tópicos Integradores Produção Enxuta Heijunka e MFV R696h Rodrigues, Roger Antônio. Heijunka e MFV / Roger Antônio Rodrigues. Varginha, 2015. 20 slides : il. Sistema requerido: Adobe Acrobat Reader Modo
Tópicos Integradores Produção Enxuta. Manutenção Produtiva Total - TPM. Rodrigues, Roger Antônio.
 Tópicos Integradores Produção Enxuta Manutenção Produtiva Total - TPM Rodrigues, Roger Antônio. R696m Manutenção produtiva total TPM / Roger Antônio Rodrigues. Varginha, 2015. 14 slides : il. colors. Sistema
Tópicos Integradores Produção Enxuta Manutenção Produtiva Total - TPM Rodrigues, Roger Antônio. R696m Manutenção produtiva total TPM / Roger Antônio Rodrigues. Varginha, 2015. 14 slides : il. colors. Sistema
SISTEMA LEAN DE PRODUÇÃO. Prof. Fabiano da Veiga
 SISTEMA LEAN DE PRODUÇÃO Prof. Fabiano da Veiga NASCIMENTO DA PRODUÇÃO LEAN Produção artesanal NASCIMENTO DA PRODUÇÃO LEAN Produção em massa (Taylorismo) NASCIMENTO DA PRODUÇÃO LEAN Sistema Ford SISTEMA
SISTEMA LEAN DE PRODUÇÃO Prof. Fabiano da Veiga NASCIMENTO DA PRODUÇÃO LEAN Produção artesanal NASCIMENTO DA PRODUÇÃO LEAN Produção em massa (Taylorismo) NASCIMENTO DA PRODUÇÃO LEAN Sistema Ford SISTEMA
Tópicos Integradores Produção Enxuta. Produção Just-in-Time. Rodrigues, Roger Antônio. R696p
 Tópicos Integradores Produção Enxuta Produção Just-in-Time R696p Rodrigues, Roger Antônio. Produção Just-in-Time / Roger Antônio Rodrigues. Varginha, 2015. 38 slides : il. Sistema requerido: Adobe Acrobat
Tópicos Integradores Produção Enxuta Produção Just-in-Time R696p Rodrigues, Roger Antônio. Produção Just-in-Time / Roger Antônio Rodrigues. Varginha, 2015. 38 slides : il. Sistema requerido: Adobe Acrobat
Prof. Linduarte Vieira da Silva Filho
 Unidade II SISTEMA DE QUALIDADE Prof. Linduarte Vieira da Silva Filho Sistemas e Ferramentas de Gestão da Qualidade Estudaremos neste módulo técnicas e metodologias trabalhadas na área da administração
Unidade II SISTEMA DE QUALIDADE Prof. Linduarte Vieira da Silva Filho Sistemas e Ferramentas de Gestão da Qualidade Estudaremos neste módulo técnicas e metodologias trabalhadas na área da administração
Sistema de Produção Lean Cap 4 Ferramentas Lean
 UDESC/DEPS Sistema de Produção Lean Cap 4 Ferramentas Lean Prof. Silene Seibel, Dra. silene@silene.com.br UDESC/DEPS Cap 4 Fluxo Con9nuo Prof. Silene Seibel, Dra. silene@silene.com.br 2 Conteúdo do Capitulo
UDESC/DEPS Sistema de Produção Lean Cap 4 Ferramentas Lean Prof. Silene Seibel, Dra. silene@silene.com.br UDESC/DEPS Cap 4 Fluxo Con9nuo Prof. Silene Seibel, Dra. silene@silene.com.br 2 Conteúdo do Capitulo
PCP II. Planejamento e controle da capacidade. Rodrigues, Roger Antônio.
 PCP II Planejamento e controle da capacidade Rodrigues, Roger Antônio. R696p Planejamento e controle da capacidade / Roger Antônio Rodrigues. Varginha, 2015. 14 slides : il. Sistema requerido: Adobe Acrobat
PCP II Planejamento e controle da capacidade Rodrigues, Roger Antônio. R696p Planejamento e controle da capacidade / Roger Antônio Rodrigues. Varginha, 2015. 14 slides : il. Sistema requerido: Adobe Acrobat
PCP II. Sistema de estocagem e manuseio. Rodrigues, Roger Antônio.
 PCP II Sistema de estocagem e manuseio Rodrigues, Roger Antônio. R696s Sistema de estocagem e manuseio / Roger Antônio Rodrigues. Varginha, 2015. 13 slides : il. Sistema requerido: Adobe Acrobat Reader
PCP II Sistema de estocagem e manuseio Rodrigues, Roger Antônio. R696s Sistema de estocagem e manuseio / Roger Antônio Rodrigues. Varginha, 2015. 13 slides : il. Sistema requerido: Adobe Acrobat Reader
PME 3463 Introdução à Qualidade - T4. Produção Enxuta Grupo - 04
 Introdução à Qualidade - T4 Produção Enxuta Grupo - 04 Roteiro da Apresentação 1. Definição 2. Fundamentos 3. Mapeamento da Cadeia de Valor 4. Heijunka 5. KanBan 6. Poka-Yoke 7. Evento Kaizen 8. Gestão
Introdução à Qualidade - T4 Produção Enxuta Grupo - 04 Roteiro da Apresentação 1. Definição 2. Fundamentos 3. Mapeamento da Cadeia de Valor 4. Heijunka 5. KanBan 6. Poka-Yoke 7. Evento Kaizen 8. Gestão
Modelagem de Problemas Gerenciais Gerenciamento da Capacidade
 Pesquisa Operacional II Professor: Roberto César Atividade que lida com o descompasso entre a demanda sobre uma operação e sua habilidade para suprir. Ex.:Operaçãodeumhoteldeluxo Antecipar-se às necessidades
Pesquisa Operacional II Professor: Roberto César Atividade que lida com o descompasso entre a demanda sobre uma operação e sua habilidade para suprir. Ex.:Operaçãodeumhoteldeluxo Antecipar-se às necessidades
Fonseca, Alan Sales da. Contabilidade de custos: classificação de custos / Alan Sales da Fonseca. Varginha, slides; il.
 Fonseca, Alan Sales da. F676c Contabilidade de custos: classificação de custos / Alan Sales da Fonseca. Varginha, 2015. 23 slides; il. Sistema requerido: Adobe Acrobat Reader Modo deacesso: World Wide
Fonseca, Alan Sales da. F676c Contabilidade de custos: classificação de custos / Alan Sales da Fonseca. Varginha, 2015. 23 slides; il. Sistema requerido: Adobe Acrobat Reader Modo deacesso: World Wide
MANUFATURA ENXUTA NA CONFECÇÃO DE MOLDES E FERRAMENTAS
 MANUFATURA ENXUTA NA CONFECÇÃO DE MOLDES E FERRAMENTAS AGENDA Apresentação da Empresa 2BLean Tempo de desenvolvimento de um Molde de Injeção O que é Lean Aplicações Desperdícios SMED para reduzir o tempo
MANUFATURA ENXUTA NA CONFECÇÃO DE MOLDES E FERRAMENTAS AGENDA Apresentação da Empresa 2BLean Tempo de desenvolvimento de um Molde de Injeção O que é Lean Aplicações Desperdícios SMED para reduzir o tempo
O aumento da produtividade com o uso do Value Stream Mapping
 O aumento da produtividade com o uso do Value Stream Mapping Por Rodrigo Valillo Pensar Lean pode significar um aumento da capacidade produtiva, fazendo com que a necessidade de se investir em novos equipamentos
O aumento da produtividade com o uso do Value Stream Mapping Por Rodrigo Valillo Pensar Lean pode significar um aumento da capacidade produtiva, fazendo com que a necessidade de se investir em novos equipamentos
Workshops e Simulação
 Workshops e simulação Revisão 04 Sumário 1. DIRETRIZES 2 Workshops e Simulação 1.1. PESSOAL... 2 1.2. FÁBRICA... 2 1.3. EQUIPAMENTOS... 3 2. WORKSHOP 01: OTIMIZAÇÃO DE LAYOUT... 4 2.1. META... 4 2.2. INFORMAÇÕES
Workshops e simulação Revisão 04 Sumário 1. DIRETRIZES 2 Workshops e Simulação 1.1. PESSOAL... 2 1.2. FÁBRICA... 2 1.3. EQUIPAMENTOS... 3 2. WORKSHOP 01: OTIMIZAÇÃO DE LAYOUT... 4 2.1. META... 4 2.2. INFORMAÇÕES
Qualquer anormalidade detectada no processamento pode ser classificada
 O Movimento ZD no Japão Começou com a disseminação massiva de métodos de CEQ (Deming e Juran) em todos os níveis hierárquicos - baseado em amostragens - pressupõe nível aceitável de defeitos A Detecção
O Movimento ZD no Japão Começou com a disseminação massiva de métodos de CEQ (Deming e Juran) em todos os níveis hierárquicos - baseado em amostragens - pressupõe nível aceitável de defeitos A Detecção
Logística. Oliveira, Felipe Flausino de. O48l Logística / Felipe Flausino de Oliveira. Varginha, slides; il.
 Logística Oliveira, Felipe Flausino de. O48l Logística / Felipe Flausino de Oliveira. Varginha, 2015. 25 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Logística.
Logística Oliveira, Felipe Flausino de. O48l Logística / Felipe Flausino de Oliveira. Varginha, 2015. 25 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Logística.
Lean Manufacturing Menos desperdício, mais produtividade.
 Lean Manufacturing Menos desperdício, mais produtividade. TEMA: TRABALHO PADRONIZADO 1 Você que é líder ou atua nas áreas de processo, qualidade e melhoria provavelmente já viu os casos abaixo na sua empresa:
Lean Manufacturing Menos desperdício, mais produtividade. TEMA: TRABALHO PADRONIZADO 1 Você que é líder ou atua nas áreas de processo, qualidade e melhoria provavelmente já viu os casos abaixo na sua empresa:
Dinâmica do Trabalho Padronizado Professora Silene Seibel, Dra.
 Dinâmica do Trabalho Padronizado Professora Silene Seibel, Dra. Unidades de Trabalho Elemento de trabalho: é a menor ação de trabalho executada por uma pessoa que pode ser transferida para outra pessoa.
Dinâmica do Trabalho Padronizado Professora Silene Seibel, Dra. Unidades de Trabalho Elemento de trabalho: é a menor ação de trabalho executada por uma pessoa que pode ser transferida para outra pessoa.
Sem fronteiras para o conhecimento. Programa Formação Especialista Lean Manufacturing
 1 Sem fronteiras para o conhecimento Programa Formação Especialista Lean Manufacturing Seja um Especialista Lean O Lean Manufacturing é uma filosofia de gestão que busca reduzir desperdícios enquanto aumenta
1 Sem fronteiras para o conhecimento Programa Formação Especialista Lean Manufacturing Seja um Especialista Lean O Lean Manufacturing é uma filosofia de gestão que busca reduzir desperdícios enquanto aumenta
Logística. Oliveira, Felipe Flausino de. O48l Logística : canais de distribuição / Felipe Flausino de Oliveira. Varginha, slides : il.
 Logística Oliveira, Felipe Flausino de. O48l Logística : canais de distribuição / Felipe Flausino de Oliveira. Varginha, 2015. 11 slides : il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World
Logística Oliveira, Felipe Flausino de. O48l Logística : canais de distribuição / Felipe Flausino de Oliveira. Varginha, 2015. 11 slides : il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World
Disciplina: PCP II. Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues slides : il.
 Disciplina: PCP II Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues. 2015. 14 slides : il. Varginha, Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração
Disciplina: PCP II Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues. 2015. 14 slides : il. Varginha, Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração
KANBAN. Aula de Luiz Eduardo Guarino de Vasconcelos
 KANBAN Aula de Luiz Eduardo Guarino de Vasconcelos Lean O Sistema Toyota de Produção, também chamado de Produção enxuta ou Lean Manufacturing, surgiu no Japão, na fábrica de automóveis Toyota, logo após
KANBAN Aula de Luiz Eduardo Guarino de Vasconcelos Lean O Sistema Toyota de Produção, também chamado de Produção enxuta ou Lean Manufacturing, surgiu no Japão, na fábrica de automóveis Toyota, logo após
nao INSTRUMENTOS E SISTEMAS DE MEDIDA ENGENHARIA DE PRODUÇÃO Silva, Thiago Luis Nogueira. S586i
 nao INSTRUMENTOS E SISTEMAS DE MEDIDA ENGENHARIA DE PRODUÇÃO S586i Silva, Thiago Luis Nogueira. Instrumentos e sistemas de medida : engenharia de produção / Thiago Luis Nogueira Silva. Varginha, 2015.
nao INSTRUMENTOS E SISTEMAS DE MEDIDA ENGENHARIA DE PRODUÇÃO S586i Silva, Thiago Luis Nogueira. Instrumentos e sistemas de medida : engenharia de produção / Thiago Luis Nogueira Silva. Varginha, 2015.
Sistema de Produção Lean Gestão da Produção
 UDESC/DEPS Sistema de Produção Lean Gestão da Produção Prof. Silene Seibel, Dra. silene@silene.com.br Obje6vos da Disciplina Cap 1: Compreender como a redução do lead+me impacta na lucra6vidade da empresa.
UDESC/DEPS Sistema de Produção Lean Gestão da Produção Prof. Silene Seibel, Dra. silene@silene.com.br Obje6vos da Disciplina Cap 1: Compreender como a redução do lead+me impacta na lucra6vidade da empresa.
PROGRAMAS DE GESTÃO EMPRESARIAL JIT JUST-IN-TIME PROCESSOS OPERACIONAIS.
 PROCESSOS OPERACIONAIS JIT JUST-IN-TIME O sistema Just in time, denominado JIT, foi desenvolvido no início da década de 50 na Toyota Motors Company, no Japão, como método para aumentar a produtividade,
PROCESSOS OPERACIONAIS JIT JUST-IN-TIME O sistema Just in time, denominado JIT, foi desenvolvido no início da década de 50 na Toyota Motors Company, no Japão, como método para aumentar a produtividade,
Administração da Produção e Operações
 Administração da Produção e Operações 1 Administração da Produção e Operações Professor: Marco Machado 1º Semestre 2011 Aula 04 - Estudo de Tempos, Movimentos e Métodos 4- Estudo de Tempos e Métodos: 1.
Administração da Produção e Operações 1 Administração da Produção e Operações Professor: Marco Machado 1º Semestre 2011 Aula 04 - Estudo de Tempos, Movimentos e Métodos 4- Estudo de Tempos e Métodos: 1.
ADMINISTRAÇÃO DE PRODUÇÃO
 Unidade III ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e Controle de Produção (PCP) O PCP é uma função de apoio da administração de produção. Desenvolve funções de planejar
Unidade III ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e Controle de Produção (PCP) O PCP é uma função de apoio da administração de produção. Desenvolve funções de planejar
Introdução às ferramentas Lean
 Introdução às ferramentas Lean 1 Ferramentas Lean Manutenção Produtiva Total Mapa de Fluxo de Valor Redução de Setup Diagrama de Espaguete 5 S Fluxo Contínuo Produção Puxada Trabalho Padronizado 2 1 Ferramentas
Introdução às ferramentas Lean 1 Ferramentas Lean Manutenção Produtiva Total Mapa de Fluxo de Valor Redução de Setup Diagrama de Espaguete 5 S Fluxo Contínuo Produção Puxada Trabalho Padronizado 2 1 Ferramentas
NBR ISO de 2001 (ISO de 1999) Índice
 Índice") Módulo 3 Visão geral da ISO 10015: índice, introdução, objetivos, referências, definições, ciclo do treinamento, aquisição de produtos, envolvimento do pessoal, definição das necessidades de treinamento
Módulo 3 Visão geral da ISO 10015: índice, introdução, objetivos, referências, definições, ciclo do treinamento, aquisição de produtos, envolvimento do pessoal, definição das necessidades de treinamento
Semana Kaizen Redução de Setup
 2010 Semana Kaizen Redução de Setup Sumário Nenhuma entrada de sumário foi encontrada. Rafael Andrade / Samuel Amate /Edson Ap. Lanmar Ind. Met. Ltda 8/2/2010 a 12/02/2010 Conteúdo Escopo de Projeto...4
2010 Semana Kaizen Redução de Setup Sumário Nenhuma entrada de sumário foi encontrada. Rafael Andrade / Samuel Amate /Edson Ap. Lanmar Ind. Met. Ltda 8/2/2010 a 12/02/2010 Conteúdo Escopo de Projeto...4
Rodrigues, Roger Antônio. R696t Tópicos integradores : produção enxuta / Roger Antônio Rodrigues. Varginha, slides; il.
 Rodrigues, Roger Antônio. R696t Tópicos integradores : produção enxuta / Roger Antônio Rodrigues. Varginha, 2015. 17 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1.
Rodrigues, Roger Antônio. R696t Tópicos integradores : produção enxuta / Roger Antônio Rodrigues. Varginha, 2015. 17 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1.
Qualidade. Especificar Valor. O que é Desperdício? 01/04/2012. Profº Spim. Análise de Valor
 Qualidade Profº Spim Análise de Valor 1 Especificar Valor O valor deve ser especificado para cada produto, deve atender as necessidades dos clientes a um preço baixo. Elimine os desperdícios! 2 O que é
Qualidade Profº Spim Análise de Valor 1 Especificar Valor O valor deve ser especificado para cada produto, deve atender as necessidades dos clientes a um preço baixo. Elimine os desperdícios! 2 O que é
7 DESPERDÍCIOS DA TOYOTA
 7 DESPERDÍCIOS DA TOYOTA 7 DESPERDÍCIOS 1 WWW.VALUESTREAM.PT VSTREAM.WORDPRESS.COM EXCESSO DE PRODUÇÃO Produzir quantidades que o cliente não pediu e/ou antes de serem precisas Grandes quantidades são
7 DESPERDÍCIOS DA TOYOTA 7 DESPERDÍCIOS 1 WWW.VALUESTREAM.PT VSTREAM.WORDPRESS.COM EXCESSO DE PRODUÇÃO Produzir quantidades que o cliente não pediu e/ou antes de serem precisas Grandes quantidades são
ENGENHARIA DE USABILIDADE Unidade I Conceituação. Luiz Leão
 Luiz Leão luizleao@gmail.com http://www.luizleao.com Introdução 1.1 Ergonomia 1.1.1 Ergonomia física e cognitiva 1.2 Usabilidade e Engenharia de Usabilidade 1.3 Interação Humano-Computador. Unidade II
Luiz Leão luizleao@gmail.com http://www.luizleao.com Introdução 1.1 Ergonomia 1.1.1 Ergonomia física e cognitiva 1.2 Usabilidade e Engenharia de Usabilidade 1.3 Interação Humano-Computador. Unidade II
SISTEMA TOYOTA DE PRODUÇÃO
 SISTEMA TOYOTA DE PRODUÇÃO HISTÓRIA Toyoda Sakichi 1867/1930 fundador da Toyota Motor Company Toyoda Kiichiró 1894/1952 primeiro presidente da Toyota e pai do carro de passageiros japonês TaiichiOhno criadordosistemajustintime.
SISTEMA TOYOTA DE PRODUÇÃO HISTÓRIA Toyoda Sakichi 1867/1930 fundador da Toyota Motor Company Toyoda Kiichiró 1894/1952 primeiro presidente da Toyota e pai do carro de passageiros japonês TaiichiOhno criadordosistemajustintime.
A total automação implica que o sistema é capaz de detectar qualquer anormalidade, decidir sobre a forma de correção e aplicá-la
 Autonomação (Jidoka) Definição: Jidoka significa, simplificadamente, que a máquina é dotada de inteligência humana. A autonomação faculta ao operador ou à máquina a autonomia de parar o processamento sempre
Autonomação (Jidoka) Definição: Jidoka significa, simplificadamente, que a máquina é dotada de inteligência humana. A autonomação faculta ao operador ou à máquina a autonomia de parar o processamento sempre
WORKSHOP DE TRABALHO PADRONIZADO
 WORKSHOP DE TRABALHO PADRONIADO Toyota Production System - Filosofia Lean Sergio Kamada Diogo D. Kosaka 1 Rev. 4 Novembro 214 KAIEN HOUSE Objetivos Apresentar o método para a implementação do Trabalho
WORKSHOP DE TRABALHO PADRONIADO Toyota Production System - Filosofia Lean Sergio Kamada Diogo D. Kosaka 1 Rev. 4 Novembro 214 KAIEN HOUSE Objetivos Apresentar o método para a implementação do Trabalho
Fundamentos da Dinâmica da Produção
 Fundamentos da Dinâmica da Produção A dinâmica da produção diz respeito à forma como os diversos artigos 1 fluem no sistema produtivo. Alguns dos aspectos dessa dinâmica podem ser mais facilmente entendidos
Fundamentos da Dinâmica da Produção A dinâmica da produção diz respeito à forma como os diversos artigos 1 fluem no sistema produtivo. Alguns dos aspectos dessa dinâmica podem ser mais facilmente entendidos
PRODUTIVIDADE A EFICIÊNCIA QUE VOCÊ QUER PRODUTIVIDADE SEGURANÇA SUSTENTABILIDADE GERENCIAMENTO DE EQUIPAMENTOS
 PRODUTIVIDADE A EFICIÊNCIA QUE VOCÊ QUER GERENCIAMENTO DE EQUIPAMENTOS PRODUTIVIDADE SEGURANÇA SUSTENTABILIDADE COMBINAÇÃO DE EQUIPAMENTOS, TECNOLOGIA E SERVIÇOS PARA AJUDAR A CONSTRUIR SEU SUCESSO. O
PRODUTIVIDADE A EFICIÊNCIA QUE VOCÊ QUER GERENCIAMENTO DE EQUIPAMENTOS PRODUTIVIDADE SEGURANÇA SUSTENTABILIDADE COMBINAÇÃO DE EQUIPAMENTOS, TECNOLOGIA E SERVIÇOS PARA AJUDAR A CONSTRUIR SEU SUCESSO. O
Fonseca, Alan Sales da. Custeio baseado em atividade ABC e custeio padrão / Alan Sales da Fonseca. Varginha, slides; il.
 Fonseca, Alan Sales da. F676c Custeio baseado em atividade e custeio padrão / Alan Sales da Fonseca. Varginha, 2015. 20 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web
Fonseca, Alan Sales da. F676c Custeio baseado em atividade e custeio padrão / Alan Sales da Fonseca. Varginha, 2015. 20 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web
JUST IN TIME. O JIT visa atender a demanda instantantaneamente, com qualidade perfeita e sem desperdícios. SLACK. AJPaglia 1 GS&L
 O JIT visa atender a demanda instantantaneamente, com qualidade perfeita e sem desperdícios. 1 O just in time é uma abordagem disciplinada, que visa aprimorar a produtividade global e eliminar os desperdícios.
O JIT visa atender a demanda instantantaneamente, com qualidade perfeita e sem desperdícios. 1 O just in time é uma abordagem disciplinada, que visa aprimorar a produtividade global e eliminar os desperdícios.
Mini Curso STP Simulação Sistema toyota de produção
 Mini Curso STP Simulação Sistema toyota de produção Prof. : Adriano Rissi Graduação: Administração Habilitações: Administração de Empresas Sistemas de Informação Especialização: Marketing e Gestão de Negócios
Mini Curso STP Simulação Sistema toyota de produção Prof. : Adriano Rissi Graduação: Administração Habilitações: Administração de Empresas Sistemas de Informação Especialização: Marketing e Gestão de Negócios
Samuel Bloch da Silva, M.S.c. Pesquisador CCM Doutorando Instituto Tecnológico de Aeronáutica - ITA
 1 Samuel Bloch da Silva, M.S.c. Pesquisador CCM Doutorando Instituto Tecnológico de Aeronáutica - ITA RFID como ferramenta do Lean Manufacturing RFID como ferramenta do Lean Manufacturing 1 - sobre o CCM-ITA
1 Samuel Bloch da Silva, M.S.c. Pesquisador CCM Doutorando Instituto Tecnológico de Aeronáutica - ITA RFID como ferramenta do Lean Manufacturing RFID como ferramenta do Lean Manufacturing 1 - sobre o CCM-ITA
Conteúdo. 1. Mapa de fluxo de valor
 Conteúdo 1. Mapa de fluxo de valor 1 nxergando Perdas através do Mapeamento do Fluxo de Valor MNSAL PCP SAP TRANSMISSÃO DIÁRIA D DADOS PAPL MNSAL TRANSMISSÃO DIÁRIA D DADOS CLINTS TINTA 60.000 TALÕS/DIA
Conteúdo 1. Mapa de fluxo de valor 1 nxergando Perdas através do Mapeamento do Fluxo de Valor MNSAL PCP SAP TRANSMISSÃO DIÁRIA D DADOS PAPL MNSAL TRANSMISSÃO DIÁRIA D DADOS CLINTS TINTA 60.000 TALÕS/DIA
Criando um site com análise de vídeo de autoaprendizado da Avigilon 1
 Criando um site com análise de vídeo de autoaprendizado da Avigilon As câmeras HD da Avigilon e os dispositivos com análise de vídeo de autoaprendizagem são fáceis de instalar e podem alcançar resultados
Criando um site com análise de vídeo de autoaprendizado da Avigilon As câmeras HD da Avigilon e os dispositivos com análise de vídeo de autoaprendizagem são fáceis de instalar e podem alcançar resultados
Fonseca, Alan Sales da. Departamentalização / Alan Sales da Fonseca. Varginha, slides; il.
 Fonseca, Alan Sales da. F676d Departamentalização / Alan Sales da Fonseca. Varginha, 2015. 19 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Contabilidade de custos.
Fonseca, Alan Sales da. F676d Departamentalização / Alan Sales da Fonseca. Varginha, 2015. 19 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Contabilidade de custos.
Apêndice Lei de Little - Prof. João Carlos Espíndola Ferreira - UFSC APÊNDICE: Lei de Little
 APÊNDICE: Lei de Little Estoque Pr odutividade Tempo de Ciclo L W L = quantidade de itens (regime permanente) no sistema = taxa média (regime permanente) de chegada e saída de itens W = tempo (regime permanente)
APÊNDICE: Lei de Little Estoque Pr odutividade Tempo de Ciclo L W L = quantidade de itens (regime permanente) no sistema = taxa média (regime permanente) de chegada e saída de itens W = tempo (regime permanente)
O que faz o lean funcionar?
 O que faz o lean funcionar? Autor: Daniel Jones Outubro de 2010 A grande contribuição da Toyota para a prática de gerenciamento é que ela criou uma síntese inédita de três abordagens fundamentais para
O que faz o lean funcionar? Autor: Daniel Jones Outubro de 2010 A grande contribuição da Toyota para a prática de gerenciamento é que ela criou uma síntese inédita de três abordagens fundamentais para
Introdução à Teoria Geral da Administração
 Introdução à Teoria Geral da Administração Marcos Azevedo " Grandes visionários são importantes; Grandes administradores são fundamentais. Tom Peters. https://sites.google.com/site/professormazevedo/ AULA
Introdução à Teoria Geral da Administração Marcos Azevedo " Grandes visionários são importantes; Grandes administradores são fundamentais. Tom Peters. https://sites.google.com/site/professormazevedo/ AULA
22/08/2014. Planejamento e Controle da Produção: Conceito, Finalidades, Funções e Princípios. Conceito de Planejamento. Conceito de Controle
 Planejamento e Controle da Produção: Conceito, Finalidades, Funções e Princípios Conceito de Planejamento É a função administrativa que determina antecipadamente quais os objetivos a serem atingidos e
Planejamento e Controle da Produção: Conceito, Finalidades, Funções e Princípios Conceito de Planejamento É a função administrativa que determina antecipadamente quais os objetivos a serem atingidos e
Organização da Produção
 Organização da Produção ESTUDO DE TEMPOS E MÉTODOS Jorge Muniz 2011 Estudo de Tempos e Métodos Definição É o estudo sistemático dos sistemas de trabalho Objetivos Desenvolver um sistema e método que se
Organização da Produção ESTUDO DE TEMPOS E MÉTODOS Jorge Muniz 2011 Estudo de Tempos e Métodos Definição É o estudo sistemático dos sistemas de trabalho Objetivos Desenvolver um sistema e método que se
Fundamentos da Administração da Produção. DMAIC Etapas: Analisar- Melhorar-Controlar. Prof. Dr. Marco Antonio Pereira.
 Fundamentos da Administração da Produção DMAIC Etapas: Analisar- Melhorar-Controlar Prof. Dr. Marco Antonio Pereira marcopereira@usp.br 3.1 Ferramentas de Análise Métodos para determinação da causa raiz
Fundamentos da Administração da Produção DMAIC Etapas: Analisar- Melhorar-Controlar Prof. Dr. Marco Antonio Pereira marcopereira@usp.br 3.1 Ferramentas de Análise Métodos para determinação da causa raiz
Abordagens teóricas recentes da Administração: O sistema japonês. Prof. Dr. Jorge Caldeira
 Abordagens teóricas recentes da Administração: O sistema japonês Prof. Dr. Jorge Caldeira Objetivos da aula - Compreender as diferenças entre os modelos tradicionais e o modelo japonês de administração;
Abordagens teóricas recentes da Administração: O sistema japonês Prof. Dr. Jorge Caldeira Objetivos da aula - Compreender as diferenças entre os modelos tradicionais e o modelo japonês de administração;
CNC 16. Trabalho de grupo para a UFCD [5793] Critério de Excelência Aeronáutica - Lean. Trabalho efetuado por:
![CNC 16. Trabalho de grupo para a UFCD [5793] Critério de Excelência Aeronáutica - Lean. Trabalho efetuado por:](/thumbs/75/72306773.jpg "CNC 16. Trabalho de grupo para a UFCD [5793] Critério de Excelência Aeronáutica - Lean. Trabalho efetuado por:") Trabalho de grupo para a UFCD [5793] Critério de Excelência Aeronáutica - Lean Trabalho efetuado por: - Gonçalo Baptista - Rodrigo Chora - Tiago Silva - Luís Falcão CNC 16 1 ÍNDICE Introdução 3 Planeamento
Trabalho de grupo para a UFCD [5793] Critério de Excelência Aeronáutica - Lean Trabalho efetuado por: - Gonçalo Baptista - Rodrigo Chora - Tiago Silva - Luís Falcão CNC 16 1 ÍNDICE Introdução 3 Planeamento
Padrões de avaliação de abastecimento de pedidos
 Padrões de avaliação de abastecimento de pedidos Comece com as três métricas principais e melhore seu desempenho de abastecimento de pedidos automação 1 Padrões que de avaliação traz resultados de abastecimento
Padrões de avaliação de abastecimento de pedidos Comece com as três métricas principais e melhore seu desempenho de abastecimento de pedidos automação 1 Padrões que de avaliação traz resultados de abastecimento
EEL - USP. Tipos de produção e Tipos de Arranjo Físico. Prof. Dr. Geronimo
 EEL - USP Tipos de produção e Tipos de Arranjo Físico Prof. Dr. Geronimo Sistema de produção Sistema de produção é o conjunto de atividades e operações interrelacionadas envolvidas na produção de bens
EEL - USP Tipos de produção e Tipos de Arranjo Físico Prof. Dr. Geronimo Sistema de produção Sistema de produção é o conjunto de atividades e operações interrelacionadas envolvidas na produção de bens
Palestra: Momento de Crise, Momento de Lean
 Palestra: Momento de Crise, Momento de Lean MsC, Fernando Reimberg Syrio E-mail: frsyrio@faap.br fernando_reimberg@hotmail.com O que é o Lean? Lean Thinking (A Metalidade Enxuta) 1985 Estudo do MIT sobre
Palestra: Momento de Crise, Momento de Lean MsC, Fernando Reimberg Syrio E-mail: frsyrio@faap.br fernando_reimberg@hotmail.com O que é o Lean? Lean Thinking (A Metalidade Enxuta) 1985 Estudo do MIT sobre
Rolamentos Bipartidos de Rolos Cilíndricos
 Rolamentos Bipartidos de Rolos Cilíndricos Soluções em desempenho Variedade de mancais Projetados para alto desempenho Suporte padrão com mancal e rolamento completos Mancal tipo flange Mancal esticador
Rolamentos Bipartidos de Rolos Cilíndricos Soluções em desempenho Variedade de mancais Projetados para alto desempenho Suporte padrão com mancal e rolamento completos Mancal tipo flange Mancal esticador
Métodos de Custeio. Prof. Alan S. Fonseca. Fonseca, Alan Sales da. Métodos de custeio / Alan Sales da Fonseca. Varginha, slides; il.
 Métodos de Custeio F676m Fonseca, Alan Sales da. Métodos de custeio / Alan Sales da Fonseca. Varginha, 2015. 19 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Contabilidade
Métodos de Custeio F676m Fonseca, Alan Sales da. Métodos de custeio / Alan Sales da Fonseca. Varginha, 2015. 19 slides; il. Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Contabilidade
Carlos Lineu de Faria e Alves. Eng. Mec. (ITA/77) M. Eng, (ITA/79) Dr. (ITA/83) (12)
 M. Eng, (ITA/79) Dr. (ITA/83) (12)") OS DESAFIOS DAS EMPRESAS Ampliar o mercado de atuação Organizada para o cliente Gerenciada para maximizar valores e resultados Processos, pessoas e tecnologias atualizadas Carlos Lineu de Faria e Alves
OS DESAFIOS DAS EMPRESAS Ampliar o mercado de atuação Organizada para o cliente Gerenciada para maximizar valores e resultados Processos, pessoas e tecnologias atualizadas Carlos Lineu de Faria e Alves
Disciplina: PCP II. Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues slides : il. colors.
 Disciplina: PCP II Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues. 2015. 22 slides : il. colors. Varginha, Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração
Disciplina: PCP II Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues. 2015. 22 slides : il. colors. Varginha, Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração
CAPÍTULO 2 SISTEMAS ORIENTADOS PELO MERCADO
 CAPÍTULO 2 SISTEMAS ORIENTADOS PELO MERCADO 1 A evolução do ambiente competitivo (dos mercados) Produção orientada pelo produto (product-driven) -produzir o mais possível ao mais baixo custo ( a eficiência
CAPÍTULO 2 SISTEMAS ORIENTADOS PELO MERCADO 1 A evolução do ambiente competitivo (dos mercados) Produção orientada pelo produto (product-driven) -produzir o mais possível ao mais baixo custo ( a eficiência
Padrões de Avaliação de Abastecimento de Pedidos Comece com as Três Métricas Principais e Melhore seu Desempenho de Abastecimento de Pedidos
 Padrões de Avaliação de Abastecimento de Pedidos Comece com as Três Métricas Principais e Melhore seu Desempenho de Abastecimento de Pedidos Padrões de Avaliação de Abastecimento de Pedidos www.intelligrated.com
Padrões de Avaliação de Abastecimento de Pedidos Comece com as Três Métricas Principais e Melhore seu Desempenho de Abastecimento de Pedidos Padrões de Avaliação de Abastecimento de Pedidos www.intelligrated.com
Modelo para a elaboração do relatório: Estudo de métodos
 Modelo para a elaboração do relatório: Estudo de métodos Disciplina: Engenharia de métodos Prof. Manuel Jarufe Modelo para a elaboração do relatório: Estudo de métodos Capas Sumário 1. Introdução / definição
Modelo para a elaboração do relatório: Estudo de métodos Disciplina: Engenharia de métodos Prof. Manuel Jarufe Modelo para a elaboração do relatório: Estudo de métodos Capas Sumário 1. Introdução / definição
Produtividade no setor de Pós Vendas Como evitar desperdícios Geferson Santos
 Produtividade no setor de Pós Vendas Como evitar desperdícios Geferson Santos PRODUTIVIDADE Produtividade é a relação entre os resultados gerados por um sistema (output) e os recursos usados para obter
Produtividade no setor de Pós Vendas Como evitar desperdícios Geferson Santos PRODUTIVIDADE Produtividade é a relação entre os resultados gerados por um sistema (output) e os recursos usados para obter
Manutenção Produtiva Total - A Bíblia do TPM Plano de Aula - 36 Aulas (Aulas de 1 Hora).
.") 5453 - Manutenção Produtiva Total - A Bíblia do TPM Plano de Aula - 36 Aulas (Aulas de 1 Hora). Aula 1 Capítulo 1 - Fundamentos do TPM 1. Origem...26 2. Conceitos...28 3. Etapas de Implantação... 31 4.
5453 - Manutenção Produtiva Total - A Bíblia do TPM Plano de Aula - 36 Aulas (Aulas de 1 Hora). Aula 1 Capítulo 1 - Fundamentos do TPM 1. Origem...26 2. Conceitos...28 3. Etapas de Implantação... 31 4.
TPM Modelo de Gestão para a Excelência Produtiva 31 de Outubro de 2018
 TPM Modelo de Gestão para a Excelência Produtiva 31 de Outubro de 2018 Marcio Ferreira A Competição Global Antigamente Custo Operacional Preço da Venda Lucro Hoje Custo Operacional Preço de Mercado Lucro
TPM Modelo de Gestão para a Excelência Produtiva 31 de Outubro de 2018 Marcio Ferreira A Competição Global Antigamente Custo Operacional Preço da Venda Lucro Hoje Custo Operacional Preço de Mercado Lucro
Gráfico de Balanceamento de Operadores
 Gráfico de Balanceamento de Operadores } Tempo Padrão Também chamado de Conteúdo de Trabalho ou Carga de Trabalho, é a soma somente dos tempos que agregam valor ao cliente na produção de um componente
Gráfico de Balanceamento de Operadores } Tempo Padrão Também chamado de Conteúdo de Trabalho ou Carga de Trabalho, é a soma somente dos tempos que agregam valor ao cliente na produção de um componente
Diagnóstico do seu moinho vertical
 Diagnóstico do seu moinho vertical Como otimizá-lo com MillExCS Filipe Apóstolo Filipe@densyx.com.br 6º Semtec Curitiba 2019 Realiza 3/4 processos simultaneamente: Moinho Vertical Principais Características
Diagnóstico do seu moinho vertical Como otimizá-lo com MillExCS Filipe Apóstolo Filipe@densyx.com.br 6º Semtec Curitiba 2019 Realiza 3/4 processos simultaneamente: Moinho Vertical Principais Características
Eficiência e Eficácia
 Eficiência e Eficácia Desempenho das Organizações A eficiência é determinante da eficácia: caso haja recursos disponíveis, e estes forem utilizados corretamente, a probabilidade de atingir os objetivos
Eficiência e Eficácia Desempenho das Organizações A eficiência é determinante da eficácia: caso haja recursos disponíveis, e estes forem utilizados corretamente, a probabilidade de atingir os objetivos
Just in Time e Kanban. Prof.ª Rosana Abbud
 Just in Time e anban Prof.ª Rosana Abbud Just in Time Just in Time SURGIMENTO Japão Década de 70 Toyota Motor CONCEITO Administração Qualidade Organização Cada processo deve ser abastecido com os itens
Just in Time e anban Prof.ª Rosana Abbud Just in Time Just in Time SURGIMENTO Japão Década de 70 Toyota Motor CONCEITO Administração Qualidade Organização Cada processo deve ser abastecido com os itens
Por que escolher a Rexnord?
 1-815-229-3190 (para produtos ) Por que escolher a Rexnord? Quando se trata de fornecer produtos de engenharia de alto padrão, que melhoram a produtividade e a eficiência de aplicações industriais em todo
1-815-229-3190 (para produtos ) Por que escolher a Rexnord? Quando se trata de fornecer produtos de engenharia de alto padrão, que melhoram a produtividade e a eficiência de aplicações industriais em todo
EOSPL1 Sistema de Produção Lean
 EOSPL1 Sistema de Produção Lean Cap 1.1 Flexibilidade do Sistema Produ
EOSPL1 Sistema de Produção Lean Cap 1.1 Flexibilidade do Sistema Produ
Cartilha Ergonômica. para micro e pequenas facções
 Cartilha Ergonômica para micro e pequenas facções 2017 Cartilha Ergonômica para micro e pequenas facções Autores: Maurélio José Witkoski Victor R. L. Aguiar www.univille.br/mestrados www.sebrae.com.br
Cartilha Ergonômica para micro e pequenas facções 2017 Cartilha Ergonômica para micro e pequenas facções Autores: Maurélio José Witkoski Victor R. L. Aguiar www.univille.br/mestrados www.sebrae.com.br
Organização da Produção MAPEAMENTO DO FLUXO DE VALOR
 Organização da Produção MAPEAMENTO DO FLUXO DE VALOR Jorge Muniz J. Muniz 2011 1 Mapeamento do Fluxo de Valor - Video J. Muniz 2 Mapeamento do Fluxo de Valor Mapear o fluxo de valor significa andar pela
Organização da Produção MAPEAMENTO DO FLUXO DE VALOR Jorge Muniz J. Muniz 2011 1 Mapeamento do Fluxo de Valor - Video J. Muniz 2 Mapeamento do Fluxo de Valor Mapear o fluxo de valor significa andar pela
Propósito, Processo, Pessoa James Womack. Tradução. Diogo Kosaka
 Propósito, Processo, Pessoa James Womack Tradução. Diogo Kosaka Recentemente tenho ouvido diversos membros da Comunidade Lean querendo saber como avaliar os esforços Lean em suas empresas. Como sabemos
Propósito, Processo, Pessoa James Womack Tradução. Diogo Kosaka Recentemente tenho ouvido diversos membros da Comunidade Lean querendo saber como avaliar os esforços Lean em suas empresas. Como sabemos
Just in Time e Kanban. Prof.ª Rosana Abbud
 Just in Time e anban Prof.ª Rosana Abbud Just in Time Just in Time SURGIMENTO Japão Década de 70 Toyota Motor CONCEITO Administração Qualidade Organização Cada processo deve ser abastecido com os itens
Just in Time e anban Prof.ª Rosana Abbud Just in Time Just in Time SURGIMENTO Japão Década de 70 Toyota Motor CONCEITO Administração Qualidade Organização Cada processo deve ser abastecido com os itens
Consideremos uma linha que monta dois produtos X e Y. A necessidade mensal do produto X sendo de 500 unidades e do Y de 1000 unidades.
 O tempo takt na Toyota do Brasil Autor: Gilberto I. Kosaka Com intuito de contribuir a respeito da importância do tempo takt vou, neste curto artigo, relatar como este item é tratado na Toyota e também
O tempo takt na Toyota do Brasil Autor: Gilberto I. Kosaka Com intuito de contribuir a respeito da importância do tempo takt vou, neste curto artigo, relatar como este item é tratado na Toyota e também
04 Parte III - Planejamento e Controle
 04 Parte III - Planejamento e Controle Recursos a serem Transformados Materiais Informações Consumidores Ambiente Estratégia da produção Objetivos estratégicos da produção Papel e posição competitiva da
04 Parte III - Planejamento e Controle Recursos a serem Transformados Materiais Informações Consumidores Ambiente Estratégia da produção Objetivos estratégicos da produção Papel e posição competitiva da
Desperdício, o mal das organizações: como identificá-lo e eliminá-lo
 Desperdício, o mal das organizações: como identificá-lo e eliminá-lo Porquefalardedesperdício?? Organização Definições Segundo Maximiano (1992) "uma organização é uma combinação de esforços individuais
Desperdício, o mal das organizações: como identificá-lo e eliminá-lo Porquefalardedesperdício?? Organização Definições Segundo Maximiano (1992) "uma organização é uma combinação de esforços individuais
Qualidade e produtividade em serviços
 Universidade Federal do Vale do São Francisco Campus de Juazeiro Colegiado de Engenharia de Produção Qualidade e produtividade em serviços Disciplina: Gestão de serviços Professor: Marcel de Gois Pinto
Universidade Federal do Vale do São Francisco Campus de Juazeiro Colegiado de Engenharia de Produção Qualidade e produtividade em serviços Disciplina: Gestão de serviços Professor: Marcel de Gois Pinto
Arranjo Físico (Layout) Arranjo Físico 1
 Arranjo Físico 1") Arranjo Físico (Layout) Arranjo Físico 1 Projeto do Arranjo Físico (Layout) Projetar um arranjo físico é decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal de produção. O arranjo
Arranjo Físico (Layout) Arranjo Físico 1 Projeto do Arranjo Físico (Layout) Projetar um arranjo físico é decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal de produção. O arranjo
Engenharia de Software II
 Engenharia de Software II Aula 19 http://www.ic.uff.br/~bianca/engsoft2/ Aula 19-28/05/2006 1 Ementa Processos de desenvolvimento de software Estratégias e técnicas de teste de software Métricas para software
Engenharia de Software II Aula 19 http://www.ic.uff.br/~bianca/engsoft2/ Aula 19-28/05/2006 1 Ementa Processos de desenvolvimento de software Estratégias e técnicas de teste de software Métricas para software
Projeto e Organização do
 Projeto e Organização do Trabalho Profª. Ms. Eng. Aline Soares Pereira SISTEMAS PRODUTIVOS I Aula 10 Projeto e Organização do Trabalho Princípios gerais de projeto em produção/operações Projeto de processos
Projeto e Organização do Trabalho Profª. Ms. Eng. Aline Soares Pereira SISTEMAS PRODUTIVOS I Aula 10 Projeto e Organização do Trabalho Princípios gerais de projeto em produção/operações Projeto de processos
Projeto em administração da produção.
 MKT-MDL-06 Versão 00 Projeto em administração da produção. Aula 05 Sazonalidade Sazonalidade nada mais é que as variações de demanda que se repetem com o passar do tempo. As variações não são aleatórias,
MKT-MDL-06 Versão 00 Projeto em administração da produção. Aula 05 Sazonalidade Sazonalidade nada mais é que as variações de demanda que se repetem com o passar do tempo. As variações não são aleatórias,
Disciplina: PCP II. Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues slides : il.
 Disciplina: PCP II Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues. 2015. 14 slides : il. Varginha, Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração
Disciplina: PCP II Rodrigues, Roger Antônio. R696p PCP II / Roger Antônio Rodrigues. 2015. 14 slides : il. Varginha, Sistema requerido: Adobe Acrobat Reader Modo de Acesso: World Wide Web 1. Administração
Fundada em 1985; Empreendedor José Geraldo Brasil; 163 colaboradores. Localizada em São Jerônimo RS
 Fundada em 1985; Empreendedor José Geraldo Brasil; 163 colaboradores Localizada em São Jerônimo RS 32 ANOS DE HISTÓRIA Prêmio Talentos Empreendedores Certificação do Sistema de Gestão da Qualidade - ISO
Fundada em 1985; Empreendedor José Geraldo Brasil; 163 colaboradores Localizada em São Jerônimo RS 32 ANOS DE HISTÓRIA Prêmio Talentos Empreendedores Certificação do Sistema de Gestão da Qualidade - ISO
Erros comuns cometidos nos eventos kaizen 37 Indicadores 40
 Sumário Introdução 21 PARTE I Noções Básicas de Kaizen 29 1 Kaizen e Eventos Kaizen 31 Kaizen 31 A equipe do kaizen 32 Líderes de kaizen 33 Benefícios do kaizen 35 Eventos kaizen 36 Erros comuns cometidos
Sumário Introdução 21 PARTE I Noções Básicas de Kaizen 29 1 Kaizen e Eventos Kaizen 31 Kaizen 31 A equipe do kaizen 32 Líderes de kaizen 33 Benefícios do kaizen 35 Eventos kaizen 36 Erros comuns cometidos
Ferramentas de gestão da Qualidade parte 2
 Departamento de Gestão e Economia - DAGEE Ferramentas de gestão da Qualidade parte 2 Prof. Francisco R. Lima Jr. eng.franciscojunior@gmail.com Roteiro da aula Mais algumas ferramentas da qualidade: Poka
Departamento de Gestão e Economia - DAGEE Ferramentas de gestão da Qualidade parte 2 Prof. Francisco R. Lima Jr. eng.franciscojunior@gmail.com Roteiro da aula Mais algumas ferramentas da qualidade: Poka
Reestruturação de Robôs Superando seu Retorno Sobre Investimento em Paletização Robótica
 Superando seu Retorno Sobre Investimento em Paletização Robótica www.intelligrated.com Índice 2 3 4 Como Reconfigurar seu Robô Como Aumentar sua Capacidade de Manuseio Robotizado Conclusão: Aumente a Vida
Superando seu Retorno Sobre Investimento em Paletização Robótica www.intelligrated.com Índice 2 3 4 Como Reconfigurar seu Robô Como Aumentar sua Capacidade de Manuseio Robotizado Conclusão: Aumente a Vida
semestre w o r k s H o p s TEMAS NOVOS Gerenciando para o Aprendizado - Processo A3 Trabalho padronizado e fluxo contínuo em Hospitais
 2º semestre w o r k s H o p s 2 0 1 0 NOVOS TEMAS Gerenciando para o Aprendizado - Processo A3 Trabalho padronizado e fluxo contínuo em Hospitais Por que ParticiPar? conteúdo e Método O conteúdo do treinamento
2º semestre w o r k s H o p s 2 0 1 0 NOVOS TEMAS Gerenciando para o Aprendizado - Processo A3 Trabalho padronizado e fluxo contínuo em Hospitais Por que ParticiPar? conteúdo e Método O conteúdo do treinamento
DEPS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS SISTEMAS DE PRODUÇÃO LEAN TRF / SMED. Prof a Carla R. Pereira
 DEPS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS SISTEMAS DE PRODUÇÃO LEAN TRF / SMED Prof a Carla R. Pereira FOCO NOS EQUIPAMENTOS Foco nos equipam entos Redução de setup Prevenção de falhas nas
DEPS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS SISTEMAS DE PRODUÇÃO LEAN TRF / SMED Prof a Carla R. Pereira FOCO NOS EQUIPAMENTOS Foco nos equipam entos Redução de setup Prevenção de falhas nas
Prof. Silene Seibel, Dra.
 Prof. Silene Seibel, Dra. silene@joinville.udesc.br } COMPRAS: Será que o comprador verificou o estoque fisicamente e negociou o espaço disponível no almoxarifado, ou será que verificou em seu computador
Prof. Silene Seibel, Dra. silene@joinville.udesc.br } COMPRAS: Será que o comprador verificou o estoque fisicamente e negociou o espaço disponível no almoxarifado, ou será que verificou em seu computador
Consultoria Swagelok de Mangueiras PENSADO PARA TIRAR A PRESSÃO SOBRE VOCÊ.
 Consultoria Swagelok de Mangueiras PENSADO PARA TIRAR A PRESSÃO SOBRE VOCÊ. Falhas de mangueiras montadas requerem tempo e recursos que você simplesmente não tem. Esteja preparado com uma abordagem preventiva
Consultoria Swagelok de Mangueiras PENSADO PARA TIRAR A PRESSÃO SOBRE VOCÊ. Falhas de mangueiras montadas requerem tempo e recursos que você simplesmente não tem. Esteja preparado com uma abordagem preventiva
Gestão, Normalização e Certificação para Qualidade
 Gestão, Normalização e Certificação para Qualidade Curso: Engenharia Mecânica Prof. Paulo Rogério C. de Oliveira 2016 GNCQ - Paulo Rogério 1 OS 10 MANDAMENTOS DA SOLUÇÃO DE PROBLEMAS É falsa a afirmação
Gestão, Normalização e Certificação para Qualidade Curso: Engenharia Mecânica Prof. Paulo Rogério C. de Oliveira 2016 GNCQ - Paulo Rogério 1 OS 10 MANDAMENTOS DA SOLUÇÃO DE PROBLEMAS É falsa a afirmação
OPERAÇÕES DE SEGUROS. Eduardo Gama
 Eduardo Gama INTRODUÇÃO Apesar de existirem processos relativamente padronizados em operações de Seguros, o Seguro é uma ciência não exata e inclui processos dinâmicos e variáveis: Gestão de riscos Oferta
Eduardo Gama INTRODUÇÃO Apesar de existirem processos relativamente padronizados em operações de Seguros, o Seguro é uma ciência não exata e inclui processos dinâmicos e variáveis: Gestão de riscos Oferta
Aula 2 - Fundamentos da gestão de produção: modelo de transformação: inputs, processo de transformação e outputs. Tipos de Processo de Produção
 Aula 2 - Fundamentos da gestão de produção: modelo de transformação: inputs, processo de transformação e outputs. Tipos de Processo de Produção Prof. Geronimo O que é administração da Produção? É a atividade
Aula 2 - Fundamentos da gestão de produção: modelo de transformação: inputs, processo de transformação e outputs. Tipos de Processo de Produção Prof. Geronimo O que é administração da Produção? É a atividade