Análise de Causas: Ferramenta de Planejamento
|
|
|
- João Henrique Palhares Frade
- 6 Há anos
- Visualizações:
Transcrição

1

2 Análise de Causas: Ferramenta de Planejamento O PLANEJAMENTO como ferramenta de PREVENÇÃO de perdas e otimização de RESULTADOS. Novembro 2014
3 I. ANÁLISE DE CAUSAS

4 Onde a análise de causa afeta o Planejamento? Porque Aécio perdeu as eleições? Onde estão as oportunidades Problema = Oportunidade!!!

5 RESULTADO POR ESTADO VOTOS PARA DILMA REGIÃO PERCENTUAL VOTOS (MILHÕES) SP 36% 8,5 PR 39% 2,4 SC 35% 1,4 RS 46,5% 3,0 MG 52% 6,0 RJ 55% 4,5 Total S/SE 25,8 N/NE 24,3
6 SERÁ QUE ELES FARÃO A LIÇÃO DE CASA? A ANÁLISE DE CAUSA É FATOR FUNDAMENTAL PARA O PLANEJAMENTO E FERRAMENTA DE PREVENÇÃO. COMO O SWOT, PARA O PLANEJAMENTO ESTRATÉGICO
7 DEFININDO O PROPÓSITO E O RESULTADO ESPERADO Porque... Se um homem não sabe para que porto se dirige, nenhum vento lhe será favorável X Seneca X X X X
8 Principais Ferramentas para investigar e analisar as causas
9 FERRAMENTAS INVESTIGAR E DETERMINAR A CAUSA RAIZ - BRAINSTORMING - DIAGRAMA DE CAUSA E EFEITO - ISHIKAWA/ 5 PORQUE s - PARETO - FLUXOGRAMA - TESTE DE HIPÓTESES - ANÁLISE DE VARIANÇA - PROJETO DE EXPERIMENTOS - DIAGRAMA DE AFINIDADES - DIAGRAMA DE RELAÇÕES - DIAGRAMA DE DISPERSÃO - ANÁLISE DE REGRESSÃO - PROCEDIMENTOS PADRÃO - FMEA / FTA - CARTA DE CONTROLE - ANÁLISE DE TEMPOS DE FALHA - TESTE DE VIDA ACELERADO 9


10 FERRAMENTAS INVESTIGAR E DETERMINAR A CAUSA RAIZ - BRAINSTORMING - DIAGRAMA DE CAUSA E EFEITO - ISHIKAWA/ 5 PORQUE s - PARETO - FLUXOGRAMA - PROJETO DE EXPERIMENTOS - FMEA - CARTA DE CONTROLE 90% DOS CASOS PODEM SER RESOLVIDOS COM ESTAS FERRAMENTAS 1

11 FERRAMENTAS DE PLANEJAMENTO
12 O que e como o segmento automotivo está aplicando? Onde a análise de causa afeta o Planejamento? Onde estão as oportunidades
 Histórico Taylor a Maslow Melhorias Gestão Processos Do SISTEMA TOYOTA DE PRODUÇÃO Padroni- zação")
13 ESTRATÉGIA ADOTADA Action Gestão Abordagem sistêmica baseado no PDCA Plan Estratégia Gestão de Processos (indicadores) Histórico Taylor a Maslow Melhorias Gestão Processos Do SISTEMA TOYOTA DE PRODUÇÃO Padroni- zação Check 13
 Produção enxuta")
14 Premissas Eliminar desperdícios Qualidade (foco) Produção enxuta Prevenção
15 AS PRINCIPAIS JIT FLUXO CONTÍNUO TEMPO TAKT SISTEMA PUXADO PROCESSO LEAN (PRODUTIVIDADE + QUALIDADE) Produção enxuta Eliminar desperdícios JIDOCA PARAR E NOTIFICAR ANORMALIDA DES (AUTONOMIA) SEPARAR O TRABALHO HUMANO DO TRABALHO MÁQUINA HEIJUNKA = NIVELAMENTO TIPO/QUANTIDADE PRODUÇÃO/PERÍODO TRABALHO PADRONIZADO KAIZEN ESTABILIDADE LEAN SIX SIGMA (DMAIC) KAIZEN TPM FERRAMENTAS DA QUALIDADE

16 16 COMO: ESTABELECENDO PROCESSOS E GESTÃO ATUAÇÃO EM TODOS OS NÍVEIS DA ORGANIZAÇÃO ALTA DIREÇÃO- PATROCINADOR GERENCIA PARTICIPAÇÃO NOS GRANDES PROBLEMAS SIX SIGMA MÉDIA GERENCIA PARTICIPAÇÃO KAIZEN Ciclo PDCA SUPERVISÃO E CHÃO DE FÁBRICA GESTÃO A VISTA E LUP (LIÇÕES DE UM PONTO)

17 TENDÊNCIA - Processo de Geração de Ideias = Inovação ESTRATÉGIA Diretoria estabelece e monitora Definição de expectativas LEVANTAMENTO DE DADOS Fatos, Histórico, Métricas, Problemas Análise/ Diagnóstico Problemas Potenciais Levantamento de dados Geração de Ideias Brainstorming Estruturado Priorizar iniciativas Hoshin Kanri Indicadores A3

18 Para potencializar a Qualidade e Inovação, o programa de educação para os colaboradores deveria ter duas dimensões 18 MÓDULO COMPORTAMENTAL Nivelar os conceitos sobre qualidade e inovação, capacitando, engajando, motivando e comprometendo os gestores + MÓDULO TÉCNICO Capacitar a equipe de gestores e participantes em ferramentas da qualidade, ideação e gestão. Foco em processos e indicadores
19 EXEMPLO KAIZEN
20 Time Líder: Luciano...Planejador de Manutenção Co-líder: Tiago...Líder de Produção Giancarlo...Eletricista Morigi...Manufatura Chiquinho...Mecânico Luis Henrique...Mecânico Davi...Operador Raphael...Manufatura Maxuell...Melhoria Contínua Consultor: Felipe
21 Agenda 9:00 em diante ABERTURA 0. Conceitos Básico - Jornada Lean - Kaizen - 5S 8:00 em diante - Definição do problema - Definição da situação inicial - Mapeamento do processo - Definição da Contenção - Definição da causa raiz - Identificação das soluções potenciais - Seleção das soluções viáveis - Planejamento da implementação das soluções. 8:00 em diante - Identificação das soluções potenciais - Seleção das soluções viáveis - Planejamento da implementação das soluções 8:00 em diante - Implementação das soluções - Implementação das soluções - Verificação da correção do problema - Definição da situação final 8:00-11:00 - Preparação para encerramento - Resolução de pendências 21
22 Objetivos Diminuir parada de máquina/ intervenções de manutenção; Melhorar a eficiência ( 85%); Diminuir o SCRAP (25% de melhoria).
23 Escopo MATRIZ É - NÃO É QUESTÕES É NÃO É DIFERENÇAS Escopo? -Coletor MONTADORA A - Coletor MONTADORA B - Coletor A não tem processo de inserção. - Coletor B tem o processo de inserção. Escopo Foco? - Insersora 7 Quais Processos? -Alimentação - Compra - Aquecimento - Superaquecimento - Inserção - Insersora 8 - Insersora 18 - Movimentação - Produto - Insersora 7 não tem sensor de presença no tubo de alimentação, somente 1 face e possui atuador. - Insersora 8 não tem atuador, não tem sensor e insere em 3 faces. - Insersora 18 Tem sensor, não tem atuador e insere todos os insertos.
24 Manutenção Autônoma Manutenção Planejada Melhoria Específica Educação & Treinamento Controle Inicial Manutenção da Qualidade Pilar Administrativo SHE & Organizacional MP TPM² Quebra e defeito zero, aumentando a eficiência dos equipamentos. P Q C D S M 24
25 1 - Seleção do Problema Contenção Sim Requer Seleção contenção Correção Prevenção? Não

26 Árvore de Falhas da máq. 7 Tubo Alimentação Atuador Dianteiro Parada de processo Manutenção Mecânica Manutenção Elétrica 26
27 Paradas de Processo Intervenções do Operador Intervenções do operador na máquina. Destravar Atuador Tempo médio da intervenção: 1,7 minutos Frequência média de ocorrência: 12,5 ocorrências/turno Desenroscar inserto na entrada do tubo Tempo médio da intervenção: 0,77 minutos Frequência média de ocorrência: 7,5 ocorrências/turno Desenroscar inserto na saída do tubo Tempo médio da intervenção: 4,07 minutos Frequência média de ocorrência: 2,0 ocorrências/turno 27
28 Paradas Totais (6 últimos meses) Paradas por intervenção dos operadores Paradas pela soma das ordens de serviço de manutenção ~4400 min Inserto enroscado no tubo ~2300 min Destravar atuador 28

29 Fluxo do Processo da máquina 7 - Insersora 29


30 Análise da Causa para a Correção do Problema 30
31 Análise da Causa para a Correção do Problema Mão de Obra Treinamento Medição Regulagem de pressão Regulagem sistema do transportador Deslizamento do inserto (forno) Sopro de posicionamento do inserto Máquina Sem inserto no Cilindro recuado tubo Pressão do sopro do alimentador Dimensão interna no tubo Descida do inserto Inserto fora de posição Cilindro parado avançado Transportador do inserto Cilindro travado Velocidade (F.D) Proteção superior (Chapa) Falha de inserção Material Método Meio Ambiente 31
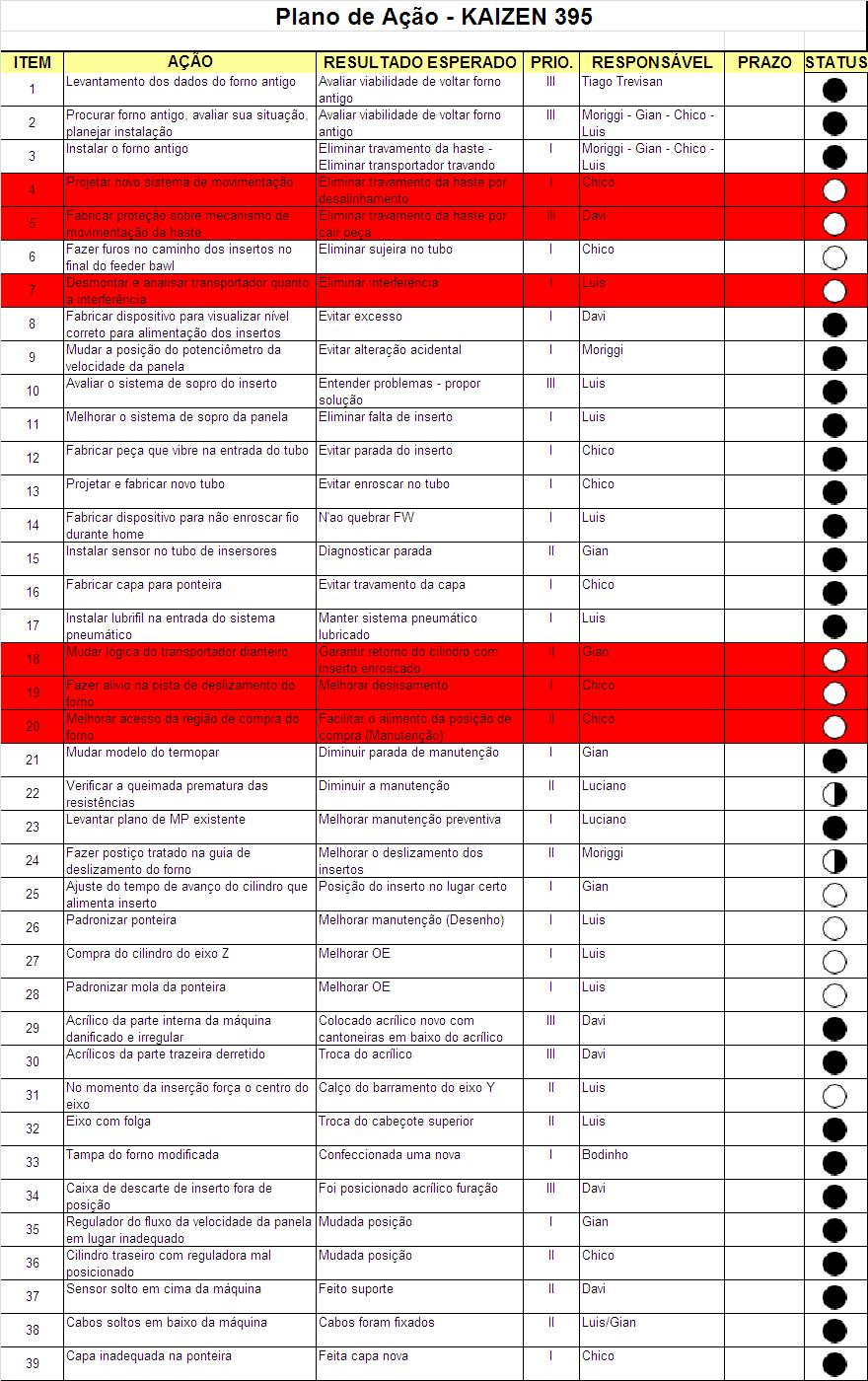
32 Análise da Causa para a Correção do Problema Por que a haste de apoio do cilindro trava o Atuador CAUSAS RAIZ Por que? Haste desalinhada Por que? Torta Por que? Contra porca solta Entortou durante o uso Por que? Por que? Compensar desalinhamento Projeto não garante dimensionamento Por que? Alinhamento não robusto AÇÕES PROPOSTAS Substituição do forno por um modelo que não utilize atuador Sofreu ação externa Alguém tentou destravar Peça caiu acidentalmente Inserto travou o sistema Transportador travado Sujeira nas guias Partículas do inserto Faltou inserto no forno Fazer furos no caminho final do feeder bowl. Ocorre interferência
33 33
 Dificuldade ($) III 4 oportunidades (3 Implementadas) IV 0 oportunidades")
34 Matriz de Impacto Classificação das Oportunidades Impacto I 19 oportunidades (10 Implementadas) II 5 oportunidades (1 Implementadas ) Dificuldade ($) III 4 oportunidades (3 Implementadas) IV 0 oportunidades (Recomendação) 34


35 Implementação e Verificação da Correção do Problema Problema: Rompimento do fio durante home. ANTES Medida Tomada: Fabricado dispositivo para não enroscar o fio durante home. Resultado: Não ocorre o rompimento do fio, evitando a parada. DEPOIS


36 Implementação e Verificação da Correção do Problema Problema: Enroscamento de inserto na panela, devido a alimentação excessiva. ANTES Medida Tomada: Desenvolvimento de um dispositivo que padronize a alimentação. Resultado: Padronização da alimentação da panela. DEPOIS



37 Implementação e Verificação da Correção do Problema Problema: Mudança acidental da regulagem da vibração da panela. ANTES Medida Tomada: Instalação do potenciômetro em um local de pouca circulação de pessoas. Resultado: Padronização da regulagem de vibração da panela. DEPOIS
38 Resultados Obtidos com o Kaizen Objetivos Diminuir parada de máquina/ intervenções de manutenção; Meta 40% Uptime Realização OK Melhorar a eficiência; 85% 87,8%* Diminuir o SCRAP (25% de melhoria) PPM PPM *Obs: O número foi coletado em curto prazo (2º e 3º turnos da quinta para sexta-feira ~400 peças). Foram excluídas as paradas por espera de manutenção. As paradas neste período foram analisadas e atacadas pelo time na manhã da sexta-feira. Portanto, o resultado final deverá ser monitorado e confirmado até conclusão do Kaizen 30 dias.
39 EXEMPLO SIX SIGMA

40 PROJECT INFO Project Title : Project Number : Melhoria de Qualidade Project Report Green Belt : Davi Division : XXX Location : SP, Brasil Sponsor : Roberto Champion : Luiz Process Owner:Roberto Financial Reviewer:Douglas : Benedito Manufact. Leandro Manufact. Roque Manufact. Francisco Projetos. Alex Manufact. Rogerio Manufact. Roque Ferramentaria Marcelo - Ferramentaria Almir Manufact.
 verificou-se um nível elevado de peças refugadas e verificando a capabilidade de Cpk de -1,09(4) definiu-se as FB05 como foco do projeto GB.")
41 DEFINE Project Report (2) Problem Statement and Background Conforme gráfico do refugo do banjo acumulado por maquina (1) e histórico de refugo do Geral Banjo (2) e histórico de FTQ(3) das FB05 e FB06 (Furo Profundo do Banjo) verificou-se um nível elevado de peças refugadas e verificando a capabilidade de Cpk de -1,09(4) definiu-se as FB05 como foco do projeto GB. O mapa do processo (5) do Banjo mostra o local onde foi foco do projeto Green Belt na Área, com o objetivo de reduzir o FTQ do Furo para 8000PPM (5) Restrição da célula TM13 FC39 Historico de Refugo Banjo Mapa Global do Processo Banjo LX03 TT Media 1400pç jan/10 fev/10 mar/10 FB05/ 06 RO07 (1) (3) Foco do projeto GB Historico de Refugo Acumulado de Jan/10 a Mar/ FB0506 FC39 TM13 RO07 FTQ FB05/ Media jan/10 fev/10 mar/10 Antes FB05 Cab1 Conc 1,0mm Max (4) LB USL Process Data LB 0 Target * USL 1 Sample Mean 1,78667 Sample N 30 StDev (Within) 0, StDev (O verall) 0, ,0 0,3 0,6 0,9 1,2 1,5 1,8 O bserved Performance Exp. Within Performance PPM < LB 0,00 PPM < LB * PPM > USL ,00 PPM > USL ,80 PPM Total ,00 PPM Total ,80 Exp. O verall Performance PPM < LB * PPM > USL ,95 PPM Total ,95 2,1 Within Overall Potential (Within) C apability Cp * C PL * C PU -1,09 C pk -1,09 O verall C apability Pp * PPL * PPU -1,10 Ppk -1,10 C pm * Cpk = -1,09
 e FTQ Geral do Banjo (3).")
42 MEASURE Measure Como base do projeto Green Belt foram levantadas as informações de capabilidade da Concentricidade do Furo Profundo da FB05/06 (1), além dos dados históricos de FTQ da Operação do Furo (2) e FTQ Geral do Banjo (3). Project Report (1) Capabilidade Antes FB05 Cab1 Conc 1,0mm Max Antes - FB06 Cab1 Conc 1,0mm Max LB USL LB USL Process Data Within Process Data Within LB 0 Overall LB 0 Overall Target * Target * Potential (Within) C apability Potential (Within) C apability USL 1 USL 1 Cp * Cp * Sample Mean 1,78667 Sample Mean 1,77333 C PL * C PL * Sample N 30 Sample N 30 C PU -1,09 C PU -0,45 StDev (Within) 0, StDev (Within) 0,56931 C pk -1,09 C pk -0,45 StDev (O v erall) 0, StDev (O v erall) 0, O v erall C apability O v erall C apability Pp * Pp * PPL * PPL * PPU -1,10 PPU -0,46 Ppk -1,10 Ppk -0,46 C pm * C pm * (2) FTQ FB05/ Media O bserv ed Performance PPM < LB 0,00 PPM > USL ,00 PPM Total ,00 0,0 0,3 0,6 0,9 1,2 1,5 1,8 Exp. Within Performance PPM < LB * PPM > USL ,80 PPM Total ,80 Exp. O v erall Performance PPM < LB * PPM > USL ,95 PPM Total ,95 2,1 Cpk = -1,09 O bserv ed Performance PPM < LB 0,00 PPM > USL ,33 PPM Total ,33 0,0 0,5 1,0 Exp. Within Performance PPM < LB * PPM > USL ,76 PPM Total ,76 1,5 2,0 2,5 Exp. O v erall Performance PPM < LB * PPM > USL ,50 PPM Total ,50 3,0 Cpk = -0,45 0 jan/10 fev/10 mar/10 Antes FB05 Cab2 Conc 1,0mm Max LB USL Process Data LB 0 Target * USL 1 Sample Mean 0, Sample N 30 StDev (Within) 0,24802 StDev (O v erall) 0, ,0 0,2 0,4 0,6 0,8 1,0 O bserv ed Performance Exp. Within Performance PPM < LB 0,00 PPM < LB * PPM > USL ,00 PPM > USL ,72 PPM Total ,00 PPM Total ,72 PPM < LB * PPM > USL ,90 PPM Total ,90 1,2 Exp. O v erall Performance 1,4 Within Overall Potential (Within) C apability Cp * C PL * C PU 0,22 C pk 0,22 O v erall C apability Pp * PPL * PPU 0,22 Ppk 0,22 C pm * Cpk = 0,22 Antes - FB06 Cab2 Conc 1,0mm Max LB USL Process Data LB 0 Target * USL 1 Sample Mean 1,09167 Sample N 30 StDev (Within) 0, StDev (O v erall) 0, ,0 0,8 1,6 O bserv ed Performance Exp. Within Performance PPM < LB 0,00 PPM < LB * PPM > USL ,00 PPM > USL ,71 PPM Total ,00 PPM Total ,71 2,4 Exp. O v erall Performance PPM < LB * PPM > USL ,42 PPM Total ,42 Within Overall Potential (Within) C apability Cp * C PL * C PU -0,05 C pk -0,05 O v erall C apability Pp * PPL * PPU -0,05 Ppk -0,05 C pm * Cpk = -0,05 (3) FTQ GERAL - BANJO Media jan/10 fev/10 mar/10
 por castanhas permitia uma grande variação na concentricidade da peça(3) devido a ter um único ponto de apoio em todo o comprimento da peça (4) e o desgaste na cremalheira das castanhas")
 (5) LB USL LB USL Process Data LB 0 Target * USL 1 Sample Mean 1,78667 Sample N 30 StDev (Within) 0,240935 StDev (O v erall) 0,238867")
 0,56931 StDev (O verall) 0,564424 Within Overall Potential (Within) C apability Cp * C PL * C PU -0,45 C pk -0,45 O verall C apability Pp * PPL * PPU -0,46 Ppk -0,46 C pm * O")

43 Sample Mean Average Sample Range ANALYZE Percent Project Report Analyze - Conforme estudo feito utilizando o Diagrama de Causa e Efeito (1) verificou-se que o sistema de fixação da peça nas FB05/FB06(2) por castanhas permitia uma grande variação na concentricidade da peça(3) devido a ter um único ponto de apoio em todo o comprimento da peça (4) e o desgaste na cremalheira das castanhas e da placa também gera variação na concentricidade do furo profundo do banjo conforme Capabilidade (5). Foi Realizado estudo de R&R para analisar as condições do sistema de Antes medição(6). FB05 Cab1 Conc 1,0mm Max Antes - FB06 Cab1 Conc 1,0mm Max (2) (5) LB USL LB USL Process Data LB 0 Target * USL 1 Sample Mean 1,78667 Sample N 30 StDev (Within) 0, StDev (O v erall) 0, Within Overall Potential (Within) C apability Cp * C PL * C PU -1,09 C pk -1,09 O v erall C apability Pp * PPL * PPU -1,10 Ppk -1,10 C pm * Process Data LB 0 Target * USL 1 Sample Mean 1,77333 Sample N 30 StDev (Within) 0,56931 StDev (O verall) 0, Within Overall Potential (Within) C apability Cp * C PL * C PU -0,45 C pk -0,45 O verall C apability Pp * PPL * PPU -0,46 Ppk -0,46 C pm * O bserv ed Performance PPM < LB 0,00 PPM > USL ,00 PPM Total ,00 0,0 0,3 0,6 0,9 1,2 1,5 1,8 2,1 Exp. Within Performance PPM < LB * PPM > USL ,80 PPM Total ,80 Exp. O v erall Performance PPM < LB * PPM > USL ,95 PPM Total ,95 Cpk = -1,09 O bserved Performance PPM < LB 0,00 PPM > USL ,33 PPM Total ,33 0,0 0,5 1,0 Exp. Within Performance PPM < LB * PPM > USL ,76 PPM Total ,76 1,5 2,0 2,5 Exp. O verall Performance PPM < LB * PPM > USL ,50 PPM Total ,50 3,0 Cpk = -0,45 (6) R&R CONCENTRICIDADE 1,0MM BANJO COMPRIDO Gage name: Date of study : ,08 0,04 0,00 Gage R&R DISPO SITIVO DE CO NCENTRICIDADE O UT/2010 Components of Variation Repeat Reprod R Chart by Operador Xbar Chart by Operador Part-to-Part % Contribution % Study Var % Tolerance UCL=0,08409 _ R=0,03267 LCL=0 Reported by : DA V I C O STA Tolerance: 1,00 MM Misc: BA NJO C O MPRIDO ,0 0,5 0,0 1,0 0,5 0, R&R 14% 26 Concentricidade by Peça 5 Peça Concentricidade by Operador 2 6 Operador ND (3) (1) Metodo Sistema de fixação por castanha Refrigeração Insuficiente Folga Maquina Material Furo de Centro Deslocado Variação do Sistema de Medição Mão de Obra Treinamento do Operador Temperatura Medio Ambiente (4) Alto Indice de Refugo por Furo Deslocado Operador * Peça Interaction Operador 1,0 1, ,5 _ X=0,448 UCL=0,481 LCL=0,415 0,5 3 0,0 0, Peça
 a bucha guia da broca em uma extremidade e a outra apoiada em uma bucha sobre esferas(2) no centro da placa de fixação assim garantido que as duas pontas da peça estejam no mesmo")
44 IMPROVE Project Report Improve Melhorias implementadas: Desenvolvido Sistema de fixação com mesmo conceito de Retifica entre pontas onde a peça é apoiada por uma bucha com sistema similar ao de rolamento junto(1) a bucha guia da broca em uma extremidade e a outra apoiada em uma bucha sobre esferas(2) no centro da placa de fixação assim garantido que as duas pontas da peça estejam no mesmo centro fazendo com que as castanhas da placa de fixação tenham apenas a função de arraste da peça. ANTES FB05/06 ANTES FB05/06 Antes FB05 Cab1 Conc 1,0mm Max LB USL Process Data LB 0 Target * USL 1 Sample Mean 1,78667 Sample N 30 StDev (Within) 0, StDev (O v erall) 0, ,0 0,3 0,6 0,9 1,2 O bserv ed Performance Exp. Within Performance PPM < LB 0,00 PPM < LB * PPM > USL ,00 PPM > USL ,80 PPM Total ,00 PPM Total ,80 1,5 1,8 Exp. O v erall Performance PPM < LB * PPM > USL ,95 PPM Total ,95 2,1 Within Overall Potential (Within) C apability Cp * C PL * C PU -1,09 C pk -1,09 O v erall C apability Pp * PPL * PPU -1,10 Ppk -1,10 C pm * Cpk = -1,09 Antes FB05 Cab2 Conc 1,0mm Max LB USL Process Data Within LB 0 Overall Target * USL 1 Potential (Within) C apability Sample Mean 0, Cp * Sample N 30 C PL * C PU 0,22 StDev (Within) 0,24802 StDev (O v erall) 0, C pk 0,22 O v erall C apability DEPOIS FB05/06 LB USL Process Data Within LB 0 Overall Target * USL 1 Potential (Within) C apability Sample Mean 0, Cp * Sample N 30 C PL * C PU 0,74 StDev (Within) 0, StDev (O v erall) 0, C pk 0,74 O v erall C apability Pp * PPL * PPU 0,75 Ppk 0,75 C pm * 0,0 0,2 0,4 0,6 0,8 1,0 O bserv ed Performance PPM < LB 0,00 PPM > USL 0,00 PPM Total 0,00 Process Data LB 0 Target * USL 1 Sample Mean 0, Sample N 30 StDev (Within) 0, StDev (O v erall) 0, DEPOIS FB05 CAB 01 CONC 1,0 MAX Exp. Within Performance PPM < LB * PPM > USL 12907,27 PPM Total 12907,27 Exp. O v erall Performance PPM < LB * PPM > USL 12279,01 PPM Total 12279,01 Cpk = 0,74 FB05 CAB 02 CONC 1,0 MAX LB USL Within Overall Potential (Within) C apability Cp * C PL * C PU 0,86 C pk 0,86 O v erall C apability Pp * PPL * PPU 0,22 Ppk 0,22 C pm * Pp * PPL * PPU 0,87 Ppk 0,87 C pm * O bserv ed Performance Exp. Within Performance PPM < LB 0,00 PPM < LB * PPM > USL ,00 PPM > USL ,72 PPM Total ,00 PPM Total ,72 0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 Exp. O v erall Performance PPM < LB * PPM > USL ,90 PPM Total ,90 Cpk = 0,22 Antes - FB06 Cab1 Conc 1,0mm Max O bserv ed Performance PPM < LB 0,00 PPM > USL 0,00 PPM Total 0,00 0,0 0,2 0,4 0,6 0,8 1,0 Exp. Within Performance PPM < LB * PPM > USL 4827,76 PPM Total 4827,76 Exp. O v erall Performance PPM < LB * PPM > USL 4522,75 PPM Total 4522,75 Cpk = 0,86 FB06 CAB 01 CONC 1,0 MAX DEPOIS FB05/06 Process Data LB 0 Target * USL 1 Sample Mean 1,77333 Sample N 30 StDev (Within) 0,56931 StDev (O v erall) 0, LB USL Within Overall Potential (Within) C apability Cp * C PL * C PU -0,45 C pk -0,45 O v erall C apability Pp * PPL * PPU -0,46 Ppk -0,46 Process Data LB 0 Target * USL 1 Sample Mean 0,51 Sample N 30 StDev (Within) 0, StDev (O v erall) 0, LB USL Within Overall Potential (Within) C apability Cp * C PL * C PU 0,83 C pk 0,83 O v erall C apability Pp * PPL * PPU 0,84 Ppk 0,84 C pm * C pm * O bserv ed Performance PPM < LB 0,00 PPM > USL ,33 PPM Total ,33 0,0 0,5 1,0 Exp. Within Performance PPM < LB * PPM > USL ,76 PPM Total ,76 1,5 2,0 2,5 3,0 Exp. O v erall Performance PPM < LB Cpk * = -0,45 PPM > USL ,50 PPM Total ,50 Antes - FB06 Cab2 Conc 1,0mm Max -0,0 0,2 0,4 O bserv ed Performance Exp. Within Performance PPM < LB 0,00 PPM < LB * PPM > USL 0,00 PPM > USL 6451,41 PPM Total 0,00 PPM Total 6451,41 0,6 Exp. O v erall Performance PPM < LB * PPM > USL 6071,45 PPM Total 6071,45 0,8 1,0 Cpk = 0,83 DEPOIS FB06 CAB 2 CONC 1,0 MAX Process Data LB 0 Target * USL 1 Sample Mean 1,09167 Sample N 30 StDev (Within) 0, StDev (O v erall) 0, LB USL Within Overall Potential (Within) C apability Cp * C PL * C PU -0,05 C pk -0,05 O v erall C apability Pp * PPL * PPU -0,05 Ppk -0,05 C pm * Process Data LB 0 Target * USL 1 Sample Mean 0, Sample N 30 StDev (Within) 0, StDev (O v erall) 0, LB USL Within Overall Potential (Within) C apability Cp * C PL * C PU 0,72 C pk 0,72 O v erall C apability Pp * PPL * PPU 0,73 Ppk 0,73 C pm * O bserv ed Performance PPM < LB 0,00 PPM > USL ,00 PPM Total ,00 0,0 0,8 1,6 2,4 Exp. Within Performance Exp. O v erall Performance PPM < LB * PPM < LB Cpk * = -0,05 PPM > USL ,71 PPM > USL ,42 PPM Total ,71 PPM Total ,42 O bserv ed Performance PPM < LB 0,00 PPM > USL 33333,33 PPM Total 33333,33 Exp. Within Performance PPM < LB * PPM > USL 14901,02 PPM Total 14901,02 0,0 0,3 0,6 0,9 Exp. O v erall Performance PPM < LB * PPM > USL 14207,13 PPM Total 14207,13 Cpk = 0,72

45 CONTROL Project Report Control O acompanhamento mensal do refugo gerado na operação do furo profundo mostrou uma redução significativa em FTQ e em custo de refugo R$ 3.000,00 R$ 2.500,00 R$ 2.000,00 R$ 1.500,00 Acompanhamento Custo Refugo FB05/06 Antes Media R$1933,04 Implementação R$ 1.000,00 R$ 500,00 R$ - Depois Media R$ 31,10 jan/10 fev/10 mar/10 abr/10 mai/10 jun/10 jul/10 ago/10 set/10 out/10 nov/10 dez/ Antes Media PPM Acompanhamento FTQ FB05/06 Implementação jan/10 fev/10 mar/10 abr/10 mai/10 jun/10 jul/10 ago/10 Depois Media 289 PPM set/10 out/10 nov/10 dez/ jan/10 FTQ GERAL BANJO Antes Implementação Media fev/10 mar/10 abr/10 mai/10 jun/10 jul/10 ago/10 Depois Media set/10 out/10 nov/10 dez/10
46 CONCLUSÃO NOS EXEMPLOS APRESENTADOS, OS PROGRAMAS KAIZEN E SIX SIGMA AJUDARAM A EMPRESA A ECONOMIZAR MAIS DE U$ POR ANO

47 LEMA BUSCAR SEMPRE A MELHORIA 47




48 Pesquisamos e trabalhamos para o avanço da Gestão por meio de três áreas de atuação: Consultoria, Educação e Funding Acreditamos que fazendo empresas melhores, criaremos um mundo melhor.



49 GESTÃO COMO ARTE Para nós, Gestão é Arte É a combinação de inspiração, talento e técnica para criar uma nova realidade, que tenha significado e funcione 49



50 DESDE 1992, 600 PROJETOS EM MAIS DE 300 EMPRESAS VENCEDORAS.

51 OBRIGADO PELA ATENÇÃO Edifício Paulista III R. Geraldo Flausino Gomes, 78 cj. 151, Brooklin Novo São Paulo, SP, CEP
 SWOT = FOFA")
52 S T R E N G T H S W E A K N E S S E S O P P O R T U N I T I E S T H R E A T S "Concentre-se nos pontos fortes, reconheça as fraquezas, agarre as oportunidades e proteja-se contra as ameaças " (SUN TZU, 500 a.c.) SWOT = FOFA

53 Falhas Comuns em AC/AP IDENTIFICAR O PROBLEMA ACHAR QUE O PROBLEMA É DO CLIENTE ANÁLISE DE DADOS INSUFICIENTE OU INCORRETA DESCONHECIMENTO DOS DADOS DISPONÍVEIS NA ORGANIZAÇÃO FALTA DE DADOS DESCONHECIMENTO SOBRE COMO FUNCIONA O PROCESSO FALTA DE ANÁLISE DE RISCOS
 Investigação não proporcional à magnitude e aos riscos (reais / potenciais) do problema Usar ferramentas inadequadas Não testar as hipóteses de causa e efeito Tentar agir sobre")
54 INVESTIGAR E DETERMINAR A CAUSA RAIZ Falhas Comuns Achar que JÁ SABE das causas (raiz) e implementar as ações Atacar a causa errada (diagnóstico inadequado da causa) Investigação superficial (não chegar à causa raiz) Investigação não proporcional à magnitude e aos riscos (reais / potenciais) do problema Usar ferramentas inadequadas Não testar as hipóteses de causa e efeito Tentar agir sobre todas as causas possíveis Falta de preparo do responsável pela investigação Não considerar a abrangência da NC
55 Falhas Comuns em AC/AP VERIFICAR A EFICÁCIA DAS AC/AP s Fechar a AC/AP sem conferir a sua eficácia (ou com evidências insuficientes para a confirmação) Follow up inadequado Verificar o efeito, sem considerar as ações sobre a causa raiz Verificar as ações sem considerar a abrangência da AC/AP Falta de qualificação do responsável pela verificação



56 TENDÊNCIA - INOVAÇÃO GERAÇÃO DE IDÉIAS WORLD CAFÉ MAPAS MENTAIS BRAINSTORMING ESTRUTURADO DISNEY STORYBOARD PENSAMENTO LATERAL INOVATION STYLES TÉCNICA DE CENÁRIOS
4ªJornada Científica e Tecnológica da FATEC de Botucatu 7 a 9 de Outubro de 2015, Botucatu SãoPaulo, Brasil
 WHITE BELT PARA REDUÇÃO DE PERDAS DE MATERIAIS DE EMBALAGEM EM UMA LINHA DE PRODUÇÃO DE UMA INDUSTRIA DO SETOR ALIMENTÍCIO NO INTERIOR DO ESTADO DE SÃO PAULO Karen Cristina Ciano da Silva ¹ Gilson Eduardo
WHITE BELT PARA REDUÇÃO DE PERDAS DE MATERIAIS DE EMBALAGEM EM UMA LINHA DE PRODUÇÃO DE UMA INDUSTRIA DO SETOR ALIMENTÍCIO NO INTERIOR DO ESTADO DE SÃO PAULO Karen Cristina Ciano da Silva ¹ Gilson Eduardo
O DMAIC é um método sistemático, baseado em dados e no uso de ferramentas estatísticas, para o desenvolvimento dos projetos Lean Seis Sigma.
 O DMAIC é um método sistemático, baseado em dados e no uso de ferramentas estatísticas, para o desenvolvimento dos projetos Lean Seis Sigma. O Método DMAIC do Lean Seis Sigma Por Cristina Werkema Como
O DMAIC é um método sistemático, baseado em dados e no uso de ferramentas estatísticas, para o desenvolvimento dos projetos Lean Seis Sigma. O Método DMAIC do Lean Seis Sigma Por Cristina Werkema Como
Six Sigma. Introdução à Qualidade - PME 3463 Turma 2 Grupo 6 1
 Six Sigma Introdução à Qualidade - PME 3463 Turma 2 Grupo 6 1 Agenda 1. Introdução 2. Elementos Chave 3. Organização 4. Metodologia 1. Define 2. Measure 3. Analyze 4. Improve 5. Control 5. Ferramentas
Six Sigma Introdução à Qualidade - PME 3463 Turma 2 Grupo 6 1 Agenda 1. Introdução 2. Elementos Chave 3. Organização 4. Metodologia 1. Define 2. Measure 3. Analyze 4. Improve 5. Control 5. Ferramentas
MPS.Br A A Experiência da Stefanini Washington Souza Marcelo Ramasco Andrea Mattos Elaine Vanessa
 MPS.Br A A Experiência da Stefanini Washington Souza Marcelo Ramasco Andrea Mattos Elaine Vanessa Sobre o que vamos falar Uma breve visão sobre a Stefanini A jornada até chegar ao nível A Falar como foi
MPS.Br A A Experiência da Stefanini Washington Souza Marcelo Ramasco Andrea Mattos Elaine Vanessa Sobre o que vamos falar Uma breve visão sobre a Stefanini A jornada até chegar ao nível A Falar como foi
O poder da ANOVA e da igualdade de variância
 O poder da ANOVA e da igualdade de variância Por Marcelo Rivas Fernandes A ANOVA e o Teste de Iguldade de Variância são tão imprescindíveis para a estatística inferencial, quanto a média e o desvio padrão
O poder da ANOVA e da igualdade de variância Por Marcelo Rivas Fernandes A ANOVA e o Teste de Iguldade de Variância são tão imprescindíveis para a estatística inferencial, quanto a média e o desvio padrão
Sem fronteiras para o conhecimento. Pacote Formação Especialista em Lean Manufacturing
 1 Sem fronteiras para o conhecimento Pacote Formação Especialista em Lean Manufacturing 2 Seja um Especialista Lean Manufacturing O pacote de Formação de Especialista em Lean Manufacturing une a filosofia
1 Sem fronteiras para o conhecimento Pacote Formação Especialista em Lean Manufacturing 2 Seja um Especialista Lean Manufacturing O pacote de Formação de Especialista em Lean Manufacturing une a filosofia
Manutenção Produtiva Total - A Bíblia do TPM Plano de Aula - 36 Aulas (Aulas de 1 Hora).
.") 5453 - Manutenção Produtiva Total - A Bíblia do TPM Plano de Aula - 36 Aulas (Aulas de 1 Hora). Aula 1 Capítulo 1 - Fundamentos do TPM 1. Origem...26 2. Conceitos...28 3. Etapas de Implantação... 31 4.
5453 - Manutenção Produtiva Total - A Bíblia do TPM Plano de Aula - 36 Aulas (Aulas de 1 Hora). Aula 1 Capítulo 1 - Fundamentos do TPM 1. Origem...26 2. Conceitos...28 3. Etapas de Implantação... 31 4.
EXEMPLOS PARA CONTROLE ESTATÍSTICO DE PROCESSOS (C.E.P.)
") ESTATÍSTICA PARA ENGENHARIA II EXEMPLOS PARA CONTROLE ESTATÍSTICO DE PROCESSOS (C.E.P.) DADOS PARA A CARTA DE CONTROLE PARA A MÉDIA ( X ) E PARA A AMPLITUDE ( R ) Especificação: 225 a 275 g Atividade:
ESTATÍSTICA PARA ENGENHARIA II EXEMPLOS PARA CONTROLE ESTATÍSTICO DE PROCESSOS (C.E.P.) DADOS PARA A CARTA DE CONTROLE PARA A MÉDIA ( X ) E PARA A AMPLITUDE ( R ) Especificação: 225 a 275 g Atividade:
REDUÇÃO DE FALHAS DO SISTEMA DE FRENAGEM DOS VAGÕES DA EFC DIEGO FREITAS
 REDUÇÃO DE FALHAS DO SISTEMA DE FRENAGEM DOS VAGÕES DA EFC DIEGO FREITAS DETALHAMENTO DO PROBLEMA Porém, DETALHAMENTO DO INDICADOR DETALHAMENTO DO INDICADOR O Indicador utilizado será: Número de Falhas
REDUÇÃO DE FALHAS DO SISTEMA DE FRENAGEM DOS VAGÕES DA EFC DIEGO FREITAS DETALHAMENTO DO PROBLEMA Porém, DETALHAMENTO DO INDICADOR DETALHAMENTO DO INDICADOR O Indicador utilizado será: Número de Falhas
QUALIDADE TURMA 2 GRUPO 5. 6 σ INTEGRANTES: ALEXANDRE J. T. OIDE FELIPE G. PANICIO GUSTAVO H. YAMADA
 QUALIDADE TURMA 2 GRUPO 5 6 σ INTEGRANTES: ALEXANDRE J. T. OIDE - 8991352 FELIPE G. PANICIO - 8540821 GUSTAVO H. YAMADA 8991971 Agenda A prática 6 σ e suas características; Metodologia DMAIC; Estudo de
QUALIDADE TURMA 2 GRUPO 5 6 σ INTEGRANTES: ALEXANDRE J. T. OIDE - 8991352 FELIPE G. PANICIO - 8540821 GUSTAVO H. YAMADA 8991971 Agenda A prática 6 σ e suas características; Metodologia DMAIC; Estudo de
Conteúdo programático
 Conteúdo programático Parte II Resolução de problemas Unidade 5 Método de solução de problemas 5.1 Introdução ao método de análise e solução de problemas 5.2 Identificação de problemas 5.3 Observação dos
Conteúdo programático Parte II Resolução de problemas Unidade 5 Método de solução de problemas 5.1 Introdução ao método de análise e solução de problemas 5.2 Identificação de problemas 5.3 Observação dos
Fundamentos da Administração da Produção. DMAIC Etapas: Analisar- Melhorar-Controlar. Prof. Dr. Marco Antonio Pereira.
 Fundamentos da Administração da Produção DMAIC Etapas: Analisar- Melhorar-Controlar Prof. Dr. Marco Antonio Pereira marcopereira@usp.br 3.1 Ferramentas de Análise Métodos para determinação da causa raiz
Fundamentos da Administração da Produção DMAIC Etapas: Analisar- Melhorar-Controlar Prof. Dr. Marco Antonio Pereira marcopereira@usp.br 3.1 Ferramentas de Análise Métodos para determinação da causa raiz
Six Sigma / Lean Six Sigma
 Six Sigma / Lean Six Sigma Six Sigma / Lean Six Sigma Yellow Belt Six Sigma / Lean Six Sigma Green Belt Six Sigma / Lean Six Sigma Black Belt Six Sigma / Lean Six Sigma Master Black Belt 1 Qualificações
Six Sigma / Lean Six Sigma Six Sigma / Lean Six Sigma Yellow Belt Six Sigma / Lean Six Sigma Green Belt Six Sigma / Lean Six Sigma Black Belt Six Sigma / Lean Six Sigma Master Black Belt 1 Qualificações
Fundada em 1985; Empreendedor José Geraldo Brasil; 163 colaboradores. Localizada em São Jerônimo RS
 Fundada em 1985; Empreendedor José Geraldo Brasil; 163 colaboradores Localizada em São Jerônimo RS 32 ANOS DE HISTÓRIA Prêmio Talentos Empreendedores Certificação do Sistema de Gestão da Qualidade - ISO
Fundada em 1985; Empreendedor José Geraldo Brasil; 163 colaboradores Localizada em São Jerônimo RS 32 ANOS DE HISTÓRIA Prêmio Talentos Empreendedores Certificação do Sistema de Gestão da Qualidade - ISO
Sem fronteiras para o conhecimento. Programa Formação Especialista Lean Manufacturing
 1 Sem fronteiras para o conhecimento Programa Formação Especialista Lean Manufacturing Seja um Especialista Lean O Lean Manufacturing é uma filosofia de gestão que busca reduzir desperdícios enquanto aumenta
1 Sem fronteiras para o conhecimento Programa Formação Especialista Lean Manufacturing Seja um Especialista Lean O Lean Manufacturing é uma filosofia de gestão que busca reduzir desperdícios enquanto aumenta
TPM Manutenção Produtiva Total
 TPM Manutenção Produtiva Total TPM A TPM é um modelo de gestão que busca a Eficiência máxima do sistema produtivo através da eliminação de perdas e do desenvolvimento do homem e sua relação com o equipamento.
TPM Manutenção Produtiva Total TPM A TPM é um modelo de gestão que busca a Eficiência máxima do sistema produtivo através da eliminação de perdas e do desenvolvimento do homem e sua relação com o equipamento.
Introdução às ferramentas Lean
 Introdução às ferramentas Lean 1 Ferramentas Lean Manutenção Produtiva Total Mapa de Fluxo de Valor Redução de Setup Diagrama de Espaguete 5 S Fluxo Contínuo Produção Puxada Trabalho Padronizado 2 1 Ferramentas
Introdução às ferramentas Lean 1 Ferramentas Lean Manutenção Produtiva Total Mapa de Fluxo de Valor Redução de Setup Diagrama de Espaguete 5 S Fluxo Contínuo Produção Puxada Trabalho Padronizado 2 1 Ferramentas
MANUFATURA ENXUTA NA CONFECÇÃO DE MOLDES E FERRAMENTAS
 MANUFATURA ENXUTA NA CONFECÇÃO DE MOLDES E FERRAMENTAS AGENDA Apresentação da Empresa 2BLean Tempo de desenvolvimento de um Molde de Injeção O que é Lean Aplicações Desperdícios SMED para reduzir o tempo
MANUFATURA ENXUTA NA CONFECÇÃO DE MOLDES E FERRAMENTAS AGENDA Apresentação da Empresa 2BLean Tempo de desenvolvimento de um Molde de Injeção O que é Lean Aplicações Desperdícios SMED para reduzir o tempo
Copyright 2014-15 OSIsoft, LLC. 1
 1 Gestão e Análise das Variáveis de Processo Presented by Denis Nobre Kinross Guilherme Ferreira TSA Lorena Gomes Kinross Igor Marques Kinross Amauri Andrade - Kinross Agenda Parceria Kinross/TSA Implantação
1 Gestão e Análise das Variáveis de Processo Presented by Denis Nobre Kinross Guilherme Ferreira TSA Lorena Gomes Kinross Igor Marques Kinross Amauri Andrade - Kinross Agenda Parceria Kinross/TSA Implantação
Capacitações completas para um mercado competitivo. DETALHAMENTO DA EMENTA Pacote Black November
 Capacitações completas para um mercado competitivo DETALHAMENTO DA EMENTA Pacote Black November Treinamento de Green Belt em Lean Seis Sigma Aborda toda a metodologia DMAIC e as ferramentas utilizadas
Capacitações completas para um mercado competitivo DETALHAMENTO DA EMENTA Pacote Black November Treinamento de Green Belt em Lean Seis Sigma Aborda toda a metodologia DMAIC e as ferramentas utilizadas
Capítulo 7 - Seis Sigma
 Chou Yen Cheng Heloá Freire João Victor Lima Letícia Harumi Nakamiti Guilherme Gamberini Talles Silva do Nascimento Thiago Peron de Marchi Henrique Provenzzano Silva Gestão da Qualidade Capítulo 7 - Seis
Chou Yen Cheng Heloá Freire João Victor Lima Letícia Harumi Nakamiti Guilherme Gamberini Talles Silva do Nascimento Thiago Peron de Marchi Henrique Provenzzano Silva Gestão da Qualidade Capítulo 7 - Seis
PME Introdução à Qualidade
 1 COMPANY NAME 1234 Long Beach Los Angeles California PME3463 - Introdução à Qualidade SEMINÁRIO: Grupo 2 Turma 3 Matheus Pires 8992113 Arthur Cimatti 8991950 Lucas Fracarolli 8991780 Diego Nazaré 8801752
1 COMPANY NAME 1234 Long Beach Los Angeles California PME3463 - Introdução à Qualidade SEMINÁRIO: Grupo 2 Turma 3 Matheus Pires 8992113 Arthur Cimatti 8991950 Lucas Fracarolli 8991780 Diego Nazaré 8801752
Aplicação do controle estatístico de processo em uma indústria do setor metal-mecânico: um estudo de caso
 Aplicação do controle estatístico de processo em uma indústria do setor metal-mecânico: um estudo de caso Jefferson Caburon (UEM) caburon@hotmail.com Daily Morales (UEM) dmorales@uem.br Resumo: O trabalho
Aplicação do controle estatístico de processo em uma indústria do setor metal-mecânico: um estudo de caso Jefferson Caburon (UEM) caburon@hotmail.com Daily Morales (UEM) dmorales@uem.br Resumo: O trabalho
Capacitações completas para um mercado competitivo. Treinamento de Green Belt em Lean Seis Sigma
 Capacitações completas para um mercado competitivo Treinamento de Green Belt em Lean Seis Sigma CONHEÇA O TREINAMENTO Treinamento de Green Belt em Lean Seis Sigma O treinamento de Green Belt em Lean Seis
Capacitações completas para um mercado competitivo Treinamento de Green Belt em Lean Seis Sigma CONHEÇA O TREINAMENTO Treinamento de Green Belt em Lean Seis Sigma O treinamento de Green Belt em Lean Seis
4 Capabilidade de Processos
 4 Capabilidade de Processos Cp, Cpk 4.1. INTRODUÇÃO AO CONTROLE ESTATÍSTICO DE PROCESSO (CEP) Na natureza não existem dois exemplares exatamente iguais da mesma coisa. Há alguma variabilidade em toda parte,
4 Capabilidade de Processos Cp, Cpk 4.1. INTRODUÇÃO AO CONTROLE ESTATÍSTICO DE PROCESSO (CEP) Na natureza não existem dois exemplares exatamente iguais da mesma coisa. Há alguma variabilidade em toda parte,
PRÓ-TRANSPORTE - MOBILIDADE URBANA - PAC COPA 2014 - CT 318.931-88/10
 AMPLIAÇÃO DA CENTRAL DE Simpl Acum Simpl Acum jul/10 a jun/11 jul/11 12 13 (%) (%) (%) (%) 0,00 0,00 0,00 0,00 0,00 0,00 1/11 AMPLIAÇÃO DA CENTRAL DE ago/11 Simpl Acum Simpl Acum Simpl Acum 14 set/11 15
AMPLIAÇÃO DA CENTRAL DE Simpl Acum Simpl Acum jul/10 a jun/11 jul/11 12 13 (%) (%) (%) (%) 0,00 0,00 0,00 0,00 0,00 0,00 1/11 AMPLIAÇÃO DA CENTRAL DE ago/11 Simpl Acum Simpl Acum Simpl Acum 14 set/11 15
Transformação Lean Através de Kaizens
 Transformação Lean Através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária - SIMPS - Alex Etevaldo da Silva 13/09/2017 Alex Etevaldo da Silva Engenheiro Mecânico, MBA em Gestão de
Transformação Lean Através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária - SIMPS - Alex Etevaldo da Silva 13/09/2017 Alex Etevaldo da Silva Engenheiro Mecânico, MBA em Gestão de
CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: CENTRO UNIVERSITÁRIO DE ITAJUBÁ
 16 TÍTULO: A ESTATÍSTICA APLICADA AOS PROCESSOS DE USINAGEM PARA A RESOLUÇÃO DO PROBLEMA DENOMINADO SERRILHADO NA FACE DE CONTATO DE UM ANEL DE PISTÃO: UM ESTUDO DE CASO REALIZADO EM UMA EMPRESA DE PEÇAS
16 TÍTULO: A ESTATÍSTICA APLICADA AOS PROCESSOS DE USINAGEM PARA A RESOLUÇÃO DO PROBLEMA DENOMINADO SERRILHADO NA FACE DE CONTATO DE UM ANEL DE PISTÃO: UM ESTUDO DE CASO REALIZADO EM UMA EMPRESA DE PEÇAS
LEAN SIX SIGMA GREEN BELT - 80 Horas
 LEAN SIX SIGMA GREEN BELT - 80 Horas Ser Lean Seis Sigma Green Belt acreditado Internacionalmente mostra ao mercado de trabalho que você tem habilidades de liderança e obtenção de resultados em projetos
LEAN SIX SIGMA GREEN BELT - 80 Horas Ser Lean Seis Sigma Green Belt acreditado Internacionalmente mostra ao mercado de trabalho que você tem habilidades de liderança e obtenção de resultados em projetos
Gestão da Qualidade e Segurança LEGI Ano Letivo de 2015/2016
 NOME: Nº de aluno Gestão da Qualidade e Segurança LEGI Ano Letivo de 2015/2016 Teste de 06/06/2016 Duração do teste: 1h15m Módulo de Qualidade 1. Não separe as folhas deste enunciado que deverá ser entregue
NOME: Nº de aluno Gestão da Qualidade e Segurança LEGI Ano Letivo de 2015/2016 Teste de 06/06/2016 Duração do teste: 1h15m Módulo de Qualidade 1. Não separe as folhas deste enunciado que deverá ser entregue
Trata-se do processo de auditoria dos requisitos e da qualidade, assim como dos resultados das medições de controle de qualidade, de maneira a
 Aula 18 1 2 Trata-se do processo de auditoria dos requisitos e da qualidade, assim como dos resultados das medições de controle de qualidade, de maneira a garantir o uso de padrões de qualidade e definições
Aula 18 1 2 Trata-se do processo de auditoria dos requisitos e da qualidade, assim como dos resultados das medições de controle de qualidade, de maneira a garantir o uso de padrões de qualidade e definições
Semana Kaizen Redução de Setup
 2010 Semana Kaizen Redução de Setup Sumário Nenhuma entrada de sumário foi encontrada. Rafael Andrade / Samuel Amate /Edson Ap. Lanmar Ind. Met. Ltda 8/2/2010 a 12/02/2010 Conteúdo Escopo de Projeto...4
2010 Semana Kaizen Redução de Setup Sumário Nenhuma entrada de sumário foi encontrada. Rafael Andrade / Samuel Amate /Edson Ap. Lanmar Ind. Met. Ltda 8/2/2010 a 12/02/2010 Conteúdo Escopo de Projeto...4
Gestão de Projeto. CARGA HORÁRIA 16 horas PROGRAMA
 Gestão de Projeto Esse curso oferece ampla visão sobre a arte de gerenciar projetos. Apresenta como projetos tornamse viabilizadores estratégicos para as organizações demonstrando a importância de seu
Gestão de Projeto Esse curso oferece ampla visão sobre a arte de gerenciar projetos. Apresenta como projetos tornamse viabilizadores estratégicos para as organizações demonstrando a importância de seu
Formação Interempresas 2017
 Formação Interempresas 2017 1 1 Calendário das acções 1º Semestre Lisboa 1 Lean Management 1d Ferramentas Básicas da Qualidade 2 1d 21 5S & Gestão Visual 3 1d 22 Gestão de Equipas 4 1d 5 6 TPM Total Productive
Formação Interempresas 2017 1 1 Calendário das acções 1º Semestre Lisboa 1 Lean Management 1d Ferramentas Básicas da Qualidade 2 1d 21 5S & Gestão Visual 3 1d 22 Gestão de Equipas 4 1d 5 6 TPM Total Productive
semestre w o r k s H o p s TEMAS NOVOS Gerenciando para o Aprendizado - Processo A3 Trabalho padronizado e fluxo contínuo em Hospitais
 2º semestre w o r k s H o p s 2 0 1 0 NOVOS TEMAS Gerenciando para o Aprendizado - Processo A3 Trabalho padronizado e fluxo contínuo em Hospitais Por que ParticiPar? conteúdo e Método O conteúdo do treinamento
2º semestre w o r k s H o p s 2 0 1 0 NOVOS TEMAS Gerenciando para o Aprendizado - Processo A3 Trabalho padronizado e fluxo contínuo em Hospitais Por que ParticiPar? conteúdo e Método O conteúdo do treinamento
Workshop de Implementação de Melhorias. 15 de julho de 2011
 Workshop de Implementação de Melhorias UEFS Feira de Santana 15 de julho de 2011 1 Etapas ETAPA 1 ETAPA 2 ETAPA 3 ETAPA 4 ETAPA 5 ETAPA 6 ETAPA 7 ETAPA 8 Capacitação de servidores na metodologia gestão
Workshop de Implementação de Melhorias UEFS Feira de Santana 15 de julho de 2011 1 Etapas ETAPA 1 ETAPA 2 ETAPA 3 ETAPA 4 ETAPA 5 ETAPA 6 ETAPA 7 ETAPA 8 Capacitação de servidores na metodologia gestão
Roteiro. Definição de conceitos Ferramentas presentes Aplicação do método Seis Sigma, uma comparação Produção enxuta
 PRODUÇÃO ENXUTA PME3463 - Engenharia da Qualidade Grupo T2G4 Andre Ferreira Jesus Emanuel (11-979677200 / jechy39@gmail.com) Lucas Ruffenach Vinicius Madarazzo Roteiro Definição de conceitos Ferramentas
PRODUÇÃO ENXUTA PME3463 - Engenharia da Qualidade Grupo T2G4 Andre Ferreira Jesus Emanuel (11-979677200 / jechy39@gmail.com) Lucas Ruffenach Vinicius Madarazzo Roteiro Definição de conceitos Ferramentas
UPGRADE LEAN SIX SIGMA BLACK BELT 80Hrs
 UPGRADE LEAN SIX SIGMA BLACK BELT 80Hrs Ser Lean Seis Sigma Black Belt acreditado Internacionalmente mostra ao mercado de trabalho que você tem habilidades de liderança e obtenção de resultados em projetos
UPGRADE LEAN SIX SIGMA BLACK BELT 80Hrs Ser Lean Seis Sigma Black Belt acreditado Internacionalmente mostra ao mercado de trabalho que você tem habilidades de liderança e obtenção de resultados em projetos
Sem fronteiras para o conhecimento. Treinamento de Green Belt em Lean Seis Sigma
 1 Sem fronteiras para o conhecimento Treinamento de Green Belt em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos.
1 Sem fronteiras para o conhecimento Treinamento de Green Belt em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos.
Capacidade Sigma. Copyright Alberto W. Ramos 1
 Capacidade Sigma Copyright Alberto W. Ramos 1 Em projetos 6 Sigma, a capacidade de um processo é medida de uma forma ligeiramente diferente da estudada antes. Ao invés de Cp, Cpk, Pp, Ppk ou Cpm, mede-se
Capacidade Sigma Copyright Alberto W. Ramos 1 Em projetos 6 Sigma, a capacidade de um processo é medida de uma forma ligeiramente diferente da estudada antes. Ao invés de Cp, Cpk, Pp, Ppk ou Cpm, mede-se
Entidade Organizadora Ricardo Mansur São Paulo, Junho de 2007
 Entidade Organizadora Ricardo Mansur São Paulo, Junho de 2007 Uma abordagem integrada entre Six Sigma e PMBOK Ricardo Mansur O Ricardo Mansur é formado nas principais e mais importantes universidades brasileiras
Entidade Organizadora Ricardo Mansur São Paulo, Junho de 2007 Uma abordagem integrada entre Six Sigma e PMBOK Ricardo Mansur O Ricardo Mansur é formado nas principais e mais importantes universidades brasileiras
DATA DIA DIAS DO FRAÇÃO DATA DATA HORA DA INÍCIO DO ANO JULIANA SIDERAL T.U. SEMANA DO ANO TRÓPICO 2450000+ 2460000+
 CALENDÁRIO, 2015 7 A JAN. 0 QUARTA -1-0.0018 7022.5 3750.3 1 QUINTA 0 +0.0009 7023.5 3751.3 2 SEXTA 1 +0.0037 7024.5 3752.3 3 SÁBADO 2 +0.0064 7025.5 3753.3 4 DOMINGO 3 +0.0091 7026.5 3754.3 5 SEGUNDA
CALENDÁRIO, 2015 7 A JAN. 0 QUARTA -1-0.0018 7022.5 3750.3 1 QUINTA 0 +0.0009 7023.5 3751.3 2 SEXTA 1 +0.0037 7024.5 3752.3 3 SÁBADO 2 +0.0064 7025.5 3753.3 4 DOMINGO 3 +0.0091 7026.5 3754.3 5 SEGUNDA
Seis Sigma Otimização dos custos. ALBERTO PEZEIRO Sócio-Fundador e CEO pezeiro@setadg.com.br 11 98110-0026
 Seis Sigma Otimização dos custos ALBERTO PEZEIRO Sócio-Fundador e CEO pezeiro@setadg.com.br 11 98110-0026 1 Foco nos Processos torna a prestação dos serviços mais eficiente e isso reflete para o consumidor
Seis Sigma Otimização dos custos ALBERTO PEZEIRO Sócio-Fundador e CEO pezeiro@setadg.com.br 11 98110-0026 1 Foco nos Processos torna a prestação dos serviços mais eficiente e isso reflete para o consumidor
Prof. Fabrício Maciel Gomes
 Prof. Fabrício Maciel Gomes ANÁLISE DE CAPACIDADE Dados Contínuos Exemplo 1: Consistência da Cor Proposta Avaliar a capacidade do processo, usando Capability Sixpack (Normal) e Capability Analysis (Normal).
Prof. Fabrício Maciel Gomes ANÁLISE DE CAPACIDADE Dados Contínuos Exemplo 1: Consistência da Cor Proposta Avaliar a capacidade do processo, usando Capability Sixpack (Normal) e Capability Analysis (Normal).
PROGRAMAÇÃO DE CURSOS ABERTOS 1º SEMESTRE
 ÇÃO DE CURSOS ABERTOS 1º SEMESTRE - 2014 Título Carga horária Jan Fev Mar Abr Mai Jun ISO 9001:2008 Interpretação de requisitos 1 dia 08 horas Dia 21 Formação Green Belt Lean Six Sigma 8 dias 80 horas
ÇÃO DE CURSOS ABERTOS 1º SEMESTRE - 2014 Título Carga horária Jan Fev Mar Abr Mai Jun ISO 9001:2008 Interpretação de requisitos 1 dia 08 horas Dia 21 Formação Green Belt Lean Six Sigma 8 dias 80 horas
Treinamento de Green Belts em Lean Seis Sigma
 Treinamento de Green Belts em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos. São utilizadas ferramentas estatísticas
Treinamento de Green Belts em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos. São utilizadas ferramentas estatísticas
APQP. Advanced Product Quality Planning. Fundamentos do APQP. Objetivos do APQP 16/11/2008. Organização do Desenvolvimento de Produto
 APQP Advanced Product Quality Planning (Planejamento Avançado da Qualidade do Produto) Fundamentos do APQP Organização do Desenvolvimento de Produto Comunicação Interativa Treinamento Objetivos do APQP
APQP Advanced Product Quality Planning (Planejamento Avançado da Qualidade do Produto) Fundamentos do APQP Organização do Desenvolvimento de Produto Comunicação Interativa Treinamento Objetivos do APQP
PROGRAMA DE PÓS GRADUAÇÃO ENGENHARIA DA QUALIDADE COM ÊNFASE EM BLACK BELTS
 2018 PROGRAMA DE PÓS GRADUAÇÃO ENGENHARIA DA QUALIDADE COM ÊNFASE EM BLACK BELTS Resumo do curso O Curso de Pós-graduação Lato Sensu em Engenharia da Qualidade com ênfase em Black Belt - surgiu a partir
2018 PROGRAMA DE PÓS GRADUAÇÃO ENGENHARIA DA QUALIDADE COM ÊNFASE EM BLACK BELTS Resumo do curso O Curso de Pós-graduação Lato Sensu em Engenharia da Qualidade com ênfase em Black Belt - surgiu a partir
REDUÇÃO DAS PERDAS NO VAZAMENTO CONTÍNUO DE CHAPAS DE ALUMÍNIO*
 REDUÇÃO DAS PERDAS NO VAZAMENTO CONTÍNUO DE CHAPAS DE ALUMÍNIO* Francisco de Paula Pinheiro 1 Thomas Santos Silva 2 Resumo Estudo das fontes de variação do processo de vazamento contínuo de chapas de alumínio,
REDUÇÃO DAS PERDAS NO VAZAMENTO CONTÍNUO DE CHAPAS DE ALUMÍNIO* Francisco de Paula Pinheiro 1 Thomas Santos Silva 2 Resumo Estudo das fontes de variação do processo de vazamento contínuo de chapas de alumínio,
Especialização em Métodos Estatísticos Computacionais
 Gestão da Qualidade Lupércio França Bessegato Dep. Estatística/UFJF Roteiro 1. Filosofias da Qualidade e Estratégias de Gestão 2. Ciclo PDCA 3. Ferramentas de Gerenciamento 4. Seis Sigma 5. Referências
Gestão da Qualidade Lupércio França Bessegato Dep. Estatística/UFJF Roteiro 1. Filosofias da Qualidade e Estratégias de Gestão 2. Ciclo PDCA 3. Ferramentas de Gerenciamento 4. Seis Sigma 5. Referências
TÍTULO: RESOLUÇÃO DAS FALHAS ENCONTRADAS EM CAMPO RELACIONADO AO MODULO T76 UTILIZANDO A FERRAMENTA SEIS SIGMA (DMAIC)
") 16 TÍTULO: RESOLUÇÃO DAS FALHAS ENCONTRADAS EM CAMPO RELACIONADO AO MODULO T76 UTILIZANDO A FERRAMENTA SEIS SIGMA (DMAIC) CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO:
16 TÍTULO: RESOLUÇÃO DAS FALHAS ENCONTRADAS EM CAMPO RELACIONADO AO MODULO T76 UTILIZANDO A FERRAMENTA SEIS SIGMA (DMAIC) CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO:
Gerência de Projetos e Qualidade de Software. Prof. Walter Gima
 Gerência de Projetos e Qualidade de Software Prof. Walter Gima 1 OBJETIVOS O que é Qualidade Entender o ciclo PDCA Apresentar técnicas para garantir a qualidade de software Apresentar ferramentas para
Gerência de Projetos e Qualidade de Software Prof. Walter Gima 1 OBJETIVOS O que é Qualidade Entender o ciclo PDCA Apresentar técnicas para garantir a qualidade de software Apresentar ferramentas para
Disciplina: Gestão da Qualidade
 Disciplina: Gestão da Qualidade Controle do Processo pelo PDCA 2ª Parte Prof. Fernando Porto Introdução Já foi dito que o Ciclo PDCA é um método para a prática do controle de processos, e constitui o fundamento
Disciplina: Gestão da Qualidade Controle do Processo pelo PDCA 2ª Parte Prof. Fernando Porto Introdução Já foi dito que o Ciclo PDCA é um método para a prática do controle de processos, e constitui o fundamento
Capacitações completas para um mercado competitivo. Pacote de Especialista Green Belt em Lean Seis Sigma
 Capacitações completas para um mercado competitivo Pacote de Especialista Green Belt em Lean Seis Sigma Sobre o pacote Especialista Green Belt Ser capaz de gerar resultados é a maior prova de competência
Capacitações completas para um mercado competitivo Pacote de Especialista Green Belt em Lean Seis Sigma Sobre o pacote Especialista Green Belt Ser capaz de gerar resultados é a maior prova de competência
FERRAMENTAS DA QUALIDADE POKA YOKE
 FERRAMENTAS DA QUALIDADE POKA YOKE 1 Definição O termo Poka Yoke significa À PROVA DE ERROS ; trata-se de um método que busca eliminar os defeitos causados por falhas ou erros humanos. 2 Definição 3 Objetivos
FERRAMENTAS DA QUALIDADE POKA YOKE 1 Definição O termo Poka Yoke significa À PROVA DE ERROS ; trata-se de um método que busca eliminar os defeitos causados por falhas ou erros humanos. 2 Definição 3 Objetivos
SISTEMA PRODUTTARE DE PRODUÇÃO Alavancando a produtividade das empresas
 SISTEMA PRODUTTARE DE PRODUÇÃO Alavancando a produtividade das empresas PARA REFLEXÃO... Por que fazemos o que fazemos? Como treinamos um novo colaborador? Como funciona o processo de melhoria em nossas
SISTEMA PRODUTTARE DE PRODUÇÃO Alavancando a produtividade das empresas PARA REFLEXÃO... Por que fazemos o que fazemos? Como treinamos um novo colaborador? Como funciona o processo de melhoria em nossas
Ferramentas da Qualidade
 UNIVERSIDADE DE SOROCABA Curso Gestão da Qualidade Ferramentas da Qualidade Professora: Esp. Débora Ferreira de Oliveira Aula 09/02 Formação Acadêmica Tecnóloga em Mecânica FATEC Sorocaba; Pós graduada/mba
UNIVERSIDADE DE SOROCABA Curso Gestão da Qualidade Ferramentas da Qualidade Professora: Esp. Débora Ferreira de Oliveira Aula 09/02 Formação Acadêmica Tecnóloga em Mecânica FATEC Sorocaba; Pós graduada/mba
CEP Controle Estatístico de Processo
 CEP Controle Estatístico de Processo Publicador: Diogo Piszxzalka Autor: Anônimo Formação: Eng.º Mecânico pela Universidade Luterana do Brasil & Técnico em Gestão da Qualidade (IESE) CEP Controle Estatístico
CEP Controle Estatístico de Processo Publicador: Diogo Piszxzalka Autor: Anônimo Formação: Eng.º Mecânico pela Universidade Luterana do Brasil & Técnico em Gestão da Qualidade (IESE) CEP Controle Estatístico
Histórico. + de profissionais capacitados desde o lançamento Lançamento do Instituto. Crescimento de cursos in company
 Histórico Lançamento do Instituto 2013 A cada quatro dias, um curso realizado Crescimento de cursos in company + de 6.000 profissionais capacitados desde o lançamento 2014 2015 2016 Capacitação no Japão
Histórico Lançamento do Instituto 2013 A cada quatro dias, um curso realizado Crescimento de cursos in company + de 6.000 profissionais capacitados desde o lançamento 2014 2015 2016 Capacitação no Japão
DEMONSTRATIVO DE CÁLCULO DE APOSENTADORIA - FORMAÇÃO DE CAPITAL E ESGOTAMENTO DAS CONTRIBUIÇÕES
 Página 1 de 28 Atualização: da poupança jun/81 1 133.540,00 15,78 10,00% 13.354,00 10,00% 13.354,00 26.708,00-0,000% - 26.708,00 26.708,00 26.708,00 jul/81 2 133.540,00 15,78 10,00% 13.354,00 10,00% 13.354,00
Página 1 de 28 Atualização: da poupança jun/81 1 133.540,00 15,78 10,00% 13.354,00 10,00% 13.354,00 26.708,00-0,000% - 26.708,00 26.708,00 26.708,00 jul/81 2 133.540,00 15,78 10,00% 13.354,00 10,00% 13.354,00
Sem fronteiras para o conhecimento. Treinamento de Black Belts em Lean Seis Sigma
 1 Sem fronteiras para o conhecimento Treinamento de Black Belts em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos.
1 Sem fronteiras para o conhecimento Treinamento de Black Belts em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos.
Proc. de melhoria contínua, 6 Sigma Prof. André Jun Nishizawa Capítulo 6
 Proc. de melhoria contínua, 6 Sigma Prof. Capítulo 6 Sumário Introdução; Níveis sigma; DMAIC; Equipes de trabalho. Introdução Desenvolvido na Motorola na década de 1980; Foi introduzido em outras organizações
Proc. de melhoria contínua, 6 Sigma Prof. Capítulo 6 Sumário Introdução; Níveis sigma; DMAIC; Equipes de trabalho. Introdução Desenvolvido na Motorola na década de 1980; Foi introduzido em outras organizações
Módulo 7 Estrutura da norma ISO 9001:2008 Sistemas de Gestão da Qualidade - Requisitos Requisitos 8.1, 8.2 e 8.3
 Módulo 7 Estrutura da norma ISO 9001:2008 Sistemas de Gestão da Qualidade - Requisitos Requisitos 8.1, 8.2 e 8.3 Estrutura da norma Sistema de Gestão da Qualidade 4 C L I E N R E Q U I S 5 Responsabilidade
Módulo 7 Estrutura da norma ISO 9001:2008 Sistemas de Gestão da Qualidade - Requisitos Requisitos 8.1, 8.2 e 8.3 Estrutura da norma Sistema de Gestão da Qualidade 4 C L I E N R E Q U I S 5 Responsabilidade
CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADES INTEGRADAS EINSTEIN DE LIMEIRA
 TÍTULO: ANÁLISE EXPERIMENTAL PARA DETERMINAÇÃO DOS PARÂMETROS IDEAIS DO PROCESSO DE FABRICAÇÃO DE SAL CÁLCICO DE ÁCIDO GRAXO DE PALMA UTILIZANDO O METODOLOGIA SEIS SIGMA CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS
TÍTULO: ANÁLISE EXPERIMENTAL PARA DETERMINAÇÃO DOS PARÂMETROS IDEAIS DO PROCESSO DE FABRICAÇÃO DE SAL CÁLCICO DE ÁCIDO GRAXO DE PALMA UTILIZANDO O METODOLOGIA SEIS SIGMA CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS
Transformação Lean Através de Kaizens
 VIII Congresso de Sistemas Lean Em busca da excelência do fluxo de valor Transformação Lean Através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária SIMPS 29 e 30 de junho Florianópolis
VIII Congresso de Sistemas Lean Em busca da excelência do fluxo de valor Transformação Lean Através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária SIMPS 29 e 30 de junho Florianópolis
OEE como ferramenta de melhoria da eficiência de equipamentos e processos industriais
 Instituto de Educação Tecnológica Pós-graduação Engenharia de Manutenção - Turma nº 04 28 de janeiro 2017 OEE como ferramenta de melhoria da eficiência de equipamentos e processos industriais Túlio da
Instituto de Educação Tecnológica Pós-graduação Engenharia de Manutenção - Turma nº 04 28 de janeiro 2017 OEE como ferramenta de melhoria da eficiência de equipamentos e processos industriais Túlio da
IMPLANTAÇÃO DE PROCESSO DE PRÉ-MONTAGEM DE AMV S NA EFVM
 IMPLANTAÇÃO DE PROCESSO DE PRÉ-MONTAGEM DE AMV S NA EFVM Cláudio Fernando Loureiro dos Reis Clevonildio Santos Luciano Pereira dos Santos Renato Lataliza Vasconcelos Ricardo de Paula Koehler 21ª SEMANA
IMPLANTAÇÃO DE PROCESSO DE PRÉ-MONTAGEM DE AMV S NA EFVM Cláudio Fernando Loureiro dos Reis Clevonildio Santos Luciano Pereira dos Santos Renato Lataliza Vasconcelos Ricardo de Paula Koehler 21ª SEMANA
σ LEAN LEAN SEIS SIGMA FORMAÇÃO GREEN BELT TURMA REDUZIDA INÍCIO EM MARÇO DE 2017
 6 σ LEAN FORMAÇÃO GREEN BELT TURMA REDUZIDA INÍCIO EM MARÇO DE 2017 FORMAÇÃO GREEN BELT ORIGENS DO A metodologia Seis Sigma surgiu na Motorola, na década de 1980, e foi posteriormente implementada na General
6 σ LEAN FORMAÇÃO GREEN BELT TURMA REDUZIDA INÍCIO EM MARÇO DE 2017 FORMAÇÃO GREEN BELT ORIGENS DO A metodologia Seis Sigma surgiu na Motorola, na década de 1980, e foi posteriormente implementada na General
Transformação Lean através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária - SIMPS. Alex Etevaldo da Silva
 Transformação Lean através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária - SIMPS Alex Etevaldo da Silva Alex Etevaldo da Silva Engenheiro Mecânico, MBA em Gestão de Negócios e Finanças
Transformação Lean através de Kaizens A Revitalização do Sistema Marcopolo de Produção Solidária - SIMPS Alex Etevaldo da Silva Alex Etevaldo da Silva Engenheiro Mecânico, MBA em Gestão de Negócios e Finanças
O sistema Lean de produção
 Disciplina: Tópicos Integradores Produção Enxuta O sistema Lean de produção Rodrigues, Roger Antônio. R696s O sistema lean de produção / Roger Antônio Rodrigues. Varginha, 2015. 16 slides : il. colors.
Disciplina: Tópicos Integradores Produção Enxuta O sistema Lean de produção Rodrigues, Roger Antônio. R696s O sistema lean de produção / Roger Antônio Rodrigues. Varginha, 2015. 16 slides : il. colors.
Ferramentas de gestão da Qualidade parte 2
 Departamento de Gestão e Economia - DAGEE Ferramentas de gestão da Qualidade parte 2 Prof. Francisco R. Lima Jr. eng.franciscojunior@gmail.com Roteiro da aula Mais algumas ferramentas da qualidade: Poka
Departamento de Gestão e Economia - DAGEE Ferramentas de gestão da Qualidade parte 2 Prof. Francisco R. Lima Jr. eng.franciscojunior@gmail.com Roteiro da aula Mais algumas ferramentas da qualidade: Poka
Tópicos Integradores Produção Enxuta. Manutenção Produtiva Total - TPM. Rodrigues, Roger Antônio.
 Tópicos Integradores Produção Enxuta Manutenção Produtiva Total - TPM Rodrigues, Roger Antônio. R696m Manutenção produtiva total TPM / Roger Antônio Rodrigues. Varginha, 2015. 14 slides : il. colors. Sistema
Tópicos Integradores Produção Enxuta Manutenção Produtiva Total - TPM Rodrigues, Roger Antônio. R696m Manutenção produtiva total TPM / Roger Antônio Rodrigues. Varginha, 2015. 14 slides : il. colors. Sistema
Gestão da produção na Manufatura Avançada. Análise de perdas, falhas e causas. Supervisão e monitoração da produção
 Análise de perdas, falhas e causas Supervisão e monitoração da produção Indicadores de desempenho OEE e TRS Gestão da produção na Manufatura Avançada O sistema MES para coleta de dados no chão de fábrica
Análise de perdas, falhas e causas Supervisão e monitoração da produção Indicadores de desempenho OEE e TRS Gestão da produção na Manufatura Avançada O sistema MES para coleta de dados no chão de fábrica
GERENCIAMENTO DA QUALIDADE DO PROJETO
 GERENCIAMENTO DA QUALIDADE DO PROJETO Planejar a Qualidade O gerenciamento da qualidade do projeto inclui os processos e as atividades da organização executora que determinam as políticas de qualidade,
GERENCIAMENTO DA QUALIDADE DO PROJETO Planejar a Qualidade O gerenciamento da qualidade do projeto inclui os processos e as atividades da organização executora que determinam as políticas de qualidade,
Capacitações completas para um mercado competitivo. Pacote de Especialista Black Belt em Lean Seis Sigma
 Capacitações completas para um mercado competitivo Pacote de Especialista Black Belt em Lean Seis Sigma Sobre o pacote Especialista Black Belt Este pacote foi montado para profissionais que estão em busca
Capacitações completas para um mercado competitivo Pacote de Especialista Black Belt em Lean Seis Sigma Sobre o pacote Especialista Black Belt Este pacote foi montado para profissionais que estão em busca
SISTEMAS DE PRODUÇÃO LEAN
 DEPS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS SISTEMAS DE PRODUÇÃO LEAN Manutenção Produtiva Total Prof a Carla R. Pereira 1 FOCO NOS EQUIPAMENTOS Foco nos equipam entos Redução de setup Prevenção
DEPS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS SISTEMAS DE PRODUÇÃO LEAN Manutenção Produtiva Total Prof a Carla R. Pereira 1 FOCO NOS EQUIPAMENTOS Foco nos equipam entos Redução de setup Prevenção
Introdução a Engenharia da Confiabilidade
 GERENCIA DA MANUTENÇÃO Introdução a Engenharia da Confiabilidade Professor: Emerson Rigoni, Dr. rigoni@utfpr.edu.br www.rigoni.com.br/et54c.htm Evolução dos Conceitos Parte 1 Análise dos Modos de Falha
GERENCIA DA MANUTENÇÃO Introdução a Engenharia da Confiabilidade Professor: Emerson Rigoni, Dr. rigoni@utfpr.edu.br www.rigoni.com.br/et54c.htm Evolução dos Conceitos Parte 1 Análise dos Modos de Falha
Sem fronteiras para o conhecimento. Treinamento de Black Belts em Lean Seis Sigma
 1 Sem fronteiras para o conhecimento Treinamento de Black Belts em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos.
1 Sem fronteiras para o conhecimento Treinamento de Black Belts em Lean Seis Sigma Lean Seis Sigma Definição Estratégia de negócios que busca resultados pela redução drástica da variabilidade dos processos.
PRÓ-TRANSPORTE - MOBILIDADE URBANA - PAC COPA 2014 - CT 318.931-88/10
 AMPLIAÇÃO DA CENTRAL DE Simpl Acum Simpl Acum jul/10 a jun/11 jul/11 12 13 (%) (%) (%) (%) 1.72.380,00 0,00 0,00 0,00 361.00,00 22,96 22,96 1/11 AMPLIAÇÃO DA CENTRAL DE ago/11 Simpl Acum Simpl Acum Simpl
AMPLIAÇÃO DA CENTRAL DE Simpl Acum Simpl Acum jul/10 a jun/11 jul/11 12 13 (%) (%) (%) (%) 1.72.380,00 0,00 0,00 0,00 361.00,00 22,96 22,96 1/11 AMPLIAÇÃO DA CENTRAL DE ago/11 Simpl Acum Simpl Acum Simpl
Gestão da Qualidade e Segurança LEGI Ano Letivo de 2015/2016
 NOME: Nº de aluno Gestão da Qualidade e Segurança LEGI Ano Letivo de 2015/2016 Teste de 29/06/2016 Duração do teste: 1h15m Módulo de Qualidade 1. Não separe as folhas deste enunciado que deverá ser entregue
NOME: Nº de aluno Gestão da Qualidade e Segurança LEGI Ano Letivo de 2015/2016 Teste de 29/06/2016 Duração do teste: 1h15m Módulo de Qualidade 1. Não separe as folhas deste enunciado que deverá ser entregue
IMPLANTAÇÃO DE CONCEITOS DE MANUTENÇÃO PRODUTIVA TOTAL PARA EQUIPAMENTOS DE PERFURAÇÃO DE ESTACA RAIZ E SOLO GRAMPEADO.
 IMPLANTAÇÃO DE CONCEITOS DE MANUTENÇÃO PRODUTIVA TOTAL PARA EQUIPAMENTOS DE PERFURAÇÃO DE ESTACA RAIZ E SOLO GRAMPEADO Estudo de caso Máxima eficiência dos processos. Maximizar ciclo de vida útil dos equipamentos.
IMPLANTAÇÃO DE CONCEITOS DE MANUTENÇÃO PRODUTIVA TOTAL PARA EQUIPAMENTOS DE PERFURAÇÃO DE ESTACA RAIZ E SOLO GRAMPEADO Estudo de caso Máxima eficiência dos processos. Maximizar ciclo de vida útil dos equipamentos.
Unidade II TÉCNICAS DE RACIONALIZAÇÃO. Prof. Me. Livaldo dos Santos
 Unidade II TÉCNICAS DE RACIONALIZAÇÃO DE PROCESSOS Prof. Me. Livaldo dos Santos Objetivos Ferramentas para análise dos processos Etapas do Processo de Racionalização Outras técnicas de apoio à melhoria
Unidade II TÉCNICAS DE RACIONALIZAÇÃO DE PROCESSOS Prof. Me. Livaldo dos Santos Objetivos Ferramentas para análise dos processos Etapas do Processo de Racionalização Outras técnicas de apoio à melhoria
Capacitações completas para um mercado competitivo. Treinamento de Black Belt em Lean Seis Sigma
 Capacitações completas para um mercado competitivo Treinamento de Black Belt em Lean Seis Sigma O QUE É O CURSO? Treinamento de Green Belt em Lean Seis Sigma Aborda toda a metodologia DMAIC e as ferramentas
Capacitações completas para um mercado competitivo Treinamento de Black Belt em Lean Seis Sigma O QUE É O CURSO? Treinamento de Green Belt em Lean Seis Sigma Aborda toda a metodologia DMAIC e as ferramentas
Fundamentos da Administração da Produção. DMAIC Etapa: Definir. Prof. Dr. Marco Antonio Pereira.
 Fundamentos da Administração da Produção DMAIC Etapa: Definir Prof. Dr. Marco Antonio Pereira marcopereira@usp.br Parte 3: Seis Sigma 3,4 ppm Defeitos 3,4 ppm Defeitos Seis Sigma é uma Filosofia de Negócios
Fundamentos da Administração da Produção DMAIC Etapa: Definir Prof. Dr. Marco Antonio Pereira marcopereira@usp.br Parte 3: Seis Sigma 3,4 ppm Defeitos 3,4 ppm Defeitos Seis Sigma é uma Filosofia de Negócios
Declaração de Conflitos de Interesse. Diretor da NKB Medicina Diagnóstica
 Declaração de Conflitos de Interesse Diretor da NKB Medicina Diagnóstica Ferramentas Avançadas de Gestão e Melhoria dos Processos Lean Cláudio Pereira Diretor Regional NKB RJ Lean Agenda Breve introdução
Declaração de Conflitos de Interesse Diretor da NKB Medicina Diagnóstica Ferramentas Avançadas de Gestão e Melhoria dos Processos Lean Cláudio Pereira Diretor Regional NKB RJ Lean Agenda Breve introdução
Modelagem de Processos de Negócio Aula 9 Avaliação de AS-IS Andréa Magalhães Magdaleno
 Modelagem de Processos de Negócio Aula 9 Avaliação de AS-IS Andréa Magalhães Magdaleno andrea@ic.uff.br 2017.02 Agenda Execução e monitoramento Avaliar situação atual (AS-IS) Avaliação da perspectiva dos
Modelagem de Processos de Negócio Aula 9 Avaliação de AS-IS Andréa Magalhães Magdaleno andrea@ic.uff.br 2017.02 Agenda Execução e monitoramento Avaliar situação atual (AS-IS) Avaliação da perspectiva dos
Ferramentas da Qualidade UDESC/CCT
 Ferramentas da Qualidade UDESC/CCT 1 Ferramentas da Qualidade 1. Diagrama de Pareto 2. Diagrama de causa-efeito (Ishikawa) 3. Histogramas 4. Folhas de verificação 5. Gráficos de dispersão 6. Fluxogramas
Ferramentas da Qualidade UDESC/CCT 1 Ferramentas da Qualidade 1. Diagrama de Pareto 2. Diagrama de causa-efeito (Ishikawa) 3. Histogramas 4. Folhas de verificação 5. Gráficos de dispersão 6. Fluxogramas
Mestrado em Engenharia Alimentar. ISO (Métodos Quantitativos em melhoria de processos) Six Sigma
 Six Sigma") Mestrado em Engenharia Alimentar ISO 13053 (Métodos Quantitativos em melhoria de processos) Six Sigma Proposta de trabalho para a aula: - Fazerem uma revisão sobre a Metodologia DMAIC - Breve revisão sobre
Mestrado em Engenharia Alimentar ISO 13053 (Métodos Quantitativos em melhoria de processos) Six Sigma Proposta de trabalho para a aula: - Fazerem uma revisão sobre a Metodologia DMAIC - Breve revisão sobre
Indicadores de desempenho
 Indicadores de desempenho Zafenate Desidério De 1999 até 2010 atuando como gestor da Qualidade através de 5 cer>ficações ISO 9001 no Rio Grande do Sul nas áreas eletrônicas E metalurgicas. Idealizador
Indicadores de desempenho Zafenate Desidério De 1999 até 2010 atuando como gestor da Qualidade através de 5 cer>ficações ISO 9001 no Rio Grande do Sul nas áreas eletrônicas E metalurgicas. Idealizador
Introdução a Engenharia da Confiabilidade
 GERENCIA DA MANUTENÇÃO Introdução a Engenharia da Confiabilidade Professor: Emerson Rigoni, Dr. rigoni@utfpr.edu.br www.rigoni.com.br/et54c.htm Evolução dos Conceitos Parte 1 - Análise dos Modos de Falha
GERENCIA DA MANUTENÇÃO Introdução a Engenharia da Confiabilidade Professor: Emerson Rigoni, Dr. rigoni@utfpr.edu.br www.rigoni.com.br/et54c.htm Evolução dos Conceitos Parte 1 - Análise dos Modos de Falha
Treinamento de Black Belts em Lean Seis Sigma
 Treinamento de Black Belts em Lean Seis Sigma 1 2 O Grupo Voitto Unidos pela visão de se tornar referência nacional na geração de diferencial competitivo pela educação coorporativa, o Grupo Voitto oferece
Treinamento de Black Belts em Lean Seis Sigma 1 2 O Grupo Voitto Unidos pela visão de se tornar referência nacional na geração de diferencial competitivo pela educação coorporativa, o Grupo Voitto oferece
FÓRUM TECNICO DAS COOPERATIVAS EDUCACIONAIS SEGMENTO PAIS DE ALUNOS. Bauru/SP 20 de Outubro 2016
 FÓRUM TECNICO DAS COOPERATIVAS EDUCACIONAIS SEGMENTO PAIS DE ALUNOS Bauru/SP 20 de Outubro 2016 ENCONTRO DE DIRIGENTES DAS COOPERATIVAS EDUCACIONAIS 2015 Dificuldades Inadimplência Marketing Integração
FÓRUM TECNICO DAS COOPERATIVAS EDUCACIONAIS SEGMENTO PAIS DE ALUNOS Bauru/SP 20 de Outubro 2016 ENCONTRO DE DIRIGENTES DAS COOPERATIVAS EDUCACIONAIS 2015 Dificuldades Inadimplência Marketing Integração
Módulo 5 SMED - Troca rápida de ferramentas RCM Manutenção centrada na confiabilidade
 Módulo 5 SMED - Troca rápida de ferramentas RCM Manutenção centrada na confiabilidade SMED - Definições SMED (Single minute exchange of die) = Troca rápida de ferramenta, método revolucionário de redução
Módulo 5 SMED - Troca rápida de ferramentas RCM Manutenção centrada na confiabilidade SMED - Definições SMED (Single minute exchange of die) = Troca rápida de ferramenta, método revolucionário de redução
Cursos / Treinamentos
 Cursos / Treinamentos Carga Horária 1 Estatística Básica em Todos os Níveis. 16 Horas 2 Estatística Avançada. 60 Horas 3 Formação de Auditores Internos da Qualidade. 32 Horas 4 Controle Estatístico de
Cursos / Treinamentos Carga Horária 1 Estatística Básica em Todos os Níveis. 16 Horas 2 Estatística Avançada. 60 Horas 3 Formação de Auditores Internos da Qualidade. 32 Horas 4 Controle Estatístico de
Gestão da produção PCP, redução de desperdícios, indicadores de produtividade (OEE) Marcelo Ferreira Consultor Lean Printing
 Marcelo Ferreira Consultor Lean Printing") Gestão da produção PCP, redução de desperdícios, indicadores de produtividade (OEE) Consultor Lean Printing Apresentação Pessoal Objetivo Conceituar a metodologia do OEE e identificar oportunidades de
Gestão da produção PCP, redução de desperdícios, indicadores de produtividade (OEE) Consultor Lean Printing Apresentação Pessoal Objetivo Conceituar a metodologia do OEE e identificar oportunidades de