SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
|
|
|
- Gustavo Gesser Figueira
- 6 Há anos
- Visualizações:
Transcrição
1 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius
2 Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção O Processo e as Operações de Torneamento Sequências de operações Cinemática do Processo Geometria das Ferramentas de Torneamento Parâmetros de Corte Condição de operação


3 Introdução Qual a semelhança entre as peças apresentadas?
4 Processo: Torneamento Definições: Torneamento pode ser definido como um processo mecânico de usinagem, destinado à obtenção de superfícies de revolução com o auxílio de uma ou mais ferramentas monocortantes. Torneamento é o processo de usinagem para superfícies cilindricas externas e cônicas com uma ferramenta com geometria monocortante. O processo usa uma máquina ferramenta denominada Torno.
5 Processo: Torneamento A peça é rotacionada em um eixo (spindle) e a ferramenta é avançada radialmente, axialmente ou simultanemente em ambas direções, para gerar a superfície desejada. Radial + Axial
6 D Processo: Torneamento Mais especificamente a ferramenta é aplicada para geração de superfície cilíndricas externas orientada preferencialmente paralela ao eixo da peça. A geração de superfície orientadas preferencialmente perpendicular ao eixo da peça é denominado faceamento n Tornear Facear
7 Processo: Torneamento No torneamento a direção do movimento de avanço é predominantemente axial com relação ao eixo de rotação da máquina (eixo árvore ou spindle). No faceamento, o avanço radial é o movimento predominante. Superfícies chanfradas ou perfiladas exigem os dois modos de avanço simultaneamente, denominado de perfilamento. D n Perfilar Tornear Facear
8 Processo: Torneamento Operações de torneamento Ferramenta monocortante; Ferramenta fixa em suporte e peça rotaciona; Velocidade de corte constante na operação cilíndrica e variável na operação de faceamento
 Processo Corte maçarico Esmerilhamento rebarba Serra Plaina Furação Fresamento químico Eletro erosão Fresamento Brochamento Alargamento Feixe de elétrons Laser Ataque eletroquímico Mandrilammento,")
9 Acabamento no Processo de Torneamento Rugosidade média, Ra micrometros, m (micropolegadas, in.) Processo Corte maçarico Esmerilhamento rebarba Serra Plaina Furação Fresamento químico Eletro erosão Fresamento Brochamento Alargamento Feixe de elétrons Laser Ataque eletroquímico Mandrilammento, torno Acabamento em tambor Retífica eletrolítica Brunimento cilíndrio Retificação Honing Polimento eletrolítico Polimento Lapidação Superacabamento Fundição em areia Laminação a quente Forjamento Fund. em molde fechado Fund. por cera perdida Extrusão Lamina. a frio, trefilação Fund. Sob pressão As faixas apresentadas acima são típicas dos processos listados Valores menores ou maiores podem ser obtidos sob condições especiais Aplicação Média Aplicação menos freqüentes Rugosidade Ra ( m) Graduação de Rugosidade 50 N12 25 N11 12,5 N10 6,3 N9 3,2 N8 1,6 N7 0,8 N6 0,4 N5 0,2 N4 0,1 N3 0,05 N2 0,025 N1 CARTA DE PROCESSOS VERSUS ACABAMENTOS
10 Tolerâncias Processo de Torneamento Diâmetro < 25,4 : µm (IT6-IT7) 25,4<Diâmetro< 50,8: 50 µm (IT8-IT9) Diâmetro > 50,8 : µm (IT10)
11 Operações realizadas no Torneamento a) Chanfrar b) Sangrar c) Roscar d) Mandrilar e) Furar f) Recartilhar

12 Operações de Torneamento Operações de Torneamento e Ferramentas Usadas Esquema Operações de Torneamento e Ferramentas Usadas Esquema a - Torneamento Cilíndrico Externo com ferramenta reta b - Torneamento Cilín drico Interno ou Mandrilamento com um bit fixado em uma barra c - Torneamento Cônico Externo com ferramenta reta d - Torneamento Cônico Interno com barra de mandrilar e - Torneamento de Faceamento com peça presa na placa ou entre centros f - Sangramento Radial Externo com ferramenta de sangramento externo g - Sangramento Radial Interno com ferramenta de sangramento interno h - Sangramento Axial com ferramenta de sangramento axial
13 Operações de Torneamento Operações de Torneamento e Ferramentas Usadas Esquema Operações de Torneamento e Ferramentas Usadas Esquema i - Corte com uma ferramenta bedame j - Torneamento Curvilíneo com ferramenta reta de ponta arredondada k - Perfilamento Radial com ferramenta de forma m - Perfilamento Axial com ferramenta de forma n - Furação com broca helicoidal o - Alargargamento de um furo com broca helicoidal p - Alargamento de um furo com alargador q - Roscamento Exter-no com ferramenta de roscar de ponta única

14 Componente do Avanço em Operações de Torneamento avanço avanço avanço avanço Avanços alternativos possíveis avanço avanço avanço avanço avanço
15 EXEMPLOS DE ALGUMAS SEQUÊNCIAS DE OPERAÇÕES DE TORNEAMENTO
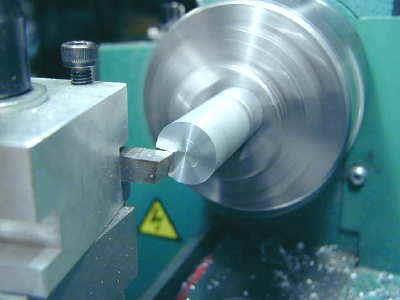
16 TORNEAMENTO CILÍNDRICO EXTERNO


17 Fixação da peça Ajuste da Ferramenta Primeiro Passe Segundo Passe
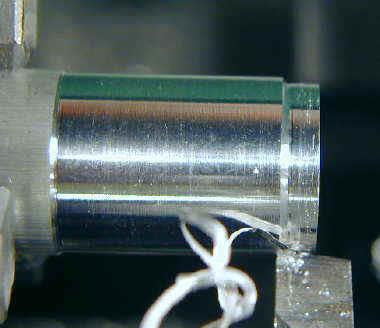
18 TORNEAMENTO DE FACEAMENTO


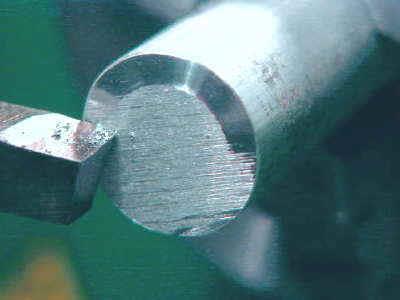


19 Seqüência de uma Operação de Faceamento
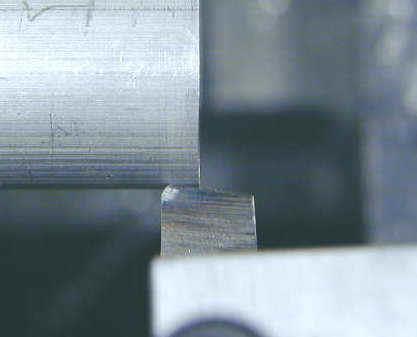
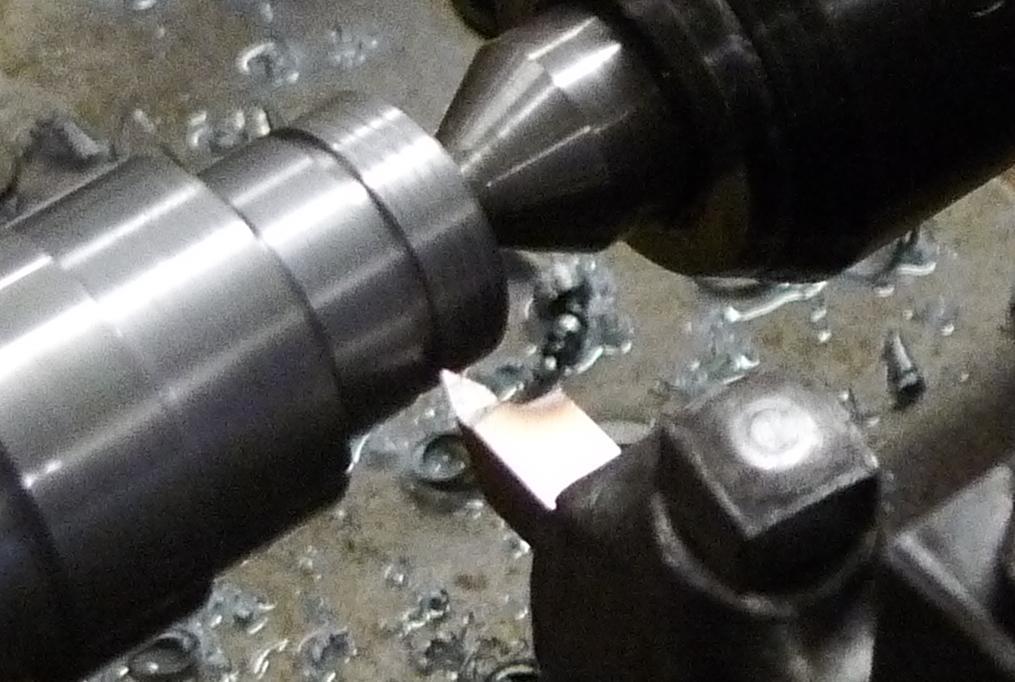
20 TORNEAMENTO DE CORTE E SANGRAMENTO


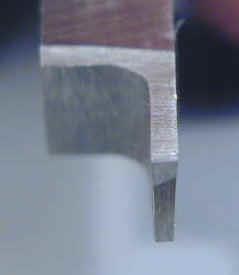


21 Operação de Corte e Sangramento

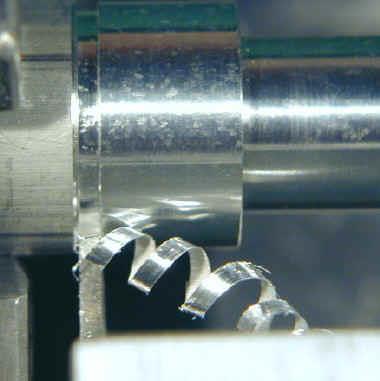
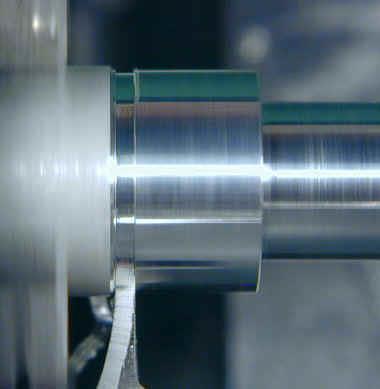
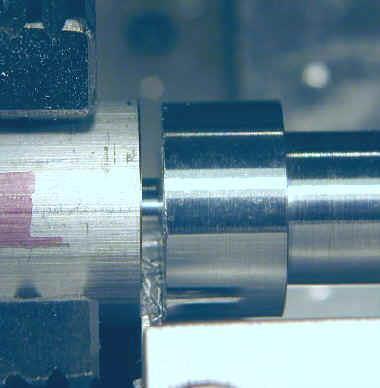


22 Seqüência de Corte
23 OPERAÇÃO DE FURAÇÃO

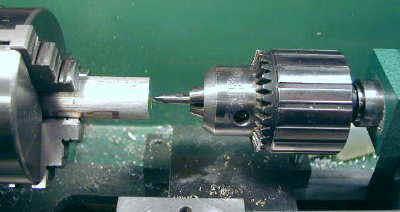




24 Seqüência de Furação
25 Operação de Roscamento
26 Operação de Roscamento Primeiro passo Rosca Feita Estratégias de corte dos Filetes Passo Rosca Macho Rosca Fêmea Ferramenta Radial Flanco Incremental


27 Operação de Roscamento
 Pente circular de abrir rosca c) Cossinete")
28 Operação de Roscamento a) a) Pente reto de abrir rosca b) Pente circular de abrir rosca c) Cossinete b) c)

29 Operação de Roscamento b) Pente circular de abrir rosca
")

30 Operação de Roscamento c) Cossinete Desandador Cossinete

31 Operação de Roscamento Rosca externa em torno com cossinete
32 Operação de Roscamento Considerações de projeto: 1. Chamfrar as extremidades da parte roscada para reduzir rebarbas. 2. Fazer saída de ferramenta para o comprimento da rosca. 3. Use ferramentas padrão para fazer as roscas 4. Não interromper seções roscadas com canais, furos, etc. 5. As paredes das peças devem ser espessas o suficiente para suportar as forças de corte e de fixação. 6. Projete a peça para se possa completar as operações de corte com um único set-up.
33 Considerações de projeto: 1) Chamfrar as extremidades da parte roscada para reduzir rebarbas. 2) Fazer saída de ferramenta para o comprimento da rosca. 1 2
34 Considerações de projeto: 3. Use ferramentas padrão para fazer as roscas = 55º (Whitworth) = 60º (Métrica)
35 OPERAÇÃO DE RECARTILHAMENTO
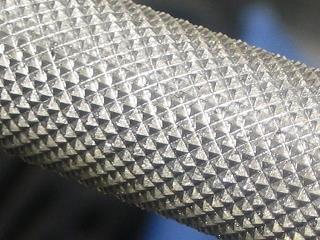
36 OPERAÇÃO DE RECARTILHAMENTO Usado para criar padrão de textura rugosas em superfícies cilíndricas Feitas em peças onde há necessidade de atrito maior (manopla,etc.)

37 OPERAÇÃO DE RECARTILHAMENTO Tipos: Recartilhamento Angular cria um padrão de ranhuras piramidal Recartilhamento linear cria um padrão de ranhuras longitudinais retas Padrões de recartilhamento cruzados grande, médio e fino Padrões de recartilhamento paralelos com passo grande, médio e fino


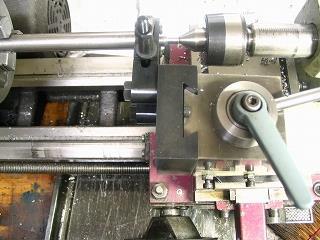

38 1 Operação de Recartilhamento
 Peça")
 Peça Placa")


39 Fixação da Peça no Torno Pino de arraste (fixado na peça) Peça Contra-Ponto (apoio adicional) Castanhas Ajustáveis (3) Peça Placa de arraste (fixada no eixo) Pinça com três rasgos Peça Placa fixada no eixo Sup. usinada Capa (avança para apertar a pinça) Peça Castanhas independentes (4)
40 Ação da Ferramenta de Torno Velocidade de corte v c (m/min) ap - Profundidade de usinagem (mm) - Mov. Radial Avanço f (mm/volta) Mov. Axial

41 Ação da Ferramenta de Torno Ø efetivo Zona primária de cisalhamento Cavaco Ferramenta Zona secundária de cisalhamento
42 Influência da Geometria no Mecanismo de Corte
43 Influência da Geometria ângulo de folga, ele pode gerar maior ou menor atrito entre a superfície de folga e a superfície recém formada e pode melhorar a estabilidade da aresta. Geralmente varia de 2º a 12º Ângulo de saída = 0 o 1 2 = 0 o 1 > 0 o 2 > 1 Menor atrito + + =90º
44 Influência da Geometria ângulo de saída, afeta a formação do cavaco, diminuindo ou aumentando o atrito do cavaco com a superfície de saída, resultando em mudança no ângulo do plano de cisalhamento. Isso implica em redução ou aumento nas forças de corte. Geralmente varia de -10º a 20º = constante - = 0 o + ++
45 Influência do ângulo de saída =0 o ++ a) + b) c) Ângulo de Saída - e) d)
46 Influência do Ângulo de Saída positivo negativo h Cav. Fer. h Cav. Fer. h h Peça Peça Recalque Rc h ' h
47 Influência do Ângulo de Saída ângulo de saída, a variação desse ângulo irá afetar a área do plano de cisalhamento. Onde: h é a espessura do cavaco; b largura de corte ls comprimento do plano de cisalhamento h h = ls b h 0
48 Influência da Geometria G = 90º B = 15º A C = 90º s = 0º Ferramentas de torno com haste reta e haste deslocada e diferentes ângulos de Posição D = 45º D E = 30º = 60º (Métrica) F = 55º (Whitworth) s = 0º
49 Influência do ângulo de Posição V f (mm/min) Velocidade de avanço: Vf = f. n Ângulo de Posição Neutro n n V f (mm/min) - V f (mm/min) + Ângulo de Posição Negativo Ângulo de Posição Positivo
50 Influência do ângulo de Posição Ângulo de Posição Negativo negativo adequado para usinagem com escalonamento ou canto, faceamento. n Deve ser evitado: forças de corte tendem a puxar o inserto fora do assento, levando a erros de dimensionais n Faceamento Escalonamento
51 Influência do ângulo de Posição f (mm/rev) Ângulo de Posição f (mm/rev) ap : 90º h = f b = ap X Espessura do cavaco ap : 10º, 15º, 30º, 45º, 60, 75º h b f sen ap sen
52 Influência do ângulo de Posição Força avanço de Direção longitudinal : 90º Força radial Fc = K s1. h 1-z. b Ângulo de Posição h b f X Força de Corte sen ap sen : 10º, 15º, 30º, 45º Força avanço de Distribui as forças ao longo da aresta. Quanto maior, maio pode ser f. Desgaste menor. Quanto maior, maior chance de chatter negativo adequado escalonado, canto, faceamento
53 Influência do ângulo de Posição Aço 1045: k s1 = 205 kgf/mm 2, 1-z = 0,899 (a p = 2,5 mm, f = 0,5 mm/rev ) Ângulo de posição seno ( ) h (mm) h 1-z b (mm) Área de corte (mm 2 ) F c (N) 10 0,174 0,087 0,111 14,368 1, ,259 0,129 0,159 9,652 1, ,500 0,250 0,288 5,000 1, ,707 0,354 0,393 3,536 1, ,000 0,500 0,536 2,500 1, h b f sen ap sen


54 Pastilhas de Metal Duro Excelente resistência, permitindo usinar com altas velocidades. Diversas formas e geometrias padronizadas Diversas classes de M.D. para materiais e condições diferentes de usinagem Baixo custo de reposição Dispensa re-afiação


55 Dureza Tenacidade Classes P M K N S H Aço Aço Inoxidável Ferro Fundido Não Ferroso Ligas Resistentes Temperaturas Materiais Endurecidos Tenacidade
56 Como identificar os Insertos(Pastilhas)? Existem NORMAS Internacionais : ISO - Internacional ANSI - Americana
57 Codificação ISO - Insertos C N M G RN KC9125 Classe do Inserto Tipo de quebra-cavaco Raio do Inserto Espessura do inserto Tamanho do inserto Característica do inserto Tolerância de fabricação Ângulo de folga Geometria do inserto Marketing
58 Formato dos Insertos Letra ref. inserto Descrição da forma do inserto Ângulo de ponta do inserto ( o ) R REDONDO N/A O OCATGONAL 135 H HEXAGONAL 120 P PENTAGONO 108 S QUADRADO ( SQUARE ) 90 C DIAMANTE 80 T TRIÂNGULO 60 D DIAMANTE 55 V DIAMANTE 35
59 resistência Formato do Inserto R redondo C rombico 100º equilateral Q quadrado 90º equilateral W hexagonal irregular 80º irregular C rombico 80º equilateral T Triangular 60º equi-angular D rombico 55º irregular V rombico 35º irregular
60 Formato dos Insertos Insertos de Metal Duro Aumenta a resistência 135º 120º 108º 90º 80º 60º 55º 35º R O H P S C T D V Aumento da chance de lascar e/ou quebrar
61 Formato dos Insertos Insertos de Metal Duro A A A A A-A A-A Aumento da chance de lascar e/ou quebrar

62 Formato do Inserto Fatores que afetam a escolha R 35º Vibração Melhor recomendação
63 Fatores que afetam a escolha R Desbaste pesado Desbaste leve e semiacabamento Acabamento Torneamento e faceamento Perfilamento Versatilidade operacional Potência limitada Tendência a vibração Materiais Endurecidos Corte Interrompidos Melhor recomendação Aceitável

64 Ângulo de folga T N M G T N M G A 5 B 7 C 20 E 0 11 N P
65 Tolerância T N M G T N M G

66 Tolerância Circulo Inscrito Tolerância da Classe ic (mm) M U 3,97 5,0 0,05 5,56 6,0 6,35 8,0 3,525 1,0 12,0 12,7 15,875 16,0 19,05 20,0 25,0 25,4 31,75 32,0 0,05 0,08 0,08 0,13 0,10 0,18 0,10 0,18 0,13 0,25 ic ic ic M ou U
67 Característica do Inserto: quebra cavaco T N M G T N M G A *P B R G *S H T M W N X
68 Tamanho da aresta de corte l (mm) d (ic) 6.35 (1/4 ) 9.52 (3/8 ) (1/2 ) (5/8 ) (3/4 ) (1 ) l l l l l l ic = Círculo Inscrito
69 Espessura S T N M G T N M G CPGM - 16 T3 08 1/8 =.125 = 3.18mm = 03 5/32 =.156 = 3.97mm = T3
70 Espessura S 01 S= 1,59 T1 S= 1,98 02 S= 2,38 03 S= 3,18 T3 S= 3,97 04 S= 4,76 05 S= 5,56 06 S= 6,35 07 S= 7,94 09 S= 9,52 10 S= 10,00 12 S= 12,00 T N M G T N M G CPGM - 16 T3 08 1/8 =.125 = 3.18mm = 03 5/32 =.156 = 3.97mm = T3

71 Espessura do Inserto T T T



72 Raio de Ponta T N M G T N M G

73 Codificação ISO Porta-ferramenta Externo M C L N L M 12 Tamanho do Inserto Comp. do Porta-ferr. Espessura do Porta-ferramenta Altura do Porta-ferramenta Sentido de corte Ângulo de folga Ângulo de Posição Formato do Inserto Sistema de fixação do inserto









74 Ferramentas para torneamento 90º 55º 60º 35º Assento para inserto de MD


75 Ferramentas para torneamento Ferramentas de torno Ferramenta esquerda Ferramenta direita Corta da esquerda para direita Corta da direita para esquerda


76 Ferramentas para Torno Tornear e Chanfrar Facear 75º Rosquear 55º Mandrilar e facear 90º Recartilhar Porta matriz para cossinete
77 Parâmetros de Corte Existem dois movimentos de corte: o movimento primário de corte movimento de avanço. Em um torno, o movimento primário de corte é rotativo e é transmitido à peça através do eixo árvore. A peça é presa na placa do torno que por sua vez está fixada ao eixo árvore. n V f = f. n V f
78 Parâmetros de Corte Velocidade de Corte (Vc) Avanço (f) Profundidade de usinagem (ap)
79 Parâmetros de Corte Notação Vc: Velocidade de Corte f: Avanço ap: Profundidade de usinagem
80 D Definição de Velocidade de Corte (Vc) Em torneamento, é a velocidade tangencial da peça, medido em metros por minutos (m/min). É a velocidade com que a peça passa pela Ferramenta (Torneamento) n v c D n 1000
81 Fórmula para determinar a Vc v c D n 1000 Vc = exemplo: Peça com 200,0 mm 360 rpm rpm x diâmetro x 1000 = rpm x diâmetro 318 Vc = 360 x 200,0 x 3, = 360 x 200,0 318 Vc = 226 m/min rpm = Vc x 1000 = diâmetro x Vc x 318 diâmetro
82 Velocidades de Corte Recomendadas (aproximadas) Material da Peça Velocidade de Corte (m/min) Aço Rápido Metal Duro Ligas de Alumínio Ligas de Magnésio Ligas de Cobre Aços Aços Inoxidáveis Ligas de Titânio Ferro Fundido Termoplásticos
83 Definição de Avanço (f) Vc f ap A quantidade relativa de movimento da ferramenta na peça em cada revolução, ciclo ou unidade de tempo. Normalmente medido em milímetros por rotação (mm/rot.).

84 Definição de Profundidade de usinagem (ap) D Vc ap a p D 2 d f d A distância entre o fundo do corte e a superfície da peça, medido perpendicularmente à superfície da peça em milímetros.
85 Cálculo do Tempo de Usinagem l l 3 l 1 l 2 n t c l V f ap l V f l 1 f l 2 n l 3 II I
86 d Cálculo do Tempo de Usinagem a b l 3 l 1 l 2 l l 3 = 0 l 1 l l 2 Para efeito de cálculo, nessa disciplina, consideraremos que: a) l 2 = l 3 = 2 mm entre pontos b) l 2 = 2 e l 3 = 0 com escalonamento
87 Exemplo Torneamento externo no comprimento de 100mm, diâmetro de 45mm, com V c =180m/min e f=0,3mm/rev. Solução: l = l 1 + l 2 + l 3 = = 104mm V f = f x n e n = (1000V c )/( D) = 1273 rpm V f = 0,3 x 1273 = 382 mm/min t c = 104/382 = 0,27 min
88 Condições de operação As condições de operação controlam 3 variáveis importante no corte dos metais: 1. Taxa de remoção de material 2. Vida da ferramenta e 3. Acabamento
89 Condições de operação Cada uma dessas variáveis pode através das seguintes fórmulas: ser estimada 1. Q = V c *ap*f (mm 3 /min) Taxa de remoção 2. V c *T y =C Vida da Ferramenta 3. R teorica = f 2 /8R p - Acabamento da peça Onde: V c velocidade de corte (mm/min), f avanço (mm/rev); ap prof. de usinagem (mm), T é a vida da ferramenta (min), C é a velocidade de corte para uma vida de 1 min (m/min).


90 Condições de operação Estimativa de Vida de ferramenta Desgaste de Cratera Largura do Desgaste de Flanco Entalhe } Prof. de usinagem ap Desgaste de flanco f Desgaste do raio
91 Desgsate de Flanco (V B ) Condições de operação Estimativa de Vida de ferramenta Critério de Desgaste Flanco VB= 0,5mm v= 100 m/min T y C v= 170 m/min v= 136,3 m/min 0.50 mm v velocidade T tempo ou Tv x K onde Tempo de Corte (min) y 1 x
92 Velocidade de corte ( m/min) 400 Condições de operação Estimativa de Vida de ferramenta v. T y = C C=? y=? (1) V = 170, T =5 (2) V = 136,3, T =12 (3) V = 100, T = Vida da ferramenta T (min)
93 Solução: Condições de operação Estimativa de Vida de ferramenta Para Determinar o valor de C e y no gráfico anterior, selecione dois dos três pontos da curva e resolva a equação simultaneamente Escolha os dois pontos extremos: v=170 m/min, T = 5 min, e v = 100 m/min, T=41 min, temos que: 170(5) y =C 100(41) y =C => 170(5) y =100(41) y ln(170)+y(ln5)=1n(100)+y(ln41) => =2.1041y y=0.5306/2.1041= => C = 170(5) = 255 m/min
94 Condições de operação Estimativa de Vida de ferramenta Como determinar o valor de K e x a partir dos dados de y e C? Solução: Sabemos que v. T y = C e y = 1/x, portanto se elevarmos toda a equação a 1/y teremos: V 1/y. T y/y = C 1/y, mas x = 1/y. Sendo assim teremos V x. T = C x. Dado que T. v x = K, pode se concluir que: K = C x Em estudos de usinabilidade utiliza-se V 60 ao invés de C. Tabela X.3 pg 466 (Ferraresi) y = 0.3 para MD y = 0.15 para AR
95 Condições de operação Valores de y para formula de Taylor para diversos materiais de ferramenta (v c T y = C) (valores aprox. em operações de torneamento f = 0,25 mm/ver e ap = 2,5 mm. O Termo Não aço refere-se a Alumínio, latão e ferro fundido Muitas vezes os valores recomendados para Vc referem-se a uma vida de 15 min. Material de Ferramenta/material da peça Aços rápidos Não ferrosos Aços 0,1 Ligas fundidas Não ferrosos Aços Metal duro Sem Cobertura Não ferrosos Aços Metal duro com Cobertura Não aço Aços Cerâmica Não aço Aços CERMET Não aço Aços y 0,1 0,1 0,25 0,1-0,25-0,6 C ,25 600
96 Processo Condições de operação Torneamento de precisão 0,2 Valor de V B (mm) Torneamento de acabamento 0,3-0,4 Torneamento Desbaste Áreas de cavaco convencional Áreas grandes de cavaco 0,6-0,8 1,0-1,5 Aplainamento de Acabamento 0,3-0,4 Aplainamento de Debaste 0,6-0,8 Fresamento de Acabamento Fresamento de Desbaste Distância a ser compensada devido a V B 0,3-0,4 0,6-0,8 V B
97 Condições de operação Determinação da vida da ferramenta em função do tipo de máquina Máquinas de produção com Setup pequenos. Ex.: Máquinas CN Máquinas com tempos de setup intermediários Ex.: Torno revolver com controle por Cames Máquinas com tempo de Setup longos com processo atrelado e máquinas dedicadas como em linhas transfer T= 15 a 30 min T= 60 min T= 240 min A velocidade para cada uma destas vidas deve ser representada da seguinte forma: T = 15 min T = 60 min T = 240 min v c15 v c60 v c240
98 Condições de operação
99 Condições de operação
100 Condições de operação
101 Condições de operação
102 Condições de operação
103 Condições de operação Rugosidade Ra ( m) Graduação de Rugosidade 50 N12 25 N11 12,5 N10 6,3 N9 3,2 N8 Acabamento de Superfície através de torneamento Valores de referência:0,025 até 25 m Ra Valores comuns: 0,40 até 6,3 m Ra (N5 a N9) 1,6 N7 0,8 N6 0,4 N5 0,2 N4 0,1 N3 0,05 N2 0,025 N1
104 Condições de operação Os valores de acabamento podem, teoricamente, ser calculados através da seguinte equação: R max f 2 8 R p onde f é o avanço (mm/rev) e Rp é o raio de ponta da ferramenta

105 Condições de operação f R R f R R f R R R R R f R R R p p t t t t p p p t p p Usando Pitágoras é muito pequeno para Rp ap f Rmax ou R t p a R f R 2, R p -R t f/2 R p
106 Condições de operação R a 18 f 2 3 R p N9 R a 0,0321 R p f 2 N6 Fonte: Boothroyd, 1975, p.139
107 Condições de operação Superfície ideal obtida com ferramenta com ponta seca f A rugosidade pode ser representada por um índice muito usado denominando de média aritmética Ra. Superfície de trabalho Rmax Rmax/ 2 b a (a) s f/2 s c f/2 d e Superfície usinada No perfil mostrado na figura (b), mostra a área sob análise, uma linha média é traçada paralela a direção da superfície e divide a superfície de tal forma que a soma da área formada acima sejam igual a soma das área formadas abaixo da linha. O valor da rugosidade Ra é dado pela soma dos valores absolutos de todas as áreas acima e abaixo da linha média dividido pelo comprimento amostral. Fonte: Boothroyd, 1975, p (b)
108 Condições de operação Superfície ideal obtida com ferramenta com ponta seca f Assim, para esse exemplo, o valor da rugosidade Ra é dado por: Ra abc f cde (1) Superfície de trabalho Rmax Rmax/2 b a (a) f/2 s s c f/2 d e Superfície usinada onde f é o avanço. Dado que as áreas abc e cde sejam iguais, então R a R 4 2 max f abc (2) Onde Rmax/2 é a altura do triângulo abc. Fonte: Boothroyd, 1975, p (b)
109 Condições de operação Superfície de trabalho Rmax Fonte: Boothroyd, 1975, p Rmax/ 2 Superfície ideal obtida com ferramenta com ponta seca f b a (a) s f/2 s c (b) f/2 d e Superfície usinada É interessante observar que o valor da média aritmética da rugosidade para uma superfície tendo triângulos como irregularidades seja igual a ¼ da máxima altura das irregularidades. Geometricamente, R max f cot cot s (3) Substituindo a eq. (3) na eq. (2) tem-se: R a f 4 cot cot (4) A eq. (4) mostra que o valor aritmético médio de tal superfície é diretamente proporcional ao avanço. s
110 Rugosidade Ideal Ra ( m) Condições de operação 5 s Fonte: Boothroyd, 1975, p Ângulo de saída secundário s ( o ) 14
111 Condições de operação Outros fatores que pode contribuir para rugosidade da peça: 1) Ocorrência de vibração da Máquina 2) Imprecisão nos movimentos da maquinas (folgas) 3) Irregularidade do mecanismo de avanço 4) Defeitos na estrutura do material 5) Cavacos descontínuos na usinagem de materiais frágeis (duros) 6) imperfeições em materiais dúcteis usinados com baixas velocidades de corte 7) Danos causados pelo contato com cavaco.
112 Fonte: Boothroyd, 1975, p.140 Condições de operação

113 Condições de operação

114 Condições de operação

115 Condições de operação

116 Condições de operação

117 peça apresentada neste plano de trabalho é produzida em um torno automático CNC de carros múltiplos dotado de torre revólver estrela indexável de 6 posições. A peça de aço SAE 12L14 é usinada por completo em um tempo de ciclo de trabalho de 29,5 seg. por peça. O gráfico indica as operações que são executadas de forma simultânea.
118 Problemas em Operações de Torneamento Problema Quebra de ferramentas Desgaste excessivo da ferramenta Superfície acabada com rugosidade alta Causas Possíveis O material da ferramenta não tem rigidez suficiente; ângulos da ferramenta inadequados; máquina ferramenta não tem rigidez adequada; mancais e componentes da máquina com desgaste excessivo; parâmetros de corte com valores muito elevados. Parâmetros de corte com valores muito elevados; Material impróprio da ferramenta; Fluido de corte inadequado; ângulos inadequados da ferramenta. Aresta postiça de corte na ferramenta; avanço muito alto; ângulo da ponta da ferramenta muito pequeno; ferramenta com desgaste acentuado; vibração ocorrendo no processo. Variabilidade dimensional Desgaste acentuado da ferramenta; falta de rigidez no sistema; elevação de temperatura excessiva. Vibrações na ferramenta Falta de rigidez; peça suportada inadequadamente; ferramenta com balanço excessivo.
119 Sugestões para Evitar Vibrações e Trepidações na Operação de Torneamento Minimize o balanço da ferramenta. Prenda a peça rigidamente. Escolha máquinas com alta rigidez e grande capacidade de amortecimento. Quando a ferramenta começa a vibrar e trepidar, modifique um ou mais dos parâmetros de processo tais como a forma da ferramenta, a velocidade de corte, o avanço, a profundidade de corte e o fluido de corte.
120 Orientações de Projeto para Peças Torneadas Projetar peças que permitam uma fixação simples em dispositivos de fixação e posicionamento. Peças longas e esbeltas são difíceis de serem fixadas de modo a suportar as forças de fixação e usinagem. A especificação de tolerância e acabamento deve ser a mais aberta possível, respeitando os requisitos funcionais da peça. Cantos vivos, cones e grandes variações de dimensões na peça devem ser evitados. O blanque, de onde a peça será obtida, deve ter dimensões próximas das dimensões finais da peça de modo a evitar corte desnecessário de material e reduzir o tempo de usinagem. As peças devem ser projetadas de modo que as ferramentas possam percorrer a peça sem obstruções. As features ou características projetadas na peça devem ser tais que ferramentas comerciais (padronizadas) possam ser usadas. O material da peça deve ser selecionado com base em sua usinabilidade, respeitando os requisitos funcionais da peça.
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
Catálogo de produtos 2013 / 2014
 Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
 PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento Mandrilamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM. Profº Emerson Oliveira Matéria: CNC/CAM Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
FURAÇÃO. FURAÇÃO -Definição. Furadeira com ferramenta e peça furada, 4000 a.c.
 FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
Acesse:
 Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Definição sobre usinagem
 Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
SEM534 Processos de Fabricação Mecânica. Professor - Renato G. Jasinevicius. Aula: Máquina ferramenta- Torno. Torno
 SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
Aula: Movimentos e grandezas da Usinagem
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
SEM 343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula : Processo de Fresamento Introdução Máquinas Ferramenta Ferramentas - Fresas Processo de Fresamento
SEM 343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula : Processo de Fresamento Introdução Máquinas Ferramenta Ferramentas - Fresas Processo de Fresamento
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
Usinagem com Ferramentas de Geometria Definida - Torneamento - Fresamento - Furação - Alargamento - Rosqueamento - Brochamento
 Usinagem com Ferramentas de Geometria Definida - Torneamento - Fresamento - Furação - Alargamento - Rosqueamento - Brochamento Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Torneamento Definição: Processo
Usinagem com Ferramentas de Geometria Definida - Torneamento - Fresamento - Furação - Alargamento - Rosqueamento - Brochamento Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Torneamento Definição: Processo
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Questões para a prova de Tecnologia Aplicada I 03/06/2011
 Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
SEM-0343 Processos de Usinagem. Professores: Renato Goulart Jasinevicius
 SEM-0343 Processos de Usinagem Professores: Renato Goulart Jasinevicius Processo de Alargamento Alargamento é uma operação relativa ao processo de furação usada para aumentar o diâmetro de furos em bruto,
SEM-0343 Processos de Usinagem Professores: Renato Goulart Jasinevicius Processo de Alargamento Alargamento é uma operação relativa ao processo de furação usada para aumentar o diâmetro de furos em bruto,
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
SEM 0560 Fabricação Mecânica por Usinagem. Professor: Alessandro Roger Rodrigues Renato Goulart Jasinevicius
 SEM 0560 Fabricação Mecânica por Usinagem Professor: Alessandro Roger Rodrigues Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? Furação Furos: montagem, união, fixação, etc. Processo de maior
SEM 0560 Fabricação Mecânica por Usinagem Professor: Alessandro Roger Rodrigues Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? Furação Furos: montagem, união, fixação, etc. Processo de maior
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
SEM-0534 Processos de Fabricação Mecânica. Retificação
 SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Acesse:
 Feitos um para o outro Existem muitas coisas nesse mundo que foram feitas uma para a outra: arroz com feijão, goiabada com queijo, a porca e o parafuso. Na aula passada, você estudou que para fazer aquela
Feitos um para o outro Existem muitas coisas nesse mundo que foram feitas uma para a outra: arroz com feijão, goiabada com queijo, a porca e o parafuso. Na aula passada, você estudou que para fazer aquela
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? FURAÇÃO - Definição Furadeira com ferramenta e peça furada, 4000 a.c. FURAÇÃO - Definição Processo de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? FURAÇÃO - Definição Furadeira com ferramenta e peça furada, 4000 a.c. FURAÇÃO - Definição Processo de
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Pastilha a 90 de 4 arestas com aplicação em rampa
 1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
Acesse:
 Formatos que saem da linha Até agora você aprendeu que mudando o acessório com o qual se prende a peça é possível tornear peças com formatos assimétricos. Aprendeu também que, deslocando dispositivos do
Formatos que saem da linha Até agora você aprendeu que mudando o acessório com o qual se prende a peça é possível tornear peças com formatos assimétricos. Aprendeu também que, deslocando dispositivos do
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
ADES FERRAMENTAS CATÁLOGO DE PRODUTOS
 ADES CATÁLOGO DE PRODUTOS ADES NOSSA HISTÓRIA ADES 2 FACAS CIRCULARES HSS Facas de corte - HSS D () 20 2 32 40 0 63 80 0 12 10 160 200 20 d () 8 8 13 16 22 22 22 32 32 32 32 E () 0,20 x x x x x 0,2 x x
ADES CATÁLOGO DE PRODUTOS ADES NOSSA HISTÓRIA ADES 2 FACAS CIRCULARES HSS Facas de corte - HSS D () 20 2 32 40 0 63 80 0 12 10 160 200 20 d () 8 8 13 16 22 22 22 32 32 32 32 E () 0,20 x x x x x 0,2 x x
Ferramentas. Ferramentas de corte geral H11
 Í N D I C E Informações Técnicas de 0 0 Classes Ultrafinas KOROY: Série F Classe à prova de corrosão e magnetismo: Série IN de corte geral 0 0 0 0 0 0 0 Carbureto cimentado peça bruta de Cermet Peça bruta
Í N D I C E Informações Técnicas de 0 0 Classes Ultrafinas KOROY: Série F Classe à prova de corrosão e magnetismo: Série IN de corte geral 0 0 0 0 0 0 0 Carbureto cimentado peça bruta de Cermet Peça bruta
Furação. Pastilhas intercambiáveis e classes de metal duro. Ferramentas para furação, mandrilamento e mandrilamento em acabamento
 Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
março de /6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas
 1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
Acesse:
 Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
Março de /9. Linha otimizada de corte e ranhuramento
 1/9 Lina otimizada de corte e ranuramento 2/9 Destaque A TaeguTec introduziu a nova lina RHINOGROOVE, otimizada para operações de corte e ranuramento A lina RHINOGROOV oferece uma pastila otimizada com
1/9 Lina otimizada de corte e ranuramento 2/9 Destaque A TaeguTec introduziu a nova lina RHINOGROOVE, otimizada para operações de corte e ranuramento A lina RHINOGROOV oferece uma pastila otimizada com
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de