SEM-0534 Processos de Fabricação Mecânica. Retificação
|
|
|
- Oswaldo Cruz Sequeira
- 5 Há anos
- Visualizações:
Transcrição
1 SEM-0534 Processos de Fabricação Mecânica Retificação

2 Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento b) Lapidação c) Polimento d) Superacabamento

3 Exemplo - Rota de Fabricação Operação Final: Retificação T T Fr Fu R M M Recebimento T Fr R R T Fr Fu Expedição T: Torno, Fr: Fresadora, Fu: Furadeira, R: Retificadora, M: Montagem

4 Exemplo - Rota de Fabricação Operação Final: Retificação HFr VFr Movimentação da peça T T S Posição do trabalhador Cartão Kanban Caminho do trabalhador VFr R Inspeção Final Recebimento Expedição S: Serra, T: Torno, HFr: Fresadora Horizontal, VFr: Fresadora Vertical, R: Retificadora
 operam a altas velocidades superficiais.")

5 Processos Abrasivos Retificação: processo de remoção de material no qual partículas abrasivas imersas em um meio ligante (rebolo) operam a altas velocidades superficiais. Rebolo geralmente tem formato de disco e é precisamente balanceado para elevadas velocidades. Pode ser usado para todo tipo de material. Retificação Cilíndrica Externa Rebolos
.")
6 Processos Abrasivos Alguns processos podem alcançar a classe de rugosidade N1 (0,025 m ou 1 -in) e qualidades de trabalho IT5 a IT9. Velocidades de corte maiores que as do torneamento (30 m/s, podendo chegar a 120 m/s).



7 Máquinas-Ferramenta Retifica Plana

8 Processos Abrasivos Retificação Horizontal Retificação Vertical

9 Processos Abrasivos Retificação Cilíndrica Externa Interna

10 Processos Abrasivos Retificação Centerless


11 Processos Abrasivos Esmeril Rebolo Superfície frontal Tampa Superfície lateral Mesa de apoio

12 Processos Abrasivos Afiação de Ferramenta

13 Processos Abrasivos Acabamento de Superfície

14 Processos Abrasivos Brunimento Honing
 retificação convencional e (b) retificação de")
15 Retificação de Megulho Creep Feeding Mergulho Comparação entre (a) retificação convencional e (b) retificação de mergulho

16 Ferramentas para Retificação - Rebolos
17 Parâmetros do Rebolo Material abrasivo Tamanho de grão Grau do rebolo Estrutura do rebolo Material ligante
18 Material Abrasivo: Propriedades Alta dureza Resistência ao desgaste Tenacidade Friabilidade (capacidade de fraturar quando perde a afiação, de forma que novas arestas sejam expostas)
19 Materiais Abrasivos Oxido de Alumínio (Al 2 O 3 ) Abrasivo mais comum Usado para retificar aço e ligas ferrosas de alta resistências Carboneto de Silício (SiC) Mais duro que Al 2 O 3, porém menos tenaz Usado na usinagem de alumínio, latão, aço inox, alguns ferros fundidos e determinadas cerâmicas
20 Novos Materiais Abrasivos Nitreto de Boro Cúbico(cBN) Muito duro e caro Apropriado para aços Usado para materiais duros, tais como aço ferramenta e ligas aeroespaciais Diamante Mais duro e mais caro Natural ou sintético Não aplicado para aço Usado em materiais duros, abrasivos, tais como cerâmicas, metal duro e vidro
21 Novos Materiais Abrasivos Propriedades Materiais Material abrasivo Dureza Knoop Óxido de Al 2100 Carboneto de Si 2500 cbn 5000 Diamante (sintético) 7000 * Material abrasivo Corundum subdivide-se em: Normal: 95% Al 2 O 3 Semiprecioso: 98% Al 2 O 3 Precioso: 99,9% Al 2 O 3
22 Tamanho de Grãos Abrasivos Grãos pequenos produzem melhores acabamentos Grãos grandes permitem maior remoção de material (TRM maior) Materiais mais duros exigem tamanhos de grão menores para corte mais eficaz Materiais mais dúcteis exigem granulometrias maiores
23 Tamanho de Grãos Abrasivos Tamanho de grão é medido usando o procedimento de peneira screen mesh Tamanhos pequenos refere-se a peneiras com números elevados para o screen mesh e vice-versa Tamanhos de grãos em rebolos geralmente entre 8 (muito grosso) e 250 (muito fino) Tamanho de peneiras para seleção de tamanho de grãos. Quanto maior o número da peneira (no. de aberturas por polegada quadrada), menor será o tamanho de grão Peneira 8 tamanho de grão 8 Peneira 24 tamanho de grão 24 Peneira 60 tamanho de grão 60
24 Tamanho de Grãos Abrasivos (mm) Muito grosso Grosso Médio No. Tam. grão No. Tam. grão No. Tam. grão 8 2,830-2, ,680-1, ,710-0, ,380-2, ,410-1, ,590-0, ,000-1, ,190-1, ,420-0, ,840-0, ,350-0, ,297-0,250 Fino Muito fino Muitíssimo fino No. Tam. grão No. Tam. grão No. Tam. grão 70 0,250-0, ,105-0, ,040-0, ,210-0, ,088-0, ,030-0, ,177-0, ,074-0, ,020-0, ,149-0, ,062-0, ,016-0, ,125-0, ,053-0, ,013-0, ,007-0,003 Dimensões em milímetro
25 Grau do Rebolo Indica a resistência do ligante para reter os grãos durante o corte Depende da quantidade de ligante na estrutura do rebolo (P b ) Medida de escala entre macio e duro o Macios" perdem grãos prontamente (usados para baixas TRM e materiais duros) o Duros retém grãos (usados para altas TRM e materiais dúcteis) o Graduação de dureza de rebolos segundo a Norma DIN Muito macio Macio Médio Duro Muito duro Extrema/e duro EFG HIJK LMNO PQRS TUVW XYZ
26 Ligante Deve suportar elevadas temperaturas e altas forças centrífugas Deve resistir à trepidação durante o choque do contato do rebolo/peça Deve segurar os grãos abrasivos rigidamente no lugar para o corte e também permitir que grãos desgastados soltem-se para que grãos novos e afiados trabalhem
27 Estrutura do Rebolo Refere-se ao espaçamento relativo dos grãos abrasivos no rebolo Além do grão abrasivo e do material ligante, os rebolos também possuem vazios ou poros Proporções volumétricas de grãos (g), ligante (b do inglês bond ) e poros (p) podem ser expressas como: P g P b P p 1

28 Estrutura do Rebolo P g P b P p 1 Muito densa Densa Médio Poro aberto Poro muito aberto 1, 2 3, 4 5, 6, 7, 8 9, 10, 11 12, 13, 14
29 Estrutura do Rebolo: Quantificação P g P b P p 1 Medida em uma escala que varia entre aberta" e densa. Estrutura aberta significa P p é relativamente grande e P g é relativamente pequeno (recomendado como bolsões para cavaco de materiais dúcteis). Estrutura densa significa P p é relativamente pequeno e P g é grande (recomendado para obtenção de melhores acabamentos e controle dimensional).
30 Sistema de Codificação do Rebolo
31 Aplicação do Rebolo Para metais dúcteis: Tamanhos de grão grande e rebolo de grau duro Para metais mais duros: Tamanhos de grão pequenos e rebolo de grau macio

32 Configurações do Rebolo Face de retificação Face de retificação Plano Cilindro Face de retificação Face de retificação Copo Plano Face de retificação Prato Face de retificação Copo Face de retificação Montado
33 Configurações do Rebolo Formas de rebolos de acordo com Norma DIN d D D B B B D d d Rebolo reto (DIN 69120) Rebolo reto com lado rebaixado (DIN 69123) Rebolo reto com dois lados rebaixados D d B D B D B d Rebolo cilíndrico (DIN 69138) Rebolo cônico (DIN 69123) Rebolo cônico copo D d Rebolo Disco (DIN 69149) B D B d Rebolo disco Forma A (DIN 69149) D B d Rebolo Disco forma B (DIN 69149) d B D D B B D d d Rebolo com dois lados cônicos Forma C (DIN 69149) Rebolo copo forma D (DIN 69149) Rebolo cônico copo Forma E (DIN 69149)
34 Configurações do Rebolo Dimensões de rebolos de acordo com norma DIN Tipo de Rebolo Principais dimensões do rebolo (mm) D B d Disco Forma A e B Cônico Forma C Copo Forma D Copo Cônico Forma E Copo cônico
35 Configurações do Rebolo 90º 65º 45º 60º R 60º 60º R B B R=3B/10 R=B/2 R R R R 3 3 R 65º 65º 80º 80º 60º 60º 23º 23º B B B B B R=B/8 R=B/8 R=B/8 R=7B/10 R=B Perfis dos Rebolos
36 Montagem do Rebolo Rebolo Flange interna Chaveta Eixo Flange externa Porca Folga Superfície do flange Ajuste do rebolo com o eixo Folga


37 Rebolo - Superfície e Microestrutura
38 Mecanismos de Desgaste de Rebolo Fratura de grão Attrition Causado por mecanismos similares entre si: atrito, difusão e reações químicas. Fratura do ligante depende do grau do rebolo grãos se desgastam por attrition e a força aumenta muito.
39 Quantificação do Desgaste de Rebolo Desgaste de Rebolo Curva típica do desgaste do rebolo. O desgaste é lançado no gráfico como função do volume de material removido, ao invés de ser em função do tempo.




40 Rebolo - Reafiação
41 Mecanismo de Remoção de Material Três tipos de ação dos grãos na retificação: (a) corte, (b) sulcamento, e (c) atrito.

42 Formação do Cavaco
43 Formação do Cavaco Mecanismo de Formação do cavaco e geometria da ferramenta + - Grão abrasivo cavaco peça peça
44 Geometria da Formação do Cavaco
")
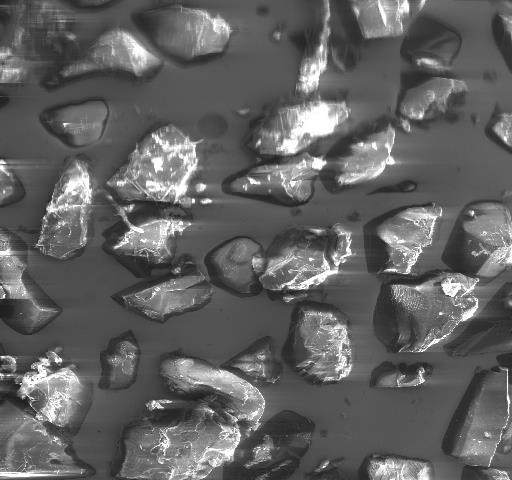
45 Geometria da Formação do Cavaco Fotos de microscopia eletrônica de varredura de cavacos com diferentes velocidades de corte (v)

46 Geometria da Formação do Cavaco Fotos de microscopia eletrônica de varredura de cavacos com diferentes velocidades equivalentes (v eq = v w /v)
47 Geometria do Cavaco Com o comprimento de contato rolante, o comprimento do cavaco, l c : l c = (D d) 1/2 onde D = diâmetro do rebolo, d = profundidade de penetração Taxa de remoção de material, TRM TRM = v w w d onde v w = velocidade da peça, d = profundidade de penetração, w = largura de corte (equivale ao avanço transversal ou passo lateral)
48 Volume Médio de Cavaco Os cavacos possuem uma seção transversal triangular e razão de aspecto do grão abrasivo (r g ) dada pela espessura do cavaco (t) em relação à largura do cavaco (w ) r g = w /t 10 a 20 => w = (10 a 20).t
49 Número de Cavaco Removido por Tempo (n c ) O número de cavacos removidos por unidade de tempo (n c ) é: n c = v w C onde C = número de arestas de corte (grãos) por unidade de área da superfície do rebolo (típico 0,1 a 10 grãos/mm 2 ), w é o avanço lateral, e v = velocidade de corte do rebolo.
50 Energia Específica do Corte Energia específica da retificação (U) Consiste da energia da formação do cavaco (cisalhamento), do plowing (deformação lateral do material da peça na passagem do grão) e do deslizamento (atrito do grão com a peça) U v Fc v w d w
51 Força sobre um Grão Utilizando a equação de U e assumindo que a força de corte agindo em um único grão no rebolo é proporcional a r g.t, tem-se: F ' c K 1 r g v w v C 0,5 d D 0,25 onde K 1 é uma constante de proporcionalidade
52 Temperatura na Retificação Sabendo-se que a temperatura de retificação é dependente de U, que por sua vez, é inversamente proporcional a t, tem-se: T s K 2 d 0,75 r g C v v w 0,5 D 0,25 onde K 2 é uma constante de proporcionalidade.
SEM-0534 Processos de Fabricação Mecânica. Retificação. Professor: Renato Goulart Jasinevicius
 SEM-0534 Processos de Fabricação Mecânica Retificação Professor: Renato Goulart Jasinevicius Processos Abrasivos Os processos abrasivos são aqueles que usam ferramentas com geometria não definida, geralmente,
SEM-0534 Processos de Fabricação Mecânica Retificação Professor: Renato Goulart Jasinevicius Processos Abrasivos Os processos abrasivos são aqueles que usam ferramentas com geometria não definida, geralmente,
Usinagem I Parte I Aula 5 Serramento, Brochamento e ReHficação. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 5 Serramento, Brochamento e ReHficação Serramento (Sawing) As vezes referenciadas como operações de corte, e não de corte por usinagem. Como ocorre a rehrada de cavaco, consideramos
Usinagem I 2016.1 Parte I Aula 5 Serramento, Brochamento e ReHficação Serramento (Sawing) As vezes referenciadas como operações de corte, e não de corte por usinagem. Como ocorre a rehrada de cavaco, consideramos
PROCESSOS DE GEOMETRIA NÃO DEFINIDA
 PROCESSOS DE GEOMETRIA NÃO DEFINIDA Prof. Janaina Fracaro de Souza Janainaf@utfpr.edu.br Aula 14 Processos de Fabricação Tópicos da aula: - BRUNIMENTO: - Ferramentas; - Processo de brunimento; - RETIFICAÇÃO:
PROCESSOS DE GEOMETRIA NÃO DEFINIDA Prof. Janaina Fracaro de Souza Janainaf@utfpr.edu.br Aula 14 Processos de Fabricação Tópicos da aula: - BRUNIMENTO: - Ferramentas; - Processo de brunimento; - RETIFICAÇÃO:
AULA 31 PROCESSO DE RETIFICAÇÃO: GENERALIDADES
 AULA 31 PROCESSO DE RETIFICAÇÃO: GENERALIDADES 239 31. PROCESSO DE RETIFICAÇÃO: GENERALIDADES 31.1. Introdução Abrasão é definida como sendo a operação de remover partículas de um material por atrito
AULA 31 PROCESSO DE RETIFICAÇÃO: GENERALIDADES 239 31. PROCESSO DE RETIFICAÇÃO: GENERALIDADES 31.1. Introdução Abrasão é definida como sendo a operação de remover partículas de um material por atrito
Processo de Retificação Aspectos Gerais Análise
 SEM0534 Processos e Fabricação Mecânica Processo e Retificação Prof. Assoc. Renato Goulart Jasinevicius SEM0534 Processos e Fabricação Mecânica Processo e Retificação Aspectos Gerais Análise SEM0534 Processos
SEM0534 Processos e Fabricação Mecânica Processo e Retificação Prof. Assoc. Renato Goulart Jasinevicius SEM0534 Processos e Fabricação Mecânica Processo e Retificação Aspectos Gerais Análise SEM0534 Processos
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Processos de Usinagem com Ferramentas de Geometria Não Defnida. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Processos de Usinagem com Ferramentas de Geometria Não Defnida Prof. Dr. Eng. Rodrigo Lima Stoeterau Usinagem com Ferramentas de Geometria Não Definida Fundamentos A remoção é realizada pela ação de grãos,
Processos de Usinagem com Ferramentas de Geometria Não Defnida Prof. Dr. Eng. Rodrigo Lima Stoeterau Usinagem com Ferramentas de Geometria Não Definida Fundamentos A remoção é realizada pela ação de grãos,
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
ABRASIVOS. Século XX Abrasivos artificiais, de alta dureza: abrasivos silicosos e aluminosos.
 ABRASIVOS 1 Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos
ABRASIVOS 1 Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
AULA 32 PROCESSO DE RETIFICAÇÃO: REBOLOS
 AULA 32 PROCESSO DE RETIFICAÇÃO: REBOLOS 247 32. PROCESSO DE RETIFICAÇÃO: REBOLOS 32.1. Introdução A ferramenta de corte utilizada na retificação é o rebolo, cuja superfície é abrasiva, ou seja, apresenta-se
AULA 32 PROCESSO DE RETIFICAÇÃO: REBOLOS 247 32. PROCESSO DE RETIFICAÇÃO: REBOLOS 32.1. Introdução A ferramenta de corte utilizada na retificação é o rebolo, cuja superfície é abrasiva, ou seja, apresenta-se
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
CORTE AO ACABAMENTO DISCOS DE FIBRA CAR55. Utilizados em operações de desbaste e acabamento de superfícies ferrosas em geral
 CORTE AO ACABAMENTO DISCOS DE FIBRA CAR Utilizados em operações de desbaste e acabamento de superfícies ferrosas em geral GRÃO 0998 099 099 09799 097994 09799 09799 09799 9868 98680 98684 9868 98686 9868
CORTE AO ACABAMENTO DISCOS DE FIBRA CAR Utilizados em operações de desbaste e acabamento de superfícies ferrosas em geral GRÃO 0998 099 099 09799 097994 09799 09799 09799 9868 98680 98684 9868 98686 9868
CORTE AO ACABAMENTO DISCOS DE FIBRA CAR50/ CAR51
 CORTE AO ACABAMENTO DISCOS DE FIBRA CAR0/ CAR Utilizados em operações de desbaste e acabamento de materiais ferrosos. Suportam grandes esforços e altas velocidades GRÃO 0390090 039009 0390093 0390087 0390088
CORTE AO ACABAMENTO DISCOS DE FIBRA CAR0/ CAR Utilizados em operações de desbaste e acabamento de materiais ferrosos. Suportam grandes esforços e altas velocidades GRÃO 0390090 039009 0390093 0390087 0390088
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
QUALIDADE EM ABRASIVOS CATÁLOGO DE PRODUTOS
 QUALIDADE EM ABRASIVOS CATÁLOGO DE PRODUTOS A Disflex Indústria de Abrasivos pertence ao Grupo Alcar Abrasivos e atua desde 1985 no mercado brasileiro, oferecendo soluções em ferramentas e materiais abrasivos,
QUALIDADE EM ABRASIVOS CATÁLOGO DE PRODUTOS A Disflex Indústria de Abrasivos pertence ao Grupo Alcar Abrasivos e atua desde 1985 no mercado brasileiro, oferecendo soluções em ferramentas e materiais abrasivos,
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
Retificação. Stefany Santana Jorge Gabriela Rodriguez Garcia Lucas Cordeiro Moreira Trevizan CEG 222A Expressão Gráfica
 Retificação Stefany Santana Jorge Gabriela Rodriguez Garcia Lucas Cordeiro Moreira Trevizan CEG 222A Expressão Gráfica O que é retificação? É um processo de usinagem que remove material da peça (cavaco)
Retificação Stefany Santana Jorge Gabriela Rodriguez Garcia Lucas Cordeiro Moreira Trevizan CEG 222A Expressão Gráfica O que é retificação? É um processo de usinagem que remove material da peça (cavaco)
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
F E R R A M E N T A S D I A M A N T A D A S CATÁLOGO PCD / PCBN
 CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO
 Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO Paulo Sérgio Martins, Roney Gonçalves,
Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO Paulo Sérgio Martins, Roney Gonçalves,
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SANDVIK HYPERION DIAMANTE MBG PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA
 SANDVIK HYPERION DIAMANTE MBG PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PROPRIEDADES DE CRISTAIS TOTALMENTE CONTROLADASE PERSONALIZADAS PARA SUA APLICAÇÃO
SANDVIK HYPERION DIAMANTE MBG PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PROPRIEDADES DE CRISTAIS TOTALMENTE CONTROLADASE PERSONALIZADAS PARA SUA APLICAÇÃO
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Corte por serra de fita
 Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
INFORMAÇÕES ESPECÍFICAS ESCOVAS
 INFORMAÇÕE EPECÍFICA INFORMAÇÕE EPECÍFICA ECOVA Rótulo do produto Aplicação do material Rotação máx. Marca registrada Pictogramas de segurança Tipos de arame Especificação escrição Aplicação Especificação
INFORMAÇÕE EPECÍFICA INFORMAÇÕE EPECÍFICA ECOVA Rótulo do produto Aplicação do material Rotação máx. Marca registrada Pictogramas de segurança Tipos de arame Especificação escrição Aplicação Especificação
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
ESTUDO COMPARATIVO DO DESEMPENHO DE REBOLOS COM GRÃOS SUPERABRASIVOS E CONVENCIONAIS SUBMETIDOS A DIVERSAS CONDIÇÕES DE USINAGEM
 ESTUDO COMPARATIVO DO DESEMPENHO DE REBOLOS COM GRÃOS SUPERABRASIVOS E CONVENCIONAIS SUBMETIDOS A DIVERSAS CONDIÇÕES DE USINAGEM Ivan De Domenico Valarelli Eduardo Carlos Bianchi Paulo Roberto Aguiar Rodrigo
ESTUDO COMPARATIVO DO DESEMPENHO DE REBOLOS COM GRÃOS SUPERABRASIVOS E CONVENCIONAIS SUBMETIDOS A DIVERSAS CONDIÇÕES DE USINAGEM Ivan De Domenico Valarelli Eduardo Carlos Bianchi Paulo Roberto Aguiar Rodrigo
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
USINABILIDADE DOS MATERIAIS
 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
Catálogo de Produtos. Tradição e Qualidade. Paula Ramos Abrasivos EIRELI Detentora da marca ICAPER
 Paula Ramos Abrasivos EIRELI Detentora da marca ICAPER Catálogo de Produtos Tradição e Qualidade Discos de Corte Standard Discos de Corte Reforçados e Super Reforçados Discos de Corte Extrafino Discos
Paula Ramos Abrasivos EIRELI Detentora da marca ICAPER Catálogo de Produtos Tradição e Qualidade Discos de Corte Standard Discos de Corte Reforçados e Super Reforçados Discos de Corte Extrafino Discos
Definição sobre usinagem
 Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Pontas montadas
 1 Ferramentas para acabamento e polimento Ferramentas diamantadas e CBN 204 205 Pontas montadas Índice Índice Página Informações gerais 3 O caminho mais rápido para a melhor ferramenta 4 Instruções para
1 Ferramentas para acabamento e polimento Ferramentas diamantadas e CBN 204 205 Pontas montadas Índice Índice Página Informações gerais 3 O caminho mais rápido para a melhor ferramenta 4 Instruções para
ABRASIVOS EXPOSITOR PARA LIXAS LIXAS EM FOLHA SUPORTES MANUAIS PARA LIXA TACOS LIXADORES
 LIXAS EM FOLHA EXPOSITOR PARA LIXAS MASSA - LMV 0057 Indicada para lixamentos em alvenaria (massa corrida) e madeira Oferece alto rendimento na remoção de imperfeições e alinhamento de massa corrida e
LIXAS EM FOLHA EXPOSITOR PARA LIXAS MASSA - LMV 0057 Indicada para lixamentos em alvenaria (massa corrida) e madeira Oferece alto rendimento na remoção de imperfeições e alinhamento de massa corrida e
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Acesse:
 Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Edital IFSC-25/2011 Concurso Público Técnico em Mecânica 23/01/2012 Leia com atenção antes de iniciar a Prova
 Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
Catálogo de Produtos. Tradição e Qualidade. Paula Ramos Abrasivos EIRELI Detentora do uso da marca ICAPER
 Paula Ramos Abrasivos EIRELI Detentora do uso da marca ICAPER Catálogo de Produtos Tradição e Qualidade Discos de Corte Standard Discos de Corte Reforçados e Super Reforçados Discos de Corte Extrafino
Paula Ramos Abrasivos EIRELI Detentora do uso da marca ICAPER Catálogo de Produtos Tradição e Qualidade Discos de Corte Standard Discos de Corte Reforçados e Super Reforçados Discos de Corte Extrafino
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
SANDVIK HYPERION PRODUTOS DE DIAMANTE RVG
 SANDVIK HYPERION PRODUTOS DE DIAMANTE RVG Diamantes RVG QUALIDADE CONTROLADA POR SEIS SIGMA A família de diamantes RVG foi desenvolvida para propiciar desempenho superior em uma ampla gama de materiais
SANDVIK HYPERION PRODUTOS DE DIAMANTE RVG Diamantes RVG QUALIDADE CONTROLADA POR SEIS SIGMA A família de diamantes RVG foi desenvolvida para propiciar desempenho superior em uma ampla gama de materiais
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11) Discos Abrasivos.
 Discos Abrasivos.") Rua do Manifesto, 16 - Ipiranga - São Paulo Fone: +55 (11) 71-3211 www.irwin.com.br Rua do Manifesto, 16 - Ipiranga - São Paulo Fone: +55 (11) 71-3211 A nova linha de abrasivos IRWIN foi desenvolvida por
Rua do Manifesto, 16 - Ipiranga - São Paulo Fone: +55 (11) 71-3211 www.irwin.com.br Rua do Manifesto, 16 - Ipiranga - São Paulo Fone: +55 (11) 71-3211 A nova linha de abrasivos IRWIN foi desenvolvida por
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
AULA 5 MATERIAL E GEOMETRIA DA PEÇA
 AULA 5 MATERIAL E GEOMETRIA DA PEÇA 31 5. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL E GEOMETRIA DA PEÇA 5.1. Material da Peça A indústria de usinagem produz uma variedade extremamente ampla de peças
AULA 5 MATERIAL E GEOMETRIA DA PEÇA 31 5. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL E GEOMETRIA DA PEÇA 5.1. Material da Peça A indústria de usinagem produz uma variedade extremamente ampla de peças
Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar
 104 6.1.2. Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar Pelo uso de desumidificadores e sistema de ar condicionado na sala onde se realizavam os experimentos foi possível a obtenção
104 6.1.2. Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar Pelo uso de desumidificadores e sistema de ar condicionado na sala onde se realizavam os experimentos foi possível a obtenção
Parte 4 Operação de Serramento
 Parte 4 Operação de Serramento revisão 6 139 4.1 Introdução Parte 4 Operação de serramento O corte de metais e outros materiais é uma das operações mais largamente aplicadas, sendo na maioria das vezes
Parte 4 Operação de Serramento revisão 6 139 4.1 Introdução Parte 4 Operação de serramento O corte de metais e outros materiais é uma das operações mais largamente aplicadas, sendo na maioria das vezes
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CÂMPUS JARAGUÁ DO SUL - RAU CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CÂMPUS JARAGUÁ DO SUL - RAU CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DA PEÇA SOBRE O
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CÂMPUS JARAGUÁ DO SUL - RAU CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DA PEÇA SOBRE O
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
INFORMAÇÕES ESPECÍFICAS ESCOVAS
 INFORMAÇÕES ESPECÍFICAS INFORMAÇÕES ESPECÍFICAS ESCOVAS Rótulo do produto Aplicação do material Rotação máx. Marca registrada Pictogramas de segurança Tipos de arame Especificação escrição Aplicação Especificação
INFORMAÇÕES ESPECÍFICAS INFORMAÇÕES ESPECÍFICAS ESCOVAS Rótulo do produto Aplicação do material Rotação máx. Marca registrada Pictogramas de segurança Tipos de arame Especificação escrição Aplicação Especificação
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 02 Introdução e conceitos Profa. Janaina Fracaro Fonte: Prof. Rodrigo Lima Stoeterau O que é usinagem? Usinagem é remoção de material. Fonte: Prof. Rodrigo Lima Stoeterau
Teoria e Prática da Usinagem Aula 02 Introdução e conceitos Profa. Janaina Fracaro Fonte: Prof. Rodrigo Lima Stoeterau O que é usinagem? Usinagem é remoção de material. Fonte: Prof. Rodrigo Lima Stoeterau
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
DISCOS DE LIXA DISCOS DE PVC
 1 LIXAS EM FOLHA EXPOSITOR PARA LIXAS DISCOS DE LIXA Indicado para lixamento de metais ferrosos Utilizado em máquinas angulares rotativas de acionamento elétrico ou pneumático Aplicações em estruturas
1 LIXAS EM FOLHA EXPOSITOR PARA LIXAS DISCOS DE LIXA Indicado para lixamento de metais ferrosos Utilizado em máquinas angulares rotativas de acionamento elétrico ou pneumático Aplicações em estruturas
Nova tecnologia em fresamento Soluções em Fresamento
 Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA Desgaste Onde o desgaste está presente? PROF. DENILSON VIANA 2 Aspectos econômicos do desgaste: o Custos de reposição o Custos
Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA Desgaste Onde o desgaste está presente? PROF. DENILSON VIANA 2 Aspectos econômicos do desgaste: o Custos de reposição o Custos
Questões para a prova de Tecnologia Aplicada I 03/06/2011
 Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição