PROCESSOS DE USINAGEM I
|
|
|
- Carla Martins Castro
- 6 Há anos
- Visualizações:
Transcrição


1 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1
2 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em todos eles. O cavaco pode variar muito (em tipo, forma, extensão...) para cada operação de usinagem ou mesmo em uma única operação, como por exemplo o torneamento, sendo o resultado final deste função de todas as variáveis envolvidas no processo. 2
3 MECANISMO DA FORMAÇÃO DO CAVACO A formação do cavaco influência diversos fatores ligados à usinagem, tais como: - desgaste da ferramenta; - os esforços de corte; - o calor gerado na usinagem; - a penetração do fluido de corte, etc. 3 Assim, estão envolvidos com o processo de formação do cavaco aspectos: - econômicos; - de qualidade da peça; - de segurança do operador; - de utilização adequada da máquina-ferramenta, etc.
4 MECANISMO DA FORMAÇÃO DO CAVACO Para fim de estudos da formação do cavaco a maneira mais simples e mais acessível a cálculos é obter o cavaco a partir de um corte ortogonal. 4

5 MECANISMO DA FORMAÇÃO DO CAVACO No corte ortogonal, a aresta de corte é uma reta normal à direção de avanço, de maneira que a formação do cavaco pode ser considerada bidimensional e que ocorre em um plano normal à aresta de corte, ou seja, no plano de trabalho. 5
6 6 MECANISMO DA FORMAÇÃO DO CAVACO Além do corte ortogonal são admitidas algumas outras simplificações: - Os cavacos formados são contínuos sem a formação de aresta postiça de corte; - Não há contato entre a superfície de folga da ferramenta e a superfície usinada; - A espessura de corte (h), equivalente ao avanço (f), é suficientemente pequena em relação à largura de corte (b); - A largura da aresta de corte é maior que a largura de corte (b); - A largura (b) e a largura do cavaco (b ) são idênticas. - A aresta de corte é idealmente afiada e perpendicular ao plano de trabalho. Com essas considerações foi possível determinar o mecanismo de formação do cavaco descrito a seguir.
7 MECANISMO DA FORMAÇÃO DO CAVACO O corte dos metais envolve o mecanismo de cisalhamento concentrado ao longo de um plano chamado plano de cisalhamento (zona primária de cisalhamento). O ângulo entre o plano de cisalhamento e a direção de corte é chamado de ângulo de cisalhamento (φ). Quanto maior a deformação do cavaco sendo formado, menor o ângulo de cisalhamento e maiores os esforços de corte. Essa influência é marcante na usinagem de materiais dúcteis, muito suscetíveis à deformação. 7
8 MECANISMO DA FORMAÇÃO DO CAVACO 8
9 MECANISMO DA FORMAÇÃO DO CAVACO Em condições normais de usinagem com ferramentas de aço rápido ou metal duro, a formação do cavaco segue as seguintes etapas: 9 a) Recalque Inicial: Uma pequena porção de material é recalcada (sobre deformações elásticas e plásticas) contra a superfície de saída da ferramenta; b) Deformação: A deformação plástica aumenta até que as tensões de cisalhamento sejam suficientemente grandes, causando deslizamento entre a porção recalcada e a peça (sem ruptura do material); c) Ruptura: Continuando a penetração da ferramenta, ocorre a ruptura total ou parcial do cavaco, no plano de cisalhamento; d) Saída do Cavaco: A porção de material rompida escorrega sobre a superfície de saída da ferramenta.
10 MECANISMO DA FORMAÇÃO DO CAVACO Dessa forma, o fenômeno da formação do cavaco, nas condições normais de trabalho, é periódico, uma vez que acontece, ciclicamente, as fazes de recalque, ruptura, deslizamento e saída do cavaco para cada pequena lamela de material a ser removida. 10

11 FORMAÇÃO DE CAVACO 11

12 FORMAÇÃO DO CAVACO 12

13 FORMAÇÃO DO CAVACO 13

14 DISPOSITIVO QUICK-STOP Esse dispositivo foi desenvolvido para provocar a interrupção do corte durante a formação do cavaco deixando, dessa forma, a superfície do cavaco com sua constituição integra durante sua formação. 14

15 IDENTIFICAÇÃO DAS REGIÕES NA INTERFACE CAVACO/FERRAMENTA 15


16 MODELO DE DISTRIBUIÇÃO DE TENÇÕES NA SUPERFÍCIE DA FERRAMENTA 16

17 MICROGRAFIA DA RAIZ DE UM CAVACO DE AÇO 17
18 ARESTA POSTIÇA DE CORTE 18 Na usinagem de materiais dúcteis, com velocidade de corte baixa, muitas vezes uma camada de cavaco se adere a aresta de corte da ferramenta, modificando o seu comportamento com relação a força de corte, acabamento superficial da peça e desgaste da ferramenta. Devido as baixas velocidades de corte, a parte inferior do cavaco em contato com a ferramenta, sob a pressão de corte na zona de aderência, mantém esse contato sem movimento relativo por um espaço de tempo suficiente para se soldar à ferramenta, separandose de outras porções de cavaco e permanecendo presa à superfície de saída. A aresta postiça de corte tende a crescer gradualmente até que rompe-se bruscamente e acaba arrancando partículas da superfície de folga da ferramenta, gerando um desgaste frontal muito grande enquanto a superfície de saída da ferramenta permanece intacta pois a apresta postiça de corte a protege.

19 ARESTA POSTIÇA DE CORTE 19
20 FORMATO DO CAVACO Diversos problemas práticos têm relação com a forma do cavaco produzido na usinagem, tais como: - Segurança do operador; - Possíveis danos à ferramenta e à peça; - Manuseio e armazenagem do cavaco; - Força de corte; - Temperatura; - e vida útil da ferramenta. 20
21 FORMATO DO CAVACO TIPOS DE CAVACOS Cavaco contínuo: apresenta-se constituído de lamelas justapostas numa disposição contínua. A distinção das lamelas não é nítida. Forma-se na usinagem de materiais dúcteis (o aço, por exemplo), onde o ângulo de saída da ferramenta deve assumir valores elevados; Cavaco de cisalhamento: apresenta-se constituído de lamelas justapostas bem distintas; Cavaco de ruptura: apresenta-se constituído de fragmentos arrancados da peça usinada. A superfície de contato entre cavaco e a superfície de saída da ferramenta é reduzida, assim como a ação do atrito; o ângulo de saída deve assumir valores baixos, nulos ou negativos. 21

22 TIPOS DE CAVACOS CLASSIFICAÇÃO MAIS SIMPLES 22
23 FORMATO DO CAVACO Formas de Cavacos Alem dos três tipos de cavacos, pode-se diferencialos quanto à sua forma. Certas formas de cavaco dificultam a operação de usinagem, prejudicam o acabamento superficial da peça e desgastam mais ou menos a ferramenta Cavaco em fita; - Cavaco helicoidal; - Cavaco espiral; - Cavaco em lascas ou pedaços.

24 FORMATO DO CAVACO 24
25 FORMATO DO CAVACO O cavaco em fita é o que apresenta maiores inconvenientes, devendo ser evitado, as demais formas podem ser utilizadas dependendo da aplicação: Lascas preferido quando houver pouco espaço disponível ou quando o cavaco é removido pelo fluído de corte. Helicoidais quando a remoção de material é elevada este tipo de cavaco deixa com maior facilidade o espaço entre os dentes da ferramenta. 25
26 FORMATO DO CAVACO 26
27 XX 27
28 CONTROLE DO CAVACO Mudanças na Forma do Cavaco Pode-se provocar mudanças na forma do cavaco sob diferentes maneiras: - alterando-se as condições de usinagem; - dando-se uma forma especial à superfície de saída da ferramenta; - colocando-se elementos adicionais na superfície de saída. 28

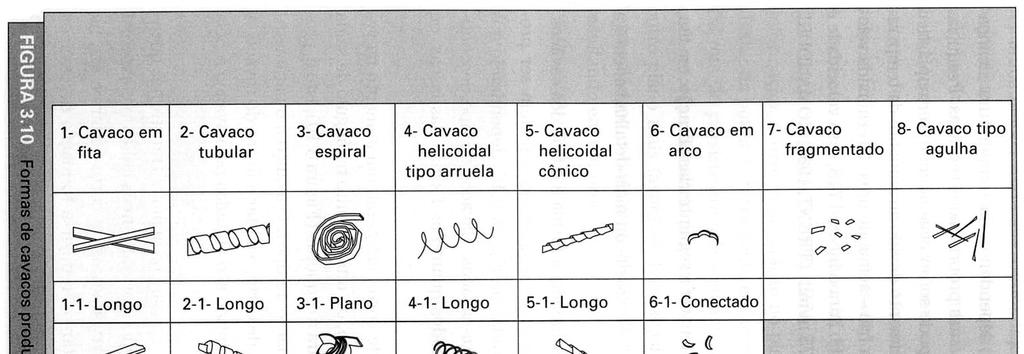
29 CONTROLE DO CAVACO A figura abaixo mostra a variação da forma do cavaco em função do avanço e da profundidade de corte. Geralmente, o aumento da velocidade de corte e do ângulo de saída tendem a mover a forma do cavaco para a esquerda da figura, enquanto o avanço move a forma do cavaco para a direita. 29

30 FORMAS DE CAVACOS 30

31 FORMAS DE CAVACOS 31
32 CONTROLE DO CAVACO O aumento da capacidade de quebra do cavaco, para materiais não demasiadamente tenazes, pode ser obtido através do aumento da deformação do cavaco no plano de cisalhamento, isto é através das seguintes alterações: 32 - diminuição do ângulo de saída e de inclinação da ferramenta, ou emprego de ambos com valor negativo; - aumento da espessura h de corte e diminuição da velocidade de corte.

33 CONTROLE DO CAVACO Mudanças na Forma do Cavaco A figura abaixo mostra, para cortes oblíquos, a influência do ângulo de inclinação da aresta de corte. 33
 O cavaco dobra-se verticalmente e lateralmente enrolando-se na forma de um helicóide; (d) O cavaco dobra-se verticalmente e lateralmente e quebra-se ao atingir a superfície de folga da ferramenta.")
34 CONTROLE DO CAVACO 34 Mudanças na Forma do Cavaco (a) O cavaco dobra-se verticalmente e enrola-se sobre si mesmo ao atingir a peça; (b) O cavaco dobra-se verticalmente e quebra-se ao atingir a peça; (c) O cavaco dobra-se verticalmente e lateralmente enrolando-se na forma de um helicóide; (d) O cavaco dobra-se verticalmente e lateralmente e quebra-se ao atingir a superfície de folga da ferramenta.
35 CONTROLE DO CAVACO A execução dos chamados quebra-cavacos na superfície de saída da ferramenta permite obter os cavacos helicoidais ou em pedaços. 35
36 QUEBRA CAVACO Nos quebra-cavaco postiços, fixados sobre a ferramenta pode-se variar a distância de acordo com as condições de usinagem e com o material empregado. 36

37 QUEBRA CAVACO 37

38 QUEBRA CAVACO 38


39 QUEBRA CAVACO 39
40 CONTROLE DO CAVACO Existem diversas geometrias com quebra-cavaco moldado na superfície de saída destinadas a quebrar o cavaco em uma determinada faixa de condição de usinagem. O gráfico ao lado demonstra algumas relações entre o avanço e a profundidade de corte para algumas das geometrias disponíveis em pastilhas intercambiáveis. 40

41 QUEBRA CAVACO Quebra-cavaco moldado na superfície de saída. 41
42 TEMPERATURA DE CORTE Um aspecto importante a se considerar na formação do cavaco diz respeito ao calor gerado pelo mesmo. Este calor é gerado pela combinação de altas taxas de deformação com um forte atrito entre peça/ferramenta/cavaco. Balanço Energético As principais fontes de calor no processo da formação do cavaco são devido: - à deformação plástica do cavaco na região de cisalhamento; - ao atrito do cavaco com a superfície de saída da ferramenta; - ao atrito da peça com a superfície de incidência da ferramenta. 42
43 TEMPERATURA DE CORTE A quantidade de calor produzida por estas fontes energéticas é dissipada através do cavaco, da peça, da ferramenta e do meio ambiente. 43
44 44 PROCESSOS DE USINAGEM I
45 TRABALHO: Fazer um resumo sobre os mecanismos de formação do cavaco e aresta postiça de corte. Entregar na próxima aula. Consultar livros da biblioteca (Machado, Ferraresi e outros) 45
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Usinagem I Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Controle do cavaco. Formas de Cavacos. Cavaco em fita. Cavaco helicoidal. Cavaco espiral. Cavaco em lascas ou pedaços
 Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
a p Velocidade de Corte m/min Profundidade de Corte mm Avanço mm/rot Diâmetro Usinado mm Movimentos e Grandezas nos Processos de Usinagem
 Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]
![Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]](/thumbs/72/66319740.jpg "Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]") Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE
 NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE 3.1. INTRODUÇÃO A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, na usinagem dos metais. É necessário portanto definir
NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE 3.1. INTRODUÇÃO A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, na usinagem dos metais. É necessário portanto definir
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
Corte por serra de fita
 Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
FUNDAMENTOS DA USINAGEM DA MADEIRA. Teoria de Corte da Madeira
 FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
2 Revisão Bibliográfica
 2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Mecanismo de formação e controle do cavaco
 Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Temperatura de corte. Na usinagem, de 97 a 99% da energia consumida é convertida em calor.
 Temperatura de corte Na usinagem, de 97 a 99% da energia consumida é convertida em calor. O calor pode ser gerado em três zonas distintas: (i) - zona de cisalhamento primário (ii) - zona de cisalhamento
Temperatura de corte Na usinagem, de 97 a 99% da energia consumida é convertida em calor. O calor pode ser gerado em três zonas distintas: (i) - zona de cisalhamento primário (ii) - zona de cisalhamento
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
2.6 Processos de Formação de Cavaco com Altíssima Velocidade de Corte
 49 2.6 Processos de Formação de Cavaco com Altíssima Velocidade de Corte A maior parte dos modelos de mecanismos de corte em HSM para metais baseiam-se através da determinação da temperatura, ou a distribuição
49 2.6 Processos de Formação de Cavaco com Altíssima Velocidade de Corte A maior parte dos modelos de mecanismos de corte em HSM para metais baseiam-se através da determinação da temperatura, ou a distribuição
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
SEM-0534 Processos de Fabricação Mecânica. Retificação
 SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
Processos de geometria definida: Brochamento
 Processos de geometria definida: Brochamento Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br Aula 09 TEORIA E PRÁTICA DA USINAGEM OBJETIVOS: ENTENDER O PROCESSO DE GEOMETRIA DEFINIDA POR BROCHAMENTO;
Processos de geometria definida: Brochamento Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br Aula 09 TEORIA E PRÁTICA DA USINAGEM OBJETIVOS: ENTENDER O PROCESSO DE GEOMETRIA DEFINIDA POR BROCHAMENTO;
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
MANUTENÇÃO BÁSICA VALE A PENA! SOLUÇÕES PARA PROBLEMAS DE CORTE ÍNDICE DE CONTEÚDOS G U I A PA R A S E R R A S D E F I TA
 MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
Fundamentos da Lubrificação e Lubrificantes Aula 5
 Fundamentos da Lubrificação e Lubrificantes Aula 5 PROF. DENILSON J. VIANA Classificação do Tipo de Lubrificação A lubrificação pode ser classificada em três tipos básicos de acordo com a película lubrificante.
Fundamentos da Lubrificação e Lubrificantes Aula 5 PROF. DENILSON J. VIANA Classificação do Tipo de Lubrificação A lubrificação pode ser classificada em três tipos básicos de acordo com a película lubrificante.
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE
 ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
FLÁVIA CRISTINA SOUSA E SILVA DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 A PARTIR DO ESTUDO DA FORMAÇÃO DO CAVACO
 FLÁVIA CRISTINA SOUSA E SILVA DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 A PARTIR DO ESTUDO DA FORMAÇÃO DO CAVACO UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA
FLÁVIA CRISTINA SOUSA E SILVA DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 A PARTIR DO ESTUDO DA FORMAÇÃO DO CAVACO UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA
Nomenclatura e geometria das ferramentas de corte
 Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
EME005 - Tecnologia de Fabricação IV Fresamento 1
 Parte 1 - Fresamento UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 1 Aula 01 Prof. José Hamilton Chaves Gorgulho Júnior 1.1 Introdução 1.2 Tipos de fresadoras 1.3 Operações básicas 1.4 Principais
Parte 1 - Fresamento UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 1 Aula 01 Prof. José Hamilton Chaves Gorgulho Júnior 1.1 Introdução 1.2 Tipos de fresadoras 1.3 Operações básicas 1.4 Principais
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE
 AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 221 29. PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 29.1. Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção
AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 221 29. PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 29.1. Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Neste livro, você vai estudar as diversas operações de fresagem que podem ser executadas com a máquina fresadora.
 Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Processos de Fabricação Mecânica
 Processos de Fabricação Mecânica Bibliografia básica: DINIZ, Anselmo Eduardo; MARCONDES, Francisco C. e COPPINI, Nivaldo L Tecnologia da Usinagem dos Materiais, Editora Artliber. FERRARESI, D.- Fundamentos
Processos de Fabricação Mecânica Bibliografia básica: DINIZ, Anselmo Eduardo; MARCONDES, Francisco C. e COPPINI, Nivaldo L Tecnologia da Usinagem dos Materiais, Editora Artliber. FERRARESI, D.- Fundamentos
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
TECNOLOGIA DA USINAGEM DOS MATERIAIS
 Prof. Dr. Nivaldo Lemos Coppini Atualmente, o professor Coppini atua como consultor em pesquisa e ensino de cursos de pós-graduação em Engenharia Mecânica e Engenharia de Produção. É professor titular
Prof. Dr. Nivaldo Lemos Coppini Atualmente, o professor Coppini atua como consultor em pesquisa e ensino de cursos de pós-graduação em Engenharia Mecânica e Engenharia de Produção. É professor titular
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
NYLON 6.0 DATASHEET.
 Pág. 1 / 6 Devido às suas propriedades, o NYLON permite as mais variadas aplicações em peças e elementos de máquinas. Produzido a partir da Poliamida 6. CARACTERÍSTICAS Alta resistência mecânica Alta resistência
Pág. 1 / 6 Devido às suas propriedades, o NYLON permite as mais variadas aplicações em peças e elementos de máquinas. Produzido a partir da Poliamida 6. CARACTERÍSTICAS Alta resistência mecânica Alta resistência
Borracha, plasticina e bolacha.
 Borracha, plasticina e bolacha. Borracha (altera a sua forma, mas volta à forma inicial quando deixamos de exercer a força), plasticina (dobra, alterando a sua forma permanentemente), bolacha (acumula
Borracha, plasticina e bolacha. Borracha (altera a sua forma, mas volta à forma inicial quando deixamos de exercer a força), plasticina (dobra, alterando a sua forma permanentemente), bolacha (acumula
Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais)
") MÉTODOS DE ROSQUEAMENTO EXTERNA Suporte Invertido Suporte Invertido INTERNA TIPOS DE INSERTOS Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais) a O mesmo inserto pode ser utilizado
MÉTODOS DE ROSQUEAMENTO EXTERNA Suporte Invertido Suporte Invertido INTERNA TIPOS DE INSERTOS Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais) a O mesmo inserto pode ser utilizado
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
Aula: Geometria da Cunha de corte
 SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
UMA ANÁLISE EXPERIMENTAL DO FRESAMENTO DISCORDANTE E CONCORDANTE
 Mecânica UMA ANÁLISE EXPERIMENTAL DO FRESAMENTO MARCEL HENRIQUE MILITÃO DIB Mestre em Engenharia Mecânica pela Escola de Engenharia de São Carlos USP. Atualmente é professor no IFSP câmpus Araraquara.
Mecânica UMA ANÁLISE EXPERIMENTAL DO FRESAMENTO MARCEL HENRIQUE MILITÃO DIB Mestre em Engenharia Mecânica pela Escola de Engenharia de São Carlos USP. Atualmente é professor no IFSP câmpus Araraquara.
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
Geostrofia: Condições Barotrópicas e Baroclínicas
 Geostrofia: Condições Barotrópicas e Baroclínicas Em um fluido onde a densidade é função somente da pressão, as superfícies de igual densidade (isopicnais) são paralelas às superfícies de igual pressão
Geostrofia: Condições Barotrópicas e Baroclínicas Em um fluido onde a densidade é função somente da pressão, as superfícies de igual densidade (isopicnais) são paralelas às superfícies de igual pressão
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Ângulo de Pressão Manutenção e Falhas Fabricação O Diferencial Exercícios Ângulo de Pressão Definição: É o ângulo que define a direção da força que a engrenagem motora
Professor: Leonardo Leódido Sumário Ângulo de Pressão Manutenção e Falhas Fabricação O Diferencial Exercícios Ângulo de Pressão Definição: É o ângulo que define a direção da força que a engrenagem motora
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
DESVIOS MACROGEOMÉTRICOS. Forma, orientação, posição e batimento (NBR 6409)
") Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 03 1 MOVIMENTOS NA USINAGEM Para a uniformização dos conceitos dos movimentos de usinagem é comumente utilizado a norma DIN 6580 ou a NBR 6162.
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 03 1 MOVIMENTOS NA USINAGEM Para a uniformização dos conceitos dos movimentos de usinagem é comumente utilizado a norma DIN 6580 ou a NBR 6162.