USINABILIDADE DOS MATERIAIS
|
|
|
- Thalita Campelo Sousa
- 6 Há anos
- Visualizações:
Transcrição

1 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1
2 2
: é o desenvolvimento de uma")

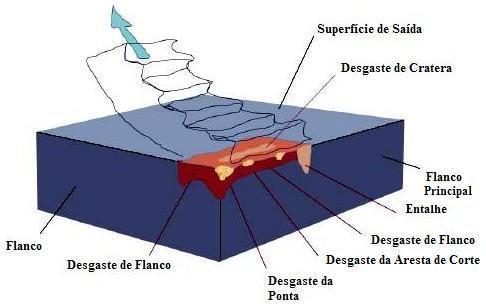
3 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento de uma zona de desgaste da ferramenta devido à ação abrasiva existente entre a ferramenta e a superfície nascente gerada na peça pela usinagem.
 : a principal causa do desgaste de cratera é a")

4 DESGASTES DA FERRAMENTA Desgaste de Cratera ou Desgaste na superfície de saída da ferramenta (K T ) : a principal causa do desgaste de cratera é a difusão, uma vez que ocorrem elevadas temperaturas na interface cavaco/sup. de saída, assim sendo o desgaste aumenta com o aumento das condições de corte (V c ).




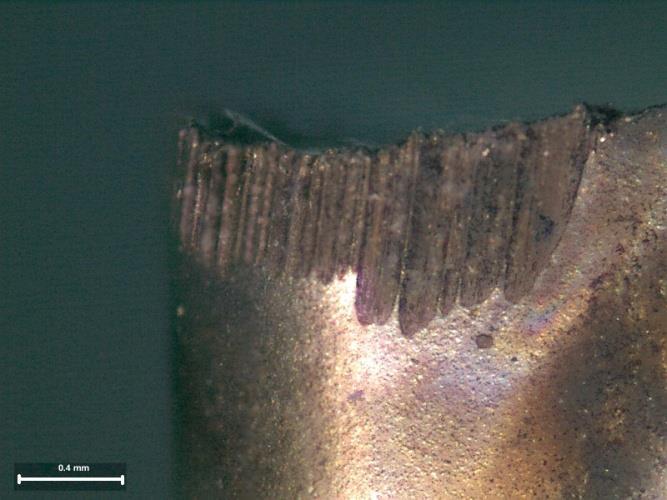
5 MEDIDAS DE DESGASTES

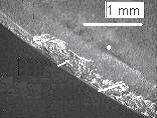
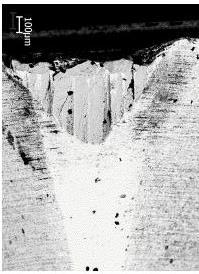
6 DESGASTES DA FERRAMENTA Entalhes: originam-se principalmente nas extremidades da aresta de corte, o que pode desencadear a deterioração prematura da aresta da ferramenta. A morfologia do entalhe depende em grande parte da precisão de posicionamento da aresta de corte. Pode ocorrer tanto na superfície principal de folga como na superfície secundária de folga da ferramenta.


7 DESGASTES DA FERRAMENTA O entalhe ocorre principalmente na usinagem de materiais resistentes a altas temperaturas (ligas de níquel, titânio, cobalto e aço inoxidável), devido à abrasão, difusão e attrition, influenciada pelas interações com a atmosfera (oxidação).



8 Mecanismo de abrasão na ferramenta de corte Desgaste por oxidação da aresta de corte da ferramenta Mecanismo de difusão ocorrido na superfície de saída da ferramenta 8


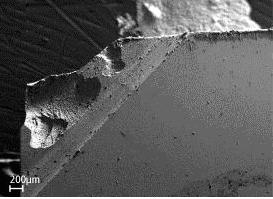

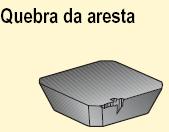
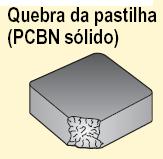
9 EXEMPLOS DE QUEBRA



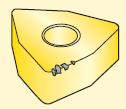
10 EXEMPLOS DE LASCAMENTO


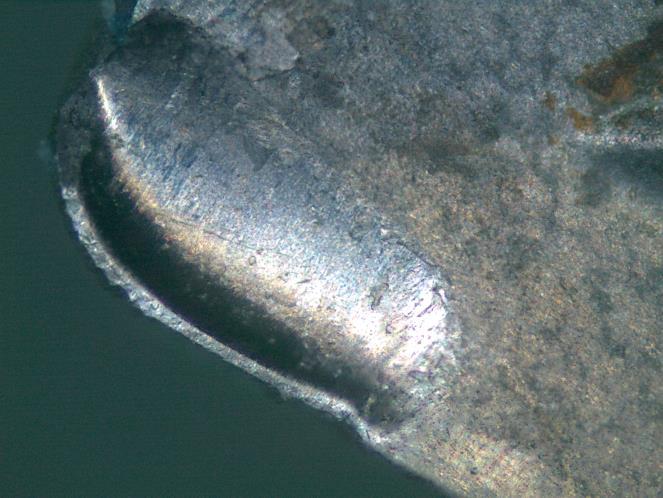
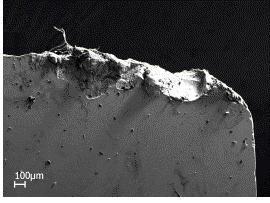
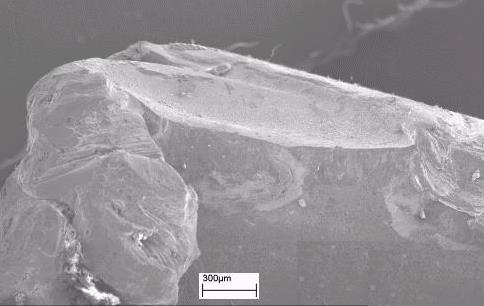
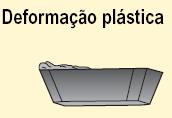
11 AVARIAS DA FERRAMENTA Deformação Plástica: É uma avaria da ferramenta em função de elevadas pressões e temperaturas, gerando deformação plástica da aresta de corte, que toma uma forma bem típica.


12 EXEMPLOS DE DEFORMAÇÃO PLÁSTICA


13

14 14



15 Resumo

16 Mecanismos de desgaste A velocidade de corte é de extrema importância no desgaste da ferramenta. Em velocidades baixas, o desgaste é severo devido ao cisalhamento de aresta postiça de corte e da aderência. Porém, em velocidades altas, a intensificação do desgaste se deve principalmente a fatores como a temperatura de corte, a abrasão mecânica, a difusão e a oxidação. Diagrama esquemático dos mecanismos de desgaste em diferentes temperaturas de corte

17 Avarias e Desgastes de Ferramentas de Corte Resumo
18 Índice de Usinabilidade Usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo, um conjunto de propriedades de usinagem, de um material em relação a outro tomado como padrão. Em outras palavras, pode-se entender usinabilidade como o grau de dificuldade de se usinar um determinado material 18
19 Propriedades de usinagem de um material (aquelas que expressam seu efeito sobre grandezas mensuráveis inerentes ao processo de usinagem): Vida da ferramenta; Acabamento superficial da peça; Esforços de corte; Temperatura de corte; Produtividade; Características do cavaco. 19
20 Cuidado com o termo usinabilidade Um material que tenha uma boa usinabilidade, quando se leva em conta uma propriedade de usinagem, como por exemplo a vida da ferramenta e não possuir boa usinabilidade quando se leva em conta outra propriedade, como por exemplo a rugosidade da peça usinada. 20
21 A Usinabilidade depende: Estado metalúrgico da peça; Dureza; Propriedades mecânicas do material; Composição química; Operações anteriores efetuadas sobre o material (sejam a frio ou a quente) e de eventual encruamento. 21
22 A usinabilidade não depende somente das condições intrínsecas do material, mas também: Condições de usinagem; Características da ferramenta; Condições de refrigeração; Rigidez do sistema máquina-dispositivo de fixação-peça-ferramenta; Tipos de trabalhos executados pela ferramenta (operação empregada, corte contínuo ou intermitente, condições de entrada e saída da ferramenta). 22
23 Assim, por exemplo. um material pode ter um valor de usinabilidade baixo em certas condições de usinagem e um valor maior em outras condições de usinagem 23
24 9.1 Ensaios de Usinabilidade: Ensaio de longa duração, onde o material ensaiado e o material tomado como padrão são usinados até o fim da vida da ferramenta, ou até um determinado valor de desgaste da ferramenta (V B ou K T ), em diversas velocidades de cortes diferentes. 24
25 Este ensaio permite a obtenção da velocidade de corte para uma vida determinada da ferramenta (20 minutos vc 20 ou 60 minutos vc 60 ) 25
26 O índice de usinabilidade (I.U.) é então dado pela relação entre a vc 20 (ou vc 60 ) do material ensaiado e aquela correspondente ao material tomado como padrão, ao qual se dá o índice 100% I.U. = vc 20 (mat. Ensaiado) vc 20 (padrão) O material padrão mais utilizado quando se trata de ensaios de aços é o aço AISI B
27 Outros ensaios, chamados de curta duração: Usando além do critério de vida da ferramenta, outros critérios tais como a força de usinagem, o acabamento superficial, etc.. São chamados de curta duração, porque são utilizadas condições forçadas de usinagem e/ou materiais de ferramentas pouco resistentes ao desgaste, a fim de que a vida da ferramenta termine rapidamente e o ensaio possa ser realizado em curto espaço de tempo. 27
28 Vantagens dos ensaios de curta duração: Quando o critério é a força de usinagem ou a rugosidade da peça, o ensaio é de curta duração, pois com somente algumas passadas da ferramenta na peça, pode-se obter os valores desejados, não se necessitando que o desgaste cresça até o fim da vida da ferramenta. 28
29 9.2 A Usinabilidade e as Propriedades do Material É comum se pensar que a usinabilidade é uma propriedade ligada à dureza do material da peça e à sua resistência mecânica. Assim, segundo esse raciocínio, um material mole é de boa usinabilidade e um material duro de baixa usinabilidade. Porém, esse raciocínio é falso. 29
30 Embora a dureza e a resistência mecânica sejam fatores importantes de influência na usinabilidade do material Outros fatores também são bastante importantes, como a quantidade de inclusões e de aditivos para melhorar a usinabilidade, a quantidade de partículas duras, a micro-estrutura, a tendência ao empastamento do cavaco do material na superfície de saída da ferramenta, etc.. 30
31 Por exemplo, pode-se ter um aço inoxidável tipo AISI 303 (que possui sulfetos de manganês para melhorar sua usinabilidade) com dureza idêntica ao tipo AISI 316. Porém, a usinabilidade do primeiro é muito maior do o segundo. 31
32 Como as propriedades dos materiais podem influenciar na usinabilidade? 32
33 Dureza e Resistência Mecânica Valores baixos de dureza e resistência mecânica normalmente favorecem a usinabilidade. Quando porém se tem materiais muito dúcteis a baixa dureza pode causar problemas, pois facilita a formação de aresta postiça de corte. Nestes casos, é bom que a dureza seja aumentada através de trabalho a frio. 33
34 Ductilidade Baixos valores de ductilidade são geralmente benéficos a usinabilidade. A formação de cavacos curtos é facilitada e se tem menor perda de energia com o atrito cavaco-superfície de saída da ferramenta. Porem, em geral, consegue-se baixa ductilidade com alta dureza e vice-versa. 34
35 Condutividade Térmica Uma alta condutividade térmica do material da peça significa que o calor gerado pelo processo é rapidamente retirado da região de corte e, assim. a ferramenta não é excessivamente aquecida e, portanto, não se desgasta tão rapidamente. Então, uma alta condutividade térmica favorece a usinabilidade do material. 35
36 Condutividade térmica Porém, esta propriedade não pode ser facilmente alterada dentro de um determinado grupo de materiais, isto é, todos os aços sem liga tem condutividade térmica similares, o mesmo acontecendo entre os aços ligados, aços inoxidáveis, alumínios, ferros fundidos, etc. 36
37 Dentre os tipos de materiais mais usinados, os que tem maior condutividade térmica são os alumínios, seguidos pelos aços sem liga, vindo depois os aços ligados e os aços inoxidáveis. 37
38 Taxa de Encruamento Os Aços inoxidáveis austeníticos são materiais que possuem alta taxa de encruamento, requer muita energia para a formação do cavaco ( baixa usinabilidade). Com isso, o corte acarretará um aumento de dureza numa fina camada da superfície usinada. Também devido à alta de encruamento, a formação da aresta postiça de corte fica facilitada. Os aços carbonos são materiais que possuem baixas taxas de encruamento (alta usinabilidade). 38
39 Como usinar com eficiência materiais com alta taxa de encruamento? Usar ferramenta com aresta de afiada e ângulo de saída bem positivo, a fim de que a deformação causada no cavaco seja pequena. Nestes materiais, um encruamento anterior à usinagem, através de trabalho a frio, pode ser vantajoso, pois diminui a ductilidade do material e, reduz a possibilidade de formação de aresta postiça de corte. 39
40 9.3- fatores Metalúgicos que Afetam a Usinabilidade das Ligas de Alumínio O alumínio em geral pode ser facilmente usinado. A energia consumida por unidade de volume do metal é muito baixa. Apenas o magnésio e sua ligas podem ser usinadas com a mesma taxa de energia consumida e o desgaste da ferramenta raramente é um problema. 40
41 Exceção feita As ligas de alumínio-silício, onde as partículas de silício presentes são altamente abrasivas e desgastam rapidamente a ferramenta de metal duro. 41
42 As temperaturas de usinagem são geralmente baixas e altas velocidades de corte podem ser usadas. Com relação porém aos critérios de usinabilidade baseados na rugosidade da peça e na característica do cavaco, não se pode dizer que o alumínio tenha uma boa usinabilidade, pois, o cavaco formado é longo e o acabamento superficial insatisfatório. 42
43 solução Porém, bons acabamentos superficiais podem ser obtidos se a velocidade de corte for suficientemente alta e a geometria da ferramenta for adequada. 43
44 Usinagem do alumínio A usinagem do alumínio pode ser afetada pelos elementos de liga, impurezas, processos de fundição e tratamentos aplicados ao metal. As propriedades mecânicas e térmicas do alumínio são fatores decisivos na usinagem de sua ligas. 44
45 Propriedade física Módulo de elasticidade (MPa) Alumínio Aço O alumínio apresenta um módulo de elasticidade de 1/3 do módulo de elasticidade do aço. Isto significa que, sob a mesma força de corte, o alumínio se deforma três vezes mais que o aço. 45
46 Baixo módulo de elasticidade Este fato tem conseqüências negativas na obtenção de boas superfícies usinadas e pode gerar deformações indesejadas da peça. Devido a isto também, não se deve utilizar esforços exagerados na fixação da peça. 46
47 Embora algumas ligas de alumínio apresentem um limite de resistência equivalente ao aço de baixo carbono, em temperatura ambiente, em temperaturas elevadas essa resistência é bastante reduzida 47
48 Este fato favorece a usinagem destas ligas, já que a elevação da temperatura é inerente ao processo de usinagem e, as ligas de alumínio, por possuírem alta condutividade térmica, atraem para a peça boa parte do calor gerado. Assim, as forças de corte necessárias para a usinagem das ligas de alumínio são bem baixas, quando comparadas com as forças relativas aos aços. 48
49 A alta condutividade térmica do alumínio favorece a usinabilidade mas é necessário que a dureza da liga seja maior que 80 HB para reduzir a tendência à formação da aresta postiça de corte. O coeficiente de dilatação térmica do alumínio, por ser maior que o aço e do latão, pode gerar dificuldades de obtenção de tolerâncias apertadas. 49
50 Para se evitar a aparição da aresta postiça de corte e garantir um cisalhamento perfeito do cavaco, as ferramentas para corte de alumínio possuem aresta afiada ( sem raio na aresta) com ângulos bastante positivo. 50
51 A figura 9.1 mostra a geometria típica de uma pastilha de torneamento para usinagem de ligas de alumínio Ferramenta com aresta afiada e ângulos positivos 51
52 FERRAMENTAS DE METAL DURO UTILIZADAS NA USINAGEM DO ALUMÍNIO O material de ferramenta típico para usinagem de ligas de alumínio (com exceção das ligas de alumínio-silício) é o metal duro classe K sem cobertura. A classe K é recomendada pois as temperaturas de corte são baixas e, por isso, a formação do desgaste de cratera via processo difuso não é um problema. 52
53 Por outro lado, metais duros a base de carboneto de titânio (classe P) são inadequados para a usinagem de alumínio, devido à grande afinidade físico-química entre o alumínio e o titânio. 53
54 08/06/



55 Seleção: Metal Duro Principais fatores que afetam a escolha da pastilha: Material da peça Operação Condição de usinagem
56 A ferramenta é sem cobertura pois não se necessita grande resistência ao desgaste e, por outro lado, requer-se uma aresta bastante afiada, o que não é fácil de ser obtido com espessas camadas de cobertura sobre a ferramenta. Além disso, como já foi observado, coberturas com titânio não poderiam ser utilizadas. 56
57 A tabela 9.1 mostra alguns elementos utilizados na formação de ligas de alumínio e sua respectivas influências na usinabilidade da liga 57
58 Tabela 9.1 Elementos de Liga e suas Influências na Usinabilidade do Alumínio Elementos de Liga Sn, Be e Pb Fe, Mn, Cr e Ni Mg Si Cu Zn Influência na Usinabilidade Atuam como lubrificantes e como fragilizadores do cavaco. Combinam entre si ou com o alumínio e/ou para formarem partículas duras, que favorecem a quebra do cavaco e que, em grande quantidade, tem efeito abrasivo sobre a ferramenta. Em teores pequenos (cerca de 0,3%) aumenta a dureza do cavaco e diminui o coeficiente de atrito entre cavaco e ferramenta. Aumenta a abrasividade da peça a vida da ferramenta diminui com o aumento do tamanho da fase primária do silício. Forma o intermetálico CuAl, que fragiliza o cavaco Não exerce influência na usinabilidade. 58
59 Ferramenta de diamante As ligas eutéticas e hiper-eutéticas de alumíniosilício geram altas taxas de desgaste de flanco. Ferramentas de diamante policristalino tem sido usadas com sucesso sem um desgaste excessivo, que geralmente acontece quando elas são usinadas com ferramentas de metal duro. 59
60 Ferramenta de diamante A usinagem de ligas de alumínio com ferramenta de diamante é realizada com alta velocidade de corte (100 a 3000m/min), com valores limitados pela máquina-ferramenta e não pelo desgaste. Além disso, o acabamento obtido é no torneamento é com rugosidade equivalente a retífica. 60


61 Diamante Policristalino Diamante - Material sintético obtido em condições de extrema pressão e temperatura; - Propriedades semelhante ao encontrado no diamante natural, porém mais homogênio; - São usados na usinagem de materiais não ferrosos e sintéticos; - Ocorre grafitização para uma determinada condição de corte.
62 9.4 Fatores Metalúrgicos que afetam a Usinabilidade dos Aços Primeiro fator metalúrgico a dureza. Aços de baixo carbono com baixa dureza e alta ductilidade tem tendência à formação da aresta postiça de corte, com conseqüente redução da vida da ferramenta e deterioração do acabamento superficial. 62
63 Cont. Fatores Metalúrgicos que afetam a Usinabilidade dos Aços Uma maior percentagem de carbono melhora a usinabilidade devido ao aumento da dureza e diminuição da ductilidade. Em termos da influência da dureza do aço na usinabilidade, pode-se dizer que 200 HB é o valor médio. A medida que se diminui a dureza abaixo esse valor, a tendência à formação d aresta postiça de corte aumenta. 63
64 Cont. Fatores Metalúrgicos que afetam a Usinabilidade dos Aços Quando se aumenta a dureza acima deste valor, o desgaste da ferramenta via abrasão e difusão passa a ser um fator que afeta negativamente a usibilidade do material. Uma boa medida para promover o aumento da dureza e diminuição da ductilidade de aços de baixo carbono (dureza menor que 200 HB) é promover seu encruamento via trabalho a frio. 64
65 A figura 9.2 mostra a comparação em termos de vida da ferramenta para um aço ABNT 1016 (baixo carbono) em diversas operações de usinagem 65
66 A vida da ferramenta aumentou em todos os casos após a trefilação a frio das barras deste aço, operação que causou o acréscimo de dureza das peças de cerca de 125 HB para 180 HB 66
67 Um segundo fator metalúrgico que afeta a usinabilidade dos aços é a microestrutura A figura 9.3 mostra alguns exemplos de como a variação da microestrutura, via mudança de fase ocasionada por tratamento térmico, afeta a usinabilidade. 67
68 Pode-se ver na figura 9.3 A que a estrutura martensítica é muito dura e resistente e gera uma vida muito baixa da ferramenta de metal duro. 68
69 Como foi visto no capítulo 5, aços com estruturas abrasivas somente podem ser usinadas com eficiência via processos abrasivos ou utilizando-se de materiais para ferramentas ultra-resistentes, como o cerâmico e o nitreto cúbico de boro. 69

70 Nitreto de Boro Cúbico Cristalino (CBN) Material relativamente jovem, introduzido nos anos 50 e mais largamente nos anos 80, devido a exigência de alta estabilidade e potência da máquina-ferramenta. Característica: - São mais estáveis que o diamante, especialmente contra a oxidação; - Dureza maior que a do diamante; - Alta resistência à quente; - Excelente resistência ao desgaste; - Relativamente quebradiço; - Alto custo; - Excelente qualidade superficial da peça usinada; - Envolve elevada força de corte devido a necessidade de geometria de corte negativa, alta fricção durante a usinagem e resistência oferecida pelo material da peça.
; - Materiais duros (98HRC).")
71 Nitreto de Boro Cúbico Cristalino (CBN) Aplicação: - Usinagem de aços duros; - Usinagem de desbaste e de acabamento; - Cortes severos e interrompidos; - Peças fundidas e forjadas; - Peças de ferro fundido coquilhado; - Usinagem de aços forjados - Componentes com superfície endurecida; - Ligas de alta resistência a quente(heat resistant alloys); - Materiais duros (98HRC). Se o componente for macio (soft), maior será o desgaste da ferramenta.
72 Nitreto de Boro Cúbico Cristalino (CBN) Fabricação - Os cristais de boro cúbico são ligados por cerâmica ou ligante metálico, através de altas pressões e temperatura. - As partículas orientadas a esmo, conferem uma densa estrutura policristalina similar a do diamante sintético. - As propriedades do CBN podem ser alteradas através do tamanho do grão, teor e tipo de ligante. Ligante - CBN fabricados com ligantes de cerâmica possui melhor estabilidade química e resistência ao desgaste; - CBN sobre substrato de metal duro, oferecem melhor resistência ao choque.
73 Nitreto de Boro Cúbico Cristalino (CBN) Recomendações - Alta velocidade de corte e baixa taxa de avanço (low feed rates); - Usinagem a seco para evitar choque térmico. Nomes comerciais - Amborite; - Sumiboron; - Borazon.
74 Já a figura 9.3.B mostra que, quando se passa de uma liga com 10% de ferrita e 90% de perlita para uma liga com 35% de ferrita e 65% de perlita, a vida da ferramenta cresce substancialmente, apesar da dureza da peça ter decrescido somente de 6% 74
75 Isto acontece devido ao fato de que, quando se diminui o teor de perlita, diminui-se também o teor de cementita. 75
76 Terceiro fator metalúrgico: a presença de inclusões Macro-inclusões (diâmetro > 150 mm). Muito duras e abrasivas aços de baixa qualidade muitas vezes responsáveis pela quebra súbita da ferramenta de usinagem 76
77 As micro-inclusões estão sempre presentes nos aços. O efeito delas na usinabilidade dos aços pode ser dividido em: Inclusões indesejáveis são partículas duras e abrasivas como carbonetos e óxidos de alumínio. 77
78 Inclusões que não causam muito dano à usinabilidade são os óxidos de manganês e de ferro. A deformabilidade deles é maior que a do grupo anterior e elas conseguem fazer parte do fluxo do cavaco. 78
79 Inclusões desejáveis em velocidades de corte altas são os silicatos (Si). A razão para isso é que os silicatos em altas temperaturas perdem muito a sua dureza. 79
80 Último fator metalúrgico : a presença de elementos de liga Alguns elementos de liga tem efeito positivo na usinabilidade, como o chumbo, o enxofre e o fósforo, que geralmente estão presentes em aços de usinabilidade melhorada. Por outro lado, elementos formadores de carbonetos, como o vanádio, o molibdênio, o nióbio e o tungstênio, tem efeito negativo na usinabilidade. 80
81 Efeito do carbono O carbono em teores de 0,3 a 0,6% tende a melhorar a usinabilidade. Com teores menores que estes, o material fica muito dúctil e com dureza muito baixa, causando à formação da aresta postiça de corte e a dificuldade da quebra do cavaco. Com teores maiores que 0,6% de carbono, o material se torna muito duro e abrasivo, desgastando muito rapidamente a ferramenta. 81
82 Aços de Usinabilidade Melhorada ( ou de Usinagem Fácil) A) Tipos com inclusões não Metálicas. Essas inclusões são de sulfeto de manganês e de ferro (principalmente o primeiro), os quais são insolúveis no aço (aço ressulfurado). As inclusões de MnS atuam como lubrificante, impedindo que o cavaco adira à ferramenta e destrua a sua aresta cortante, além de melhorar a qualidade superficial da peça. A velocidade de corte pode ser até duplicada em relação à utilizada em aços não ressulfurados. 82
83 A tabela 9.2 mostra a composição química de alguns aços Ressulfurados. 83
84 B) Tipos com Introdução de Chumbo A maioria dos aços da série 10XX e 11XX pode ser encontrada com adição de chumbo, em teores de 0,15 a 0,35%. Com a introdução de chumbo, a produção de peças de responsabilidade como bombas (aço SAE 41L50), pistões (aço SAE 11L26), aparelho domésticos (aço SAE 86L20), aumentou em até 100%. O L no meio dos números significa que o aço contém chumbo ou lead em inglês. 84
85 9.4.2 Aços Inoxidáveis Aços Inoxidáveis são ligas ferrosas que possuem um mínimo de de 12% de cromo com finalidade de resistir a corrosão. Os aços inoxidáveis são divididos em 3 classes, de acordo com sua estrutura: Ferríticos, martensíticos (série 400) e Austeníticos (série 300). 85
86 Características de usinagem que variam para cada tipo de aço Os aços austeníticos formam cavacos longos que tem tendência a empastar sobre a superfície de saída da ferramenta (tem alta taxa de encruamento e grande zona plástica), podendo resultar na formação da aresta postiça de corte. 86
87 Características de usinagem que variam para cada tipo de aço Os aço inoxidáveis martensíticos com altos teores de carbono são difíceis de usinar devido à alta dureza, que exige um maior esforço de corte devido à presença de partículas duras e abrasivas de carboneto de cromo. 87
88 Pode-se considerar os aços austeníticos como aqueles que apresentam a maior dificuldade para serem usinados, devido aos fatores citados acima. Outras características que dificultam a usinagem destes aços são: 88
89 Baixa condutividade térmica que dificulta a extração do calor da região de corte, o que facilita o desgaste da ferramenta; Alto coeficiente de atrito, que tem como conseqüência, o aumento do esforço e do calor gerado; Alto coeficiente de dilatação térmica, o que torna difícil a manutenção de tolerâncias apertadas. 89
90 Procedimentos para combater o encruamento do material no processo de usinagem: Adicionar elementos de liga que formam inclusões frágeis, reduzindo a ductilidade e promovendo a quebra do cavaco. O sulfeto de manganês (MnS) é freqüentemente utilizada para melhorar a usinabilidade destes aços. O aço ABNT 303, por exemplo, é um aço com usinabilidade melhorada por conter alto teor de sulfeto de manganês. 90
91 Cont. Procedimentos para combater o encruamento do material no processo de usinagem: Um outro procedimento é empregar o aço austenítico levemente encruado por trefilação ou por algum outro processo de deformação a frio anterior à usinagem. 91
92 A figura 9.4 mostra um diagrama com indicações gerais sobre as velocidades de corte e os avanços para o torneamento de aços inoxidáveis com inserto de metal duro 92
93 Região A alta taxa de desgaste de cratera, devido ao processo difusivo causado pela alta temperatura gerada (alta velocidade de corte). Região B deformação plástica da ferramenta (alto avanço) Região C empastamento do cavaco ( Vel. devcorte baixa) Região D alguma def. plástica da ferramenta. Região E algum desgaste de cratera. 93
94 9.5 Fatores Metalúrgicos que Afetam a Usinabilidade dos Ferros Fundidos Ferros Fundidos são ligas de ferro-carbono com percentagem de carbono entre 2 e 4%, contendo ainda outros elementos de liga como o silício, o manganês, o fósforo e o enxofre, além do níquel, cromo, molibdênio e cobre. Suas principais propriedades são a boa rigidez, resistência à compressão e baixo ponto de fusão, o que possibilita a utilização da fundição como processo de fabricação. 94
95 O carbono está presente nestas ligas como carboneto (cementita) e como carbono livre (grafite). O teor de cada uma destas formas depende parcialmente da quantidade de outros elementos de liga. Um ferro fundido com alto teor de silício apresentará muito carbono livre e quase nenhuma cementita ( o silício é um poderoso grafitizante) 95
96 Tipos de Ferros Fundidos: Ferro Fundido Cinzento -alto silício, entre 1 a 3%, grafita em forma de lamelas. Ferro Fundido Branco baixo silício, muita cementita e pouca grafita, é duro e frágil. Ferro Fundido Maleável tratamento térmico transforma o ferro fundido branco em maléavel, dúctil e resistente. Grafite em forma de nódulos. Ferro Fundido Nodular inoculação. Grafite esferoidal. A resistência mecânica, a tenacidade e a ductilidade aumentam consideravelmente. 96
97 Cinzento Maleável Nodular Branco A figura 9.5 mostra uma comparação entre estes tipos de ferros fundidos com respeito à usinabilidade 97
98 O ferro fundido branco (cheio de carbonetos duros e abrasivos) tem uma usinabilidade da ordem de 10 vezes menor que o cinzento. O ferro fundido cinzento forma cavacos de ruptura, enquanto os maleáveis e nodulares formam cavacos longos. 98
99 Na usinagem de ferros fundidos cinzentos não se utiliza fluído de corte líquidos, pois este poderia carregar os minúsculos cavacos formados consigo e fazê-los penetrar nas partes de atrito da máquinaferramenta, danificando-a. 99
100 Com isso, se torna difícil a obtenção de tolerâncias apertadas, devido ao fato de que a peça se aquece bastante e, com isso, se dilata muito. A opção para operações de usinagem em acabamento de ferros fundidos cinzentos é a utilização de ar comprimido como fluido refrigerante. 100
101 Além da influência do silício na usinabilidade via formação de ferro fundido cinzento, outros elementos de liga também influem na usinabilidade dos ferros fundidos. A influência destes pode ser dividida em 2 tipos: 1. Os formadores de carbonetos (cromo, cobalto, manganês, molibdênio e vanàdio) que prejudicam a usinabilidade. 101
102 Continuação: 2. Os grafitizantes (silício, níquel, alumínio e cobre) que auxiliam a usinabilidade. O enxofre de manganês também é utilizado nos ferros fundidos para melhorar a usinabilidade 102
103 Para concluir, em termos gerais pode ser dito que quanto maior a dureza e a resistência de um tipo de ferro fundido pior é sua usinabilidade. THE END 103
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
FERROS FUNDIDOS. Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões
 FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
Materiais para Ferramenta de Corte. Prof. João Paulo Barbosa, M.Sc.
 Materiais para Ferramenta de Corte Prof. João Paulo Barbosa, M.Sc. Materiais para ferramentas de cortes Nas operações mais comuns, utiliza como ferramenta um material mais duro que o da peça. Por outro
Materiais para Ferramenta de Corte Prof. João Paulo Barbosa, M.Sc. Materiais para ferramentas de cortes Nas operações mais comuns, utiliza como ferramenta um material mais duro que o da peça. Por outro
O irmão do aço. Obtendo o ferro fundido
 O irmão do aço Na segunda aula deste módulo, quando nós estudamos a classificação dos materiais, você aprendeu que eles são divididos em dois grupos: os materiais ferrosos e os materiais não-ferrosos.
O irmão do aço Na segunda aula deste módulo, quando nós estudamos a classificação dos materiais, você aprendeu que eles são divididos em dois grupos: os materiais ferrosos e os materiais não-ferrosos.
Tratamentos Térmicos 032905
 Tratamentos Térmicos 032905 Prof. José Eduardo Spinelli Técnico: Rover Belo Instável Transformação Normal + Fe 3 C TÊMPERA Transição REVENIDO Programa Analítico 1) Fornos e atmosferas, medidas e controle
Tratamentos Térmicos 032905 Prof. José Eduardo Spinelli Técnico: Rover Belo Instável Transformação Normal + Fe 3 C TÊMPERA Transição REVENIDO Programa Analítico 1) Fornos e atmosferas, medidas e controle
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Aula Teórica 21. Materiais em Engenharia. Metais ferrosos. Arlindo Silva Ano Lectivo 2011/2012
 Aula Teórica 21 Metais ferrosos Arlindo Silva Ano Lectivo 2011/2012 As imagens constantes nestas transparências foram retiradas maioritariamente da bibliografia recomendada MATERIAIS METÁLICOS FERROSOS
Aula Teórica 21 Metais ferrosos Arlindo Silva Ano Lectivo 2011/2012 As imagens constantes nestas transparências foram retiradas maioritariamente da bibliografia recomendada MATERIAIS METÁLICOS FERROSOS
Diagramas de Fases. Rui Vilar Professor Catedrático
 Diagramas de Fases Rui Vilar Professor Catedrático 1 Definições Fase: porção de matéria física e quimicamente homogénea, com composição e estrutura cristalina próprias. As diversas fases de um sistema
Diagramas de Fases Rui Vilar Professor Catedrático 1 Definições Fase: porção de matéria física e quimicamente homogénea, com composição e estrutura cristalina próprias. As diversas fases de um sistema
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
FORMAÇÃO DA MICROESTRUTURA DOS FERROS FUNDIDOS. diagrama de fases sequência de transformações
 FORMAÇÃO DA MICROESTRUTURA DOS FERROS FUNDIDOS diagrama de fases sequência de transformações Composições Químicas Básicas % carbono : 2,7 a 3,8% % silício : 1,5 a 2,6 % carbono equivalente: %Si=1/3 %C
FORMAÇÃO DA MICROESTRUTURA DOS FERROS FUNDIDOS diagrama de fases sequência de transformações Composições Químicas Básicas % carbono : 2,7 a 3,8% % silício : 1,5 a 2,6 % carbono equivalente: %Si=1/3 %C
Materiais / Materiais I. Guia para Trabalho Laboratorial
 Materiais / Materiais I Guia para Trabalho Laboratorial ENSAIO DE DUREZA 1. Introdução A dureza de um material é uma propriedade mecânica que mede a resistência à deformação plástica (permanente). A dureza
Materiais / Materiais I Guia para Trabalho Laboratorial ENSAIO DE DUREZA 1. Introdução A dureza de um material é uma propriedade mecânica que mede a resistência à deformação plástica (permanente). A dureza
Especificações Técnicas
 Especificações Técnicas TABELA DE ESCOLHA DO TIPO DE FRESA TIPO DE FRESA MATERIAL A SER CORTADO Com geometria de corte N aço com resistência até 80 kg/mm² aço beneficiado até 100 kg/mm² ferro fundido até
Especificações Técnicas TABELA DE ESCOLHA DO TIPO DE FRESA TIPO DE FRESA MATERIAL A SER CORTADO Com geometria de corte N aço com resistência até 80 kg/mm² aço beneficiado até 100 kg/mm² ferro fundido até
Catálogo 2016/2017. RÖNTGEN Mais de 100 anos de experiência em melhoria de qualidade - inigualável! WWW.ROENTGEN-SAW.COM
 Catálogo 2016/2017 RÖNTGEN Mais de 100 anos de experiência em melhoria de qualidade - WWW.ROENTGEN-SAW.COM inigualável! CONTEÚDO A COMPANHIA MAIS DE 100 ANOS DE EXPERIÊNCIA 04 TECNOLOGIA DENTIÇÃO 06 TRAVAMENTOS
Catálogo 2016/2017 RÖNTGEN Mais de 100 anos de experiência em melhoria de qualidade - WWW.ROENTGEN-SAW.COM inigualável! CONTEÚDO A COMPANHIA MAIS DE 100 ANOS DE EXPERIÊNCIA 04 TECNOLOGIA DENTIÇÃO 06 TRAVAMENTOS
Tecnologia Pneumática. 1) Incremento da produção com investimento relativamente pequeno.
 Incremento da produção com investimento relativamente pequeno.") Tecnologia Pneumática Vantagens: 1) Incremento da produção com investimento relativamente pequeno. 2) Redução dos custos operacionais. A rapidez nos movimentos pneumáticos e a libertação do operário (homem)
Tecnologia Pneumática Vantagens: 1) Incremento da produção com investimento relativamente pequeno. 2) Redução dos custos operacionais. A rapidez nos movimentos pneumáticos e a libertação do operário (homem)
Materiais para fabricação de ferramentas. Conseqüência dos esforços sobre a Ferramenta
 Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
CONHECIMENTOS ESPECÍFICOS» CONTROLE E PROCESSOS INDUSTRIAIS (Perfil 08) «
 «") CONHECIMENTOS ESPECÍFICOS» CONTROLE E PROCESSOS INDUSTRIAIS (Perfil 08) «21. A grafia incorreta do resultado da medição propicia problemas de legibilidade, informações desnecessárias e sem sentido. Considerando
CONHECIMENTOS ESPECÍFICOS» CONTROLE E PROCESSOS INDUSTRIAIS (Perfil 08) «21. A grafia incorreta do resultado da medição propicia problemas de legibilidade, informações desnecessárias e sem sentido. Considerando
Dureza Rockwell. No início do século XX houve muitos progressos. Nossa aula. Em que consiste o ensaio Rockwell. no campo da determinação da dureza.
 A UU L AL A Dureza Rockwell No início do século XX houve muitos progressos no campo da determinação da dureza. Introdução Em 1922, Rockwell desenvolveu um método de ensaio de dureza que utilizava um sistema
A UU L AL A Dureza Rockwell No início do século XX houve muitos progressos no campo da determinação da dureza. Introdução Em 1922, Rockwell desenvolveu um método de ensaio de dureza que utilizava um sistema
COMPORTAMENTO E PROPRIEDADES DOS MATERIAIS
 Capítulo 4 COMPORTAMENTO E PROPRIEDADES DOS MATERIAIS PROPRIEDADES FÍSICAS DENSIDADE APARENTE E DENSIDADE REAL A DENSIDADE APARENTE é a relação entre a massa do material e o volume total (incluindo o volume
Capítulo 4 COMPORTAMENTO E PROPRIEDADES DOS MATERIAIS PROPRIEDADES FÍSICAS DENSIDADE APARENTE E DENSIDADE REAL A DENSIDADE APARENTE é a relação entre a massa do material e o volume total (incluindo o volume
Principais elementos de liga. Cr Ni V Mo W Co B Cu Mn, Si, P e S (residuais)
") Aços Ligas Aços ligas A introdução de outros elementos de liga nos aços-carbono é feita quando se deseja um ou diversos dos seguintes efeitos: Aumentar a resistência mecânica e dureza. Conferir resistência
Aços Ligas Aços ligas A introdução de outros elementos de liga nos aços-carbono é feita quando se deseja um ou diversos dos seguintes efeitos: Aumentar a resistência mecânica e dureza. Conferir resistência
Tratamentos térmicos dos aços
 Tratamentos térmicos dos aços Recozimento Aquecimento a Trec., seguido de arrefecimento lento Rec. relaxação de tensões Rec. esferoizidação Rec. completo Normalização Rec. após deformação plástica Têmpera
Tratamentos térmicos dos aços Recozimento Aquecimento a Trec., seguido de arrefecimento lento Rec. relaxação de tensões Rec. esferoizidação Rec. completo Normalização Rec. após deformação plástica Têmpera
Processos de Fabricação Mecânica
 Processos de Fabricação Mecânica Bibliografia básica: DINIZ, Anselmo Eduardo; MARCONDES, Francisco C. e COPPINI, Nivaldo L Tecnologia da Usinagem dos Materiais, Editora Artliber. FERRARESI, D.- Fundamentos
Processos de Fabricação Mecânica Bibliografia básica: DINIZ, Anselmo Eduardo; MARCONDES, Francisco C. e COPPINI, Nivaldo L Tecnologia da Usinagem dos Materiais, Editora Artliber. FERRARESI, D.- Fundamentos
Aula 4-Movimentos,Grandezas e Processos
 Movimentos de Corte Os movimentos entre ferramenta e peça durante a usinagem são aqueles que permitem a ocorrência do processo de usinagem.convencionalmente se supõe a peça parada e todo o movimento sendo
Movimentos de Corte Os movimentos entre ferramenta e peça durante a usinagem são aqueles que permitem a ocorrência do processo de usinagem.convencionalmente se supõe a peça parada e todo o movimento sendo
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
Recozimento recuperação) Tratamento Térmico (Amolecimento, Normalização (Resfriamento ao ar) Tempera (Endurecimento) homogeneização, Revenido (alívio
 Tratamento Térmico (Amolecimento, Normalização (Resfriamento ao ar) Tempera (Endurecimento) homogeneização, Revenido (alívio") É o conjunto de operações de aquecimento e resfriamento que são submetidos os aços sob condições controladas de temperatura, tempo, atmosfera e velocidade de esfriamento. Objetivos dos tratamentos térmicos.
É o conjunto de operações de aquecimento e resfriamento que são submetidos os aços sob condições controladas de temperatura, tempo, atmosfera e velocidade de esfriamento. Objetivos dos tratamentos térmicos.
Propriedades Térmicas. DEMEC TM229 Prof. Adriano Scheid Callister Cap. 19
 DEMEC TM229 Prof. Adriano Scheid Callister Cap. 19 Entende-se como propriedade térmica como a resposta de um material à aplicação de calor. À medida que um sólido absorve energia na forma de calor, a sua
DEMEC TM229 Prof. Adriano Scheid Callister Cap. 19 Entende-se como propriedade térmica como a resposta de um material à aplicação de calor. À medida que um sólido absorve energia na forma de calor, a sua
Coleções. manual de montagem. Kit com 3 Nichos. ou... tempo 20 minutos. montagem 2 pessoas. ferramenta martelo de borracha. ferramenta chave philips
 manual de montagem montagem 2 pessoas Coleções ferramenta martelo de borracha Kit com 3 Nichos ferramenta chave philips tempo 30 minutos ou... ferramenta parafusadeira tempo 20 minutos DICAS DE CONSERVAÇÃO
manual de montagem montagem 2 pessoas Coleções ferramenta martelo de borracha Kit com 3 Nichos ferramenta chave philips tempo 30 minutos ou... ferramenta parafusadeira tempo 20 minutos DICAS DE CONSERVAÇÃO
QUÍMICA (2ºBimestre 1ºano)
") QUÍMICA (2ºBimestre 1ºano) TABELA PERIÓDICA ATUAL Exemplo: Se o K (potássio) encontra-se no 4º período ele possui 4 camadas. Nº atômico = Z 19 K-2; L-8, M-8; N-1 Propriedades gerais dos elementos Metais:
QUÍMICA (2ºBimestre 1ºano) TABELA PERIÓDICA ATUAL Exemplo: Se o K (potássio) encontra-se no 4º período ele possui 4 camadas. Nº atômico = Z 19 K-2; L-8, M-8; N-1 Propriedades gerais dos elementos Metais:
PROVA ESPECÍFICA Cargo 02
 18 PROVA ESPECÍFICA Cargo 02 QUESTÃO 41 As afirmativas a seguir tratam das características de alguns dos tratamentos térmicos aplicados aos aços. Verifique quais são verdadeiras (V) ou falsas (F) e marque
18 PROVA ESPECÍFICA Cargo 02 QUESTÃO 41 As afirmativas a seguir tratam das características de alguns dos tratamentos térmicos aplicados aos aços. Verifique quais são verdadeiras (V) ou falsas (F) e marque
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Além de fazer uma ótima escolha, você ainda está ajudando a natureza e garantindo a preservação do meio ambiente.
 Obrigado por adquirir um produto Meu Móvel de Madeira. Agora, você tem em suas mãos um produto de alta qualidade, produzido com matérias-primas derivadas de floresta plantada. Além de fazer uma ótima escolha,
Obrigado por adquirir um produto Meu Móvel de Madeira. Agora, você tem em suas mãos um produto de alta qualidade, produzido com matérias-primas derivadas de floresta plantada. Além de fazer uma ótima escolha,
ENSAIO DE DUREZA EM-641
 ENSAIO DE DUREZA DEFINIÇÃO: Dureza é a resistência à deformação permanente Aplicação de uma carga na superfície da peça com um penetrador padronizado Características da marca de impressão (área ou profundidade)
ENSAIO DE DUREZA DEFINIÇÃO: Dureza é a resistência à deformação permanente Aplicação de uma carga na superfície da peça com um penetrador padronizado Características da marca de impressão (área ou profundidade)
Aço é uma liga metálica composta principalmente de ferro e de pequenas quantidades de carbono (em torno de 0,002% até 2%).
.") ESTRUTURAS DE CONCRETO CAPÍTULO 3 Libânio M. Pinheiro, Cassiane D. Muzardo, Sandro P. Santos. 31 de março, 2003. AÇOS PARA ARMADURAS 3.1 DEFINIÇÃO E IMPORTÂNCIA Aço é uma liga metálica composta principalmente
ESTRUTURAS DE CONCRETO CAPÍTULO 3 Libânio M. Pinheiro, Cassiane D. Muzardo, Sandro P. Santos. 31 de março, 2003. AÇOS PARA ARMADURAS 3.1 DEFINIÇÃO E IMPORTÂNCIA Aço é uma liga metálica composta principalmente
Disciplina CIÊNCIA DOS MATERIAIS A. Marinho Jr. Materiais polifásicos - Processamentos térmicos
 Tópico 7E Materiais polifásicos - Processamentos térmicos Introdução Já vimos que a deformação plástica de um metal decorre da movimentação interna de discordâncias, fazendo com que planos cristalinos
Tópico 7E Materiais polifásicos - Processamentos térmicos Introdução Já vimos que a deformação plástica de um metal decorre da movimentação interna de discordâncias, fazendo com que planos cristalinos
TORNEAMENTO DE FERRO FUNDIDO CINZENTO COM FERRAMENTAS CERÂMICAS À BASE DE NITRETO DE SILÍCIO PRODUZIDAS POR SINTERIZAÇÃO NORMAL
 28 de junho a 1º de julho de 2004 Curitiba-PR 1 TORNEAMENTO DE FERRO FUNDIDO CINZENTO COM FERRAMENTAS CERÂMICAS À BASE DE NITRETO DE SILÍCIO PRODUZIDAS POR SINTERIZAÇÃO NORMAL M. A. Lanna, A. M. Abrão,
28 de junho a 1º de julho de 2004 Curitiba-PR 1 TORNEAMENTO DE FERRO FUNDIDO CINZENTO COM FERRAMENTAS CERÂMICAS À BASE DE NITRETO DE SILÍCIO PRODUZIDAS POR SINTERIZAÇÃO NORMAL M. A. Lanna, A. M. Abrão,
1 ESTRUTURAS DE CONCRETO ARMANDO 1.1 INTRODUÇÃO
 1 ESTRUTURAS DE CONCRETO ARMANDO 1.1 INTRODUÇÃO Estrutura de concreto armado é a denominação de estruturas compostas de concreto, cimento + água + agregados (e às vezes + aditivos) com barras de aço no
1 ESTRUTURAS DE CONCRETO ARMANDO 1.1 INTRODUÇÃO Estrutura de concreto armado é a denominação de estruturas compostas de concreto, cimento + água + agregados (e às vezes + aditivos) com barras de aço no
Silent Tools. Alavancando sua produtividade com tranquilidade
 Silent Tools Alavancando sua produtividade com tranquilidade Aproveite o silêncio Há muito tempo, Silent Tools tem sido a marca de uma família de porta-ferramentas para torneamento, fresamento, mandrilamento
Silent Tools Alavancando sua produtividade com tranquilidade Aproveite o silêncio Há muito tempo, Silent Tools tem sido a marca de uma família de porta-ferramentas para torneamento, fresamento, mandrilamento
tecfix ONE quartzolit
 Pág. 1 de 8 Adesivo para ancoragem à base de resina epóxi-acrilato 1. Descrição: Produto bicomponente disposto numa bisnaga com câmaras independentes, projetada para realizar a mistura adequada dos constituintes
Pág. 1 de 8 Adesivo para ancoragem à base de resina epóxi-acrilato 1. Descrição: Produto bicomponente disposto numa bisnaga com câmaras independentes, projetada para realizar a mistura adequada dos constituintes
Centro Universitário Anchieta
 1) Um elemento da família 2 da tabela periódica forma um composto com o flúor. A massa molar desse composto é 78,074g. Escreva a fórmula e o nome do composto. O composto formado entre flúor e um elemento
1) Um elemento da família 2 da tabela periódica forma um composto com o flúor. A massa molar desse composto é 78,074g. Escreva a fórmula e o nome do composto. O composto formado entre flúor e um elemento
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid
 Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Constituintes estruturais de equilíbrio dos aços
 Constituintes estruturais de equilíbrio dos aços Austenita: É uma solução sólida de carbono em ferro gama. Somente é estável as temperaturas superiores a 723 ºC, desdobrando-se por reação eutetóide, a
Constituintes estruturais de equilíbrio dos aços Austenita: É uma solução sólida de carbono em ferro gama. Somente é estável as temperaturas superiores a 723 ºC, desdobrando-se por reação eutetóide, a
Tubulações Industriais. Profª Karla Silva
 Tubulações Industriais Profª Karla Silva Aula 1 Tubulações Industriais Tubos Materiais Processos de Fabricação Normalização Dimensional Meios de Ligação de Tubos Bibliografia Tubulações Industriais Definição:
Tubulações Industriais Profª Karla Silva Aula 1 Tubulações Industriais Tubos Materiais Processos de Fabricação Normalização Dimensional Meios de Ligação de Tubos Bibliografia Tubulações Industriais Definição:
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida para o fundido; Quantidade
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida para o fundido; Quantidade
Comandos de Eletropneumática Exercícios Comentados para Elaboração, Montagem e Ensaios
 Comandos de Eletropneumática Exercícios Comentados para Elaboração, Montagem e Ensaios O Método Intuitivo de elaboração de circuitos: As técnicas de elaboração de circuitos eletropneumáticos fazem parte
Comandos de Eletropneumática Exercícios Comentados para Elaboração, Montagem e Ensaios O Método Intuitivo de elaboração de circuitos: As técnicas de elaboração de circuitos eletropneumáticos fazem parte
UDDEHOLM NIMAX UDDEHOLM NIMAX
 UDDEHOLM NIMAX Uma ferramenta confiável e eficiente é essencial para se obter bons resultados. O mesmo se aplica na busca da alta produtividade e disponibilidade. Quando se escolhe um aço ferramenta muitos
UDDEHOLM NIMAX Uma ferramenta confiável e eficiente é essencial para se obter bons resultados. O mesmo se aplica na busca da alta produtividade e disponibilidade. Quando se escolhe um aço ferramenta muitos
Tratamento, Pintura, Proteção e Aços utilizados.
 Tratamento, Pintura, Proteção e Aços utilizados. 1 I TRATAMENTO SUPERFICIAL DO AÇO: PROCESSO UTILIZADO: Spray pressurizado aquecido e envolvente de alta pressão. FUNÇÕES: Remover todas as impurezas da
Tratamento, Pintura, Proteção e Aços utilizados. 1 I TRATAMENTO SUPERFICIAL DO AÇO: PROCESSO UTILIZADO: Spray pressurizado aquecido e envolvente de alta pressão. FUNÇÕES: Remover todas as impurezas da
NOTAS DE AULAS - II. Disciplina: Manutenção Mecânica
 Módulo: Processo de Fabricação II - METALURGIA DO PÓ Metalurgia do pó é um processo de fabricação que produz peças tendo como matéria-prima pó metálico ou não. O processo consiste em compactar e/ou modelar
Módulo: Processo de Fabricação II - METALURGIA DO PÓ Metalurgia do pó é um processo de fabricação que produz peças tendo como matéria-prima pó metálico ou não. O processo consiste em compactar e/ou modelar
UTILIZAÇÃO DE SENSORES CAPACITIVOS PARA MEDIR UMIDADE DO SOLO.
 UTILIZAÇÃO DE SENSORES CAPACITIVOS PARA MEDIR UMIDADE DO SOLO. Silveira, Priscila Silva; Valner Brusamarello. Universidade Federal do Rio Grande do Sul UFRGS Av. Osvaldo Aranha, 103 - CEP: 90035-190 Porto
UTILIZAÇÃO DE SENSORES CAPACITIVOS PARA MEDIR UMIDADE DO SOLO. Silveira, Priscila Silva; Valner Brusamarello. Universidade Federal do Rio Grande do Sul UFRGS Av. Osvaldo Aranha, 103 - CEP: 90035-190 Porto
FILTRO DISCO CERÂMICO À VÁCUO (FDVC)
") APLICAÇÃO Mineração Indústria metalúrgica Desaguamento de concentrados de minérios ferrosos e não-ferrosos Desaguamento de rejeitos e lamas Filtragem de polpa fina de oxido de alumínio O uso do Filtro
APLICAÇÃO Mineração Indústria metalúrgica Desaguamento de concentrados de minérios ferrosos e não-ferrosos Desaguamento de rejeitos e lamas Filtragem de polpa fina de oxido de alumínio O uso do Filtro
IV Seminário de Iniciação Científica
 385 AVALIAÇÃO DA RESISTÊNCIA À COMPRESSÃO E DO MÓDULO DE ELASTICIDADE DO CONCRETO QUANDO SUBMETIDO A CARREGAMENTO PERMANENTE DE LONGA DURAÇÃO (Dt = 9 dias) Wilson Ferreira Cândido 1,5 ;Reynaldo Machado
385 AVALIAÇÃO DA RESISTÊNCIA À COMPRESSÃO E DO MÓDULO DE ELASTICIDADE DO CONCRETO QUANDO SUBMETIDO A CARREGAMENTO PERMANENTE DE LONGA DURAÇÃO (Dt = 9 dias) Wilson Ferreira Cândido 1,5 ;Reynaldo Machado
MÁRCIO VERISSIMO CASAGRANDA ESTUDO DA USINABILIDADE DO AÇO INOXIDÁVEL AUSTENÍTICO AISI 303
 MÁRCIO VERISSIMO CASAGRANDA ESTUDO DA USINABILIDADE DO AÇO INOXIDÁVEL AUSTENÍTICO AISI 303 Monografia apresentada ao Departamento de Engenharia Mecânica da Escola de Engenharia da Universidade Federal
MÁRCIO VERISSIMO CASAGRANDA ESTUDO DA USINABILIDADE DO AÇO INOXIDÁVEL AUSTENÍTICO AISI 303 Monografia apresentada ao Departamento de Engenharia Mecânica da Escola de Engenharia da Universidade Federal
TW404 TW414 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW404 TW414 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. VERSATILIDADE DE APLICAÇÃO COM EXCELENTE RELAÇÃO CUSTO-BENEFÍCIO AS BROCAS CÔNICAS LENOX-TWILL SÃO IDEAIS PARA PROCESSOS QUE EXIGEM ESTABILIDADE
TW404 TW414 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. VERSATILIDADE DE APLICAÇÃO COM EXCELENTE RELAÇÃO CUSTO-BENEFÍCIO AS BROCAS CÔNICAS LENOX-TWILL SÃO IDEAIS PARA PROCESSOS QUE EXIGEM ESTABILIDADE
Ao considerar o impacto ambiental das empilhadeiras, observe toda cadeia de suprimentos, da fonte de energia ao ponto de uso
 Energia limpa Ao considerar o impacto ambiental das empilhadeiras, observe toda cadeia de suprimentos, da fonte de energia ao ponto de uso Empilhadeira movida a hidrogênio H oje, quando se trata de escolher
Energia limpa Ao considerar o impacto ambiental das empilhadeiras, observe toda cadeia de suprimentos, da fonte de energia ao ponto de uso Empilhadeira movida a hidrogênio H oje, quando se trata de escolher
MANUTENÇÃO MECÂNICA TÉCNICAS PREDITIVAS. João Mario Fernandes
 MANUTENÇÃO MECÂNICA TÉCNICAS PREDITIVAS João Mario Fernandes Manutenção Preditiva: É um conjunto de atividades de acompanhamento das variáveis ou parâmetros que indicam a performance ou desempenho dos
MANUTENÇÃO MECÂNICA TÉCNICAS PREDITIVAS João Mario Fernandes Manutenção Preditiva: É um conjunto de atividades de acompanhamento das variáveis ou parâmetros que indicam a performance ou desempenho dos
Tratamento térmico. A.S.D Oliveira
 Tratamento térmico Porque fazer Tratamentos Térmicos? Modificação de propriedades sem alterar composição química, pela modificação da microestrutura Sites de interesse: www.infomet.com.br www.cimm.com.br
Tratamento térmico Porque fazer Tratamentos Térmicos? Modificação de propriedades sem alterar composição química, pela modificação da microestrutura Sites de interesse: www.infomet.com.br www.cimm.com.br
Materiais em Engenharia. Aula Teórica 6. Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza)
") Aula Teórica 6 Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza) 1 ENSAIO DE TRACÇÃO A partir dos valores da força (F) e do alongamento ( I) do provete obtêm-se
Aula Teórica 6 Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza) 1 ENSAIO DE TRACÇÃO A partir dos valores da força (F) e do alongamento ( I) do provete obtêm-se
DIAGRAMA Fe-C. DIAGRAMA Fe-Fe 3 C
 1 DIAGRAMA Fe-C DIAGRAMA Fe-Fe 3 C ALOTROPIA DO FERRO PURO Na temperatura ambiente, o ferro puro apresenta estrutura cristalina cúbica de corpo centrado (CCC), denominada ferrita alfa (α). A estrutura
1 DIAGRAMA Fe-C DIAGRAMA Fe-Fe 3 C ALOTROPIA DO FERRO PURO Na temperatura ambiente, o ferro puro apresenta estrutura cristalina cúbica de corpo centrado (CCC), denominada ferrita alfa (α). A estrutura
5838 Maquinação Introdução ao CNC
 5838 Maquinação Introdução ao CNC Formador: Hélder Nunes 13 Valores Formanda: Ana Pernas Índice Introdução... 3 Enquadramento... 4 Vantagens vs Desvantagens do CNC... 5 Características de um sistema CNC...
5838 Maquinação Introdução ao CNC Formador: Hélder Nunes 13 Valores Formanda: Ana Pernas Índice Introdução... 3 Enquadramento... 4 Vantagens vs Desvantagens do CNC... 5 Características de um sistema CNC...
Tratamentos Térmicos dos Aços Ferramenta Um Ensaio
 Tratamentos Térmicos dos Aços Ferramenta Um Ensaio Dr. Carlos Eduardo Pinedo Diretor Técnico 1. Considerações Iniciais Aços Ferramenta Dentre os diferentes materiais utilizados pelo homem em seu cotidiano,
Tratamentos Térmicos dos Aços Ferramenta Um Ensaio Dr. Carlos Eduardo Pinedo Diretor Técnico 1. Considerações Iniciais Aços Ferramenta Dentre os diferentes materiais utilizados pelo homem em seu cotidiano,
Aula 10 e 11: Engrenagens e conjuntos Engrenagens Conjuntos de engrenagens
 Aula 10 e 11: Engrenagens e conjuntos Engrenagens Conjuntos de engrenagens Quando se fala em variadores e redutores de velocidade, não se pode esquecer de um elemento fundamental desses conjuntos: a engrenagem.
Aula 10 e 11: Engrenagens e conjuntos Engrenagens Conjuntos de engrenagens Quando se fala em variadores e redutores de velocidade, não se pode esquecer de um elemento fundamental desses conjuntos: a engrenagem.
CLASSIFICAÇÃO E PROPRIEDADES DOS MATERIAIS
 1AP - MATERIAIS DE CONSTRUÇÃO MECÂNICA CLASSIFICAÇÃO E PROPRIEDADES DOS MATERIAIS 1 Conteúdo da Apresentação: Classificação dos materiais Estruturas cristalina dos metais Propriedades físicas dos materiais
1AP - MATERIAIS DE CONSTRUÇÃO MECÂNICA CLASSIFICAÇÃO E PROPRIEDADES DOS MATERIAIS 1 Conteúdo da Apresentação: Classificação dos materiais Estruturas cristalina dos metais Propriedades físicas dos materiais
PRODUÇÃO E FUNDIÇÃO DO COBRE
 PRODUÇÃO E FUNDIÇÃO DO COBRE O tratamento de minério consiste de uma série de processos que têm em vista a separação física dos minerais de minérios (calcopirita e bornita) e minerais de ganga (não possuem
PRODUÇÃO E FUNDIÇÃO DO COBRE O tratamento de minério consiste de uma série de processos que têm em vista a separação física dos minerais de minérios (calcopirita e bornita) e minerais de ganga (não possuem
Lista de Exercícios Aula 04 Propagação do Calor
 Lista de Exercícios Aula 04 Propagação do Calor 1. (Halliday) Suponha que a barra da figura seja de cobre e que L = 25 cm e A = 1,0 cm 2. Após ter sido alcançado o regime estacionário, T2 = 125 0 C e T1
Lista de Exercícios Aula 04 Propagação do Calor 1. (Halliday) Suponha que a barra da figura seja de cobre e que L = 25 cm e A = 1,0 cm 2. Após ter sido alcançado o regime estacionário, T2 = 125 0 C e T1
SETIS- III Seminário de Tecnologia Inovação e Sustentabilidade 4 e 5 de novembro de 2014.
 Estudo do efeito da adição de cobre sobre a dureza de um pinhão de ferro fundido nodular temperado superficialmente ARTHUR SCHMITZ SAMPAIO arthurschmitz@gmail.com ALFREDO LEONARDO PENZ alfredo.penz@sc.senai.br
Estudo do efeito da adição de cobre sobre a dureza de um pinhão de ferro fundido nodular temperado superficialmente ARTHUR SCHMITZ SAMPAIO arthurschmitz@gmail.com ALFREDO LEONARDO PENZ alfredo.penz@sc.senai.br
-ESTRUTURA VIÁRIA TT048 SUPERELEVAÇÃO
 INFRAINFRA -ESTRUTURA VIÁRIA TT048 SUPERELEVAÇÃO Profa. Daniane Franciesca Vicentini Prof. Djalma Pereira Prof. Eduardo Ratton Profa. Márcia de Andrade Pereira DEFINIÇÕES CORPO ESTRADAL: forma assumida
INFRAINFRA -ESTRUTURA VIÁRIA TT048 SUPERELEVAÇÃO Profa. Daniane Franciesca Vicentini Prof. Djalma Pereira Prof. Eduardo Ratton Profa. Márcia de Andrade Pereira DEFINIÇÕES CORPO ESTRADAL: forma assumida
Torneamento do ferro fundido nodular GGG40: estudo sobre a influência de variáveis essenciais
 Torneamento do ferro fundido nodular GGG40: estudo sobre a influência de variáveis essenciais Christianne Lacerda Soares (UFMG) chrislacerda3@hotmail.com Juan Carlos Campos Rubio (UFMG) juan@ufmg.br Resumo:
Torneamento do ferro fundido nodular GGG40: estudo sobre a influência de variáveis essenciais Christianne Lacerda Soares (UFMG) chrislacerda3@hotmail.com Juan Carlos Campos Rubio (UFMG) juan@ufmg.br Resumo:
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
CAMPUS REGIONAL DE RESENDE ENGENHARIA DE PRODUÇÃO ÊNFASE EM PRODUÇÃO MECÂNICA
 UERJ CAMPUS REGIONAL DE RESENDE ENGENHARIA DE PRODUÇÃO ÊNFASE EM PRODUÇÃO MECÂNICA CAPÍTULO 8: AÇOS PARA CONSTRUÇÃO MECÂNICA DEPARTAMENTO DE MECÂNICA MATERIAIS DE CONSTRUÇÃO MECÂNICA IV PROF. ALEXANDRE
UERJ CAMPUS REGIONAL DE RESENDE ENGENHARIA DE PRODUÇÃO ÊNFASE EM PRODUÇÃO MECÂNICA CAPÍTULO 8: AÇOS PARA CONSTRUÇÃO MECÂNICA DEPARTAMENTO DE MECÂNICA MATERIAIS DE CONSTRUÇÃO MECÂNICA IV PROF. ALEXANDRE
Carboneto de Tungstênio
 Carboneto de Tungstênio Revestimento altamente resistente à abrasão, erosão e desgaste por deslizamento em baixa temperatura. Não recomendável para ambientes corrosivos. Exaustores, eixos de bombas, roscas
Carboneto de Tungstênio Revestimento altamente resistente à abrasão, erosão e desgaste por deslizamento em baixa temperatura. Não recomendável para ambientes corrosivos. Exaustores, eixos de bombas, roscas
ALTERAÇÕES TORÁCICAS CORREÇÕES CIRÚRGICAS
 Texto de apoio ao curso de Especialização Atividade física adaptada e saúde ALTERAÇÕES TORÁCICAS CORREÇÕES CIRÚRGICAS Prof. Dr. Luzimar Teixeira 1. Técnica cirúrgica corrige não só a região anterior do
Texto de apoio ao curso de Especialização Atividade física adaptada e saúde ALTERAÇÕES TORÁCICAS CORREÇÕES CIRÚRGICAS Prof. Dr. Luzimar Teixeira 1. Técnica cirúrgica corrige não só a região anterior do
Materiais cerâmicos e vítreos vítreos
 Materiais cerâmicos e vítreos Materiais inorgânicos e não-metálicos processados e / ou usados a elevadas temperaturas Cerâmicas / argilas / silicatos das mais velhas indústrias humanas (15000 AC) resistentes
Materiais cerâmicos e vítreos Materiais inorgânicos e não-metálicos processados e / ou usados a elevadas temperaturas Cerâmicas / argilas / silicatos das mais velhas indústrias humanas (15000 AC) resistentes
SUPER PRESS GRILL INSTRUÇÕES. Ari Jr. DATA. Diogo APROV. Nayana. Super Press Grill. Folheto de Instrução - User Manual 940-09-05. Liberação do Arquivo
 N MODIFICAÇÃO POR 0 Liberação do Arquivo Ari Jr 10-12-2012 1 Inclusão da informação sobe uso doméstico (certificação) Ari Jr 14-02-2013 PODERÁ SER UTILIZADO POR TERCEIROS DA BRITÂNIA ELETRODOMÉSTICOS LTDA.
N MODIFICAÇÃO POR 0 Liberação do Arquivo Ari Jr 10-12-2012 1 Inclusão da informação sobe uso doméstico (certificação) Ari Jr 14-02-2013 PODERÁ SER UTILIZADO POR TERCEIROS DA BRITÂNIA ELETRODOMÉSTICOS LTDA.
ENSAIO NÃO-DESTRUTIVO - LÍQUIDO PENETRANTE
 ENSAIO NÃO-DESTRUTIVO - LÍQUIDO PENETRANTE Procedimento CONTEC Comissão de Normas Técnicas Esta Norma substitui e cancela a sua revisão anterior. Indicação de item, tabela ou figura alterada em relação
ENSAIO NÃO-DESTRUTIVO - LÍQUIDO PENETRANTE Procedimento CONTEC Comissão de Normas Técnicas Esta Norma substitui e cancela a sua revisão anterior. Indicação de item, tabela ou figura alterada em relação
Disciplina: Materiais para produção industrial Prof.: Sidney Melo
 Disciplina: Materiais para produção industrial Prof.: Sidney Melo 1 Introdução Aço é uma liga metálica formada essencialmente por ferro e carbono, com percentagens deste último variáveis entre 0,008 e
Disciplina: Materiais para produção industrial Prof.: Sidney Melo 1 Introdução Aço é uma liga metálica formada essencialmente por ferro e carbono, com percentagens deste último variáveis entre 0,008 e
GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS
 1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
Acionamento de Motores: PWM e Ponte H
 Warthog Robotics USP São Carlos www.warthog.sc.usp.br warthog@sc.usp.br Acionamento de Motores: PWM e Ponte H Por Gustavo C. Oliveira, Membro da Divisão de Controle (2014) 1 Introdução Motores são máquinas
Warthog Robotics USP São Carlos www.warthog.sc.usp.br warthog@sc.usp.br Acionamento de Motores: PWM e Ponte H Por Gustavo C. Oliveira, Membro da Divisão de Controle (2014) 1 Introdução Motores são máquinas
Modelagem De Sistemas
 Modelagem De Sistemas UNIP Tatuapé - SP Aplicações em Linguagem de Programação Prof.Marcelo Nogueira Uma empresa de software de sucesso é aquela que consistentemente produz software de qualidade que vai
Modelagem De Sistemas UNIP Tatuapé - SP Aplicações em Linguagem de Programação Prof.Marcelo Nogueira Uma empresa de software de sucesso é aquela que consistentemente produz software de qualidade que vai
11ª REUNIÃO DO GT-CONAMA
 11ª REUNIÃO DO GT-CONAMA MATERIAIS SECUNDÁRIOS COM POTENCIAL DE UTILIZAÇÃO NA PRODUÇÃO DE FERILIZANTES MICRONUTRIENTES AGOSTO 2011 MICRONUTRIENTE S FINALIDADE: (MODO DE USO) VIA FOLIAR, FERTIRRIGAÇÃO,
11ª REUNIÃO DO GT-CONAMA MATERIAIS SECUNDÁRIOS COM POTENCIAL DE UTILIZAÇÃO NA PRODUÇÃO DE FERILIZANTES MICRONUTRIENTES AGOSTO 2011 MICRONUTRIENTE S FINALIDADE: (MODO DE USO) VIA FOLIAR, FERTIRRIGAÇÃO,
Auditoria de Meio Ambiente da SAE/DS sobre CCSA
 1 / 8 1 OBJETIVO: Este procedimento visa sistematizar a realização de auditorias de Meio Ambiente por parte da SANTO ANTÔNIO ENERGIA SAE / Diretoria de Sustentabilidade DS, sobre as obras executadas no
1 / 8 1 OBJETIVO: Este procedimento visa sistematizar a realização de auditorias de Meio Ambiente por parte da SANTO ANTÔNIO ENERGIA SAE / Diretoria de Sustentabilidade DS, sobre as obras executadas no
REUTILIZAÇÃO DE BORRACHA DE PNEUS INSERVÍVEIS EM OBRAS DE PAVIMENTAÇÃO ASFÁLTICA
 REUTILIZAÇÃO DE BORRACHA DE PNEUS INSERVÍVEIS EM OBRAS DE PAVIMENTAÇÃO ASFÁLTICA PROF. DR. JOSÉ LEOMAR FERNANDES JÚNIOR Departamento de Transportes - STT Escola de Engenharia de São Carlos - USP 1 Resíduos
REUTILIZAÇÃO DE BORRACHA DE PNEUS INSERVÍVEIS EM OBRAS DE PAVIMENTAÇÃO ASFÁLTICA PROF. DR. JOSÉ LEOMAR FERNANDES JÚNIOR Departamento de Transportes - STT Escola de Engenharia de São Carlos - USP 1 Resíduos
GUIA DE DIGITALIZAÇÃO ÓTIMA
 Condições para obter os melhores resultados de digitalização O processo de digitalização é afetado por fatores ambientais, pela configuração e calibração do digitalizador, bem como pelo objeto a digitalizar.
Condições para obter os melhores resultados de digitalização O processo de digitalização é afetado por fatores ambientais, pela configuração e calibração do digitalizador, bem como pelo objeto a digitalizar.
3M DISCO DE CORTE APLICAÇÃO. Orientação técnica :
 3M DISCO DE DESBASTE Orientação técnica: A-PLUS: AÇO CARBONO I-PLUS: AÇO INOX Desbaste, semi-acabamento, nivelamento de superfície, remoção de excesso de material e rebarbação. Remoção de cordão de solda,
3M DISCO DE DESBASTE Orientação técnica: A-PLUS: AÇO CARBONO I-PLUS: AÇO INOX Desbaste, semi-acabamento, nivelamento de superfície, remoção de excesso de material e rebarbação. Remoção de cordão de solda,
ATIVIDADE DE FÍSICA PARA AS FÉRIAS 8. o A/B PROF. A GRAZIELA
 ATIVIDADE DE FÍSICA PARA AS FÉRIAS 8. o A/B PROF. A GRAZIELA QUESTÃO 1) Utilize as informações do texto abaixo para responder às questões que o seguem. Uma máquina simples para bombear água: A RODA D ÁGUA
ATIVIDADE DE FÍSICA PARA AS FÉRIAS 8. o A/B PROF. A GRAZIELA QUESTÃO 1) Utilize as informações do texto abaixo para responder às questões que o seguem. Uma máquina simples para bombear água: A RODA D ÁGUA
ESTRUTURA CRISTALINA DOS METAIS
 ESTRUTURA CRISTALINA DOS METAIS Estrutura cristalina dos metais 1 DEFINIÇÃO DE CRISTAL - Sólidos cristalinos: Uma substância pode ser considerada cristalina quando os átomos (ou moléculas) que a constitui
ESTRUTURA CRISTALINA DOS METAIS Estrutura cristalina dos metais 1 DEFINIÇÃO DE CRISTAL - Sólidos cristalinos: Uma substância pode ser considerada cristalina quando os átomos (ou moléculas) que a constitui
CADERNO DE PROVA 15 DE SETEMBRO DE 2012 INSTRUÇÕES PARA A REALIZAÇÃO DA PROVA
 1 Cada candidato receberá: CADERNO DE PROVA 15 DE SETEMBRO DE 2012 INSTRUÇÕES PARA A REALIZAÇÃO DA PROVA - 01 (um) Caderno de Prova de 10 (dez) páginas, contendo 25 (vinte e cinco) questões de múltipla
1 Cada candidato receberá: CADERNO DE PROVA 15 DE SETEMBRO DE 2012 INSTRUÇÕES PARA A REALIZAÇÃO DA PROVA - 01 (um) Caderno de Prova de 10 (dez) páginas, contendo 25 (vinte e cinco) questões de múltipla
Tratamentos térmicos de ferros fundidos
 FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
Gestão da Qualidade. Aula 13. Prof. Pablo
 Gestão da Qualidade Aula 13 Prof. Pablo Proposito da Aula 1. Conhecer as normas da família ISO 9000. Família da norma ISO 9000 Família ISO 9000 As normas ISO da família 9000 formam um conjunto genérico
Gestão da Qualidade Aula 13 Prof. Pablo Proposito da Aula 1. Conhecer as normas da família ISO 9000. Família da norma ISO 9000 Família ISO 9000 As normas ISO da família 9000 formam um conjunto genérico
CONTROLADORES DE POTÊNCIA DIN-A-MITE ESTILOS A, B, C e D
 CONTROLADORES DE POTÊNCIA DIN-A-MITE ESTILOS A, B, C e D Um dispositivo de controle de potência elétrica baseado em SCR (Retificador Controlado de Silício), também chamado de controlador de estado sólido
CONTROLADORES DE POTÊNCIA DIN-A-MITE ESTILOS A, B, C e D Um dispositivo de controle de potência elétrica baseado em SCR (Retificador Controlado de Silício), também chamado de controlador de estado sólido
TOOLS NEWS. Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2 ~ 6xD B202Z. Broca intercambiável MVX
 TOOLS NEWS Atualiz. 2014.7 B202Z Broca intercambiável Novo quebra-cavaco US Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2 ~ 6xD Broca intercambiável 4 arestas
TOOLS NEWS Atualiz. 2014.7 B202Z Broca intercambiável Novo quebra-cavaco US Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2 ~ 6xD Broca intercambiável 4 arestas
Propriedades Elétricas do Materiais
 Propriedades Elétricas do Materiais Por que estudar propriedades elétricas dos materiais? Apreciação das propriedades elétricas de materiais é muitas vezes importante, quando na seleção de materiais e
Propriedades Elétricas do Materiais Por que estudar propriedades elétricas dos materiais? Apreciação das propriedades elétricas de materiais é muitas vezes importante, quando na seleção de materiais e
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Curso de Engenharia de Produção. Organização do Trabalho na Produção
 Curso de Engenharia de Produção Organização do Trabalho na Produção Estrutura Organizacional Organização da Empresa: É a ordenação e agrupamento de atividades e recursos, visando ao alcance dos objetivos
Curso de Engenharia de Produção Organização do Trabalho na Produção Estrutura Organizacional Organização da Empresa: É a ordenação e agrupamento de atividades e recursos, visando ao alcance dos objetivos
METALURGIA DO PÓ METALURGIA DO PÓ
 METALURGIA DO PÓ Prof. M.Sc.: Anael Krelling 1 O MERCADO DA METALURGIA DO PÓ Ligas de Ferro com grande precisão e elevada qualidade estrutural Materiais de difícil processamento, com alta densidade e microestrutura
METALURGIA DO PÓ Prof. M.Sc.: Anael Krelling 1 O MERCADO DA METALURGIA DO PÓ Ligas de Ferro com grande precisão e elevada qualidade estrutural Materiais de difícil processamento, com alta densidade e microestrutura
A escolha do processo de pintura depende dos fatores:
 Processos de pintura Um problema A técnica de pintar é uma questão importante porque não basta simplesmente passar tinta na superfície dos materiais. Uma série de requisitos deve ser considerado para que
Processos de pintura Um problema A técnica de pintar é uma questão importante porque não basta simplesmente passar tinta na superfície dos materiais. Uma série de requisitos deve ser considerado para que
Condução. t x. Grupo de Ensino de Física da Universidade Federal de Santa Maria
 Condução A transferência de energia de um ponto a outro, por efeito de uma diferença de temperatura, pode se dar por condução, convecção e radiação. Condução é o processo de transferência de energia através
Condução A transferência de energia de um ponto a outro, por efeito de uma diferença de temperatura, pode se dar por condução, convecção e radiação. Condução é o processo de transferência de energia através
Findeter financiamento para a reconstrução e a mitigação de mudanças climáticas
 Findeter financiamento para a reconstrução e a mitigação de mudanças climáticas Linhas de Financiamento para Reconstrução e Mitigação de Mudanças Climáticas Fortalecimento de estratégias e produtos financeiros
Findeter financiamento para a reconstrução e a mitigação de mudanças climáticas Linhas de Financiamento para Reconstrução e Mitigação de Mudanças Climáticas Fortalecimento de estratégias e produtos financeiros
PERMUTADOR DE PLACAS TP3
 PERMUTADOR DE PLACAS TP3 LABORATÓRIOS DE ENGENHARIA QUÍMICA I (2009/2010 1. Objectivos Determinação de coeficientes globais de transferência de calor num permutador de calor de placas. Cálculo da eficiência
PERMUTADOR DE PLACAS TP3 LABORATÓRIOS DE ENGENHARIA QUÍMICA I (2009/2010 1. Objectivos Determinação de coeficientes globais de transferência de calor num permutador de calor de placas. Cálculo da eficiência
ENDURECIMENTO SUPERFICIAL
 ENDURECIMENTO SUPERFICIAL Endurecimento superficial 1 Os processos de endurecimento superficial visam o aumento de dureza (ou outras propriedades mecânicas) de uma região específica de um componente. Normalmente,
ENDURECIMENTO SUPERFICIAL Endurecimento superficial 1 Os processos de endurecimento superficial visam o aumento de dureza (ou outras propriedades mecânicas) de uma região específica de um componente. Normalmente,
PPMEC UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014
 UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PPMEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014 PROVA DE SIMULAÇÃO NUMÉRICA DO COMPORTAMENTO DOS MATERIAIS
UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PPMEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014 PROVA DE SIMULAÇÃO NUMÉRICA DO COMPORTAMENTO DOS MATERIAIS