USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
|
|
|
- Eduarda Dreer Gentil
- 7 Há anos
- Visualizações:
Transcrição

1

2
3
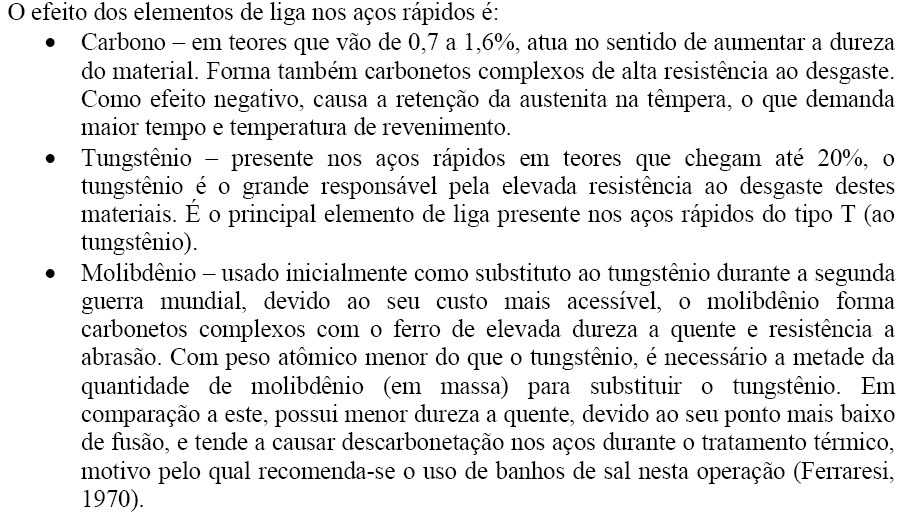
4 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte (l) [mm]
5
6
7
8 Desenvolvido por Taylor e apresentado publicamente em 1900 na Exposição Mundial de Paris USINAGEM Aço rápido Composição o aço rápido é um aço alta liga com microestrutura martensítica com inclusões de carbonetos. Os principais elementos de liga dos aços rápidos são tungstênio (W), cromo (Cr), vanádio (V), cobalto (Co) e nióbio (Nb). Pequena quantidade de manganês para evitar fragilidade. Em 1942 devido a escassez de tungstênio provocada pela guerra, este foi substituído pelo molibdênio. Características temperatura limite de 520 a 600 o C; maior resistência à abrasão em relação ao aço-ferrameta; preço elevado; tratamento térmico complexo.
9
10
11

12
13
14
15 Tipos de desgaste difusão deformação plástica do gume abrasão
; v c = velocidade de corte(m/min); C v = vida para v c = 1m/min (constante); k = coeficiente angular da curva de")
16 critérios para a determinação de usinabilidade critério vida da ferramenta F (material da peça, material da Log T ferramenta, dos parâmetros de corte). T= v ck. C v Log vc Onde: T= vida da ferramenta (min); v c = velocidade de corte(m/min); C v = vida para v c = 1m/min (constante); k = coeficiente angular da curva de vida.
17 critérios para a determinação de usinabilidade critério vida da ferramenta Ensaio de torneamento de curta duração Corte a seco não interrompido; Condições de corte pré-determinadas; Velocidade de corte varia continuamente até a destruição do gume; Aumento da velocidade de corte na ordem de 5 m/min; Comprimento de corte de 25 m; Velocidade de corte leva a vidas de 120 a 170 m; Ensaios replicados 5 vezes; Identificação da velocidade média de desgaste hiperproporcional; Ideal para supervisão de material; Inadequado para ferramentas de metal duro e cerâmica
18 critérios para a determinação de usinabilidade critério vida da ferramenta Ensaio de medição do percurso total da ferramenta temperatura é critério de fim de vida; Altas velocidades de corte; Mede-se o percurso até a destruição do gume; Número característico de velocidade de corte para vida de 100 m;


19 critérios para a determinação de usinabilidade critério vida da ferramenta Determinação de grandezas de desgaste Lupas: aumento de 8 a 10X, baixo custo e medição na máquina, incerteza de medição; Microscópio de ferramentaria: aumento de 60X; boa reprodutibilidade, aumento de precisão, localização fixa; Rugosímetro: medição de desgaste de cratera; MEV: ampliações de X, visualização tridimensional, devem ser condutores de eletrecidade, analisa composição química;
20

21 Quadro Comparativo de Propriedades

22 Evolução das Velocidades de Corte
23
24 Metal duro 1. Elevada dureza; 2. Elevada resistência à compressão; 3. Elevada resistência ao desgaste; 4. Possibilidade de obter propriedades distintas nos metais duros pela mudança específica dos carbonetos e das proporções do ligante. 5 Controle sobre a distribuição da estrutura
25 Metal duro - Composição carbonetos de tungstênio (WC):dureza a qte cobalto: ligante TiC (Carbonetos de Titânio): pouca tendência à difusão; redução da resistência interna e dos cantos. TaC (Carbonetos de Tântalo) e NbC (Carboneto de Nióbio): pequenas quantidades diminuição do tamanho dos grãos, melhorando a tenacidade e a resistência dos cantos.
26 Metal duro - Fabricação USINAGEM Fabricação do pó Prensagem Sinterização
27 Metal duro - Fabricação USINAGEM Retífica Tratamento dos gumes Cobertura Gravação e etiquetagem
28 Metais duros convencionais são classificados em grupos P, M e K, conforme composição química, propriedades e campos de aplicação (Norma DIN 4990) Grupo P: alta resistência a quente; pequeno desgaste abrasivo, usinagem de cavacos longos Grupo M: média resistência a quente e a abrasão Grupo K: pouca resistência a quente, alta resistência ao desgaste, praticamente somente WC e Co Grupos são divididos ainda com relação à resitência à tenacidade e ao desgaste.
29 Nos metais-duros, consegue-se significativamente aumentar tanto a dureza do material quanto a tensão de escoamento transversal, com a diminuição do tamanho de grão do carboneto de tungstênio WC
30 Influência da temperatura na dureza dos substratos e revestimentos
31 Metal duro com revestimento simples: TiC: baixo coeficiente de atrito, menor difusão, menos adesão e soldas a frio, menores forças de avanço e passiva; alta dureza, baixo coeficiente de dilatação térmica; TiN: alta força de ligação interna, estável quimicamente, pouca difusão, pouco desgaste de cratera; Al 2 O 3 : alta dureza (frágil), alta resistência a quente, alta resistência química, baixa resistência a oscilações de temperaturas; Revestimentos múltiplos: deposição de 10 camadas com combinação das propriedades
32 Cermets (CERâmica/METal) metal duro à base de titânio Característica - baixa tendência a formação de gume postiço; - boa resistência a corrosão; - boa resistência ao desgaste; - resistência a temperatura elevada; - alta estabilidade química;
33 Physical Vapour Deposition. USINAGEM PVD Deposição em vácuo onde, primeiramente, um material é transformado em vapor, então é transportado nessa fase e por último é depositado na superfície de um substrato. Deposição de ligas, multi-camadas, nanocamadas e camadas com gradiente de composição. A técnica consiste basicamente na aplicação de uma voltagem negativa (bias) nos substratos. A forma através da qual o material é transformado para a fase vapor é o principal ponto de distinção dos processos. Vaporização a vácuo; Sputtering Ionplating
34

35 CVD Chemical Vapour Deposition
36 Identificação de Materiais e Geometrias de Ferramentas Matriz de testes de ferramentas para escolha do material de ferramentas Material da ferramenta Metal-duro classe P25 (micro-grão) Metal-duro classe K03 (micro-grão) Cermet WSP1 CBN 25% pureza CBN 99% pureza Tipo de revestimento TiAlCN TiAlCN TiCN TiAlCN TiAlCN
37 0,100 0,075 0,050 0,025 0,000 Desgaste de flanco máximo (VB max ) [mm] Comprimento usinado (L) [mm] CBN 99,8% (vc= 450 m/min) CBN 99,8% (vc= 950 m/min) CBN 25% (vc= 450 m/min) Material: DIN Dureza: 52 HRC Ferramenta: topo toroidal diâmetro: 15 mm raio da pastilha: 3,5 mm Tecnologia: corte concordante/periférico rampa 75 a n : 0,3 mm a et : 0,3 mm : 0,05 mm f z
38 v c = 450 m/min início fim v c = 950 m/min início fim
39 Ensaios com Metal-Duro e Cermet Comprimento usinado (L) [m] Velocidade de corte (v c ) [m/min] Material: DIN Dureza: 52 HRC Ferramenta: topo toroidal diâmetro: 15 mm raio da pastilha: 3,5 mm Tecnologia: corte concordante/periférico rampa 75 a n : 0,3 mm : 0,3 mm a et K03 (f z = 0,075 mm) K03 (f z = 0,1 mm) K03 (f z = 0,2 mm) P25 (f z = 0,075 mm) Cermet (f z = 0,075 mm)
40 Ensaios com Metal-Duro e Cermet 5 mm 5000 x 5 mm 5000 x 5 mm 5000 x P25 Cermet K03
41 Tamanho dos micro-grãos da classe K03 (aumento de x MEV) mm x
42 Resultados com Tamanho dos micro-grãos da classe K03 0,10 0,08 0,05 0, Desgaste de flanco máximo (VB max ) [mm] Comprimento usinado (L) [m] Ferramenta 1 Ferramenta 2 Ferramenta 3 Material: DIN Dureza: 52 HRC Ferramenta: topo esférico diâmetro: 6 mm comprimento: 156 mm Tecnologia: corte concordante/periférico rampa 75 a n : 0,3 mm a et : 0,3 mm f z : 0,1 mm : 250 m/min v c
43 Otimização da Taxa de Remoção de Volume d 1 [mm] Chanfro [mm] l 2 [mm] l 1 [mm] d 2 [mm] z revestimento 16 0,15-0, TiAlCN Condição v c (m/min) f z (mm) L (m) V (cm 3 ) Q (cm 3 /h) t (min) , , , ,075 20* 240 X X ,075 10* 120 X X
44 M aterial: DIN Dureza: 52 HRC Ferramenta: topo reto diâmetro: 16 mm no. de dentes: 4 Tecnologia: corte concordante a e : 1,5 mm a p : 8 mm 0 L (m) V (cm3) Q (cm3/h) t (min) Condição 1 Condição 2 Condição 3 Condição 4 Condição 5
45 d 1 [mm] l 2 [mm] l 1 [mm] z revestimento TiAlCN Condição v c (m/min) f z (mm) v f (mm) z L (m) V (cm 3 ) Q (cm 3 /h) t (min) , , ,05 477, , ,
46 L (m) V (cm3) Q (cm3/h) t (min) M aterial: DIN Dureza: 52 HRC Ferramenta: topo reto diâmetro: 16 mm no. de dentes: condição 3: 4 condição 6 e 7: 6 Tecnologia: corte concordante a e : 1,5 mm a p : 8 mm Condição 3 Condição 6 Condição 7
47 Resultados das condições ensaiadas e desgaste ao longo do gume para a condição 7
48 Identificação de Materiais e Geometrias de Ferramentas Conclusões 1. recomenda-se o uso de metal-duro da classe K03 com micro-grãos; 2. Quanto mais fino o tamanho de grão, maior a tenacidade e resistência ao desgaste do gume; 3. os altos desempenhos das ferramentas de metal-duro, associados ao baixo custo, justificam a não utilização das ferramentas de CBN em 3 eixos. 4. Todavia, as ferramentas de CBN de alta pureza e chanfro de 20,5 apresentaram um alto desempenho; 5. recomenda-se o uso de ferramentas de topo reto, multi-cortantes (6 dentes), com ângulo de hélice (l) elevado (17 ), de modo que ocorra a sobreposição dos gumes, diminuindo o gradiente de esforços ao longo do corte e com canais rasos, aumentando a estabilidade da ferramenta de corte
49 Cerâmicas
50
51
52
53
54 Cerâmica a base de nitreto de silício Característica: melhor resistência ao choque; considerável dureza a quente; é excelente para usinar ferro fundido cinzento a seco; Os insertos são obtidos através de prensagem de alta pressão a frio seguida de sinterização, ou mais alternativamente, através de pressão a quente.
55
56 Característica: mais estáveis que o diamante, especialmente contra a oxidação; dureza elevada; alta resistência à quente; resistência ao desgaste; quebradiço; alto custo; excelente qualidade superficial da peça usinada; envolve elevada força de corte devido à geometria de corte negativa, alta fricção durante a usinagem. Usinagem de aços duros; de desbaste e de acabamento; cortes severos e interrompidos; CBN Os cristais de boro cúbico são ligados por cerâmica ou ligante metálico, através de altas pressões e temperatura. As partículas orientadas a esmo, conferem uma densa estrutura policristalina similar a do diamante sintético.
57 4 direções principais de clivagem Classificação dos diamantes USINAGEM Diamante Diamante policristalino: diamante sintético. A camada de diamante policristalino é produzida pela sinterização das partículas de diamante com cobalto num processo de alta pressão (600 à 700MPa) e alta temperatura (1400 à 2000 C). A camada de aproximadamente 0,5mm de espessura, ou é aplicada diretamente sobre uma pastilha de MD pré sinterizada, ou então é ligada ao metal duro através de uma fina camada intermediária de um metal de baixo ponto de fusão. Diamantes negros: são amorfos, quando aquecidos perdem a sua dureza. ferramentas para retificar rebolos, pontas de brocas para minas. Bolos: são diamantes claros, de crescimento irregular, são redondos, não encontram aplicação como ferramentas utilizadas na usinagem. Bort:(usado na usinagem de ultra precisão), especialmente o africano, monocristalino. Anisotropia, suas propriedades variam com a direção.
58 Monocristalino USINAGEM Diamante Diamante é carbono cristalizado na estrutura CCC enquanto grafita na HC São os materiais que apresentam maior dureza. Empregados: usinagem de ligas de metais, latão, bronze, borracha, vidro, plástico, etc. Usinagen fina, pois é o único material para ferramenta de corte que permite graus de afiação do gume até quase o nível de um raio atômico (50 nm) de carbono e furação de poços de petróleo - Velocidade de corte permitida: 100 a 3000m/min; - Avanço: 0,002 a 0,06 mm; - Profundidade de corte: 0,01 a 1,0 mm; Limitação: materiais ferrosos devido à afinidade do C com o ferro; processos com temperaturas acima de 900 C devido à grafitização do diamante. Diamante Policristalino - Material sintético obtido em condições de extrema pressão e temperatura; mais homogênio; usinagem de materiais não ferrosos e sintéticos;.
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE
 MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação
 MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS
 PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
AULA 8 MATERIAL DA FERRAMENTA DE CORTE
 AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
USINABILIDADE DOS MATERIAIS
 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Materiais para ferramentas
 Materiais para ferramentas Materiais para ferramentas com geometria definida Aços Aço-ferramenta Aço-rápido Metal-duro WC - Co WC-(Ti,Ta,Nb)C - Co TiC/TiN - Co, Ni (Cermets) Cerâmicas de corte Cerâmica
Materiais para ferramentas Materiais para ferramentas com geometria definida Aços Aço-ferramenta Aço-rápido Metal-duro WC - Co WC-(Ti,Ta,Nb)C - Co TiC/TiN - Co, Ni (Cermets) Cerâmicas de corte Cerâmica
F E R R A M E N T A S D I A M A N T A D A S CATÁLOGO PCD / PCBN
 CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
Outubro de /10. Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de Super Ligas Resistentes ao Calor
 1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
NTK CUTTING TOOLS. Guia de Produtos. Especialistas no mundo das cerâmicas
 NTK CUTTING TOOLS Guia de Produtos Especialistas no mundo das cerâmicas INFORMAÇÃO DAS CLASSES DE INSERTOS SÉRIE CERÂMICA HC1, HW2 tipo Al 2 O 3 n HC1 é uma cerâmica branca de alta pureza de alumina (Al2O3)
NTK CUTTING TOOLS Guia de Produtos Especialistas no mundo das cerâmicas INFORMAÇÃO DAS CLASSES DE INSERTOS SÉRIE CERÂMICA HC1, HW2 tipo Al 2 O 3 n HC1 é uma cerâmica branca de alta pureza de alumina (Al2O3)
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos
Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
ÍNDICE GERAL 1. SERRAS CIRCULARES HSS 1.1. CARACTERÍSTICAS DAS LÂMINAS E APLICAÇÃO 1.2. DURABILIDADE E CARACTERÍSTICAS TÉCNICAS DOS REVESTIMENTOS
 A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
SEM-0534 Processos de Fabricação Mecânica. Retificação
 SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Pastilha a 90 de 4 arestas com aplicação em rampa
 1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
Materiais para fabricação de ferramentas. Conseqüência dos esforços sobre a Ferramenta
 Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS
 DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS Sandro Cardoso Santos Júlio César Giubilei Milan Márcio Bacci da Silva Universidade Federal
DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS Sandro Cardoso Santos Júlio César Giubilei Milan Márcio Bacci da Silva Universidade Federal
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
2. NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE
 CONTEÚDOS O presente livro pretende descrever os fundamentos da ciência e tecnologia da maquinagem (corte por arranque de apara) de uma forma simples mas precisa. A maquinagem tem grande aplicação no fabrico
CONTEÚDOS O presente livro pretende descrever os fundamentos da ciência e tecnologia da maquinagem (corte por arranque de apara) de uma forma simples mas precisa. A maquinagem tem grande aplicação no fabrico
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Furação e Alargamento Mandrilamento. Pastilhas e Cilindros. Rotativas MD Fresamento. As Melhores Marcas. As Melhores Ferramentas
 R FURAÇÃO E ALARGAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Fixação e Furação e Alargamento Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas
R FURAÇÃO E ALARGAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Fixação e Furação e Alargamento Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas
ABRASIVOS. Século XX Abrasivos artificiais, de alta dureza: abrasivos silicosos e aluminosos.
 ABRASIVOS 1 Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos
ABRASIVOS 1 Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
Conteúdo. Introdução. Aplicação. Pastilhas. Aplicação. Ferramentas. Orientações do catálogo. Canal com raio, usinagem C3-C4 C105-C120.
 C1 Conteúdo Introdução Aplicação Orientações do catálogo C3-C4 Canal com raio, usinagem interna C105-C120 Sistema de designação C5-C7 Canal axial C121-C130 h s Visão geral do sistema C8-C37 ebaixo externo
C1 Conteúdo Introdução Aplicação Orientações do catálogo C3-C4 Canal com raio, usinagem interna C105-C120 Sistema de designação C5-C7 Canal axial C121-C130 h s Visão geral do sistema C8-C37 ebaixo externo
A PLACADUR É ESPECIALISTA EM PRODUTOS RESISTENTES AO DESGASTE.
 A PLACADUR É ESPECIALISTA EM PRODUTOS RESISTENTES AO DESGASTE. Com uma visão holística, trabalha junto ao cliente para aumentar a disponibilidade mecânica e a vida útil dos seus equipamentos, reduzindo
A PLACADUR É ESPECIALISTA EM PRODUTOS RESISTENTES AO DESGASTE. Com uma visão holística, trabalha junto ao cliente para aumentar a disponibilidade mecânica e a vida útil dos seus equipamentos, reduzindo
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Introdução aos Materiais Cerâmicos. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
Perfil do Stream Jet Bar
 2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
SANDVIK HYPERION DIAMANTE MBG PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA
 SANDVIK HYPERION DIAMANTE MBG PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PROPRIEDADES DE CRISTAIS TOTALMENTE CONTROLADASE PERSONALIZADAS PARA SUA APLICAÇÃO
SANDVIK HYPERION DIAMANTE MBG PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PARA AS MAIS EXIGENTES APLICAÇÕES DE RETÍFICA PROPRIEDADES DE CRISTAIS TOTALMENTE CONTROLADASE PERSONALIZADAS PARA SUA APLICAÇÃO
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
BC8110 BC8120 BC8130. CBN grão médio CBN microgrão. Elemento de liga convencional. Elemento de liga ultramicropartículas
 CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
CERÂMICAS. Prof. Dr.-Ing. Joel Martins
 CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS)
") SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
Carboneto de Tungstênio Revestimento Metálico
 Carboneto de Tungstênio Revestimento Metálico Generalidades O carboneto (ou carbeto) de Tungstênio (WC) é um composto da família dos cerâmicos, de elevada dureza que é utilizado como base de uma família
Carboneto de Tungstênio Revestimento Metálico Generalidades O carboneto (ou carbeto) de Tungstênio (WC) é um composto da família dos cerâmicos, de elevada dureza que é utilizado como base de uma família
ENSAIO DE USINABILIDADE EM LIGA INCONEL 625 POR TORNEAMENTO
 UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ DIRCT / DIRGRAD / DECEN CURSO DE ENGENHARIA INDUSTRIAL MECÂNICA DISCIPLINA PROJETO FINAL II BRUNO JULIANI DE NIGRO RICARDO MEDEIROS VILLA ENSAIO DE USINABILIDADE
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ DIRCT / DIRGRAD / DECEN CURSO DE ENGENHARIA INDUSTRIAL MECÂNICA DISCIPLINA PROJETO FINAL II BRUNO JULIANI DE NIGRO RICARDO MEDEIROS VILLA ENSAIO DE USINABILIDADE
NHD - Broca Inteiriça de Metal Duro Melhorada
 1/12 NHD - Melhorada 2/12 PONTO-CHAVE A TaeguTec tem o prazer de apresentar a sua nova broca inteiriça de metal duro, a NHD, que é uma melhoria das atuais brocas SHD e SHO, proporcionando um excepcional
1/12 NHD - Melhorada 2/12 PONTO-CHAVE A TaeguTec tem o prazer de apresentar a sua nova broca inteiriça de metal duro, a NHD, que é uma melhoria das atuais brocas SHD e SHO, proporcionando um excepcional
Ferramentas. Ferramentas de corte geral H11
 Í N D I C E Informações Técnicas de 0 0 Classes Ultrafinas KOROY: Série F Classe à prova de corrosão e magnetismo: Série IN de corte geral 0 0 0 0 0 0 0 Carbureto cimentado peça bruta de Cermet Peça bruta
Í N D I C E Informações Técnicas de 0 0 Classes Ultrafinas KOROY: Série F Classe à prova de corrosão e magnetismo: Série IN de corte geral 0 0 0 0 0 0 0 Carbureto cimentado peça bruta de Cermet Peça bruta
FILIPE DAVID DA FONSECA ANÁLISE DE CARACTERÍSTICAS DAS FERRAMENTAS DE USINAGEM E DESEMPENHO
 FILIPE DAVID DA FONSECA ANÁLISE DE CARACTERÍSTICAS DAS FERRAMENTAS DE USINAGEM E DESEMPENHO Poços de Caldas - MG 2017 FILIPE DAVID DA FONSECA ANÁLISE DE CARACTERÍSTICAS DAS FERRAMENTAS DE USINAGEM E DESEMPENHO
FILIPE DAVID DA FONSECA ANÁLISE DE CARACTERÍSTICAS DAS FERRAMENTAS DE USINAGEM E DESEMPENHO Poços de Caldas - MG 2017 FILIPE DAVID DA FONSECA ANÁLISE DE CARACTERÍSTICAS DAS FERRAMENTAS DE USINAGEM E DESEMPENHO
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
SEM 0407 Introdução ao Projeto e Manufatura. Aula 6: Fabricação de Moldes e Matrizes. Professor: Renato Goulart Jasinevicius
 SEM 0407 Introdução ao Projeto e Manufatura Aula 6: Fabricação de Moldes e Matrizes Professor: Renato Goulart Jasinevicius Fabricação de Moldes e Matrizes 2007 John Wiley & Sons, Inc. M P Groover, Fundamentals
SEM 0407 Introdução ao Projeto e Manufatura Aula 6: Fabricação de Moldes e Matrizes Professor: Renato Goulart Jasinevicius Fabricação de Moldes e Matrizes 2007 John Wiley & Sons, Inc. M P Groover, Fundamentals
março de /6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas
 1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
CÁLCULO DOS PARÂMETROS DE CORTE CÁLCULO DE VELOCIDADE DO AVANÇO
 CÁLCULO DOS n = 0 x Vc d x 3, = Velocidade de corte Vc = n x d x 3, 0 = m/min CÁLCULO DE VELOCIDADE DO AVANÇO Vf = 0 x Vc x Z x fz d x 3, = /min Vf = n x Z x fz = /min Onde: n: número de rotações da fresa
CÁLCULO DOS n = 0 x Vc d x 3, = Velocidade de corte Vc = n x d x 3, 0 = m/min CÁLCULO DE VELOCIDADE DO AVANÇO Vf = 0 x Vc x Z x fz d x 3, = /min Vf = n x Z x fz = /min Onde: n: número de rotações da fresa
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Furação. Pastilhas intercambiáveis e classes de metal duro. Ferramentas para furação, mandrilamento e mandrilamento em acabamento
 Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
B202Z. Broca intercambiável MVX. Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos 2 ~ 6xD
 B202Z Broca intercambiável Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos 2 ~ 6xD Broca intercambiável 4 arestas efetivas No mesmo alojamento! Exclusivo quebra-cavaco
B202Z Broca intercambiável Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos 2 ~ 6xD Broca intercambiável 4 arestas efetivas No mesmo alojamento! Exclusivo quebra-cavaco
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Materiais para Ferramenta de Corte. Prof. João Paulo Barbosa, M.Sc.
 Materiais para Ferramenta de Corte Prof. João Paulo Barbosa, M.Sc. Materiais para ferramentas de cortes Nas operações mais comuns, utiliza como ferramenta um material mais duro que o da peça. Por outro
Materiais para Ferramenta de Corte Prof. João Paulo Barbosa, M.Sc. Materiais para ferramentas de cortes Nas operações mais comuns, utiliza como ferramenta um material mais duro que o da peça. Por outro
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
Ensaio de Fluência. aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas (para metais T > 0,4 T fusão)
") Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
 Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na