DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
|
|
|
- Maria das Dores Porto Olivares
- 6 Há anos
- Visualizações:
Transcrição
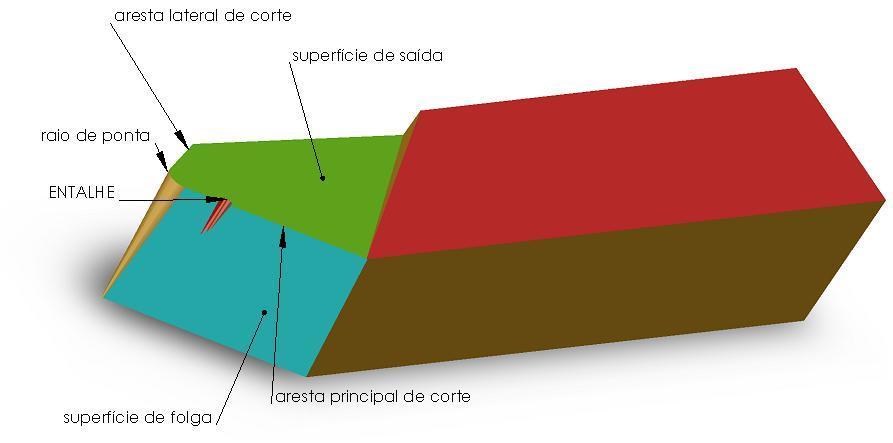
1 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE

2 Fluxo de calor corte ortogonal

3 Simulação por elementos finitos. Aço P20 e ferramenta de metal duro. Fonte: Özel, T., DOI: /j.ijmachtools Distribuição da temperatura na ponta da ferramenta
4 Modelo proposto por N.N. Zorev, 1963 Zona de aderência e deslizamento e tensões no corte ortogonal

5 Distribuição da taxa de deformação sobre a superfície de saída no corte ortogonal Simulação por elementos finitos. Aço P20 e ferramenta de metal duro. Fonte: Özel, T., DOI: /j.ijmachtools


6 Variação da temperatura na ferramenta em função do tempo de corte
7 Variação da força em função do tempo de corte no torneamento
8 Fonte: Coelho, R. et al., Variação da força em função a rotação da fresa no fresamento periférico
![DUREZA [Kgf/mm2] AVARIAS FRATURAS DEFORMAÇÃO PLÁSTICA Lascamentos Quebras da aresta Quebras do inserto 8000 7000 6000 5000 4000 3000 2000 1000 0 DUREZA X TEMPERATURA 1 2 3 4](/docs-images/77/74513716/images/9-1.jpg "5 6 7 8 TEMPERATURA [100xºC] dimante monocristalino nitreto de boro cúbico - monocristalino diamante compósito nitreto de boro cúbico - compósito Metal duro Alumina Aço")
9 DUREZA [Kgf/mm2] AVARIAS FRATURAS DEFORMAÇÃO PLÁSTICA Lascamentos Quebras da aresta Quebras do inserto DUREZA X TEMPERATURA TEMPERATURA [100xºC] dimante monocristalino nitreto de boro cúbico - monocristalino diamante compósito nitreto de boro cúbico - compósito Metal duro Alumina Aço Rápido
 mecânica (associada à baixa rigidez do Sistema M-F-P-D ) como também pela adesão e remoção brusca da aresta postiça (APC)")
10 LASCAMENTOS Perda de material na forma de fragmentos (lascas) nas superfícies das ferramentas (metal duro revestido, cerâmicas, PCBN e PCD). Pode ser Causado por fadiga térmica e (ou) mecânica (associada à baixa rigidez do Sistema M-F-P-D ) como também pela adesão e remoção brusca da aresta postiça (APC) na superfície de saída.


11 QUEBRAS DA ARESTA Pode ocorrer em qualquer material de ferramenta, independente de sua Tenacidade. Tem origem com o aparecimento de trincas decorrentes de fadiga Térmica, mecânica ou ambas. Implica na perda completa da aresta de corte. Ocorre com maior freqüência nas seguintes condições: baixa rigidez do Sistema M-F-P-D ; Ferramentas com baixa tenacidade; Ângulo de cunha pequeno; Variações de sobrematerial; Batimentos grandes da peça ou da ferramenta; Refrigeração inadequada; e Desgastes exagerados

12

13 Desgaste DESGASTES Deterioração Progressiva da ferramenta Ferramenta nova 10 furos 20 furos 30 furos N. Furos
14 LOCAIS DE OCORRÊNCIA [A] Cratera [B] Flanco [C-D] - entalhes

15 DESGASTE DE CRATERA

16 DESGASTE DE ENTALHE

17 DESGASTE DE FLANCO
18 Mecanismos de desgaste {dependentes do par ferramenta-peça e das condições de corte} Abrasão Adesão-arrastamento Difusão Oxidação Erosão
19 TÉCNICAS PARA MINORAR A DETERIORAÇÃO DETERIORAÇÃO LASCAMENTOS QUEBRAS DA ARESTA DEFORMAÇÃO PLÁSTICA DESGASTE DE CRATERA RECOMENDAÇÃO Selecionar ferramenta mais tenaz, com aresta chanfrada ou βn maior, eliminar a formação de aresta postiça aumentando a Vc ou acertando as condições de refrigeração/lubrificação. Selecionar ferramenta mais tenaz, com aresta chanfrada ou βn maior, aumentar rigidez do sistema M-F-P-D, reduzir seção de corte, selecionar inserto mais espesso e sem quebra cavaco. Selecionar ferramenta com maior dureza a quente, utilizar fluido de corte refrigerante ou reduzir a taxa de remoção. Selecionar ferramenta com revestimento adequado (Al 2 O 3 preferencialmente), utilizar fluido de corte (refrigerante e lubrificante), aumentar ângulo de saída, reduzir a velocidade de corte. DESGASTE DE ENTALHE Alterar a forma da aresta de corte (forma em S ) ou o ângulo de posição (45º), reduzir a taxa de remoção (principalmente o avanço) DESGASTE DE FLANCO Eliminar a formação de APC (fluido de corte ou Vc mais alta) ou escolher ferramenta com revestimento (material) mais resistente ao desgaste, empregar fluido de corte, ou reduzir a Vc
20 MÉTODOS PARA AVALIAÇÃO DO DESGASTE MONITORAMENTO DIRETO APLICAÇÃO Fora do processo GRANDEZA AVALIADA Largura da região desgastada (VB) ou profundidade da cratera (KT) Massa de material da ferramenta perdida durante o processo Radioatividade de partículas da ferramenta conduzidas pelo cavaco SENSOR Equipamentos de metrologia (projetor de perfil ou microscópio), sensores optico-eletrônicos ou eletromecânicos Balança Medição da radiação dos radioisótopos impregnados no cavaco Em processo Quebra de ferramenta Apalpador (mecânico ou óptico)
21 MONITORAMENTO INDIRETO Fora do processo Desvios dimensionais e geométricos Instrumentos para avaliação de desvios dimensionais e geométricos Rugosidade Rugosímetro mecânico ou óptico Em processo Rugosidade Rugosímetro óptico Força de Usinagem Dinamômetros com piezoelétricos ou com extensômetros Temperatura Vibração Emissão acústica Potência elétrica Termopares Acelerômetros piezoelétricos Acelerômetros piezoelétricos Wattímetro

22
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
2. NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE
 CONTEÚDOS O presente livro pretende descrever os fundamentos da ciência e tecnologia da maquinagem (corte por arranque de apara) de uma forma simples mas precisa. A maquinagem tem grande aplicação no fabrico
CONTEÚDOS O presente livro pretende descrever os fundamentos da ciência e tecnologia da maquinagem (corte por arranque de apara) de uma forma simples mas precisa. A maquinagem tem grande aplicação no fabrico
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
DESVIOS MACROGEOMÉTRICOS. Forma, orientação, posição e batimento (NBR 6409)
") Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS
 PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
COMPÓSITOS. Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS. Compósito Cerâmica. Polímero
 Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
FURAÇÃO. FURAÇÃO -Definição. Furadeira com ferramenta e peça furada, 4000 a.c.
 FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
A UTILIZAÇÃO DE FERRAMENTAS CERÂMICAS E PCBN NO TORNEAMENTO DE PEÇAS ENDURECIDAS
 A UTILIZAÇÃO DE FERRAMENTAS CERÂMICAS E PCBN NO TORNEAMENTO DE PEÇAS ENDURECIDAS Cláudio Henrique Dias de Almeida Alexandre Mendes Abrão Universidade Federal de Minas Gerais, Departamento de Engenharia
A UTILIZAÇÃO DE FERRAMENTAS CERÂMICAS E PCBN NO TORNEAMENTO DE PEÇAS ENDURECIDAS Cláudio Henrique Dias de Almeida Alexandre Mendes Abrão Universidade Federal de Minas Gerais, Departamento de Engenharia
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
USINABILIDADE DOS MATERIAIS
 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
2.2 Avarias, Desgaste e Mecanismos de Desgaste de Ferramentas no Fresamento
 27 2.2 Avarias, Desgaste e Mecanismos de Desgaste de Ferramentas no Fresamento Nos processos de usinagem convencional existem duas causas principais para determinar a substituição de uma ferramenta de
27 2.2 Avarias, Desgaste e Mecanismos de Desgaste de Ferramentas no Fresamento Nos processos de usinagem convencional existem duas causas principais para determinar a substituição de uma ferramenta de
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Perfil do Stream Jet Bar
 2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL
 ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Sandro Cardoso Santos Wisley Falco Sales ASPECTOS TRIBOLÓGICOS DA USINAGEM DOS MATERIAIS
 3 Sandro Cardoso Santos Wisley Falco Sales ASPECTOS TRIBOLÓGICOS DA USINAGEM DOS MATERIAIS 4 Aspectos tribológicos da usinagem dos materiais Copyright 2007 by Artliber Editora Ltda. Revisão: Fernanda Foja
3 Sandro Cardoso Santos Wisley Falco Sales ASPECTOS TRIBOLÓGICOS DA USINAGEM DOS MATERIAIS 4 Aspectos tribológicos da usinagem dos materiais Copyright 2007 by Artliber Editora Ltda. Revisão: Fernanda Foja
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
BC8110 BC8120 BC8130. CBN grão médio CBN microgrão. Elemento de liga convencional. Elemento de liga ultramicropartículas
 CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
AULA 1 ESTADO DE SUPERFÍCIE. Professores
 AULA 1 ESTADO DE SUPERFÍCIE SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius INTRODUÇÃO Superfícies de peças: devem ser adequadas à função
AULA 1 ESTADO DE SUPERFÍCIE SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius INTRODUÇÃO Superfícies de peças: devem ser adequadas à função
ASPECTOS TECNOLÓGICOS DA DETERIORAÇÃO DAS FERRAMENTAS DE PCBN E CERÂMICA MISTA NO TORNEAMENTO DE AÇOS ENDURECIDOS
 ASPECTOS TECNOLÓGICOS DA DETERIORAÇÃO DAS FERRAMENTAS DE PCBN E CERÂMICA MISTA NO TORNEAMENTO DE AÇOS ENDURECIDOS *H. Matsumoto, **A. E. Diniz *Avenida Brasil, 56, Ilha Solteira/SP, CEP: 15.385-000 hidekasu@dem.feis.unesp.br
ASPECTOS TECNOLÓGICOS DA DETERIORAÇÃO DAS FERRAMENTAS DE PCBN E CERÂMICA MISTA NO TORNEAMENTO DE AÇOS ENDURECIDOS *H. Matsumoto, **A. E. Diniz *Avenida Brasil, 56, Ilha Solteira/SP, CEP: 15.385-000 hidekasu@dem.feis.unesp.br
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação
 MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Análise do Desgaste da Ferramenta de Corte no Fresamento do Aço SAE 4340
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA CELSO SUCKOW DA FONSECA CEFET/RJ Análise do Desgaste da Ferramenta de Corte no Fresamento do Aço SAE 4340 Rafael da Cunha Hamano Prof.ª Orientadora: Tatiane de Campos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA CELSO SUCKOW DA FONSECA CEFET/RJ Análise do Desgaste da Ferramenta de Corte no Fresamento do Aço SAE 4340 Rafael da Cunha Hamano Prof.ª Orientadora: Tatiane de Campos
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Ângulo de Pressão Manutenção e Falhas Fabricação O Diferencial Exercícios Ângulo de Pressão Definição: É o ângulo que define a direção da força que a engrenagem motora
Professor: Leonardo Leódido Sumário Ângulo de Pressão Manutenção e Falhas Fabricação O Diferencial Exercícios Ângulo de Pressão Definição: É o ângulo que define a direção da força que a engrenagem motora
Usinagem I Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Controle do cavaco. Formas de Cavacos. Cavaco em fita. Cavaco helicoidal. Cavaco espiral. Cavaco em lascas ou pedaços
 Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
PROCESSOS DE GEOMETRIA NÃO DEFINIDA
 PROCESSOS DE GEOMETRIA NÃO DEFINIDA Prof. Janaina Fracaro de Souza Janainaf@utfpr.edu.br Aula 14 Processos de Fabricação Tópicos da aula: - BRUNIMENTO: - Ferramentas; - Processo de brunimento; - RETIFICAÇÃO:
PROCESSOS DE GEOMETRIA NÃO DEFINIDA Prof. Janaina Fracaro de Souza Janainaf@utfpr.edu.br Aula 14 Processos de Fabricação Tópicos da aula: - BRUNIMENTO: - Ferramentas; - Processo de brunimento; - RETIFICAÇÃO:
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
FURAÇÃO DE FERRO FUNDIDO CINZENTO COM BROCAS DE METAL DURO INTEGRAL
 FURAÇÃO DE FERRO FUNDIDO CINZENTO COM BROCAS DE METAL DURO INTEGRAL Sandro Cardoso Santos Álisson Rocha Machado Universidade Federal de Uberlândia, Departamento de Engenharia Mecânica CEP: 384-1 Uberlândia
FURAÇÃO DE FERRO FUNDIDO CINZENTO COM BROCAS DE METAL DURO INTEGRAL Sandro Cardoso Santos Álisson Rocha Machado Universidade Federal de Uberlândia, Departamento de Engenharia Mecânica CEP: 384-1 Uberlândia
AVALIAÇÃO DO PERFIL DE RUGOSIDADE E DO DESGASTE DA FERRAMENTA ATRAVÉS DO SINAL DE EMISSÃO ACÚSTICA
 15º POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica AVALIAÇÃO DO PERFIL DE RUGOSIDADE E DO DESGASTE DA FERRAMENTA
15º POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica AVALIAÇÃO DO PERFIL DE RUGOSIDADE E DO DESGASTE DA FERRAMENTA
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
TRABALHO DE CONCLUSÃO DE CURSO
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS JOINVILLE CURSO SUPERIOR DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL ANDRÉ FRANCISCÃO FRANCISCO DE AUGUSTINHO MONITORAMENTO DO DESGASTE
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS JOINVILLE CURSO SUPERIOR DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL ANDRÉ FRANCISCÃO FRANCISCO DE AUGUSTINHO MONITORAMENTO DO DESGASTE
Nova tecnologia em fresamento Soluções em Fresamento
 Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
COMPORTAMENTO DO DESGASTE DE FERRAMENTAS DE METAL DURO NO TORNEAMENTO DE COMPÓSITO CARBONO-CARBONO
 COMPORTAMENTO DO DESGASTE DE FERRAMENTAS DE METAL DURO NO TORNEAMENTO DE COMPÓSITO CARBONO-CARBONO João Sílvio S. Olim Instituto de Engenharia Mecânica da UNIFEI Universidade Federal de Itajubá Av. BPS,
COMPORTAMENTO DO DESGASTE DE FERRAMENTAS DE METAL DURO NO TORNEAMENTO DE COMPÓSITO CARBONO-CARBONO João Sílvio S. Olim Instituto de Engenharia Mecânica da UNIFEI Universidade Federal de Itajubá Av. BPS,
Ciência dos Materiais II. Materiais Cerâmicos. Prof. Vera Lúcia Arantes
 Ciência dos Materiais II Materiais Cerâmicos Prof. Vera Lúcia Arantes Propriedades de produtos cerâmicos Propriedades mecânicas Propriedades térmicas Propriedades termo-mecânicas 2 Materiais Cerâmicos
Ciência dos Materiais II Materiais Cerâmicos Prof. Vera Lúcia Arantes Propriedades de produtos cerâmicos Propriedades mecânicas Propriedades térmicas Propriedades termo-mecânicas 2 Materiais Cerâmicos
FS/LS MS/RS. A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura.
 TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
MANUTENÇÃO BÁSICA VALE A PENA! SOLUÇÕES PARA PROBLEMAS DE CORTE ÍNDICE DE CONTEÚDOS G U I A PA R A S E R R A S D E F I TA
 MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
ANÁLISE DO PROCESSO DE FRESAMENTO DO AÇO AISI D6 ENDURECIDO UTILIZANDO MÍNIMA QUANTIDADE DE LUBRIFICANTE. A. Felipe, A. J. Souza
 ANÁLISE DO PROCESSO DE FRESAMENTO DO AÇO AISI D6 ENDURECIDO UTILIZANDO MÍNIMA QUANTIDADE DE LUBRIFICANTE A. Felipe, A. J. Souza Departamento de Engenharia Mecânica (DEMEC-UFRGS) Rua Sarmento Leite, n 425,
ANÁLISE DO PROCESSO DE FRESAMENTO DO AÇO AISI D6 ENDURECIDO UTILIZANDO MÍNIMA QUANTIDADE DE LUBRIFICANTE A. Felipe, A. J. Souza Departamento de Engenharia Mecânica (DEMEC-UFRGS) Rua Sarmento Leite, n 425,
UNIVERSIDADE FEDERAL DE JUIZ DE FORA GRADUAÇÃO EM ENGENHARIA MECÂNICA
 UNIVERSIDADE FEDERAL DE JUIZ DE FORA GRADUAÇÃO EM ENGENHARIA MECÂNICA JÉSSICA CONCEIÇÃO LOBATO ANÁLISE DO ENCRUAMENTO DO CAVACO NA FABRICAÇÃO DE PEÇAS EM TORNEAMENTO CONVENCIONAL UTILIZANDO O MÉTODO DOS
UNIVERSIDADE FEDERAL DE JUIZ DE FORA GRADUAÇÃO EM ENGENHARIA MECÂNICA JÉSSICA CONCEIÇÃO LOBATO ANÁLISE DO ENCRUAMENTO DO CAVACO NA FABRICAÇÃO DE PEÇAS EM TORNEAMENTO CONVENCIONAL UTILIZANDO O MÉTODO DOS
Rugosidade. O supervisor de uma empresa verificou que. Acesse: Um problema. Rugosidade das superfícies
 A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
2 Revisão Bibliográfica
 2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Lubrificação Industrial. Prof. Matheus Fontanelle Pereira Curso Técnico em Eletromecânica Departamento de Processos Industriais Campus Lages
 Lubrificação Industrial Prof. Matheus Fontanelle Pereira Curso Técnico em Eletromecânica Departamento de Processos Industriais Campus Lages 1. Atrito Sempre que houver movimento relativo entre duas superfícies,
Lubrificação Industrial Prof. Matheus Fontanelle Pereira Curso Técnico em Eletromecânica Departamento de Processos Industriais Campus Lages 1. Atrito Sempre que houver movimento relativo entre duas superfícies,
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS)
") SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 ; ; Desgaste de Ferramentas; Mecanismos de Desgaste; ;
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 ; ; Desgaste de Ferramentas; Mecanismos de Desgaste; ;
Série CA3. Usinagem de Ferro Fundido com Alta Estabilidade. Nova Classe Metal Duro CVD para Ferro Fundido
 Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
Curso de Engenharia Mecânica Automação de Sistemas MELHORIA NO PROCESSO DE TORNEAMENTO SEM A UTILIZAÇÃO DE FLUIDO REFRIGERANTE
 Curso de Engenharia Mecânica Automação de Sistemas MELHORIA NO PROCESSO DE TORNEAMENTO SEM A UTILIZAÇÃO DE FLUIDO REFRIGERANTE Fábio Tracci Itatiba São Paulo Brasil Novembro de 2005 ii Curso de Engenharia
Curso de Engenharia Mecânica Automação de Sistemas MELHORIA NO PROCESSO DE TORNEAMENTO SEM A UTILIZAÇÃO DE FLUIDO REFRIGERANTE Fábio Tracci Itatiba São Paulo Brasil Novembro de 2005 ii Curso de Engenharia
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Recomendações práticas para o melhor resultado no tratamento térmico
 Recomendações práticas para o melhor resultado no tratamento térmico Vendramim, J.C., Eng.MSc* 1. Introdução O processo térmico é realizado para modificar as propriedades mecânicas, elétricas e magnéticas
Recomendações práticas para o melhor resultado no tratamento térmico Vendramim, J.C., Eng.MSc* 1. Introdução O processo térmico é realizado para modificar as propriedades mecânicas, elétricas e magnéticas
Metrologia Plano de Aula - 24 Aulas (Aulas de 1 Hora).
.") 6464 - Metrologia Plano de Aula - 24 Aulas (Aulas de 1 Hora). Aula 1 Capítulo 1 - Introdução 1.1. O que é Metrologia... 23 1.2. Por que Medir?... 24 1.3. Metrologia e Controle Dimensional na Indústria...
6464 - Metrologia Plano de Aula - 24 Aulas (Aulas de 1 Hora). Aula 1 Capítulo 1 - Introdução 1.1. O que é Metrologia... 23 1.2. Por que Medir?... 24 1.3. Metrologia e Controle Dimensional na Indústria...
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações