UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
|
|
|
- Márcio Valente Castilhos
- 5 Há anos
- Visualizações:
Transcrição


1 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531
2 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da Formação do Cavaco; Tipos de Cavaco; Fontes e Distribuição de Calor; Controle da Forma; Ângulos de Saída; Mecanismo de Ruptura do Cavaco; de Usinagem; Requisitos; Critérios de Seleção; Evolução Histórica; Classificação; Propriedades dos Materiais; Materiais;. 2



3 Mecanismo : Superfícies em Usinagem: Superfície a Usinar; Superfície em Usinagem; Superfície Usinada; Grandezas de avanço, penetração e usinagem: Geometria da Cunha de Corte: 3

4 : Forças de Usinagem: Ks K s1. h z Material σt [N/mm²] 1-z Ks1 Aço , , , , , , , F c K s.a , , , Fofo HRc = 46 0, F c K s.h.b K s1.h 1 z 4.b
5 : Potência de Usinagem: Mecanismo Potência de Corte: Pc F.V c c [kw] Fc [N] e Vc [m/min] Potência de Avanço: Pf F.V f f Potência fornecida pelo motor: [kw] Ff [N] e Vf [mm/min] P m P c 5

6 Mecanismo de Formação de Cavaco: 6

7 Mecanismo de Formação de Cavaco: 7
8 Mecanismo de Formação de Cavaco: A formação do cavaco influencia diversos fatores ligados a usinagem, tais como: Desgaste da Ferramenta; Esforços de Corte; Calor Gerado na Usinagem; Penetração do Fluido de Corte; Assim estão envolvidos com o processo de formação de cavaco os seguintes aspectos: Econômicos; Qualidade da Peça; Segurança do Operador; Utilização Adequada da Máquina, etc.. 8
; Quanto maior a deformação do")
9 Etapas da Formação do Cavaco: 1) recalque (deformação elástica); 2) Deformação plástica; 3) Ruptura (cisalhamento); 4) Movimento sobre a superfície de saída; O corte dos metais envolve o cisalhamento concentrado ao longo de um plano chamado plano de cisalhamento; O ângulo entre o plano de cisalhamento e a direção de de corte é chamado de ângulo de cisalhamento (Ø); Quanto maior a deformação do cavaco sendo formado, menor será Ø e maior será o esforço de corte. 9

10 Mecanismo de Formação de Cavaco: 10
11 Tipos de Cavaco: De Ruptura De Cisalhamento Contínuo O fenômeno de formação do cavaco é periódico. 11
12 Classificação dos Cavacos: 1. Quanto ao tipo: Contínuo; Cisalhamento; Ruptura; 2. Quanto à forma: Em fita; Helicoidal; Espiral; Em lasca ou pedaço. 12
; -")
13 Classificação dos Cavacos Quanto ao Tipo: 1.1. Cavaco Contínuo: Características: - lamelas justapostas numa disposição contínua; - lado de baixo geralmente suave; Formação de Cavaco: - fluxo contínuo do material (materiais dúcteis); - elementos do cavaco não se separam em zonas de cisalhamento; Condições de Formação: - alta velocidade de corte; - grandes ângulos de usinagem; Acabamento Superficial: - como a força de corte varia muito pouco devido a contínua formação do cavaco, a qualidade superficial é muita boa. 13


14 Classificação dos Cavacos Quanto ao Tipo: 1.1. Cavaco Contínuo: 14

15 Classificação dos Cavacos Quanto ao Tipo: 1.2. Cavaco de Cisalhamento ou Lamelar: Características: - superfície fortemente indentada; Formação de Cavaco: - fluxo não contínuo do material; - cavacos lamelares são levemente deformados no plano de cisalhamento e novamente soldados; - serilhado nas bordas o difere do cavaco contínuo; Condições de Formação: - materiais com baixa ductilidade. A descontinuidade é causada por irregularidades no material, vibrações, ângulo efetivo de corte muito pequeno, elevada profundidade de corte, baixa velocidade de corte, etc; Acabamento Superficial: - A qualidade superficial é inferior a obtida com cavaco contínuo, devido a variação da força de corte. Tal força cresce com a formação do cavaco e diminui bruscamente com sua ruptura, gerando fortes vibrações e uma superfície com ondulações. 15


16 Classificação dos Cavacos Quanto ao Tipo: 1.2. Cavaco de Cisalhamento ou Lamelar: 16

17 Classificação dos Cavacos Quanto ao Tipo: 1.3. Cavaco de Ruptura: Características: - fragmentos arrancados de peças usinadas; Formação de Cavaco: - fluxo não contínuo do material; - completa desintegração do cavaco; Condições de Formação: - materiais com baixa ductilidade (fragéis); - condições desfavoráveis de usinagem (ângulo de saída com valores muito baixos, nulos ou negativos); Acabamento Superficial: - o cavaco rompe em forma de concha gerando uma superfície com qualidade superficial inferior. 17


18 Classificação dos Cavacos Quanto ao Tipo: 1.3. Cavaco de Ruptura: 18

19 Classificação dos Cavacos Quanto à Forma: 19
, ocupa muito")
20 Classificação dos Cavacos Quanto à Forma: Inconvenientes do cavaco contínuo (em fita): Pode ocasionar acidentes, visto que eles se enrolam em torno da peça, da ferramenta ou dos componentes da máquina; Possíveis danos à ferramenta e à peça; Dificulta a refrigeração direcionada, desperdiçando o fluido de corte; Dificulta o transporte (manuseio), ocupa muito volume; 20
: Ele prejudica o corte, no sentido de")

21 Classificação dos Cavacos Quanto à Forma: Inconvenientes do cavaco contínuo (em fita): Ele prejudica o corte, no sentido de poder afetar, o acabamento, as forças de corte e a vida útil das ferramentas. Classificação dos Cavacos Quanto à Forma / Utilização: 21

22 Influência dos Fatores de Usinagem na Forma do Cavaco: 22

23 Fontes de Calor: 23

24 Distribuição de Calor: 24


25 Ângulos de Saída positivos e negativos: Contínuo: O ângulo de saída deve ser grande; De ruptura: O ângulo de saída deve ser baixo, nulo ou negativo. 25
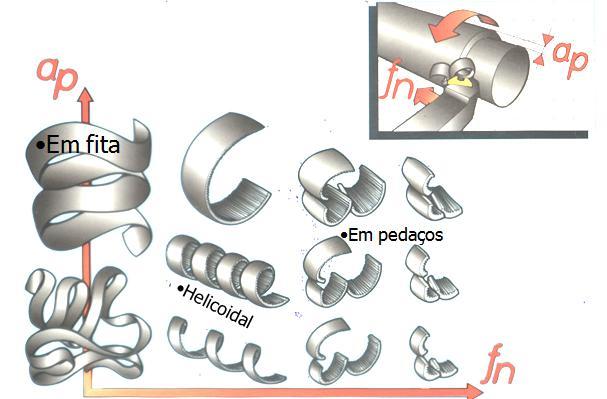
26 Formas Assumidas: 26

27 Mecanismo de Ruptura do Cavaco: A melhor maneira de se promover a curvatura vertical do cavaco, para causar a sua ruptura é a colocação de um obstáculo no caminho do fluxo do cavaco, chamado de quebra-cavaco; A diminuição do ângulo de saída e/ou inclinação da ferramenta e o aumento do atrito cavaco-ferramenta, também promovem a curvatura vertical ; Os quebra-cavacos podem ser moldados na superfície de saída da ferramenta ou postiços. 27


28 Influência da Velocidade de Corte na Quebra do Cavaco: Em baixas velocidades de corte os cavacos geralmente apresentam boa curvatura, quebrando com facilidade; Quando as velocidades aumentam, no caso de materiais dúcteis, pode haver maior dificuldade para a quebra; Influência da Profundidade de Usinagem na Quebra do Cavaco: Grandes profundidades de usinagem facilitam a quebra do cavaco; A relação entre o raio da ponta da ferramenta e a profundidade de usinagem influencia na quebra do cavaco: ap/r pequeno = dificuldade na quebra ap/r grande = facilidade na quebra r 28

29 Quebra Cavaco: Vantagens do Uso do Quebra Cavaco: Redução de transferência de calor para a ferramenta por reduzir o contato entre o cavaco e ferramenta; Maior facilidade de remoção dos cavacos; Menor riscos de acidentes para o operador; Obstrução menor ao direcionamento do fluido de corte sobre a aresta de corte da 29 ferramenta.
30 Quebra Cavaco: a) cratera; b) anteparo postiço; c) anteparo integral 30
 Usinado diretamente na ferramenta; c) Quebracavaco em pastilha")
31 Quebra Cavaco: Tipos mais comuns de quebra-cavacos: a) Quebra-cavaco fixado mecanicamente; b) Usinado diretamente na ferramenta; c) Quebracavaco em pastilha sinterizada 31
32 Quebra Cavaco: Classificação ISO: a) Quebra-cavacos de obstrução integrada na própria ferramenta Aγ = Face; L Bn = Distância; h B = Altura; r B = Raio. 32
33 Quebra Cavaco: L Bn = Distância = é a distância entre o ponto selecionado do gume principal à projeção do ponto correspondente do quebra-cavacos na face Aγ medida no plano normal ao gume P n. Se for muito pequena, o cavaco sai dobrado excessivamente e quebra muito pequeno, e a força e a potência de corte aumentam. Se essa distância for muito grande o dobramento do cavaco é insuficiente para quebrá-lo. h B = Altura = é a distância entre a face Aγ até o ponto correspondente do quebracavacos, medido numa direção perpendicular a face. Deve ser suficiente para que o cavaco seja dobrado até a ruptura, pela obstrução. Altura excessiva provoca um enrolamento muito apertado do cavaco. 33
34 Quebra Cavaco: r B = Raio = é o raio nominal da superfície curva de um quebra-cavacos do tipo obstrução. A face ativa do quebra-cavacos deve ter um r B adequado com a face da ferramenta. Um canto vivo impede o escoamento do cavaco, que tranca na face ativa e provoca grandes esforços com quebra de partes da ferramenta. Um raio muito amplo faz com que o cavaco seja dobrado de modo insuficiente, não assegurando a sua ruptura. 34





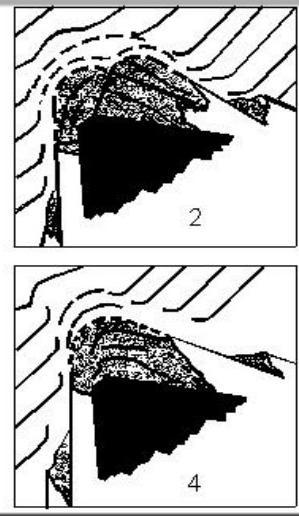
35 Quebra Cavaco: 1 e 2: raio correto; 3 e 4: canto vivo provoca choques; 5: raio muito grande provoca dobramento insuficiente para dobrar o cavaco. 35
36 Quebra Cavaco: Classificação ISO: b) Quebra-cavacos de obstrução paralela. É mais difícil de executar que o quebra-cavacos angular. O rebolo de diamante ou carboneto de silício gasta rapidamente quando retifica o cabo de aço. Para evitar isso, deve-se prever atrás da pastilha de metal duro um rebaixo de 6 a 12 mm de largura por 0,8 mm de profundidade, a fim de que o rebolo de diamante não toque o aço. 36
37 Quebra Cavaco: Classificação ISO: c) Quebra-cavacos de obstrução angular. O ângulo ρ By do quebra-cavacos é geralmente de 8 a 10. Tem como limitação o fato de que a profundidade de corte deve ser constante, pois se o cavaco se torna muito largo, a parte de trás do quebra-cavaco se torna muito estreita para atuar convenientemente. 37
38 Quebra Cavaco: Classificação ISO: d) Quebra-cavacos de obstrução modificada. Usa-se muitas vezes um quebra-cavacos com ângulo ρ By = 45, distância L Bn = 1,5 mm, altura h B = 0,4 a 0,6 mm. No caso de ferramentas com grande raio de quina, faz-se muitas vezes, adicionalmente à obstrução de 8, uma de aproximadamente de 38

39 Quebra Cavaco: Classificação ISO: e) Quebra-cavacos de obstrução postiça. Dois parafusos de ajustagem permitem regular a distância entre o quebracavacos e o gume da ferramenta, bem como a inclinação entre eles. É importante que o quebra-cavacos esteja fixado rigidamente, e que não fique nenhuma folga entre ele e o topo da ferramenta, caso contrário, podem haver grandes esforços capazes de soltar a pastilha ou lascar o gume. 39


40 Quebra Cavaco: Classificação ISO: f) Quebra-cavacos de tipo ranhura. 40
41 Quebra Cavaco: Classificação ISO: g) Quebra-cavacos usados em ferramentas de aço rápido. Altura 50% maior em virtude da maior elasticidade dos cavacos produzidos nas menores velocidades de corte utilizadas em ferramentas de aço rápido e de ligas fundidas; Também podem ser utilizados os do tipo ranhura, com secção em forma de segmento de círculo ou de triângulo. O primeiro é usado geralmente para a usinagem de aço com avanços maiores que 0,4 mm. O segundo é usado para avanços inferiores a 0,4 mm/rot, pois produzem o enrolamento do cavaco mais apertado, de modo a quebrar o cavaco bem fino. 41

42 Quebra Cavaco: Exemplos: 42
43 Gume Postiço: É formado devido ao forte atrito entre o cavaco e a ferramenta, que produz arrancamento de pequenas partículas de metal quente do cavaco e a soldagem das mesmas ao longo do gume ativo; Como característica, é visualizado um gume sem afiação, arredondados com diversas camadas de material, sobrepostas, até que se torne instável, até soltar-se da ferramenta, podendo levar consigo uma lasca da mesma; O arrancamento frequente de partículas duras do gume postiço provoca desgaste abrasivo no flanco e da face da ferramenta, provocando também péssimo acabamento superficial; Uma solução é aumentar a velocidade de corte, para desaparecer a possibilidade de formação do gume postiço. 43



44 Gume Postiço: 44
45 Encruamento produzido no processo de corte: Os fragmentos duríssimos do gume postiço, sendo arrastados com o cavaco e com a peça, produzem forte desgaste abrasivo na face e no flanco da ferramenta; Os fragmentos de gume postiço, incrustados na superfície usinada às vezes tornam a mesma imprópria para trabalhar em mancais e guias (péssimo acabamento superficial); A superfície usinada apresenta aumento de dureza, tensões residuais (devidas ao calor e deformação plástica do material). As tensões residuais, em casos extremos, podem ir até a tensão de ruptura do material, afetando a resistência à fadiga das peças usinadas. 45
46 Encruamento produzido no processo de corte: Distribuição da dureza (HK) na zona de corte: Tipo I cavaco contínuo; Tipo II cavaco cisalhado; Tipo III cavaco contínuo com gume postiço. 46
47 Temperatura de Corte: Praticamente toda a energia mecânica associada à formação do cavaco se transforma em energia térmica; As principais fontes de geração do calor no processo de formação do cavaco são: Deformação e cisalhamento do cavaco na região de cisalhamento; Atrito do cavaco com a superfície de saída da ferramenta; Atrito da peça com a ferramenta; As principais fontes de dissipação do calor no processo de formação do cavaco são: Cavaco (cresce com a velocidade de corte); Peça (26% em aço e 73% em alumínio); Ferramenta; Fluído de corte. 47

48 Temperatura de Corte: 48

49 Temperatura de Corte: 49

50 Temperatura de Corte: Aumento da produtividade sugere aumento da velocidade de corte, avanço e profundidade de corte. Todos estes geram mais calor. Assim, deve-se tentar meios para reduzir a temperatura ou conviver com ela sem grandes danos: desenvolvimento de materiais de usinabilidade melhorada; desenvolvimento de materiais da ferramenta mais resistentes ao calor (maior dureza a quente); utilização de fluidos de corte (efeito refrigerante e lubrificante). 50
51 Materiais para de Corte: Nas operações mais comuns, utiliza como ferramenta um material mais duro que o da peça; Por outro lado, a usinagem de matérias frágeis e/ou operações de cortes interrompidos requerem materiais de ferramentas com suficiente tenacidade para suportar os choques e os impactos inerentes a tais processos; Principais Propriedades: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência ao desgaste; Alta resistência a compressão; Alta resistência ao cisalhamento; Boas propriedades mecânicas e térmicas a temperaturas elevadas; Alta resistência ao choque térmico; Alta resistência ao impacto; Ser inerte quimicamente. 51

52 Materiais para de Corte: 52

53 Esforços sobre a ferramenta: 53

54 Materiais para Fabricação de : Requisitos Desejados: 54

55 Materiais para Fabricação de : Critérios para Seleção de : 55
; Aço Rápido (1900);")
; Diamante mono e policristalino (anos")
56 Materiais para Fabricação de : Evolução dos Materiais de Ferramenta: Aço Ferramenta (1868); Aço Rápido (1900); Metal Duro (1926); Cerâmicas (1938); Nitreto de Boro cúbico (anos 50); Diamante mono e policristalino (anos 70). 56

57 Materiais para Fabricação de : Classificação: 57

58 Materiais para Fabricação de : Propriedades dos Materiais de : 58
59 Materiais para Fabricação de : Aços Carbono e Suas Ligas Aço Ferramenta: Possuem de 0,8% a 1,5% de C e mínima porcentagem de outros elementos de liga. Até 1900 eram os únicos materiais disponíveis para ferramentas. Obtém dureza por tratamento térmico; Apresentam baixa resistência a quente (~200 C), o que permite sua utilização em baixas velocidades de corte (~25m/min), tornando-os impróprios para usinar aços de alta resistência; São utilizados em aplicações secundárias, tais como: limas, cinzéis, serras para madeira, ferramentas domésticas, ferramentas de forma para usinagem de latão e ligas de alumínio, ferramentas para serem utilizadas uma única vez ou para poucas peças; Para melhorar a sua qualidade adiciona-se à sua composição pequenas quantidades de Cr, V e W. 59



60 Materiais para Fabricação de : Aços Ferramenta: Baixo custo; Facilidade de afiação obtenção de gumes vivos; Tratamento térmico relativamente simples; Elevada dureza e resistência ao desgaste; Resistem a temperatura de até aproximadamente 250 C. 60

61 Materiais para Fabricação de : Tipos e Aplicações de Aços Ferramenta: 61



62 Materiais para Fabricação de : Aços Rápidos: Aço ferramenta com alta liga de tungstênio, molibdênio, cromo, vanádio, cobalto e nióbio; Desenvolvido para aplicação de usinagem em elevadas velocidades; Resistem a temperatura de até aproximadamente 520 a 600 C; Tratamento térmico complexo (banho de sais). 62
63 Materiais para Fabricação de : Aços Rápidos com cobertura : Revestimentos que incrementam resistência ao desgaste; TiC TiN Alta dureza (~2300 HV); Elevada ductilidade; Redução do caldeamento a frio (aresta postiça); Baixo coeficiente de atrito. 63


64 Materiais para Fabricação de : Aços Rápidos com cobertura : 64

65 Materiais para Fabricação de : Aços Rápidos sinterizados: Machos de aço rápido sinterizado enriquecido: 65
66 Materiais para Fabricação de : Metal Duro - WIDIA: O tungstênio (W) é o metal de mais alto ponto de fusão (3387 C), maior resistência à tração (4200 N/mm²) e mais baixo coeficiente de dilatação térmica; A dificuldade de fusão do W levou ao desenvolvimento da metalurgia do pó; Quando foi verificado as excelentes propriedades de dureza e resistência ao desgaste desse material, os alemães logo o batizaram de widia (wie diamond = como o diamante); As pastilhas possuem elevada resistência à compressão (3500 N/mm²), sua dureza se mantêm elevada até ~1000 C, sendo empregadas com sucesso na usinagem do ferro fundido e de materiais não ferrosos. 66


67 Materiais para Fabricação de : Metal Duro - WIDIA: Material de ferramenta mais utilizado na indústria; Indústria automobilística consome cerca de 70% das ferramentas de metal duro produzidas no mundo; Resistem a temperatura de até aproximadamente 1000 C; Aumento na vida útil das ferramentas na ordem de 200 a 400%; 67

68 Materiais para Fabricação de : Efeitos de alguns elementos sobre o metal duro: 68


69 Materiais para Fabricação de : Classificação conforme ISO em classes P, M e K: 69

70 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo P: Simbolizado pela cor azul, para usinagem de aço, aço fundido, FoFo maleável, nodular, ou ligado, ou seja, materiais de cavaco comprido. Possuem alta resistência a quente e pequeno desgaste abrasivo; Além de WC tem percentagens mais ou menos elevadas de TiC (até 35%) e de TaC (até 7%); 70

71 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo P: 71

72 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo M: Simbolizado pela cor amarela. Para usinagem de aço, aço fundido, aço ao Mn, FoFo ligado, aços inoxidáveis austeníticos, FoFo maleável e nodular e aços de corte livre, ou seja, para uso universal em condições satisfatórias; Constituem tipos intermediários entre os grupos P e K, apresentando resistência a quente relativamente boa e boa resistência à abrasão; 72

73 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo M: 73
74 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo K: Simbolizado pela cor vermelha. Para usinagem de FoFo comum e coquilhado, FoFo maleável de cavaco curto, aços temperados, não ferrosos, não metálicos, pedra e madeira, ou seja, materiais de cavaco curto; Possuem menor resistência a quente e alta resistência ao desgaste, sendo constituídos quase que totalmente de WC-Co; Os metais mais duros são usados para usinagens de acabamento (altas vc e baixas ap). Em geral, as pastilhas possuem ângulo de saída negativo; Os menos duros e mais tenazes (alto Co) são usados em cortes pesados de desbaste, baixas vc, cortes interrompidos, vibrações, máquinas velhas, etc. 74

75 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo K: 75

76 Materiais para Fabricação de : Subdivisão dos Metais Duros Grupo K: 76
,")
; Combinando-se assim uma alta resistência a choques com")
77 Materiais para Fabricação de : Metais Duros com Cobertura: Substrato tenaz com revestimento duro (TiC, TiN, Ti(CN), Al2O3,...); Combinando-se assim uma alta resistência a choques com alta resistência a desgaste (maior vida de ferramenta); 77

78 Materiais para Fabricação de : Comparação dos Processos de Revestimento CVD e PDV: 78
; Carbonitreto de titânio (Ti(C,N)); Nitreto de alumínio-titânio ((Ti, Al)N); Óxido de Alumínio (Al2O3); Camadas de diamante.")
79 Materiais para Fabricação de : Metais Duros Revestidos: Principais Revestimentos: Carboneto de titânio (TiC); Nitreto de titânio (TiN); Carbonitreto de titânio (Ti(C,N)); Nitreto de alumínio-titânio ((Ti, Al)N); Óxido de Alumínio (Al2O3); Camadas de diamante. 79
80 Materiais para Fabricação de : Cerâmicas de Corte: Empregada na usinagem de aços e ferros fundidos; Altas velocidades de corte, altas potências de acionamento; Exigem máquinas rígidas e proteção ao operador; Propriedades e Características: Resistentes à corrosão e às altas temperaturas; Elevada estabilidade química (boa resistência ao desgaste); Resistência à compressão. 80
81 Materiais para Fabricação de : Cerâmicas de Corte - Vantagens: - Alta dureza a quente (maior que as cerâmicas mistas), que se mantém até ~1600 C, permitindo altas velocidades de corte (5 a 10 vezes maiores que as do metal duro comum); - Elevada estabilidade química do óxido de alumínio, que se mantém até aproximadamente o seu ponto de fusão (2050 C). Não ocorrem fenômenos de oxidação ou difusão como no metal duro; - Como a cerâmica é isolante térmico, não há risco de desgaste eletro-químico; - Alta resistência à compressão; - Baixo coeficiente de atrito; - Sem afinidade química com o aço, não formando gume postiço; - Menor desgaste assegura melhor precisão dimensional. 81
82 Materiais para Fabricação de : Cerâmicas de Corte - Problemas: - Grande fragilidade, o que a torna deficiente na usinagem interrompida, no emprego em máquinas pouco rígidas, grandes balanços das ferramentas, vibrações; - Condutibilidade térmica muito baixa, o que a torna sensível a variações bruscas de temperatura. Por isso, não se recomenda o uso de fluidos refrigerantes; - Quase todos os materiais podem ser usinados com cerâmica. As poucas exceções são: Alumínio, que reage quimicamente com Al 2 O 3 ; Ligas de titânio, com alto teor de Ni e materiais resistentes ao calor, pela tendência a reações químicas; Magnésio, berílio e zircônio, que são inflamáveis na temperatura de trabalho da cerâmica. 82



83 Materiais para Fabricação de : Cerâmicas Mistas - Cermets: È constituído por TiC, TiN e geralmente tem o Ni como elemento de ligação; Sua principal aplicação é no acabamento dos aços, com altas velocidades e baixos avanços, embora também possam ser usadas nas operações de desbaste; Principais Características Alta dureza a elevadas temperaturas e a grande estabilidade química, com pouca tendência à difusão; Os pontos fracos são as propriedades térmicas. 83
, com transformação de estrutura hexagonal para cúbica (pressão + temperatura); Quimicamente mais estável que o diamante (até 2000 C).")
84 Materiais para Fabricação de : Nitreto de Boro cúbico cristalino - CBN: Segundo material de maior dureza conhecido; Obtido sinteticamente (primeira síntese em 1957), com transformação de estrutura hexagonal para cúbica (pressão + temperatura); Quimicamente mais estável que o diamante (até 2000 C). 84
 ou policristalino (isotrópico);")
85 Materiais para Fabricação de : Diamante: Material de maior dureza encontrado na natureza; Pode ser natural ou sintético; Monocristalino (anisotrópico) ou policristalino (isotrópico); 85
; Emprego de altas velocidades de corte; Tempos de vida de até 80 vezes maior que os das ferramentas")
86 Materiais para Fabricação de : Diamante: Usinagem de ferro e aço não é possível (afinidade Fe-C); Usinagem de metais não ferrosos, plásticos, madeira, pedra, borracha; Usinagem de precisão e ultraprecisão; Pequenas ap e f, tolerâncias estreitas (baixa resistência a flexão das ferramentas); Emprego de altas velocidades de corte; Tempos de vida de até 80 vezes maior que os das ferramentas de metal duro; 86
87 Materiais para Fabricação de : Diamante Natural: São indicados para usinagens de metais leves, bronze, cobre, ligas de estanho, borracha dura e mole, vidro, plásticos e pedras (dressagem); Aplicam-se para a usinagem fina (grande precisão e qualidade superficial semelhante ao polimento); Pequenas ap e f, tolerâncias estreitas (baixa resistência a flexão das ferramentas); A usinagem de aço e FoFo não é possível, em virtude da afinidade do ferro com o carbono. Na zona de contato da peça com a ferramenta o carbono, devido à alta temperatura, transforma-se em grafite e reage com o ferro. Isto leva a um rápido desgaste do gume; A velocidade de corte praticamente não tem limite superior. Velocidades de 2000 m/min foram experimentadas com sucesso; A velocidade de corte mínima é de 100 m/min, avanços entre 0,02 e 0,06 mm/rot, 87 profundidades de corte entre 0,01 e 0,2 mm (excepcionalmente 1mm).



88 Materiais para Fabricação de : Diamante Natural: 88
89 Materiais para Fabricação de : Diamante Sintético: Uma ferramenta revestida com uma camada de diamante sintético policristalino (PCD); A camada de diamante policristalino é produzida pela sinterização de partículas de diamante com cobalto num processo de alta pressão (6000 a 7000 Mpa) e alta temperatura (1400 a 2000 C). A camada de 0,5mm de espessura, ou é aplicada diretamente sobre a pastilha de metal duro pré-sinterizado ou então é ligada ao metal duro através de uma fina camada intermediária de um metal de baixo módulo de elasticidade; São usados na usinagem de metais leves, latão, cobre, bronze, estanho, plásticos, asbesto, fibras reforçadas de vidro carbono, carvão grafite, metal duro pré-sinterizado, em operações de acabamento e desbaste; Especial aplicação na usinagem de ligas alumínio-silício, que são de difícil usinagem. 89

90 Materiais para Fabricação de : Revestimento das : Proteção do material de base da ferramenta; Redução de atrito na interface cavaco/ferramenta; Aumento da dureza na interface cavaco/ferramenta; Condução rápida de calor para longe da região de corte; Isolamento térmico do material de base da ferramenta. 90

91 Materiais para Fabricação de : 91

92 Materiais para Fabricação de : Material de Ferramenta Ideal: O material de ferramenta ideal deveria ter a dureza do diamante natural, a tenacidade do aço rápido e a inércia química da alumina; 92

93 Materiais para Fabricação de : Queda da Resistência com o aumento da temperatura: 93
94 Materiais para Fabricação de : Diagrama de dureza-tenacidade: 94
95 Materiais para Fabricação de : Aumento da Velocidade de Corte - Evolução: 95

96 Materiais para Fabricação de : 96

97 Materiais para Fabricação de : Pastilhas: 97
98 Materiais para Fabricação de : 98
99 Materiais para Fabricação de : 99
100 Superfícies Sistemas de Ref. Grandezas Geometria Forças Potências STEMMER, C. E. de corte I. 5. ed. Florianópolis: UFSC STEMMER, C. E., de corte II: brocas, alargadores, ferramentas de roscar, fresas, brochas, rebolos, abrasivos. 2. ed. Florianópolis: Ed. da UFSC FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Edgard Blücher, DINIZ, A. E., MARCONDES, F.C., COPPINI, N. L., Tecnologia da Usinagem dos Metais. 3 ed.,, São Paulo: Artliber SANDVIK DO BRASIL Divisão Coromant. Manual técnico de usinagem: torneamento, fresamento, furação, madrilhamento, sistemas de fixação. São Paulo: [s.n.] 100
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação
 MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Materiais para fabricação de ferramentas. Conseqüência dos esforços sobre a Ferramenta
 Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
USINABILIDADE DOS MATERIAIS
 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS
 PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Outubro de /10. Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de Super Ligas Resistentes ao Calor
 1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
Pastilha a 90 de 4 arestas com aplicação em rampa
 1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE
 MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Novembro /8. Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros
 1/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros 2/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros A TaeguTec lançou uma nova
1/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros 2/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros A TaeguTec lançou uma nova
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Mini pastilha positiva com 6 arestas de corte 6NKU 04
 1/8 Mini pastilha positiva com 6 arestas de corte 6NKU 04 2/8 A Taegutec está ampliando a Linha MILL2RUSH com o lançamento da pastilha 6NKU 04. Geometria prensada com 6 arestas de corte e menor tamanho
1/8 Mini pastilha positiva com 6 arestas de corte 6NKU 04 2/8 A Taegutec está ampliando a Linha MILL2RUSH com o lançamento da pastilha 6NKU 04. Geometria prensada com 6 arestas de corte e menor tamanho
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 ; ; Desgaste de Ferramentas; Mecanismos de Desgaste; ;
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 ; ; Desgaste de Ferramentas; Mecanismos de Desgaste; ;
CERÂMICAS. Prof. Dr.-Ing. Joel Martins
 CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
AULA 8 MATERIAL DA FERRAMENTA DE CORTE
 AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 4 O Material aço Índice Características de Aço da Construção Civil Propriedades Modificadas Ligas Metálicas Ligas Ferrosas Ligas Não-Ferrosas Teor de Carbono
Sistemas Estruturais Prof. Rodrigo mero Aula 4 O Material aço Índice Características de Aço da Construção Civil Propriedades Modificadas Ligas Metálicas Ligas Ferrosas Ligas Não-Ferrosas Teor de Carbono
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
Linha de Fresas de Canais Extendidos (Abacaxi) e Pastilhas Splitter TNMX 18
 e Pastilhas Splitter TNMX 18") 1/7 Linha de Fresas de Canais Extendidos (Abacaxi) e Pastilhas Splitter TNMX 18 2/7 A TaeguTec amplia a linha MILL2RUSH com o lançamento das Pastilhas Splitter TNMX 18 e Fresas de Canais Extendidos (Abacaxi)
1/7 Linha de Fresas de Canais Extendidos (Abacaxi) e Pastilhas Splitter TNMX 18 2/7 A TaeguTec amplia a linha MILL2RUSH com o lançamento das Pastilhas Splitter TNMX 18 e Fresas de Canais Extendidos (Abacaxi)
NHD - Broca Inteiriça de Metal Duro Melhorada
 1/12 NHD - Melhorada 2/12 PONTO-CHAVE A TaeguTec tem o prazer de apresentar a sua nova broca inteiriça de metal duro, a NHD, que é uma melhoria das atuais brocas SHD e SHO, proporcionando um excepcional
1/12 NHD - Melhorada 2/12 PONTO-CHAVE A TaeguTec tem o prazer de apresentar a sua nova broca inteiriça de metal duro, a NHD, que é uma melhoria das atuais brocas SHD e SHO, proporcionando um excepcional
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Março de /9. Linha otimizada de corte e ranhuramento
 1/9 Lina otimizada de corte e ranuramento 2/9 Destaque A TaeguTec introduziu a nova lina RHINOGROOVE, otimizada para operações de corte e ranuramento A lina RHINOGROOV oferece uma pastila otimizada com
1/9 Lina otimizada de corte e ranuramento 2/9 Destaque A TaeguTec introduziu a nova lina RHINOGROOVE, otimizada para operações de corte e ranuramento A lina RHINOGROOV oferece uma pastila otimizada com
Julho de /11 TT7025. A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos
 1/11 A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos DETAQUE Julho de 2018 A TaeguTec lançou a melhor classe para usinagem de ferros fundidos em baixas
1/11 A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos DETAQUE Julho de 2018 A TaeguTec lançou a melhor classe para usinagem de ferros fundidos em baixas
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
março de /6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas
 1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
Acesse:
 Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Introdução aos Materiais Cerâmicos. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
F E R R A M E N T A S D I A M A N T A D A S CATÁLOGO PCD / PCBN
 CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre
 DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Pastilhas RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade
X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade") 1/9 s RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade GERAÇÃO DE ENERGIA AEROESPACIAL ÓLEO & GÁS 2/9 PONTO-CHAVE A TaeguTec está lançando duas novas pastilhas redondas com cinco indexações
1/9 s RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade GERAÇÃO DE ENERGIA AEROESPACIAL ÓLEO & GÁS 2/9 PONTO-CHAVE A TaeguTec está lançando duas novas pastilhas redondas com cinco indexações
UNI. Vista geral dos símbolos DIN DIN DIN UTL 3000 DIN DIN DIN TURBO. Broca de centralização 60º - Forma A e R
 Brocas helicoidais Vista geral dos símbolos Ângulo helicoidal: 25-30º Perfil com ranhura: normal úcleo: normal Ângulo: 118º DI 333 Broca de centralização 60º - Forma A e R TL 3000 UTL 3000 Ângulo helicoidal:
Brocas helicoidais Vista geral dos símbolos Ângulo helicoidal: 25-30º Perfil com ranhura: normal úcleo: normal Ângulo: 118º DI 333 Broca de centralização 60º - Forma A e R TL 3000 UTL 3000 Ângulo helicoidal:
Generalidades. Metal. Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia
 Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS)
") SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
COMPÓSITOS. Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS. Compósito Cerâmica. Polímero
 Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos
Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Propriedades dos Materiais ENGENHARIA DOS MATERIAIS PROF. KARLA NUNES 2017
 Propriedades dos Materiais ENGENHARIA DOS MATERIAIS PROF. KARLA NUNES 2017 Porque devo conhecer as propriedades dos materiais? O conhecimento das propriedades dos materiais é muito importante na seleção
Propriedades dos Materiais ENGENHARIA DOS MATERIAIS PROF. KARLA NUNES 2017 Porque devo conhecer as propriedades dos materiais? O conhecimento das propriedades dos materiais é muito importante na seleção