SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
|
|
|
- Martín Fonseca Padilha
- 6 Há anos
- Visualizações:
Transcrição
1 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius
2 Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
3 Materiais de Ferramenta Propriedades a serem consideradas para o material da ferramenta: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química


4 Materiais de Ferramenta Bits de Aço rápido




5 Materiais de Ferramenta Insertos ou pastilhas Inserto de CBN Inserto de Cermet Inserto de Dimante Inserto com coberturas
6 Materiais de Ferramenta Aços rápidos Aços rápidos com cobertura Metal duro Metal duro com cobertura Material Cerâmico Nitreto de Boro Cúbico (CBN) Diamante Em geral quando se aumenta a dureza a quente e e a resistência ao desgaste por abrasão, a tenacidade do material Outros materiais: liga fundida (estelita) e aço carbono (com ou sem elemento de liga) D u r e z a T e n a c i d a d
7 Materiais de Ferramenta Desenvolvimento: 1905 Ferramenta de alta liga: W, Mo. Cr, V, Co, Nb Propriedades do aço rápido: Tenaz Elevada resistência ao desgaste Elevada dureza a quente (T corte = 600 o C) Tipo e número de carbonetos duros são responsáveis pela resistência a abrasão Tenacidade depende dos elementos de liga e grau de dissolubilidade Observação: aços rápidos resistentes a abrasão são poucos tenazes Classificação AISI Letra T os tipos ao W e ao W-Co e letra M os tipos ao Mo e ao Mo-Co (Vide TABELA)
8 Aços rápidos com cobertura Ferramentas de Metal Duro revestidas: início década de 60 Processo CVD - Chemical Vapor Deposition Aço rápido não era revestido devido à temperatura do processo: 1000 o C PVD (Physical Vapor Deposition): 450 o C a 500 o C - Câmara de alto vácuo na presença de gás inerte (Argônio) Coberturas mais comuns: TiN e TiCN Broca de aço rápido Sem cobertura Características dessas camadas : Com cobertura TiN alta dureza, ~2300 HV Elevada dutilidade redução sensível do caldeamento a frio (evita a formação de BUE) Baixo coeficiente de atrito; Quimicamente inerte Espessura: 1-4 mm Ótima aparência
 Hoje: Só WC ou multicarbetos de W-Ti ou W-Ti-Ta: depende do material a ser usinado Propriedades: Materiais duros")
9 Metal Duro Ligas de Não ferrosos- FILME PRODUÇÃO MD Metalurgia do Pó - Tamanho de Partículas - 1 a 10 mm ocupando 60 a 95 % do volume do material Segunda Guerra Mundial - aumento de velocidade da ordem de 4 a 5 vezes Primeiros: Carbeto de tungstênio com cobalto como ligante (3-13%) Hoje: Só WC ou multicarbetos de W-Ti ou W-Ti-Ta: depende do material a ser usinado Propriedades: Materiais duros Quimicamente, muito estáveis Maior dureza a quente Alta rigidez Baixo coeficiente de atrito Operam a velocidades mais altas do que os AR Mais frágeis Mais caros Usam metais estratégicos na composição (W,Ta,Co)
10 Metal duro Velocidades de corte usuais: 50 a 200 m/min Velocidades > 100 m/min 450 m/min Corte interrompido utiliza-se inserto com composição WC-Co (grãos mais finos) e alto Co Reciclagem: separação de Ta, WC e Co

11 Metal Duro com Cobertura Aumentam a vida da ferramenta em 200 a 300% ou mais Camadas para revestimento: TiC, TiN ou Al 2 O 3 Para serem eficazes as camadas devem ser: Duras Refratárias Estáveis quimicamente Inertes quimicamente para proteger os constituintes do MD de interagir com o material de corte
12 Metal Duro com Cobertura Revestimentos composição: são grãos finos, livres de ligante e porosidade São metalurgicamente ligados ao MD (substrato) São espessos o suficiente para prolongar a vida da ferramenta e finos o bastante para evitar a fragilidade. Maiores camadas podem ser frágeis (p.e. 12 mm) que podem melhorar a reist6encia ao desgaste mas Tenacidade diminui e aumenta tendência ao lascamento. Solução: Novas camadas TiAlN ou AlTiN - PVD - mais finas e resistentes, arestas menores


13 Processos de revestimentos para ferramentas CVD PVD Carbeto de Tungstênio é o catalisador da reação TiCl4 + CH4 TiC +4 HCl Através da susbstuição do metâno pelo nitrogênio, a camada de de TiN é produzida

 com múltiplas coberturas (detalhe à")

14 Processos de revestimentos para ferramentas Vista aproximada de uma operação de torneamento com ferramenta de carbeto cementada (detalhe a direita) com múltiplas coberturas (detalhe à esquerda). Abaixo, diagrama esquemático do modelo bidimensional de corte e a seção transversal da cobertura


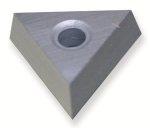
15 Pastilhas de Metal Duro Excelente resistência, permitindo usinar com altas velocidades. Diversas formas e geometrias padronizadas Diversas classes de M.D. para materiais e condições diferentes de usinagem Baixo custo de reposição Dispensa reafiação

16 Formatos dos Insertos

17 Formatos dos Insertos
18 Formatos dos Insertos


19 Dureza Tenacidade Classes P M K N S H Aço Aço Inoxidável Ferro Fundido Não Ferroso Ligas Resistentes Temperaturas Materiais Endurecidos Tenacidade
20 Como identificar os Insertos(Pastilhas)? Existem NORMAS Internacionais : ISO - Internacional ANSI - Americana
21 Codificação ISO - Insertos C N M G RN KC9125 Classe do Inserto Tipo de quebra-cavaco Raio do Inserto Espessura do inserto Tamanho do inserto Característica do inserto Tolerância de fabricação Ângulo de folga Geometria do inserto
22 Formato dos Insertos Letra ref. inserto Descrição da forma do inserto Ângulo de ponta do inserto ( o ) R REDONDO N/A O OCATGONAL 135 H HEXAGONAL 120 P PENTAGONO 108 S QUADRADO ( SQUARE ) 90 C DIAMANTE 80 T TRIÂNGULO 60 D DIAMANTE 55 V DIAMANTE 35
23 Formato dos Insertos Insertos de Metal Duro Aumenta a resistência 135º 120º 108º 90º 80º 60º 55º 35º R O H P S C T D V Aumento da chance de lascar e/ou quebrar
24 Formato dos Insertos Insertos de Metal Duro A A A A A-A A-A Aumento da chance de lascar e/ou quebrar
25 Formato do Inserto Fatores que afetam a escolha R Desbaste pesado Desbaste leve e semiacabamento Acabamento Torneamento e faceamento Perfilamento Versatilidade operacional Potência limitada Tendência a vibração Materiais Endurecidos Corte Interrompidos Melhor recomendação Aceitável Vibração

26 Formato do Inserto Fatores que afetam a escolha R 35º Vibração Melhor recomendação

27 Ângulo de folga T N M G T N M G A 5 B 7 C 20 E 0 N 11 P
28 Tolerância T N M G T N M G

29 Tolerância Circulo Inscrito Tolerância da Classe ic (mm) M U 3,97 5,0 0,05 5,56 6,0 6,35 8,0 3,525 1,0 12,0 12,7 15,875 16,0 19,05 20,0 25,0 25,4 31,75 32,0 0,05 0,08 0,08 0,13 0,10 0,18 0,10 0,18 0,13 0,25 ic ic ic M ou U
30 Característica do Inserto: quebra cavaco T N M G T N M G A *P B R G *S H T M W N X
31 Tamanho da aresta de corte l (mm) d (ic) 6.35 (1/4 ) 9.52 (3/8 ) (1/2 ) (5/8 ) (3/4 ) (1 ) l l l l l l ic = Círculo Inscrito
32 Espessura S T N M G T N M G CPGM - 16 T3 08 1/8 =.125 = 3.18mm = 03 5/32 =.156 = 3.97mm = T3
33 Espessura S 01 S= 1,59 T1 S= 1,98 02 S= 2,38 03 S= 3,18 T3 S= 3,97 04 S= 4,76 05 S= 5,56 06 S= 6,35 07 S= 7,94 09 S= 9,52 10 S= 10,00 12 S= 12,00 T N M G T N M G CPGM - 16 T3 08 1/8 =.125 = 3.18mm = 03 5/32 =.156 = 3.97mm = T3

34 Espessura do Inserto T T T



35 Raio de Ponta T N M G T N M G

36 Codificação ISO Porta-ferramenta Externo M C L N L M 12 Tamanho do Inserto Comp. do Porta-ferr. Espessura do Porta-ferramenta Altura do Porta-ferramenta Sentido de corte Ângulo de folga Ângulo de Posição Formato do Inserto Sistema de fixação do inserto
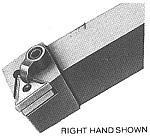







37 Ferramentas para torneamento 90º 55º 60º 35º Assento para inserto de MD


38 Ferramentas para torneamento Ferramentas de torno Ferramenta esquerda Ferramenta direita Corta da esquerda para direita Corta da direita para esquerda



39 Ferramentas para Torno Tornear e Chanfrar Facear 75º Rosquear 55º Mandrilar e facear 90º Recartilhar Porta matriz para cossinete



40 Brocas com Inserto de Metal Duro


41 Fresas com Inserto de Metal Duro
42 Material da Ferramenta: Cerâmica 1) Óxido de Alumínio (Al 2 O 3 ) - SINTERIZADA Puro e prensado a frio = Cor Branca Puro e prensado a quente = Cor Cinza Teor de MgO, Função inibir crescimento de Grão; CrO, Ti e Ni: resistência mecânica ou Al 2 O 3 % de ZrO 2 que aumenta a tenacidade do material 2) Nitreto de Silício (Si 3 N 4 ) com fase intergranular de SiO2 sinterizados na presença de de alumina e/ou óxido de ítrio e óxido de manganês 3) CERMETS = Fase Cerâmica + Fase Metálica - Semelhante ao MD Partículas duras: TiC, TiN e/ou TiCN (ao invés de WC, TiC e TaC do MD) e Niquel como ligante (ao invés de Co) Podem ser revestidos com TiN - menor atrito e tendência a BUE
43 Material da Ferramenta: CBN e PCBN Nitreto de Boro Cúbico (borazon, CBN ou PCBN): BCl 4 + NH 3 BN + 3 HCl BN tem estrutura de grafite hexagonal. Na presença de Pressão (5 GPa a 9 GPa) e Calor (T = 1500 o a 1900 o C) na presença de um catalisador (Lítio) podem transformar para estrutura cúbica = plaquetas de CBN. Espessura da camada formada = 0.5 mm sobre MD Quimicamente mais estável que o Diamante para usinar metais ferrosos Tenacidade do CBN ~ Cerâmica (Nitretos) e 2 x Al 2 O 3 Dureza < Diamante porém 2x Al 2 O 3
44 Material da Ferramenta: CBN e PCBN Duas categorias: CBN`s para usinagem em desbaste (0.5 <ap<8mm) CBN`s para usinagem em acabamento (ap<0.5 mm) CBN`s para desbaste maior concentração de CBN (90%em volume) maior ligação cristal com cristal = maior tenacidade Eficientes diante de operações com predominância de mecanismos de desgaste por abrasão ou forcas altas e corte interrompido como torneamento e fresamento de aços e FoFo cinzento (HRc entre 45 e 65) CBN`s para acabamento possuem fase cerâmica (menor tenacidade e dureza, porém maior estabilidade térmica e química que os CBN`s para desbastes.



45 Material da Ferramenta: CBN e PCBN Nitreto de Boro Cúbico (borazon, CBN ou PCBN):
46 Desgaste de Ferramentas para usinagem Mecanismos de desgaste de Ferramenta: a) Abrasão b) Difusão c) Fratura fadiga mecânica d) Fadiga térmica

47 Tipos de Desgaste e Avarias em Ferramentas para usinagem



48 Desgaste de flanco Desgaste abrasivo devido aos carbonetos, velocidade e casca dura Soluções Classe com mais resistência ao desgaste Menor velocidade de corte

49 Desgaste de flanco - Superfície de folga Linha de ap V Bmax V B Face de folga Desgaste de flanco


50 Craterização Difusão entre a pastilha e o material da peça Soluções Classe mais resistente ao desgaste Menor velocidade de corte

51 Tipos de Desgaste Desgaste de Cratera - Superfície de saída prof. da cratera Desgaste de cratera R p Desgaste de flanco Linha da Prof. de Corte Deve-se observar que o desgaste de cratera é formado longe da aresta de corte: essa região coincide com a região de máxima Temperatura do cavaco
52 Desgaste de Cratera - Superfície de saída
53 Desgaste de Cratera - Superfície de saída A DESGASTE DE FLANCO V B DESGASTE DE CRATERA Cavaco A peça t Profundidade da Cratera V B Comprimento de contato Ferramenta



54 Aresta postiça Material da peça soldado à aresta de corte Soluções Maior velocidade de corte Selecionar uma geometria mais positiva


55 Desgaste tipo entalhe Oxidação na profundidade de corte Solução: Selecionar uma classe mais resistente ao desgaste



56 Deformação plástica Pressão e calor substanciais Soluções Selecionar uma classe mais resistente ao desgaste Reduzir a velocidade de corte ou o avanço



57 Lascamento Aplicação muito exigente para a pastilha selecionada Soluções Selecionar uma pastilha com uma aresta de corte mais robusta Selecionar uma classe mais tenaz
58 Vida de ferramenta Fatores de influência no desgaste e Vida da Ferramenta a) Condições de usinagem: 1) velocidade de corte (100% de aumento implica em redução na vida em até 90%) 2) avanço (100% de aumento implica em redução na vida em até 60%) 3) profundidade de corte (100% de aumento implica em redução na vida em até 15%)
59 Vida de ferramenta Fatores de influência no desgaste e Vida da Ferramenta b) Geometria da Ferramenta ângulo de posição ( ) ângulo de saída ( ) ângulo de folga ( ) geometria do suporte

60 Curvas de Vida da ferramenta V 4 > V 3 > V 2 > V 1 V 4 V 3 V 2 Desga ste de flanco (mm) Limite do desgaste T 4 < T 3 <T 2 <T 1 V 1 T 4 T 3 T 2 T 1 Zona de desgaste Primári oou inicial Zona de desgaste Secundário Região de degsaste constante Zona de desgaste Terciário Região de desgaste acelerado Tempo de corte, T em minutos
61 Construção da Curva de Taylor da vida da ferramenta usando os dados de desgaste de flanco em função da velocidade de corte Velocidade de corte, Vc V 4 Log V 3 V 2 V 1 1 min Valor de C Inclinação y T 4 T 3 T 2 T 1 Vida da Ferramenta T (min) onde V T y = C y é dependente do material da ferramenta mas depende também do material a ser cortado C é uma constante, é a vida da ferramenta para uma velocidade de corte de 1 m/min. Em estudos de usinabilidade utiliza-se V 60 ao invés de C. y m = 0.3 para MD y m = 0.15 para AR Tabela X.3 pg 466
62 Curvas de Vida da ferramenta V c T n ap x f y = C Versão completa f = avanço (mm/rev) ap = prof. de usinagem (mm) Vc velocidade de corte (m/min) Para aço rápido Aço rápido V T 0,24 f 0,45 = 23 T = C V -4,2 f -1,9
63 Curvas de Vida da ferramenta Valores de desgaste de flanco VB admissíveis em ensaios de desgaste Operação V B admissível (mm) HSS ou aço rápido MD ou metal duro Torneamento 1,5 0,4 Fresamento tangencial Fresamento Frontal 1,5 0,4 0,3 0,3 Furação 0,4 0,4 Alargamento 0,15 0,15
64 Curvas de Vida da ferramenta Exemplo: Ferramenta de MD Aço Normalizado 0,45% C, f= 0,25mm/rev ap = 2,5 mm; Lf = 200 mm Velocidade de corte Vc(m/min) Vida da Ferramenta (T) min , ,20 V x T y = C Portanto 186 (19,95) y = 216 (12,2) y (19,95/12,2) y = 216/186 (1,635) y = 1,161 y log 1,635 = log 1,161 y = 0,3036 Assim 186 (19,95) 0,3036 = 461,5 (m/min) = C VT 0,3036 = 461,5
65 Curvas de Vida da ferramenta Exemplo a: Ferramenta de MD Aço Normalizado 0,45% C, f = 0,25mm/rev ap = 2,5 mm, Di =110 mm; Lf = 200 mm; Ferramenta triangular: considerar apenas 3 arestas de corte. Quantas peças podem ser torneadas sob estas condições com essa vida de ferramenta quando se usa uma Rotação 366 rpm? Formulário: V t c f Z f t l c c V T f n
66 Curvas de Vida da ferramenta Exemplo aplicação na indústria: Empresa de Médio para Grande porte: 68% das arestas das pastilhas de torneamento utilizadas eram trocadas antes do momento adequado Relação entre o crescimento na corrente do motor de acionamento da máquina e o desgaste (através de um amperímetro instalado na máquina) queda de 16%. Fonte: Pires, J.R., Diniz, A.E., Evitando o desperdício de ferramentas de torneamento uma aplicação em chão de fábrica Revista máquinas e metais, no. 370, pp , 1996.
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS
 PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação
 MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos
Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Outubro de /10. Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de Super Ligas Resistentes ao Calor
 1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
Furação e Alargamento Mandrilamento. Pastilhas e Cilindros. Rotativas MD Fresamento. As Melhores Marcas. As Melhores Ferramentas
 R FURAÇÃO E ALARGAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Fixação e Furação e Alargamento Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas
R FURAÇÃO E ALARGAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Fixação e Furação e Alargamento Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas
USINABILIDADE DOS MATERIAIS
 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
NTK CUTTING TOOLS. Guia de Produtos. Especialistas no mundo das cerâmicas
 NTK CUTTING TOOLS Guia de Produtos Especialistas no mundo das cerâmicas INFORMAÇÃO DAS CLASSES DE INSERTOS SÉRIE CERÂMICA HC1, HW2 tipo Al 2 O 3 n HC1 é uma cerâmica branca de alta pureza de alumina (Al2O3)
NTK CUTTING TOOLS Guia de Produtos Especialistas no mundo das cerâmicas INFORMAÇÃO DAS CLASSES DE INSERTOS SÉRIE CERÂMICA HC1, HW2 tipo Al 2 O 3 n HC1 é uma cerâmica branca de alta pureza de alumina (Al2O3)
Conteúdo. Introdução. Aplicação. Pastilhas. Aplicação. Ferramentas. Orientações do catálogo. Canal com raio, usinagem C3-C4 C105-C120.
 C1 Conteúdo Introdução Aplicação Orientações do catálogo C3-C4 Canal com raio, usinagem interna C105-C120 Sistema de designação C5-C7 Canal axial C121-C130 h s Visão geral do sistema C8-C37 ebaixo externo
C1 Conteúdo Introdução Aplicação Orientações do catálogo C3-C4 Canal com raio, usinagem interna C105-C120 Sistema de designação C5-C7 Canal axial C121-C130 h s Visão geral do sistema C8-C37 ebaixo externo
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
CERÂMICAS. Prof. Dr.-Ing. Joel Martins
 CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
BC8110 BC8120 BC8130. CBN grão médio CBN microgrão. Elemento de liga convencional. Elemento de liga ultramicropartículas
 CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE
 MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção
AULA 8 MATERIAL DA FERRAMENTA DE CORTE
 AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
Compactos de BZN* Pastilhas e Insertos. Para Usinagem de Materiais Ferrosos
 de BZN* Pastilhas e Insertos Para Usinagem de Materiais Ferrosos de BZN* Pastilhas e Insertos A Diamond Innovations fabrica uma linha completa de produtos de CBN policristalinos de alta qualidade para
de BZN* Pastilhas e Insertos Para Usinagem de Materiais Ferrosos de BZN* Pastilhas e Insertos A Diamond Innovations fabrica uma linha completa de produtos de CBN policristalinos de alta qualidade para
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
PR005S/PR015S NOVO PR005S PR015S. Para Usinagem de Liga Resistente ao Calor
 Para Usinagem de Liga Resistente ao Calor PR05S Para Usinagem de Liga Resistente ao Calor /PR05S NOVO Proporcionando Desempenho Estável e Consistente na Usinagem de Ligas Resistentes ao Calor As propriedades
Para Usinagem de Liga Resistente ao Calor PR05S Para Usinagem de Liga Resistente ao Calor /PR05S NOVO Proporcionando Desempenho Estável e Consistente na Usinagem de Ligas Resistentes ao Calor As propriedades
Pastilha a 90 de 4 arestas com aplicação em rampa
 1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
Aula: Geometria da Cunha de corte
 SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
Materiais para ferramentas
 Materiais para ferramentas Materiais para ferramentas com geometria definida Aços Aço-ferramenta Aço-rápido Metal-duro WC - Co WC-(Ti,Ta,Nb)C - Co TiC/TiN - Co, Ni (Cermets) Cerâmicas de corte Cerâmica
Materiais para ferramentas Materiais para ferramentas com geometria definida Aços Aço-ferramenta Aço-rápido Metal-duro WC - Co WC-(Ti,Ta,Nb)C - Co TiC/TiN - Co, Ni (Cermets) Cerâmicas de corte Cerâmica
Série CA3. Usinagem de Ferro Fundido com Alta Estabilidade. Nova Classe Metal Duro CVD para Ferro Fundido
 Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS)
") SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
Materiais para fabricação de ferramentas. Conseqüência dos esforços sobre a Ferramenta
 Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
FS/LS MS/RS. A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura.
 TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
F E R R A M E N T A S D I A M A N T A D A S CATÁLOGO PCD / PCBN
 CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
CATÁLOGO / PCBN Termos SCD CBN PCBN CVD Single Crystral Diamond Polycrystaline Diamond Cubic Boron Nitrade Polycrystaline CBN Chemical Vapour Deposition Diamond Diamante Natural ou Sintético Diamonte Policristalino
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Usinabilidade dos Materiais
 Tecnologia Mecânica III Usinabilidade dos Materiais Revisão O que é aço? Os aços são ligas metálicas de ferro e carbono, com percentagens deste último variáveis entre 0,008 e 2,11%. Distinguem-se dos ferros
Tecnologia Mecânica III Usinabilidade dos Materiais Revisão O que é aço? Os aços são ligas metálicas de ferro e carbono, com percentagens deste último variáveis entre 0,008 e 2,11%. Distinguem-se dos ferros
Furação. Pastilhas intercambiáveis e classes de metal duro. Ferramentas para furação, mandrilamento e mandrilamento em acabamento
 Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
ASPECTOS TECNOLÓGICOS DA DETERIORAÇÃO DAS FERRAMENTAS DE PCBN E CERÂMICA MISTA NO TORNEAMENTO DE AÇOS ENDURECIDOS
 ASPECTOS TECNOLÓGICOS DA DETERIORAÇÃO DAS FERRAMENTAS DE PCBN E CERÂMICA MISTA NO TORNEAMENTO DE AÇOS ENDURECIDOS *H. Matsumoto, **A. E. Diniz *Avenida Brasil, 56, Ilha Solteira/SP, CEP: 15.385-000 hidekasu@dem.feis.unesp.br
ASPECTOS TECNOLÓGICOS DA DETERIORAÇÃO DAS FERRAMENTAS DE PCBN E CERÂMICA MISTA NO TORNEAMENTO DE AÇOS ENDURECIDOS *H. Matsumoto, **A. E. Diniz *Avenida Brasil, 56, Ilha Solteira/SP, CEP: 15.385-000 hidekasu@dem.feis.unesp.br
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Perfil do Stream Jet Bar
 2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
Nova tecnologia em fresamento Soluções em Fresamento
 Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
Para fresamento de ligas resistentes ao calor. 2 tipos de classes indicadas para uma variedade de materiais e aplicações. Alta eficiencia de corte com
 Fresamento /PR1535 /PR1535 Para fresamento de ligas resistentes ao calor 2 tipos de classes indicadas para uma variedade de materiais e aplicações :Para ligas resistentes ao calor a base de niquel e aço
Fresamento /PR1535 /PR1535 Para fresamento de ligas resistentes ao calor 2 tipos de classes indicadas para uma variedade de materiais e aplicações :Para ligas resistentes ao calor a base de niquel e aço
CAA Materiais para Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Materiais para Ferramentas Cutting or Machining Os materiais para ferramentas
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Materiais para Ferramentas Cutting or Machining Os materiais para ferramentas
Julho de /11 TT7025. A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos
 1/11 A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos DETAQUE Julho de 2018 A TaeguTec lançou a melhor classe para usinagem de ferros fundidos em baixas
1/11 A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos DETAQUE Julho de 2018 A TaeguTec lançou a melhor classe para usinagem de ferros fundidos em baixas
Tratamentos Térmicos
 Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Pastilhas RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade
X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade") 1/9 s RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade GERAÇÃO DE ENERGIA AEROESPACIAL ÓLEO & GÁS 2/9 PONTO-CHAVE A TaeguTec está lançando duas novas pastilhas redondas com cinco indexações
1/9 s RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade GERAÇÃO DE ENERGIA AEROESPACIAL ÓLEO & GÁS 2/9 PONTO-CHAVE A TaeguTec está lançando duas novas pastilhas redondas com cinco indexações
Introdução aos Materiais Cerâmicos. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
SEPDS/SEPDM TOOLS NEWS
 TOOLS NEWS Brocas de HSS com haste padrão fresamento Série SE - Brocas de alta precisão Atualiz. 216.1 SEPDS/SEPDM B212Z Inclusão SEPDS Nova broca de aço rápido com exclusivo tratamento superficial D-STH.
TOOLS NEWS Brocas de HSS com haste padrão fresamento Série SE - Brocas de alta precisão Atualiz. 216.1 SEPDS/SEPDM B212Z Inclusão SEPDS Nova broca de aço rápido com exclusivo tratamento superficial D-STH.
ÍNDICE GERAL 1. SERRAS CIRCULARES HSS 1.1. CARACTERÍSTICAS DAS LÂMINAS E APLICAÇÃO 1.2. DURABILIDADE E CARACTERÍSTICAS TÉCNICAS DOS REVESTIMENTOS
 A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
Ferramentas. Ferramentas de corte geral H11
 Í N D I C E Informações Técnicas de 0 0 Classes Ultrafinas KOROY: Série F Classe à prova de corrosão e magnetismo: Série IN de corte geral 0 0 0 0 0 0 0 Carbureto cimentado peça bruta de Cermet Peça bruta
Í N D I C E Informações Técnicas de 0 0 Classes Ultrafinas KOROY: Série F Classe à prova de corrosão e magnetismo: Série IN de corte geral 0 0 0 0 0 0 0 Carbureto cimentado peça bruta de Cermet Peça bruta
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
Maior poder para o torneamento do aço
 Manual do produto Torneamento _ TIGER TEC SILVER GERAÇÃO ISO P Maior poder para o torneamento do aço TORNEAMENTO PERFEITO COM A GARRA CERTA ÍNDICE Fresamento Torneamento 2 Tiger tec Silver Geração ISO
Manual do produto Torneamento _ TIGER TEC SILVER GERAÇÃO ISO P Maior poder para o torneamento do aço TORNEAMENTO PERFEITO COM A GARRA CERTA ÍNDICE Fresamento Torneamento 2 Tiger tec Silver Geração ISO
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Estabilidade no fresamento a 90 com altas cargas.
 TOOLS NEWS Fresa para faceamento a 90 com fixação por parafuso ASX400 Atualiz. 2013.12 B023Z Novas classes com cobertura Estabilidade no fresamento a 90 com altas cargas. Fresa para faceamento a 90 com
TOOLS NEWS Fresa para faceamento a 90 com fixação por parafuso ASX400 Atualiz. 2013.12 B023Z Novas classes com cobertura Estabilidade no fresamento a 90 com altas cargas. Fresa para faceamento a 90 com