UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
|
|
|
- Rita Santos Salazar
- 5 Há anos
- Visualizações:
Transcrição


1 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531
2 ; ; Desgaste de Ferramentas; Mecanismos de Desgaste; ; ;. 2
3 : Ferramentas de Usinagem Principais Propriedades: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência ao desgaste; Alta resistência a compressão; Alta resistência ao cisalhamento; Boas propriedades mecânicas e térmicas a temperaturas elevadas; Alta resistência ao choque térmico; Alta resistência ao impacto; Ser inerte quimicamente. 3

; Cerâmicas (1938);")
; Diamante mono e")
4 : Evolução dos Materiais de Ferramenta: Aço Ferramenta (1868); Aço Rápido (1900); Metal Duro (1926); Cerâmicas (1938); Nitreto de Boro cúbico (anos 50); Diamante mono e policristalino (anos 70). 4


5 : Aços Ferramenta: Baixo custo; Facilidade de afiação obtenção de gumes vivos; Tratamento térmico relativamente simples; Elevada dureza e resistência ao desgaste; Resistem a temperatura de até aproximadamente 250 C; Aços Rápidos: Aço ferramenta com alta liga de tungstênio, molibdênio, cromo, vanádio, cobalto e nióbio; Desenvolvido para aplicação de usinagem em elevadas velocidades; Resistem a temperatura de até aproximadamente 520 a 600 C; Tratamento térmico complexo (banho de sais). 5
6 : Aços Rápidos com cobertura : Revestimentos que incrementam resistência ao desgaste; TiC TiN Alta dureza (~2300 HV); Elevada ductilidade; Redução do caldeamento a frio (aresta postiça); Baixo coeficiente de atrito; Metal Duro - WIDIA: O tungstênio (W) é o metal de mais alto ponto de fusão (3387o C), maior resistência à tração (4200 N/mm2) e mais baixo coeficiente de dilatação térmica; A dificuldade de fusão do W levou ao desenvolvimento da metalurgia do pó; Elevada resistência à compressão (3500 N/mm2 ), dureza elevada até ~1000ºC, empregadas com sucesso na usinagem do ferro 6 fundido e de materiais não ferrosos.




7 : Metal Duro - WIDIA: Material de ferramenta mais utilizado na indústria; Indústria automobilística consome cerca de 70% das ferramentas de metal duro produzidas no mundo; Resistem a temperatura de até aproximadamente 1000 C; Aumento na vida útil das ferramentas na ordem de 200 a 400%. 7
, Al2O3,.")
; Principais")
); Nitreto de alumínio-titânio ((Ti,")
8 : Metais Duros com Cobertura: Substrato tenaz com revestimento duro (TiC, TiN, Ti(CN), Al2O3,...); Combinando-se assim uma alta resistência a choques com alta resistência a desgaste (maior vida de ferramenta); Principais Revestimentos: Carboneto de titânio (TiC); Nitreto de titânio (TiN); Carbonitreto de titânio (Ti(C,N)); Nitreto de alumínio-titânio ((Ti, Al)N); Óxido de Alumínio (Al2O3); Camadas de diamante. 8
9 : Cermets: È constituído por TiC, TiN e geralmente tem o Ni como elemento de ligação; Sua principal aplicação é no acabamento dos aços, com altas velocidades e baixos avanços, embora também possam ser usadas nas operações de desbaste; Alta dureza a elevadas temperaturas e a grande estabilidade química, com pouca tendência à difusão; Os pontos fracos são as propriedades térmicas; Cerâmicas de Corte: Empregada na usinagem de aços e ferros fundidos; Altas velocidades de corte, altas potências de acionamento; Exigem máquinas rígidas e proteção ao operador; Resistentes à corrosão e às altas temperaturas; Elevada estabilidade química (boa resistência ao desgaste); Resistência à compressão. 9
; Quimicamente mais estável que o diamante (até 2000 graus); Diamante: Material de maior dureza encontrado na natureza; Pode ser natural ou sintético; Monocristalino")
; Emprego de altas velocidades de corte; Tempos de vida de até 80 vezes maior que os das")
10 : Nitreto de Boro cúbico cristalino - CBN: Segundo material de maior dureza conhecido; Obtido sinteticamente (primeira síntese em 1957), com transformação de estrutura hexagonal para cúbica (pressão + temperatura); Quimicamente mais estável que o diamante (até 2000 graus); Diamante: Material de maior dureza encontrado na natureza; Pode ser natural ou sintético; Monocristalino (anisotrópico) ou policristalino (isotrópico); Usinagem de ferro e aço não é possível (afinidade Fe-C); Usinagem de metais não ferrosos, plásticos, madeira, pedra, borracha; Usinagem de precisão e ultraprecisão; Pequenas ap e f, tolerâncias estreitas (baixa resistência a flexão das ferramentas); Emprego de altas velocidades de corte; Tempos de vida de até 80 vezes maior que os das ferramentas de 10 metal duro.

11 : Revestimento das Ferramentas: Proteção do material de base da ferramenta; Redução de atrito na interface cavaco/ferramenta; Aumento da dureza na interface cavaco/ferramenta; Condução rápida de calor para longe da região de corte; Isolamento térmico do material de base da ferramenta. 11
12 : Falha por Fratura: Esse modo de falha ocorre quando a força de corte, em um ponto da aresta de corte, se torna excessivamente alta, causando uma falha repentina por fratura frágil; Falha por Temperatura: Essa falha ocorre quando a temperatura de corte é muito alta para o material da ferramenta, o que faz com que o material na região da aresta de corte amoleça, resultando em deformação plástica e perda da afiação; Desgaste Gradual: O desgaste gradual da aresta de corte causa a perda da geometria da ferramenta, redução da eficiência do corte, aceleração do desgaste da ferramenta à medida que ela se torna mais desgastada e, finalmente, sua falha, de forma similar à falha por temperatura. 12
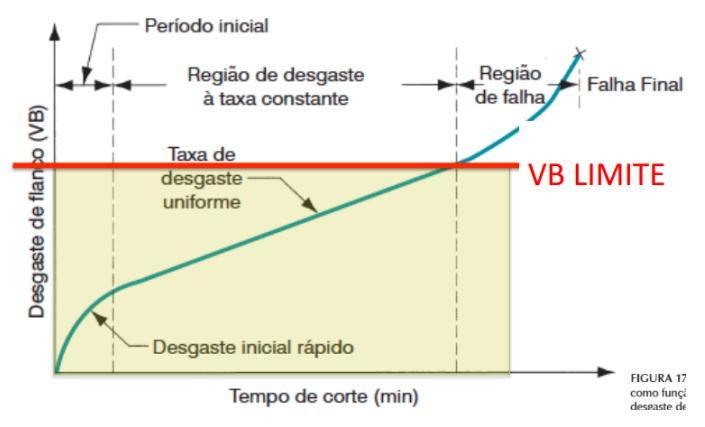
13 Desgaste de Ferramentas: Ferramenta de corte é solicitada, térmica, mecânica e quimicamente durante a usinagem; Série de avarias e desgastes de naturezas distintas podem ser observados na ferramenta de corte ao longo de sua utilização; Para evitar que ocorra o colapso total da ferramenta é fundamental estipular limites para as avarias e para os desgastes de flanco e cratera (regulares e previsíveis). 13
 Flanco; b)")


14 Avarias da Ferramentas: Desgaste: a) Flanco; b) Cratera; c) Entalhe; Deformações Plásticas da Aresta de Corte; Lascamento, Trincas e Quebra da Ferramenta. 14

15 Desgaste de Ferramentas: 15
16 Desgaste de Ferramentas: 16
17 Desgaste de Ferramentas: Desgaste do Flanco (VB): Tipo mais comum de desgaste e o tipo preferido de desgaste vida útil da ferramenta previsível e estável; Desgaste de flanco ocorre devido à abrasão, causada por constituintes duros no material da peça. 17

18 Desgaste de Ferramentas: Desgaste do Flanco (VB): Incentivado pelo aumento da velocidade de corte deterioração do acabamento da peça e, por modificar a geometria do gume original peça mude de dimensão (pode sair da faixa de tolerância). 18

19 Desgaste de Ferramentas: Desgaste do Flanco (VB): Ocorre na lateral, ou seja, na superfície de folga da ferramenta. É o resultado do atrito entre superfície que acaba de ser gerada com a superfície do flanco, adjacente à aresta de corte. É o tipo de desgaste mais comum. 19
:")
20 Desgaste de Ferramentas: Desgaste do Flanco (VB): 20
21 Desgaste de Ferramentas: Desgaste do Flanco (VB): O desgaste de flanco é medido pela largura média de desgaste, VB; Essa largura de desgaste é chamada marca de desgaste do flanco. 21

22 Desgaste de Ferramentas: Desgaste de Cratera: Craterização localizada na saída da pastilha atrito e reação química entre o material da peça e a ferramenta, e é aumentada pela velocidade de corte; Craterização excessiva enfraquece o gume, e pode levar à quebra da ferramenta. 22
, ferramentas cerâmicas, e quando o material da peça é frágil (gera cavacos")
23 Desgaste de Ferramentas: Desgaste de Cratera: Não ocorre ao usar-se ferramentas de MD recobertas com Al 2 O 3 (eficiente contra a craterização), ferramentas cerâmicas, e quando o material da peça é frágil (gera cavacos arrancados). 23

24 Desgaste de Ferramentas: Gume Postiço: Causado por solda por pressão do cavaco napastilha; Mais comum na usinagem de materiais pastosos, como aços com baixo teor de carbono, aços inoxidáveis e alumínio; Baixa velocidade de corte aumenta a sua formação. 24
 e deformação na superfície; Comum ao usinar aços inoxidáveis e HRSA (Heat resistant super alloys Ni, Ti, Co).")
25 Desgaste de Ferramentas: Entalhe: Caracterizado por dano excessivo localizado na face e no flanco da pastilha na linha da profundidade de corte; Causado pela adesão (solda por pressão de cavacos) e deformação na superfície; Comum ao usinar aços inoxidáveis e HRSA (Heat resistant super alloys Ni, Ti, Co). 25
26 Desgaste de Ferramentas: Deformação Plástica: Ocorre quando o material da ferramenta é amolecido; Temperatura de corte está muito alta para uma determinada classe de ferramenta; Em geral classes mais duras e as coberturas mais espessas melhoram a resistência ao desgaste por deformação plástica; 26

27 Desgaste de Ferramentas: Deformação Plástica: Para evitar, temos algumas opções: Usar uma ferramenta com maior dureza a quente e maior resistência mecânica à deformação plástica; Mudar das condições de usinagem e/ou geometria da ferramenta, visando a diminuição dos esforços e da temperatura de corte. 27

28 Desgaste de Ferramentas: Lascamento e Quebra do Gume: Resultado de uma sobrecarga das tensões de tração mecânica tensões podem ocorrer por vários motivos, como martelamento de cavacos, pastilha muito dura e pouco tenaz, profundidade de corte ou avanço, ângulo de quina ε, inclusão de areia no material da peça, gume postiço, vibrações. 28


29 Desgaste de Ferramentas: Trincas Térmicas: Ocorre quando a temperatura no gume muda rapidamente de quente para frio; Altas velocidades de corte; Várias trincas podem surgir perpendiculares ao gume; Cortes interrompidos, comuns em operações de fresamento e 29 agravadas pelo uso de fluido refrigerante.
; Relativamente baixas")

30 Desgaste de Ferramentas: Trincas Mecânicas: Choques mecânicos na entrada e/ou na saída da ferramenta na peça principalmente em operações de fresamento); Relativamente baixas velocidades de corte; Crescimento das trincas quebra da ferramenta. Para se evitar a formação ferramenta mais tenaz, diminuir o avanço, aplicação do fluido em abundância. 30
31 Desgaste de Ferramentas: Desgaste de flanco e cratera formas de desgaste mais regulares e previsíveis procura-se estabelecer condições de corte onde estas formas de desgaste são dominantes sobre o fim de vida da ferramenta; Desgaste de flanco mede-se no flanco a largura média do desgaste VB e a largura máxima da marca de desgaste VBmáx nem sempre a marca de desgaste é muito nítida, devido a mudanças de cor ou oxidações que ocorrem no flanco, nas regiões limites de contato; Além disso presença eventual de entalhes dificulta a interpretação precisa da marca de desgaste de flanco. 31
32 Desgaste de Ferramentas: 32

33 Desgaste de Ferramentas: 33
34 Desgaste x Avarias: Em geral desgastes se apresentam como falhas contínuas, isto é, possuem comportamento determinístico (podem ser modeladas matematicamente) ao longo de sua progressão até a deterioração completa da ferramenta permite um controle maior da vida; Por outro lado avarias são falhas transitórias que ocorrem aleatoriamente (não podem ser descritas explicitamente por uma função matemática) colapso (quebra total) detectadas frequentemente após o ocorrido p.ex. lascamento do gume: superfície usinada pode ficar extremamente danificada, que pode acarretar danos irreversíveis à peça. Alguns autores classificam a deformação plástica como um desgaste apresenta comportamento determinístico ao mudar a geometria da aresta de corte pelo deslocamento de material. Outros avaria de origem térmica causada pelas altas pressões e altas temperaturas aplicadas à ponta da ferramenta com baixa resistência ao cisalhamento e alta tenacidade deformação provoca deficiências no controle de cavacos e deterioração do acabamento da peça. 34

35 Desgaste x Avarias: Seu crescimento pode gerar a quebra do gume; Evita-se pelo emprego de uma ferramenta com maior dureza a quente e maior resistência à deformação, ou pela alteração das condições de corte e/ou geometria da ferramenta com o intuito de diminuir os esforços e a temperatura. 35

36 Mecanismos de Desgaste: 36
37 Adesão: Para ocorrer adesão afinidade entre o material da peça e o material da ferramenta; Além disto temperatura, tempo, pressão de contato devem estar situados em uma determinada faixa de valores; Para materiais que apresentam um encruamento acentuado adesão leva à formação do gume postiço Quando dois metais são forçados em um contato com altas pressões e temperaturas, uma adesão (soldagem) ocorre entre eles; 37
38 Abrasão Mecânica: Ocorre devido à presença de partículas duras no material da peça; Cisalhamento e saída de partes do gume postiço e sua extrusão pela interface superfície de corte/flanco levam a um desgaste acentuado; Essa ação abrasiva ocorre tanto no desgaste de flanco como no desgaste de cratera, e é uma causa importante do desgaste de flanco. 38
39 Difusão: Estado sólido transferência de átomos pertencentes à rede cristalina de um material para a rede cristalina de outro material, constituída de elementos que apresentam afinidade entre si; Quanto maior for a afinidade, temperatura de contato, tempo de contato maior será a difusão entre a ferramenta e o cavaco; Superfície da ferramenta empobrecida dos átomos responsáveis pela sua dureza; Temperaturas associadas à difusão de 850 C a 1200 C não promove a fusão do material. 39

40 Difusão: Átomos de Co do MD na usinagem de ligas de Ti, indo para o cavaco cratera. 40
41 Difusão: Efeito da Temperatura: A uma temperatura específica uma pequena fração do número total de átomos é capaz de realizar movimentos por difusão em virtude de suas energias vibracionais; Essa fração de átomos aumenta com o aumento da temperatura, pois aumentam suas energias vibracionais; Além disso, o número de vazios aumenta com a temperatura; 41
42 Oxidação: Após o corte muitas vezes são observadas cores de revenimento na região de contato entre o cavaco e a ferramenta provocadas pela oxidação da ferramenta; Só ocorre se a temperatura for suficientemente elevada e se houver a presença de O 2 na região aquecida; MD em temperaturas de corte acima de 8000 C mecanismo de oxidação ocorre de forma intensa; Camada oxidada, quando mais macia que o material original da ferramenta cisalhada para fora expondo um novo material para manter o processo de reação; Camada oxidada, quando mais dura (p.ex. Al 2 O 3 ) mais resistente que o material original da ferramenta cisalhada para fora expondo um novo material para manter o processo de reação; Assim materiais de ferramenta que não contém Al 2 O 3 desgastam-se mais facilmente por oxidação. 42
43 : Tempo que a ferramenta trabalha efetivamente (deduzido os tempos passivos), até perder a sua capacidade de corte, dentro de um critério previamente estabelecido; Grandezas avaliadas para definir a vida da ferramenta tempo de corte, volume de material cortado, número de peças fabricadas. Fim da vida detectável quando ocorre mudança em uma ou mais características do processo: Valores elevados de desgastes; Temperaturas excessivas atingidas pela ferramenta; Tolerâncias dimensionais fogem do controle; Acabamento superficial deixa de ser satisfatório; Componentes da força de usinagem aumentam excessivamente; Mudanças no ruído; Mudanças naforma de cavaco; Vibrações entre a peça e ferramenta. 43
44 : Curvas de vida de uma ferramenta para um determinado material ensaios de usinagem de longa duração gume da ferramenta trabalha em condições constantes de corte, sendo utilizado um critério de fim de vida de desgaste previamente fixado; Definição do critério de desgaste deve-se conhecer a forma do desgaste e os mecanismos que regem seu surgimento. 44
45 : 45
46 : 46

47 : 47

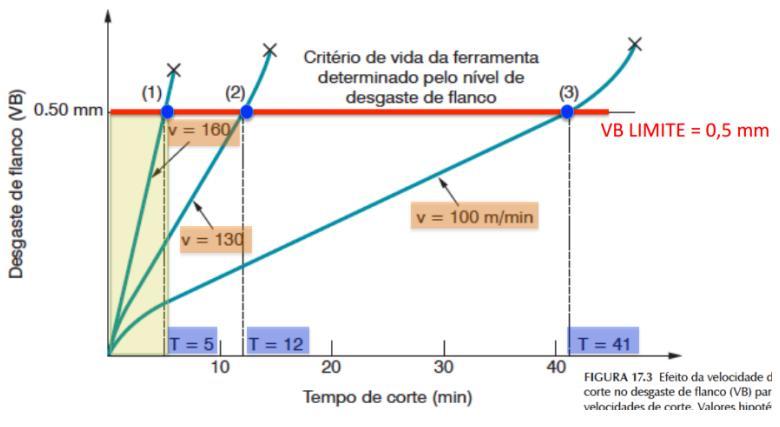
48 : Equação de Taylor: n relativamente constante para um determinado material de ferramenta; C depende do material da ferramenta, do material da peça e das condições de corte. 48
49 : 49
50 : Apesar do desgaste de flanco ser o critério de fim de vida da ferramenta na equação de Taylor, esse critério não é muito prático no ambiente de uma indústria (dificuldades e do tempo necessário para medir o desgaste de flanco). 50
51 : Critérios alternativos: inspeção visual do gume pelo operador da máquina para determinar quando deve ser trocada a ferramenta; degradação do acabamento superficial da peça; troca da ferramenta após um determinado número de peças terem sido fabricadas; troca da ferramenta quando um determinado tempo de corte acumulado para a ferramenta tiver sido alcançado. 51

52 ; Funções; Propriedades; Fluido Ideal; Classificação; Seleção; MQF. 52


53 : Conceito: Fluidos de corte são aqueles líquidos e gases aplicados na ferramenta e no material que está sendo usinado, a fim de facilitar a operação de corte; 53
54 : A utilização de fluidos de corte na usinagem se iniciou em 1890,com a água e a seguir soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta); A água tem alto poder refrigerante, mas um baixo poder lubrificante (além de provocar oxidação). Por isto, outros fluidos de corte foram desenvolvidos; Nos últimos anos muito tem se discutido sobre o corte a seco ou com mínima quantidade de fluido (MQF). 54
55 : Os custos operacionais do fluido de corte podem chegar a 17% dos custos de fabricação por peça em indústrias metalúrgicas (valor referência: 0,40 R$/ litro); Os fluidos de corte podem causar danos à saúde se absorvidos (contato pela pele, respiração e/ou ingestão) pelo ser humano; As doenças mais comuns são : dermatites, alergias, perda da capacidade pulmonar, câncer gastrointestinal e outros tipos de câncer.os fluidos de corte podem também afetar o meio ambiente (solo, água e ar). 55

56 Regiões de ação do fluido de corte: 56
57 Funções dos : Caráter Funcional: Redução do atrito entre ferramenta e cavaco; Expulsão dos cavacos gerados (principalmente em furações profundas); Refrigeração da peça (redução de danos térmicos, manutenção da medida, facilidade de manuseio); Melhoria do acabamento da superfície usinada (redução do atrito peça/ferramenta e redução dos danos térmicos); Refrigeração da máquina-ferramenta (precisão de posicionamento). Caráter Econômico: Redução do consumo de energia; Redução dos custos de ferramenta; Diminuição ou eliminação da corrosão na peça. 57
58 Funções dos : Refrigerar (remover calor/ reduzir deformação); Lubrificar ( reduzir desgaste e atrito/ reduzir as forças de corte); Retirar o cavaco da região de corte (em algumas aplicações); Proteção contra a corrosão (em algumas aplicações ). 58
59 Fluido como Refrigerante: Ter baixa viscosidade, a fim de que flua facilmente; Alta condutividade térmica e alto calor específico; Boa molhabilidade (capacidade de molhar bem o metal - contato térmico); Evita dilatação e danos térmicos à estrutura superficial das peças. 59
60 Fluido como Lubrificante: Resistir a pressões e temperaturas elevadas sem se vaporizar; Boas propriedades anti-fricção e anti-soldantes; Viscosidade adequada- suficientemente baixa para permitir fácil circulação do fluido,suficientemente alta para garantir aderência às superfícies da ferramenta. 60
61 Expulsão de Cavacos / Anti-Corrosão: Para expulsão de cavacos, o fluido deve estar a alta pressão e baixa viscosidade. Além disto os cavacos devem ser pequenos; Não corroer mas, pelo contrário, ter a capacidade de proteger a peça e a máquina dos efeitos da corrosão; 61
62 Demais Propriedades: Ausência de odores desagradáveis; Não causar dano à pele ou qualquer outro risco à saúde; Não corroer mas, pelo contrário, ter a capacidade de proteger a peça e a máquina dos efeitos da corrosão; Isenção da tendência a originar precipitados sólidos que se depositam nas guias da máquina e/ou entopem os tubos de circulação do fluido de corte. 62
63 Características de um bom fluido de corte: Bom Refrigerante: baixa viscocidade a fim de que flua facilmente; capacidade de molhar bem o metal para criar um bom contato térmico; alta calor específico e alta condutividade térmica; Bom Lubrificante: resistir a pressões e temperaturas elevadas sem vaporizar; boas propriedades anti-fricção e anti-soldantes; viscosidade adequada a viscosidade deve ser suficientemente baixa para permitir uma fácil circulação do fluido e suficientemente alta de modo a permitir uma boa aderência do fluido às superfícies da ferramenta. 63
64 Fluido Ideal: Ausente; Caso seja utilizado, o fluido de corte deve ser de fácil manutenção e retorno ao sistema; de fácil tratamento; seus resíduos devem ser não poluentes e ele deve ser biodegradável; 64
65 terça-feira, 10 de outubro de 2017, 14:51 Grupos de : Sólido: grafite, bissulfeto de molibdênio (SÓ LUBRIFICAM); Líquido: mais importante e mais amplamente empregado, eles ocupam lugar de destaque por apresentarem propriedades refrigerantes e lubrificantes; Gasosos: Ar, CO 2, N (SÓ REFRIGERAM). 65



66 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Óleo de Corte; Aquosos; Gases; Pastas e lubrificantes sólidos. 66
67 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Óleo Integral: Base mineral (óleos de petróleo,etc); Base vegetal (óleos de mamona,etc); Base sintética (ésters, solventes sintéticos). 67
68 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Óleo Integral: Veículo = óleo. A viscosidade do fluido depende da viscosidade do veículo; Aditivos = agregam propriedades ao fluido de corte, sendo principalmente: - anticorrosivos; - antioxidantes; - melhoradores de viscosidade; - aditivos de extrema pressão ( garantem que o óleo não se vaporize, mesmo sob alta pressão); 68
69 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Óleo Integral: Óleo mais viscoso = maior poder de lubrificação; aplicável onde o calor gerado por atrito é muito grande, principalmente em desbaste pesado; Óleo menos viscoso = maior poder de refrigeração; aplicável para altas velocidades de corte (o calor é rapidamente dissipado); Problemas = alto custo em relação aos emulsionáveis, risco de incêndio, ineficiência à altas velocidades de corte, baixo poder refrigerante, formação de fumos(névoa) e riscos à saúde. 69
70 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Água: Primeiro fluido de corte utilizado. Vantagens = abundância, baixo custo, não é inflamável e tem baixa viscosidade; Desvantagens = provoca corrosão dos materiais ferrosos e apresenta baixo poder umectante (molhabilidade). Praticamente não utilizado na produção. 70
71 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Fluidos Solúveis emágua: Emulsões (óleo em água, aspecto leitoso); Micro-emulsões (aspecto transparente); Soluções químicas (aspecto transparente); 71
72 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Fluidos Solúveis emágua: Emulsões: Não é uma solução (água e óleo não se misturam); Substâncias químicas (os emulsionadores) reduzem a tensão superficial da água, possibilitando que o óleo se disperse; É comum que se tenha 60% ou mais de óleo na água; Especialmente adequadas onde o requisito principal é a refrigeração, quando a retirada de material não é muito grande; Os aditivos eliminam os inconvenientes da água (corrosão/ baixo poder umectante). 72
73 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Fluidos Solúveis emágua: Emulsões Principais Aditivos: Biocidas = bactericidas (eliminam bactérias) e fungicidas (eliminam fungos e leveduras). Para evitar o ataque aos agentes emulsionadores; EP (extrema pressão) = aumentam o poder de lubrificação. Em algumas operações, as emulsões com EP podem substituir os óleos integrais; Anticorrosivos e umectantes. 73
74 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Fluidos Solúveis em Água: Micro - Emulsões: Também chamados semi-sintéticos; Apresentam aditivos e compostos químicos que realmente se dissolvem na água, formando moléculas individuais; Apresentam menor quantidade de óleo na água (tipicamente,em torno de 10% ); Os semi-sintéticos têm maior vida útil, porque é necessária uma menor quantidade de emulsionantes ( em relação às emulsões); Sofrem menos ataques por bactérias. 74
75 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Fluidos Solúveis em Água: Soluções Químicas: Também conhecidas como fluidos sintéticos; Não apresentam óleo mineral em sua fórmula básica; Compostos químicos reagem com a água, formando fases únicas; Os sintéticos,teoricamente, têm vida útil infinita; Pois não são necessários emulsionantes; Não sofrem ataques por bactérias, alguns são biodegradáveis. 75
76 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Fluidos Solúveis em Água: Soluções Químicas: Consistem de sais orgânicos e inorgânicos e aditivos (principalmente os de lubricidade, biocidas, anticorrosivos e umectantes); Uma vez adicionado à água, não pode ser separado. É necessário um fluido para cada tipo de processo (ex:torneamento,fresamento). 76
77 terça-feira, 10 de outubro de 2017, 14:51 Classificação: Gases: Ar sob alta pressão. Alguns casos raros: Argônio,Hélio, Nitrogênio; Pastas e Lubrificantes Sólidos: Operações manuais e especiais. 77

78 terça-feira, 10 de outubro de 2017, 14:51 78
79 terça-feira, 10 de outubro de 2017, 14:51 Seleção: Considerar principalmente: material da peça e da ferramenta, operação de usinagem e severidade da operação; O óleo integral é preferível para condições severas. Enquanto os fluidos aquosos são preferidos para condições brandas. 79
; Câncer (pele, reto, cólon, bexiga, estômago, esôfago, pulmão, próstata, pâncreas,.")
80 terça-feira, 10 de outubro de 2017, 14:51 Problemas com o uso de fluido de corte: Agente nocivo ao homem e ao meio ambiente; Contato do fluido com o operário pode ser direto ou através de vapores, névoa ou subprodutos formados durante a usinagem; Problemas de pele (irritações, dermatites, erupções,...); Câncer (pele, reto, cólon, bexiga, estômago, esôfago, pulmão, próstata, pâncreas,...); Doenças pulmonares (asma, bronquite, pneumonia, fibroses, redução da capacidade respiratória,...); Descarte de fluidos - agressão ao meio ambiente; Novas leis (rígidas) - diminuição do impacto ambiental; Desenvolvimento de processos alternativos. 80

81 terça-feira, 10 de outubro de 2017, 14:51 Tendências: MQF pulverizar uma quantidade mínima de óleo (menos de 60 ml/h) em um fluxo de ar comprimido.aplicável em apenas 20% dos casos; Usinagem a seco; Fluido único; Uso dos sintéticos; Baixa formação de névoas; Leis ambientais dificultam descarte. 81

82 terça-feira, 10 de outubro de 2017, 14:51 Tendências: Usinagem a seco: Usinagem extensiva a seco já é empregada no torneamento e fresamento de aços e ferros fundidos com ferramentas de metalduro revestido, ferramentas cerâmicas e de CBN; A ausência de fluido de corte exige introdução de medidas adequadas que compensem a falta das funções primárias: Sistema de refrigeração da máquina-ferramenta; Sistema de retirada dos cavacos da região de trabalho; Adequação da geometria da ferramenta, entre outras. 82




83 terça-feira, 10 de outubro de 2017, 14:51 Tendências: Aplicação direcionada de fluido de corte a alta pressão: 83
; Exige adaptação das características técnicas dos fluidos; Definição dos volumes empregados; Vazão menor que 50 ml/h.")
84 terça-feira, 10 de outubro de 2017, 14:51 Tendências: Aplicação em Mínima Quantidade de Fluido: Onde não é possível a eliminação, faz-se a minimização do fluido; Sistema para pulverização do fluido (ar + óleo); Exige adaptação das características técnicas dos fluidos; Definição dos volumes empregados; Vazão menor que 50 ml/h. 84
.")
85 terça-feira, 10 de outubro de 2017, 14:51 Tendências: Aplicação em Mínima Quantidade de Fluido: Minimização da quantidade de fluido; Fluido aplicado em gotas ou pulverizado com o ar; Direcionado contra áreas de atrito; Desvantagens: Custos adicionais para pressurizar o ar e suportes tecnológicos; Fumaça de óleo gerados ( apesar de ser menor do que no fluido cortante). 85
86 terça-feira, 10 de outubro de 2017, 14:51 STEMMER, C. E. Ferramentas de corte I. 5. ed. Florianópolis: UFSC STEMMER, C. E., Ferramentas de corte II: brocas, alargadores, ferramentas de roscar, fresas, brochas, rebolos, abrasivos. 2. ed. Florianópolis: Ed. da UFSC FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Edgard Blücher, DINIZ, A. E., MARCONDES, F.C., COPPINI, N. L., Tecnologia da Usinagem dos Metais. 3 ed.,, São Paulo: Artliber SANDVIK DO BRASIL Divisão Coromant. Manual técnico de usinagem: torneamento, fresamento, furação, madrilhamento, sistemas de fixação. São Paulo: [s.n.] 86
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Aula 8- Fluidos de Corte
 -A utilização de fluidos de corte na usinagem inicia-se em 1890,com a água e a seguir soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta). -A água tem alto poder refrigerante, mas
-A utilização de fluidos de corte na usinagem inicia-se em 1890,com a água e a seguir soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta). -A água tem alto poder refrigerante, mas
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 4 Prof. Carlos Fernando Ferramentas de Corte. Fluidos de Corte. Ferramentas de Corte Tecnologia de Usinagem
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação
 MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
MESTRADO EM ENGENHARIA MECÂNICA Projeto e Fabricação Estudo Sobre a Usinabilidade do Ferro Fundido Nodular GGG40 Aluno: José Marcelo Teles - 7274 Orientador: Profº João Roberto Ferreira UNIFEI Universidade
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para fabricação de ferramentas. Conseqüência dos esforços sobre a Ferramenta
 Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
Conseqüência dos esforços sobre a Ferramenta 1 Requisitos desejados em uma ferramentas de corte Resistência à compressão Resistência à flexão e tenacidade Dureza Resistência a quente Resistência à oxidação
USINABILIDADE DOS MATERIAIS
 USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINABILIDADE DOS MATERIAIS Processos de Fabricação II Janaina Fracaro de Souza 1 2 DESGASTES DA FERRAMENTA Desgaste de Flanco ou Largura do desgaste na superfície principal de folga (V B ): é o desenvolvimento
USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre
 DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
TECNOLOGIA DE CONTROLE NUMÉRICO MATERIAIS DE FERRAMENTAS Propriedades que um material de ferramenta de corte deve apresentar: Alta dureza; Tenacidade suficiente para evitar falha por fratura; Alta resistência
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE
 MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
MATERIAL EMPREGADO NA CONFECÇÃO DE FERRAMENTAS DE CORTE 1 GRUPOS DE FERRAMENTAS 1. MACIÇAS OU CALÇADAS, EM AÇO 2. A PARTIR DO ESTELITE 3. CALÇADAS OU COM FIXAÇÃO POR PARAFUSO DE SUJEIÇÃO, FEITAS COM METAL
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS
 PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
PROCESSOS DE USINAGEM COM GEOMETRIA DEFINIDA SELEÇÃO DE FERRAMENTAS DE CORTE Parte 2: MATERIAIS AÇO CARBONO CERÂMICAS AÇO RÁPIDO NITRETO DE BORO CÚBICO LIGAS ESPECIAIS DIAMANTE POLICRISTALINO METAL DURO
2. NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE
 CONTEÚDOS O presente livro pretende descrever os fundamentos da ciência e tecnologia da maquinagem (corte por arranque de apara) de uma forma simples mas precisa. A maquinagem tem grande aplicação no fabrico
CONTEÚDOS O presente livro pretende descrever os fundamentos da ciência e tecnologia da maquinagem (corte por arranque de apara) de uma forma simples mas precisa. A maquinagem tem grande aplicação no fabrico
Fundamentos de Lubrificação e Lubrificantes Aula 7 PROF. DENILSON J. VIANA
 Fundamentos de Lubrificação e Lubrificantes Aula 7 PROF. DENILSON J. VIANA Aditivos para óleos lubrificantes Os aditivos são compostos químicos que adicionados aos óleos básicos reforçam alguma de suas
Fundamentos de Lubrificação e Lubrificantes Aula 7 PROF. DENILSON J. VIANA Aditivos para óleos lubrificantes Os aditivos são compostos químicos que adicionados aos óleos básicos reforçam alguma de suas
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
Tratamentos termoquímicos
 Tratamentos termoquímicos BORETAÇÃO Boretação É um tratamento termoquímico no qual o boro é introduzido na superfície do aço por difusão. Apesar de já se saber desde o inicio do século 20 que a difusão
Tratamentos termoquímicos BORETAÇÃO Boretação É um tratamento termoquímico no qual o boro é introduzido na superfície do aço por difusão. Apesar de já se saber desde o inicio do século 20 que a difusão
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Fresas. EME005 - Tecnologia de Fabricação IV Fresamento 4. Fresa bailarina (Fly Cutter)
") UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 4 Fresas Aula 4 Prof. José Hamilton Chaves Gorgulho Júnior Fresas Fresa bailarina (Fly Cutter) Ferramentas rotativas com múltiplos gumes de corte
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento 4 Fresas Aula 4 Prof. José Hamilton Chaves Gorgulho Júnior Fresas Fresa bailarina (Fly Cutter) Ferramentas rotativas com múltiplos gumes de corte
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Acesse:
 Não esquenta, não! Acesse: http://fuvestibular.com.br/ Agora você já sabe que usinar é, basicamente, produzir peças cortando qualquer material com o auxílio de uma ferramenta. O problema é que não existe
Não esquenta, não! Acesse: http://fuvestibular.com.br/ Agora você já sabe que usinar é, basicamente, produzir peças cortando qualquer material com o auxílio de uma ferramenta. O problema é que não existe
TECNOLOGIA DE CONTROLE NUMÉRICO FLUIDOS DE CORTE
 TECNOLOGIA DE CONTROLE NUMÉRICO FLUIDOS DE CORTE Emprego de meios lubri-refrigerantes (também chamados fluidos de corte, óleos de corte, meios de lubrificação e arrefecimento, líquidos refrigerantes, etc.
TECNOLOGIA DE CONTROLE NUMÉRICO FLUIDOS DE CORTE Emprego de meios lubri-refrigerantes (também chamados fluidos de corte, óleos de corte, meios de lubrificação e arrefecimento, líquidos refrigerantes, etc.
Outubro de /10. Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de Super Ligas Resistentes ao Calor
 1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
COMPÓSITOS. Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS. Compósito Cerâmica. Polímero
 Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
Lubrificação. 8. Lubrificantes sólidos e gasosos
 Lubrificação 8. Lubrificantes sólidos e gasosos Lubrificação a seco Requisitos: Baixo coeficiente de atrito Pequena resistência ao cisalhamento Forte aderência a metais Estabilidade a altas temperaturas
Lubrificação 8. Lubrificantes sólidos e gasosos Lubrificação a seco Requisitos: Baixo coeficiente de atrito Pequena resistência ao cisalhamento Forte aderência a metais Estabilidade a altas temperaturas
SANDVIK HYPERION PRODUTOS DE DIAMANTE RVG
 SANDVIK HYPERION PRODUTOS DE DIAMANTE RVG Diamantes RVG QUALIDADE CONTROLADA POR SEIS SIGMA A família de diamantes RVG foi desenvolvida para propiciar desempenho superior em uma ampla gama de materiais
SANDVIK HYPERION PRODUTOS DE DIAMANTE RVG Diamantes RVG QUALIDADE CONTROLADA POR SEIS SIGMA A família de diamantes RVG foi desenvolvida para propiciar desempenho superior em uma ampla gama de materiais
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Acesse:
 Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO DE CORTE
 8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 27 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO DE CORTE Zeilmann, R. P., Slomp, J. Universidade de Caxias do Sul, Centro
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 27 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO DE CORTE Zeilmann, R. P., Slomp, J. Universidade de Caxias do Sul, Centro
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA
 PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
AULA 8 MATERIAL DA FERRAMENTA DE CORTE
 AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
AULA 8 MATERIAL DA FERRAMENTA DE CORTE 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
EFEITOS DO FLUIDO DE CORTE NO ACABAMENTO SUPERFICIAL DE PEÇAS USINADAS POR PROCESSOS CONVENCIONAIS
 EFEITOS DO FLUIDO DE CORTE NO ACABAMENTO SUPERFICIAL DE PEÇAS USINADAS POR PROCESSOS CONVENCIONAIS Francisco Lima Universidade de Fortaleza, Centro de Ciências Tecnológicas - Av. Washington Soares, 1321-Fortaleza-CE,
EFEITOS DO FLUIDO DE CORTE NO ACABAMENTO SUPERFICIAL DE PEÇAS USINADAS POR PROCESSOS CONVENCIONAIS Francisco Lima Universidade de Fortaleza, Centro de Ciências Tecnológicas - Av. Washington Soares, 1321-Fortaleza-CE,
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS)
") SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
SEM 0534 Processos de Fabricação Mecânica USINAGEM DE MATERIAIS AERONÁUTICOS MATERIAIS METÁLICOS ALUMÍNIO, NÍQUEL, TITÂNIO (E SUAS LIGAS) LIGAS DE ALUMÍNIO Bruto (Fundido) Pré-processado (barras, laminados,
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
CERÂMICAS. Prof. Dr.-Ing. Joel Martins
 CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
CERÂMICAS As cerâmicas são compostas de elementos metálicos e não-metálicos, geralmente na forma de óxidos, carbonetos e nitretos, e existem em uma grande variedade de composição e forma. A maioria tem
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
AULA 10 MEIOS LUBRIRREFRIGERANTES
 AULA 10 MEIOS LUBRIRREFRIGERANTES 71 10. VARIÁVEIS INDEPENDENTES DE ENTRADA: MEIOS LUBRIRREFRIGERANTES. 10.1. Generalidades Em se tratando de sistemas de fabricação, qualquer esforço para aumentar a produtividade
AULA 10 MEIOS LUBRIRREFRIGERANTES 71 10. VARIÁVEIS INDEPENDENTES DE ENTRADA: MEIOS LUBRIRREFRIGERANTES. 10.1. Generalidades Em se tratando de sistemas de fabricação, qualquer esforço para aumentar a produtividade
Seminário em Projeto de Ferramentas
 Revista fundição e serviços Abril de 2015 Autores: Timotheus Kaiser, Siegfried Botch e Karl WeissKopf Seminário em Projeto de Ferramentas Aluno: Marcelo Veiga O artigo traz uma opção à liga de aço DIN
Revista fundição e serviços Abril de 2015 Autores: Timotheus Kaiser, Siegfried Botch e Karl WeissKopf Seminário em Projeto de Ferramentas Aluno: Marcelo Veiga O artigo traz uma opção à liga de aço DIN
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Introdução aos Materiais Cerâmicos. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
Grupo Caet - Divisão de Conteúdos Introdução aos Materiais Cerâmicos Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
Relação equilibrada entre processos de usinagem com fluidos de corte e meio ambiente
 Relação equilibrada entre processos de usinagem com fluidos de corte e meio ambiente Rodrigo Panosso Zeilmann, Juliana Slomp, Juliano Bueno, Tiago Vacaro Universidade de Caxias do Sul (UCS) Centro de Ciências
Relação equilibrada entre processos de usinagem com fluidos de corte e meio ambiente Rodrigo Panosso Zeilmann, Juliana Slomp, Juliano Bueno, Tiago Vacaro Universidade de Caxias do Sul (UCS) Centro de Ciências
Tecnologia dos Materiais Outras ligas metálicas não ferrosas
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
Usinagem Fluido de Corte
 1 Funções do fluido de corte: Caráter Funcional Redução do atrito entre ferramenta e cavaco Expulsão dos cavacos gerados (principalmente em furações profundas) Refrigeração da ferramenta Refrigeração da
1 Funções do fluido de corte: Caráter Funcional Redução do atrito entre ferramenta e cavaco Expulsão dos cavacos gerados (principalmente em furações profundas) Refrigeração da ferramenta Refrigeração da
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
MARTEMPERA. Cesar Edil da Costa e Eleani Maria da Costa. O resfriamento é temporariamente interrompido, criando um passo isotérmico
 MARTEMPERA O resfriamento é temporariamente interrompido, criando um passo isotérmico rmico, no qual toda a peça atinga a mesma temperatura. A seguir o resfriamento é feito lentamente de forma que a martensita
MARTEMPERA O resfriamento é temporariamente interrompido, criando um passo isotérmico rmico, no qual toda a peça atinga a mesma temperatura. A seguir o resfriamento é feito lentamente de forma que a martensita
SUMÁRIO. 1 Introdução Obtenção dos Metais Apresentação do IBP... xiii. Apresentação da ABENDI... Apresentação da ABRACO...
 SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1