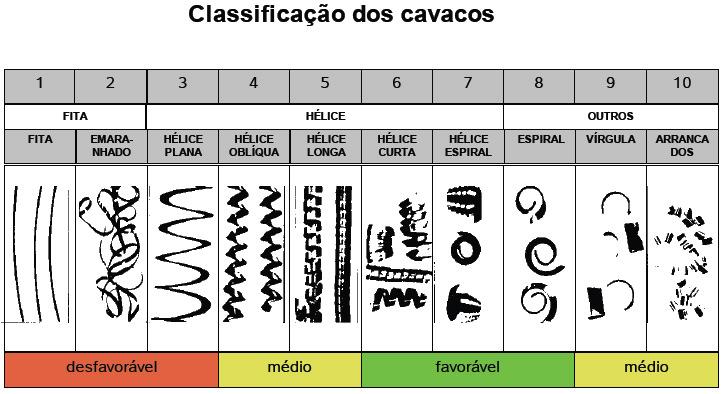
Controle do cavaco. Formas de Cavacos. Cavaco em fita. Cavaco helicoidal. Cavaco espiral. Cavaco em lascas ou pedaços
|
|
|
- Luísa Mangueira Almeida
- 6 Há anos
- Visualizações:
Transcrição
1 Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2
2 Principais problemas causados pelos cavacos longos : Eles têm baixa densidade efetiva, isto é, ocupam muito espaço, o que causa problemas econômicos no manuseio e no processo de descarte, ou reaproveitamento. Eles podem se enrolar em torno da peça, da ferramenta ou de componentes da máquina e estes cavacos, a temperaturas elevadas e com arestas laterais afiadas, representam verdadeiro risco ao operador. Quando se enrolam a peça, apesar de afetar pouco o acabamento superficial, produzem uma superfície não atrativa, e podem causar danos à ferramenta. Eles podem afetar forças de usinagem, temperatura de corte e vida das ferramentas. Pode impedir o acesso regular de fluido de corte Em máquinas CNC, onde a ausência do operador não permite a produção de tais formas de cavaco. 3 Fator de Empacotamento volume do cavaco R = volume de um sólido equivalente ao seu peso Formas de cavacos longos: R = 50 Cavacos em lascas ou pedaços: R = 3 a 4 4

3 5 6
4 Métodos Especiais para Promover a Quebra do Cavaco Desaceleração do avanço 7 Métodos Especiais para Promover a Quebra do Cavaco Fluido de corte aplicado a alta pressão 8
5 Quando se usina sem quebra-cavacos, a capacidade de quebra dos cavacos depende principalmente de: Fragilidade do material da peça Curvatura natural do cavaco, r c Espessura do cavaco, h Quanto maior h /rc maior a capacidade de quebra dos cavacos. A deformação sofrida pelo cavaco (ε) é proporcional a h /rc Quando ε atinge ε f (def. crítica), promovem a quebra do cavaco 9 O método mais popular para se desvencilhar da produção de cavacos longos é a utilização de quebra-cavacos. Existem dois tipos: Postiços Integral. Podem ser dos tipos: Anteparo Cratera 10

 grove")
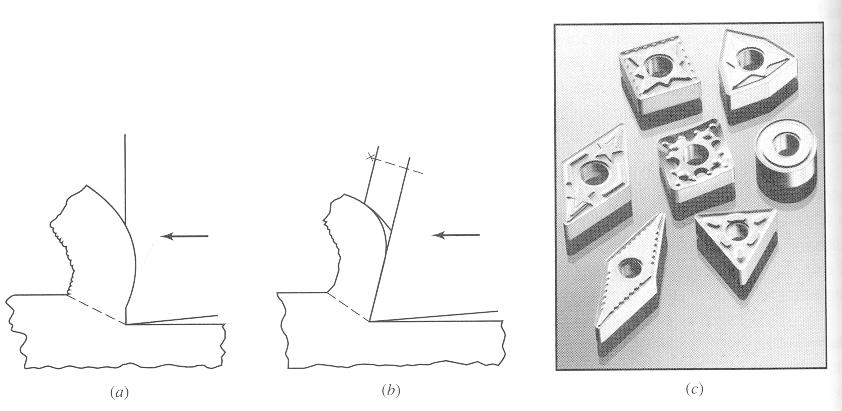
6 Basic Chip Breaker Types 11 (a) grove type (b) Obstruction type 12
7 Quebra-cavacos postiços Estimativa de r c: r c [( ln l ) ( t.cot σ )]. = f cot σ 2 Onde: ln distância do quebra-cavaco da aresta cortante lf comprimento de contato cavaco-ferramenta t altura do quebra-cavaco σ ângulo da cunha do quebra-cavaco 13 Quebra-cavacos integral, tipo I - Anteparo Estimativa de r c: r c = ( ) ln lf t h' 14
8 Quebra-cavacos integral, tipo II - Cratera Estimativa de r c: r c = q n 15 Influência dos quebra-cavacos a) Na força de usinagem: Efeito desprezível, na maioria dos casos b) No desgaste da ferramenta: 1. Desgaste de flanco - Efeito desprezível. 2. Desgaste de cratera - Quebra-cavacos dos tipos postiço e anteparo reduzem o desgaste. - Quebra-cavacos do tipo cratera aumentam o desgaste. 16
9 Fatores a considerar no projeto do quebra-cavaco Raio de curvatura natural Fragilidade do material da peça Espessura do cavaco h Geometria da ferramenta Ângulo de saída, γ o Ângulo de inclinação, λ s Ângulo de posição, X r Velocidade de corte Profundidade de corte Rigidez da máquina-ferramenta 17 Curvatura do cavaco para dentro, causado pela variação da velocidade de corte ao longo da aresta 18
 tightly curled chip; (b) chip hits workpiece and breaks; (c) continuous chip moving away from workpiece; and (d) chip hits tool shank and breaks off.")
10 Representação da geração das diversas formas de cavaco 19 Figure 20.8 Various chips produced in turning: (a) tightly curled chip; (b) chip hits workpiece and breaks; (c) continuous chip moving away from workpiece; and (d) chip hits tool shank and breaks off. Source: G. Boothroyd, Fundamentals of Metal Machining and Machine Tools. Copyright 1975; McGraw-Hill Publishing Company. Used with permission. 20
11 Influência do avanço e da velocidade de corte na formação do cavaco 21 Formação do cavaco dependente da velocidade de corte (a) 2m/min, (b) 7 m/min, (c) 20 m/min, (d) 40 m/min 22
12 Dsitribuição das tensões normais e cisalhantes sobre a superfície da ferramenta 23
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
Usinagem I Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Aula: Geometria da Cunha de corte
 SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Nomenclatura e geometria das ferramentas de corte
 Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Mecanismo de formação e controle do cavaco
 Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
a p Velocidade de Corte m/min Profundidade de Corte mm Avanço mm/rot Diâmetro Usinado mm Movimentos e Grandezas nos Processos de Usinagem
 Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
DETERMINAÇÃO DA USINABILIDADE DO FERRO FUNDIDO NODULAR PRODUZIDO NA FUNDIÇÃO DA A ELETROTÉCNICA LTDA
 CONVÊNIOS CNPq/UFU & FAPEMIG/UFU Universidade Federal de Uberlândia Pró-Reitoria de Pesquisa e Pós-Graduação DIRETORIA DE PESQUISA COMISSÃO INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA 2008 UFU 30 anos DETERMINAÇÃO
CONVÊNIOS CNPq/UFU & FAPEMIG/UFU Universidade Federal de Uberlândia Pró-Reitoria de Pesquisa e Pós-Graduação DIRETORIA DE PESQUISA COMISSÃO INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA 2008 UFU 30 anos DETERMINAÇÃO
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
FURAÇÃO. FURAÇÃO -Definição. Furadeira com ferramenta e peça furada, 4000 a.c.
 FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais)
") MÉTODOS DE ROSQUEAMENTO EXTERNA Suporte Invertido Suporte Invertido INTERNA TIPOS DE INSERTOS Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais) a O mesmo inserto pode ser utilizado
MÉTODOS DE ROSQUEAMENTO EXTERNA Suporte Invertido Suporte Invertido INTERNA TIPOS DE INSERTOS Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais) a O mesmo inserto pode ser utilizado
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
MANUTENÇÃO BÁSICA VALE A PENA! SOLUÇÕES PARA PROBLEMAS DE CORTE ÍNDICE DE CONTEÚDOS G U I A PA R A S E R R A S D E F I TA
 MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
ESCOAMENTOS UNIFORMES EM CANAIS
 ESCOAMENTOS UNIFORMES EM CANAIS Nome: nº turma INTRODUÇÃO Um escoamento em canal aberto é caracterizado pela existência de uma superfície livre. Esta superfície é na realidade uma interface entre dois
ESCOAMENTOS UNIFORMES EM CANAIS Nome: nº turma INTRODUÇÃO Um escoamento em canal aberto é caracterizado pela existência de uma superfície livre. Esta superfície é na realidade uma interface entre dois
Influência do quebra-cavaco na dinâmica do torneamento do aço ABNT 1045
 PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Robson Bruno Dutra Pereira Influência do quebra-cavaco na dinâmica do torneamento do aço ABNT 1045 São João Del Rei, 2011 Robson Bruno Dutra Pereira Influência
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Robson Bruno Dutra Pereira Influência do quebra-cavaco na dinâmica do torneamento do aço ABNT 1045 São João Del Rei, 2011 Robson Bruno Dutra Pereira Influência
FORÇAS E POTÊNCIAS DE CORTE
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
FEPI , Page 1 Tecnologia Mecânica II
 28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
Como melhorar a qualidade do corte a plasma
 Como melhorar a qualidade do corte a plasma O guia de referência a seguir oferece várias soluções para ajudar a melhorar a qualidade do corte. É importante tentar e testar as sugestões oferecidas porque
Como melhorar a qualidade do corte a plasma O guia de referência a seguir oferece várias soluções para ajudar a melhorar a qualidade do corte. É importante tentar e testar as sugestões oferecidas porque
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
INFLUÊNCIA DA VELOCIDADE DE CORTE NA RUGOSIDADE EM USINAGEM DE LIGAS DE ALUMÍNIO
 INFLUÊNCIA DA VELOCIDADE DE CORTE NA RUGOSIDADE EM USINAGEM DE LIGAS DE ALUMÍNIO Elias Alves da Cunha. Laboratório de Estudos da Usinagem, Depto. de Engª. de Materiais, FAENQUIL, Lorena/SP Brasil. Cx.
INFLUÊNCIA DA VELOCIDADE DE CORTE NA RUGOSIDADE EM USINAGEM DE LIGAS DE ALUMÍNIO Elias Alves da Cunha. Laboratório de Estudos da Usinagem, Depto. de Engª. de Materiais, FAENQUIL, Lorena/SP Brasil. Cx.
A UTILIZAÇÃO DE FERRAMENTAS CERÂMICAS E PCBN NO TORNEAMENTO DE PEÇAS ENDURECIDAS
 A UTILIZAÇÃO DE FERRAMENTAS CERÂMICAS E PCBN NO TORNEAMENTO DE PEÇAS ENDURECIDAS Cláudio Henrique Dias de Almeida Alexandre Mendes Abrão Universidade Federal de Minas Gerais, Departamento de Engenharia
A UTILIZAÇÃO DE FERRAMENTAS CERÂMICAS E PCBN NO TORNEAMENTO DE PEÇAS ENDURECIDAS Cláudio Henrique Dias de Almeida Alexandre Mendes Abrão Universidade Federal de Minas Gerais, Departamento de Engenharia
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
ANÁLISE DA FORÇA RESIDUAL NA USINAGEM DO AÇO ABNT 1045.
 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 211 Caxias do Sul RS - Brasil April 11 th to 15 th, 211 Caxias do Sul RS Brazil
6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 211 Caxias do Sul RS - Brasil April 11 th to 15 th, 211 Caxias do Sul RS Brazil
MINISTERIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
 MINISTERIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESTUDO DA RELAÇÃO ENTRE VELOCIDADE DE CORTE, DESGASTE DE FERRAMENTA, RUGOSIDADE E FORÇAS
MINISTERIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESTUDO DA RELAÇÃO ENTRE VELOCIDADE DE CORTE, DESGASTE DE FERRAMENTA, RUGOSIDADE E FORÇAS
ANÁLISE DAS SUPERFÍCIES USINADAS EM PRESENÇA DE ARESTA POSTIÇA DE CORTE
 ANÁLISE DAS SUPERFÍCIES USINADAS EM PRESENÇA DE ARESTA POSTIÇA DE CORTE Alexandre M. Reis 1 Márcio B. da Silva 2 Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica (1) amreis@mecanica.ufu.br,
ANÁLISE DAS SUPERFÍCIES USINADAS EM PRESENÇA DE ARESTA POSTIÇA DE CORTE Alexandre M. Reis 1 Márcio B. da Silva 2 Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica (1) amreis@mecanica.ufu.br,
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 03 1 MOVIMENTOS NA USINAGEM Para a uniformização dos conceitos dos movimentos de usinagem é comumente utilizado a norma DIN 6580 ou a NBR 6162.
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 03 1 MOVIMENTOS NA USINAGEM Para a uniformização dos conceitos dos movimentos de usinagem é comumente utilizado a norma DIN 6580 ou a NBR 6162.
Usinagem da madeira com ferramenta mecânica. Revisão Geometria de corte
 Usinagem da madeira com ferramenta mecânica A velocidade de corte é um importante valor normativo para a escolha e implantação de uma ferramenta para todos os tipos de aplicação na usinagem de madeiras
Usinagem da madeira com ferramenta mecânica A velocidade de corte é um importante valor normativo para a escolha e implantação de uma ferramenta para todos os tipos de aplicação na usinagem de madeiras
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
Outros ângulos da ferramenta: ângulo de folga (f): evita atrito entre peça e ferramenta ângulo de saída ou de ataque (s): ângulo de saída do cavaco
: evita atrito entre peça e ferramenta ângulo de saída ou de ataque (s): ângulo de saída do cavaco") USINAGEM (Mar 2007) 1. Características Gerais Obtenção de peças por remoção de material (material removido é chamado cavaco). processo secundário de fabricação: confere melhores tolerâncias dimensionais
USINAGEM (Mar 2007) 1. Características Gerais Obtenção de peças por remoção de material (material removido é chamado cavaco). processo secundário de fabricação: confere melhores tolerâncias dimensionais
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Aula 8- Fluidos de Corte
 -A utilização de fluidos de corte na usinagem inicia-se em 1890,com a água e a seguir soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta). -A água tem alto poder refrigerante, mas
-A utilização de fluidos de corte na usinagem inicia-se em 1890,com a água e a seguir soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta). -A água tem alto poder refrigerante, mas
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
FLÁVIA CRISTINA SOUSA E SILVA DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 A PARTIR DO ESTUDO DA FORMAÇÃO DO CAVACO
 FLÁVIA CRISTINA SOUSA E SILVA DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 A PARTIR DO ESTUDO DA FORMAÇÃO DO CAVACO UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA
FLÁVIA CRISTINA SOUSA E SILVA DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 A PARTIR DO ESTUDO DA FORMAÇÃO DO CAVACO UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA
QUESTÕES OBJETIVAS. a) 1 b) h 1 h 2 c) h 1 + h 2 d) h 1 /h 2 e) h 2 /h 1
 1 b) h 1 h 2 c) h 1 + h 2 d) h 1 /h 2 e) h 2 /h 1") Triênio 007-009 QUESTÕES OBJETIVAS Use se necessário: 1L = 10-3 m 3. sen 45 = cos 45 = ; 1 sen 30 = cos 60 = ; sen 60 = cos 30 = 3 Questão 9: Em uma brincadeira numa piscina, uma pessoa observa o esforço
Triênio 007-009 QUESTÕES OBJETIVAS Use se necessário: 1L = 10-3 m 3. sen 45 = cos 45 = ; 1 sen 30 = cos 60 = ; sen 60 = cos 30 = 3 Questão 9: Em uma brincadeira numa piscina, uma pessoa observa o esforço
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
ANÁLISE ESTATÍSTICA DA USINAGEM DE COMPÓSITOS METÁLICOS
 ANÁLISE ESTATÍSTICA DA USINAGEM DE COMPÓSITOS METÁLICOS 38 Milla Caroline GOMES 1 Paulo César de Resende ANDRADE 2 Ricardo Augusto GONÇALVES 3 1 Graduanda do Bacharelado em Ciência e Tecnologia da Universidade
ANÁLISE ESTATÍSTICA DA USINAGEM DE COMPÓSITOS METÁLICOS 38 Milla Caroline GOMES 1 Paulo César de Resende ANDRADE 2 Ricardo Augusto GONÇALVES 3 1 Graduanda do Bacharelado em Ciência e Tecnologia da Universidade
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
AT411 Processos de corte Prof. Carlos Eduardo Camargo de Albuquerque
 1 2 GRANDEZAS DE CORTE CONCORDANTE Pe: plano de trabalho, em que passando pelo ponto de corte escolhido contém as direções de corte e avanço; Vc: velocidade de corte (m/s); Ve: velocidade eetiva (m/s);
1 2 GRANDEZAS DE CORTE CONCORDANTE Pe: plano de trabalho, em que passando pelo ponto de corte escolhido contém as direções de corte e avanço; Vc: velocidade de corte (m/s); Ve: velocidade eetiva (m/s);
3 Modelo de Torque e Arraste
 3 Modelo de Torque e Arraste Os modelos de torque e arraste são utilizados para dar suporte ao planejamento de poços e ajudar na previsão e prevenção de problemas operacionais durante a perfuração. Estes
3 Modelo de Torque e Arraste Os modelos de torque e arraste são utilizados para dar suporte ao planejamento de poços e ajudar na previsão e prevenção de problemas operacionais durante a perfuração. Estes
DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 ATRAVÉS DO ESTUDO DA FORMAÇÃO DO CAVACO
 16º POSMEC Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 ATRAVÉS DO ESTUDO DA FORMAÇÃO DO CAVACO Flávia Cristina
16º POSMEC Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 ATRAVÉS DO ESTUDO DA FORMAÇÃO DO CAVACO Flávia Cristina
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
Capítulo 9: Transferência de calor por radiação térmica
 Capítulo 9: Transferência de calor por radiação térmica Radiação térmica Propriedades básicas da radiação Transferência de calor por radiação entre duas superfícies paralelas infinitas Radiação térmica
Capítulo 9: Transferência de calor por radiação térmica Radiação térmica Propriedades básicas da radiação Transferência de calor por radiação entre duas superfícies paralelas infinitas Radiação térmica
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
FRESADORA. Equipe: Bruno, Desyrêe, Guilherme, Luana
 FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
Capítulo 4 Propriedades Mecânicas dos Materiais
 Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
AULA 4 Materiais de Construção II
 Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Olimpíadas de Física Selecção para as provas internacionais. Prova Experimental A
 Prova Experimental A Sociedade Portuguesa de Física 26/Maio/2006 Prova Experimental A Ressoador de Helmholtz Duração da prova: 2h 1 Material régua de plástico craveira balão de vidro suporte para balão
Prova Experimental A Sociedade Portuguesa de Física 26/Maio/2006 Prova Experimental A Ressoador de Helmholtz Duração da prova: 2h 1 Material régua de plástico craveira balão de vidro suporte para balão
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11)
") 463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Perfil do Stream Jet Bar
 2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
2007 Novos Produtos Stream Jet Bars Baseado na análise de simulação, conseguindo alta rigidez e excelente escoamento de cavaco, o Stream Jet Bars, tem demonstrado ideal desempenho para todas as geometrias
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL
 ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
DINÂMICA DO OCEANO NAS REGIÕES COSTEIRAS
 DINÂMICA DO OCEANO NAS REGIÕES COSTEIRAS INFLUÊNCIA DO VENTO NA CIRCULAÇÃO COSTEIRA A Tensão do Vento é a força de atrito, por unidade de área, causada pela acção do vento na superfície do mar, paralelamente
DINÂMICA DO OCEANO NAS REGIÕES COSTEIRAS INFLUÊNCIA DO VENTO NA CIRCULAÇÃO COSTEIRA A Tensão do Vento é a força de atrito, por unidade de área, causada pela acção do vento na superfície do mar, paralelamente
3,5 o. 2,5 o. 0,5 o. -0,5 o. λ ,5 o. Table No choice of shim / Tabela No Seleção do calço
 THREADING ROSCAMENTO Table No. 19 - choice of shim / Tabela No. 19 - Seleção do calço Helix angle / Âng. de hélice λ Tool holder / Porta-ferramenta Positive / Positivo Negative / Negativo for recessing
THREADING ROSCAMENTO Table No. 19 - choice of shim / Tabela No. 19 - Seleção do calço Helix angle / Âng. de hélice λ Tool holder / Porta-ferramenta Positive / Positivo Negative / Negativo for recessing
TOOLS NEWS B218Z. Acabamento de sede de válvulas com fixação hidráulica. Produto novo HVF. Redução significativa de tempo e custos!
 TOOLS NEWS Acabamento de sede de válvulas com fixação hidráulica HVF B218Z Produto novo Redução significativa de tempo e custos! Em cooperação com Acabamento de sede de válvulas com fixação hidráulica
TOOLS NEWS Acabamento de sede de válvulas com fixação hidráulica HVF B218Z Produto novo Redução significativa de tempo e custos! Em cooperação com Acabamento de sede de válvulas com fixação hidráulica
Dilatação Térmica Aula 4 Allan Calderon
 Dilatação Térmica Aula 4 Allan Calderon Transmissão de calor Def.: O calor é uma forma de energia que se propaga entre dois pontos, devido a uma diferença de temperatura entre eles. Ex.: Efeito estufa:
Dilatação Térmica Aula 4 Allan Calderon Transmissão de calor Def.: O calor é uma forma de energia que se propaga entre dois pontos, devido a uma diferença de temperatura entre eles. Ex.: Efeito estufa:
Treinamento Técnico & Comercial
 Fresa Alto Avanço MFH Fresa Alto Avanço MFH Treinamento Técnico & Comercial Controle de vibração pelo exclusivo design helicoidal com aresta convexa 3 opções de inserto para diversos mercados Ampla gama
Fresa Alto Avanço MFH Fresa Alto Avanço MFH Treinamento Técnico & Comercial Controle de vibração pelo exclusivo design helicoidal com aresta convexa 3 opções de inserto para diversos mercados Ampla gama
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
AUTOMAÇÃO INDUSTRIAL FRESAGEM
 AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
4 ENSAIO DE FLEXÃO. Ensaios Mecânicos Prof. Carlos Baptista EEL
 4 ENSAIO DE FLEXÃO Ensaio de Flexão: Bastante aplicado em materiais frágeis ou de alta dureza - Exemplos: cerâmicas estruturais, aços-ferramenta - Dificuldade de realizar outros ensaios, como o de tração
4 ENSAIO DE FLEXÃO Ensaio de Flexão: Bastante aplicado em materiais frágeis ou de alta dureza - Exemplos: cerâmicas estruturais, aços-ferramenta - Dificuldade de realizar outros ensaios, como o de tração
Lubrificação Industrial. Prof. Matheus Fontanelle Pereira Curso Técnico em Eletromecânica Departamento de Processos Industriais Campus Lages
 Lubrificação Industrial Prof. Matheus Fontanelle Pereira Curso Técnico em Eletromecânica Departamento de Processos Industriais Campus Lages 1. Atrito Sempre que houver movimento relativo entre duas superfícies,
Lubrificação Industrial Prof. Matheus Fontanelle Pereira Curso Técnico em Eletromecânica Departamento de Processos Industriais Campus Lages 1. Atrito Sempre que houver movimento relativo entre duas superfícies,