SEM-0343 Processos de Usinagem. Professores: Renato Goulart Jasinevicius
|
|
|
- Eduardo Fialho Dreer
- 7 Há anos
- Visualizações:
Transcrição
1 SEM-0343 Processos de Usinagem Professores: Renato Goulart Jasinevicius

2 Processo de Alargamento Alargamento é uma operação relativa ao processo de furação usada para aumentar o diâmetro de furos em bruto, p.e., obtidos através de fundição ou forjado,
3 Processo de Alargamento Furação A broca penetra axialmente na peça e corta um furo cego ou passante com diâmetro igual àquele da ferramenta. A broca é uma ferramenta multicortante com ponta. A broca helicoidal é a ferramenta mais usada, porém existem outros tipos de brocas, tais como as brocas de centro ou de pré-furo. 1,6-6,3Ra (0,8-12,5Ra) Tolerância IT11 a IT14 Diâmetro <0,1 : 0,05mm 0,10 Diâm. 0,25 : 0,075mm 0,25 Diâm. 0,50 : 0,075-0,0125mm 0,50 Diâm. 1,00 : 0,125mm Diâmetro 1,00 : 0,125-0,250mm
4 Operações Realizadas com Alargadores Alargar furo Escarear e facear furo Centrar furo Escarear furo
5 Operações Realizadas com Alargadores Alargamento O alargador entra axialmente na peça préfurada e alarga o furo para a dimensão da ferramenta. O alargador é uma ferramenta multicortante que possui várias arestas que podem estar dispostas de forma retilínea ou helicoidal. No alargamento remove-se uma quantidade mínima de material e é geralmente realizada após a furação com objetivo de se obter um diâmetro mais preciso com melhor acabamento. 0,8 a 3,2 Ra (0,4-6,3 Ra) Tolerância IT5 a IT7 Diâmetro <0,5 : 0,025mm 0,50 Diâm. 1,00 : 0,025-0,05mm Diâmetro 1,00 : 0,05-0,125mm




6 Tipos de Alargadores

7 Processo de Alargamento As brocas convencionais não são muito recomendadas, por causa da existência de apenas 2 guias na periferia não garante a orientação necessária da broca nesses casos. Os alargadores de desbaste helicoidais possuem 3 ou mais canais, com respectivas arestas e guias.
, têm diâmetros 5 a 30 mm, de mm em mm, e submedidas.")
8 Processo de Alargamento Distinguem-se das brocas helicoidais pelo fato de não terem aresta transversal, pois a ponta é interrompida por um plano normal ao eixo da broca. Alargadores com haste cilíndrica (ABNT-PB-297), têm diâmetros 5 a 30 mm, de mm em mm, e submedidas. Alargadores com cone morse (ABNT-PB-291) têm diâmetros nominais de 9 a 50 mm, de mm em mm, e submedidas.
9 Processo de Alargamento A escolha do diâmetro do alargador de desbaste deve ser feita em função do diâmetro do furo e do acabamento e precisão requeridos. Se a última operação for feita com alargadores de desbaste, este é escolhido com o mesmo diâmetro do furo desejado. Quando se quer usar uma operação adicional com alargador de acabametno, utilizam-se alargadores de desbaste com submedida. Esta varia entre 0,2 e 0,4 mm, dependendo do furo.
10 Processo de Alargamento Para se conseguir furos mais precisos deve-se realizar as seguintes operações: a) Centrar, b) Furar, c) Mandrilar, e d) Alargar. Para se melhorar ainda mais a exatidão e o acabamento, o furos devem ser retificados e brunidos.
11 Processo de Alargamento Momento torsor, potência e força de corte para alargadores podem ser calculados de modo análogo aos das brocas. h fz s b d 2 ap d o d 1 Com ferramenta de HSS, os avanços em mm/rev usados para a maioria dos materiais situam-se ao redor de 1% do diâmetro do furo, reduzindo-se progressivamente a 0,5% para furos maiores que 50mm.
12 Sistema de Forças Usando a Fórmula de Kienzle para a determinação do Momento Torsor na furação em cheio M M C 1 t t Fc ap K K s1 s1 k senχ 4 senχ s1 2 D 4 sen 1 z b h χ 1 z D 2 f senχ K 1 z s1 D 2 senχ C 1 D x1 f f senχ y1 1 z D 2 D = Diâmetro da Broca [mm] F = avanço [mm/volta] C1, x1 e y1 = constantes empíricas do material da peça.
13 Sistema de Forças em Broca Helicoidais Formula de Kronemberg para a determinação do Momento Torsor na furação em cheio M t C 1 D x1 f y1 D = Diâmetro da Broca [mm] F = avanço [mm/volta] C1, x1 e y1 = constantes empíricas do material da peça.
14 Sistema de Forças em Broca Helicoidais M t C 1 D x1 f y1 Aço C1 x1 y ,2 ± 0,5 2,05 0, ,1 ± 0,4 2,22 0, ,3 ±0,9 2,05 0, ,9 ± 0,3 2,01 0, ,9 ± 0,6 1,87 0, ,8 ± 0,9 1,97 0,77 VM20 48,6 ± 1,2 1,77 0,72 VND 26,2 ± 0,8 2,13 0,78 VS60 10,9 ± 0,8 2,33 0,70
15 Formula de H. Daar para a determinação do da força de avanço na furação em cheio F f C 2 D x2 f y2 Aço C1 x2 y ± 8 1,02 0, ,5 ± 0,4 1,32 0, ,6 ± 0,8 1,07 0, ,0 ± 0,5 1,32 0, ,4 ± 0,8 1,21 0, ,9 ± 0,8 1,41 0,66 VM20 27,3 ± 0,6 1,3 0,59 VND 55,1 ± 1,4 1,29 0,72 VS60 42,7 ± 1,0 1,35 0,70
16 Força máxima de corte P Porém F e V cdisp c max c Pc P m η 2 M t D π D n 1000 Fc Vc 4500 max
17 Rebaixar e Facear Furo Rebaixadores: são ferramentas usadas para aplainar as superfícies adjascentes a furos, a fim de dar, p.e., bom apoio para arruelas, parafusos e porcas. Para tais fins, usa-se ferramentas de corte frontal (Figura). No caso de rebaixos cilindrícos de maior profundidade para esconder parafusos de sextavado interno (tipo Allen), os rebaixadores devem ser levemente cônicos, para formar um ângulo de posição na aresta secundária ou ter guias ou ranhuras periféricas

18 Rebaixar e Facear Furo Rabaixar e Escarear (counterbore) Rebaixador penetra na peça axialmente e alarga a porção superior de um furo pré-existente para o diâmetro da ferramenta. O escareamento é realizado após a furação para gerar espaço para embutir a cabeça de um parafuso. A ferramenta de escarear possui um pino guia para guiar a ferramenta no furo pré-existente.
19 Operações Realizadas com Alargadores Escareadores: São ferramentas usadas para remover rebarbas e produzir um pequeno chanfro nas entradas e saídas de furos (Figura) Escarear furo

20 Escareamento de Furo Escareador de furo (countersinking) O escareador de cilindro entra axialmente na peça e alarga o pré-furo na parte superior deixando um abertura com formato cônico. O escareamento de cilindro é realizado após a furação para embutir a cabeça de um parafuso. O ângulos de ponta dos escareadores de cilindro estão na seguintes dimensões: 60º, 82º, 90º, 100º, 118º, 120º
21 Alargadores de Acabamento São ferramentas destinadas ao acabamento de furos com grande precisão e medidas e bom acabamento. Possuem em geral um no. par de dentes distribuídos na periferia. Geralmente os dentes são retos.
22 Alargadores de Acabamento No caso de se alargar furos com interrupções na parede (rasgos de chaveta, furos e fenda) deve-se usar alargadores com dentes helicoidais. A hélice é direita quando olhando-se o alargador de cima, normalmente ao eixo, a hélice se desenvolve para direita. O sentido de corte se verifica olhando o alargador de topo. Se o dente inferior corta da esquerda para direita, diz-se que o corte é a direita. Neste caso, o alargador corta em sentido anti-horário.
23 Alargadores de Acabamento Em geral os alargadores são de corte a direita. Usando-se uma hélice a esquerda o cavaco é emprurrado para frente, evitando que prejudique a superfície usinada. Nesse caso ocorre um empuxo axial que fixa melhor a ferramenta no corte e elimina eventuais folgas da máquina 0,100 0,800 0,100 0,800 0,100 0,800 Estrias paralelas Estrias a esquerda Estrias a direita

24 O emprego de uma hélice direita com alargador de corte a direita faz com que o cavaco seja puxado para cima onde, se penetrar entre as paredes do furo e as guias do alargador provoca arranhões. O empuxo é no sentido de arrancar o alargador do mandril. Por isso, a hélice à direita só é usada no alargametno de furos cegos, nos quais o cavaco, jogado para frente, não encontra espaço para se alojar
25 Alargador de Máquina e Manual Todo o processo de remoção de material ocorre pela ação dos chanfros do alargador (Figura). Metal a remover Alargador de Máquina Metal a remover Alargador manual
26 Alargador de Máquina Os de arestas de corte duplo, uma faz o desbaste e a outra faz o acabamento (Fig.b, c e d). 45º 45º 45º 45º 10º -15º 2º - 4º 45º Tipos de chanfros de alargadores de máquina.
27 Alargador de Máquina Ângulo de chanfro Comprimento do chanfro Folga do Chanfro Ângulo de saída radial Largura frontal da guia Superfície de folga Ângulo de hélice Superfície de saída Ângulo frontal de folga Metal a remover Alargador de Máquina
28 Diâmetro efetivo Alargador Manual Cone de entrada Comprimento do chanfro Ângulo de saída radial Largura frontal da guia Superfície de folga Superfície de saída Ângulo frontal de folga Metal a remover Alargador manual
29 Alargador Manual Alargador Manual distinguem-se dos de máquina pelo chanfro. Chanfro de 45 o nesses alargadores não cortam, servem apenas de guia, para facilitar a entrada da ferramenta. O chanfro secundário é bem comprido, abrangendo até cerca de ¼ do comprimento do alargador Recomenda-se chanfro secundário = ao diâmetro até 20mm. Decresce até 12 mm no diâmetro, para alargadores de 75 mm. O diâmetro de entrada do alargador é de 93 a 98% do diâmetro nominal
30 Ferramenta para alargar Ângulo de chanfro Comprimento do chanfro Folga do Chanfro Ângulo de saída radial Largura frontal da guia Superfície de folga Ângulo de hélice Superfície de saída Ângulo frontal de folga Haste Ângulo de posição (alargador manual) Comprimento da entrada (Alargador manual) Comprimento do quadrado Largura do quadrado
31 Ferramenta para alargar Estrias helicoidais Haste cilíndrica Alargador de máquina corpo Diâmetro do Alargador Comprimento da Haste Ângulo de hélice Haste paralela Alargador de máquina Comprimento do chanfro Comrpimento das estrias Comprimento da Haste Comprimento total Guia Chanfro de entrada Diâmetro do Alargador Estrias retas Guia Haste quadrada Alargador com haste e guias Comprimento da estria Comprimento da Haste Comprimento total
32 Ferramenta para alargar Canal Quina Ângulo de saída frontal positivo Furo de Centro Ângulo de saída frontal negativo Ângulo de saída: Para aço: 6 o Para FoFo: 3 o Para Fofo duro e latão: 0 o Alumínio e ligas: 8-12 o


33 Alargadores Ajustáveis São constituídos de lâminas de aço rápido em ranhuras de profundidade variável, permitindo variar o diâmetro a ser alargado dentro de uma faixa de valores. Podem ser de haste paralela ou cônica
34 Operação de Alargamento Na operação de alargamento a remoção de material é muito pequena. Para metais dúcteis, o alargador remove geralmente 0,2 mm no diâmetro de um furo. Para metais mais duros remove-se 0,13 mm Tentar remover menos que isso pode ser prejudicial pois o alargador pode ser danificado ou o acabamento do furo ser arruinado. Nesses casos recomenda-se realizar operações como brunimento ou lapidação interna. A velocidade de corte deve ser de metade da de furação e o avanço três vezes maior.
35 Operação de Alargamento Sobremedidas recomendadas para alargamento de furos Diâmetro dos furos Aço e FoFo Zn, Cu e Ligas de Al Plásticos Até 5 mm 0,1 a 0,2 0,5 0,2 5 a 20 mm 0,2 a 0,3 0,6 a 0,8 0,4 20 a 50 mm 0,3 a 0,5 0,5 Maior que 50 mm 0,5 a 1,0
36 Operação de Alargamento Material Refrig. Velocidade Corte (m/min) Avanços em mm por rotação para alargadores de diâmetro: até 10 mm até 20 mm > 20mm SAE1020 OR ou E 12 a 15 0,1 a 0,2 0,3 0,4 SAE1040 OR ou E 10 a 12 0,1 a 0,2 0,3 0,4 Aço Liga 700/900 OR 6 a 8 0,1 a 0,2 0,3 0,4 Aço Liga 900/1100 OR 3 a 5 0,1 a 0,2 0,3 0,4 FoFo Cinz. Seco 6 a 18 0,3 0,3 a 0,5 0,6 FoFo duro Seco 6 a 10 0,2 0,2 0,3 Aço inox OR 3 a 5 0,2 0,2 0,3 Latão ductil OR ou seco 20 a 25 0,4 0,5 0,6 Latão tenaz OR 12 a 20 0,4 0,5 0,6 Metal leve OR 30 a 50 0,2 a 0,3 0,3 0,4 Ligas de Al OR 12 a 15 0,2 0,3 0,4 Cu OR 10 a 20 0,2 0,3 0,4 Plástico 5 a 10 0,4 0,6 0,8 OR: óleo refrigerante E: emulsão O avanço é determinado pelo grau de Q da superfície. Para alargadores especiais com ângulo de hélice pequeno, as velocidades e avanços indicados podem ser dobrados

37 Processo de Rosqueamento (Definições) Rosqueamento A ferramenta macho entra axialmente no furo e gera filetes de uma rosca. O furo pré-existente é geralemente produzido com a dimensão adequada à ferramenta de roscar. A ferramenta macho é selecionada baseado em um diâmetro maior e no passo da rosca. A rosca deve ser cortada com uma profundidade específica no furo ou a uma profundidade completa ao longo de todo o furo.
38 Processo de Rosqueamento (Definições) Rosca Métrica grossa e fina Rosca Whitworth grossa (BSW) e fina (BSF)
39 Processo de Rosqueamento (Definições)
 São")


40 Machos de Rosquear (Terminologia) São ferramentas de múltiplo corte, específicas para a execução de roscas internas.
41 Machos de Rosquear (Terminologia)
42 Machos de Rosquear (Terminologia) Ângulos de Saída Canal Nervura carga Medição tangencial - =0 o + Medição pela Corda Medição de ângulo de saída negativo Medição de ângulo de saída neutro Medição de ângulo de saída positivo Medição de ângulo de saída curvo
43 Machos de Rosquear (Terminologia) Ângulos de Folga
44 Machos de Rosquear (Terminologia) Forma, Número e Direção de Canais Canais assimétricos: maior alojamento de cavaco sem fragilizar o núcleo. Machos de 5 mm (manual) e 25 mm (máquina): 3 canais. Machos maiores têm 4 a 6 canais. Canais retos em furos passantes e helicoidais para furos cegos. Semicircular, reto, 4 canais Assimétrico, reto, 3 canais Assimétrico, reto, 4 canais

45 Machos de Rosquear (Tipos) Regulares: empregados na produção de roscas feitas em máquina. São fornecidos em jogo de 3 machos, diferenciados apenas pelo comprimento do chanfro de entrada. 3º 2º 1º 1º 2º 3º


46 Machos de Rosquear (Tipos) Seriados: empregados na abertura manual de roscas, especialmente em furos profundos e em materiais tenazes. São fornecidos em jogo de 3 machos, diferenciados apenas pelo comprimento do chanfro de entrada. Desbaste Intermediário Acabamento


47 Machos de Rosquear (Tipos) Ponta espiral: empregados apenas para produção de roscas em máquina. A ponta espiral joga o cavaco para frente, sendo usado em furos passantes ou furos cegos onde a parte rosqueada é bem menos profunda que o furo.

48 Machos de Rosquear (Tipos) Helicoidais: empregados em geral na produção de roscas em máquina, em furos cegos de materiais macios de cavaco longo, como Al, Mg e Latão.
: não tem arestas cortantes e produzem roscas por")
.")

49 Machos de Rosquear (Tipos) Laminadores (ou de conformação a frio): não tem arestas cortantes e produzem roscas por deformação plástica do material da peça na periferia do furo (sem remoção de material). Geralmente empregado em materiais dúcteis, como latão, cobre, alumínio. Rosca usinada Rosca laminada Liga de Mg Fonte: Carvalho et al. (2012)

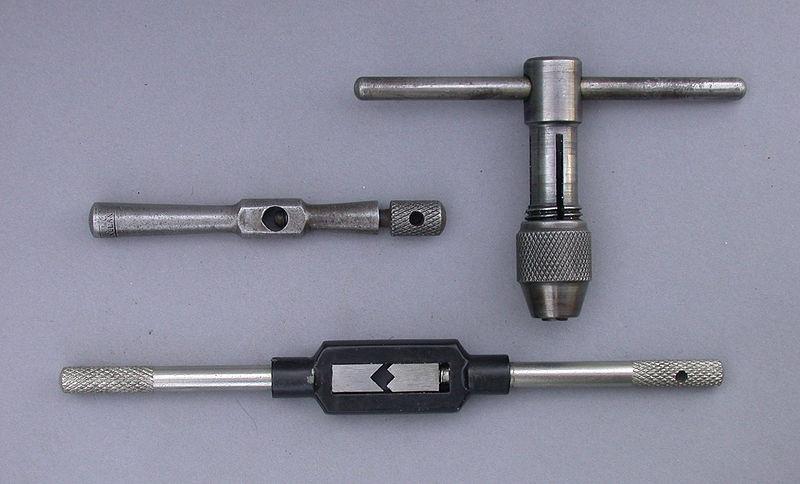



50 Formas de Rosquear Manual (Desandador) Furadeira Centro de Usinagem CNC Máquina (Cabeçotes)
51 Formas de Roscar Cuidados ao rosquear manualmente ou em máquina Desalinhado Descentralizado Correto
.")

52 Reafiação de Machos de Corte Desgastes ocorrem normalmente nos dentes do chanfro (2 primeiros). É recomendável reafiar frequentemente, pois machos pequenos quebram quando o torque aumenta. Machos cegos geram roscas fora da tolerância Filetes novos Filetes desgastados Superfície de saída avariada Fonte: Bezerra (2003)


53 Reafiação de Machos de Corte Fonte: Bezerra (2003) 1º furo usinado 408º furo usinado
54 Reafiação de Machos de Corte Regiões de Reafiação 1. Superfície de folga (no chanfro): Forma mais usual e aumenta a vida da ferramenta. Deve-se controlar a excentricidade durante a retificação. Retificação longitudinal em relação à ferramenta. Afiação pela superfície de folga no chanfro Afiação com rebolo perfilado
55 Reafiação de Machos de Corte Regiões de Reafiação 2. Superfície de saída (no canal): Para marcas de desgaste muito pequenas. Não se reafia superfícies de saída com desgastes excessivos. Basta reafiar a região do chanfro.
56 Reafiação de Machos de Corte Regiões de Reafiação A retificação dos canais pode ser feita com dois tipos de rebolo Rebolos perfilados Rebolos tipo copo Os rebolos para reafiação da superfície de saída devem ser constantemente retificados com diamante para evitar a formação dos ressaltos e e b, pois arredondam as arestas de corte dos machos.
57 Velocidades de corte em rosqueamento O processo de rosqueamento é mais complexo que torneamento e fresamento. O avanço f não pode ser escolhido independente da velocidade de corte v c. Fatores influentes nas condições ótimas de corte: avanço como função do passo da rosca, comprimento do chanfro, refrigeração e lubrificação, seção específica do cavaco, força de corte, desalinhamentos, rigidez da máquina, acabamento da rosca, etc. Em furos cegos, a velocidade de corte é limitada pela profundidade do furo e pela rapidez de inversão da rotação. Velocidades de corte excessivas levam a um desgaste prematuro da ferramenta e à má qualidade da rosca usinada. Roscas curtas requerem velocidade de corte altas e roscas profundas, especialmente em furos cegos, exigem velocidades de corte mais baixas.
58 Velocidades de corte em rosqueamento Lipotônio: sulfato de bário + sulfeto de zinco. OA: Óleo animal. OC: Óleo de Colza. E: Emulsão de óleo.
59 Vídeos Ilustrativos Alargamento (1:30) Roscamento por corte (1:20) Roscamento por conformação (1:20)
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento Mandrilamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
EME005 - Tecnologia de Fabricação IV Operação de Furação
 UNIFEI EME005 - Tecnologia de Fabricação IV Operação de Furação Constituição e tipos de furadeiras Aula 15 Prof. José Hamilton Chaves Gorgulho Júnior Furadeira Vertical de Piso (Vertical Drill machine)
UNIFEI EME005 - Tecnologia de Fabricação IV Operação de Furação Constituição e tipos de furadeiras Aula 15 Prof. José Hamilton Chaves Gorgulho Júnior Furadeira Vertical de Piso (Vertical Drill machine)
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
FURAÇÃO. FURAÇÃO -Definição. Furadeira com ferramenta e peça furada, 4000 a.c.
 FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
Catálogo de produtos 2013 / 2014
 Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Questões para a prova de Tecnologia Aplicada I 03/06/2011
 Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Acesse:
 Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Usinagem I Parte I Aula 3 Furação. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
Usinagem I 2016.1 Parte I Aula 3 Furação Ferramentas MulEcortante Dir. Avanço Aresta de Corte Movimento de Corte / Direção de Corte Movimento de Avanço / Direção de Avanço Movimento EfeEvo de Corte / Direção
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
FORÇAS E POTÊNCIAS DE CORTE
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Acesse:
 Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Super. Line SUPER PREÇO SUPER QUALIDADE SUPER DISPONIBILIDADE. Edição. SuperLine 2016 AMPLIADO
 FURAÇÃO ROSQUEAMENTO/FRESAMENTO DE ROSCA/ LAMINAÇÃO FRESAMENTO ALARGAMENTO PCD Super Line SUPER PREÇO SUPER QUALIDADE SUPER DISPONIBILIDADE ESCAREAMENTO SISTEMA MODULAR DE FIXAÇÃO SERVIÇOS 170 048/1681-V-20
FURAÇÃO ROSQUEAMENTO/FRESAMENTO DE ROSCA/ LAMINAÇÃO FRESAMENTO ALARGAMENTO PCD Super Line SUPER PREÇO SUPER QUALIDADE SUPER DISPONIBILIDADE ESCAREAMENTO SISTEMA MODULAR DE FIXAÇÃO SERVIÇOS 170 048/1681-V-20
MACHOS FRESAS COSSINETES STD OSG. Folheto N º 1
 MACHOS FRESAS COSSINETES STD OSG Folheto N º 1 STD OSG MACHOS MÁQUINA ALTA PERFORMANCE Macho Ponta Helicoidal (POT) D371 250/4 Métrica Grossa 6H rápido 280/4 Unificada Grossa UNC 2B 281/4 Unificada Fina
MACHOS FRESAS COSSINETES STD OSG Folheto N º 1 STD OSG MACHOS MÁQUINA ALTA PERFORMANCE Macho Ponta Helicoidal (POT) D371 250/4 Métrica Grossa 6H rápido 280/4 Unificada Grossa UNC 2B 281/4 Unificada Fina
Acesse:
 Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Rosqueamento com machos
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Quadrado Diâmetro da haste Diâmetro Rebaixado Canal Passo Centro Externo (Macho) Diâmetro da Rosca (Externo) Comprimento de Guia Chanfrado Comprimento da
NOMENCLATURA A B C D E F G H I J K L M N O P Q Quadrado Diâmetro da haste Diâmetro Rebaixado Canal Passo Centro Externo (Macho) Diâmetro da Rosca (Externo) Comprimento de Guia Chanfrado Comprimento da
Acesse:
 Feitos um para o outro Existem muitas coisas nesse mundo que foram feitas uma para a outra: arroz com feijão, goiabada com queijo, a porca e o parafuso. Na aula passada, você estudou que para fazer aquela
Feitos um para o outro Existem muitas coisas nesse mundo que foram feitas uma para a outra: arroz com feijão, goiabada com queijo, a porca e o parafuso. Na aula passada, você estudou que para fazer aquela
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Usinagem com Ferramentas de Geometria Definida - Torneamento - Fresamento - Furação - Alargamento - Rosqueamento - Brochamento
 Usinagem com Ferramentas de Geometria Definida - Torneamento - Fresamento - Furação - Alargamento - Rosqueamento - Brochamento Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Torneamento Definição: Processo
Usinagem com Ferramentas de Geometria Definida - Torneamento - Fresamento - Furação - Alargamento - Rosqueamento - Brochamento Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Torneamento Definição: Processo
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
Aula: Movimentos e grandezas da Usinagem
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Classificação dos machos de roscar, segundo o tipo de rosca. Desandadores
 Classificação dos machos de roscar, segundo o tipo de rosca Rosca Sistema Métrico Normal Fina Machos de roscar Rosca Sistema Whitworth Para Parafusos Normal - BSW Fina - BSF Para Tubos - BASP - BSPT Rosca
Classificação dos machos de roscar, segundo o tipo de rosca Rosca Sistema Métrico Normal Fina Machos de roscar Rosca Sistema Whitworth Para Parafusos Normal - BSW Fina - BSF Para Tubos - BASP - BSPT Rosca
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
Espírito Santo. _ SENAI Departamento Regional do Espírito Santo 25
 Departamento Regional do Espírito Santo 25 Limas Descrição É uma ferramenta manual de aço carbono, denticulado e temperada. Utilização É utilizada na operação de limar. Classificação Classificam-se pela
Departamento Regional do Espírito Santo 25 Limas Descrição É uma ferramenta manual de aço carbono, denticulado e temperada. Utilização É utilizada na operação de limar. Classificação Classificam-se pela
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
Acesse:
 Roscar: a vocação do torno No mundo da mecânica, é inegável a importância das roscas: seja para fixar elementos (com parafusos e porcas), seja para transmitir movimentos (com eixos roscados). Neste livro,
Roscar: a vocação do torno No mundo da mecânica, é inegável a importância das roscas: seja para fixar elementos (com parafusos e porcas), seja para transmitir movimentos (com eixos roscados). Neste livro,
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? FURAÇÃO - Definição Furadeira com ferramenta e peça furada, 4000 a.c. FURAÇÃO - Definição Processo de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? FURAÇÃO - Definição Furadeira com ferramenta e peça furada, 4000 a.c. FURAÇÃO - Definição Processo de
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
Machos Máquina MACHOS. POT - Ponta Helicoidal Haste Reforçada. SFT - Canal Helicoidal Haste Reforçada. MT - Canal Reto Haste Reforçada
 CATÁLOGO Nº1 Machos Máquina POT - Ponta Helicoidal 0/1 80/1 DIN 18 4, 81/1 90/1 SFT - Canal Helicoidal 0/ DIN 18 3º ~3 81/ 90/ MT - Canal Reto 0/3 DIN 18 90/3 POT - Ponta Helicoidal 81/3 60/1 70/1 86/1
CATÁLOGO Nº1 Machos Máquina POT - Ponta Helicoidal 0/1 80/1 DIN 18 4, 81/1 90/1 SFT - Canal Helicoidal 0/ DIN 18 3º ~3 81/ 90/ MT - Canal Reto 0/3 DIN 18 90/3 POT - Ponta Helicoidal 81/3 60/1 70/1 86/1
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Linha Perform da Walter o novo padrão para lotes pequenos e médios.
 Códigos para pedidos Competência em produtos _COMPETÊNCIA EM USINAGEM Linha Perform da Walter o novo padrão para lotes pequenos e médios. Furação, rosqueamento, fresamento 1 PERFORM, ADVANCE, SUPREME Linhas
Códigos para pedidos Competência em produtos _COMPETÊNCIA EM USINAGEM Linha Perform da Walter o novo padrão para lotes pequenos e médios. Furação, rosqueamento, fresamento 1 PERFORM, ADVANCE, SUPREME Linhas
Exercícios de revisão fundamentos mecânicos
 1. O desenho técnico é a ferramenta necessária para a interpretação e representação de um projeto, por ser o meio de comunicação entre a equipe de criação e a de fabricação (ou de construção); nesse contexto
1. O desenho técnico é a ferramenta necessária para a interpretação e representação de um projeto, por ser o meio de comunicação entre a equipe de criação e a de fabricação (ou de construção); nesse contexto
ADES FERRAMENTAS CATÁLOGO DE PRODUTOS
 ADES CATÁLOGO DE PRODUTOS ADES NOSSA HISTÓRIA ADES 2 FACAS CIRCULARES HSS Facas de corte - HSS D () 20 2 32 40 0 63 80 0 12 10 160 200 20 d () 8 8 13 16 22 22 22 32 32 32 32 E () 0,20 x x x x x 0,2 x x
ADES CATÁLOGO DE PRODUTOS ADES NOSSA HISTÓRIA ADES 2 FACAS CIRCULARES HSS Facas de corte - HSS D () 20 2 32 40 0 63 80 0 12 10 160 200 20 d () 8 8 13 16 22 22 22 32 32 32 32 E () 0,20 x x x x x 0,2 x x
Parte 4 Operação de Serramento
 Parte 4 Operação de Serramento revisão 6 139 4.1 Introdução Parte 4 Operação de serramento O corte de metais e outros materiais é uma das operações mais largamente aplicadas, sendo na maioria das vezes
Parte 4 Operação de Serramento revisão 6 139 4.1 Introdução Parte 4 Operação de serramento O corte de metais e outros materiais é uma das operações mais largamente aplicadas, sendo na maioria das vezes
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
SEM DESENHO TÉCNICO MECÂNICO I
 SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2016 Aula 09 Componentes de transmissão e união I: eixos, chavetas, pinos, cavilhas, polias e correias Prof. Assoc. Carlos Alberto Fortulan Departamento
SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2016 Aula 09 Componentes de transmissão e união I: eixos, chavetas, pinos, cavilhas, polias e correias Prof. Assoc. Carlos Alberto Fortulan Departamento
CATÁLOGO N. 1 HIGH TECHNOLOGY
 CATÁLOGO N. 1 HIGH TECHNOLOGY The Complete Solution Machos Para Máquinas Macho Ponta helicoidal (POT) HSSE + TiCN (V) Alta Performance 250/4 280/4 281/4 290/4 Macho para máquina em Aço Rápido Especial
CATÁLOGO N. 1 HIGH TECHNOLOGY The Complete Solution Machos Para Máquinas Macho Ponta helicoidal (POT) HSSE + TiCN (V) Alta Performance 250/4 280/4 281/4 290/4 Macho para máquina em Aço Rápido Especial
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Outros ângulos da ferramenta: ângulo de folga (f): evita atrito entre peça e ferramenta ângulo de saída ou de ataque (s): ângulo de saída do cavaco
: evita atrito entre peça e ferramenta ângulo de saída ou de ataque (s): ângulo de saída do cavaco") USINAGEM (Mar 2007) 1. Características Gerais Obtenção de peças por remoção de material (material removido é chamado cavaco). processo secundário de fabricação: confere melhores tolerâncias dimensionais
USINAGEM (Mar 2007) 1. Características Gerais Obtenção de peças por remoção de material (material removido é chamado cavaco). processo secundário de fabricação: confere melhores tolerâncias dimensionais
SEM 0560 Fabricação Mecânica por Usinagem. Professor: Alessandro Roger Rodrigues Renato Goulart Jasinevicius
 SEM 0560 Fabricação Mecânica por Usinagem Professor: Alessandro Roger Rodrigues Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? Furação Furos: montagem, união, fixação, etc. Processo de maior
SEM 0560 Fabricação Mecânica por Usinagem Professor: Alessandro Roger Rodrigues Renato Goulart Jasinevicius FURAÇÃO Por que fazer Furos? Furação Furos: montagem, união, fixação, etc. Processo de maior
Aula: Geometria da Cunha de corte
 SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
TABELA VC X MATERIAL PEÇA X MATERIAL FERRAMENTA X FATOR MULTIPL. PROCESSO(DESBASTE, SANGRIA, FURAÇÃO...)
") Parâmetros de corte Torneamento e furação 1-) Uma peça bruta que será torneada(desbaste), possui diâmetro de 50mm. Após a usinagem, deseja-se que a peça tenha um diâmetro de 46mm, a ser atingido com 4
Parâmetros de corte Torneamento e furação 1-) Uma peça bruta que será torneada(desbaste), possui diâmetro de 50mm. Após a usinagem, deseja-se que a peça tenha um diâmetro de 46mm, a ser atingido com 4
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
Introdução. Aplainamento
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Aplainamento Processo que se baseia no movimento retilíneo alternado da ferramenta de corte, retirando material somente no movimento de
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Aplainamento Processo que se baseia no movimento retilíneo alternado da ferramenta de corte, retirando material somente no movimento de
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
Elementos de máquina. Curso Técnico Concomitante em Mecânica 3º módulo. Diego Rafael Alba
 E Curso Técnico Concomitante em Mecânica 3º módulo Diego Rafael Alba 1 Roscas É um conjunto de filetes em torno de uma superfície cilíndrica; Podem ser internas e externas. 2 Perfil de rosca Triangular;
E Curso Técnico Concomitante em Mecânica 3º módulo Diego Rafael Alba 1 Roscas É um conjunto de filetes em torno de uma superfície cilíndrica; Podem ser internas e externas. 2 Perfil de rosca Triangular;
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Leitura e Interpretação de Desenho Técnico Mecânico
 Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 03 Conjuntos O desenho de conjunto representa um grupo de peças montadas tais como: dispositivos, ferramentas, máquinas, motores, equipamentos
Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 03 Conjuntos O desenho de conjunto representa um grupo de peças montadas tais como: dispositivos, ferramentas, máquinas, motores, equipamentos
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
43 Fresando superfícies planas
 A U A UL LA Fresando superfícies planas Nas aulas passadas você estudou os tipos de fresadoras e fresas e como determinar os parâmetros de corte para fresar. Mas para começar a fresar é necessário saber
A U A UL LA Fresando superfícies planas Nas aulas passadas você estudou os tipos de fresadoras e fresas e como determinar os parâmetros de corte para fresar. Mas para começar a fresar é necessário saber
Fresamento NOMENCLATURA. Haste Ângulo da Hélice Canal Diâmetro Externo Comprimento de Corte Comprimento Total A B C D E F
 NOMENCLATURA A B C D E F Haste Ângulo da Hélice Canal Diâmetro Externo Comprimento de Corte Comprimento Total 1 Gash - Rebaixamento 2 Ângulo de alívio primário 3 Ângulo de alívio secundário 4 Dorso 5 Aresta
NOMENCLATURA A B C D E F Haste Ângulo da Hélice Canal Diâmetro Externo Comprimento de Corte Comprimento Total 1 Gash - Rebaixamento 2 Ângulo de alívio primário 3 Ângulo de alívio secundário 4 Dorso 5 Aresta
AULA 25 PROCESSO DE FURAÇÃO: OPERAÇÕES DE CORTE
 AULA 25 PROCESSO DE FURAÇÃO: OPERAÇÕES DE CORTE 187 25. PROCESSO DE FURAÇÃO: OPERAÇÕES DE CORTE 25.1. Introdução O ângulo de saída ( ) das brocas helicoidais diminui no sentido da periferia para o centro,
AULA 25 PROCESSO DE FURAÇÃO: OPERAÇÕES DE CORTE 187 25. PROCESSO DE FURAÇÃO: OPERAÇÕES DE CORTE 25.1. Introdução O ângulo de saída ( ) das brocas helicoidais diminui no sentido da periferia para o centro,
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Tipo de brocas: O que precisa saber
 Tipo de brocas: O que precisa saber Hoje em dia existe uma grande diversidade de brocas, de diferentes formas e tamanhos. Feitas com os mais distintos materiais. A utilização de cada broca varia de acordo
Tipo de brocas: O que precisa saber Hoje em dia existe uma grande diversidade de brocas, de diferentes formas e tamanhos. Feitas com os mais distintos materiais. A utilização de cada broca varia de acordo
SEM-0534 Processos de Fabricação Mecânica. Retificação
 SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
CÁLCULO DOS PARÂMETROS DE CORTE CÁLCULO DE VELOCIDADE DO AVANÇO
 CÁLCULO DOS n = 0 x Vc d x 3, = Velocidade de corte Vc = n x d x 3, 0 = m/min CÁLCULO DE VELOCIDADE DO AVANÇO Vf = 0 x Vc x Z x fz d x 3, = /min Vf = n x Z x fz = /min Onde: n: número de rotações da fresa
CÁLCULO DOS n = 0 x Vc d x 3, = Velocidade de corte Vc = n x d x 3, 0 = m/min CÁLCULO DE VELOCIDADE DO AVANÇO Vf = 0 x Vc x Z x fz d x 3, = /min Vf = n x Z x fz = /min Onde: n: número de rotações da fresa
DESENHO TÉCNICO MECÂNICO I (SEM 0502)
") DESENHO TÉCNICO MECÂNICO I (SEM 0502) Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas 10. 02 Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas TOLERÂNCIA GEOMÉTRICA: FORMA
DESENHO TÉCNICO MECÂNICO I (SEM 0502) Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas 10. 02 Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas TOLERÂNCIA GEOMÉTRICA: FORMA
Linha Metal Duro. O que faz com que as brocas Wirutex tenham um corte especial? É metal duro (microgrão), logicamente!
, logicamente!") Linha Metal Duro O que faz com que as brocas Wirutex tenham um corte especial? É metal duro (microgrão), logicamente! A Wirutex utiliza a melhor matéria-prima de metal duro (microgrão) para produzir as
Linha Metal Duro O que faz com que as brocas Wirutex tenham um corte especial? É metal duro (microgrão), logicamente! A Wirutex utiliza a melhor matéria-prima de metal duro (microgrão) para produzir as
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE
 AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 221 29. PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 29.1. Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção
AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 221 29. PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 29.1. Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
Parte 4 Operação de Corte
 Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 4 Operação de Corte Prof. José Hamilton Chaves Gorgulho Júnior Prof.
Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 4 Operação de Corte Prof. José Hamilton Chaves Gorgulho Júnior Prof.
Acesse:
 Formatos que saem da linha Até agora você aprendeu que mudando o acessório com o qual se prende a peça é possível tornear peças com formatos assimétricos. Aprendeu também que, deslocando dispositivos do
Formatos que saem da linha Até agora você aprendeu que mudando o acessório com o qual se prende a peça é possível tornear peças com formatos assimétricos. Aprendeu também que, deslocando dispositivos do
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
 PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
PRÁTICA DE OFICINA aula 03-2015-1 2.4 OPERAÇÕES DE TORNEAMENTO Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo. 2.4.1 - Torneamento retilíneo - Processo de torneamento no qual
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA DEFINIÇÃO: COSSINETES São ferramentas de corte construídas de aço especial, com rosca temperada e retificada; é similar a uma porca, com cortes radiais dispostos convenientemente
TORNEIRO MECÂNICO TECNOLOGIA DEFINIÇÃO: COSSINETES São ferramentas de corte construídas de aço especial, com rosca temperada e retificada; é similar a uma porca, com cortes radiais dispostos convenientemente
Módulo 08 DESENHO TÉCNICO. Luiz Fontanella
 Módulo Luiz Fontanella 2 ÍNDICE SCRIÇÃO PÁG. ÍNDICE 2 ROSCAS 3 TIPOS 4 SENTIDO DIREÇÃO 4 NOMENCLATURA 5 ROSCAS TRIANGULARES 5 o ROSCA MÉTRICA 6 o ROSCA WHITWORTH 6 PARAFUSOS 7 PARAFUSOS PASSANTES 7 PARAFUSOS
Módulo Luiz Fontanella 2 ÍNDICE SCRIÇÃO PÁG. ÍNDICE 2 ROSCAS 3 TIPOS 4 SENTIDO DIREÇÃO 4 NOMENCLATURA 5 ROSCAS TRIANGULARES 5 o ROSCA MÉTRICA 6 o ROSCA WHITWORTH 6 PARAFUSOS 7 PARAFUSOS PASSANTES 7 PARAFUSOS
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
Furação. Pastilhas intercambiáveis e classes de metal duro. Ferramentas para furação, mandrilamento e mandrilamento em acabamento
 Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para