Processos de Usinagem
|
|
|
- Paula Barata Weber
- 8 Há anos
- Visualizações:
Transcrição
1 Processos de Usinagem Carga horária: 60horas IFSC- Campus Lages Professor.: Ariton Araldi
2 CONCEITO DE AJUSTE Elaborar e acabar manualmente uma peça metálica, segundo formas e medidas fixadas de antemão, por exemplo, fazer um gabarito, chaveta, etc. Acabar e retocar peças trabalhadas previamente em máquinas. Adaptar duas ou mais peças que devem trabalhar uma dentro da outra.
3 CONCEITO DE AJUSTE Todo trabalho de ajuste costuma ser bastante complexo, quer dizer, que para realizálo, completamente, deve ser executada uma série sucessiva e ordenada de operações simples, ou elementares chamados: Limagem, traçados, corte, furação, serrar, rosqueamento, esmerilhamento, etc.

4 CONCEITO DE LIMAS As limas são ferramentas manuais usadas para reduzir a dimensão de peças, cortando o metal cada vez que se executa um passe. São construídas com aço temperado e sua dureza varia entre 50 e 60HRC.
5 CARACTERÍSTICAS DAS LIMAS O comprimento total ou comercial é composto pelo comprimento com o qual se trabalha a peça e pelo comprimento do talão (entre 75 e 400mm). O picado é a distância entre dois dentes consecutivos. A profundidade dos dentes varia de acordo com o tipo de picado. A forma da lima é dada pela sua seção transversal.

6 CLASSIFICAÇÃO DAS LIMAS

7 CLASSIFICAÇÃO DAS LIMAS O comprimento total ou comercial é composto pelo comprimento com o qual se trabalha a peça e pelo comprimento do talão (entre 75 e 400mm). O picado é a distância entre dois dentes consecutivos. A profundidade dos dentes varia de acordo com o tipo de picado. A forma da lima é dada pela sua seção transversal.
8 FORMAS DE LIMA
9 FORMAS DE LIMA

10 CLASSIFICAÇÃO DAS LIMAS Existe ainda um grupo especial de limas pequenas, inteiras de aço, chamadas de limasagulha. Elas são usadas em trabalhos especiais como, por exemplo, para a limagem de furos de pequeno diâmetro, construção de ranhuras e acabamento de cantos vivos e outras superfícies de pequenas dimensões nas quais se requer rigorosa exatidão.

11 CLASSIFICAÇÃO DAS LIMAS Para trabalhar metal duro, pedra, vidro e matrizes em geral, e em ferramentaria para a fabricarão de ferramentas, moldes e matrizes em geral... São usadas limas diamantadas, ou seja, elas apresentam o corpo de metal recoberto de pó de diamante fixado por meio de um aglutinante.

12 CLASSIFICAÇÃO DAS LIMAS Para simplificar a usinagem manual de ajustagem, rebarbamento e polimento, usam-se as limas rotativas ou fresa-lima, cujos dentes cortantes são semelhantes aos das limas comuns. São acopladas a um eixo flexível e acionadas por meio de um pequeno motor.
13 ESCOLHA DA LIMA
14 ESCOLHA DA LIMA

15 OPERAÇÃO DE LIMAR No processo o corpo deve acompanha o movimento dos braços. A peça a ser limada deve ser fixada um pouco mais a baixo que o cotovelo do colaborador em posição normal e a superfície de trabalho deve ficar aproximadamente na horizontal.


16 OPERAÇÃO DE LIMAR Como empunhar a lima:
17 OPERAÇÃO DE LIMAR Limar Superfície Plana Limar é desbastar ou dar acabamento com auxílio de uma ferramenta chamada lima. Limar superfície plana é a operação realizada com a finalidade de se obter um plano com um grau de precisão determinado. O ajustador executa esta operação, frequentemente, na reparação de máquinas e em ajustes diversos.
18 OPERAÇÃO DE LIMAR Limar Material Fino Esta operação se faz em metais de pouca espessura e de laminados finos (até 4 mm aproximadamente). Diferenciase das outras operações de limar pela necessidade de se fixar o material por meios auxiliares, tais como: calços de madeira, cantoneiras, grampos e pregos. Aplica-se na usinagem de gabaritos, lâminas para ajuste e outros. Nesta operação, apresentam-se dois casos: um quando se limam bordas e o outro quando se limam faces.
19 OPERAÇÃO DE LIMAR Processo de Execução Verifique se o material está desempenado. Se necessário, desempene-o, utilizando o macete. Trace. Prenda a peça. OBS.: Use cantoneiras ou calços de madeira para evitar vibrações traçado deve ficar o mais próximo possível dos calços.
20 OPERAÇÃO DE LIMAR Lime de modo que evite vibrações. OBS.: Para eliminar as vibrações que se apresentam ao limar deve-se deslocar a lima em posição oblíqua à peça (fig. 4). Verifique a superfície limada, com a régua.
21 OPERAÇÃO DE LIMAR Limar Superfícies planas Quando se trata de limar as faces da chapa, esta se prende sobre madeira, conforme mostram as figuras 5, 6 e 7.
22 OPERAÇÃO DE LIMAR Limar Superfícies Côncavas e Convexas É produzir uma superfície curva, interna ou externa, pela ação manual de uma lima redonda, meia-cana ou chata, através de movimentos combinado (figs. 1 e 2). Entre as principais aplicações desta operação, podemos citar a execução de gabaritos, matrizes, guias, dispositivos e chavetas.


23 OPERAÇÃO DE LIMAR Processo de Execução Trace a peça. Prenda a peça. Retire o material em excesso (conforme figuras).
. O movimento da lima deve ser de acordo com as figuras 8, 9 e 10.")
24 OPERAÇÃO DE LIMAR No caso de limar superfície côncava, a curvatura da lima deve ser menor que a curvatura a limar (figs. 6 e 7). O movimento da lima deve ser de acordo com as figuras 8, 9 e 10.
25 OPERAÇÃO DE LIMAR Verifique a curvatura com gabarito. No caso de peças espessas, deve-se verificar o esquadrejamento da superfície.
26 OPERAÇÃO DE LIMAR A pressão só deve ser exercida durante o movimento para frente e aliviada no retorno, conforme figura A, B e C.

27 CONSELHOS PRÁTICOS Aliviar a lima no recuo. Usar todo o comprimento da lima. As limas mais novas devem ser reservadas para latão e bronze; uma lima que escorrega nestes materiais pode ainda trabalha eficientemente o ferro. Não limar peças mais dura que a lima. Peças fundidas com incrustações de areia de molde destroem rapidamente o fio da lima.
28 CONSELHOS PRÁTICOS Não limar demasiadamente rápido, a velocidade do trabalho é de 30 a 40 golpes por minuto. Usar primeiramente um lado da lima, só passando ao segundo quando o primeiro estiver gasto. Lima bastarda quando desbastar mais que 0,5 mm. Lima murça quando desbastar entre de 0,5 a 0,2 mm. Lima murça fina quando desbastar menos que 0,2 mm. Não usar limas finas para desbastar materiais moles e usar limas de tamanho compatível com o da peça a limar.
29 CONSERVAÇÃO DAS LIMAS Para que as limas tenham uma durabilidade maior, é necessário ter alguns cuidados: Quando ela perder â eficiência para o corte de materiais maleáveis, usá-la para trabalhar ferro fundido que é mais duro. As limas devem ser guardadas em suportes de madeira em locais protegidos contra a umidade.

30 Rasquetes Ferramenta manual utilizada na remoção de estrias ou sulcos nas superfícies das peças e equipamentos.
31 Rasquetes Classificação dos rasquetes Os rasquetes estão classificados em três grupos. 1- Rasquete chato pode ser curvado ou não, sua aplicação é destinada para superfícies planas.

32 Rasquetes 2- Rasquete triangular aplicado nas operações de rebarbar furos, superfícies internas de furos e superfícies côncavas em geral.
33 Rasquetes 3 - Rasquete raspador de mancais utilizado no rasqueteamento de mancais, ajustes de eixos e superfícies côncavas em geral,

34 MORSA DE BANCADA É um dispositivo de fixação constituído de duas mandíbulas, uma fixa e outra móvel, que se desloca por meio de parafuso e porca.
35 MORSA DE BANCADA As mandíbulas são providas de mordentes estriados e temperados, para maior segurança na fixação das peças. As morsas podem ser construídas de aço ou ferro fundido, em diversos tipos e tamanhos. Existem morsas de base giratória para facilitar a execução de certos trabalhos.
36 MORSA DE BANCADA Os tamanhos das morsas são identificadas através de números correspondendo à largura das mandíbulas.
37 MORSA DE BANCADA Mordentes de proteção Em certos casos, os mordentes devem ser cobertos com mordentes de proteção, para se evitarem marcas nas faces já acabadas das peças. Os mordentes de proteção são feitos de material mais macio que o da peça a fixar. O material usado pode ser de chumbo, alumínio, cobre, latão ou madeira.
38 RÉGUA DE CONTROLE Réguas de controle são instrumentos para a verificação de superfícies planas, construídas de aço, ferro fundido ou de granito. Apresentam diversas formas e tamanhos, e classificam-se em dois grupos: Réguas de fios retificados; Réguas de faces lapidadas, retificadas ou rasqueteadas; Réguas de fio retificado (biselada).
39 RÉGUA DE CONTROLE Construída de aço-carbono, em forma de faca (biselada), temperada e retificada, com o fio ligeiramente arredondado. É utilizada na verificação de superfícies planas.

40 RÉGUA DE CONTROLE Régua triangular - Construída de açocarbono, em forma de triângulo, com canais côncavos no centro e em todo o comprimento de cada face temperada, retificada e com fios arredondados. É utilizada na verificação de superfícies planas, onde não se pode utilizar a biselada.


41 RÉGUAS DE FACES RETIFICADAS OU RASQUEADAS Existem três tipos de régua com faces retificadas ou rasqueteadas: De superfície plana; Paralela plana; Triangular plana.
42 CONSERVAÇÃO Não pressionar nem atritar a régua de fios retificados contra a superfície. Evitar choques. Não manter a régua de controle em contato com outros instrumentos.
43 Traçagem Operação de traçagem nada mais é do que reproduzir, sobre a superfície da peça, retas, arcos e pontos importantes para a fabricação da mesma.


44 Traçagem A seguir, temos alguns exemplos desses instrumentos. Acompanhe! Mesa de desempeno de Ferro Fundido Calços paralelos


45 Traçagem Cantoneira Calços em V Macaco


46 Traçagem Para efetuar a medição durante a traçagem pode ser necessário o emprego de uma escala, um goniômetro ou um calibrador traçador de altura. Escala Graduada Goniômetro Traçador de altura Graminho



47 Traçagem Quando vamos traçar efetivamente, precisaremos de um riscador, compasso, esquadro, régua, sutra etc..


48 Traçagem Precisando marcar o centro de um arco ou a posição de um furo, podemos empregar o punção e o martelo.

49 Características de tintas para Traçagem Precisando marcar o centro de um arco ou a posição de um furo, podemos empregar o punção e o martelo.
50 CORTES MANUAIS As operações de corte de material podem ser feitas manual ou mecanicamente. Essa operação manual é executada com uma serra, consiste em cortar, abrir fendas e iniciar ou abrir rasgos num determinado material.

51 ARCO DE SERRA Serra manual é uma ferramenta composta de um arco de aço carbono, onde deve ser montada uma lâmina de aço rápido ou aço carbono, dentado e temperado.
52 ETAPAS DO SERRAMENTO Marcação das dimensões no material a ser cortado. No caso de corte de contornos internos ou externos, há necessidade de traçagem, observando a sequência já estudada. Fixação da peça na morsa, se for o caso. Seleção da lâmina de serra de acordo com o material e sua espessura. Fixação da lâmina no arco (manual) ou na máquina, observando o sentido dos dentes de acordo com o avanço do corte.
53 ETAPAS DO SERRAMENTO Ver a indicação de direção de corte cortado. No caso de corte de contornos internos ou externos, há necessidade de traçagem, observando a sequência já estudada. Fixação da peça na morsa, se for o caso. Seleção da lâmina de serra de acordo com o
54 ETAPAS DO SERRAMENTO
55 ETAPAS DO SERRAMENTO Se o serramento for manual, manter o ritmo (aproximadamente 60 golpes por minuto); A pressão (feita apenas durante o avanço da serra). Usar a serra em todo o seu comprimento, movimentando somente os braços. Ao final da operação, diminuir a velocidade e a pressão sobre a serra para evitar acidentes.
56 SERRA MANUAL Características 1. Comprimento comercial Distância de centro a centro dos furos na lâmina ( ou 500mm). 2. Largura A largura da lâmina mede geralmente 13 ou 16mm. 3. Espessura Deve ser medida na borda superior da lâmina.
57 SERRA MANUAL Características 4 Número de dentes por polegada 18 dentes / 1 usada em materiais moles. 24 dentes / 1 usada em materiais duros. 32 dentes / 1 usada em materiais muito duros.
58 CONDIÇÕES DE USO DE UMA LÂMINA DE SERRA
59 ARCOS DE SERRA


60 Tesoura Reta Características 4 Número de dentes Tesoura Reta com Lâminas Estreitas



61 Tesoura Curva Características 4 Número de dentes Tesoura de Bancada Cinzel

62 Bedame ou Buril Características 4 Número de dentes Bedame Meia Cana

63 SERRAS MECÂNICA Quando for necessário o corte de uma grande quantidade de chapas ou o corte de chapas com espessura maior que 3 mm, podemos empregar uma guilhotina.


64 SERRA MECÂNICA Máquina de serrar alternativa Para o corte de peças com perfis diversos (redondos, quadrados, retangulares...)


65 SERRA MECÂNICA Máquinas de serrar de fita Com as serras de fita verticais é possível realizar cortes em forma de curva. Vertical Horizontal


66 SERRA MECÂNICA Serras circulares São máquinas que empregam serras em forma de disco circular. Os cortes obtidos são retos.



67 Furadeiras Tipos mais comuns de furadeiras Furadeira é máquina-ferramenta que executa operações de furação por meio de uma ferramenta em rotação, fixada com acessório, ou montada diretamente no eixo principal.

68 Furadeiras Furadeira elétrica portátil Furadeira projetada para ser transportada até o local de sua utilização, é muito utilizada em serviços de manutenção e montagem. Os acessórios mais comuns são: mandril, chave de mandril e haste limitadora de profundidade.


69 Furadeiras Furadeira de bancada Furadeira que necessita de uma bancada para sua fixação e é utilizada para pequenas furações. Os acessórios mais comuns são: mandril, chave de mandril, haste limitadora de profundidade e morsa.

70 Furadeiras Furadeira de coluna (de piso) Furadeira que se caracteriza por uma base fixada diretamente no chão que é ligada ao cabeçote do motor por meio de uma coluna. Os acessórios mais comuns são: mandril, chave de mandril, haste limitadora de profundidade e buchas de redução.
 7. Bucha de redução 8.")
71 Furadeiras Furadeira de coluna (de piso) 1. Base 2. Coluna 3. Mesa 4. Sistema motriz 5. Alavanca de acionamento linear da ferramenta 6. Eixo principal (árvore) 7. Bucha de redução 8. Ferramenta
72 Furadeiras Furadeira radial Furadeira que se caracteriza por ter uma base fixada diretamente no chão que é ligada ao cabeçote do motor por meio de uma coluna e possui uma guia (bandeira) de deslocamento do cabeçote do motor, permitindo fazer vários furos sem modificar a posição da peça. Os acessórios mais comuns são: mandril, chave de mandril, haste limitadora de profundidade e buchas de redução.


73 Furadeiras Furadeira radial

74 Furadeiras Furadeira de coordenadas (furadeira fresadora) Furadeira que possui uma mesa de deslocamento longitudinal e transversal com anel graduado e em muitos casos a coluna cilíndrica é substituída por uma guia prismática. Os acessórios mais comuns são: mandril, chave de mandri, haste limitadora de profundidade e buchas de redução.

75 Furadeiras Furadeira múltipla É uma furadeira utilizada para produções em série, ela possui várias ferramentas que executam várias operações simultaneamente ou em sequência, com o objetivo de diminuir o tempo de usinagem.
76 Furadeiras Condições de segurança: o aterramento das máquinas deve ser de acordo com a norma; a furadeira possui partes rotativas e, portanto, devese evitar cabelo comprido solto, casacos soltos, anéis, pulseiras, relógios ou correntes que podem se prender às partes rotativas da máquina; evitar contato com o cavaco produzido pelas operações de usinagem;
77 Furadeiras cuidar com as arestas cortantes das ferramentas; as peças e as ferramentas devem estar bem fixas; realizar as manutenções de acordo com o manual para garantir um bom funcionamento do equipamento; por ser um processo que produz cavaco, é necessário o uso de EPIs, tais como sapato de couro fechado, óculos de produção e vestimentas adequadas.
78 Furadeiras Conservação do equipamento: utilizar os lubrificantes conforme orientações do manual; evitar impactos com acessórios; utilizar ferramentas equipamento; limpeza do equipamento. adequadas ao


, brocas")
79 Ferramentas Brocas Ferramenta de corte utilizada para realizar furações, possui forma cilíndrica. Podem ser de diversos tipos, tais como: brocas helicoidais (mais comuns), brocas ocas (para trepanação), brocas chatas e brocas canhão, etc.
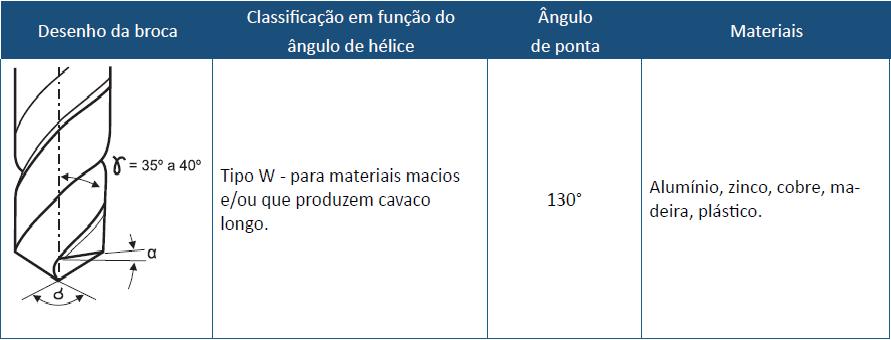
80 Ferramentas Principais características técnicas: diâmetro externo; comprimento útil de usinagem; tipo de haste (cilíndrica ou cônica); ângulo e sentido de hélice; material com que é fabricada.

81 Tipos Broca helicoidal É a broca mais utilizada nos processos de fabricação, caracteriza-se pelos canais helicoidais que têm a função de permitir a saída de cavaco, a passagem de fluido e formar parte da geometria de corte da broca.
82 Tipos Geometria básica das brocas helicoidais É a broca mais utilizada nos processos de fabricação, caracteriza-se pelos canais helicoidais que têm a função de permitir a saída de cavaco, a passagem de fluido e formar parte da geometria de corte da broca.

83 Tipos Geometria básica das brocas helicoidais É a broca mais utilizada nos processos de fabricação, caracteriza-se pelos canais helicoidais que têm a função de permitir a saída de cavaco, a passagem de fluido e formar parte da geometria de corte da broca.

84 Tipos Geometria básica das brocas helicoidais É a broca mais utilizada nos processos de fabricação, caracteriza-se pelos canais helicoidais que têm a função de permitir a saída de cavaco, a passagem de fluido e formar parte da geometria de corte da broca.
85 Tipos
86 Escareadores Ferramenta utilizada para usinar rebaixo cônico no início dos furos. O furo cônico gerado pelo escareador geralmente é utilizado para encaixar a cabeça de parafuso escareado ou o rebite cônico..

;")
87 Escareadores As principais características dos escareadores são: ângulo da ponta; sistema de fixação da haste (cilíndrico ou cônico); diâmetro maior da ferramenta; diâmetro da guia (caso seja com guia); material da ferramenta.
88 Rebaixadores Ferramentas utilizadas para usinar um rebaixo cilíndrico. O rebaixador geralmente possui um guia para centralizá-lo no furo, podendo este guia ser fixo, ou seja, fazer parte do corpo da ferramenta, ou móvel, podendo ser retirado e substituído em caso de desgaste ou quebra. O rebaixo cilíndrico geralmente é utilizado para encaixar a cabeça dos parafusos.
; diâmetro maior da ferramenta; diâmetro da guia (caso seja com guia); material da ferramenta; tipo de")
89 Rebaixadores As principais características dos rebaixadores são: sistema de fixação da haste (cilíndrico ou cônico); diâmetro maior da ferramenta; diâmetro da guia (caso seja com guia); material da ferramenta; tipo de guia.

90 Alargadores Ferramentas multicortantes que, por meio do movimento de rotação e avanço axial. Servem para alargar furos, melhorando o acabamento do furo e deixando as tolerâncias em classes de qualidade melhores que os gerados pelos processos de furação.
; diâmetro da ferramenta; tipo de canais; material da ferramenta; tolerância do")
91 Alargadores As principais características dos alargadores são: sistema de fixação da haste (cilíndrico ou cônico); diâmetro da ferramenta; tipo de canais; material da ferramenta; tolerância do alargador.
, que se desenvolve ao redor de uma superfície cilíndrica.")
92 ROSCAS A rosca é uma saliência (filete) da seção uniforme (triangular, quadrada, etc), que se desenvolve ao redor de uma superfície cilíndrica.


93 ROSCAS Sentido do filete O filete da rosca pode ter dois sentidos:

; sistema inglês ou")

94 Roscas As roscas de perfil triangular são fabricadas segundo três sistemas normalizados: sistema métrico ou internacional (ISO); sistema inglês ou whitworth; sistema americano(unificada). Sistema Métrico americano Sistema whitworth Sistema

95 Machos de roscar São ferramentas multicortantes que têm como função a execução de roscas internas. Os machos de roscar são ferramentas de perfil e devem ser especificações utilizados técnicas de acordo exigidas respeitando a classe de tolerância. em com as desenho,
96 Machos de roscar A operação de roscar exige uma furação prévia que possui uma relação com o diâmetro nominal e passo das roscas. Os machos de roscar para uso manual vêm em jogos de duas ou três peças e sua utilização deve seguir a sequência:

97 Machos de roscar As principais características dos machos de roscar são: sistema de rosca; aplicação; passo; características dos canais; diâmetro nominal; diâmetro da haste.
 e sem peeling (para")
98 Roscar externo manual Para a realização das roscas externas é utilizada uma ferramenta manual chamada de cossinete ou tarraxa. Os cossinetes podem ser classificados de acordo com o material a ser usinado: com peeling (para usinagem de materiais de cavaco longo) e sem peeling (para usinagem de materiais de cavaco curto).
99 Ferramentas de Roscar externo 1.Preparação do material: deve-se conferir o diâmetro do material a ser roscado. O diâmetro ideal para essa operação é obtido aplicando-se a fórmula: Diâmetro ideal do eixo = d - passo 5 Para facilitar o início da operação, a ponta da peça cilíndrica deve ser chanfrada.

100 Ferramentas de Roscar externo Encontramos três tipos diferentes de cossinetes, para diferentes operações, acompanhe. Cossinete circular fechado ou rígido não é possível fazer regulagens e mantém a tolerância especificada em seu corpo para manter roscas iguais e normalizadas.

101 Ferramentas de Roscar externo Cossinete circular aberto possui regulagem para ampliar a profundidade de corte, fazendo com que seja possível ampliar a gama de tolerância no processo de rosqueamento.
102 Técnicas de Roscar sem ter tabela em mãos Externo: Diâmetro ideal do eixo = d - passo 5 Interna: d= D passo ( até 8 mm) d= D (1.2 x passo) ( acima de 8 mm ) Diâmetro ideal do eixo = d - passo 5
103 Conhecimentos já trabalhados em sala Ajustagem mecânica; Ferramentas Manuais utilizadas na Metalmecânica; Furadeiras e acessórios Ferramentas para furação e roscamento interno e externo e acessórios;
104 Exercícios Tenho uma furação de cinco milímetros de diâmetro qual é a rosca métrica vou fazer? Tenho um Paraf. M14X2 qual o Ø adequado para fazer a rosca interna? Preciso fazer uma rosca UNC 3/8 X 16 fios qual o Ø adequado da furação?
105 Exercícios Qual o Ø da broca para fazer uma rosca 9/16 X 18 fios UNF, e MF18 x 1. Qual o Ø da broca para fazer uma rosca 1/4 X 20 fios UNC, e M10 x 1,5. Determine o diâmetro do material cilíndrico para que seja feita uma rosca externa de M12 x 1,75 Tenho uma rosca externa 5/8 x 11fios a ser feita qual o diâmetro do material para fazer essa rosca?
106 Ferramentas de Corte Ferramentas de corte são utilizadas para cortar materiais com remoção de cavaco. São materiais específicos para essa finalidade e têm dureza superior ao material que será usinado. Os materiais mais comuns são: aço-carbono e aço rápido, que são materiais fundidos; metal duro e cerâmica que são materiais sinterizados.
107 Geometria das ferramentas de corte Ferramentas de corte são utilizadas para cortar materiais com remoção de cavaco. São materiais específicos para essa finalidade e têm dureza superior ao material que será usinado. Os materiais mais comuns são: aço-carbono e aço rápido, que são materiais fundidos; metal duro (carbetos); e cerâmica que são materiais sinterizados.
108 Geometria das ferramentas de corte Ângulo de folga α (alfa)
109 Geometria das ferramentas de corte Ângulo de saída γ (gama)
110 Geometria das ferramentas de corte Ângulo de cunha β (beta)
111 Geometria das ferramentas de corte Ângulo de cunha β (beta)
112 Geometria das ferramentas de corte Ângulo de cunha β (beta)
113 Usinabilidade dos Materiais Na obtenção de peças pela retirada de cavacos verificamos que cada material tem um comportamento diferente; Enquanto uns podem ser trabalhados facilmente, outros apresentam problemas tais como: Empastamento, desgaste rápido da ferramenta, mau acabamento, necessidade de grande potência para o corte, etc. Isto varia de acordo com a usinabilidade do material;

114 Usinabilidade dos Materiais Podemos definir usinabilidade como sendo o grau de dificuldade que determinado material apresenta para ser usinado.
115 Usinabilidade dos Materiais A usinabilidade não depende apenas das características do material, mas também, de outros parâmetros da usinagem, tais como: refrigeração, rigidez do sistema máquina-ferramenta, das características da ferramenta, tipo de operação, etc Assim, dependendo das condições de usinagem um mesmo material poderá ter variações em sua usinabilidade.
116 Usinabilidade dos Materiais Uma boa usinabilidade indica bom acabamento superficial e integridade, vida longa da ferramenta, e baixa força e potencia. E quanto ao tipo de cavaco o ideal é em pedaços.
117 Propriedade dos Materiais que podem influenciar na Usinabilidade Dureza e resistência mecânica: Valores baixos geralmente favorecem a usinabilidade; Ductibilidade: Valores baixos geralmente favorecem a usinabilidade;
118 Condutividade térmica: Valores elevados geralmente favorecem a usinabilidade; Taxa de encruamento: Valores baixos geralmente favorecem a usinabilidade;
119 A usinabilidade de um material normalmente é definida por quatro fatores: Acabamento superficial e integridade da peça usinada; Vida da ferramenta; Força e potência necessária; Tipo do cavaco.

120 PARÂMETROS DE CORTE Por que a broca ficou azulada?"
121 PARÂMETROS DE CORTE Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça; Adequados ao tipo de trabalho a ser executado, ao material a ser usinado e ao material da ferramenta;
122 PARÂMETROS DE CORTE Os parâmetros ajudam a obter uma perfeita usinagem utilização racional por dos meio da recursos oferecidos por determinada máquinaferramenta.
123 PARÂMETROS DE CORTE Para uma operação de usinagem, o operador considera principalmente os parâmetros: Velocidade de corte, identificada por Vc; Avanço, identificado pelas letras a ou f; Rotações por minuto (rpm) identificado pela letra n.
124 PARÂMETROS DE CORTE Além desses, há outros parâmetros mais complexos tecnicamente e usados em nível de projeto: Profundidade de corte, identificada pela letra p. É uma grandeza numérica que define a penetração da ferramenta para a realização de uma determinada operação;
125 PARÂMETROS DE CORTE Área de corte, identificada pela letra s; Força de corte, identificada pela sigla fc; Potência de corte, ou Pc; Tempo de Corte Tc.
126 PARÂMETROS DE CORTE Pressão específica de corte, identificada pelas letras ks. É um valor constante que depende do material a ser usinado do estado de afiação, do material e da geometria da ferramenta, da área de seção do cavaco, da lubrificação e de velocidade de corte.
127 PARÂMETROS DE CORTE A determinação desses parâmetros depende de muitos fatores: o tipo de operação; O material a ser usinado; O tipo de máquina-ferramenta; A geometria e o material da ferramenta de corte.

128 VELOCIDADE DE CORTE (Vc) É o espaço que a ferramenta percorre, cortando um material dentro de um determinado tempo. π.d.n vc = 1000 π π d= diametro do material Vc = velocidade de corte. n = rpm (Rotação por minuto). = constante = constante.
129 VELOCIDADE DE CORTE (Vc) Fatores que influenciam a Velocidade de Corte: Tipo de material da ferramenta; Tipo de material a ser usinado; Tipo de operação que será realizada; Condições de refrigeração; Condições da máquina;
130 VELOCIDADE DE CORTE (Vc) Velocidade Maior Superaquecimento da ferramenta, que perde suas características de dureza e tenacidade. Superaquecimento da peça, gerando modificação de forma e dimensões da superfície usinada. Desgaste prematuro da ferramenta de corte.
131 VELOCIDADE DE CORTE (Vc) Velocidade Menor O corte fica sobrecarregado, gerando travamento e posterior quebra da ferramenta, inutilizando-a e também a peça usinada; Problemas da máquina-ferramenta, que perde rendimento do trabalho porque está sendo subutilizada.
132 VELOCIDADE DE CORTE (Vc) Exemplo: Uma operação torneamento será executada com uma ferramenta de aço rápido e um tarugo de aço 1020 com diâmetro de 50 mm. Qual será a Vc para que você possa fazer esse trabalho adequadamente? Sabendo que tenho n = 240rpm.

133 ROTAÇÕES POR MINUTO Para calcular o número de rpm ( rotação por minuto) de uma máquina, emprega-se a fórmula: Vc = velocidade de corte = constante. d = diâmetro. = constante. d= diametro do material
134 ROTAÇÕES POR MINUTO Exemplo: 1- Um torneiro e precisa tornear com uma ferramenta de aço rápido um tarugo de aço 1020 com diâmetro de 80 mm. Qual será a rpm do torno para que você possa fazer esse trabalho adequadamente?
135 GOLPES POR MINUTO Para calcular o número de gpm, emprega-se a fórmula: Vc = velocidade de corte = constante. 2 = constante. C = comprimento da peça a ser usinada.

136 GOLPES POR MINUTO Suponha que você precise aplainar uma placa de aço 1020 de 150 mm de comprimento e a folga de entrada e saída da ferramenta de 40mm, com uma ferramenta de aço rápido. Você sabe também que a velocidade de corte é de 12 m/min.
137 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO ANEL GRADUADO Uma das formas de obter o deslocamento de precisão dos carros e das mesas de máquinas operatrizes convencionais como: plainas, tornos, fresadoras e retificadoras é utilizar o anel graduado.
138 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO Essa operação é necessária sempre que o trabalho exigir que a ferramenta ou a mesa seja deslocada com precisão.
139 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO Quando se dá uma volta completa no anel graduado, o carro da máquina é deslocado a uma distância igual ao passo do fuso.
140 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO Para esse cálculo, precisamos apenas de dois dados: o passo do fuso (pf) número de divisões do anel (nº div.). Assim, para calcular o deslocamento, usamos:
141 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO Em que A é a aproximação do anel graduado, ou o deslocamento para cada divisão do anel. Passo do fuso = 5 mm Número de divisões = 250
142 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO Cálculo do número de divisões por avançar no anel graduado em mm. Fórmulas: Nd = ap A Nd = Numero de divisões por avançar no anel graduado; ap= Profundidade de corte; A= Avanço correspondente a uma divisão do anel graduado(sensibilidade)
143 CALCULOS DA SENSIBILIDADE NO ANEL GRADUADO EM MILÍMETRO Exemplo Ache o número de divisões (x) para avançar em um anel graduado de 250 divisões, para aplainar 1,5 mm de profundidade uma barra de aço, sabendo que o passo do fuso é de 5 mm.
144 EXERCICIOS Correção 22:10 1- Quantas rotações por minuto deve-se empregar para desbastar no torno um tarugo de aço 1060 de 100 mm de diâmetro, usando uma ferramenta de aço rápido? 2- Suponha que você precise aplainar uma placa de aço 1020 de 150 mm de comprimento com uma ferramenta de aço rápido. Você sabe também que a velocidade de corte é de 12 m/min..
145 3- Calcule o número de divisões (x) para avançar em um anel graduado de 200 divisões, para aplainar 1,5 mm de profundidade em uma barra de aço, sabendo que o passo do fuso é de 4 mm. 4- Calcule quantas divisões (x) devem ser avançadas em um anel graduado de 200 divisões para se tornear uma superfície cilíndrica de diâmetro 50 mm, para deixá-la com 43 mm, sabendo que o passo do fuso é de 5 mm
146 Torno Horizontal Exemplo Ache o número de divisões (x) para avançar em um anel graduado de 250 divisões, para aplainar 1,5 mm de profundidade uma barra de aço, sabendo que o passo do fuso é de 5 mm.
147 Processo de Usinagem I Fluidos de corte O fluido de corte tem como principal função refrigerar as peças em velocidades elevadas como também lubrificá-las em baixas velocidades de corte. Existem variadas formas de ordenar os fluidos de corte. Não existe uma padronização que estabeleça uma classificação entre as empresas fabricantes.
148 Processo de Usinagem I Classificam-se os fluidos da seguinte forma: ar; aquosos água, soluções químicas e emulsões; óleos minerais (integrais), graxos, compostos, de extrema pressão e de usos múltiplos. Existem os lubrificantes sólidos, como por exemplo, a vaselina sólida e a banha animal.
149 Processo de Usinagem I
150 Processo de Usinagem I
151 Processo de Usinagem I Cuidados e Conservação com as Máquinas e Laboratórios Verifique, antes de ligar a máquina, se a mesma não esta com avanços ligados ou obstruída; Proteja o barramento, sempre que colocar ou retirar placas ou materiais pesados;
152 Processo de Usinagem I Cuidados e Conservação com as Máquinas e Laboratórios Determine lugar apropriado para as ferramentas, instrumentos de medir e acessórios, e guardá-los após o uso; Evite colocar ferramentas e instrumentos de medir sobre o barramento; Mantenha os acessórios do torno em lugar adequado;
153 Processo de Usinagem I Antes de iniciar qualquer operação no torno, lembre-se sempre de usar o equipamento de proteção individual (EPI): óculos de segurança, sapatos e roupas apropriadas; As guias e os parafusos de comando dos carros e os barramentos devem ser limpos após o uso e lubrificados com óleo das motolíneas;
154 Processo de Usinagem I Fazer a limpeza do local de trabalho mantendo organizado; Não utilizar adornos como relógios, correntes, brincos, pulseiras, alianças e anéis.



155 Processo de Usinagem I Dispositivos de fixação




156 Processo de Usinagem I Dispositivos de fixação
157 Processo de Usinagem I O aplainamento é um processo mecânico de usinagem cuja operação é efetuada por uma máquina denominada plaina. Este processo de fabricação se utiliza de um movimento retilíneo alternado da ferramenta ou da peça podendo ser vertical, horizontal ou inclinada.


158 Processo de Usinagem I As plainas são classificas em dois tipos: plaina limadora e plaina de mesa. A plaina limadora, por sua vez, pode ser horizontal ou vertical.

159 Processo de Usinagem I
160 Processo de Usinagem I Quais são as posições que pode obter ao plainar uma superfície plana? E em quantos sentidos pode se obter o aplainamento? Quais são os dois tipos de maquinas para aplainamento que podemos encontrar? No Aplainamento o que significa passo de avanço? Qual é o curso da plaina Limadora? Cite três cuidados de uso e manuseio da plaina.

161 Processo de Fabricação I Aula do dia Desenvolvimento de Ferramentas; Desenvolvimento de Peça de ajustagem; Desenvolvimento de Eixo.

162 Processo de Usinagem I Torneamento cilíndrico interno e furação


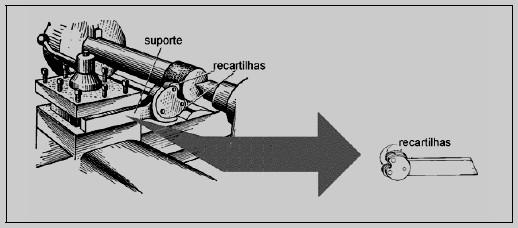
163 Processo de Usinagem I Sangrar, Recartilhar, e Perfilar
164 Processo de Usinagem I Sangrar, Recartilhar, e Perfilar



165 Processo de Usinagem I Fresadoras Fresadoras são máquinas operatrizes normalmente empregadas para usinar peças prismáticas com superfícies planas, rasgos, rebaixos e perfis diversos.
166 Processo de Usinagem I Fresando superfícies planas Atividade 04 (em dupla) Fresagem Fresagem frontal em fresadora vertical

167 Fórmulas Π.d.n vc = 1000 Nd = pc a
Solução? Uma lima na mão!
 Solução? Uma lima na mão! Quando você abre uma lata de sardinhas com um abridor comum, precisa tomar cuidado para não se cortar com os cantos e rebarbas que se formam nesse processo de corte. Qualquer
Solução? Uma lima na mão! Quando você abre uma lata de sardinhas com um abridor comum, precisa tomar cuidado para não se cortar com os cantos e rebarbas que se formam nesse processo de corte. Qualquer
Acesse:
 Solução? Uma lima na mão! Quando você abre uma lata de sardinhas com um abridor comum, precisa tomar cuidado para não se cortar com os cantos e rebarbas que se formam nesse processo de corte. Qualquer
Solução? Uma lima na mão! Quando você abre uma lata de sardinhas com um abridor comum, precisa tomar cuidado para não se cortar com os cantos e rebarbas que se formam nesse processo de corte. Qualquer
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Acesse:
 Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Acesse:
 Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Acesse:
 Feitos um para o outro Existem muitas coisas nesse mundo que foram feitas uma para a outra: arroz com feijão, goiabada com queijo, a porca e o parafuso. Na aula passada, você estudou que para fazer aquela
Feitos um para o outro Existem muitas coisas nesse mundo que foram feitas uma para a outra: arroz com feijão, goiabada com queijo, a porca e o parafuso. Na aula passada, você estudou que para fazer aquela
Acesse:
 Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Correção dos exercícios. Serras
 Correção dos exercícios Serras 1. Associe a coluna A (operação) com a coluna B (instrumentos). Coluna A Coluna B a) ( 2) Cortar b) ( 1) Serrar c) ( 3) Cinzelar 1. Com lâminas serrilhadas. 2. Com tesoura
Correção dos exercícios Serras 1. Associe a coluna A (operação) com a coluna B (instrumentos). Coluna A Coluna B a) ( 2) Cortar b) ( 1) Serrar c) ( 3) Cinzelar 1. Com lâminas serrilhadas. 2. Com tesoura
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
APOSTILA DE AJUSTAGEM
 APOSTILA DE AJUSTAGEM PROFº GLEISON MOYSÉS NECKEL 0 TRAÇAGEM Desenhando no material Muitas vezes, dentro do processo de fabricação mecânica, é necessário prever se a peça em bruto ou pré-usinada resultará
APOSTILA DE AJUSTAGEM PROFº GLEISON MOYSÉS NECKEL 0 TRAÇAGEM Desenhando no material Muitas vezes, dentro do processo de fabricação mecânica, é necessário prever se a peça em bruto ou pré-usinada resultará
FEPI , Page 1 Tecnologia Mecânica II
 28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
Introdução. Aplainamento
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Aplainamento Processo que se baseia no movimento retilíneo alternado da ferramenta de corte, retirando material somente no movimento de
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Aplainamento Processo que se baseia no movimento retilíneo alternado da ferramenta de corte, retirando material somente no movimento de
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Questões para a prova de Tecnologia Aplicada I 03/06/2011
 Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
Questões para a prova de Tecnologia Aplicada I 03/06/2011 1. Qual a definição de aço-carbono? Aço é a liga ferro-carbono que contém de 0,008% a 2,11% de carbono em sua composição e é obtido a partir do
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores.
 Verificadores O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta. Nesta aula, são estudados
Verificadores O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta. Nesta aula, são estudados
Acesse:
 Roscar: a vocação do torno No mundo da mecânica, é inegável a importância das roscas: seja para fixar elementos (com parafusos e porcas), seja para transmitir movimentos (com eixos roscados). Neste livro,
Roscar: a vocação do torno No mundo da mecânica, é inegável a importância das roscas: seja para fixar elementos (com parafusos e porcas), seja para transmitir movimentos (com eixos roscados). Neste livro,
Catálogo de produtos 2013 / 2014
 Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Catálogo de produtos 2013 / 2014 ÓLEO DE CORTE PARA METAIS Somos uma empresa especializada em suprimentos para a indústria Metal/Mecânica Brasileira. As melhores marcas, produtos com tecnologia de ponta,
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
Espírito Santo. _ SENAI Departamento Regional do Espírito Santo 25
 Departamento Regional do Espírito Santo 25 Limas Descrição É uma ferramenta manual de aço carbono, denticulado e temperada. Utilização É utilizada na operação de limar. Classificação Classificam-se pela
Departamento Regional do Espírito Santo 25 Limas Descrição É uma ferramenta manual de aço carbono, denticulado e temperada. Utilização É utilizada na operação de limar. Classificação Classificam-se pela
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
FAURGS HCPA Edital 02/2013 PS 26 TÉCNICO DE MANUTENÇÃO III (Usinagem) Pág. 1
 Pág. 1") Pág. 1 HOSPITAL DE CLÍNICAS DE PORTO ALEGRE EDITAL N.º 02/2013 DE PROCESSOS SELETIVOS GABARITO APÓS RECURSOS PROCESSO SELETIVO 26 TÉCNICO DE MANUTENÇÃO III (Usinagem) 01. C 11. A 21. ANULADA 31. E 02.
Pág. 1 HOSPITAL DE CLÍNICAS DE PORTO ALEGRE EDITAL N.º 02/2013 DE PROCESSOS SELETIVOS GABARITO APÓS RECURSOS PROCESSO SELETIVO 26 TÉCNICO DE MANUTENÇÃO III (Usinagem) 01. C 11. A 21. ANULADA 31. E 02.
Classificação dos machos de roscar, segundo o tipo de rosca. Desandadores
 Classificação dos machos de roscar, segundo o tipo de rosca Rosca Sistema Métrico Normal Fina Machos de roscar Rosca Sistema Whitworth Para Parafusos Normal - BSW Fina - BSF Para Tubos - BASP - BSPT Rosca
Classificação dos machos de roscar, segundo o tipo de rosca Rosca Sistema Métrico Normal Fina Machos de roscar Rosca Sistema Whitworth Para Parafusos Normal - BSW Fina - BSF Para Tubos - BASP - BSPT Rosca
EME005 - Tecnologia de Fabricação IV Operação de Furação
 UNIFEI EME005 - Tecnologia de Fabricação IV Operação de Furação Constituição e tipos de furadeiras Aula 15 Prof. José Hamilton Chaves Gorgulho Júnior Furadeira Vertical de Piso (Vertical Drill machine)
UNIFEI EME005 - Tecnologia de Fabricação IV Operação de Furação Constituição e tipos de furadeiras Aula 15 Prof. José Hamilton Chaves Gorgulho Júnior Furadeira Vertical de Piso (Vertical Drill machine)
Acesse:
 Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
43 Fresando superfícies planas
 A U A UL LA Fresando superfícies planas Nas aulas passadas você estudou os tipos de fresadoras e fresas e como determinar os parâmetros de corte para fresar. Mas para começar a fresar é necessário saber
A U A UL LA Fresando superfícies planas Nas aulas passadas você estudou os tipos de fresadoras e fresas e como determinar os parâmetros de corte para fresar. Mas para começar a fresar é necessário saber
SEM534 Processos de Fabricação Mecânica. Professor - Renato G. Jasinevicius. Aula: Máquina ferramenta- Torno. Torno
 SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
44 Fresando ranhuras retas - I
 A U A UL LA Fresando ranhuras retas - I Na aula passada você aprendeu como fresar superfícies planas e superfícies planas inclinadas. Viu como escolher os dispositivos para fixação da peça e da fresa de
A U A UL LA Fresando ranhuras retas - I Na aula passada você aprendeu como fresar superfícies planas e superfícies planas inclinadas. Viu como escolher os dispositivos para fixação da peça e da fresa de
Recuperação de guias ou vias deslizantes II
 Recuperação de guias ou vias deslizantes II A UU L AL A Uma empresa especializada em reforma de máquinas assumiu o compromisso de reformar uma fresadora universal pertence à Kibarra S.A. Após os exames
Recuperação de guias ou vias deslizantes II A UU L AL A Uma empresa especializada em reforma de máquinas assumiu o compromisso de reformar uma fresadora universal pertence à Kibarra S.A. Após os exames
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características, forma construtiva, etc. Critérios
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio ELMA3 AULA 5 Prof. Carlos Fernando Dispositivos de Fixação Pinos, Cupilhas, Cavilhas, Roscas, Mancais de Deslizamento
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio ELMA3 AULA 5 Prof. Carlos Fernando Dispositivos de Fixação Pinos, Cupilhas, Cavilhas, Roscas, Mancais de Deslizamento
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Acesse:
 Antes prevenir do que remediar Todo mundo já teve na vida um aparelho eletrônico que deixou de funcionar depois de muito uso. Quando isso acontece, e o aparelho vai parar na oficina eletrônica do bairro,
Antes prevenir do que remediar Todo mundo já teve na vida um aparelho eletrônico que deixou de funcionar depois de muito uso. Quando isso acontece, e o aparelho vai parar na oficina eletrônica do bairro,
FRESADORA. Equipe: Bruno, Desyrêe, Guilherme, Luana
 FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
AUTOMAÇÃO INDUSTRIAL FRESAGEM
 AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SENAI, SUA CONQUISTA PROFISSIONAL
 METAL/MECÂNICA SENAI RR SENAI RR SENAI, SUA CONQUISTA ORGANIZAÇÃO CURRICULAR DOS CURSOS Catálogo de Cursos 1. TÍTULO INTRODUÇÃO À HIDRÁULICA Proporcionar ao treinando a compreensão dos 2. OBJETIVO princípios
METAL/MECÂNICA SENAI RR SENAI RR SENAI, SUA CONQUISTA ORGANIZAÇÃO CURRICULAR DOS CURSOS Catálogo de Cursos 1. TÍTULO INTRODUÇÃO À HIDRÁULICA Proporcionar ao treinando a compreensão dos 2. OBJETIVO princípios
Ferramentas utilizadas em Instalações Elétricas
 Ferramentas utilizadas em Instalações Elétricas ALICATE UNIVERSAL É o modelo mais conhecido e utilizado de toda a família dos alicates. Esse tipo de alicate é uma das principais ferramentas usadas pelo
Ferramentas utilizadas em Instalações Elétricas ALICATE UNIVERSAL É o modelo mais conhecido e utilizado de toda a família dos alicates. Esse tipo de alicate é uma das principais ferramentas usadas pelo
TORNO MECÂNICO E SUAS TÉCNICAS
 TORNO MECÂNICO E SUAS TÉCNICAS E-BOOK: TORNO MECÂNICO E SUAS TÉCNICAS Sumário... 1 TORNO MECÂNICO E SUAS TÉCNICAS... 1 E-BOOK: TORNO MECÂNICO E SUAS TÉCNICAS... 2 Como conhecer a melhor técnica de um torneamento
TORNO MECÂNICO E SUAS TÉCNICAS E-BOOK: TORNO MECÂNICO E SUAS TÉCNICAS Sumário... 1 TORNO MECÂNICO E SUAS TÉCNICAS... 1 E-BOOK: TORNO MECÂNICO E SUAS TÉCNICAS... 2 Como conhecer a melhor técnica de um torneamento
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014
 Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
SENAI, SUA CONQUISTA PROFISSIONAL
 METAL/MECÂNICA SENAI RR SENAI RR SENAI, SUA CONQUISTA ORGANIZAÇÃO CURRICULAR DOS CURSOS Catálogo de Cursos 1. TÍTULO INTRODUÇÃO À HIDRÁULICA Proporcionar ao treinando a compreensão dos 2. OBJETIVO princípios
METAL/MECÂNICA SENAI RR SENAI RR SENAI, SUA CONQUISTA ORGANIZAÇÃO CURRICULAR DOS CURSOS Catálogo de Cursos 1. TÍTULO INTRODUÇÃO À HIDRÁULICA Proporcionar ao treinando a compreensão dos 2. OBJETIVO princípios
Parte 4 Operação de Serramento
 Parte 4 Operação de Serramento revisão 6 139 4.1 Introdução Parte 4 Operação de serramento O corte de metais e outros materiais é uma das operações mais largamente aplicadas, sendo na maioria das vezes
Parte 4 Operação de Serramento revisão 6 139 4.1 Introdução Parte 4 Operação de serramento O corte de metais e outros materiais é uma das operações mais largamente aplicadas, sendo na maioria das vezes
ADES FERRAMENTAS CATÁLOGO DE PRODUTOS
 ADES CATÁLOGO DE PRODUTOS ADES NOSSA HISTÓRIA ADES 2 FACAS CIRCULARES HSS Facas de corte - HSS D () 20 2 32 40 0 63 80 0 12 10 160 200 20 d () 8 8 13 16 22 22 22 32 32 32 32 E () 0,20 x x x x x 0,2 x x
ADES CATÁLOGO DE PRODUTOS ADES NOSSA HISTÓRIA ADES 2 FACAS CIRCULARES HSS Facas de corte - HSS D () 20 2 32 40 0 63 80 0 12 10 160 200 20 d () 8 8 13 16 22 22 22 32 32 32 32 E () 0,20 x x x x x 0,2 x x
Neste livro, você vai estudar as diversas operações de fresagem que podem ser executadas com a máquina fresadora.
 Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
Leitura e Interpretação de Desenho Técnico Mecânico
 Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 03 Conjuntos O desenho de conjunto representa um grupo de peças montadas tais como: dispositivos, ferramentas, máquinas, motores, equipamentos
Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 03 Conjuntos O desenho de conjunto representa um grupo de peças montadas tais como: dispositivos, ferramentas, máquinas, motores, equipamentos
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Exercícios de revisão fundamentos mecânicos
 1. O desenho técnico é a ferramenta necessária para a interpretação e representação de um projeto, por ser o meio de comunicação entre a equipe de criação e a de fabricação (ou de construção); nesse contexto
1. O desenho técnico é a ferramenta necessária para a interpretação e representação de um projeto, por ser o meio de comunicação entre a equipe de criação e a de fabricação (ou de construção); nesse contexto
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
TORNEIRO MECÂNICO TECNOLOGIA FERRAMENTAS DE CORTE P/ TORNO (PERFIS E APLICAÇÕES) DEFINIÇÃO: São ferramentas de aço rápido ou de carboneto metálico, empregadas nas operações de torneamento, para cortar
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA PLACA ARRASTADORA E ARRASTADOR São acessórios do torno que servem para transmitir o movimento de rotação do eixo principal em peças a serem usinadas entrepontas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA PLACA ARRASTADORA E ARRASTADOR São acessórios do torno que servem para transmitir o movimento de rotação do eixo principal em peças a serem usinadas entrepontas
Acesse:
 Formatos que saem da linha Até agora você aprendeu que mudando o acessório com o qual se prende a peça é possível tornear peças com formatos assimétricos. Aprendeu também que, deslocando dispositivos do
Formatos que saem da linha Até agora você aprendeu que mudando o acessório com o qual se prende a peça é possível tornear peças com formatos assimétricos. Aprendeu também que, deslocando dispositivos do
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Acesse:
 Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PRÁTICA DE OFICINA - USINAGEM
 Pontifícia Universidade Católica PUC/RS Faculdade de Física cadeira eletiva PRÁTICA DE OFICINA - USINAGEM O TORNO HORIZONTAL PRÁTICA DE OFICINA-TURMA 560 Prof. Eng. Nilson Valega Fernandes Aluno: Luiz
Pontifícia Universidade Católica PUC/RS Faculdade de Física cadeira eletiva PRÁTICA DE OFICINA - USINAGEM O TORNO HORIZONTAL PRÁTICA DE OFICINA-TURMA 560 Prof. Eng. Nilson Valega Fernandes Aluno: Luiz
Edital IFSC-25/2011 Concurso Público Técnico em Mecânica 23/01/2012 Leia com atenção antes de iniciar a Prova
 Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA DEFINIÇÃO: COSSINETES São ferramentas de corte construídas de aço especial, com rosca temperada e retificada; é similar a uma porca, com cortes radiais dispostos convenientemente
TORNEIRO MECÂNICO TECNOLOGIA DEFINIÇÃO: COSSINETES São ferramentas de corte construídas de aço especial, com rosca temperada e retificada; é similar a uma porca, com cortes radiais dispostos convenientemente
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA TORNO MEC. HORIZONTAL (NOMENCL./CARACT./ACESSÓRIOS) DEFINIÇÃO: É a máquina-ferramenta usada para trabalhos de torneamento, principalmente de metais que, através da realização
TORNEIRO MECÂNICO TECNOLOGIA TORNO MEC. HORIZONTAL (NOMENCL./CARACT./ACESSÓRIOS) DEFINIÇÃO: É a máquina-ferramenta usada para trabalhos de torneamento, principalmente de metais que, através da realização
Parte 4 Operação de Corte
 Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 4 Operação de Corte Prof. José Hamilton Chaves Gorgulho Júnior Prof.
Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 4 Operação de Corte Prof. José Hamilton Chaves Gorgulho Júnior Prof.
3.4 MEDIDAS MATERIALIZADAS MEDIDAS
 METROLOGIA APLICADA 3.4 MEDIDAS MATERIALIZADAS MEDIDAS MATERIALIZADAS 3.4 Calibradores 3.4.1 Introdução - Calibradores são instrumentos que estabelecem os limites máximo e mínimo das dimensões que desejamos
METROLOGIA APLICADA 3.4 MEDIDAS MATERIALIZADAS MEDIDAS MATERIALIZADAS 3.4 Calibradores 3.4.1 Introdução - Calibradores são instrumentos que estabelecem os limites máximo e mínimo das dimensões que desejamos
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
Capítulo I: Elementos de Fixação
 Capítulo I: Elementos de Fixação Profª. Luziane M. Barbosa 1 Profª. Luziane M. Barbosa 2 1 Profª. Luziane M. Barbosa 3 Uniões Móveis Permanentes Profª. Luziane M. Barbosa 4 2 PINOS Funções: Possibilitar
Capítulo I: Elementos de Fixação Profª. Luziane M. Barbosa 1 Profª. Luziane M. Barbosa 2 1 Profª. Luziane M. Barbosa 3 Uniões Móveis Permanentes Profª. Luziane M. Barbosa 4 2 PINOS Funções: Possibilitar
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
Parafusos. Rosca. Formas padronizadas de roscas
 4 Parafusos São elementos de máquinas usados em uniões provisórias ou desmontáveis, ou seja, quando permitem a desmontagem e montagem com facilidade sem danificar as pecas componentes. Exemplo: a união
4 Parafusos São elementos de máquinas usados em uniões provisórias ou desmontáveis, ou seja, quando permitem a desmontagem e montagem com facilidade sem danificar as pecas componentes. Exemplo: a união
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
Disciplina: Metrologia Sistema de Medição Micrômetro
 Disciplina: Metrologia Sistema de Medição Micrômetro Profª: Janaina Fracaro de Souza Gonçalves Micrômetro Micrômetro: tipos e usos Jean Louis Palmer apresentou, pela primeira vez, um micrômetro para requerer
Disciplina: Metrologia Sistema de Medição Micrômetro Profª: Janaina Fracaro de Souza Gonçalves Micrômetro Micrômetro: tipos e usos Jean Louis Palmer apresentou, pela primeira vez, um micrômetro para requerer
Corte por serra de fita
 Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Limas K&F e Nicholson processo fabril, escolha adequada, uso, cuidados
 Limas K&F e Nicholson processo fabril, escolha adequada, uso, cuidados Argumentação técnico-comercial ago/13 Como é feita uma lima 1. Aço para limas: especial de alto carbono 2. Forma bruta: blank é aquecido
Limas K&F e Nicholson processo fabril, escolha adequada, uso, cuidados Argumentação técnico-comercial ago/13 Como é feita uma lima 1. Aço para limas: especial de alto carbono 2. Forma bruta: blank é aquecido
Acesse:
 Torneando outras formas Como já vimos nas aulas anteriores, os acessórios de fixação permitem prender peças para operações de faceamento ou para obtenção de furos de centro. Você pode usá-los também para
Torneando outras formas Como já vimos nas aulas anteriores, os acessórios de fixação permitem prender peças para operações de faceamento ou para obtenção de furos de centro. Você pode usá-los também para
ROMI ES-40 ROMI ES-40A ROMI ES-40B TORNOS UNIVERSAIS LINHA ROMI ES
 ROMI ES-40 ROMI ES-40A ROMI ES-40B TORNOS UNIVERSAIS LINHA ROMI ES Complexo Industrial Romi, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE ROMI: Desde 1930 produzindo tecnologia. Desde a sua fundação,
ROMI ES-40 ROMI ES-40A ROMI ES-40B TORNOS UNIVERSAIS LINHA ROMI ES Complexo Industrial Romi, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE ROMI: Desde 1930 produzindo tecnologia. Desde a sua fundação,
SEM DESENHO TÉCNICO MECÂNICO I
 SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2017 Aula 07 Componentes de fixação: parafusos, porcas, rebites e Soldas (noções de simbologia) Prof. Assoc. Carlos Alberto Fortulan Departamento
SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2017 Aula 07 Componentes de fixação: parafusos, porcas, rebites e Soldas (noções de simbologia) Prof. Assoc. Carlos Alberto Fortulan Departamento
As molas são usadas, principalmente, nos casos de armazenamento de energia, amortecimento de choques, distribuição de cargas, limitação de vazão,
 MOLAS As molas são usadas, principalmente, nos casos de armazenamento de energia, amortecimento de choques, distribuição de cargas, limitação de vazão, preservação de junçõeses ou contatos. MOLAS HELICOIDAIS
MOLAS As molas são usadas, principalmente, nos casos de armazenamento de energia, amortecimento de choques, distribuição de cargas, limitação de vazão, preservação de junçõeses ou contatos. MOLAS HELICOIDAIS
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11) Brocas para Metal.
 Brocas para Metal.") www.irwin.com.br FURANDO METAL Antes de iniciar a operação, é recomendável demarcar com uma leve puncionada o ponto inicial de furação. Isto evitará que a broca escorregue quando iniciar a rotação. Utilize
www.irwin.com.br FURANDO METAL Antes de iniciar a operação, é recomendável demarcar com uma leve puncionada o ponto inicial de furação. Isto evitará que a broca escorregue quando iniciar a rotação. Utilize
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA TORNO MEC. HORIZ. (PONTA E CONTRAPONTA DO TORNO ) DEFINIÇÃO: A ponta e contraponta (fig.1) são utilizadas para apoiar as extremidades do material a ser torneado externamente
TORNEIRO MECÂNICO TECNOLOGIA TORNO MEC. HORIZ. (PONTA E CONTRAPONTA DO TORNO ) DEFINIÇÃO: A ponta e contraponta (fig.1) são utilizadas para apoiar as extremidades do material a ser torneado externamente
Contracer L-19. Contracer CV-2100 Série 218 Equipamento para Medição de Contorno ESPECIFICAÇÕES
 Fornecido com certificado de inspeção. Consulte a página IX para detalhes. Contracer CV-2100 Série 218 Equipamento para de Contorno digital nos eixos X e Z ESPECIFICAÇÕES CV-2100M4 CV-2100M4 CV-2100N4
Fornecido com certificado de inspeção. Consulte a página IX para detalhes. Contracer CV-2100 Série 218 Equipamento para de Contorno digital nos eixos X e Z ESPECIFICAÇÕES CV-2100M4 CV-2100M4 CV-2100N4
Universidade de Fortaleza Centro de Ciencias Tecnologicas Curso de Engenharia deprodução/mecânica. Desenho Mecânico. Prof.
 Universidade de Fortaleza Centro de Ciencias Tecnologicas Curso de Engenharia deprodução/mecânica Desenho Mecânico Prof. José Rui Barbosa Componentes mecânicos Elementos de ligação - Roscas - Parafusos
Universidade de Fortaleza Centro de Ciencias Tecnologicas Curso de Engenharia deprodução/mecânica Desenho Mecânico Prof. José Rui Barbosa Componentes mecânicos Elementos de ligação - Roscas - Parafusos
Guias com Esferas Recirculantes
 Guias com Esferas Recirculantes As buchas guia com esferas recirculantes BOLEXP são constituídas de um invólucro de aço para rolamento, temperado e retificado, que mantém esferas correndo dentro de um
Guias com Esferas Recirculantes As buchas guia com esferas recirculantes BOLEXP são constituídas de um invólucro de aço para rolamento, temperado e retificado, que mantém esferas correndo dentro de um