O CONCEITO DA MATRIZ DE HALEVI NO PLANEJAMENTO DO PROCESSO
|
|
|
- Kátia Ferretti Barbosa
- 7 Há anos
- Visualizações:
Transcrição
1 (PP) gerador de dados para todas as atividades de gerenciamento fundamental para os processos de manufatura. PP: afeta todas as atividades da fábrica importantíssimo na determinação do custo das peças. PP: seleciona, a partir de um elevado número de alternativas, as operações mais econômicas.
2 Os seguintes fatores influenciam a seleção das operações: quantidade, complexidade da peça, natureza do material, tamanho da peça, seção transversal, precisão dimensional, custo da matériaprima, taxa de defeitos. Decisões tomadas no PP: tipo de operação, máquina, dispositivos de fixação, ferramentas, trajetórias das ferramentas, condições de usinagem.
3 Sistema CAPP proposto compõe-se de três estágios: Tecnologia geração dos processos teóricos Transformação construção da matriz de Halevi Decisão resolve (lineariza) a matriz e gera o plano de processo dinâmico para o chão-de-fábrica
4 Matriz Operação-Máquina: T ij ou C ij T ij tempo para executar uma operação i na máquina j C ij custo para executar uma operação i na máquina j
5 G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
6 Possíveis sequências de operações na matriz ao lado (ver coluna de prioridade): 010, 020, 030, , 030, 010, , 010, 030, 040 G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
7 Devido a requisitos de tolerância algumas operações podem ser executadas na mesma máquina ou com o mesmo dispositivo de fixação tais exigências são indicadas na coluna "REL"
8 Problema a ser resolvido: dada uma lista de operações e uma lista de recursos disponíveis, deve-se decidir qual (ou quais máquinas) usar, qual (ou quais) operações executar em cada máquina, qual deve ser a sequência, e quais devem ser as condições de usinagem. O critério de otimização deve ser ou a máxima produção ou o mínimo custo. Uma penalidade é adicionada referente ao tempo ou custo extra, sempre que houver uma troca de máquina ou setup.
9 Note que esta penalidade é por lote, e portanto é função da quantidade a ser produzida quanto maior o lote, menor a penalidade, e maior a probabilidade de selecionar a melhor máquina para cada operação específica (ver exemplo no próximo slide).
10 Sequência de máquinas: #5, #6, #3, #4, #5, #3 Outra possível sequência (ver próximo slide): #5 (010, 020, 050); #3 (030, 060); G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999 #4 (040)
; #4 (040) G. Halevi, Restructuring the Manufacturing Process\", St.")
11 Sequência de máquinas: #5, #6, #3, #4, #5, #3 Outra possível sequência (ver ao lado): #5 (010, 020, 050); #3 (030, 060); #4 (040) G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
12 A penalidade para usar a máquina #6 é maior do que o custo de usinagem entre as máquinas #5 e #6 em sequência. Portanto recomenda-se executar a operação 2 na máquina #5 em vez de na melhor máquina para esta tarefa (máquina #6) neste caso somente duas penalidades serão acrescentadas ao custo do processo
13 Máquina #5 4,02 + 2,05 + 2,18 = $8,25 = 8,25 min Máquina #3 2,87 + 2,90 = $5,77 = 4,12 min Máquina #4 1,86 = $1,86 = 1,86 min Subtotal =$15,88 =14,23 min Total (três penalidades de $0,40 cada) =$17,08 =15,43 min Custo Mínimo
14 Máquina #1 12,48 + 4,60 + 5,96 + 5,20 + 5,12 + 6,04= $39,40 = 9,85 min Centro de Usinagem CNC bastante moderno que pode executar todas as operações em somente uma fixação. Abordagem do mínimo custo máquinas mais velhas para desbaste, e uma máquina mais precisa e estável para o acabamento Máxima Produção
15 Que decisão tomar? vai depender da carga-máquina momentânea das máquinas para pedidos urgentes: abordagem da máxima produção é melhor; pedidos normais abordagem do mínimo custo será melhor. Esta decisão não deve ser tomada no estágio de planejamento do processo.

16 Pelo menos 15 alternativas geradas a partir da matriz anterior Ordenadas por custo Não há uma sequência de operações que satisfaz tanto o critério de tempo como o de custo, e certamente esta não deve ser uma decisão do processista Ordenadas por tempo G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
17 Método da Matriz de Halevi evitar restrições artificiais. Estágio 1: Usa-se máquinas e ferramentas imaginárias (são consideradas apenas restrições tecnológicas) são gerados processos teóricos ( TP ). Estágio 2: As operações genéricas são mapeadas em operações efetivas considerando-se as máquinas disponíveis. Estágio 3: Transforma a matriz em um plano de processo linearizado.

18 Matriz Universal G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
19 Exemplo de Matriz de Halevi (com valores de tempos): 8 operações e 3 máquinas G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999 Máxima Produção Mínimo Custo
20 Estágio 1: Elaboração da Matriz Universal de Halevi (Processo Teórico ): É o melhor conjunto possível de operações Não considera as máquinas disponíveis Não são considerados o volume de produção, o tempo de manuseio, o tempo de setup, etc. A capabilidade dos recursos imaginários podem ser encontrados no mercado por exemplo, a potência baseia-se no maior motor elétrico que pode ser fabricado em qualquer lugar do mundo; ferramentas consideradas correspondem à melhor classe possível. Entretanto Forças são restritas pela resistência da peça; profundidade de corte é restrita pela tolerância; o avanço é restrito pela rugosidade; a fixação é restrita pelo tamanho e forma das peças; etc.
21 Exemplo de dados para torneamento: Tipo de material; tamanho do material; lado da operação, tipo de operação (p.ex. interno); tipo de corte (p.ex. desbaste); comprimento de corte; profundidade de corte; diâmetro após a operação; tolerância após a operação; rugosidade após a operação; avanço máximo; velocidade de corte máxima para uma vida de 15 minutos; restrição dominante (p.ex. fixação, tolerância); tipo de grupo de ferramentas (p.ex. ferramentas direitas, para abertura de canal); ângulo de posição mínimo.
22 G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999

23 G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
24 Estágio 2: Elaboração da Matriz de Halevi (máquinas disponíveis): O ajuste (conversão) considera os seguintes fatores: tamanho da máquina; precisão da máquina; características especiais; potência e torque disponíveis; velocidades e avanços disponíveis; número de ferramentas; tipos de controles; tempo de manuseio; etc.
25 G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999

26 G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
27 Exemplo de tempos diretos G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999

28 Exemplo de tempos diretos G. Halevi, Restructuring the Manufacturing Process", St. Lucie Press, Boca Raton, EUA, 1999
29 As máquinas disponíveis são consideradas uma a uma: Inicialmente o tamanho da máquina é verificado: se ela não puder acomodar a peça, ela não é mais considerada. Depois, a precisão é verificada: se a máquina não puder efetuar nenhuma operação, ela é excluída da matriz. O tempo ou custo de uma operação específica que não puder ser executada é atribuído um alto valor (p.ex. 9999), evitando-se que tal máquina seja selecionada para aquela operação.
30
31 Para menores mudanças na profundidade de corte, tenta-se reduzir a profundidade de desbaste, e aumentar a profundidade de acabamento, isto se o acabamento permitir Os campos de segmento a segmento e tipo de corte podem ser usados para indicar se há um corte de acabamento seguido de um desbaste. A profundidade máxima de corte a max para o passe de acabamento pode ser calculada da seguinte forma: a max = (32R BHN ) a 0,8
32 A diferença entre a max e a profundidade de corte para o passe de acabamento corresponde à quantidade de aumento ou redução permissível dos cortes de acabamento e de desbaste, respectivamente. Se tais ajustes na profundidade de corte não forem suficientes, o corte de desbaste é subdividido em um corte de desbaste e outro de acabamento, ou então em um corte de desbaste, semi-acabamento e acabamento. Tenta-se usar a máxima profundidade de corte permitida pela máquina para o desbaste, e a mínima profundidade de corte para o acabamento. Se o avanço requerido for maior do que o disponível, ele é reduzido ao avanço máximo disponível.
33 No caso das forças de corte, ao ajustar-se as condições de usinagem, as forças de corte podem ser reduzidas, mas nunca aumentadas. A força depende de fatores como flexão da peça, tração, compressão, fixação, etc. Se a profundidade de corte e/ou avanço são alterados, as forças de corte são alteradas também. O cálculo das forças de corte ajustadas depende de como as forças de corte (TP) foram estabelecidas. A equação abaixo pode ser usada para ajustar o valor: 0, 75 * a 2 f2 2 1 * F = F a1 f1 No caso de indicação das forças por um especialista
34 F = Cp * a * f 0,75 *(0,16* BHN 0,35 ) No caso de não haver indicação das forças (para operações de torneamento) C p = constante (225 para aço; 140 para ferro; 365 para ligas temperadas; 130 para ligas não-ferrosas) a, f, BHN = valores ajustados
35 Torque função das forças de corte multiplicadas pelo diâmetro; Potência função linear das forças de corte e velocidade de corte. Se o torque calculado for maior do que o torque da máquina o avanço será reduzido até 57% do seu valor recomendado se esta redução não for suficiente: a profundidade de corte será reduzida (para fresamento busca-se alterar a o diâmetro da ferramenta ou o número de dentes antes de reduzir a profundidade de corte).
36 Como a velocidade de corte é função da profundidade de corte e do avanço, a velocidade de corte teórica é recalculada antes de verificar-se a velocidade disponível (em rpm). Se a rpm requerida for maior do que a disponível ela é reduzida à máxima rpm disponível. Com base na modificada profundidade de corte, avanço, e velocidade de corte, calcula-se a potência requerida se ela for maior do que a potência disponível, a velocidade de corte é reduzida a 63% do seu valor inicial se esta redução não for suficiente, reduz-se a profundidade de corte, avanço, velocidade,ou uma combinação destes fatores.
37 As condições de usinagem ajustadas são usadas para calcular o tempo de usinagem (T ij ) da operação específica naquela máquina. Tempo de manuseio é acrescentado ao tempo de usinagem calculado, e a soma é introduzida na matriz. Para converter tempo em custo a taxa de utilização horária da máquina é multiplicada pelo tempo de usinagem.
38 Estágio 3: Linearização da Matriz (seleção do plano de processo).
39 Se: N = número de operações M = número de máquinas Número de combinações possíveis = N! * MN (que pode ser considerada infinita). Algum método deve ser proposto para resolver este problema rapidamente.
40 Método: Teoria de Bellman (de programação dinâmica) Decisões são tomadas escolhendo-se o caminho ótimo entre quaisquer duas operações (estágios). Assume-se que os resultados das decisões são cumulativos, e as consequências para o futuro são as mesmas o problema consiste em que direção ir a partir do ponto atual na matriz. Número de combinações usando-se este método = N * (N-1) * M Um dos problemas a ser resolvido é qual sequência de operações resultará na solução ótima o procedimento de Bellmann deve ser modificado para ser adaptado a este problema.
41 Duas fases: A 1ª corresponde a bottom-up da última operação para a primeira, operação por operação, determinando o caminho ótimo (seleção das máquinas) independente da operação anterior. Entretanto, todas as decisões anteriores são revisadas em cada estágio de maneira a examinar o efeito da sequência de operações. A sequência que resulta no caminho total ótimo é selecionada.
42 2ª fase: top-down da primeira operação até a última revê-se o ótimo alcançado examinando-se o efeito da sequência de operações de qualquer estágio até a primeira operação. A sequência que resulta no caminho ótimo total é usada. 1. Valor do elemento = T ij 2. Valor total para baixo = Z ij 3. Ponteiros para o caminho = P ij
43 O cálculo começa com a operação I-1 e máquina 1, onde I é a última operação. Problema: Qual máquina deveria ser usada a partir deste ponto de maneira a chegar-se ao valor mínimo? Como esta é a última operação, a penalidade Rij deve ser adicionada quando a máquina é alterada. Portanto, as alternativas são: S 1 = T I-1,1 + T I,1 S 2 = T I-1,1 + R 1,2 + T I,2 S 3 = T I-1,1 + R 1,3 + T I,3... S j = T I-1,1 + R 1,j + T i,j
44 O caminho escolhido é quando S j é o valor mínimo este valor mínimo é colocado na matriz total como Z I-1,1. A matriz de caminhos lista o número da máquina k da operação I-1 que resulta no valor mínimo mencionado acima. Portanto, P I-1,1 = k
45 Este processo é repetido para a operação I-1 e máquina 2 (resultando nos valores de Z I-1,2 e P I-1,2 ) e assim por diante até a máquina j e todos os valores de Z I-1,j e P I-1,j serem calculados. São consideradas todas as operações I-2, I-3, etc. até a primeira operação. As alternativas gerais de junção a serem avaliadas podem ser expressas como: S j = T i,j + Z i+1,k + R j,k (para k = 1, 2,..., j)
46 A junção a ser avaliada é a operação i na máquina j, e o seu tempo/custo = T i,j Deste ponto, pode-se prosseguir para baixo para executar a operação i+1 com uma das j máquinas disponíveis A solução ótima para cada máquina na operação i+1 é o total Z i+1, e independe do caminho pelo qual ela foi alcançada. O termo R j,k é a penalidade que cobre os gastos/tempos referentes à mudança de máquina.
.")
47 A junção da operação 9 e máquina 4 (usando-se a equação que relaciona a força com o avanço e a profundidade) indica que o valor de S 2 = T 9,4 + Z 10,2 + R 4,2 é o valor mínimo de todos os S s para aquela junção. Isto significa que Z 9,4 terá o valor de S 2, e o caminho P 9,4 terá o valor 2 (apontando para a máquina 2). Este caminho é mostrado na figura abaixo:
48 O caminho para prosseguir para a máquina 6 foi calculado pela equação S 6 = T 9,4 + Z 10,6 + R 4,6. Entretanto, verificando-se os caminhos para baixo mostrou que a máquina 4 foi selecionada para as operações 12 e 13. Se a sequência de operações puder ser alterada para 9, 12, 13, 10, 11, somente dois tempos de transferência ocorrerão neste caminho, evitando-se penalidades. Portanto, a equação para calcular S 6 é alterada para S 6 = T 9,4 + Z 10,6 + R 4,6 R 7,4. Se este novo S 6 for menor que S 2, a sequência de operações será alterada para a mostrada abaixo:
49 O valor de Z 9,4 terá o valor de S 6, e o caminho P 9,4 terá o valor 4 (apontando para prosseguir para a máquina 4). Esses cálculos e verificação de caminhos são feitos para qualquer alternativa. O código de prioridade indica se a sequência de operações pode ou não ser alterada. Os valores na primeira coluna da matriz total (Z 1,j ) representam o custo/tempo total necessário para produzir a peça começando-se com qualquer das máquinas disponíveis. A máquina escolhida para a primeira operação é a que resulta no menor valor de Z 1,j. A matriz de caminhos levará então para a seleção da máquina para outras operações e à sequência de operações.
50 A solução proposta acima considera alterar a sequência de operações olhando-se para baixo, evitando-se tempos de transferência. Para melhorar a solução segunda fase: as operações são examinadas de primeira operação para baixo no caminho calculado, verificando-se se uma mudança na sequência de operações poderia reduzir o tempo total de usinagem
51 Verifica-se o valor total da primeira operação indica que a máquina 4 resulta no valor mínimo. Portanto, a máquina 4 é selecionada para a operação 1. A matriz de caminhos leva à seleção das máquinas para outras operações (ver linhas grossas na figura anterior). Examinando-se os valores da matriz para as máquinas escolhidas indica que a operação 4 tem um valor menor quando executada na máquina 4 comparado com a máquina 2 (T 4,4 < T 4,2 ). Entretanto, ela não é selecionada porque: T 3,2 + T 4,2 < T 3,2 +T 4,4 + R 2,4
52 A penalidade R2,4 deve ser adicionada, pois a máquina 4 não está disponível na parte inferior do caminho. Olhando-se de cima para baixo, vê-se que a máquina 4 está disponível, e se de acordo com o código de prioridade ela puder ser movida para a frente, nenhuma penalidade deve ser adicionada. Portanto, a sequência de operações deve ser 1, 2, 4, 3, 5, 6, 7 (ver figura abaixo)

53 Se a operação 4 não puder ser executada antes da operação 3, esta mudança de sequência n ao será permitida. Entretanto, pode ser possível executar operações 3 e 5 antes das operações 1 e 2. Isto significa que a operação 4 não será levada para cima, e sim as operações 1 e 2 serão trazidas para baixo (ver figura abaixo).
54

55 Matriz Universal de Halevi
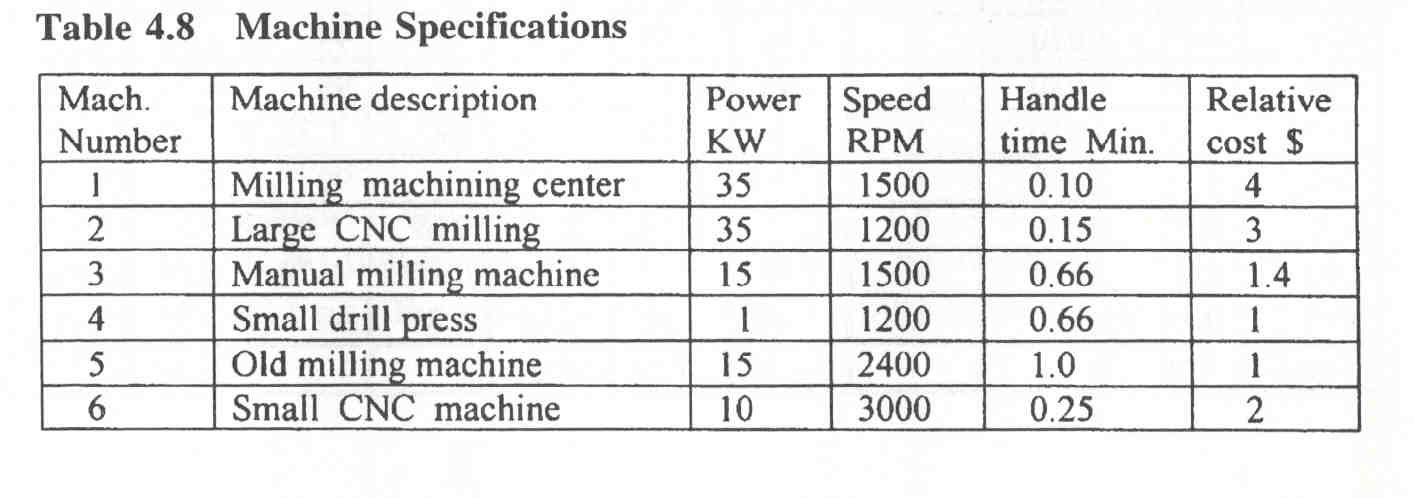
56 Máquinas consideradas

57 Matriz de tempos resultante da combinação da Matriz Universal e da Matriz de Máquinas
58 Mínimo custo Matriz de custos resultante da multiplicação da matriz de tempos pelo custo relativo (última coluna da Matriz de Máquinas)
59 Critério da Máxima Produção: Supor um pedido de 1000 peças; tempo de setup = 30 minutos penalidade para transferir o lote de uma máquina para outra = 30/1000 = 0,03 minutos. Na Matriz de Tempos valor total mínimo = tempo total de usinagem para a máquina #1 no critério de máxima produção, a máquina #1 deveria executar todas as operações. Valor total = 8,59 minutos (comparado ao TP de 7,69 minutos). Para gerar um processo alternativo excluir a máquina #1 e resolver a matriz neste caso, a máquina #2 será selecionada (uma grande fresadora CNC).
60 Critério do Mínimo Custo: Tamanho de lote = 1000; custo de setup e outras despesas para usinar o lote = $200 penalidade para transferir o lote de uma máquina para outra = 200/1000 = $0,20. Na matriz de custos a melhor máquina para cada operação individual varia no caso de penalidade = 0, o mínimo custo será o custo de processamento usando a máquina que resulta no menor custo $17,45 Entretanto, se a penalidade for 0 7 penalidades deveriam ser adicionadas ao custo mínimo, uma para cada mudança de máquina 17,45 + 8*0,2 = $19,05

61 Matriz de soma total Z i,j

62 Matriz de caminhos P i,j
63 Começando com a operação 8 e máquina 1, calcular os valores de S: S j = T 8,j + Z 9,j + R 8,j Notar que Z 9,j é igual a T 9,j pois ela é a última operação. S 1 = 1,28 + 1,2 + 0 = 2,48 S 2 = 1,28 + 1,05 + 0,2= 2,53 S 3 = 1,28 + 1,20 + 0,2= 2,68 S 4 = 1,28 + 0,86 + 0,2= 2,34 S 5 = 1, ,2 = S 6 = 1,28 + 0,90 + 0,2= 2,38 Valor mínimo de S = 2,34 transferência para a máquina 4 Z 8,1 = 2,34 e P 8,1 = 4
64 Similarmente, para a operação 8 na máquina 2, tem-se os seguintes valores de S: S 1 = 1,11 + 1,2 + 0,2 = 2,51 S 2 = 1,11 + 1, = 2,16 S 3 = 1,11 + 1,20 + 0,2= 2,51 S 4 = 1,11 + 0,86 + 0,2= 2,17 S 5 = 1, ,2 = S 6 = 1,11 + 0,90 + 0,2= 2,21 Valor mínimo de S = 2,16 transferência para a máquina 2 Z 8,2 = 2,16 e P 8,2 = 2
65 Similarmente, para a operação 3 na máquina 1, tem-se os seguintes valores de S: S 1 = 1, , = 20,51 S 2 = 1, ,84 + 0,2 = 18,68 S 3 = 1, ,30 + 0,2 = 16,14 S 4 = 1, ,2 = S 5 = 1, ,2 = S 6 = 1, ,20 + 0,2 = 17,04 Valor mínimo de S = 16,14 transferência para a máquina 3 Z 3,1 = 16,14 e P 3,1 = 3
66 Similarmente, para a operação 3 na máquina 6, tem-se os seguintes valores de S: S 1 = 1, ,87 + 0,2 = 20,19 S 2 = 1, ,84 + 0,2 = 18,16 S 3 = 1, ,30 + 0,2 = 15,62 S 4 = 1, ,2 = S 5 = 1, ,2 = S 6 = 1, , = 16,32 Valor mínimo de S = 15,62 transferência para a máquina 3 Z 3,6 = 15,62 e P 3,6 = 3.
67 Se a máquina 6 for escolhida para executar a operação 3 operação 4 será processada pela máquina 3, pois P 3,3 = 3. A operação 5 será executada pela máquina 3, pois P 3,4 = 3. A operação 6 será executada pela máquina 3, pois P 5,3 = 3. A operação 7 será executada pela máquina 6, pois P 6,3 = 6. Como o caminho começa com a máquina 6 e retorna para a máquina 6 verifica-se se a sequência de operações pode ser alterada para eliminar uma das penalidades de transferência. A mudança pode ser feita movendo-se a operação 3 para baixo. Entretanto, a precedência da operação 7 é a operação 2, que significa que as operações 7, 8 e 9 podem ser movidas para cima isto é indicado colocando-se o valor de P 3,6 = 703, que significa que antes de prosseguir para a operação 4 na máquina 3, a peça deve passar para a operação 7 na máquina 6, seguir todas as operações na máquina 6, e somente então mover para a operação 4 na máquina 3.
68 Os cálculos continuam até que todos os valores nas matrizes Z i,j e P i,j sejam preenchidos. Recomenda-se iniciar com a máquina cujo valor de Z i,j seja o menor em nosso caso, o valor mínimo é Z 1,5 = 18,59 a operação 1 é executada na máquina 5. A operação 2 será executada na máquina indicada por P 1,5 (máquina 2) e segue o caminho como indicado na matriz. Entretanto, antes de prosseguir para a operação 3 na máquina 6, verifica-se se qualquer outra operação pode ser executada economicamente na máquina 2 varrendo-se a matriz de custos para baixo encontra-se que a máquina 2 pode executar a operação mais economicamente T 5,2 = 1,17 Verifica-se então se a sequência de operações pode reduzir o tempo total de usinagem a precedência da operação 5 é a operação 1, significando que a operação 5 pode ser movida para cima.
69 Assim, depois da operação 2 a peça prossegue para a operação 5 na máquina 2, e então prossegue para a operação 3 na máquina 6. Esses ajustes reduzem o valor total da operação 1 na máquina 2 para 18,43, e na máquina 5 para 18,39. O valor mínimo da matriz de custo total é 18,39 na máquina 5 isto significa que o processo deveria iniciar na máquina 5, e a matriz de caminhos indica a seqüência e o plano de processo.
70 Máquina Operação Custo Tempo (minutos) 5 1 = 1,62 = 1,62 2 2, 5 0,96 + 1,17 = 2,13 0,32 + 0,39 = 0,71 6 3, 7, 8, 9 1,12 + 0,56 + 0,94 + 0,90 = 3,52 0,56 + 0,28 + 0,47 + 0,45 = 1,76 3 4, 6 3,57 + 6,75 = 10,32 2,55 + 4,82 = 7,37 Custo Total = 1,62 + 2,13 + 3, ,32 = 17,59 + 4X0,2 = $18,39 Tempo Total = 1,62 + 0,71 + 1,76 + 7,37 = 11,46 + 4X0,03 = 11,58 minutos
 não escolher o centro de usinagem CNC para qualquer operação faz")
71 O processo recomendado pela solução da matriz condiz com a prática geral de chão de fábrica (usar máquina barata, imprecisa e provavelmente velha para desbaste máquina 5) não escolher o centro de usinagem CNC para qualquer operação faz sentido.

72 Comparando-se os dois critérios de otimização para a peça exemplo: Máxima produção tempo = 8,59 minutos; custo = $34,36 Mínimo custo tempo = 11,58 minutos; custo = $18,39 Existem muitas alternativas entre esses extremos:
 executando-se a operação 1 na máquina 2.")
73 Alternativa 1: O plano de processo recomendado pela matriz é puramente um ótimo matemático entretanto, transferindo-se o roteamento recomendado para o setor de gestão da produção (em vez da matriz) esconde o fato que o custo de processamento é aumentado em 0,2% (de $18,39 para $18,43) executando-se a operação 1 na máquina 2. O tempo de usinagem é reduzido em 8,9% (de 11,58 para 10,55), e somente três máquinas são necessárias (ver figura abaixo):
74 Alternativa 2: Verificando-se a tabela 4.10 mínimo custo de usinagem ($18,39) ocorre quando a máquina 5 é selecionada para começar o processo portanto, o plano de processo recomendado é mostrado na tabela Entretanto este é um ótimo matemático, e não necessariamente uma boa solução na prática o custo de usinagem é $18,43 se a máquina 2 for selecionada para a primeira operação, e $18,69 se a máquina 3 for selecionada. A diferença entre estas alternativas é quase desprezível, mas isto não é explicitado para o setor de gestão da produção.

75 Algumas das muitas alternativas de planos de processo sugeridas pelo método da matriz são mostradas na figura abaixo, que fornece o tempo para cada máquina e o tempo e custo totais para produzir á peça usando cada alternativa. O número de possíveis alternativas chega a milhares.
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM. Profº Emerson Oliveira Matéria: CNC/CAM Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Capítulo 5. Projeto de Operações de Usinagem
 95 Capítulo 5 Projeto de Operações de Usinagem 5.1. Tarefas Envolvidas no Projeto de Operações de Usinagem As operações requeridas para fabricar uma peça são identificadas no planejamento do roteamento
95 Capítulo 5 Projeto de Operações de Usinagem 5.1. Tarefas Envolvidas no Projeto de Operações de Usinagem As operações requeridas para fabricar uma peça são identificadas no planejamento do roteamento
Resolução de sistemas de equações lineares: Método de eliminação de Gauss - estratégias de pivotamento
 Resolução de sistemas de equações lineares: Método de eliminação de Gauss - estratégias de pivotamento Marina Andretta ICMC-USP 28 de março de 2012 Baseado no livro Análise Numérica, de R. L. Burden e
Resolução de sistemas de equações lineares: Método de eliminação de Gauss - estratégias de pivotamento Marina Andretta ICMC-USP 28 de março de 2012 Baseado no livro Análise Numérica, de R. L. Burden e
Otimização Combinatória - Parte 4
 Graduação em Matemática Industrial Otimização Combinatória - Parte 4 Prof. Thiago Alves de Queiroz Departamento de Matemática - CAC/UFG 2/2014 Thiago Queiroz (DM) Parte 4 2/2014 1 / 33 Complexidade Computacional
Graduação em Matemática Industrial Otimização Combinatória - Parte 4 Prof. Thiago Alves de Queiroz Departamento de Matemática - CAC/UFG 2/2014 Thiago Queiroz (DM) Parte 4 2/2014 1 / 33 Complexidade Computacional
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
4 Cálculo de Equivalentes Dinâmicos
 4 Cálculo de Equivalentes Dinâmicos 4.1 Introdução O crescimento do sistema de energia elétrica, o aumento do número de interligações e a sofisticação dos modelos para representação dos componentes de
4 Cálculo de Equivalentes Dinâmicos 4.1 Introdução O crescimento do sistema de energia elétrica, o aumento do número de interligações e a sofisticação dos modelos para representação dos componentes de
PLANEJAMENTO DO ROTEAMENTO DO PROCESSO
 Tarefas Envolvidas no Planejamento do Roteamento do Processo As tarefas seguintes são desempenhadas no planejamento do roteamento: Análise do desenho da peça Seleção dos processos e rotas de usinagem para
Tarefas Envolvidas no Planejamento do Roteamento do Processo As tarefas seguintes são desempenhadas no planejamento do roteamento: Análise do desenho da peça Seleção dos processos e rotas de usinagem para
FORMAS DE OTIMIZAR O TEMPO DE CICLO
 FORMAS DE OTIMIZAR O TEMPO DE CICLO Em uma série de artigos, Marco Dolci, especialista da Tornos, oferece informações detalhadas sobre os fundamentos do torneamento de barras e sugere formas de otimizar
FORMAS DE OTIMIZAR O TEMPO DE CICLO Em uma série de artigos, Marco Dolci, especialista da Tornos, oferece informações detalhadas sobre os fundamentos do torneamento de barras e sugere formas de otimizar
5 Agregação das Reservas das Entidades
 5 Agregação das Reservas das Entidades Neste capítulo é apresentado o procedimento de agregação das reservas das entidades. É importante ressaltar que as entidades probabilísticas sofrem agregação probabilística,
5 Agregação das Reservas das Entidades Neste capítulo é apresentado o procedimento de agregação das reservas das entidades. É importante ressaltar que as entidades probabilísticas sofrem agregação probabilística,
SELEÇÃO DE PROCESSOS
 SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
Usinagem I Parte 3 Aula 23 Condições Econômicas de Corte. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Bem-vindo ao tópico sobre automação do processo de vendas.
 Bem-vindo ao tópico sobre automação do processo de vendas. Neste tópico, discutiremos formas de automatizar o processo de vendas, especialmente como interagimos com a administração de depósitos. Veremos
Bem-vindo ao tópico sobre automação do processo de vendas. Neste tópico, discutiremos formas de automatizar o processo de vendas, especialmente como interagimos com a administração de depósitos. Veremos
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
Parte 1 - Matrizes e Sistemas Lineares
 Parte 1 - Matrizes e Sistemas Lineares Matrizes: Uma matriz de tipo m n é uma tabela com mn elementos, denominados entradas, e formada por m linhas e n colunas. A matriz identidade de ordem 2, por exemplo,
Parte 1 - Matrizes e Sistemas Lineares Matrizes: Uma matriz de tipo m n é uma tabela com mn elementos, denominados entradas, e formada por m linhas e n colunas. A matriz identidade de ordem 2, por exemplo,
MATRIZES - PARTE Mais exemplos Multiplicação de duas matrizes AULA 26
 AULA 26 MATRIZES - PARTE 2 26. Mais exemplos Nesta aula, veremos mais dois algoritmos envolvendo matrizes. O primeiro deles calcula a matriz resultante da multiplicação de duas matrizes e utiliza três
AULA 26 MATRIZES - PARTE 2 26. Mais exemplos Nesta aula, veremos mais dois algoritmos envolvendo matrizes. O primeiro deles calcula a matriz resultante da multiplicação de duas matrizes e utiliza três
Buscas Informadas ou Heurísticas - Parte II
 Buscas Informadas ou Heurísticas - Parte II Prof. Cedric Luiz de Carvalho Instituto de Informática - UFG Graduação em Ciência da Computação / 2006 FUNÇÕES HEURÍSTICAS - 1/7 FUNÇÕES HEURÍSTICAS - 2/7 Solução
Buscas Informadas ou Heurísticas - Parte II Prof. Cedric Luiz de Carvalho Instituto de Informática - UFG Graduação em Ciência da Computação / 2006 FUNÇÕES HEURÍSTICAS - 1/7 FUNÇÕES HEURÍSTICAS - 2/7 Solução
Programação linear I João Carlos Lourenço
 Fundamentos de Investigação Operacional Programação linear I João Carlos Lourenço joao.lourenco@ist.utl.pt Ano lectivo 2011/2012 Leituras recomendadas: Nova, A.P., Lourenço, J.C., 2011, Apontamentos de
Fundamentos de Investigação Operacional Programação linear I João Carlos Lourenço joao.lourenco@ist.utl.pt Ano lectivo 2011/2012 Leituras recomendadas: Nova, A.P., Lourenço, J.C., 2011, Apontamentos de
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Torção. Deformação por torção de um eixo circular. Deformação por torção de um eixo circular. Capítulo 5:
 Capítulo 5: Torção Adaptado pela prof. Dra. Danielle Bond Deformação por torção de um eixo circular Torque é um momento que tende a torcer um elemento em torno de seu eixo longitudinal: preocupação no
Capítulo 5: Torção Adaptado pela prof. Dra. Danielle Bond Deformação por torção de um eixo circular Torque é um momento que tende a torcer um elemento em torno de seu eixo longitudinal: preocupação no
REFERÊNCIAS TECNOLÓGICAS E CÁLCULO DIMENSIONAL
 Necessidade de Referências ponto, linha ou superfície a precisão de uma superfície não relaciona-se diretamente ao conceito de referências. a precisão de posicionamento sim. As referências podem ser classificadas
Necessidade de Referências ponto, linha ou superfície a precisão de uma superfície não relaciona-se diretamente ao conceito de referências. a precisão de posicionamento sim. As referências podem ser classificadas
Alavancando sua produtividade com tranquilidade. Silent Tools
 Alavancando sua produtividade com tranquilidade Silent Tools Aproveite o silêncio Há muito tempo, Silent Tools tem sido a marca de uma família de porta-ferramentas para torneamento, fresamento, mandrilamento
Alavancando sua produtividade com tranquilidade Silent Tools Aproveite o silêncio Há muito tempo, Silent Tools tem sido a marca de uma família de porta-ferramentas para torneamento, fresamento, mandrilamento
1_1 1_2 2_1 1_ _ _ Fonte: Autor
 75 7. Resultados Os resultados aqui apresentados utilizam o modelo proposto na Seção 6.2, resolvido através do software de otimização AIMMS para os problemas com Datas prometidas. Já para o problema sem
75 7. Resultados Os resultados aqui apresentados utilizam o modelo proposto na Seção 6.2, resolvido através do software de otimização AIMMS para os problemas com Datas prometidas. Já para o problema sem
REGRESSÃO E CORRELAÇÃO
 REGRESSÃO E CORRELAÇÃO A interpretação moderna da regressão A análise de regressão diz respeito ao estudo da dependência de uma variável, a variável dependente, em relação a uma ou mais variáveis explanatórias,
REGRESSÃO E CORRELAÇÃO A interpretação moderna da regressão A análise de regressão diz respeito ao estudo da dependência de uma variável, a variável dependente, em relação a uma ou mais variáveis explanatórias,
Programação Linear Binária. Prof. Fabrício Maciel Gomes Departamento de Engenharia Química Escola de Engenharia de Lorena EEL
 Prof. Fabrício Maciel Gomes Departamento de Engenharia Química Escola de Engenharia de Lorena EEL Métodos de otimização da PLB: têm o inconvenientede o tempo de resolução crescer drasticamente com o aumento
Prof. Fabrício Maciel Gomes Departamento de Engenharia Química Escola de Engenharia de Lorena EEL Métodos de otimização da PLB: têm o inconvenientede o tempo de resolução crescer drasticamente com o aumento
DEMEC/UFRGS ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM FRESAMENTO 3ª PARTE
 DEMEC/UFRGS ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM FRESAMENTO 3ª PARTE Heraldo Amorim Porto Alegre, agosto de 2003 Fresando com o divisor universal Aparelho divisor acessório utilizado na máquina
DEMEC/UFRGS ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM FRESAMENTO 3ª PARTE Heraldo Amorim Porto Alegre, agosto de 2003 Fresando com o divisor universal Aparelho divisor acessório utilizado na máquina
Resolução de sistemas de equações lineares: Método de eliminação de Gauss - estratégias de pivotamento
 Resolução de sistemas de equações lineares: Método de eliminação de Gauss - estratégias de pivotamento Marina Andretta/Franklina Toledo ICMC-USP 3 de setembro de 2012 Baseado no livro Análise Numérica,
Resolução de sistemas de equações lineares: Método de eliminação de Gauss - estratégias de pivotamento Marina Andretta/Franklina Toledo ICMC-USP 3 de setembro de 2012 Baseado no livro Análise Numérica,
APLICAÇÃO DE PROJETO DE EXPERIMENTOS PARA A OTIMIZAÇÃO DE UM PROCESSO DE USINAGEM EM TORNO CNC
 XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 1 a15 de outubro
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 1 a15 de outubro
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
4 Cálculo de Equivalentes Dinâmicos
 4 Cálculo de Equivalentes Dinâmicos 4.1. Introdução Os sistemas de potência interligados vêm adquirindo maior tamanho e complexidade, aumentando a dependência de sistemas de controle tanto em operação
4 Cálculo de Equivalentes Dinâmicos 4.1. Introdução Os sistemas de potência interligados vêm adquirindo maior tamanho e complexidade, aumentando a dependência de sistemas de controle tanto em operação
PROLIND INDUSTRIAL LTDA.
 Universidade Federal de Santa Catarina Centro Tecnológico Departamento de Engenharia Mecânica Coordenadoria de Estágio do Curso de Engenharia Mecânica CEP 88040-970 - Florianópolis - SC - BRASIL www.emc.ufsc.br/estagiomecanica
Universidade Federal de Santa Catarina Centro Tecnológico Departamento de Engenharia Mecânica Coordenadoria de Estágio do Curso de Engenharia Mecânica CEP 88040-970 - Florianópolis - SC - BRASIL www.emc.ufsc.br/estagiomecanica
OTIMIZAÇÃO E DESPACHO ECONÔMICO
 7 OTIMIZAÇÃO E DESPACHO ECOÔMICO 7.1 ITRODUÇÃO este capítulo, o leitor encontrará informações básicas sobre procedimento geral de otimização e aplicação ao caso de despacho, considerado econômico, associado
7 OTIMIZAÇÃO E DESPACHO ECOÔMICO 7.1 ITRODUÇÃO este capítulo, o leitor encontrará informações básicas sobre procedimento geral de otimização e aplicação ao caso de despacho, considerado econômico, associado
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Otimização Aplicada à Engenharia de Processos
 Otimização Aplicada à Engenharia de Processos Aula 4: Programação Linear Felipe Campelo http://www.cpdee.ufmg.br/~fcampelo Programa de Pós-Graduação em Engenharia Elétrica Belo Horizonte Março de 2013
Otimização Aplicada à Engenharia de Processos Aula 4: Programação Linear Felipe Campelo http://www.cpdee.ufmg.br/~fcampelo Programa de Pós-Graduação em Engenharia Elétrica Belo Horizonte Março de 2013
Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais)
") MÉTODOS DE ROSQUEAMENTO EXTERNA Suporte Invertido Suporte Invertido INTERNA TIPOS DE INSERTOS Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais) a O mesmo inserto pode ser utilizado
MÉTODOS DE ROSQUEAMENTO EXTERNA Suporte Invertido Suporte Invertido INTERNA TIPOS DE INSERTOS Perfil Parcial Perfil Completo Semiperfil (Somente Roscas Trapezoidais) a O mesmo inserto pode ser utilizado
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
Acesse:
 Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA
 ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA HISTÓRIA 1930 1942 1956 1972 2007 2013 A Companhia é fundada sob o espírito inovador de Américo Emílio Romi
ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA HISTÓRIA 1930 1942 1956 1972 2007 2013 A Companhia é fundada sob o espírito inovador de Américo Emílio Romi
Alocação de Unidades via Relaxação Lagrangeana
 Alocação de Unidades via Relaxação Lagrangeana Prof. Antonio Simões Costa Grupo de Sistemas de Potência EEL - UFSC Relaxação Lagrangeana: Conceitos Iniciais 2 1 Alocação de Unidades via Relaxação Lagrangeana
Alocação de Unidades via Relaxação Lagrangeana Prof. Antonio Simões Costa Grupo de Sistemas de Potência EEL - UFSC Relaxação Lagrangeana: Conceitos Iniciais 2 1 Alocação de Unidades via Relaxação Lagrangeana
étodos uméricos SISTEMAS DE EQUAÇÕES LINEARES (Continuação) Prof. Erivelton Geraldo Nepomuceno PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA
 Prof. Erivelton Geraldo Nepomuceno PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA") étodos uméricos SISTEMAS DE EQUAÇÕES LINEARES (Continuação) Prof. Erivelton Geraldo Nepomuceno PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA UNIVERSIDADE DE JOÃO DEL-REI PRÓ-REITORIA DE PESQUISA CENTRO
étodos uméricos SISTEMAS DE EQUAÇÕES LINEARES (Continuação) Prof. Erivelton Geraldo Nepomuceno PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA UNIVERSIDADE DE JOÃO DEL-REI PRÓ-REITORIA DE PESQUISA CENTRO
FEPI , Page 1 Tecnologia Mecânica II
 28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Programação Linear M É T O D O S : E S T A T Í S T I C A E M A T E M Á T I C A A P L I C A D A S D e 1 1 d e m a r ç o a 2 9 d e a b r i l d e
 Programação Linear A otimização é o processo de encontrar a melhor solução (ou solução ótima) para um problema. Existe um conjunto particular de problemas nos quais é decisivo a aplicação de um procedimento
Programação Linear A otimização é o processo de encontrar a melhor solução (ou solução ótima) para um problema. Existe um conjunto particular de problemas nos quais é decisivo a aplicação de um procedimento
Problema do Caminho Mínimo
 Departamento de Engenharia de Produção UFPR 63 Problema do Caminho Mínimo O problema do caminho mínimo ou caminho mais curto, shortest path problem, consiste em encontrar o melhor caminho entre dois nós.
Departamento de Engenharia de Produção UFPR 63 Problema do Caminho Mínimo O problema do caminho mínimo ou caminho mais curto, shortest path problem, consiste em encontrar o melhor caminho entre dois nós.
DESCRITIVO DA OCUPAÇÃO TORNEARIA A CNC
 13 DESCRITIVO DA OCUPAÇÃO TORNEARIA A CNC Data de Aprovação:18/12/2003 Data de Revisão: junho 2004 A Comissão de Diretores do SENAI Coordenadora das Olimpíadas do Conhecimento determina, de acordo com
13 DESCRITIVO DA OCUPAÇÃO TORNEARIA A CNC Data de Aprovação:18/12/2003 Data de Revisão: junho 2004 A Comissão de Diretores do SENAI Coordenadora das Olimpíadas do Conhecimento determina, de acordo com
Pesquisa Operacional
 Faculdade de Engenharia - Campus de Guaratinguetá Pesquisa Operacional Livro: Introdução à Pesquisa Operacional Capítulo 5 Modelo da Designação Fernando Marins fmarins@feg.unesp.br Departamento de Produção
Faculdade de Engenharia - Campus de Guaratinguetá Pesquisa Operacional Livro: Introdução à Pesquisa Operacional Capítulo 5 Modelo da Designação Fernando Marins fmarins@feg.unesp.br Departamento de Produção
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
3 Extensões dos modelos matemáticos
 3 Extensões dos modelos matemáticos Os modelos matemáticos definidos por (2-1) (2-6) e (2-7) (2-13), propostos por Achuthan e Caccetta e apresentados no Capítulo 2, são reforçados neste trabalho através
3 Extensões dos modelos matemáticos Os modelos matemáticos definidos por (2-1) (2-6) e (2-7) (2-13), propostos por Achuthan e Caccetta e apresentados no Capítulo 2, são reforçados neste trabalho através
Otimização Linear. Profª : Adriana Departamento de Matemática. wwwp.fc.unesp.br/~adriana
 Otimização Linear Profª : Adriana Departamento de Matemática adriana@fc.unesp.br wwwp.fc.unesp.br/~adriana Forma geral de um problema Em vários problemas que formulamos, obtivemos: Um objetivo de otimização
Otimização Linear Profª : Adriana Departamento de Matemática adriana@fc.unesp.br wwwp.fc.unesp.br/~adriana Forma geral de um problema Em vários problemas que formulamos, obtivemos: Um objetivo de otimização
O método Simplex Aplicado ao Problema de Transporte (PT).
.") Prof. Geraldo Nunes Silva (Revisado por Socorro Rangel) Estas notas de aula são Baseadas no livro: Hillier, F. S. e G. J. Lieberman. Introdução à Pesquisa Operacional, Campus, a ed., 9 Agradeço a Professora
Prof. Geraldo Nunes Silva (Revisado por Socorro Rangel) Estas notas de aula são Baseadas no livro: Hillier, F. S. e G. J. Lieberman. Introdução à Pesquisa Operacional, Campus, a ed., 9 Agradeço a Professora
O que é uma cremalheira?
 Cremalheiras O que é uma cremalheira? Peça mecânica que consiste numa barra ou trilho dentado que, com o auxílio de uma engrenagem do mesmo passo (módulo), exerce/transforma movimentos retilínios (cremalheira)
Cremalheiras O que é uma cremalheira? Peça mecânica que consiste numa barra ou trilho dentado que, com o auxílio de uma engrenagem do mesmo passo (módulo), exerce/transforma movimentos retilínios (cremalheira)
Aula 4: Gráficos lineares
 Aula 4: Gráficos lineares 1 Introdução Um gráfico é uma curva que mostra a relação entre duas variáveis medidas. Quando, em um fenômeno físico, duas grandezas estão relacionadas entre si o gráfico dá uma
Aula 4: Gráficos lineares 1 Introdução Um gráfico é uma curva que mostra a relação entre duas variáveis medidas. Quando, em um fenômeno físico, duas grandezas estão relacionadas entre si o gráfico dá uma
Cálculo Numérico BCC760
 Cálculo Numérico BCC760 Resolução de Sistemas de Equações Lineares Simultâneas Departamento de Computação Página da disciplina http://www.decom.ufop.br/bcc760/ 1 Introdução! Definição Uma equação é dita
Cálculo Numérico BCC760 Resolução de Sistemas de Equações Lineares Simultâneas Departamento de Computação Página da disciplina http://www.decom.ufop.br/bcc760/ 1 Introdução! Definição Uma equação é dita
Resolvendo algebricamente um PPL
 Capítulo 6 Resolvendo algebricamente um PPL 6.1 O método algébrico para solução de um modelo linear A solução de problemas de programação linear com mais de duas variáveis, não pode ser obtida utilizando-se
Capítulo 6 Resolvendo algebricamente um PPL 6.1 O método algébrico para solução de um modelo linear A solução de problemas de programação linear com mais de duas variáveis, não pode ser obtida utilizando-se
Sistemas de Controle 2
 Pontifícia Universidade Católica de Goiás Escola de Engenharia Sistemas de Controle 2 Cap.9 Projeto por Intermédio do Lugar das Raízes Prof. Dr. Marcos Lajovic Carneiro Sistemas de Controle 2 Prof. Dr.
Pontifícia Universidade Católica de Goiás Escola de Engenharia Sistemas de Controle 2 Cap.9 Projeto por Intermédio do Lugar das Raízes Prof. Dr. Marcos Lajovic Carneiro Sistemas de Controle 2 Prof. Dr.
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Descrição do processo de Modelagem e Simulação em quatro etapas no ambiente AMESim
 Descrição do processo de Modelagem e Simulação em quatro etapas no ambiente AMESim Similarmente a outros softwares de modelagem e simulação, a utilização do sistema AMESim está baseada em quatro etapas:
Descrição do processo de Modelagem e Simulação em quatro etapas no ambiente AMESim Similarmente a outros softwares de modelagem e simulação, a utilização do sistema AMESim está baseada em quatro etapas:
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
2.1. Construção da Pista
 2 Malha de Controle Para que se possa controlar um dado sistema é necessário observar e medir suas variáveis de saída para determinar o sinal de controle, que deve ser aplicado ao sistema a cada instante.
2 Malha de Controle Para que se possa controlar um dado sistema é necessário observar e medir suas variáveis de saída para determinar o sinal de controle, que deve ser aplicado ao sistema a cada instante.
Capítulo 4. Procedimento Experimental Apresentação
 Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
6 ESCALONAMENTO DE CPU
 6 ESCALONAMENTO DE CPU O escalonamento de CPU é ponto chave da multiprogramação. Ela permite que haja mais de um processo em execução ao mesmo tempo. Em ambientes com um único processador, o escalonador
6 ESCALONAMENTO DE CPU O escalonamento de CPU é ponto chave da multiprogramação. Ela permite que haja mais de um processo em execução ao mesmo tempo. Em ambientes com um único processador, o escalonador
[a11 a12 a1n 7. SISTEMAS LINEARES 7.1. CONCEITO. Um sistema de equações lineares é um conjunto de equações do tipo
 7. SISTEMAS LINEARES 7.1. CONCEITO Um sistema de equações lineares é um conjunto de equações do tipo a 11 x 1 + a 12 x 2 +... + a 1n x n = b 1 a 11 x 1 + a 12 x 2 +... + a 1n x n = b 2... a n1 x 1 + a
7. SISTEMAS LINEARES 7.1. CONCEITO Um sistema de equações lineares é um conjunto de equações do tipo a 11 x 1 + a 12 x 2 +... + a 1n x n = b 1 a 11 x 1 + a 12 x 2 +... + a 1n x n = b 2... a n1 x 1 + a
Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09)
") Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09) Parte I: Procedimentos para preparação de máquinas Objetivos: Apresentar os conceitos de folha de processos e a sua utilização
Roteiro aula prática Nº 3, a ser realizada em duas semanas (de 20/08 a 06/09) Parte I: Procedimentos para preparação de máquinas Objetivos: Apresentar os conceitos de folha de processos e a sua utilização
LIMITAÇÃO DA MÁXIMA PROFUNDIDADE DO CANAL [Canal externo]
![LIMITAÇÃO DA MÁXIMA PROFUNDIDADE DO CANAL [Canal externo]](/thumbs/72/66315071.jpg "LIMITAÇÃO DA MÁXIMA PROFUNDIDADE DO CANAL [Canal externo]") LIMITAÇÃO DA MÁXIMA PROFUNDIDADE DO CANAL [Canal externo] Quando usar o localizador GYMiiR/LA-iii A máxima profundidade do canal não é limitada pelo diâmetro da peça. Máx. prof. do canal CDX CDX 2 Quando
LIMITAÇÃO DA MÁXIMA PROFUNDIDADE DO CANAL [Canal externo] Quando usar o localizador GYMiiR/LA-iii A máxima profundidade do canal não é limitada pelo diâmetro da peça. Máx. prof. do canal CDX CDX 2 Quando
Manufatura Assistida por Computador
 Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
C.N.C. Programação Torno
 C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
C.N.C. Programação Torno Módulo III Aula 03 Composição de um Programa CNC A composição de um programa CNC baseia-se nas informações geométricas e tecnológicas necessárias para a execução de uma determinada
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
PESQUISA OPERACIONAL 11. SOLUÇÃO ALGEBRICA O MÉTODO SIMPLEX ( ) DEFINIÇÕES REGRAS DE TRANSFORMAÇÃO. Prof. Edson Rovina Página 16
 DEFINIÇÕES REGRAS DE TRANSFORMAÇÃO. Prof. Edson Rovina Página 16") 11. SOLUÇÃO ALGEBRICA O MÉTODO SIMPLEX Página 16 Após o problema ter sido modelado, pode-se resolvê-lo de forma algébrica. A solução algébrica é dada pelo método simplex elaborado por Dantzig. Antes da
11. SOLUÇÃO ALGEBRICA O MÉTODO SIMPLEX Página 16 Após o problema ter sido modelado, pode-se resolvê-lo de forma algébrica. A solução algébrica é dada pelo método simplex elaborado por Dantzig. Antes da
Novidades Edgecam 2012 R1
 Novidades Edgecam 2012 R1 O Edgecam 2012 R1, a mais nova versão do software CAM líder de mercado, apresenta eficiência superior em usinagem e ferramentas de automação aprimoradas dentro dos ambientes de
Novidades Edgecam 2012 R1 O Edgecam 2012 R1, a mais nova versão do software CAM líder de mercado, apresenta eficiência superior em usinagem e ferramentas de automação aprimoradas dentro dos ambientes de
Complexidade de Algoritmos. Edson Prestes
 Edson Prestes Programação Dinâmica A programação dinâmica costuma ser aplicada a problemas de otimização resultando, em geral, em algoritmos mais eficientes que os mais diretos. Esse método é útil quando
Edson Prestes Programação Dinâmica A programação dinâmica costuma ser aplicada a problemas de otimização resultando, em geral, em algoritmos mais eficientes que os mais diretos. Esse método é útil quando
Anel de fixação MMP - Principais Características
 Anel de fixação MMP - Principais Características Os anéis de fixação MMP oferecem as vantagens de um sistema de ajuste forçado, com uma simplificada instalação e remoção. Estão baseados no sistema de cunha:
Anel de fixação MMP - Principais Características Os anéis de fixação MMP oferecem as vantagens de um sistema de ajuste forçado, com uma simplificada instalação e remoção. Estão baseados no sistema de cunha:
CAPÍTULO 7 Projeto usando o Lugar Geométrico das Raízes
 CAPÍTULO 7 Projeto usando o Lugar Geométrico das Raízes 7.1 Introdução Os objetivos do projeto de sistemas de controle foram discutidos no Capítulo 5. No Capítulo 6 foram apresentados métodos rápidos de
CAPÍTULO 7 Projeto usando o Lugar Geométrico das Raízes 7.1 Introdução Os objetivos do projeto de sistemas de controle foram discutidos no Capítulo 5. No Capítulo 6 foram apresentados métodos rápidos de
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
EXERCÍCIOS DE MATEMÁTICA COMPUTACIONAL: PRIMEIRO BIMESTRE: EDGARD JAMHOUR. QUESTÃO 1: Indique as afirmativas verdadeiras.
 EXERCÍCIOS DE MATEMÁTICA COMPUTACIONAL: PRIMEIRO BIMESTRE: EDGARD JAMHOUR QUESTÃO 1: Indique as afirmativas verdadeiras. ( ) O número Pi não pode ser representado de forma exata em sistemas numéricos de
EXERCÍCIOS DE MATEMÁTICA COMPUTACIONAL: PRIMEIRO BIMESTRE: EDGARD JAMHOUR QUESTÃO 1: Indique as afirmativas verdadeiras. ( ) O número Pi não pode ser representado de forma exata em sistemas numéricos de
Geração de Necessidades de Materiais. Sumário
 Geração de Necessidades de Materiais Sumário Geração de Necessidades de Materiais... 1 Sumário... 1 Descrição do Processo... 1 Módulos envolvidos... 1 Parâmetros:... 2 Passo a Passo:... 2 Exemplo do Cálculo
Geração de Necessidades de Materiais Sumário Geração de Necessidades de Materiais... 1 Sumário... 1 Descrição do Processo... 1 Módulos envolvidos... 1 Parâmetros:... 2 Passo a Passo:... 2 Exemplo do Cálculo
Introdução ao Projeto de Aeronaves. Aula 18 Tempo para a Missão e Metodologia para o Gráfico de Carga Útil
 Introdução ao Projeto de Aeronaves Aula 18 Tempo para a Missão e Metodologia para o Gráfico de Carga Útil Tópicos Abordados Tempo Estimado para a Missão. Traçado do Gráfico de Carga Útil. Dicas para Análise
Introdução ao Projeto de Aeronaves Aula 18 Tempo para a Missão e Metodologia para o Gráfico de Carga Útil Tópicos Abordados Tempo Estimado para a Missão. Traçado do Gráfico de Carga Útil. Dicas para Análise
Programação Linear/Inteira - Aula 5
 Unidade de Matemática e Tecnologia - RC/UFG Programação Linear/Inteira - Aula 5 Prof. Thiago Alves de Queiroz Aula 5 Thiago Queiroz (IMTec) Aula 5 Aula 5 1 / 43 Análise de Sensibilidade Estudar o efeito
Unidade de Matemática e Tecnologia - RC/UFG Programação Linear/Inteira - Aula 5 Prof. Thiago Alves de Queiroz Aula 5 Thiago Queiroz (IMTec) Aula 5 Aula 5 1 / 43 Análise de Sensibilidade Estudar o efeito
Método Simplex. Marina Andretta ICMC-USP. 19 de outubro de 2016
 Método Simplex Marina Andretta ICMC-USP 19 de outubro de 2016 Baseado no livro Introduction to Linear Optimization, de D. Bertsimas e J. N. Tsitsiklis. Marina Andretta (ICMC-USP) sme0211 - Otimização linear
Método Simplex Marina Andretta ICMC-USP 19 de outubro de 2016 Baseado no livro Introduction to Linear Optimization, de D. Bertsimas e J. N. Tsitsiklis. Marina Andretta (ICMC-USP) sme0211 - Otimização linear
Alto Avanço e Pastilhas SBMT 13 Altamente Positivas
 1/9 Alto Avanço e s SBMT 13 Altamente Positivas 2/9 Alto Avanço e s SBMT 13 Altamente Positivas Características Face única, 4 arestas de corte positivas para altos avanços de corte. Menor potência de máquina
1/9 Alto Avanço e s SBMT 13 Altamente Positivas 2/9 Alto Avanço e s SBMT 13 Altamente Positivas Características Face única, 4 arestas de corte positivas para altos avanços de corte. Menor potência de máquina
Edital IFSC-25/2011 Concurso Público Técnico em Mecânica 23/01/2012 Leia com atenção antes de iniciar a Prova
 Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
Leia com atenção antes de iniciar a Prova A duração da prova será de 2 horas e 30 minutos. O candidato somente poderá ausentar-se da sala após decorridos 30 minutos do início da prova. Todas as respostas
Estouro e Representação em Ponto Flutuante
 Estouro e Representação em Ponto Flutuante Cristina Boeres Insituto de Computação (UFF) Fundamentos de Arquiteturas de Computadores Material baseado nos slides de Fernanda Passos Cristina Boeres (IC/UFF)
Estouro e Representação em Ponto Flutuante Cristina Boeres Insituto de Computação (UFF) Fundamentos de Arquiteturas de Computadores Material baseado nos slides de Fernanda Passos Cristina Boeres (IC/UFF)
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS
 ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
4. O Makespan com Tempos de Preparação de Máquina Dependentes da Sequência
 40 4. O Makespan com Tempos de Preparação de Máquina Dependentes da Sequência Para problemas de sequenciamento em um única máquina com todos os r j = 0 e tempos de preparação de máquinas (tempos de set
40 4. O Makespan com Tempos de Preparação de Máquina Dependentes da Sequência Para problemas de sequenciamento em um única máquina com todos os r j = 0 e tempos de preparação de máquinas (tempos de set
PMR3507 Fábrica digital
 LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
Poliedros na forma padrão
 Poliedros na forma padrão Marina Andretta ICMC-USP 19 de outubro de 2016 Baseado no livro Introduction to Linear Optimization, de D. Bertsimas e J. N. Tsitsiklis. Marina Andretta (ICMC-USP) sme0211 - Otimização
Poliedros na forma padrão Marina Andretta ICMC-USP 19 de outubro de 2016 Baseado no livro Introduction to Linear Optimization, de D. Bertsimas e J. N. Tsitsiklis. Marina Andretta (ICMC-USP) sme0211 - Otimização
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada