SOCIESC SOCIEDADE EDUCACIONAL DE SANTA CATARINA INSTITUTO SUPERIOR TUPY MESTRADO EM ENGENHARIA MECÂNICA
|
|
|
- Maria Fernanda Giuliana Escobar Furtado
- 6 Há anos
- Visualizações:
Transcrição

1 SOCIESC SOCIEDADE EDUCACIONAL DE SANTA CATARINA INSTITUTO SUPERIOR TUPY MESTRADO EM ENGENHARIA MECÂNICA ESTUDO DO EFEITO DA DIREÇÃO E DO SENTIDO DE CORTE NA FORÇA DE USINAGEM NUM PROCESSO DE FRESAMENTO DE FORMAS COMPLEXAS ERNESTO BERKENBROCK JOINVILLE 2012
2 2 ERNESTO BERKENBROCK ESTUDO DO EFEITO DA DIREÇÃO E DO SENTIDO DE CORTE NA FORÇA DE USINAGEM NUM PROCESSO DE FRESAMENTO DE FORMAS COMPLEXAS Dissertação apresentada ao Programa de Pós- Graduação em Engenharia Mecânica da Sociedade Educacional de Santa Catarina, como parte dos requisitos para obtenção do título de Mestre em Engenharia Mecânica. Orientador: Prof. Dr. Adriano Fagali de Souza JOINVILLE 2012
3 3 ESTUDO DO EFEITO DA DIREÇÃO E DO SENTIDO DE CORTE NA FORÇA DE USINAGEM NUM PROCESSO DE FRESAMENTO DE FORMAS COMPLEXAS Ernesto Berkenbrock Dissertação defendida e aprovada em 10 de Maio de 2012, pela banca examinadora constituída pelos professores: Prof. Dr. Adriano Fagali de Souza (Orientador) Instituto Superior Tupy Prof. Dr. Eduardo Anselmo Diniz (Avaliador Externo) UNICAMP Universidade de Campinas Prof. Dr. Freddy Armando Franco Grijalba (Avaliador Interno) Instituto Superior Tupy
4 4 Dedico esse trabalho à minha esposa Sandra, pelo amor, carinho e incentivo durante a realização deste trabalho. Aos meus orientadores que não mediram esforços para que este projeto se tornasse realidade.
5 5 AGRADECIMENTOS Ao meu orientador, Prof. Dr. Adriano Fagali de Souza pelo incentivo, orientação e amizade, imprescindíveis à realização do presente trabalho. À Universidade de São Paulo (USP/Laboratório OPF/NUMA), e à Sociedade Educacional de Santa Catarina (Laboratório PROMOLDE), pela oportunidade e infraestrutura essencial à realização desta dissertação. Em especial aos Professores Dr. Reginaldo Teixeira Coelho, Dr. Edgar Augusto Lanzer, Drª. Sueli Fischer Beckert, Drª. Danielle Bond, Msc. Roque Antonio Mattei, Msc. Gilberto Zuhlan, Msc. Luis Fernando Bublitz, Msc. Pedro Paulo Pamplona, Msc. Nádia Fátima de Oliveira pela oportunidade de realizar este trabalho. Aos colegas: Claudinei Haag, Klaus Manfred Siegle, Msc. Silvio Ricardo Benedito, Msc. Marcelo Luiz Arias, Jean Carlos Mira de Oliveira, Emerson Luis de Oliveira, Gualter Nogueira Netto, Alisson Paulo Ramos, Msc. Daniele Ramos, Msc. Edésio Mesquita, Aldo Zanela Junior, Msc. Valter Vander de Oliveira, Msc. Francini Reitz Spanceski, Msc. Solange A. C. Andrade de Oliveira, Msc. Newton Taso Naro Faraco, Tiago Murilo Mafra, Msc. Ibere Roberto Duarte, Msc. Sabrina Bodziak, Msc. Ronaldo Carlos Rohloff, Evandro Erfin Poffo e demais membros do grupo de pesquisa PROMOLDE. Aos laboratoristas Leandro Henrique Lenzi, Felipe Gustavo Ebersbach, Diego Iop, Wagner Lemos Moraes, Guilherme Ferreira Eça Guimarães da SOCIESC e o Sr. Adolfo Ferrarin Neto da USP pelo comprometimento e seriedade no desenvolvimento da parte experimental. 27/2008. A CAPES, pelo Programa PROCAD PE 139/2007 and PROENGENHARIAS PE À minha família, que sempre acreditou e incentivou-me a alcançar meus sonhos, e a todos que, de alguma maneira, contribuíram para a realização deste trabalho.
6 6 RESUMO O processo de fresamento assume papel importante na manufatura de moldes e matrizes, devido a sua versatilidade na produção de geometrias complexas, contudo ainda representa um desafio, pois há limitações nesse processo. A utilização de sistemas CAD/CAM é indispensável para a fabricação dessas geometrias, cujos sistemas devem possuir características específicas para atender ao modelamento e fabricação de formas complexas, tipicamente encontradas no segmento de moldes e matrizes. Durante o fresamento de geometrias complexas empregando ferramentas de ponta esférica, a condição de contato ferramenta/peça altera-se constantemente. O diâmetro efetivo de corte varia ao longo da trajetória da ferramenta em função da superfície complexa, essa variação depende da profundidade axial de corte e da inclinação da ferramenta de corte. Essa variação da área de contato entre a ferramenta e a peça modifica a formação do cavaco ao longo da geometria usinada, o que gera uma rugosidade não uniforme e severas alterações da força de usinagem. Neste trabalho, estudou-se a influência da posição da ferramenta de corte na geometria usinada, a velocidade de corte, na direção e no sentido de corte em relação à força de usinagem. Os resultados obtidos comprovam a importância da seleção adequada dos parâmetros para obtenção do melhor resultado do processo de fresamento. A posição da ferramenta no diâmetro efetivo de corte, em todos os ensaios realizados, mostrou que, quanto maior o diâmetro menor a força de usinagem. Finalmente, o monitoramento da força de usinagem pelo dinamômetro ajudou no entendimento do processo em estudo. Palavras-chave: Força de Usinagem, Fresamento de geometrias complexas, Ferramenta de ponta esférica, Moldes e Matrizes.
7 7 ABSTRACT The milling process plays an important role in the manufacture of molds and dies, due to its versatility in the production of complex geometries, yet still represents a challenge because there are limitations in this process. The use of CAD/CAM systems in manufacturing of these geometries is essential whose systems must have specific characteristics to meet the modeling and fabrication of complex shapes typically found in the mold and die segment. During the milling of complex geometry using ball nose tools, the contact condition tool / workpiece changes constantly. The effective cutting diameter varies along the tool path due to the complex surface. This variation depends on the axial depth of cut and tool axis inclination angle. This variation of the contact area between tool and workpiece modifies the formation of the chip along the geometry of surface machining which generates a non-uniform surface roughness and severe changes of cutting force. In this work we studied the influence of the geometrical position of the cutting tool, the cutting speed and cutting direction in relation to the cutting force. The results confirm the importance of proper selection of parameters for obtaining the best result of the milling process. The position of the tool in effective cutting diameter in all tests showed that the larger diameter reduces the cutting force. Finally, the force monitoring of tool force dynamometer helped in understanding the milling process. Key-words: Cutting force, Milling of complex geometries, ball nose tools, Molds and Dies.
8 8 LISTA DE ILUSTRAÇÕES Figura 1.1 Custo de Fabricação de Moldes e/ou Matrizes (SANDVIK, 1999) 14 Figura 1.2 Manufatura de Produtos Plásticos que utilizam Ferramentais (SOUZA e BONETTI, 2007) 15 Figura 2.1 Classificação dos Processos de Fabricação (MACHADO et al, 2009) 18 Figura 2.2 Parâmetros de Corte no Fresamento (seco tools) 20 Figura 2.3 Sentido de Corte (SANDVIK, 2005) 23 Figura Material remanescente da operação de desbaste (SOUZA et al, 2010) 25 Figura 2.5 Desbaste por ferramentas de topo plano e esférico (SOUZA et al, 2010) 26 Figura 2.6 Diâmetro Efetivo de Corte em Superfícies Planas (SANDVIK, 1999) 27 Figura 2.7 Pontos de Contato de uma Ferramenta de Ponta Esférica (SOUZA et al, 2010) 28 Figura 2.8 Formato do Contato Ferramenta Peça (SOUZA et al, 2010) 29 Figura 2.9 Posição do Centro da Ferramenta de Corte no decorrer da Usinagem (SOUZA et al, 2010) 31 Figura 2.10 Direção de Corte Descendente (A) e Ascendente (B) 32 Figura 2.11 Forças de corte no processo de usinagem (DINIZ et al, 2001) 33 Figura 2.12 Atuação da Ferramenta de Corte e a variação da Vc (ASPINWALL, 2007) 40 Figura 2.13 Força de usinagem em relação à orientação de corte (ASPINWALL, 2007) 41 Figura 2.14 Geometria da Ferramenta de Corte (a) Geometria Global (b) Geometria Local (c) Elementos do Corte (FONTAINE, 2006) 42 Figura 2.15 Geometria do Corpo de Prova (a) corpo de prova usinado (b) representação geométrica (c) definição da superfície (d) definição da trajetória da ferramenta de corte (FONTAINE, 2006) 43 Figura 2.16 Corpo de Prova (a) Linhas Zig-Zag 0º (b) Linhas Zig-Zag 45º (c) arcos concêntricos (d) Linhas Radiais (LAZOGLU, 2008) 44 Figura 2.17 Corpo de Prova (a) Usinagem em Contorno (b) Usinagem em Rampa (IKUA, 2001) 45
9 9 Figura 2.18 Corpo de Prova (a) Usinagem em Contorno (b) Usinagem em Rampa (IKUA, 2002) 46 Figura 2.19 Força de Corte (SOUZA et al, 2010) 47 Figura 3.1 Desenho Técnico do Corpo de Prova 50 Figura 3.2 Simulação da Trajetória da Ferramenta no Software Power Mill 51 Figura 3.3 Centro de Usinagem Vertical FEELER FV Figura 3.4 ( A ) Centro de Usinagem Vertical HERMLE C800U (B) Sistema de Fixação Hidro-mecânico CoroGrip SANDVIK 53 Figura 3.5 (A) Dinamômetro KISTLER (B) Amplificador de Carga Multicanal Modelo Figura 3.6 Direções das Componentes da Força de Usinagem em Relação ao Corpo de Prova 55 Figura 3.7 Fixação do CP no Dinamômetro e do Dinamômetro na Mesa da CNC 56 Figura 4.1 Trajetória da Ferramenta de Corte no Corpo de Prova 57 Figura 4.2 Diâmetro Efetivo de Corte da Ferramenta de Corte na direção Descendente 58 Figura 4.3 Diâmetro Efetivo de Corte da Ferramenta de Corte na direção Ascendente 59 Figura 4.4 Componentes da Força de Usinagem Vc 330 m/min (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente 62 Figura 4.5 Componentes da Força de Usinagem Vc 440 m/min (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente 63 Figura 4.6 Componente da Força de Corte Fy com Vc de 440 m/min no sentido Concordante e Descendente 64 Figura 4.7 Demonstração das Componentes de Corte através da vista lateral da Ferramenta de corte 65 Figura 4.8 Componente Fz da Força de Usinagem x Diâmetro Efetivo da Ferramenta de Corte 66
10 10 Figura 4.9 Forças de Usinagem em Relação à Velocidade de Corte e Posição da Ferramenta (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente 67 Figura 4.10 Forças de Usinagem x Posição x Vc 69 Figura 4.11 Gráfico dos Efeitos da Força de Usinagem 70 Figura 4.12 Gráfico de Interação das Variáveis em relação a Força de Usinagem 71 Figura 4.14 Gráfico da Força de Usinagem em todos os experimentos 75 Figura 4.15 Gráfico da Força de Usinagem Real e Projetada 77
11 11 LISTA DE TABELAS Tabela 3.1 Composições químicas e carbonos equivalentes do Aço AISI P20 49 Tabela 3.2 Parâmetros de Corte utilizado no Experimento 52 Tabela 3.3 Cálculo do Número de Pontos Amostrados por Aresta de Corte 54 Tabela 4.1 Variação da Força de Usinagem em Relação a Vc 68 Tabela 4.2 Variação da Força de Usinagem em Relação à Posição 68 Tabela 4.3 Taxa Média do Incremento da Força de Usinagem em Relação a Posição da Ferramenta de Corte 76 Tabela 4.4 Percentual de Influência da Extremidade Central da Ferramenta de Corte 78
12 12 ABREVIAÇÕES E SIGLAS Raio efetivo máximo ae Profundidade radial de corte Al Alumínio ap Profundidade axial de corte APC Aresta postiça de corte AR Área do material remanescente (mm2) Raio efetivo mínimo CAD Computer Aided Design CAM Computer Auded Manufacturing CNC Comando numérico computadorizado F Avanço (mm/volta) Fap Força de apoio Fc Força de Corte Ff Força de Avanço Fy Componente y da força de usinagem Fp Força passiva Ft Força ativa Fu Força de usinagem Fx Componente x da força de usinagem Fz Componente x da força de usinagem fz avanço por dente H Comprimento de seção transversal de material remanescente h Espessura do cavaco (mm) HSM High Speed Machining HV Dureza Vickers Ks Pressão específica de corte n Velocidade de rotação do eixo árvore PVD Physical Vapour Deposition R Raio da ferramenta Ref Raio efetivo de corte RF Raio da ferramenta de corte RP Raio da peça RPM Rotações por Minuto TiAlN Nitreto de Titânio e Alumínio TiN Nitreto de Titânio Vc Velocidade de corte Vf Velocidade de avanço Z Número de dentes
13 13 SUMÁRIO 1. INTRODUÇÃO OBJETIVO GERAL OBJETIVOS ESPECÍFICOS ESTRUTURA DO TRABALHO FUNDAMENTAÇÃO TEÓRICA PROCESSOS DE USINAGEM USINAGEM POR FRESAMENTO FRESAMENTO DE FORMAS COMPLEXAS CONDIÇÃO DE CONTATO FERRAMENTA/PEÇA FORÇA DE USINAGEM MATERIAIS E MÉTODOS CORPO DE PROVA PLANEJAMENTO DA USINAGEM RESULTADOS E DISCUSSÕES ESTUDO DA CONDIÇÃO DE CONTATO FERRAMENTA/PEÇA COMPONENTES DA FORÇA DE USINAGEM ANÁLISE QUANTITATIVA DA FORÇA DE USINAGEM ANÁLISE DA INFLUÊNCIA DAS VARIÁVEIS DE ENTRADA CONCLUSÕES REFERÊNCIAS ANEXOS E APÊNDICES... 85
. A indústria automobilística é a maior cliente dos fabricantes de moldes e matrizes, seguidas pelas indústrias eletrônicas e a de eletrodomésticos.")

14 14 1. INTRODUÇÃO Em Joinville, há um aglomerado de, aproximadamente, 300 empresas de fabricação de moldes e matrizes para a indústria do plástico, contando com cerca de colaboradores (RESENDE e GOMES, 2004). A indústria automobilística é a maior cliente dos fabricantes de moldes e matrizes, seguidas pelas indústrias eletrônicas e a de eletrodomésticos. O tempo de fabricação equivale a 60% do tempo do projeto de molde ou matriz (FALLBÖHMER et al, 1996). O custo de usinagem consome grande parte do custo total de fabricação de um molde ou matriz, conforme se verifica na Figura 1.1. Figura 1.1 Custo de Fabricação de Moldes e/ou Matrizes (SANDVIK, 1999) Custo de Fabricação de Molde e/ou Matrizes 10,0% 5,0% Usinagem 20,0% 67,0% Matéria Prima Tratamento Térmico Montagem/Ajustes A fabricação do molde representa um custo de 30% na fabricação de um produto plástico. A cadeia produtiva, dia-a-dia, renova-se em busca de novos métodos de produção, além de novas tecnologias que possibilitem economia de tempo, melhor qualidade e flexibilidades. A criação e manufatura de ferramentais estão diretamente ligadas à inovação tecnológica, a qual visa melhor qualidade para o produto final, atender as exigências do mercado, bem como aumentar a produtividade dos processos de fabricação (BOUJELBENE, 2004). Nesta cadeia de fabricação são empregados

15 15 sistemas CAD/CAM/CNC, para modelamento das formas complexas, para geração das trajetórias complexas e execução da usinagem de formas complexas. A usinagem de formas complexas é, normalmente, utilizada em vários processos de manufatura industrial como automotiva, aeroespacial, processamento de polímeros, entre outros, cuja difusão ocorre na confecção de moldes e matrizes. Esse processo atualmente apresenta várias ineficiências durante a fabricação de moldes e matrizes (GUZEL e LAZOGLU, 2003). A cadeia de manufatura na qual a indústria de moldes se insere, é apresentada na Figura 1.2 (SOUZA e BONETTI, 2007). Figura 1.2 Manufatura de Produtos Plásticos que utilizam Ferramentais (SOUZA e BONETTI, 2007) O fresamento com ferramentas de ponta esférica é muito utilizado nas operações de acabamento para a fabricação de moldes e matrizes. A geometria dessa ferramenta é conveniente para usinagem de formas complexas. Entretanto, a alteração do contato ferramenta-peça é constante. Adicionalmente, a velocidade de corte altera-se conforme
16 16 a posição relativa ferramenta-peça. Essas características são significativas nas condições de corte (SOUZA et al, 2010). Para remover o material no processo de usinagem é necessário deformá-lo e rompe-lo, para isso é necessário que a ferramenta atue com uma força sobre a peça usinada. O conhecimento da grandeza e direção dessa força é de vital importância para o dimensionamento dos elementos de máquinas-ferramentas e na determinação dos parâmetros de corte e estimativa da precisão atingível durante a usinagem (KÖNIG e KLOCKE, 1999). A tensão de cisalhamento e o atrito, na interface ferramenta-cavaco são dois fenômenos importantes na avaliação da força de usinagem e merecem estudo, pois qualquer redução implica na diminuição do aquecimento e dos esforços no corte e, consequentemente, no aumento da vida útil da ferramenta de corte (BAPTISTA, 2002). Os principais fatores geométricos para estimar a força de usinagem são: os ângulos da ferramenta de corte, a posição da ferramenta em relação à peça, a seção transversal do cavaco e sua magnitude. Devem ser considerados os fatores geométricos, metalúrgicos, químicos e térmicos, envolvidos no processo de remoção de material para estimar a força de usinagem (MICHELETTI, 1980). O estudo da força de usinagem em geometrias complexas com ferramentas de ponta esférica necessita de uma atenção especial devido à complexidade do contato ferramenta peça, trajetória da ferramenta, direção e sentido de corte e a extremidade central da ferramenta de corte. Muitos estudos para prever a força de usinagem foram realizados, entretanto observam-se simplificações nos modelos propostos. Um modelo matemático que possa representar o processo de usinagem de formas complexas ainda é uma meta que exigirá bastante esforço (SOUZA et al, 2010). O aumento das exigências do projeto industrial, buscando cada vez mais formas para a apresentação de um produto, fez com que o uso de produtos e objetos contendo geometrias complexas se intensificasse. Esses produtos são fabricados por importantes ferramentas conhecidas como moldes e matrizes (LAZOGLU e ALTINTAS, 2002).
17 OBJETIVO GERAL Estudar a força de usinagem no processo de fresamento de formas complexas empregando uma ferramenta de corte com ponta esférica OBJETIVOS ESPECÍFICOS Este trabalho tem como objetivos específicos: Realizar um estudo do contato do par ferramenta/peça. Coletar e analisar a força durante o processo de usinagem. Analisar a influência das variáveis de entrada na força de usinagem, alterando a velocidade de corte, posição da ferramenta, sentido e direção de corte ESTRUTURA DO TRABALHO Este trabalho está estruturado em cinco capítulos, como descritos a seguir: Capítulo 1 Introdução e contextualização O capítulo descreve o cenário da indústria de moldes e matrizes, os principais processos relevantes para fabricação, e os objetivos propostos para realizar o trabalho. Capítulo 2 Fundamentação teórica São apresentadas as principais tecnologias e ciências envolvidas nesse trabalho, suas especificações e características. Capítulo 3 Planejamento Experimental Descreve-se cada etapa do experimento na respectiva ordem de execução, são apresentados os critérios para análise do problema, bem como os recursos empregados no trabalho. Capítulo 4 Resultado e Discussões São analisados os resultados obtidos nos experimentos e realizadas as devidas comparações entre as variáveis do processo. Capítulo 5 Conclusão Apresentam-se as conclusões finais do trabalho. Os aspectos importantes são evidenciados, além de sugestões para futuros trabalhos.

18 18 2. FUNDAMENTAÇÃO TEÓRICA Neste capítulo, abordam-se os principais assuntos referentes a este estudo PROCESSOS DE USINAGEM A usinagem é um processo de fabricação que dá forma à peça, removendo o cavaco. É o processo mais popular do mundo, aproximadamente 10% de toda a produção de metais é transformado em cavacos. Outra característica do processo de usinagem é praticidade, ainda que envolva um elevado número de variáveis (FERRARESI, 1970; TRENT e WRIGHT, 2000; SHAW, 2005). Os processos de fabricação são classificados em remoção de cavacos e sem remoção de cavacos, conforme a Figura 2.1. Figura 2.1 Classificação dos Processos de Fabricação (MACHADO et al, 2009)
19 19 Os processos qualificados com remoção do cavaco, ainda podem ser divididos em convencional e não convencional. O processo de usinagem de fresamento está classificado como sendo um processo convencional. Na usinagem de moldes e matrizes, a partir de um bloco é dada forma à peça, removendo-se o cavaco. O processo de fresamento se caracteriza por fixar a peça na mesa, cuja ferramenta se rotaciona no próprio eixo (DINIZ et al, 2001). Nesse trabalho, será focada a operação de moldes e matrizes de formas complexas USINAGEM POR FRESAMENTO Fresamento é um processo de usinagem, cujo corte é intermitente. Normalmente a ferramenta, a fresa, é multicortante e rotaciona-se no próprio eixo, e a peça usinada é fixa numa mesa que faz o movimento linear (BLACK et al, 1995). Esse processo é predominante na fabricação de moldes e matrizes, devida a sua versatilidade na produção de geometrias diversas, além de garantir elevadas taxas de remoção de material. No processo por fresamento existe uma série de parâmetros de corte importantes (Figura 2.2), que descrevem quantitativamente os movimentos, as dimensões e outras características da operação de corte. Os principais parâmetros de corte do processo de fresamento são (FERRARESI, 1970): Velocidade de Corte (Vc): velocidade instantânea do ponto selecionado sobre a aresta de corte, em relação à peça, segundo a direção e o sentido de corte. O movimento de corte no fresamento é proporcionado pela rotação da ferramenta, sendo então uma velocidade tangencial;
: quantidade que a ferramenta penetra na peça, medida")
20 20 Avanço por dente (fz): distância linear percorrida por um dente da ferramenta no intervalo em que dois dentes consecutivos entram no corte na direção de avanço; Profundidade de corte axial (ap): é a profundidade da aresta principal de corte, medida perpendicular na direção perpendicular ao plano de trabalho; Profundidade de corte radial (ae): quantidade que a ferramenta penetra na peça, medida no plano de trabalho e perpendicular a direção de avanço. Figura 2.2 Parâmetros de Corte no Fresamento (seco tools) O fresamento é destinado à obtenção de superfícies quaisquer com o auxílio de ferramentas geralmente multicortante, além de garantir elevadas taxa de remoção de
21 21 material, e classifica-se conforme a disposição dos dentes ativos da ferramenta (DINIZ et al, 2001): Fresamento tangencial: O eixo da rotação da ferramenta encontra-se paralelo á superfície da peça a ser usinada. As ferramentas apresentam dentes ativos na periferia (superfície cilíndrica) da ferramenta, e são conhecidas como fresas cilíndricas ou tangenciais; Fresamento frontal: A ferramenta apresenta-se montada em um fuso que gira a uma determinada rotação do eixo perpendicular á superfície da peça. As ferramentas apresentam dentes ativos na superfície frontal, e são conhecidas como fresas frontais ou de topo. A característica marcante desse processo de usinagem é o corte intermitente, que, conforme Stemmer (2005), é gerado pelas arestas cortantes, provocando tensões que comprometam o desempenho das ferramentas. O corte intermitente é gerado pelo fato de que cada aresta de corte da ferramenta passa por uma fase ativa onde acontece a remoção de material desejado, e uma fase inativa, onde não ocorre remoção de material. No momento em que a aresta cortante está na fase inativa, e passa para a fase ativa, a ferramenta é submetida a elevadas variações térmicas e tensões mecânicas que promovem o aparecimento de trincas nas arestas cortantes, agravando-se com as solicitações durante o corte. Silva et al (2008), comenta que o fresamento, por apresentar como característica o corte interrompido, está mais sujeito a avarias e quebras de ferramentas que outros processos de usinagem, por isso as ferramentas da operação de fresamento devem ser fabricadas de um material que tenha boa resistência ao impacto, para não apresentar falhas precipitadas. Durante a operação de fresamento, tanto a peça como a ferramenta podem assumir movimentos relativos, independente ou combinado, de acordo com a direção de corte e de avanço Stemmer (2005), podendo obter dois tipos de sentido de corte, como ilustrado na Figura 2.3:
22 22 Concordante (Figura 2.3 (a)): O fresamento concordante tem os movimentos de corte e de avanço em mesmo sentido. Inicia-se o corte gerando um cavaco de grande espessura, evitando o efeito do encruamento por deformação plástica. A grande espessura do cavaco gera uma pressão específica menor, e as forças de corte tendem a empurrar a peça contra a ferramenta, mantendo a aresta no corte. A ferramenta utilizada no fresamento concordante terá menor desgaste nas arestas cortantes devido ao início do corte, onde o cavaco inicia em grande espessura, e o acabamento superficial da peça será melhor em comparação ao discordante. Necessita de máquinas, onde as guias direcionais são de fusos de esferas. Discordante (Figura 2.3 (b)): O fresamento discordante tem os movimentos de corte e de avanço em sentidos opostos. Inicialmente quando a aresta de corte toca a peça ela é forçada para dentro (deformação plástica), criando um excessivo atrito e altas temperaturas, fazendo com que a superfície fique encruada. Quando a pressão da aresta cortante atinge um valor capaz de vencer a tensão de ruptura do material da peça, a ferramenta penetra a peça e, com os movimentos de usinagem, retira uma porção de cavaco em forma de vírgula. A espessura do cavaco inicia em zero gerando uma pressão específica máxima, obtendo elevadas forças de corte, que tendem a afastar a ferramenta da peça. O material no início do corte é mais duro, pelo encruamento produzido pelo dente precedente, havendo uma redução na vida das arestas cortantes da ferramenta.
 Segundo Altintas (2000), quando ocorre a remoção de material em altas taxas é recomendado o fresamento discordante e o fresamento concordante para acabamentos leves")
23 23 Figura 2.3 Sentido de Corte (SANDVIK, 2005) Segundo Altintas (2000), quando ocorre a remoção de material em altas taxas é recomendado o fresamento discordante e o fresamento concordante para acabamentos leves a fim de obter uma superfície mais suave. Em usinagem de formas complexas em moldes e matrizes, normalmente é empregada a usinagem nos dois sentidos de corte. Entretanto, recomenda-se que o sentido seja concordante, porque a mudança constante do sentido leva à ruptura da aresta de corte após pouco tempo de usinagem (KLOCK e KRIEG, 1999) FRESAMENTO DE FORMAS COMPLEXAS A usinagem de moldes e matrizes envolve operações de fresamento que podem ser classificadas como (SOUZA et al, 2007): Desbaste: Operação de fresamento CNC partindo de um material bruto, é executada em 2 1/2 eixos, quando se utiliza um bloco cúbico de matéria-prima. A ferramenta é posicionada a determinada altura em Z e depois executa movimentos em dois eixos para remoção de material desse nível. Finalizada a remoção, a ferramenta se posiciona em uma nova altura em Z (profundidade axial de corte), remove o material desse plano, repetindo o processo, até a conclusão do desbaste. Normalmente, deixa-se um sobremetal para a operação final de acabamento.
24 24 Alívio de Cantos: Operação cuja finalidade é remover o material não usinado no desbaste, em áreas não atingidas pela ferramenta de corte, devido à utilização de ferramentas de diâmetro grande. Portanto, na operação de alívio de cantos, empregamse ferramentas com diâmetros menores, para se usinar regiões com raios de concordância. Pré-Acabamento: Tem por finalidade eliminar o volume de material deixado pelo desbaste, em função do processo de usinagem em 2 1/2 eixos. Após o desbaste, observam-se degraus formados na geometria usinada, como documentado por CAPLA et al (2005). O pré-acabamento, assim como a operação de alívio de cantos, tem a finalidade de deixar constante o volume de material a ser removido nas operações de acabamento. Acabamento: Operação de fresamento CNC tridimensional, utilizando 3, 4 ou 5 eixos de liberdade, conforme a disposição da máquina ferramenta. Essa operação visa remover todo o material excedente das operações anteriores e obter a melhor qualidade superficial possível no fresamento. Souza et al (2010) realizaram um estudo utilizando softwares de simulação, para quantificar o material remanescente em uma geometria plana com determinada inclinação, usando a estratégia de desbaste com uma ferramenta de topo reto e com uma ferramenta de ponta esférica, como mostra a Figura 2.4.
, utilizando uma ferramenta de ponta esférica.")
25 25 Figura Material remanescente da operação de desbaste (SOUZA et al, 2010) A Figura 2.4 (a) ilustra a operação realizada com uma ferramenta de topo reto e a Figura 2.4 (b), utilizando uma ferramenta de ponta esférica. As simulações realizadas pelos autores demonstram que a ferramenta de ponta esférica deixa um volume de material remanescente 80% menor quando comparado com o volume deixado pela ferramenta de topo reto. A Figura 2.4 (a) mostra a área de material remanescente de um passe de corte. No detalhe, observa-se que, trigonometricamente, define-se a fórmula da área do material remanescente (Ar) e a fórmula do comprimento máximo da seção transversal de corte (H), em função da profundidade de corte (ap), e da inclinação da superfície (θ), demonstrados pelas equações 1 e 2. Ar=. (1) H=ap.cosθ (2) Onde: Ar: Área do material remanescente (mm²) ap: Profundidade de corte (mm) H: Comprimento da seção da transversal de material remanescente (mm) θ: Inclinação da superfície (graus)

26 26 Este trabalho foca a operação de acabamento no fresamento de cavidade de moldes e matrizes CONDIÇÃO DE CONTATO FERRAMENTA/PEÇA Para compreender melhor o processo de fresamento de geometrias complexas, é importante analisar o contato da ferramenta com a peça, verificando as dificuldades do processo. A Figura 2.5 ilustra o material remanescente deixado por uma operação de desbaste em uma geometria, utilizando uma ferramenta de topo reto e uma ferramenta de ponta esférica. Figura 2.5 Desbaste por ferramentas de topo plano e esférico (SOUZA et al, 2010) Cada tipo de ferramenta leva um determinado tempo para realizar a usinagem da geometria. A ferramenta de ponta esférica apresenta um tempo de usinagem superior, quando comparada à ferramenta de topo reto, pois o avanço radial de corte (ae) é reduzido devido a sua geometria. O diâmetro efetivo de corte é determinado pelas equações 3 e 4, em uma superfície plana. A Figura 2.6 demonstra as variáveis das equações.
 ef =2.ap.")
27 27 Figura 2.6 Diâmetro Efetivo de Corte em Superfícies Planas (SANDVIK, 1999) Ref=R R ap (3) ef =2.ap.( ap) (4) Onde: Ref: Raio efetivo de corte máximo (mm) ef: Diâmetro efetivo de corte (mm) ap: Profundidade de corte (mm) R: Raio da ferramenta (mm) Durante o fresamento de geometrias complexas, utilizando ferramenta de ponta esférica, em algumas ocasiões, a ferramenta irá utilizar o diâmetro nominal para o corte, e, na maior parte dos casos, a região de contato entre ferramenta e peça vai variar o diâmetro efetivo, que dependerá da profundidade de corte e da inclinação da superfície (CHIANG et al, 1995).
28 28 Em alguns casos, no processo de fresamento de moldes e matrizes, as inclinações das superfícies se modificam constantemente. A etapa de acabamento dessas ferramentas é realizada por uma ferramenta de ponta esférica e, durante o processo, acontecem alguns fenômenos entre ferramenta e peça, variando o ponto de contato na superfície e o diâmetro efetivo. Dependendo da curvatura da superfície, a forma do cavaco se altera constantemente, devido à posição de contato da ferramenta com a peça. A Figura 2.7 mostra as variações do ponto de contato em uma passagem da ferramenta pela peça em passes paralelos (SOUZA et al, 2004). Figura 2.7 Pontos de Contato de uma Ferramenta de Ponta Esférica (SOUZA et al, 2010) Na Figura 2.7 (a), nota-se que a extremidade central da ferramenta está no corte, nesta o diâmetro efetivo de corte é nulo, logo, a velocidade de corte é zero, quando a profundidade axial for igual a zero. Acompanhando o sentido de usinagem até a posição D, a ferramenta oscila entre a direção de corte ascendente, de A para C e direção descendente C para D. Na posição C, a ferramenta está em contato com a peça apenas na extremidade central; na posição B, a ferramenta utiliza a periferia para o corte. Souza et al (2004) analisaram o contato ferramenta/peça e o diâmetro efetivo de corte em uma geometria semicircular. A Figura 2.8 apresenta as características do
29 29 contato de uma ferramenta esférica em uma geometria semicircular. Na posição a o segmento AC, representa o raio efetivo de corte da ferramenta no seu valor máximo. O segmento BD, representa o raio efetivo de corte no valor mínimo. Quando a ferramenta está na posição b esses segmentos são influenciados pela profundidade de corte (ap), pelo raio da ferramenta (RF), pelo raio da superfície (RP) e pela posição da ferramenta, definida pelo ângulo θ. O sobremetal representa a profundidade de corte (ap). Figura 2.8 Formato do Contato Ferramenta Peça (SOUZA et al, 2010) Nota-se, através da Figura 2.8, que, no início da usinagem onde a superfície usinada é perpendicular ao eixo da ferramenta, a profundidade de corte (ap) se encontra na direção axial da ferramenta. No decorrer da trajetória, a direção da profundidade de corte se altera, chegando a ser radial no final da usinagem. Na posição (a) quando a ferramenta utiliza o quarto quadrante de sua seção circular, a extremidade central da ferramenta participa do corte. Na posição (b), quando a ferramenta utiliza o terceiro quadrante de sua seção circular, o valor do sobremetal influencia somente o valor do raio efetivo mínimo, e o raio efetivo máximo fica independente do sobremetal. Tendo conhecimento dos diâmetros de corte máximo e mínimo, é possível definir o diâmetro efetivo mais apropriado para cada posição da ferramenta, assim como uma
30 30 expressão matemática para obter o diâmetro efetivo de corte, em função da posição na trajetória semicircular. Para isso, devem-se conhecer os ângulos formados pelos pontos extremos de contato da ferramenta com a peça, que são os pontos (A) e (B), sendo referenciado pelo ângulo (ξ) e pelo posicionamento da ferramenta com relação à superfície, chamado de ângulo (θ, o qual é definido pelo ponto de contato da ferramenta com o eixo horizontal. Utilizando-se a lei dos cossenos na geometria demonstrada na Figura 2.8 obtém-se: RP+ap =RP+RF +RF 2.RP+RF.RF.Cos ξ (5) O ângulo (ξ) pode ser obtido pela equação abaixo: ξ=cos -. / Onde: RP: Raio da superfície RF: Raio da ferramenta ap: Profundidade de corte (mm) Calculando o valor do ângulo (ξ e conhecendo a posição da ferramenta no instante do corte em relação à peça (ângulo θ, o ângulo ψ é determinado como θ+ψ+ ξ=90. Portanto, o raio efetivo máximo (AC ) é calculado, ou seja, no início da usinagem, utilizando os quadrantes 3 e 4 para o corte, como mostra a equação 7. AC =RF.Sen ψ 7 Tendo o deslocamento no sentido de avanço, a ferramenta passa a utilizar somente o terceiro quadrante para o corte, visto que o volume de material não influencia mais na dimensão do raio efetivo máximo, podendo ser calculado pela função da posição da ferramenta em relação à superfície usinada, como mostra a equação 8.
31 31 AC =RF.Cos θ 8 Já o raio efetivo mínimo (BD ) é calculado pela expressão 9, válida para a variável θ+ξ 90. Quando θ+ξ= 90, a ferramenta troca seu quadrante de usinagem, como ilustra a Figura 2.9, onde o raio efetivo mínimo é nulo, pois a ferramenta utiliza o centro para o corte. BD =RF.Sen;θ+Cos -. / < A Figura 2.9 demonstra as características do contato ferramenta/peça em três momentos diferentes, quando se pode verificar a posição do centro da ferramenta de corte, no decorrer da usinagem. Durante a usinagem da peça, o diâmetro efetivo de corte se altera constantemente, mas os ângulos ξ e α permanecem constantes. Esses ângulos são apenas calculados em função do raio da peça (RP), do raio da ferramenta (RF) e da profundidade de corte (ap). Para essa superfície, a área da seção transversal do cavaco é dependente somente do avanço por dente (fz) e da profundidade de corte (ap). Figura 2.9 Posição do Centro da Ferramenta de Corte no decorrer da Usinagem (SOUZA et al, 2010)
32 32 No momento em que a ferramenta altera o contato, utilizando somente o terceiro quadrante para o corte, ocorre uma alteração de sentido das componentes da força de usinagem. Durante o processo de fresamento, a direção de corte de uma ferramenta pode ser ascendente ou descendente, como mostra a Figura Figura 2.10 Direção de Corte Descendente (A) e Ascendente (B) Pelas Figuras 2.10 (a) e 2.10 (b), podem-se notar diferenças na área de contato da ferramenta de corte com a peça. O volume de material a ser removido apresenta-se uniforme, caracterizando a etapa de acabamento final. No sentido de corte ascendente, o contato mais avançado da ferramenta com o material se dá no diâmetro efetivo máximo, cuja velocidade de corte é máxima e, no sentido de corte descendente, o material com o diâmetro efetivo mínimo, cuja velocidade de corte é mínima. Os sistemas CAD/CAM mais utilizados, atualmente, não consideram as características do contato da ferramenta com a peça. Desse modo, geram vibrações e deflexões nas ferramentas durante a usinagem, interferindo na precisão da peça e na qualidade da superfície (SOUZA e ULBRICH, 2009).
33 FORÇA DE USINAGEM As forças atuantes no processo de usinagem, segundo Trent e Wright (2000), são de suma importância para dimensionar a potência da máquina e, automaticamente, verificar o consumo de energia, adequação das estruturas rígidas da máquina para evitar vibração. A força de corte varia muito, conforme tipos de ferramentas, ângulos de aplicação de cortes e também dos materiais em processo. As forças de usinagem (F u ) podem ser decompostas em Força de avanço (F f ), Força de Apoio (F ap ) e Força passiva (F p ), correspondente à projeção da F u sobre a direção de avanço, a projeção de F u sobre a direção perpendicular à direção de avanço e a componente de F u perpendicular ao plano de trabalho, respectivamente, conforme mostra a Figura Os esforços de corte são decorrentes de três fatores: cisalhamento, atrito entre a superfície de saída da ferramenta e o cavaco e atrito entre a superfície de folga e a peça. As forças de usinagem são consideradas como uma ação da peça sobre a ferramenta. A força total resultante que atua na cunha cortante durante o processo de usinagem é chamada de força de usinagem (Fu) (FERRARESI, 1970). Figura 2.11 Forças de corte no processo de usinagem (DINIZ et al, 2001)
34 34 A princípio, diversos fatores são desconhecidos no processo de usinagem, como a direção e o sentido da força de usinagem, tornando impossível medi-la e conhecer melhor suas influências, logo, não se trabalha com a força de usinagem, propriamente, mais com suas componentes, seguindo diversas direções conhecidas. A força de usinagem está em uma componente no plano de trabalho, chamada de força ativa (F t ) e em outra componente, perpendicular ao plano de trabalho, chamada força passiva ou força de profundidade (F p ). As componentes da força ativa contribuem para a potência de usinagem, pois está no plano de trabalho, onde os movimentos de usinagem são realizados (STEMMER, 2007) Força de corte (F c ) projeção de F u sobre a direção de corte; Força de avanço (F f ) projeção de F u sobre a direção do avanço; Força de apoio (F ap ) projeção de F u sobre a direção perpendicular à direção de avanço. A Força Passiva é componente que não contribui para a potência de usinagem, pois é perpendicular aos movimentos, (é perpendicular ao plano de trabalho, onde ocorrem movimentos de corte e avanço). Mesmo não tendo influência na potência de usinagem, é importante estudá-la, pois é responsável pela deflexão elástica da peça e da ferramenta durante o processo de corte, por isso é responsável pela dificuldade de obtenção de tolerâncias de forma e dimensão apertadas (STEMMER, 2007). Muitos fatores que influenciam os valores da força de corte também influenciam as forças de avanço e de profundidade, mas alguns fatores, como o raio de ponta da ferramenta e os ângulos de posição e de inclinação, têm influência marcante nas componentes da força de usinagem. Uma máquina-ferramenta gera potência para girar seu eixo-árvore, executar o movimento de corte e executar o movimento de avanço. A força de corte varia de acordo com a seção do cavaco, então se determinou a equação teórica da força de corte, conforme equação 10:
35 35 F > = x A 10 Onde: K s é a pressão específica de corte A é a área da seção do cavaco. A Equação 10 foi aproximada, caso a ferramenta possua raio de ponta muito pequeno (MACHADO et al, 2009). Foram propostas várias fórmulas analíticas, relacionando o K s com as diversas grandezas que influenciam, e a mais utilizada é a fórmula de Kienzle, que considera a influência da espessura de corte. É possível observar a combinação entre o avanço e o ângulo de posição na equação 11: h -F G 11 Onde: K s1 e Z s São valores obtidos experimentalmente, considerando a relação ferramenta/ peça e podem estabelecer relações semelhantes para obter as pressões específicas de corte nas direções de profundidade e de avanço (MACHADO et al, 2009). Quanto ao material da peça a ser usinada, à medida que aumenta a porcentagem de carbono nos aços, a pressão específica de corte aumenta. O aumento da porcentagem de fósforo causa uma diminuição nesse valor, diversos elementos como chumbo, boro, sulfeto de manganês causam o mesmo efeito. Durante a formação de cavaco, esses elementos deformam-se plasticamente e produzem planos de baixa resistência, cuja energia necessária para quebra do cavaco é menor. Essas inclusões também funcionam como lubrificante. Nos aços, a presença de sulfeto de manganês diminui o valor da pressão de corte. Na maioria das vezes, quando a dureza da peça cresce, a pressão específica de corte também cresce, mas isto nem sempre acontece. Materiais com durezas semelhantes podem ter valores de pressão específica de corte
36 36 muito diferentes, devido a diversos fatores, dentre eles a presença de elementos de liga diferentes (DINIZ e NEVES, 2003). Dentre as diversas propriedades de um material, a que pode ser mais relacionada com pressão específica de corte é a tensão de ruptura (ou de escoamento) ao cisalhamento do material, já que formação de cavaco é um processo que envolve bastante cisalhamento (TRENT e WRIGHT, 2000). Com a variação do material da ferramenta, ocorre um incremento desprezível no coeficiente de atrito entre cavaco e superfície de saída da ferramenta, que não chega a influir significativamente nos valores de pressão específica de corte. Quando se varia o material da ferramenta entre as diversas classes de metal duro para usinagem de aços, a variação dos esforços de corte é desprezível. Ferramentas com cobertura de nitreto de titânio tendem a diminuir o coeficiente de atrito entre cavaco-ferramenta e ferramenta-peça, com isso os valores de pressão específica de corte também diminuem, tornando-os menores que os das outras ferramentas (NAKAYAMA e ARAI, 1976). Os ângulos de saída e de inclinação da ferramenta provocam uma diminuição na pressão específica de corte, à medida que seus valores aumentam, pois a deformação do cavaco diminui a resistência da ferramenta com o aumento do ângulo de saída e aumenta a sensibilidade aos choques (TRENT e WRIGHT, 2000). Isso se torna bem visível quando se usinam materiais dúcteis, que se deformam antes de se romperem. Na usinagem de materiais frágeis como o ferro fundido, que deforma bem pouco antes da ruptura, a influência na pressão de corte é desprezível, pois tem pouca influência na variação dos ângulos de saída e de inclinação (SHAW, 2005). No corte de materiais frágeis, a utilização de ângulos de saída e de inclinação negativos é a mais recomendada, pois não influenciam nos esforços de corte e aumentam a resistência da cunha da ferramenta, o que é bastante desejado no corte de materiais como ferro fundido (POLLI, 2005). O próprio mecanismo de formação de cavaco de materiais frágeis gera um tipo de corte interrompido, pois uma porção de cavaco, ao sofrer a deformação presente no processo de usinagem, logo se rompe totalmente e é impulsionada para fora da região de corte, fazendo com que a ferramenta tenha que percorrer uma pequena distância em vazio.
37 37 Ferramentas com geometria negativa são recomendadas mesmo na usinagem de materiais dúcteis, pois é sempre bom que a cunha da ferramenta possua maior resistência aos choques, e também pelo fato de que as pastilhas com geometria negativa possuem arestas dos dois lados, fazendo com que o custo por aresta da pastilha diminua, já que os preços de pastilhas positivas e negativas são semelhantes. Geometrias positivas são recomendadas somente quando usadas em materiais dúcteis, quando baixas forças de corte são necessárias, como nos casos de acabamento, onde a ferramenta é pouco rígida e a busca de bons acabamentos superficiais é imposta pelo projeto da peça. Quando o ângulo de folga diminui, aumenta o atrito entre a peça e a ferramenta, crescendo também o valor da pressão específica de corte. Isso é crítico quando o ângulo de folga é menos do que 5 graus. Um aumento do ângulo de folga muito acima de 5 graus, praticamente não tem influência no valor da pressão de corte e diminui a cunha da ferramenta, diminuindo sua resistência aos choques (DINIZ et al, 2001). A pressão específica diminui com a área de secção de corte, devido, principalmente, ao aumento do avanço. Durante o processo de formação de cavaco, parte do volume de material deformado escorrega entre a peça e a superfície de folga da ferramenta, gerando o chamado fluxo lateral de cavaco (MACHADO et al, 2009). A força consumida por esse fenômeno é relativamente grande quando se tem avanço (ou espessura de corte) pequeno, pois o volume de material que se transforma em cavaco não é muito maior que o volume de material que flui lateralmente (TRENT e WRIGHT, 2000). À medida que o avanço ou a espessura de corte cresce, o fluxo lateral de cavaco é relativamente menor, pois agora quase todo volume de material deformado se transforma em cavaco, fazendo com que a pressão específica de corte diminua. Outro fator que causa a diminuição da pressão específica de corte com o crescimento do avanço é o aumento da velocidade, que diminui o coeficiente de atrito, pois o corte se torna mais dinâmico (DINIZ et al, 2001). O aumento da profundidade de usinagem (ap), praticamente, não altera o valor da pressão específica de corte, a não ser para pequenos valores ap, pois o crescimento
38 38 da profundidade de usinagem só faz aumentar o comprimento de contato ferramentapeça, sem aumentar as velocidades envolvidas (RAMOS et al, 2003). O crescimento da força de corte é diretamente proporcional ao da profundidade de usinagem, mas, quando o avanço cresce, a força de corte também cresce, não na mesma proporção, já que ocorre diminuição do valor da pressão específica de corte (DINIZ et al, 2001). A presença da aresta postiça de corte tende a diminuir o valor da pressão específica de corte, porque o ângulo efetivo de saída tende a aumentar (STEMMER, 2005). Assim, no corte de materiais dúcteis com velocidades baixas, o valor da pressão específica de corte tende a diminuir com o crescimento da velocidade de corte, devido à diminuição da deformação, da dureza do cavaco e dos coeficientes de atrito. Na presença do desgaste de flanco, que ocorre na superfície de folga da ferramenta, causado pelo contato entre ferramenta e peça, a pressão específica de corte aumenta à medida que o desgaste cresce, devido ao aumento do atrito peçaferramenta (DINIZ et al, 2001). O crescimento dos esforços na fase final da vida da ferramenta se dá pela excessiva deformação já causada à aresta de corte, com valores altos dos desgastes de flanco e cratera (MACHADO et al, 2009). Para efeito da previsão da grandeza das forças envolvidas durante a usinagem, a ação de uma ferramenta de corte de fresamento pode ser considerada como trabalho simultâneo de diversas ferramentas monocortantes (LI et al, 2000). Os fatores determinantes, no processo de fresamento, que influênciam no resultado do trabalho são: Profundidade Axial (ap), Profundidade Radial (ae), Avanço por dente (fz), Velocidade de Corte (Vc), Velocidade de Avanço (Vf), diâmetro da fresa e número de dentes (STEMMER, 2005). A geometria de ponta esférica propicia o corte do material em qualquer inclinação de 0 a 90º com relação à horizontal, tornando possível a reprodução nas superfícies inclinadas (TOH, 2005). A superfície gerada pela ferramenta de topo esférica resulta numa superfície ondulada, a distância entre a ondulação é dada pela profundidade radial (ae) e, quanto menor esse valor, menor a altura da ondulação, como consequência, menor a rugosidade (CHEN, 2005).
39 39 As forças de usinagem são elementos chaves para análise do conjunto máquina e parâmetros de corte, normalmente utilizada em sistemas de monitoramento (SCHROETER et al, 2001). Especificamente, a força de corte é utilizada para estimar a maior parcela da potência requerida na usinagem. Para se estimar a força de usinagem, devem ser considerados fatores geométricos, metalúrgicos, químicos e térmicos envolvidos no processo de remoção de material. Os principais fatores geométricos são: os ângulos da ferramenta de corte; a posição da ferramenta em relação à peça; a seção transversal do cavaco e sua magnitude. Os fatores metalúrgicos estão relacionados à dureza do material, que determinam diretamente as forças atuantes na ferramenta de corte e o coeficiente de atrito entre a ferramenta e a peça. Entre os fatores químicos, devem ser considerados a adesão molecular e o fenômeno de difusão, responsáveis pela formação de arestas postiças e o desgaste da ferramenta. Os fatores térmicos estão associados ao atrito e diretamente relacionados com o processo de deformação plástica do material a ser removido. Estudos sobre a formação de cavaco em metais se iniciaram ao final do século XIX (COELHO et al, 2003). A força de corte corresponde a 75% da força de usinagem e 25% são atribuídas às forças de atrito (BLACK et al, 1995). Foram desenvolvidos muitos modelos de cálculo das forças de corte, mas, na prática, suas aplicações são limitadas por causa das características empíricas (FAN e LOFTUS, 2006). Aspinwall (2007) realizou estudo da influência da orientação do corte com o posicionamento da peça a ser usinado, com ferramenta de ponta esférica. O corpo de prova com geometria plana e outro corpo de prova com geometria triangular representa uma superfície inclinada a 45º, cujo avanço da usinagem ocorre transversal à inclinação e ao avanço radial em duas direções: ascendente e descendente. A Figura 2.12 mostra a atuação da ferramenta de corte e a diferença da velocidade de corte ao longo do corte.
40 40 Figura 2.12 Atuação da Ferramenta de Corte e a variação da Vc (ASPINWALL, 2007) Superfície Usinada Copo de Prova Copo de Prova Copo de Prova Superfície Usinada Superfície Usinada A Figura 2.12(a) mostra a atuação da ferramenta de corte na direção descendente e a velocidade de corte de 90 m/min e 35 m/min, devido ao diâmetro efetivo máximo e diâmetro efetivo mínimo da ferramenta, respectivamente. A Figura 2.12 (b) mostra a atuação da ferramenta de corte na direção ascendente e a velocidade de corte de 90 m/min e 66 m/min, devido ao diâmetro efetivo máximo e diâmetro efetivo mínimo da ferramenta, respectivamente. Nota-se que, na direção ascendente, o diâmetro efetivo mínimo é maior que na direção descendente, entretanto o diâmetro efetivo máximo também deverá ser maior. A Figura 2.12 (c) mostra a atuação da ferramenta de corte atuando no plano horizontal e a velocidade de corte de 90 m/min e 0 m/min. Nota-se que a extremidade central da ferramenta participa do corte onde o diâmetro é zero, com isso a velocidade de corte é nula. A Figura 2.13 mostra a força de usinagem em relação à orientação de corte.
41 41 Figura 2.13 Força de usinagem em relação à orientação de corte (ASPINWALL, 2007) Força (N) Descendente Horizontal Ascendente Horizontal Corpo de Prova Horizontal Nota-se, pela figura, que a força de usinagem foi superior na usinagem no plano horizontal, porque a extremidade central da ferramenta está atuando no corte. A componente Fz da força de usinagem, na direção ascendente, foi menor que na direção descendente, ocorre devido à compressão da ferramenta de corte sobre o material a ser usinado ao longo da sua trajetória. A força resultante foi menor na direção descendente. Aspinwall (2007), ao analisar o desgaste da ferramenta e a tensão residual, observou que o melhor desempenho foi na direção ascendente na superfície inclinada a 45. Já a força resultante de corte e a rugosidade apresentaram melhor desempenho na estratégia descendente na superfície inclinada a 45. Entretanto, essa usinagem não representava uma superfície complexa, visto que o corte ocorreu transversal à inclinação, ocorrendo um corte onde o eixo de movimento z é constante. Fontaine et al (2006), sugere um modelo matemático para prever a força de corte em superfície ondulada, considerando a geometria da ferramenta, conforme pode ser visto na Figura 2.14.
42 42 Figura 2.14 Geometria da Ferramenta de Corte (a) Geometria Global (b) Geometria Local (c) Elementos do Corte (FONTAINE, 2006) A geometria global da ferramenta de ponta esférica é apresentada na Figura Nota-se, na Figura 2.14 (b), que o modelo usa um ponto P na aresta de corte como referência. Também se observam a profundidade axial (z) e o diâmetro efetivo de corte (R(z)), na Figura 2.14 (a). Os parâmetros da fresa de ponta esférica são definidas num sistema de coordenadas local (x, y e z). A representação do corte oblíquo no plano Ps é visto na Figura 2.14 (c) cuja velocidade de corte é representada pelo vetor V. A Figura 2.15 mostra a geometria do corpo de prova, sua representação e a definição da superfície e da trajetória da ferramenta de corte.
 corpo de prova usinado (b) representação geométrica (c) definição da superfície (d) definição da trajetória da ferramenta de corte (FONTAINE, 2006) A Figura 2.")
43 43 Figura 2.15 Geometria do Corpo de Prova (a) corpo de prova usinado (b) representação geométrica (c) definição da superfície (d) definição da trajetória da ferramenta de corte (FONTAINE, 2006) A Figura 2.15 (a) mostra a referência do sistema de coordenada local (x, y e z) da ferramenta de corte, onde, pela letra E no ponto O é definida a referência do sistema de coordenada global (x, y e z) do corpo de prova. A Figura 2.15 (b) mostra a representação dos sistemas de coordenadas local e global. A Figura 2.15 (c) mostra a superfície usinada no plano x e z, composta por dois semicírculos, um convexo e outro côncavo, e a variação da profundidade axial é representada por z. A Figura 2.15 (d) representa a trajetória da ferramenta e seu sistema de coordenadas.


44 44 A ferramenta de ponta esférica é modelada utilizando uma abordagem analítica do corte oblíquo, aplicado para cada passe. O contato ferramenta/peça é definido pela posição relativa do corte com as dimensões da peça. Os resultados obtidos dão boa aproximação para as forças de corte. Segundo Fontaine (2006), esse modelo é útil para melhor compreensão do processo de usinagem, a fim de melhorar o acabamento superficial, vida útil da ferramenta, estabilidade e otimização dos parâmetros de corte, trajetória da ferramenta e a inclinação do contato ferramenta/peça e a geometria da ferramenta de corte. Entretanto, esse modelo não leva em consideração a extremidade central da ferramenta atuando no corte. Lazoglu (2008) sugeriu um modelo matemático para determinar a força de corte, tempo de usinagem e o erro de forma em relação à estratégia de usinagem (zig-zag 45, zig-zag 0, Linhas Radiais e Arcos Concêntricos) em uma superfície complexa, para utilizar junto a CAM, baseado no cálculo analítico da área de contato entre a ferramenta e a peça. A Figura 2.16 mostra o corpo de prova e as estratégias de usinagem. Figura 2.16 Corpo de Prova (a) Linhas Zig-Zag 0º (b) Linhas Zig-Zag 45º (c) arcos concêntricos (d) Linhas Radiais (LAZOGLU, 2008) Os resultados obtidos no experimento são muito próximos do resultado simulado pelo modelo desenvolvido. A estratégia de usinagem de linhas Zig-Zag 0º (Figura 2.16 (a)) teve a maior força de corte, seguida pela estratégia linhas Zig-Zag 45º (Figura 2.16 (b)), arcos concêntricos (Figura (c)) e linhas radiais (Figura 2.16 (d)). Entretanto, o
45 45 modelo não leva em consideração a extremidade central da ferramenta atuando no corte. Sugere-se que os limites de uma curva tenham comportamento diferenciado, e a melhor maneira é a representação por um semicírculo de 0 a 90º em relação à horizontal. Ikua (2001) apresenta um modelo teórico para prever as forças de corte e o erro de usinagem no fresamento de superfícies complexas com ferramenta de ponta esférica. O corpo de prova representa meio círculo, ou seja, 180º, um côncavo e outro convexo, conforme mostra a Figura Figura 2.17 Corpo de Prova (a) Usinagem em Contorno (b) Usinagem em Rampa (IKUA, 2001) As Figuras 2.17 (a) e (b) mostram o corpo de prova com usinagem em contorno e rampa, respectivamente, com formato côncavo e convexo. O modelo criado leva em consideração a geometria e a espessura do cavaco, a partir de um ponto p na borda do corte, nessa equação são considerados o avanço, raio da ferramenta, o raio da peça, a profundidade axial de corte, bem como o ângulo de atrito e o ângulo de cisalhamento e a tensão de ruptura do material.
46 46 A força de corte não demonstra diferença significativa no formato côncavo e convexo. A avaliação é realizada no ângulo de posição da fresa de 15 a 75º. As duas componentes da força que influenciam o erro de usinagem são pouco afetadas em relação ao ângulo de posição. O mesmo corte foi dividido em três partes, um à esquerda, outro à direita e um no centro, e o erro de usinagem pode ser maior nas três partes, dependendo da profundidade radial de corte e da direção de avanço. Entretanto a avaliação foi verificada entre os ângulos de posição com a horizontal de 15 a 75, onde a extremidade central da ferramenta de corte não participa do corte. Ikua (2002) apresentou um experimento para validar o modelo teórico para prever a força de corte e o erro de usinagem no fresamento em superfícies complexas com ferramenta de ponta esférica, levando em consideração o raio da peça, o ângulo de posição, a profundidade axial de corte, profundidade radial de corte e o avanço por dente. A Figura 2.18 mostra o corpo de prova utilizado. Figura 2.18 Corpo de Prova (a) Usinagem em Contorno (b) Usinagem em Rampa (IKUA, 2002)

47 47 Esse experimento foi realizado variando o sentido de corte em concordante e discordante, e a direção de corte em ascendente e descendente. A força de corte encontrada no experimento não demonstra diferença significativa com a força de corte simulada no modelo elaborado, a análise ocorre no ângulo de posição da fresa de 15 a 75º. Ikua (2002) concluiu que as duas componentes da força de corte que afetam o erro de usinagem são influenciadas pela posição do ângulo em relação à horizontal e que, em geral, o erro de usinagem diminui com o aumento do ângulo de posição. Entretanto, a avaliação ocorreu entre os ângulos em relação à horizontal de 15º e 75, o que significa que o centro da ferramenta não participa do corte. Acima do ângulo de 75, o centro da ferramenta participa do corte, em cuja região o diâmetro efetivo é zero, logo, a velocidade de corte é nula, não havendo corte do material e sim esmagamento, com isso aumenta a força, consideravelmente, e sugere-se um aumento do erro de usinagem. Souza (2004) realizou estudo do contato ferramenta/peça, numa geometria complexa com ferramenta de ponta esférica, e identificou o diâmetro efetivo mínimo e máximo da ferramenta de corte, monitorou a força de usinagem no sentido concordante e descendente. O resultado pode ser visto na Figura Figura 2.19 Força de Corte (SOUZA et al, 2010)
48 48 A posição A da Figura 2.19 representa o ângulo em relação à horizontal de 85º, e na posição B representa o ângulo em relação à horizontal de 45º, e na posição C representa o ângulo em relação à horizontal de 05º. Nota-se, com o aumento da velocidade de corte e a redução do ângulo em relação à horizontal, que ocorre a redução da força de usinagem, entretanto esse ensaio foi realizado no sentido concordante e descendente. Sugere-se uma avaliação nos sentidos discordante e ascendente, visto que já são utilizadas, dependendo da estratégia de usinagem determinada pelo programador CAM.
49 49 3. MATERIAIS E MÉTODOS Os experimentos tiveram como objetivo avaliar a usinagem de geometrias complexas utilizando ferramenta de ponta esférica, através da força de usinagem. Este capítulo apresenta o planejamento experimental dos ensaios realizados, discriminando os materiais, equipamentos e procedimentos adotados para obtenção das componentes da força de usinagem. Inicialmente, foi realizada uma análise geométrica para identificar as condições de contato do par ferramenta/peça. Posteriormente, são avaliadas as componentes cartesianas da força de usinagem em função do contato ferramenta/peça, velocidade de corte, direção e sentido de corte CORPO DE PROVA Moldes de injeção de plásticos são, geralmente, fabricados a partir de ferramenta de trabalho a frio incluído o aço AISI P20 (ASPINWALL e DEWES, 1997), que é um aço de liga e, quando fornecido, já está temperado. A dureza desse aço fica, aproximadamente, entre 285 a 321 HV e sua composição química é demonstrada na Tabela 3.1. Tabela 3.1 Composições químicas e carbonos equivalentes do Aço AISI P20 Elemento C Mn Cr Mo Ni Aço AISI P20 a Aço AISI P20 b a Composições fornecidas com certificado de qualidade do fabricante. b Composições medidas através do ensaio de espectrometria ótica. A composição química do Aço AISI P20 a foi fornecida por Villares Metals, através do Certificado do Material e a do Aço AISI P20 b foi obtida por ensaio de espectrometria óptica, realizado no laboratório de Materiais da SOCIESC, com estrutura de martensita e ferrítica, conforme pode ser observado no Apêndice 1.
50 50 O corpo de prova (Figura 3.1) foi desenvolvido para representar a usinagem de geometrias complexas. Para isso foi modelado um semicírculo igual a um quadrante de um círculo, com isso a usinagem acontece entre os ângulos de 0 a 90º em relação à horizontal. Figura 3.1 Desenho Técnico do Corpo de Prova A Figura 3.1 mostra o corpo de prova projetado para esse experimento. O mesmo foi desenvolvido a partir do dinamômetro, seu comprimento é igual ao diâmetro da base do dinamômetro, necessário para evitar o efeito alavanca e distorcer o resultado. Na área de início e final de corte, foi projetado um alívio para não interferir no resultado do experimento. O modelamento do corpo de prova foi realizado num software CAD de grande porte, o NX versão 7.0, conforme Figura 3.1 e o programa CNC e o pós-processador foi gerado no software CAM, o Power Mill versão , conforme Figura 3.2.



51 51 Figura 3.2 Simulação da Trajetória da Ferramenta no Software Power Mill A usinagem de desbaste e pré-acabamento do corpo de prova foi realizada num centro de usinagem vertical FEELER FV 600, com comando MITSUBISHI MELDAS 500 com deslocamento no eixo x de 610 mm, 450 mm no eixo y e 505 mm no eixo Z, com rotação máxima de rpm e potência de 5,5 kw, conforme Figura 3.3, no laboratório FAB2 da SOCIESC, deixando um sobremetal de 0,8 mm. Figura 3.3 Centro de Usinagem Vertical FEELER FV 600
52 PLANEJAMENTO DA USINAGEM Os parâmetros de corte utilizado nos experimentos foram definidos conforme orientação do fornecedor da ferramenta SECO TOOLS (Tabela 3.2), o qual forneceu a ferramenta de corte, uma fresa código com pastilha código PM-05, com cobertura código F25M, é uma cobertura PVD de (Ti, Al) N TiN, indicada para fresamento de aços ferramentas com elevada tenacidade. Tabela 3.2 Parâmetros de Corte utilizado no Experimento Parâmetros de Corte Experimentos I II III IV V VI VII VIII IX X XI XII Sentido de Corte Concordante Discordante Direção de Corte Descendente Ascedente Descendente Ascedente Programa Vc m/min RPM ae mm 0,3 fz mm 0,1 ap mm 0,8 Diâmetro Ferramenta mm 16 Número de Aresta 2 Como se nota na Tabela 3.2, há três variáveis de entrada: sentido de corte, direção de corte e velocidade de corte, as duas primeiras em dois níveis e a terceira em quatro níveis. A rotação da ferramenta foi calculada com o diâmetro nominal da ferrametna de corte, no caso 16 mm. As variáveis fixas são a profundidade de corte radial, avanço por dente, profundidade de corte axial e o número de aresta de corte. O diâmetro da ferramenta corresponde a 16 mm. O experimental de usinagem foi realizado no laboratório OPF/SEP/EESC-USP Otimização do Processo de Fabricação/Setor de Engenharia de Produção/Escola de Engenharia de São Carlos Universidade de São Paulo, campus de São Carlos/SP,
. A máquina é equipada com o CNC Siemens 840D com capacidade de processamento 1,8 MBytes.")
.")
53 53 num centro de usinagem vertical HERMLE, modelo C800U, com três eixos de movimentação, possuindo capacidade de movimentação de 800 mm na direção X, 600 mm na direção Y, e 500 mm na direzação Z. A potência do eixo-árvore é de 18kW com rotação máxima de rpm, conforme Figura 3.4 (A). A máquina é equipada com o CNC Siemens 840D com capacidade de processamento 1,8 MBytes. O centro de usinagem possui Pre-setter para determinar o comprimento da ferramenta de corte e para referenciamento da matéria-prima na mesa da máquina. Para fixar a ferramenta de corte, foi utilizado o sistema hidro-mecânico CoroGrip SANDVIK, cuja ferramenta foi fixada sob uma pressão de 600 bar, o sistema de fixação pode ser vista na Figura 3.4 (B). Figura 3.4 ( A ) Centro de Usinagem Vertical HERMLE C800U (B) Sistema de Fixação Hidro-mecânico CoroGrip SANDVIK ( A ) ( B ) Para aquisição das forças decorrentes do processo de usinagem,foi utilizado um dinamômetro KISTLER, modelo 9272, conforme Figura 3.5 (A) com amplificador de carga multicanal modelo 5019, que permite o ajuste de parâmetros individuais para cada um dos quatro canais disponíveis, trabalhando com uma faixa de tensão para os sinais de - 10 a + 10 Volts, com um filtro passa baixa de 3000 Hz com um fator correção do sinal para Fz e Fx de 100 e para Fy 10, conforme Figura 3.5 (B).
 Dinamômetro KISTLER (B) Amplificador de Carga Multicanal Modelo 5019 ( A ) ( B ) Para aquisição dos sinais provenientes do dinâmometro, foi utilizada uma placa PCMPCIA DAQCard 6062E, adaptada à")

54 54 Figura 3.5 (A) Dinamômetro KISTLER (B) Amplificador de Carga Multicanal Modelo 5019 ( A ) ( B ) Para aquisição dos sinais provenientes do dinâmometro, foi utilizada uma placa PCMPCIA DAQCard 6062E, adaptada à placa de transferência SCB-68 QUICK reference laber M/O 16E Séries, fornecida pelo National Instruments, e o tratamento do sinal foi gerado pelo software LABVIEW versão 6.0, a captação do sinal foi realizado com pontos por segundo. A rotação da ferramenta varia em função da velocidade de corte, o número de pontos amostrados por aresta de corte também varia. Na Tabela 3.3, encontra-se o cálculo do número de pontos por aresta de corte. Tabela 3.3 Cálculo do Número de Pontos Amostrados por Aresta de Corte Diâmetro Ferramenta Vc PRM RPS Pontos/Seg Pontos/Volta Pontos/Aresta
55 55 As direções no corpo de prova, em relação às componentes da força de corte, está demonstrada na Figura 3.6. Figura 3.6 Direções das Componentes da Força de Usinagem em Relação ao Corpo de Prova O corpo de prova foi fixado diretamente no dinamômetro, com 04 parafusos e, por sua vez, o dinamômetro fixado na mesa da máquina CNC, conforme Figura 3.7. O comprimento total do corpo de prova não era maior que o diâmetro da base do dinamômetro. Esse procedimento foi observado para não gerar momento (efeito alavanca, pela distância da base do dinamômetro até a extremidade do corpo de prova) e acabar influenciando no resultado das componentes de Força.

56 56 Figura 3.7 Fixação do CP no Dinamômetro e do Dinamômetro na Mesa da CNC O dados de força, gerados pelo dinâmometro nos experimentos, foram tratados no software MATLAB versão e no software Microsoft Office Excel A análise da força de usinagem foi realizada em três pontos ao longo da trajetória da ferramenta, nos ângulos 85º, 45º e 05º em relação à horizontal, representando o diâmetro mínimo, diâmetro intermediário e o diâmetro máximo da ferramenta de corte. O valor da força de usinagem é resultante da média de três usinagens (Apêndice 2), das componentes da força Fz, Fy e Fx. Devido ao desbalanceamento da ferramenta, foi utilizado o ponto que representa a aresta com maior valor da força de usinagem para todos os casos.
57 57 4. RESULTADOS E DISCUSSÕES Neste capítulo, são apresentados os resultados e as discussões obtidas nos experimentos de usinagem propostos ESTUDO DA CONDIÇÃO DE CONTATO FERRAMENTA/PEÇA O comportamento da usinagem está relacionado com a posição da ferramenta de corte ao longo da sua trajetória. Na Figura 4.1, apresenta-se a ferramenta de corte atuando sobre o corpo de prova. Figura 4.1 Trajetória da Ferramenta de Corte no Corpo de Prova
58 58 Souza, 2004 desenvolveu a Equação (6) que determina a posição da ferramenta ao longo de sua trajetória, calculando a posição e identificando o momento em que a extremidade central da ferramenta passa atuar no corte. Na Figura 4.1, está representada a ferramenta de corte em sua trajetória sobre o corpo de prova em três posições 0º, 67º e 90º, em relação à horizontal. O ponto da extremidade central da ferramenta corresponde ao diâmetro da ferramenta zero, com isso a velocidade de corte passa a ser nula. Em outra análise, verifica-se que o diâmetro da ferramenta se altera conforme sua trajetória. Na posição de 0º está atuando o diâmetro máximo da ferramenta, e na posição de 90º está atuando o diâmetro mínimo da ferramenta. Souza (2004) desenvolveu as equações (7), (8) e (9) para calcular os diâmetros efetivos máximo e mínimo em relação à posição da ferramenta, na direção descendente. A Figura 4.2 mostra os segmentos de reta, que correspondem aos raios efetivos máximo e mínimo, respectivamente, na direção descendente. Figura 4.2 Diâmetro Efetivo de Corte da Ferramenta de Corte na direção Descendente
59 59 Na direção descendente os ângulos Ø+ψ+ξ = 90 já na direção ascendente os ângulos Ø+ψ-ξ = 90, alterando os diâmetros efetivos máximo e mínimo de corte em relação ao ângulo θ em relação a horizontal, conforme podemos observar na Figura 4.3. Figura 4.3 Diâmetro Efetivo de Corte da Ferramenta de Corte na direção Ascendente Nas direções de corte ascendente e descendente, nota-se a diferença do diâmetro efetivo na mesma posição e em direções contrárias. Na direção ascendente, o diâmetro efetivo de corte é maior que o diâmetro efetivo de corte na direção descendente, como mostrado na Figura 4.2 e 4.3.
60 COMPONENTES DA FORÇA DE USINAGEM A Figura 4.2 apresenta as componentes da força de usinagem com Vc 220 m/min, nos sentidos concordante e discordante, e nas direções ascendente e descendente. Na direção ascendente (Figura 4.2 (A) e (C)), a trajetória da ferramenta iniciou no ângulo de 0º e terminou no ângulo de 90º, em relação à horizontal; na direção descendente (Figura 4.2 (B) e (D)), ocorre o oposto. A partir do ângulo de 67,18º, representado no gráfico pela linha LT, ocorre um incremento mais acentuado no valor das componentes. Sugere-se que, a partir desse ângulo ocorre esmagamento do material, devido ao diâmetro efetivo de corte ser zero, como discutido no capítulo 4.1. Nota-se que, na direção de corte descendente (Figura 4.2 (B) e (D)) à ocorrência de forças mais severas no início do corte, depreende-se que, nessa direção, a ferramenta de corte atua compressivamente em relação à peça. A componente Fx representa a trajetória da ferramenta em x, nota-se uma variação no sentido em positivo (+) (Figura 4.2 (A) e (D)) e negativo (-) (Figura 4.2 (B) e (C)) devido à posição do experimento em relação ao corpo de prova.
61 61 Figura 4.2 Componentes da Força de Usinagem Vc 220 m/min (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente Componentes da Força de Usinagem CA 220 m/min Componentes da Força de Usinagem CD 220 B m/min 150 LT = 67,18º Força (N) Força (N) 150 A Ângulo em Relação a Horizontal Ângulo em Relação a Horizontal Fz Fy Fx LT Componentes da Força de Usinagem DA 220 m/min 150 Fz C 150 LT = 67,18º Fy Fx LT Componentes da Força de Usinagem DD 220 D m/min Força (N) Força (N) LT = 67,18º LT = 67,18º Ângulo em Relação a Horizontal Fz Fy Fx LT Ângulo em Relação a Horizontal Fz Fy Fx LT 0
62 62 A Figura 4.4 apresenta as componentes da força de usinagem com Vc 330 m/min, nos sentidos concordante e discordante e nas direções ascendente e descendente, notam-se as mesmas características descritas na Vc 220 m/min. Porém, com o aumento da Vc, a força de usinagem reduz. Figura 4.4 Componentes da Força de Usinagem Vc 330 m/min (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente Componestes da Força de Usinagem CA 330 m/min A Concordantes da Força de Usinagem CD 330 m/min LT = 67,18º LT = 67,18º 50 Força (N) Força (N) Ângulo em Relação a Horizontal Ângulo em Relação a Horizontal Fz Fy Fx LT Componentes da Força de Usinagem DA 330 m/min Fz C 150 LT = 67,18º Força (N) Fy Fx LT Componentes da Força de Usinagem DD 330 m/min 150 Força (N) B D LT = 67,18º Ângulo em Relação a Horizontal Fz Fy Fx LT Ângulo em Relação a Horizontal Fz Fy Fx LT 0
63 63 A Figura 4.5 apresenta as componentes da força de usinagem com Vc 440 m/min nos sentidos: concordante e discordante, e nas direções: ascendente e descendente. Notam-se as mesmas características descritas na Vc 220 m/min e 330 m/min. Porém, com o aumento da Vc, a força de usinagem reduz. Figura 4.5 Componentes da Força de Usinagem Vc 440 m/min (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente Componentes da Força de Usinagem CA 440 m/min Ângulo em Relação a Horizontal Ângulo em Relação a Horizontal Fy Fx LT Componentes da Força de Usinagem DA 440 m/min Fz Fy Fx LT Componentes da Força de Usinagem DD 440 m/min C 150 D 150 LT = 67,18º Força (N) Força (N) LT = 67,18º Fz B 150 LT = 67,18º Força (N) Força (N) 150 Componentes da Força de Usinagem CD 440 m/min A LT = 67,18º Ângulo em Relação a Horizontal Ângulo em Relação a Horizontal Fz Fz Fy Fx LT Fy Fx LT
64 64 Em uma análise adicional, verificou-se que a componente Fy da Força de Usinagem inicia o corte no sentido positivo e depois inverte para sentido negativo (Figura 4.6), devido à alteração de quadrante da ferramenta de corte (Figura 4.7). Figura 4.6 Componente da Força de Corte Fy com Vc de 440 m/min no sentido Concordante e Descendente 60 Componente Fy da Força de Usinagem Força (N) 0-20 Fy Ângulo em Relação a Horizontal A orientação de direção e sentido das componentes, no decorrer da trajetória da ferramenta, analisando-lhe a vista lateral, pode-se verificar a direção e sentido das componentes da força Fx e Fy na Figura 4.6. Nota-se uma inversão da componente Fy, quando se analisa a posição de 90º com a posição 0º, em relação à horizontal.
65 65 Figura 4.7 Demonstração das Componentes de Corte através da vista lateral da Ferramenta de corte a) Posição 0º b) Posição 90º em relação a horizontal a b
66 66 A Figura 4.8 apresenta a componente Fz da força de usinagem de todos os casos e o diâmetro efetivo da ferramenta de corte. Figura 4.8 Componente Fz da Força de Usinagem x Diâmetro Efetivo da Ferramenta de Corte Componente Fz da Força da Usinagem Força (N) Posição da Ferramenta ( º ) Diâmetro Efetivo da Ferramenta de Corte Diametro da Ferramenta CD 220 CD 330 CD 440 CA 220 CA 330 CA 440 DD 220 DD 330 DD 440 DA 220 DA 330 DA 440 Nota-se, na Figura 4.8, que a força da componente Fz diminui com o aumento do diâmetro efetivo da ferramenta de corte. Entre a posição de 05 e 65º em relação à horizontal, ocorre um tipo de comportamento e na posição de 65 e 90 º em relação à horizontal, ocorre um comportamento diferente e maior que a anterior. Sugere-se que essa diferença seja proveniente da extremidade central da ferramenta participar do corte. A componente Fx tem o mesmo comportamento da componente Fz, como pode ser observado no Apêndice 3.
67 ANÁLISE QUANTITATIVA DA FORÇA DE USINAGEM A Figura 4.9 apresenta as forças de usinagem em relação à velocidade de corte (220, 330 e 440 m/min) e a posição da ferramenta (85º, 45º e 05º em relação à horizontal). Força de Usinagem (N) 180,0 160,0 140,0 120,0 100,0 80,0 60,0 40,0 20,0 0,0 126,0 91,7 Figura 4.9 Forças de Usinagem em Relação à Velocidade de Corte e Posição da Ferramenta (A) Concordante Ascendente (B) Concordante Descendente (C) Discordante Ascendente (D) Discordante Descendente Concordante Ascendente 62,3 44,5 29,7 21,2 40,5 85º 45º 05º 20,5 14,4 A Força de Usinagem (N) 180,0 160,0 140,0 120,0 100,0 80,0 60,0 40,0 20,0 0,0 Concordante Descendente 172,3 109,3 69,6 55,8 44,8 41,4 44,3 43,7 40,3 85º 45º 05º B 220 (m/min) 330 (m/min) 440 (m/min) 220 (m/min) 330 (m/min) 440 (m/min) 180,0 Discordante Ascendente C 180,0 Discordante Descendente 178,5 D Força de Usinagem (N) 160,0 140,0 120,0 100,0 80,0 60,0 40,0 20,0 0,0 96,9 64,5 46,4 46,6 37,9 41,4 34,4 35,9 33,8 85º 45º 05º Força de Usinagem (N) 160,0 140,0 120,0 100,0 80,0 60,0 40,0 20,0 0,0 110,2 93,9 48,8 43,9 36,8 26,6 29,6 20,8 85º 45º 05º 220 (m/min) 330 (m/min) 440 (m/min) 220 (m/min) 330 (m/min) 440 (m/min)
68 68 Nota-se, em todos os casos (Figura 4.9 (A), (B), (C) e (D)), que o aumento da velocidade de corte reduz a força de usinagem e o aumento da posição da ferramenta em relação à horizontal aumenta a força de usinagem, devido à extremidade central da ferramenta participar do corte. Na Tabela 4.1, mostra-se a variação da força de usinagem em relação à Velocidade de corte. Tabela 4.1 Variação da Força de Usinagem em Relação a Vc Variação da Força de Usinagem em Relação à Vc de 220 para 440 m/min Posição da Ferramenta Concordante Concordante Discordante Discordante Ascendente Descendente Ascendente Descendente Figura 4.8 (A) Figura 4.8 (B) Figura 4.8 (C) Figura 4.8 (D) (N) (N) (N) (N) 85º (Ø efetivo minimo) -63,7-50,6% -102,7-59,6% -50,5-52,1% -84,6-47,4% 45º -23,3-52,4% -14,4-25,8% -12,2-26,2% -22,2-45,5% 05º (Ø efetivo máximo ) -26,1-64,4% -4,0-9,0% -7,6-18,4% -23,1-52,6% Nota-se, na Tabela 4.1, a variação da força de usinagem em relação à velocidade de corte de 220 m/min para 440 m/min, em todos os casos a variação da força de usinagem diminui com o aumento do diâmetro efetivo da ferramenta de corte. Na Tabela 4.2, mostra-se a variação da força de usinagem em relação à posição da ferramenta de corte em relação à horizontal. Tabela 4.2 Variação da Força de Usinagem em Relação à Posição Variação da Força de Usinagem em Relação à Posição de 05º para 85º Velocidade de Corte (m/min) Concordante Concordante Discordante Discordante Ascendente Descendente Ascendente Descendente Figura 4.8 (A) Figura 4.8 (B) Figura 4.8 (C) Figura 4.8 (D) (N) (N) (N) (N) ,5 211,10% 128,0 288,90% 55,5 134,10% 134,6 306,60% ,2 347,30% 65,6 150,10% 28,6 79,70% 80,6 272,30% ,9 332,60% 29,3 72,70% 12,6 37,30% 73,1 351,40%
69 69 Nota-se, na Tabela 4.2, a variação da força de usinagem em relação à posição da ferramenta de corte em relação à horizontal de 05º para 85º, em todos os casos a variação da força de usinagem diminui com o aumento da velocidade de corte. A variação da força da usinagem em relação à posição e a velocidade de corte, pode ser vista na Figura Figura 4.10 Forças de Usinagem x Posição x Vc Gráfico 3D da Fu (N) x Posição ( º ) x Vc (m/min) 150 Fu (N) Vc (m/min) 75 Posição ( º ) Nota-se, na Figura 4.10 que, com o aumento da posição da ferramenta, aumenta a força de usinagem e o aumento da velocidade de corte causa uma redução na força de usinagem. A posição de 05º apresenta uma pequena variação entre a direção e sentido de corte em todas as velocidades. Na posição de 85º, onde a extremidade central da ferramenta participa do corte, há maior variação entre a direção e o sentido de corte, em todas as velocidades.
70 ANÁLISE DA INFLUÊNCIA DAS VARIÁVEIS DE ENTRADA A influência das variáveis de entrada, velocidade de corte, posição da ferramenta em relação à horizontal, direção e sentido de corte são avaliadas a força de usinagem, através da análise fatorial dos experimentos, utilizando o software Minitab, como mostra a Figura Figura 4.11 Gráfico dos Efeitos da Força de Usinagem Gráfico da Média dos Efeitos da Fu (N) Dados Direção Sentido 60 Media Ascendente Descendente Concordante Discordante Vc (m/min) Posição ( º ) Na Figura 4.11, observa-se que o sentido de corte foi o menos influente na força de usinagem. A variável que mais influenciou foi a posição da ferramenta, seguida pela velocidade e direção de corte. A Figura 4.12 mostra a interação entre as variáveis de entrada, direção e sentido de corte, velocidade de corte e posição da ferramenta em sua trajetória.
71 71 Figura 4.12 Gráfico de Interação das Variáveis em relação a Força de Usinagem Gráfico de Interação da Fu (N) Dados Direção Concordante Discordante Direção Ascendente Descendente 50 Sentido Sentido Concordante Discordante 50 Vc (m/min) Vc (m/min) Posição ( º ) A interação entre a direção e o sentido de corte demonstra que a direção descendente resultou em um valor maior de força de usinagem em relação à direção ascendente. Isso ocorre porque o diâmetro efetivo é maior na direção ascendente, na mesma posição, como discutido no capítulo 4.1. A interação entre a direção e a velocidade de corte demonstra que a força de usinagem na direção descendente é maior, essa diferença diminui com o aumento da velocidade de corte. A interação entre a direção de corte e a posição da ferramenta mostra o mesmo comportamento anterior. Destaca-se o aumento da diferença da força de usinagem com o aumento da posição da ferramenta. A interação entre o sentido e a velocidade de corte, e a posição da ferramenta não mostrou diferença.
72 72 A interação entre a velocidade de corte e a posição mostra que a força de usinagem é menor com o aumento da velocidade de corte, o mesmo acontece com a redução da posição da ferramenta de corte. Nota-se que, na posição de 85º essa diferença é maior em relação à posição de 45º e 05º. A mesma análise é realizada nas componentes da força de usinagem, a componente Fx, Fy e Fz, como pode ser visto no Apêndice 6, onde as variáveis que tiveram mais influência na componente Fx, foi a posição da ferramenta de corte, seguido pelo sentido de corte, direção e velocidade de corte, essa última por sua vez teve muito pouca influência nessa componente. A componente Fy, as variáveis que apresentaram maior influência foi a velocidade de corte, seguida para posição da ferramenta e direção de corte, o sentido de corte não foi significativo. A componente Fz, por sua vez obteve a Posição da ferramenta de corte, seguido pela velocidade de corte, direção e sentido de corte, essa última não demonstrou influência significativa. No Apêndice 7, podem ser observados os gráficos de interação das variáveis de entrada em relação as componentes da força de usinagem Fx, Fy e Fz. A Figura 4.13 relaciona a força de usinagem, a posição da ferramenta, a direção e o sentido de corte. Em todos os casos, na posição de 05º e 45º, com o aumento da velocidade de corte aumenta-se a diferença da força de usinagem entre os tipos de usinagem, concordante ascendente, concordante descente, discordante ascendente, discordante descendente. A Figura 4.13 (A) mostra a posição de 05º, a maior força de usinagem foi concordante descendente e a menor concordante ascendente. Na posição de 220 m/min, essa redução é de 8,58%, na posição de 330 m/min é de 53,09% e na posição de 440 m/min é de 64,27%. A diferença aumenta com o aumento da velocidade de corte na ordem de 22,1 N, o que equivale a 681,58% de aumento da velocidade de corte de 220 para 440 m/min. Observa-se que a força de usinagem no tipo discordante ascendente é maior que discordante descendente na posição de 330 e 440 m/min, e na posição 220 m/min é o contrário. A Figura 4.13 (B) mostra a posição de 45º, os tipos de usinagem tiveram o mesmo comportamento que a posição de 05º, onde a maior força de usinagem foi concordante descendente e a menor concordante ascendente. Na posição de 220 m/min a redução é de 20,25%, na posição de 330 m/min é de 33,71% e na posição de
73 m/min é de 48,79%. Essa diferença aumenta com o aumento da velocidade de corte na ordem de 8,9 N, o que equivale a 178,76%. A Figura 4.13 (C) mostra a posição de 85º, onde a maior força de usinagem foi discordante descendente e a menor discordante ascendente. Na posição de 220 m/min, a redução é de 45,71%, na posição de 330 m/min é de 41,47% e na posição de 440 m/min é de 50,59%. Essa diferença diminui com o aumento da velocidade de corte na ordem de 34,1 N, o que equivale a 58,21%.

74 74 Figura 4.13 Força de Usinagem em relação à Posição da Trajetória da Ferramenta (A) Posição 05º (B) Posição 45º (C) Posição 85º A B C
75 75 A Figura 4.14 mostra o gráfico das forças de usinagem de todos os experimentos realizados neste estudo. Figura 4.14 Gráfico da Força de Usinagem em todos os experimentos Força de Usinagem 250,0 CD 220 Força de Usinagem (N) 200,0 150,0 100,0 50,0 0, Posição da Ferramenta ( º ) CD 330 CD 440 CA 220 CA 330 CA 440 DD 220 DD 330 DD 440 DA 220 DA 330 DA 440 Nota-se, na Figura 4.14, que a redução da posição da ferramenta em relação à horizontal diminui a força de usinagem em todos os casos. Entre a posição de 05 e 65º, em relação á horizontal, ocorre um incremento da força de usinagem, e entre a posição de 65 e 90º ocorre um incremente diferente e maior. Depreende-se que a extremidade central da ferramenta participa do corte. A Tabela 4.3 mostra a taxa média do incremento da força de usinagem em relação à posição da ferramenta de corte.
76 76 Tabela 4.3 Taxa Média do Incremento da Força de Usinagem em Relação a Posição da Ferramenta de Corte Taxa Média do Incremento da Força de Usinagem em Relação a Posição da Ferramenta de Corte (N/º) Sentido e Direção de CD CA DD DA corte Velocidade de Corte Posição da Ferramenta de Corte 90 6,23 4,33 5,50 10,88 5,80 8,90 6,78 5,41 3,54 5,03 3,62 1, ,67 1,66 1,82 3,96 5,01 3,11 12,84 3,17 5,51 3,55 2,73 1, ,21 4,46 2,14 2,57 2,91 1,47 4,71 5,48 3,78 3,16 2,00 0, ,78 3,45 0,84 3,06 1,85 1,75 2,53 2,46 1,50 1,75 0,90 0, ,38 1,68 0,64 2,62 1,49 0,51 3,00 1,86 0,80 0,65-0,11 0, ,98 0,23 0,10 0,73-0,37 0,41 0,74 0,43 0,57 0,32 0,31 0, ,09 0,52-0,08 0,15 0,02 0,41 0,65 0,49 0,79 0,20-0,29-0, ,60 0,42 0,06 1,64 0,99 0,05 0,51 0,24 0,41 0,81-0,03-0, ,52 0,50 0,11 1,55 0,39 0,56 0,99 0,43 0,06-0,20-0,03-0, ,84-0,09 0,40-0,86 0,26 0,18 0,11-0,14 0,62 0,53 0,04 0, ,21 0,18 0,08-0,49 0,05 0,36 0,80 0,33-0,03-0,01 0,28 0, ,36 0,16-0,17 0,55 0,26 0,05 0,25 0,19 0,45 0,75 0,11 0, ,77-0,18 0,10 0,23 0,41 0,27-0,05 0,03 0,19-0,33-0,03-0, ,10-0,09 0,08 0,33 0,21 0,47-0,19 0,79 0,07 0,51 0,16-0, ,12 0,42-0,34 0,09 0,00 0,26-0,14 0,35-0,30-0,53-0,12-0, ,11-0,06 0,00 0,57 0,08-0,15 0,18-0,41 0,05 0,00 0,41-0, ,05-0,21 0,02 0,52 0,62 0,00-0,01 0,26 0,15 0,06-0,55-0,16 Nota-se, na Tabela 4.3, que o valor menor da taxa média entre a posição de 10 e 65º é -0,86 e a maior 1,98, tendo como variação 2,84, já entre a posição de 70 e 90º a menor taxa é de -0,11 e a maior é 12,84, tendo como variação 12,95. Depreende-se que, entre o ângulo de 70 e 90º, a extremidade central da ferramenta participa do corte. Os gráficos referentes à Tabela 4.3 são demonstrados no Apêndice 4. Na Figura 4.15, representa-se a força de usinagem projetada e a força de usinagem real, com velocidade de corte de 220 m/min e sentido discordante e direção descendente.
77 77 Figura 4.15 Gráfico da Força de Usinagem Real e Projetada Força de Usinagem Real e Projetada 250,0 Força de Usinagem (N) 200,0 150,0 100,0 50,0 0, Posição da Ferramenta (º) DD 220 Real DD 220 Proj Nota-se, na Figura 4.15, a força de usinagem projetada do ângulo de 70 a 90º, em função do resultado do ângulo de 5 a 65º. Essa força de usinagem não contempla a extremidade central da ferramenta, logo, o que interfere no resultado é o diâmetro efetivo de corte, quanto maior a posição, menor o diâmetro efetivo de corte. A linha real apresenta o resultado com a extremidade central da ferramenta participando do corte. A Tabela 4.4 mostra o percentual de influência na força de usinagem, que representa a extremidade central da ferramenta de corte.
78 78 Corte Tabela 4.4 Percentual de Influência da Extremidade Central da Ferramenta de Percentual de Influência da Extremidade Central da Ferramenta de Corte Caso % CD220 54,3% CD330 44,9% CD440 43,1% CA220 53,1% CA330 50,4% CA440 45,3% DD220 61,4% DD330 52,3% DD440 51,6% DA220 47,5% DA330 46,0% DA440 27,2% Nota-se, na Tabela 4.4, o percentual de influência da extremidade central da ferramenta de corte no resultado da força de usinagem. Os gráficos dos outros casos estão demonstrados no Apêndice 5.
79 79 5. CONCLUSÕES As pesquisas e experimentos conduziram às seguintes conclusões. O diâmetro da ferramenta de corte se altera ao longo da sua trajetória, no ângulo de 0º, em relação à horizontal, o diâmetro é máximo e no ângulo de 90º, o diâmetro é mínimo. A extremidade central da ferramenta de corte, nos parâmetros utilizados no ensaio, passa a atuar no corte, aproximadamente, a partir do ângulo de 67,18º em relação à horizontal. O diâmetro efetivo de corte é maior na direção ascendente do que na descendente, na mesma posição. A componente da força Fy, quando próxima ao ângulo de 90º, em relação à horizontal, está em uma direção; quando inicia sua trajetória, inverte a direção, isso ocorre devido às coordenadas cartesianas da posição da ferramenta de corte. A força de usinagem tem um incremento, quanto ao valor nominal, na trajetória da ferramenta de corte, entre os ângulos aproximados de 0º a 67,18º, em relação à horizontal, devido à redução do diâmetro efetivo de corte. A força de usinagem tem um incremento maior que o caso anterior, quanto ao valor nominal, na trajetória da ferramenta de corte entre os ângulos aproximados de 67,18º a 90º em relação a horizontal, devido à extremidade central da ferramenta participar do corte, juntamente com a redução do diâmetro efetivo de corte. Em todos os ensaios, a força de usinagem na posição de 05º, em relação à horizontal, não apresentou diferenças significativas entre os casos. Em todos os ensaios, a força de usinagem na posição de 85º, em relação à horizontal, apresentou diferenças entre os casos contudo, com a redução da velocidade de corte, essa diferença aumentou.
80 80 O aumento da posição da ferramenta de corte em relação à horizontal, aumentou a força de usinagem, devido à diminuição do diâmetro efetivo de corte. A posição da ferramenta de corte foi a que mais influenciou na força da usinagem, seguida pela velocidade e direção de corte. O sentido de corte teve pouca influência na força da usinagem. A força de usinagem foi maior na direção descendente que na direção ascendente. Quando a direção de corte interagiu com: a velocidade de corte, o sentido de corte e a posição da ferramenta, a força de usinagem também foi maior, pois o diâmetro efetivo de corte é menor, nessa posição. O sentido de corte não teve diferença na força de usinagem, quando interagiu com a velocidade de corte e com a posição da ferramenta. A extremidade central da ferramenta de corte tem influência significativa no aumento da força de usinagem e, na redução da velocidade de corte, essa influência tende a aumentar.
81 81 REFERÊNCIAS ALTINTAS Y.: Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design. New York: 1st. ed. Cambridge University Press, ALTINTAS, Y. ENGIN, S. Generalized Modeling of Mechanics and Dynamics of Milling cutters. CIRP Annals Manufacturing Technology, volume 50, Issue 1, ASPINWALL, D.K., DEWES, R.C., Ng, E. G., SAGE, C., SOO, S. L., The influence of cutter orientation and workpiece angle on machinability when high speed milling Inconel 718 under finishing conditions. Int. J. of Machine Tools & Manufacture, 47, , BAPTISTA, A. L. B. Aspectos metalúrgicos na avaliação da usinabilidade de aços. Revista Escola de Minas ISSN , Vol. 55 Nº 2, Ouro Preto, BLACK, J. T. Introduction to Machining Processes. Metals Handbook, Vol 16, 9th Edition, - Nova York, USA ASM International, BOUJELBENE, M.; MOISAN, A.; TOUNSI, N.; BRENIER, B. Productivity enhancement in dies and molds manufacturing by the use of C1 continuous tool path. International Journal of Machine Tool & Manufacture, Amsterdam, CAPLA, R. L.; SOUZA, A. F.; BRANDÃO, L. C.; COELHO, R. T. Some effects of stock variation due to the use of 2 axes strategy on roughning. COBEM 2005, Ouro Preto, MG. Anais do COBEM 2005, CHEN, J-S. HUANG, Y-K.; CHEN, M-S. Feedrate optimization and tool profile modification for the high efficiency end milling process. International Journal of Machine Tools and Manufacture, V. 45, Issue 9, p , Jul, CHIANG, S. T, TSAI, C. M. LEE, A. C. Analysis of Cutting in Ball end Milling. Journal of Materials Processing Technology. Amsterdam, v. 47, p , COELHO, R. T. Experimental evaluation of cutting force parameters applying mechanistic model in orthogonal milling. Journal of the Brazilian Society of Mechanical Sciences and Engineering. Vol. 25 Rio de Janeiro, DARÉ, G. Desenvolvimento integrado do produto: Uma referência para o projeto de componentes de plástico injetados. In: Congresso Brasileiro de Gestão de Desenvolvimento de Produto, 2., São Carlos. Anais, São Carlos: UFSCAR. P , DINIZ, Anselmo Eduardo; MARCONDES, Francisco Carlos; COPPINI, Nivaldo Lemos: Tecnologia Da Usinagem Dos Materiais. 3ª Edição. São Paulo: Artliber, 2001.
82 82 DINIZ, Anselmo Eduardo; NEVES, D.; O fresamento de material endurecido com fresa de ponta esférica - Análise da influência dos parâmetros de usinagem de desbaste na força de corte, 05/2003, 2º Congresso Brasileiro de Engenharia de Fabricação - COBEF, Vol. 1, Uberlândia, MG, Brasil, FALLBÖHMER, P.; ALTAN, T.; TÖNSHOFF, H.; NAKAGAWA, T. Survey of the die and mold manufacturing industry. Journal of Material Processing Tecnology, Amsterdam, V. 59, p , Fan, X. and Loftus, M., The influence of cutting force on surface machining quality. Int. J. of Production Research, 45, , FERRARESI, Dino. Fundamentos da Usinagem dos Metais. Volume I. São Paulo, SP. Editora Edgard Blucher, Fontaine, M., Devillez, A., Moufki, A., Dudzinski, D., Predictive force model for ball-end milling and experimental validation with a wavelike form machining test. Int. J. of Machine Tools & Manutacture, 46, , GUZEL, B. U.; LAZOGLU, I. Increasing prodctivity in sculpture surface machining via offline piecewise variable feed rate scheduling based on the force system model. International Journal of Machine Tools & Manufacture, Amesterdam, V. 44, p , HELLENO, A.L.: Investigação de Métodos de Interpolação para Trajetória da Ferramenta na Usinagem de Moldes e Matrizes com Alta Velocidade. Dissertação (Programa de Pós Graduação em Engenharia de Produção) Faculdade de Engenharia, Arquitetura e Urbanismo, Universidade Metodista de Piracicaba, Santa Bárbara D Oeste, IKUA, B. W. TANAKA, H. OBATA, F. SAKAMOTO, S. Prediction of cutting forces and machining error in ball end milling of curved surfaces part I theoretical analysis. Journal of the International Societies for Precision Engineering and Nanotechnology, IKUA, B. W. TANAKA, H. OBATA, F. SAKAMOTO, S. KISHI, T. ISHII, T. Prediction of cutting forces and machining error in ball end milling of curved surfaces part II Experimental Verification. Journal of the International Societies for Precision Engineering and Nanotechnology KLOCKE, F., KRIEG, T. Coated tools for metal cutting features and applications. Annals Of The CIRP, V. 48/2, KÖNIG, W.; KLOCKE, F. Fertigungsverfahren 1: Drehen, Fräsen, Bohren. Springer Verlag Berlin Heidelberg, New York, 2008.
83 83 LAZOGLU, I. ALTINTAS, Y. Prediction of Tool and Chip Temperature in Continuous and Interrupted Machining. International Journal of Machining Tolls & Manufacturing. V. 42, p , LAZOGLU, I.; KAYMAKCI, M. Tool Path selection strategies for complex sculptured surface machining. Machining Science and Technology an International Journal, V. 12, p , LI, H.; LI, X. Modelling and simulation of chatter in milling using a predictive force model. International Journal of Machine Tools and Manufacture, V. 40 Issue 14. Pg , Nov, MACHADO, A. R. ABRÃO, A. M. COELHO, R. T, SILVA, M. B. Teoria da Usinagem dos Materiais. Editora Blucher, São Paulo, MICHELETTI, G. F. Mecanizado por Arranque de Viruta. 1. Ed., Barcelona: Blume, MICHELETTI, G. F.; TURKOVICJ, B. V.; ROSSETTO, S. Three-force component piezo electric dynamometer. International Journal of Machine Tool Design and Research. V. 10 p , NAKAYAMA, K. & ARAI, M, 1976: On The Storage Of Data On Metal Cutting Forces, annals of the CIRP, volume 25/1/1976. PALADINI, E. P.: Gestão da Qualidade: teoria e prática. São Paulo: Ed. Atlas, POLLI, M. L. Análise da Estabilidade Dinâmica do Processo de Fresamento a Altas Velocidades de Corte. Universidade Federal de Santa Catarina, UFSC, RAMOS, C. A. D.; BARROZO, M. A. S.; MACHADO, A. R., 2003, Potência de corte e vida da ferramenta para o fresamento de topo do aço ABNT420 utilizando planejamento experimental. II COBEF, RESENDE, M. F. C; GOMES, J. O. Competitividade e potencial de crescimento do cluster de produtores de moldes para indústria do plástico de Joinville. Revista Nova Economia, UFMG. ISSN Vol. 14, Nº 1, Sandvik Coromant (1999) Fabricação de Moldes e Matrizes: Guia de Aplicação. São Paulo. Sandvik coromant (2005) Manual Técnico de Usinagem, São Paulo. SCHROETER, R. B. WEINGAERTNER, W. L. MACEDO, S. E. M. Análise de forças no fresamento de topo reto. Máquinas e Metais, p , Ago, SCHULZ, H.; MORIWAKI, T.: High Speed Machining. Annals of the CIRP, v. 41, 1993.
84 84 SHAW, M. C. Metal Cutting Principles. 2ª Edição. Oxford University Editora, USA, SILVA, M. B. LUTOSA, A. A. BOMBONATO, S. G. Análise do desgaste de ferramentas via emissão acústica com aplicações em Redes Neurais. XII Seminário Científico - UFU, SOUZA, A.F.: Contribuições ao Fresamento de Geometrias complexas aplicando a tecnologia de usinagem com altas velocidades, 2004, Tese de Doutorado. USP EESC, São Carlos - SP. SOUZA, A. F.; ALBANO, A. E.; COELHO, R. T. Estudo das oscilações da velocidade de avanço no fresamento em altas velocidades de formas complexas. COBEF 2007, Estância de São Pedro, SP, SOUZA, A. F. BONETTI, I. Estudo do contato ferramenta peça no fresamento de formas geométricas complexas para a fabricação de moldes e matrizes. 08ª CIBIM Congresso Ibero Americano de Engenharia Mecânica, SOUZA, A. F., COELHO, R. T., RODRIGUES, A. R. Manufacturing complex geometries using high speed cutting technology Advantages and challenges. VDM Verlag, Searbrucken, GE, SOUZA, A. F.; ULBRICH, C. B. L. Engenharia Integrada por Computador e Sistemas CAD/CAM/CNC Princípios e Aplicações. Artliber Editora Ltda. SP, SOUZA, A. F.; COELHO, R. T.; RODRIGUES, A. R. Manufacturing complex geometries using high speed cutting technology. VDM Verlag, V p., STEMMER, Caspar Erich. Ferramentas de Corte I. 7ª Edição. Florianópolis, SC. Editora UFSC, STEMMER, Caspar Erich. Ferramentas de Corte II. 3ª Edição. Florianópolis, SC. Editora UFSC, TOH, C. K. Comparison of chip surface temperature between up and down milling orientations in high speed rough milling of hardened steel. Journal of Materials Processing Technology, V. 167, n. 1, p , TRENT, Edward M. WRIGHT, Paul K. Metal Cutting. 4. Edição, BOSTON: Butterworth- Heinemann


85 85 ANEXOS E APÊNDICES Anexo 1. Catálogo da SECO TOOLS referente a ferramenta de corte.
86 86

87 87 Apêndice 1. Metalografia do Aço AISI P20 Na Figura abaixo demonstra a Metalografia do Aço AISI P20, realizado no laboratório de Metalografia da SOCIESC.


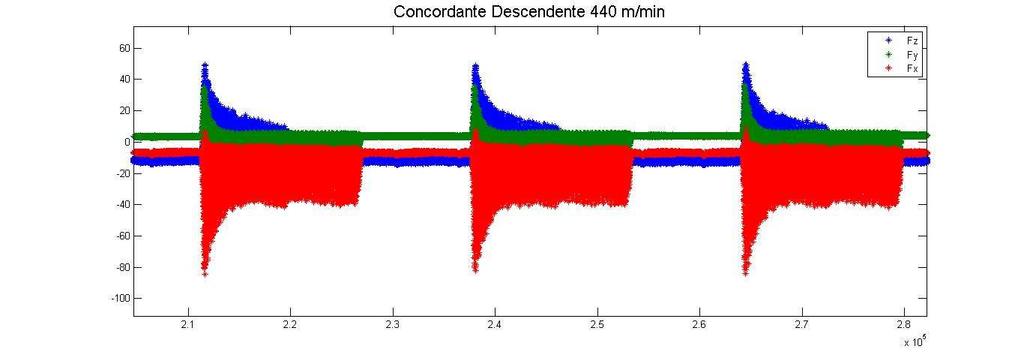
88 Apêndice 2. Gráfico do Resultado dos Ensaios do Dinamômetros 88
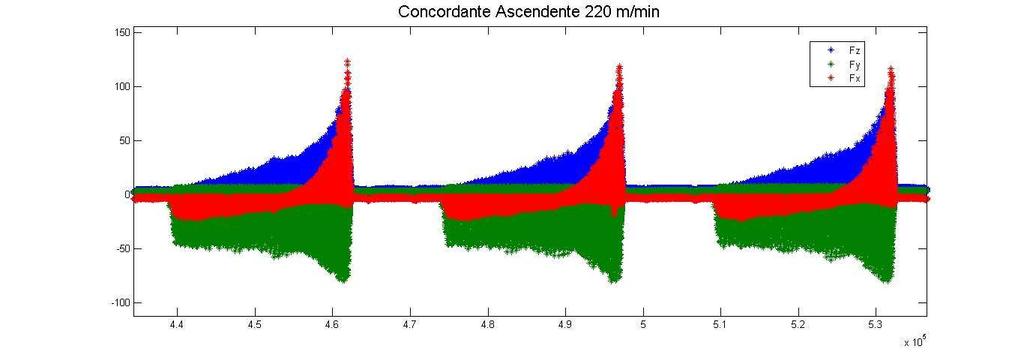
89 89
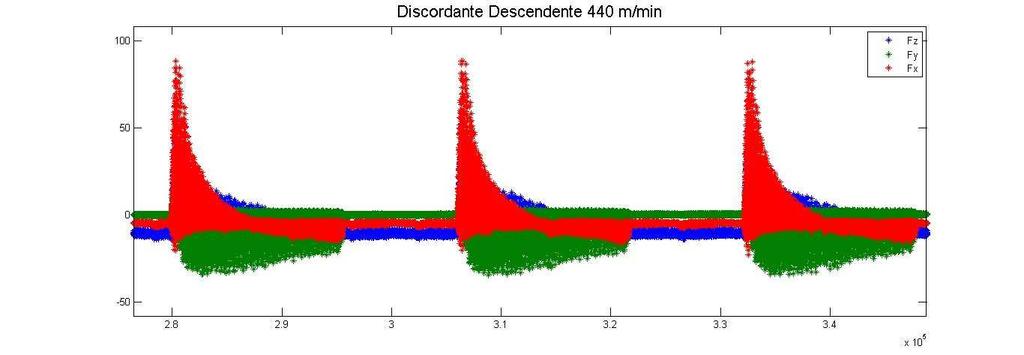
90 90
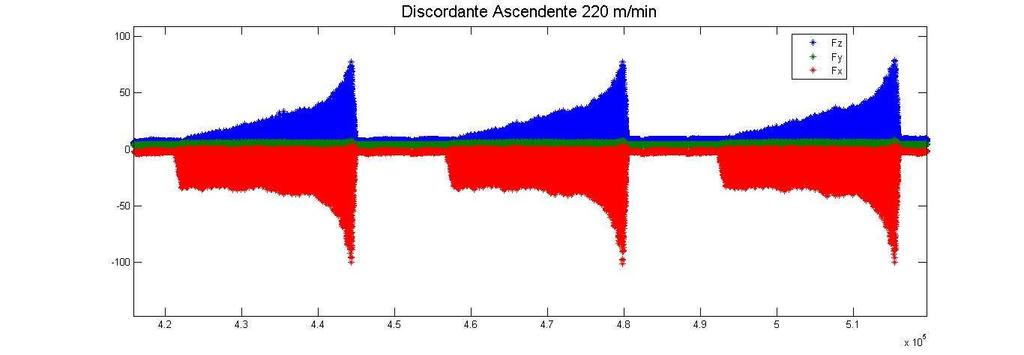
91 91
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
ESTUDO DO CONTATO FERRAMENTA PEÇA NO PROCESSO DE FRESAMENTO EM GEOMETRIAS COMPLEXAS COM FERRAMENTA DE PONTA ESFÉRICA
 ESTUDO DO CONTATO FERRAMENTA PEÇA NO PROCESSO DE FRESAMENTO EM GEOMETRIAS COMPLEXAS COM FERRAMENTA DE PONTA ESFÉRICA Felipe Gustavo Ebersbach, felipe.ebersbach@gmail.com 1 Eltom João Deglmann, eltom_deglmann@yahoo.com.br
ESTUDO DO CONTATO FERRAMENTA PEÇA NO PROCESSO DE FRESAMENTO EM GEOMETRIAS COMPLEXAS COM FERRAMENTA DE PONTA ESFÉRICA Felipe Gustavo Ebersbach, felipe.ebersbach@gmail.com 1 Eltom João Deglmann, eltom_deglmann@yahoo.com.br
AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE
 AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 221 29. PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 29.1. Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção
AULA 29 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 221 29. PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE 29.1. Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE
 ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
AVALIAÇÃO DAS TENSÕES E DEFORMAÇÕES EM FERRAMENTAS CERÂMICAS DE NITRETO DE SILÍCIO
 28 de junho a 1º de julho de 2004 Curitiba-PR 1 AVALIAÇÃO DAS TENSÕES E DEFORMAÇÕES EM FERRAMENTAS CERÂMICAS DE NITRETO DE SILÍCIO M. A. Lanna, A. A. L. Bello, J. V. C. Souza. Centro Técnico Aeroespacial,
28 de junho a 1º de julho de 2004 Curitiba-PR 1 AVALIAÇÃO DAS TENSÕES E DEFORMAÇÕES EM FERRAMENTAS CERÂMICAS DE NITRETO DE SILÍCIO M. A. Lanna, A. A. L. Bello, J. V. C. Souza. Centro Técnico Aeroespacial,
FRESADORA. Equipe: Bruno, Desyrêe, Guilherme, Luana
 FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
FORÇAS E POTÊNCIAS DE CORTE
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
AUTOMAÇÃO INDUSTRIAL FRESAGEM
 AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
AUTOMAÇÃO INDUSTRIAL Prof. Me. Claudemir Claudino Alves cvccvluiz Carlos Rodrigues Montes LUS Laboratório de Usinagem FRESAGEM 1- Fresagem É o processo de usinagem com retirada de cavacos que permite modificar
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Usinagem I Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Neste livro, você vai estudar as diversas operações de fresagem que podem ser executadas com a máquina fresadora.
 Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas e dispositivos
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
UNIVERSIDADE FEDERAL DE ITAJUBÁ INSTITUTO DE ENGENHARIA MECÂNICA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
 UNIVERSIDADE FEDERAL DE ITAJUBÁ INSTITUTO DE ENGENHARIA MECÂNICA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA DISSERTAÇÃO DE MESTRADO MODELAGEM DA FORÇA DE USINAGEM NO FRESAMENTO DE FACEAMENTO DE ALTO
UNIVERSIDADE FEDERAL DE ITAJUBÁ INSTITUTO DE ENGENHARIA MECÂNICA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA DISSERTAÇÃO DE MESTRADO MODELAGEM DA FORÇA DE USINAGEM NO FRESAMENTO DE FACEAMENTO DE ALTO
A INFLUÊNCIA DA VELOCIDADE DE AVANÇO NA TEXTURA SUPERFICIAL DE COMPONENTES USINADOS
 A INFLUÊNCIA DA VELOCIDADE DE AVANÇO NA TEXTURA SUPERFICIAL DE COMPONENTES USINADOS Carlos C. de C. Deonisio Instituto de Aeronáutica e Espaço CTA deonisio@ccm.ita.cta.br Olívio Novaski FEM/DEF - Unicamp
A INFLUÊNCIA DA VELOCIDADE DE AVANÇO NA TEXTURA SUPERFICIAL DE COMPONENTES USINADOS Carlos C. de C. Deonisio Instituto de Aeronáutica e Espaço CTA deonisio@ccm.ita.cta.br Olívio Novaski FEM/DEF - Unicamp
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Capítulo 4 Propriedades Mecânicas dos Materiais
 Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
Teoria prática da Usinagem. Janaina Fracaro de Souza 2017
 Teoria prática da Usinagem Janaina Fracaro de Souza 2017 /1 O Contexto Produtivo da Ferramentaria Contexto A tarefa de uma ferramentaria é fornecer recursos de produção para as fábricas; Um molde ou uma
Teoria prática da Usinagem Janaina Fracaro de Souza 2017 /1 O Contexto Produtivo da Ferramentaria Contexto A tarefa de uma ferramentaria é fornecer recursos de produção para as fábricas; Um molde ou uma
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
ESCOAMENTOS UNIFORMES EM CANAIS
 ESCOAMENTOS UNIFORMES EM CANAIS Nome: nº turma INTRODUÇÃO Um escoamento em canal aberto é caracterizado pela existência de uma superfície livre. Esta superfície é na realidade uma interface entre dois
ESCOAMENTOS UNIFORMES EM CANAIS Nome: nº turma INTRODUÇÃO Um escoamento em canal aberto é caracterizado pela existência de uma superfície livre. Esta superfície é na realidade uma interface entre dois
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
2 Revisão Bibliográfica
 2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007
 8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 ESTUDO DO CONTATO FERRAMENTA-PEÇA NO FRESAMENTO DE FORMAS GEOMÉTRICAS COMPLEXAS PARA A FABRICAÇÃO DE MOLDES E MATRIZES
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 ESTUDO DO CONTATO FERRAMENTA-PEÇA NO FRESAMENTO DE FORMAS GEOMÉTRICAS COMPLEXAS PARA A FABRICAÇÃO DE MOLDES E MATRIZES
ANEXO I ESPECIFICAÇÕES PARA A FABRICAÇÃO DE ESPELHOS RETROVISORES
 ANEXO I ESPECIFICAÇÕES PARA A FABRICAÇÃO DE ESPELHOS RETROVISORES 1 DEFINIÇÕES 1.1. Define-se por Tipo de espelho retrovisor o dispositivo que não difere entre si quanto às seguintes características fundamentais:
ANEXO I ESPECIFICAÇÕES PARA A FABRICAÇÃO DE ESPELHOS RETROVISORES 1 DEFINIÇÕES 1.1. Define-se por Tipo de espelho retrovisor o dispositivo que não difere entre si quanto às seguintes características fundamentais:
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
ESTUDO DAS OSCILAÇÕES DA VELOCIDADE DE AVANÇO NO FRESAMENTO EM ALTAS VELOCIDADES DE FORMAS COMPLEXAS
 ESTUDO DAS OSCILAÇÕES DA VELOCIDADE DE AVANÇO NO FRESAMENTO EM ALTAS VELOCIDADES DE FORMAS COMPLEXAS Prof. Dr. Adriano Fagali de Souza Sociedade Educacional de Santa Catarina SOCIESC adriano.fagali@sociesc.org.br
ESTUDO DAS OSCILAÇÕES DA VELOCIDADE DE AVANÇO NO FRESAMENTO EM ALTAS VELOCIDADES DE FORMAS COMPLEXAS Prof. Dr. Adriano Fagali de Souza Sociedade Educacional de Santa Catarina SOCIESC adriano.fagali@sociesc.org.br
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
AVALIAÇÃO DE ATRITO E INFLUÊNCIA DO LUBRIFICANTE POR MEIO DE ENSAIO DO ANEL EM AÇO MÉDIO CARBONO 1. Evandro Bertoldi 2.
 AVALIAÇÃO DE ATRITO E INFLUÊNCIA DO LUBRIFICANTE POR MEIO DE ENSAIO DO ANEL EM AÇO MÉDIO CARBONO 1 Evandro Bertoldi 2. 1 Projeto de Pesquisa 2 Mestrando em Engenharia de Minas, Metalúrgica e de Materiais,
AVALIAÇÃO DE ATRITO E INFLUÊNCIA DO LUBRIFICANTE POR MEIO DE ENSAIO DO ANEL EM AÇO MÉDIO CARBONO 1 Evandro Bertoldi 2. 1 Projeto de Pesquisa 2 Mestrando em Engenharia de Minas, Metalúrgica e de Materiais,
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
Fresamento NOMENCLATURA. Haste Ângulo da Hélice Canal Diâmetro Externo Comprimento de Corte Comprimento Total A B C D E F
 NOMENCLATURA A B C D E F Haste Ângulo da Hélice Canal Diâmetro Externo Comprimento de Corte Comprimento Total 1 Gash - Rebaixamento 2 Ângulo de alívio primário 3 Ângulo de alívio secundário 4 Dorso 5 Aresta
NOMENCLATURA A B C D E F Haste Ângulo da Hélice Canal Diâmetro Externo Comprimento de Corte Comprimento Total 1 Gash - Rebaixamento 2 Ângulo de alívio primário 3 Ângulo de alívio secundário 4 Dorso 5 Aresta
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Como melhorar a qualidade do corte a plasma
 Como melhorar a qualidade do corte a plasma O guia de referência a seguir oferece várias soluções para ajudar a melhorar a qualidade do corte. É importante tentar e testar as sugestões oferecidas porque
Como melhorar a qualidade do corte a plasma O guia de referência a seguir oferece várias soluções para ajudar a melhorar a qualidade do corte. É importante tentar e testar as sugestões oferecidas porque
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
3 DIMENSIONAMENTO À TRAÇÃO SIMPLES 3.1 CONCEITOS GERAIS 3.2 EQUAÇÃO DE DIMENSIONAMENTO FORÇA AXIAL RESISTENTE DE CÁLCULO
 3 DIMENSIONAMENTO À TRAÇÃO SIMPLES As condições para o dimensionamento de peças metálicas à tração simples estão no item 5.2 da NBR 8800. Essa seção (seção 5) da NBR trata do dimensionamento de elementos
3 DIMENSIONAMENTO À TRAÇÃO SIMPLES As condições para o dimensionamento de peças metálicas à tração simples estão no item 5.2 da NBR 8800. Essa seção (seção 5) da NBR trata do dimensionamento de elementos
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS
 ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
INFLUENCIAS DAS CONDIÇÕES DE USINAGEM NA INTEGRIDADE SUPERFICIAL DO AÇO INOXIDÁVEL AERONÁUTICO 15-5PH.
 INFLUENCIAS DAS CONDIÇÕES DE USINAGEM NA INTEGRIDADE SUPERFICIAL DO AÇO INOXIDÁVEL AERONÁUTICO 15-5PH. Luis Antonio Pereira, lap@fem.unicamp.br¹ Amauri Hassui, ahassui@fem.unicamp.br¹ Aristides Magri,
INFLUENCIAS DAS CONDIÇÕES DE USINAGEM NA INTEGRIDADE SUPERFICIAL DO AÇO INOXIDÁVEL AERONÁUTICO 15-5PH. Luis Antonio Pereira, lap@fem.unicamp.br¹ Amauri Hassui, ahassui@fem.unicamp.br¹ Aristides Magri,
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
A Operação de Prensagem: Considerações Técnicas e sua Aplicação Industrial. Parte IV: Extração da Peça e Resistência Mecânica a Verde
 A Operação de Prensagem: Considerações Técnicas e sua Aplicação Industrial. Parte IV: Extração da Peça e Resistência Mecânica a Verde J.L. Amorós Albaro Resumo: No desenvolvimento do tema se aborda primeiramente
A Operação de Prensagem: Considerações Técnicas e sua Aplicação Industrial. Parte IV: Extração da Peça e Resistência Mecânica a Verde J.L. Amorós Albaro Resumo: No desenvolvimento do tema se aborda primeiramente
FEPI , Page 1 Tecnologia Mecânica II
 28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
28.09.2009, Page 1 APLAINAMENTO O Aplainamento consiste em obter superfícies planas em posição horizontal, vertical ou inclinada. A ferramenta utilizada tem apenas uma aresta cortante que retira o sobremetal
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
O que é uma cremalheira?
 Cremalheiras O que é uma cremalheira? Peça mecânica que consiste numa barra ou trilho dentado que, com o auxílio de uma engrenagem do mesmo passo (módulo), exerce/transforma movimentos retilínios (cremalheira)
Cremalheiras O que é uma cremalheira? Peça mecânica que consiste numa barra ou trilho dentado que, com o auxílio de uma engrenagem do mesmo passo (módulo), exerce/transforma movimentos retilínios (cremalheira)
Usinagem I Parte 3 Aula 23 Condições Econômicas de Corte. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
Ementa: Graduação em Engenharia Mecânica. Curso sobre Tecnologia da Usinagem
 Graduação em Engenharia Mecânica Curso sobre Tecnologia da Usinagem Crichigno Filho Departamento de Engenharia Mecânica e-mail: crichigno@joinville.udesc.br Proibida a reprodução 1 Ementa: Introdução Grandezas
Graduação em Engenharia Mecânica Curso sobre Tecnologia da Usinagem Crichigno Filho Departamento de Engenharia Mecânica e-mail: crichigno@joinville.udesc.br Proibida a reprodução 1 Ementa: Introdução Grandezas
Corte por Arranque de Apara. Tecnologia Mecânica 1
 Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM