MODELAGEM E SIMULAÇÃO - APLICAÇÃO A UMA LINHA DE MANUFATURA DE COMPONENTES AUTOMOTIVOS
|
|
|
- Carlos Eduardo Armando da Costa Felgueiras
- 5 Há anos
- Visualizações:
Transcrição
1 MODELAGEM E SIMULAÇÃO - APLICAÇÃO A UMA LINHA DE MANUFATURA DE COMPONENTES AUTOMOTIVOS ALEXANDRE BETIATTO (PUC ) alexandre@linecon.com.br Com resultado surpreendente, este artigo apresenta o desenvolvimento de um projeto de Modelagem e Simulação em um setor crítico da linha automatizada de manufatura de virabrequins em uma empresa nacional de componentes automotivos. A finaliidade do estudo é oferecer uma ferramenta para identificar pontos críticos e testar soluções aos recursos envolvidos. Dessa forma, melhorar a eficiência do setor, considerado como gargalo. Palavras-chaves: Simulação, Modelagem, Análise, Otimização, Manufatura, Automotivo
2 1. Introdução A simulação computacional, anteriormente uma ferramenta muito cara e especializada Kelton (1998), vem a cada ano sendo utilizada em inúmeras companhias e direcionada para diversas aplicações no processo de apoio à tomada de decisão. Hoje, havendo uma grande gama de softwares para desenvolvimento de simulações, tem-se disponível no mercado programas que diferem em complexidade para programação, resultados gráficos e custos e formas de aquisição. Dessa maneira, essa poderosa ferramenta de apoio à tomada e decisão, hoje, pode ser utilizada por empresas de qualquer ramo de atividade e, principalmente, de qualquer porte. Sejam em empresas prestadoras de serviços (supermercados, call centers, aeroportos, agências bancárias), empresas de logísticas (Centro de Distribuição, Portos, logística interna), ou em processos de manufatura (linhas de produção, células de produção, robotização), a Modelagem e Simulação, se aplicada de acordo com uma metodologia apropriada, disponibilizará resultados estatisticamente confiáveis para direcionar os gestores a identificar os melhores caminhos possíveis durante o processo de decisão. A técnica de Modelagem e Simulação de Eventos Discretos torna possível desenvolver, em computadores, cenários virtuais os quais imitam o comportamento de praticamente qualquer tipo de sistema. Esses cenários podem ser modificados e testados sem comprometer o sistema real. Os valores gerados apoiam a tomada de decisão, pois se tem resultados confiáveis estatisticamente envolvendo o sistema, que pode ser simulado dias ou meses equivalentes ao sistema real, em poucos minutos de processo computacional. Além de uma ferramenta de análise de problemas, a simulação é uma ferramenta que promove uma melhor compreensão sobre os sistemas, servindo de meio de comunicação entre analistas, gerentes e pessoas ligadas a sua operação (CHWIF & MEDINA, 2007). Para Kelton (1998), podem-se classificar as simulações segundo alguns parâmetros de comportamento: Tempo: Estático (quando o tempo não é considerado); ou Dinâmico (como na maioria dos modelos de simulação, o tempo é considerado); 2
3 Estado de Mudança: Contínua (quando o estado do sistema muda continuamente com o tempo, como o fluxo de água em reservatórios); ou Eventos Discretos (muda seus estados a partir da ocorrência de eventos no decorrer do tempo, como no processo de manufatura de peças com tempo de ciclo específico); Aleatoriedade: Determinísticos (não possuem entradas aleatórias, apenas valores de entrada fixos); ou Estocásticos (operam com entradas aleatórias, como chegadas de clientes na fila, tempo entre falhas de equipamentos, tempos de reparo). 2. Problema A linha de manufatura da empresa estudada conta com 28 equipamentos disponíveis em 6 Pórticos. O pórtico é uma estrutura que fica sobre um grupo de equipamentos e possibilita a movimentação de transportadores aéreos sobre seus trilhos. Estes transportadores carregam ou descarregam as peças das máquinas e as movimentam automaticamente conforme uma sequência lógica. A transferência das peças entre as máquinas é feito através de robôs que correm em trilhos sobre os equipamentos e estoques intermediários ou buffers. Já o transporte entre os pórticos é feito através de esteiras. O fluxo do processo inicia-se no Pórtico1 e segue até o final do Pórtico6. Segue então para a etapa de inspeção final e após, para embalagem e estocagem. Mesmo havendo inúmeros estoques intermediários para compensar falta de peças ou paradas de equipamentos, a baixa eficiência de um dos pórticos afeta toda a produção. Por se tratarem de processos totalmente automatizados e em linha, todo o sistema deve estar balanceado para um melhor aproveitamento dos recursos. No entanto, os especialistas e gestores do setor vinham notando a baixa produtividade do Pórtico1. Depois de várias reuniões e conversas, percebeu-se que o número de variáveis relacionadas entre si tornavam as soluções para os problemas no Pórtico difíceis de serem identificadas. Isso, porque era preciso considerar melhorias envolvendo as falhas dos equipamentos (MTBF, MTTR); os tempos de ciclo; a utilização dos operadores para reparo durante as falhas; buffers intermediários e vida útil das ferramentas. Devido às dificuldades encontradas para melhorias e considerando ser uma etapa crítica do sistema, optou-se por desenvolver um Modelo de Simulação do Pórtico1, o qual trata este artigo. 3

4 3. Metodologia de Simulação Para desenvolver um projeto de simulação que obtenha os resultados esperados e possa apresentar de maneira confiável os valores gerados pelo modelo, é indispensável a utilização de uma metodologia que aborde todos os conceitos de modelagem e simulação. Segue abaixo, na Figura1, a metodologia desenvolvida pelo autor e utilizada no projeto que originou este artigo. Figura 1 - Metodologia para desenvolvimento de um modelo de simulação computacional 4
5 4. Desenvolvimento do Projeto 4.1. Estudo do Pórtico1 da Linha de Manufatura de componentes automotivos Conforme já comentado, escolheu-se o Pórtico1 para o desenvolvimento da simulação, por se perceber grande complexidade em lidar com as variáveis simultaneamente. Decidiu-se então, ser considerado como variáveis de interesse: o tempo de ciclo das máquinas; a eficiência dos operadores; a vida útil das ferramentas; e a média de tempo de troca das ferramentas feita pelos operadores. Nesta etapa do processo, possuem dois centros de usinagem (OP10A e OP10B) que divide a produção, ou seja, a peça é processada em uma ou em outra máquina. Após a OP10, há três tornos que também dividem o processo entre si (OP20A, OP20B e OP20C). Os centros de usinagem processam duas peças de cada vez. Já os tornos, processam apenas uma peça em cada ciclo de produção. Para manipulação e transferência das peças entre as esteiras, as máquinas e os buffers, são utilizados dois Robôs que correm sobre o Pórtico 1: um que possui um braço de manipulação para a OP10 (que chamaremos aqui de G1A) e outro que conta com dois braços para a OP20 (chamado de G1B). Os dois têm um ponto em comum de acesso que é o buffer intermediário o qual o G1A fornece as peças que já foram processadas pelos centros de usinagem ao G1B que alimentará os tornos para o processo seguinte. Para atender paradas dos equipamentos ou solicitação de trocas de ferramentas, há dois operadores que atendem os equipamentos da seguinte forma: operador 1 atende as necessidades dos centros de usinagem (OP10) e o operador 2 atende aos tornos (OP20) Objetivo do Estudo O objetivo proposto com este estudo foi o aumento de produção no final do Pórtico 1, ou seja, a melhora na eficiência e utilização dos recursos Coleta e Tratamento de Dados Segundo Moreira (2001), a coleta de dados é um processo de recolhimento dos fatos e informações disponíveis que serão processados quando houver necessidade. De acordo com 5
6 Chwif & Medina (2007), um cuidado especial deve ser tomado para diferenciar o que são dados de entrada (valores fornecidos ao modelo de simulação) e o que são dados de saída (valores obtidos do modelo de simulação). As amostras coletadas para representar a população dos dados envolvidos no sistema, foram definidas da seguinte forma: tempo de ciclo das máquinas; MTBF (Tempo Médio Entre Paradas); MTTR (Tempo Médio Para Reparo); vida útil das ferramentas (em número de peças processadas). Os dados relacionados à parada e reparo dos equipamentos foram coletados através do Supervisório que gerencia o status de cada máquina na linha. Os valores foram extraídos de um período de cinco dias, totalizando aproximadamente 150 mudanças de estado. Segundo Vicent apud Chwif & Medina (2007), o tamanho da amostra deve estar entre 100 e 200 observações. Amostras com menos de 100 observações podem comprometer a identificação do melhor modelo probabilístico, e amostras com mais de 200 observações não trazem ganhos significativos. Por se tratar de um sistema estocástico (valores de entrada aleatórios), as amostras coletadas tiveram que sofrer um tratamento para então serem aderidas às distribuições estatísticas conhecidas. Para esse processo de identificação das distribuições e aderência estatística foi utilizado o módulo para modelagem de dados da Simul8, o Stat::Fit Tratamento dos Dados Primeiramente, os valores foram transformados em segundos como medida de tempo e plotados em forma de gráficos para uma análise preliminar do comportamento das observações. A partir daí, aplicou-se a técnica de identificação de Outliers (identificados como valores fora da normalidade se comparados ao comportamento dos valores no tempo). Para CHWIF & MEDINA (2007) as razões mais comuns para o surgimento dos outliers são algum erro na coleta de dados ou um evento raro e totalmente inesperado. Foi então aplicada a técnica apresentada por estes mesmos autores, que é a de construir um intervalo de valores a partir dos quartis da amostra, segundo os cálculos apresentados abaixo: A=Q³-Q¹ Q¹-1,5A (abaixo desse valor considera-se outlier moderado); 6
7 Q³+1,5A (acima desse valor considera-se outlier moderado); Q¹-3A (abaixo desse valor considera-se outlier extremo); Q³+3A (acima desse valor considera-se outlier extremo); 7
8 Na Tabela 1 são apresentados os valores referentes à identificação dos outliers: Tabela 1: limite para identificar os Outliers MTBF OP10A OP10B OP20A OP20B OP20C Q Q A LI LS MTTR OP10A OP10B OP20A OP20B OP20C Q Q A LI LS Após a identificação dos outliers, o passo seguinte foi a entrada dos dados no módulo para modelagem de dados Stat::Fit. O primeiro procedimento após os valores serem processados pelo software deve ser a análise de correlação entre os dados, ou seja, se há alguma forma de dependência entre os valores. Na Figura 2, são apresentados os dados de tempos de reparos da OP10B, é possível comprovar que não há correlação entre as observações da amostra. Figura 2: análise de dispersão do MTTR OP10B 8

9 Dados os valores das amostras, agora tratados, faz-se o ajuste estatístico utilizando o software Stat::Fit. Dos resultados apresentados, vale acrescentar que ainda é importante e necessária a ação do analista para avaliar de maneira crítica e conclusiva as reais curvas que mais se aderem às amostras coletadas. Para isso, alguns fatores importantes devem ser analisados, como os Histogramas, Box-plot e p-value. Abaixo, a Figura 3 apresenta o Histograma das amostras de MTBF da OP10A. Esta sequência para aderência ao conjunto de dados coletados foi realizada em cada equipamento. Figura 3: Histograma das amostras do MTBF OP10A Tendo todas as distribuições estatísticas que representam o comportamento de cada recurso estudado, agora são necessárias as inserções destas informações no modelo. Portanto, a partir deste momento passa-se a desenvolver o Modelo Conceitual e Computacional Desenvolvimento do Modelo Conceitual Para construirmos o Modelo Conceitual, utilizamos a forma de modelagem ACD (Activity Cicle Diagram). Essa metodologia permite uma modelagem simplista e direta do sistema real. Segue na Figura 4 um exemplo de ACD da OP20 desenvolvido para o sistema em estudo. 9
10 Figura 4: Exemplo do ACD desenvolvido para máquinas e Robô da OP Desenvolvimento do Modelo Computacional Seguindo a classificação apresentada por Kelton (1998), este projeto se enquadra da seguinte maneira: Tempo: Dinâmico; Estado de Mudança: Eventos Discretos; Aleatoriedade: Estocástica; Para o desenvolvimento da simulação foram considerados como fatores a serem estudados e, consequentemente, como o perímetro do escopo as seguintes considerações: a lógica de processo das máquinas; a lógica de processo dos Robôs G1A e G1B; a utilização dos recursos operadores para atender as paradas das máquinas e o buffer intermediário que é dimensionado para 9 peças. Segue apresentado na Figura 5, o Modelo Computacional desenvolvido no ambiente do Simul8. 10

11 Figura 5: ambiente do Simul8 com a disposição dos recursos simulados do Pórtico1 Para criar uma interface amigável com os analistas responsáveis pelos processos no sistema estudado, foi desenvolvido um painel de controle com entradas para as variáveis de interesse e com a demonstração dos resultados obtidos a cada rodada, vista na Figura 6. Esse recurso se torna interessante, pois o Simul8 possui uma versão disponível gratuitamente que realiza simulações que foram desenvolvidas pela versão Professional em um ambiente simplificado e de fácil utilização. Essa versão é chamada de Simul8 Viewer. Dessa forma, o programa desenvolvido pode ficar de posse dos analistas e gestores da empresa para utilizar sempre que ocorrer a necessidade de testes envolvendo os recursos simulados. Figura 6: painel de controle desenvolvido pela Linecon para ser usado pelos analistas da empresa 11
12 Verificação e Validação do Modelo Segundo Chwif & Medina (2007), o objetivo de validar o modelo é o mesmo que responder à pergunta: Será que estamos desenvolvendo o modelo correto? e quando verificamos o modelo a pergunta é: Será que estamos desenvolvendo o modelo corretamente?. Portanto, validação trata do que será modelado e verificação do modelo implementado. Para validação, levou-se em consideração que o sistema modelado já existe e está em funcionamento, portanto, foi relativamente facilitada esta etapa. Através de algumas reuniões que contaram com a presença de analistas e gestores responsáveis pelo setor envolvido, foi possível confirmar a validação do modelo após pequenas correções no decorrer do desenvolvimento. Quanto à verificação, foram vários testes e correções. Durante a construção da lógica, devido à alta complexidade das relações entre as máquinas e os transportadores, foram utilizados alguns recursos disponíveis no Simul8, como por exemplo, o debugger, que possibilita o acompanhamento da simulação passo a passo, além dos recursos gráficos, que apoiaram durante todo o processo de desenvolvimento para que o fluxo estivesse programado de acordo com o sistema real Identificação das dimensões relacionadas à execução do programa 12
13 Nesta etapa foram dimensionados os parâmetros pelo qual o simulador deve executar suas corridas. A seguir é explicado de forma simplificada o que significa e quais os fatores que foram utilizados nesta simulação Regime transitório / permanente No regime transitório, o sistema a ser simulado sofre alterações importantes durante um pequeno período até sua estabilização. Como na abertura de uma agência bancária, quando o intervalo entre chegada dos clientes pode ser muito menor que o normal, pois pode haver fila do lado de fora da agência. Passado um período, o processo se estabiliza e torna-se regime permanente. A partir daí os valores e médias tornam-se mais confiáveis. No caso deste projeto, consideramos que a simulação inicia em regime transitório, pois as máquinas e os buffers ainda estão vazios. Para isso, segundo Chwif & Medina (2007) há três técnicas que podem ser aplicadas para eliminar ou minimizar essa interferência: 13
14 Simular por um período muito longo de modo que o número de amostras em regime transitório seja desprezível; Eliminar o período transitório através de alguma técnica apropriada; Iniciar o sistema já em um estado dentro do regime permanente; Para este projeto especificamente, decidiu-se eliminar o período transitório. Para isso, foram realizadas várias rodadas e acompanhado as situações de processo dos equipamentos através dos gráficos tipo Pizza disponível no Simul8 (ver Figura 5). Em seguida, o tempo corrido de simulação para a estabilização dos processos neste caso segundos foi usado no recurso Warm Up Period que diz para o simulador que não deve ser considerado os valores resultantes deste período nos dados estatísticos de saída Terminal ou não-terminal: Neste caso, deve ser analisado se o sistema a ser simulado possui um período definido de funcionamento, ou não se pode afirmar qual o intervalo de tempo que se deve simular. Para a simulação considerada neste artigo foi definido um sistema não-terminal, pois a empresa estudada possui três turnos produzindo 24 horas por dia e cinco dias por semana. Com essas informações definiu-se também que as rodadas de simulação teriam um período de cinco dias, ou no caso computacional, segundos Número de replicações e intervalo de confiança A replicação considerada nos modelos computacionais de simulação consiste na geração de rodadas utilizando sementes de geração dos valores aleatórias diferentes. Sendo assim, os valores relacionados às entradas são os mesmos, mas os resultados possuem algumas variações, pois contam com sementes diferentes durante a geração dos números aleatórios. Por se tratar de simulações que usam números aleatórios para gerar os resultados, necessariamente temos que considerar as variações destes resultados e que eles estão dentro de uma probabilidade de ocorrerem. Com isso, precisamos então criar um intervalo de confiança, considerando uma precisão desejada. Intervalo de confiança é um intervalo em que 14
15 há a probabilidade dos valores se encontrarem. Já precisão, é o tamanho desse intervalo. O software utilizado conta com uma ferramenta que facilita a tarefa para ser encontrado o número de replicações para que os resultados estejam dentro de um intervalo de confiança seguindo uma precisão pré-estabelecida. O resultado da quantidade de replicações a ser utilizada, com confiança de 95% e precisão de 5%, foi de quatro replicações para um período de segundos. Os resultados de saída considerados para o cálculo da quantidade de replicações foram a quantidade total produzida e o índice de utilização dos dois operadores Análise dos cenários Conforme comentado no inicio deste documento, o grande problema apresentado pelo Pórtico1 da linha de manufatura estudada é a baixa eficiência dos seus processos. Esse problema está diretamente relacionado com a baixa produtividade na saída de peças que darão sequência na linha produtiva. Por outro lado, é exposto pelos analistas responsáveis do setor estudado, que as paradas dos equipamentos para troca de ferramentas devido ao alcance de sua vida útil, são um dos fatores que mais preocupam. Além dessas paradas, há também as paradas por falhas diversas que ocorrem nas máquinas. Com posse dessas informações, pudemos direcionar o experimento de diversos cenários relacionados com as paradas das máquinas e consequentemente o tempo de reparo gasto pelos operadores Cenário 1 No cenário atual, dois operadores acompanham o desempenho das máquinas e realizam testes de qualidade. O operador 1 é disponibilizado para atender as paradas das operações OP10A e OP10B. Já o operador 2 atende as paradas das operações OP20A, OP20B e OP20C. O que pode se perceber é que muitas vezes ocorre de, enquanto o operador repara um equipamento, outro equipamento que é responsabilidade do mesmo operador, para também. Nesse momento, um equipamento está parado para reparo e outro fica aguardando para ser reparado. Se for, no caso a OP10 e duas máquinas pararem ao mesmo tempo, todo o Pórtico1 para seu processo. Se for a OP20 e duas das três máquinas pararem, apenas aproximadamente 33% do 15

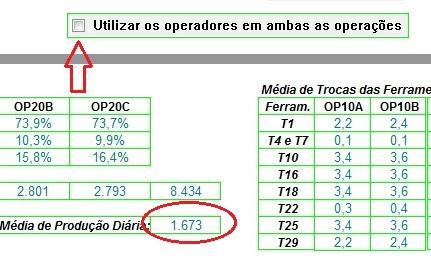
16 Pórtico1 continua produzindo. Isso significa que o envolvimento dos operadores é muito mais importante no desempenho do Pórtico como pode parecer. No desenvolvimento do modelo computacional foi considerada a hipótese dos dois operadores atenderem todas as máquinas, isso poderia reduzir o tempo de espera por reparo pelos equipamentos. É o que foi comprovado após as simulações, conforme visto nas Figuras 6, 7 e 8. Com a opção de diferente utilização dos operadores, foi possível confirmar uma melhora média de aproximadamente 7,7% na produção final. Esse valor se torna muito mais expressivo se considerarmos que não haverá praticamente nenhum investimento para as alterações, a necessidade estaria apenas no treinamento e criação de alguns procedimentos para os operadores envolvidos. Figura 6: localização dos valores e Box de opção para usuário no painel de controle Figura 7: Box desabilitado indicando, situação dos operadores como estão atualmente e produção diária 16
17 17

18 Figura 8: Box habilitado indicando, utilização dos operadores em ambas as operações e produção diária Cenário 2 Como o volume de produção é muito alto, uma das grandes preocupações no setor analisado é a utilização das ferramentas envolvidas nas máquinas. No Pórtico1, as ferramentas utilizadas são oito ferramentas em cada máquina da OP10 e seis ferramentas em cada máquina da OP20. É notório que a forma que é utilizada e a vida útil de cada ferramenta interferem, de maneira significativa, na produção total do Pórtico. Visto isso, outro ponto em que executamos vários cenários para a otimização dos recursos analisados foram, tanto as alterações da vida útil das ferramentas optando por qualidades diferentes de produto, quanto a combinação de paradas para troca dessas ferramentas. Dos resultados destes cenários, foram extraídas informações importantes que indicam alterações nesses fatores para uma redução no tempo de paradas para troca de ferramenta. Uma das simulações realizadas considerando a vida útil das ferramentas foi a substituição da ferramenta T3 da OP20. Essa substituição consiste na troca da ferramenta de metal-duro com vida útil de 75 pallet de produção, para ferramentas de materiais como, por exemplo, cerâmica. Esse material possui vida útil de 500 pallet de produção. Pode-se observar nos resultados da simulação na Figura 9 (ferramenta metal-duro ) e na Figura 10 (ferramenta cerâmica) um aumento médio na produtividade de 5%. Isso devido à redução nas paradas para troca de ferramenta nas três máquinas da OP20. 18


19 Figura 9: resultado da simulação com a ferramenta T3 de Metal-duro na OP20 Figura 10: resultado da simulação com a ferramenta T3 de Cerâmica na OP20 19
20 5. Resultados Obtidos Conforme apresentado nas seções anteriores, foram realizadas simulações considerando inicialmente dois fatores que poderiam melhorar a eficiência do Pórtico1, são eles: utilização dos operadores quanto aos reparos durante paradas das máquinas, e a substituição da ferramenta T3 de metal-duro da OP20 por ferramenta com durabilidade maior. Seguem abaixo os valores resumidos referentes aos cenários simulados. Na Tabela 2 estão demonstrados os valores dos cenários relativos à utilização dos operadores. Na Tabela 3 são expostos os resultados referentes à qualidade da ferramenta T3 da OP20. Já na Tabela 4, as melhorias propostas são simuladas simultaneamente, dessa forma, é possível observar o comportamento do sistema com todas as alterações. Neste último cenário, pode-se perceber a importante melhora no Pórtico1 com a implantação das modificações aproximadamente 9,9%. Tabela 2: resultados dos cenários referentes à utilização dos operadores Cenários Operadores OP10 OP20 Utilização Média de produção diária Melhora Cenário 1 Operador 1 Atende Não Atende 50.8% Operador 2 Não Atende Atende 51.7% ,70% Cenário 2 Operador 1 Atende Atende 53.6% Operador 2 Atende Atende 53.3%
21 Tabela 3: resultados dos cenários referentes à vida útil das ferramentas T3 da OP20 Cenários Metal-duro Cerâmica Ferramenta (vida útil por (vida útil por peça peça produzida) produzida) Ferramenta T3 OP Melhora Cenário 3 Média de produção diária % Tabela 4: resultados dos cenários referentes à utilização dos operadores e a vida útil das ferramentas T3 da OP20 Cenário Recursos Estudados OP10 OP20 Média de produção diária Melhora Operador 1 Atende Atende Operador 2 Atende Atende Cenário ,90% Ferramenta T3 Vida útil 500 OP20 peças 6. Conclusões e Recomendações
22 Conforme visto nos resultados das simulações nas tabelas acima, é possível entendermos claramente as possibilidades de ganhos de produção final relativo ao Pórtico1. Devido à melhora significativa de 7,7% e o baixo custo para implantação das alterações propostas para se chegar ao cenário 2, sugere-se que a primeira melhoria seja a alteração dos métodos de trabalho dos operadores do Pórtico1 para que ambos atendam as paradas das operações OP10 e OP20. Já a alteração da ferramenta para cerâmica, apesar de apresentar uma melhora importante, na prática a ferramenta não se mostrou resistente à carga necessária. Esse fator leva a identificação de novas ferramentas que ofereçam durabilidade maior que a atual, considerando que a simulação demonstrou que é possível o ganho na produtividade com o aumento da vida útil de apenas uma ferramenta.
23 REFERÊNCIAS Vincent, Stephen. Input data analysis. In: Handbook of Simulation, Ed. J. Banks, p.55-91, New York: John Wiley and Sons, Kelton, David W.; Sadowski, Randall P.; Sadowski, David. Simulation with Arena. Boston: McGraw Hill, Pidd, Michael. Tools for hinking: modeling in management science. Quarta edição, Chichester: John Wiley & Sons, Chwif, Leonardo; Medina, Afonso C. Modelagem e simulação de eventos discretos, teoria & aplicações. Segunda edição. São Paulo, Chwif, Leonardo. Redução de modelos de simulação de eventos discretos na sua concepção: uma abordagem causal. Tese de Doutorado. Escola Politécnica da USP. Departamento de Engenharia Mecânica, Leal, Fabiano. Um diagnostico do processo de atendimento a clientes em uma agencia bancária através de mapeamento do processo e simulação computacional. Dissertação submetida ao Programa de Pós-Graduação em Engenharia de Produção. Universidade Federal de Itajubá, MG, Moreira, C. M. Estratégias de reposição de estoques em supermercados: avaliação por meio de simulação. Dissertação (Mestrado em Engenharia de Produção) Programa de Pós- Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina, Florianópolis, SC, 2001.
Simulação e Modelagem
 Simulação e Modelagem Prof. Afonso C Medina Prof. Leonardo Chwif Versão. 6//6 Introdução Definição A Simulação como ferramenta de suporte à decisão Quando utilizar a Teoria das Filas ou a Simulação? O
Simulação e Modelagem Prof. Afonso C Medina Prof. Leonardo Chwif Versão. 6//6 Introdução Definição A Simulação como ferramenta de suporte à decisão Quando utilizar a Teoria das Filas ou a Simulação? O
Coleta e Modelagem dos Dados de Entrada
 Slide 1 Módulo 02 Coleta e Modelagem dos Dados de Entrada Prof. Afonso C. Medina Prof. Leonardo Chwif Três Etapas Coleta Tratamento Inferência Coleta dos Dados 1. Escolha adequada da variável de estudo
Slide 1 Módulo 02 Coleta e Modelagem dos Dados de Entrada Prof. Afonso C. Medina Prof. Leonardo Chwif Três Etapas Coleta Tratamento Inferência Coleta dos Dados 1. Escolha adequada da variável de estudo
Coleta e Modelagem dos Dados de Entrada
 Coleta e Modelagem dos Dados de Entrada Capítulo 2 Páginas 24-52 Este material é disponibilizado para uso exclusivo de docentes que adotam o livro Modelagem e Simulação de Eventos Discretos em suas disciplinas.
Coleta e Modelagem dos Dados de Entrada Capítulo 2 Páginas 24-52 Este material é disponibilizado para uso exclusivo de docentes que adotam o livro Modelagem e Simulação de Eventos Discretos em suas disciplinas.
O que é Simulação? Capítulo 1. Prof. Afonso C Medina & Prof. Leonardo Chwif. fonte original de consulta.
 O que é Simulação? Capítulo 1 fonte original de consulta. Prof. Afonso C Medina & Prof. Leonardo Chwif 1 Introdução Definição A Simulação como ferramenta de suporte à decisão Quando utilizar a Teoria das
O que é Simulação? Capítulo 1 fonte original de consulta. Prof. Afonso C Medina & Prof. Leonardo Chwif 1 Introdução Definição A Simulação como ferramenta de suporte à decisão Quando utilizar a Teoria das
TÍTULO: MODELAGEM E SIMULAÇÃO DE UM TERMINAL PORTUÁRIO PARA EMBARQUE DE AÇÚCAR PARA EXPORTAÇÃO
 TÍTULO: MODELAGEM E SIMULAÇÃO DE UM TERMINAL PORTUÁRIO PARA EMBARQUE DE AÇÚCAR PARA EXPORTAÇÃO CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: UNIVERSIDADE CATÓLICA
TÍTULO: MODELAGEM E SIMULAÇÃO DE UM TERMINAL PORTUÁRIO PARA EMBARQUE DE AÇÚCAR PARA EXPORTAÇÃO CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: UNIVERSIDADE CATÓLICA
PNV-5005 MODELAGEM E ANÁLISE DE SISTEMAS INTERMODAIS DE TRANSPORTE UTILIZANDO TÉCNICAS DE SIMULAÇÃO
 PNV-5005 MODELAGEM E ANÁLISE DE SISTEMAS INTERMODAIS DE TRANSPORTE UTILIZANDO TÉCNICAS DE SIMULAÇÃO Prof. Dr. Rui Carlos Botter e-mail: rcbotter@usp.br Março de 2015 Etapas de um projeto de simulação OBJETIVOS
PNV-5005 MODELAGEM E ANÁLISE DE SISTEMAS INTERMODAIS DE TRANSPORTE UTILIZANDO TÉCNICAS DE SIMULAÇÃO Prof. Dr. Rui Carlos Botter e-mail: rcbotter@usp.br Março de 2015 Etapas de um projeto de simulação OBJETIVOS
Casos de Sucesso e Fracasso em Simulação
 Casos de Sucesso e Fracasso em Simulação Profs. Leonardo Chwif e Afonso Celso Medina www.livrosimulacao.eng.br II EMEPRO ABRIL 2006 Questão Central 1 Como, num projeto de simulação, pode ser medido SUCESSO?
Casos de Sucesso e Fracasso em Simulação Profs. Leonardo Chwif e Afonso Celso Medina www.livrosimulacao.eng.br II EMEPRO ABRIL 2006 Questão Central 1 Como, num projeto de simulação, pode ser medido SUCESSO?
Metodologia de simulação
 Metodologia de simulação OBJETIVOS E DEFINIÇÃO DO SISTEMA FORMULAÇÃO DO MODELO ANÁLISE E REDEFINIÇÃO MODELO ABSTRATO RESULTADOS EXPERIMENTAIS (Capítulo 6) MODELO CONCEITUAL (Capítulo 3) REPRESENTAÇÃO DO
Metodologia de simulação OBJETIVOS E DEFINIÇÃO DO SISTEMA FORMULAÇÃO DO MODELO ANÁLISE E REDEFINIÇÃO MODELO ABSTRATO RESULTADOS EXPERIMENTAIS (Capítulo 6) MODELO CONCEITUAL (Capítulo 3) REPRESENTAÇÃO DO
3 Método de pesquisa Construção do Modelo
 37 3 Método de pesquisa Este capítulo apresenta a metodologia utilizada para o desenvolvimento do modelo de simulação que é utilizado na presente dissertação assim como uma descrição da ferramenta computacional
37 3 Método de pesquisa Este capítulo apresenta a metodologia utilizada para o desenvolvimento do modelo de simulação que é utilizado na presente dissertação assim como uma descrição da ferramenta computacional
Programas de simulação
 Conceitos Por que SIMULAR? Objetivos da simulação Avaliar a precisão de modelos analíticos Comparar estratégias distintas Avaliar o desempenho de sistemas 1 Processo de simulação Desenvolvimento de um
Conceitos Por que SIMULAR? Objetivos da simulação Avaliar a precisão de modelos analíticos Comparar estratégias distintas Avaliar o desempenho de sistemas 1 Processo de simulação Desenvolvimento de um
Prof. Lorí Viali, Dr.
 Prof. Lorí Viali, Dr. viali@pucrs.br http://www.pucrs.br/famat/viali/ Dentre a grande variedade de sistemas que podem ser modelados e para os quais a simulação pode ser aplicada com proveito, uma classe
Prof. Lorí Viali, Dr. viali@pucrs.br http://www.pucrs.br/famat/viali/ Dentre a grande variedade de sistemas que podem ser modelados e para os quais a simulação pode ser aplicada com proveito, uma classe
Simulação de Sistemas. Adaptado de material de Júlio Pereira Machado (AULA 17)
") Simulação de Sistemas Adaptado de material de Júlio Pereira Machado (AULA 17) Análise dos Dados de Saída Além das tarefas de modelagem e validação, devemos nos preocupar com a análise apropriada dos resultados
Simulação de Sistemas Adaptado de material de Júlio Pereira Machado (AULA 17) Análise dos Dados de Saída Além das tarefas de modelagem e validação, devemos nos preocupar com a análise apropriada dos resultados
PALAVRAS-CHAVE: simulação a eventos discretos, logística de cargas pesadas, avaliação de desempenho em operações portuárias.
 MODELAGEM E SIMULAÇÃO DA OPERAÇÃO DE DESCARGA DE TUBOS DE AÇO PARA SERVIÇOS DE LOGÍSTICA NO PORTO DE SÃO SEBASTIÃO-SP PROJETO DO GASODUTO GSNC RASO Flávia Cristina da Silva Duarte Departamento de Engenharia
MODELAGEM E SIMULAÇÃO DA OPERAÇÃO DE DESCARGA DE TUBOS DE AÇO PARA SERVIÇOS DE LOGÍSTICA NO PORTO DE SÃO SEBASTIÃO-SP PROJETO DO GASODUTO GSNC RASO Flávia Cristina da Silva Duarte Departamento de Engenharia
MODELAGEM E SIMULAÇÃO DO SISTEMA DE XEROX DOC CENTER
 MODELAGEM E SIMULAÇÃO DO SISTEMA DE XEROX DOC CENTER Ernane Rosa Martins¹ ¹Instituto Federal de Educação, Ciência e Tecnologia de Goiás Resumo: O artigo tem como objetivo fazer a modelagem e simulação
MODELAGEM E SIMULAÇÃO DO SISTEMA DE XEROX DOC CENTER Ernane Rosa Martins¹ ¹Instituto Federal de Educação, Ciência e Tecnologia de Goiás Resumo: O artigo tem como objetivo fazer a modelagem e simulação
SIMULAÇÃO. Professor: Adriano Benigno Moreira
 SIMULAÇÃO Professor: Adriano Benigno Moreira Modelagem e Simulação de Sistemas Etapa de Planejamento Formulação e análise do problema Etapa de Modelagem Coleta de dados Etapa de Experimentação Projeto
SIMULAÇÃO Professor: Adriano Benigno Moreira Modelagem e Simulação de Sistemas Etapa de Planejamento Formulação e análise do problema Etapa de Modelagem Coleta de dados Etapa de Experimentação Projeto
Gestão da produção na Manufatura Avançada. Análise de perdas, falhas e causas. Supervisão e monitoração da produção
 Análise de perdas, falhas e causas Supervisão e monitoração da produção Indicadores de desempenho OEE e TRS Gestão da produção na Manufatura Avançada O sistema MES para coleta de dados no chão de fábrica
Análise de perdas, falhas e causas Supervisão e monitoração da produção Indicadores de desempenho OEE e TRS Gestão da produção na Manufatura Avançada O sistema MES para coleta de dados no chão de fábrica
TESTES DE SOFTWARE 1. Fundamentos sobre testes de software
 ENG SOFT - TESTES TESTES DE SOFTWARE 1. Fundamentos sobre testes de software A atividade de teste de software sempre foi considerada como um gasto de tempo desnecessário, uma atividade de segunda classe,
ENG SOFT - TESTES TESTES DE SOFTWARE 1. Fundamentos sobre testes de software A atividade de teste de software sempre foi considerada como um gasto de tempo desnecessário, uma atividade de segunda classe,
Estatística e Modelos Probabilísticos - COE241
 Estatística e Modelos Probabilísticos - COE241 Aula passada Análise da dados através de gráficos Introdução a Simulação Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes
Estatística e Modelos Probabilísticos - COE241 Aula passada Análise da dados através de gráficos Introdução a Simulação Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes
Estatística e Modelos Probabilísticos - COE241
 Estatística e Modelos Probabilísticos - COE241 Aula passada Análise da dados através de gráficos Introdução a Simulação Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes
Estatística e Modelos Probabilísticos - COE241 Aula passada Análise da dados através de gráficos Introdução a Simulação Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes
Estatística e Modelos Probabilísticos - COE241
 Estatística e Modelos Probabilísticos - COE241 Aula passada Somas aleatórias Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes Números Simulação de Sistemas Discretos É
Estatística e Modelos Probabilísticos - COE241 Aula passada Somas aleatórias Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes Números Simulação de Sistemas Discretos É
IF6AL - Simulação de Eventos Discretos Aula 1
 IF6AL - Simulação de Eventos Discretos Aula 1 Ricardo Lüders UTFPR 9 de março de 2011 Sumário Calendário 1 Calendário 2 3 4 Roteiro de aulas Calendário Tabela: Distribuição de atividades e conteúdos. Semana
IF6AL - Simulação de Eventos Discretos Aula 1 Ricardo Lüders UTFPR 9 de março de 2011 Sumário Calendário 1 Calendário 2 3 4 Roteiro de aulas Calendário Tabela: Distribuição de atividades e conteúdos. Semana
4ªJornadaCientíficaeTecnológicadaFATECdeBotucatu 7 a9deoutubrode2015,botucatu SãoPaulo,Brasil
 SIMULAÇÃO COMPUTACIONAL APLICADAAUM SISTEMA MODULAR DE PRODUÇÃO DIDÁTICO Fernando Doriguel 1, Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3, Luiz Enéias Zanetti Cardoso 4, Caio Antônio Villas
SIMULAÇÃO COMPUTACIONAL APLICADAAUM SISTEMA MODULAR DE PRODUÇÃO DIDÁTICO Fernando Doriguel 1, Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3, Luiz Enéias Zanetti Cardoso 4, Caio Antônio Villas
TÍTULO: SIMULAÇÃO APLICADA A UM PROCESSO DE USINAGEM CATEGORIA: CONCLUÍDO ÁREA: CIÊNCIAS EXATAS E DA TERRA. SUBÁREA: Engenharias
 TÍTULO: SIMULAÇÃO APLICADA A UM PROCESSO DE USINAGEM CATEGORIA: CONCLUÍDO ÁREA: CIÊNCIAS EXATAS E DA TERRA SUBÁREA: Engenharias INSTITUIÇÃO(ÕES): CENTRO UNIVERSITÁRIO SENAC - SENACSP AUTOR(ES): DJALMA
TÍTULO: SIMULAÇÃO APLICADA A UM PROCESSO DE USINAGEM CATEGORIA: CONCLUÍDO ÁREA: CIÊNCIAS EXATAS E DA TERRA SUBÁREA: Engenharias INSTITUIÇÃO(ÕES): CENTRO UNIVERSITÁRIO SENAC - SENACSP AUTOR(ES): DJALMA
SIMULAÇÃO. Professor: Adriano Benigno Moreira
 SIMULAÇÃO Professor: Adriano Benigno Moreira Base de conhecimento Estatística. Pesquisa Operacional PO. Linguagem de Programação C. Distribuição dos Pontos 1º Avaliação Atividade e Prova 30 pontos 2º Avaliação
SIMULAÇÃO Professor: Adriano Benigno Moreira Base de conhecimento Estatística. Pesquisa Operacional PO. Linguagem de Programação C. Distribuição dos Pontos 1º Avaliação Atividade e Prova 30 pontos 2º Avaliação
COMO FUNCIONA A SIMULAÇÃO
 COMO FUNCIONA A SIMULAÇÃO Capítulo 2 - Aula 3 1 Terminologia Básica Variáveis de Estado Eventos Entidades e Atributos Recursos e Filas de Recursos Atividades e Períodos de Espera Tempo (Real) Simulado
COMO FUNCIONA A SIMULAÇÃO Capítulo 2 - Aula 3 1 Terminologia Básica Variáveis de Estado Eventos Entidades e Atributos Recursos e Filas de Recursos Atividades e Períodos de Espera Tempo (Real) Simulado
COMO FUNCIONA A SIMULAÇÃO
 COMO FUNCIONA A SIMULAÇÃO Capítulo 2 - Aula 3 1 Terminologia Básica Ver capítulo 2 da referência 1 Variáveis de Estado Eventos Entidades e Atributos Recursos e Filas de Recursos Atividades e Períodos de
COMO FUNCIONA A SIMULAÇÃO Capítulo 2 - Aula 3 1 Terminologia Básica Ver capítulo 2 da referência 1 Variáveis de Estado Eventos Entidades e Atributos Recursos e Filas de Recursos Atividades e Períodos de
MODELAGEM E SIMULAÇÃO
 MODELAGEM E SIMULAÇÃO Professor: Dr. Edwin B. Mitacc Meza edwin@engenharia-puro.com.br www.engenharia-puro.com.br/edwin Análise da Decisão Pela própria natureza da vida, todos nós devemos continuamente
MODELAGEM E SIMULAÇÃO Professor: Dr. Edwin B. Mitacc Meza edwin@engenharia-puro.com.br www.engenharia-puro.com.br/edwin Análise da Decisão Pela própria natureza da vida, todos nós devemos continuamente
SSC546 Avaliação de Sistemas Computacionais Parte 1 -Aula 4 Sarita Mazzini Bruschi
 Universidade de São Paulo Instituto de Ciências Matemáticas e de Computação Departamento de Sistemas de Computação SSC546 Avaliação de Sistemas Computacionais Parte 1 -Aula 4 Sarita Mazzini Bruschi Material
Universidade de São Paulo Instituto de Ciências Matemáticas e de Computação Departamento de Sistemas de Computação SSC546 Avaliação de Sistemas Computacionais Parte 1 -Aula 4 Sarita Mazzini Bruschi Material
I - Introdução à Simulação
 1 I - Introdução à Simulação Simulação é, entendida como a imitação de uma operação ou de um processo do mundo real. A simulação envolve a geração de uma história artificial de um sistema para a análise
1 I - Introdução à Simulação Simulação é, entendida como a imitação de uma operação ou de um processo do mundo real. A simulação envolve a geração de uma história artificial de um sistema para a análise
SISTEMA DE GESTÃO ERP
 SISTEMA DE GESTÃO ERP DEFINIÇÃO, CONCEITUAÇÃO E IMPLEMENTAÇÃO DE BPM E TÉCNICAS DE MODELAGEM DE PROCESSOS Walison de Paula Silva Agenda BPM MODELAGEM DE PROCESSOS Sistemas de Gestão ERP BPM - Business
SISTEMA DE GESTÃO ERP DEFINIÇÃO, CONCEITUAÇÃO E IMPLEMENTAÇÃO DE BPM E TÉCNICAS DE MODELAGEM DE PROCESSOS Walison de Paula Silva Agenda BPM MODELAGEM DE PROCESSOS Sistemas de Gestão ERP BPM - Business
AGGAR Soluções em Engenharia - Portfólio Rua Imbé 770, Jardim das Rosas Ibirité - Minas Gerais
 - Portfólio www.aggar.com.br Rua Imbé 770, Jardim das Rosas Ibirité - Minas Gerais E-mail: solucoes@aggar.com.br Telefone: +55 (31) 3099-3677 Soluções em engenharia oferece ao mercado nacional, construção
- Portfólio www.aggar.com.br Rua Imbé 770, Jardim das Rosas Ibirité - Minas Gerais E-mail: solucoes@aggar.com.br Telefone: +55 (31) 3099-3677 Soluções em engenharia oferece ao mercado nacional, construção
Avaliação de Desempenho de Sistemas Discretos
 Referências Avaliação de Desempenho de Sistemas Discretos Parte I: Introdução Professor: Reinaldo Gomes reinaldo@computacao.ufcg.edu.br 4 Kleinrock, L. Queueing Systems - Vol. : Theory. John Wiley & Sons,
Referências Avaliação de Desempenho de Sistemas Discretos Parte I: Introdução Professor: Reinaldo Gomes reinaldo@computacao.ufcg.edu.br 4 Kleinrock, L. Queueing Systems - Vol. : Theory. John Wiley & Sons,
SIMULAÇÃO DE UMA LINHA DE USINAGEM DE BLOCO DE MOTOR
 SIMULAÇÃO DE UMA LINHA DE USINAGEM DE BLOCO DE MOTOR Luiz Henrique Moraes Ford Motor Co. do Brasil Operações de Força-Motriz de Taubaté lmoraes@ford.com Av. Charles Schneider, 2222, Parque das Indústrias,
SIMULAÇÃO DE UMA LINHA DE USINAGEM DE BLOCO DE MOTOR Luiz Henrique Moraes Ford Motor Co. do Brasil Operações de Força-Motriz de Taubaté lmoraes@ford.com Av. Charles Schneider, 2222, Parque das Indústrias,
GQS Medidas. André Luís Duarte. exatasfepi.com.br
 exatasfepi.com.br GQS Medidas André Luís Duarte O que adquire entendimento ama a sua alma; o que cultiva a inteligência achará o bem. Provérbios 19:8 Qualidade de software Papel dos números Fontes de ruído
exatasfepi.com.br GQS Medidas André Luís Duarte O que adquire entendimento ama a sua alma; o que cultiva a inteligência achará o bem. Provérbios 19:8 Qualidade de software Papel dos números Fontes de ruído
O Módulo Injet Básico
 O Módulo Injet Básico O Módulo Básico oferece a supervisão e avaliação dos principais indicadores de desempenho, em tempo real, de uma ou mais Fabricas. Detalhando, em níveis hierárquicos, as máquinas,
O Módulo Injet Básico O Módulo Básico oferece a supervisão e avaliação dos principais indicadores de desempenho, em tempo real, de uma ou mais Fabricas. Detalhando, em níveis hierárquicos, as máquinas,
PESSOAS + PROCESSOS + TECNOLOGIA = RESULTADOS DESEJADOS
 PESSOAS + PROCESSOS + TECNOLOGIA = RESULTADOS DESEJADOS A NewLift é o resultado de mais de 14 anos de trabalho no segmento de logística, somando ações de planejamento e implementação de processos, gestão
PESSOAS + PROCESSOS + TECNOLOGIA = RESULTADOS DESEJADOS A NewLift é o resultado de mais de 14 anos de trabalho no segmento de logística, somando ações de planejamento e implementação de processos, gestão
A SIMULAÇÃO COMO FERRAMENTA PARA A ANÁLISE DA INFLUÊNCIA DO SEQUENCIAMENTO DE LINHA DE PRODUÇÃO NO TEMPO DE FILA
 A SIMULAÇÃO COMO FERRAMENTA PARA A ANÁLISE DA INFLUÊNCIA DO SEQUENCIAMENTO DE LINHA DE PRODUÇÃO NO TEMPO DE FILA Ananda de Lima Pazim anandapazim@gmailcom Fabrício Maciel Gomes fmgomes@uspbr Toda linha
A SIMULAÇÃO COMO FERRAMENTA PARA A ANÁLISE DA INFLUÊNCIA DO SEQUENCIAMENTO DE LINHA DE PRODUÇÃO NO TEMPO DE FILA Ananda de Lima Pazim anandapazim@gmailcom Fabrício Maciel Gomes fmgomes@uspbr Toda linha
A ENGENHARIA DE CONTROLE E AUTOMAÇÃO
 Centro Universitário UNA Faculdade de Ciências Sociais Aplicadas Graduação em Engenharia de Controle e Automação Modelos e Simulação INTRODUÇÃO A ENGENHARIA DE CONTROLE E AUTOMAÇÃO PROF. PABLO ROBERTO
Centro Universitário UNA Faculdade de Ciências Sociais Aplicadas Graduação em Engenharia de Controle e Automação Modelos e Simulação INTRODUÇÃO A ENGENHARIA DE CONTROLE E AUTOMAÇÃO PROF. PABLO ROBERTO
3 Trabalhos Relacionados
 3 Trabalhos Relacionados Este capítulo apresenta, em linhas gerais, dois trabalhos relacionados que contribuíram de alguma forma para a concepção e desenvolvimento do método de verificação de sistemas
3 Trabalhos Relacionados Este capítulo apresenta, em linhas gerais, dois trabalhos relacionados que contribuíram de alguma forma para a concepção e desenvolvimento do método de verificação de sistemas
Modelos: Verificação, Validação e Experimentação
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO Modelos: Verificação, Validação e Experimentação Prof. Luís César da Silva (UFES/CCA) ESA 01 Engenharia de Sistemas Modelos Validados e Confiáveis Fundamentos: (Naylor
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO Modelos: Verificação, Validação e Experimentação Prof. Luís César da Silva (UFES/CCA) ESA 01 Engenharia de Sistemas Modelos Validados e Confiáveis Fundamentos: (Naylor
Universidade Federal de Santa Catarina Departamento de Informática e Estatística. João Gabriel Crema Leonardo Maruyama de Carvalho
 Universidade Federal de Santa Catarina Departamento de Informática e Estatística João Gabriel Crema Leonardo Maruyama de Carvalho Florianópolis Abril de 2006 1 João Gabriel Crema Leonardo Maruyama de Carvalho
Universidade Federal de Santa Catarina Departamento de Informática e Estatística João Gabriel Crema Leonardo Maruyama de Carvalho Florianópolis Abril de 2006 1 João Gabriel Crema Leonardo Maruyama de Carvalho
3 Revisão Bibliográfica - O Papel da Estatística na Simulação
 3 Revisão Bibliográfica - O Papel da Estatística na Simulação Neste capítulo destacamos a importância da estatística nas etapas de seleção e caracterização de dados de entrada dos modelos de simulação,
3 Revisão Bibliográfica - O Papel da Estatística na Simulação Neste capítulo destacamos a importância da estatística nas etapas de seleção e caracterização de dados de entrada dos modelos de simulação,
Análise dos Resultados da Simulação
 Análise dos Resultados da Simulação Prof. Paulo José de Freitas Filho, Dr. Eng. Universidade Federal de Santa Catarina Dep. Informática e Estatística PerformanceLab freitas@inf.ufsc.br Tópicos Introdução
Análise dos Resultados da Simulação Prof. Paulo José de Freitas Filho, Dr. Eng. Universidade Federal de Santa Catarina Dep. Informática e Estatística PerformanceLab freitas@inf.ufsc.br Tópicos Introdução
ANÁLISE DE UMA LINHA DE MONTAGEM DE UMA INDÚSTRIA DE ELETRODOMÉSTICOS POR MEIO DA SIMULAÇÃO A EVENTOS DISCRETOS
 ANÁLISE DE UMA LINHA DE MONTAGEM DE UMA INDÚSTRIA DE ELETRODOMÉSTICOS POR MEIO DA SIMULAÇÃO A EVENTOS DISCRETOS Luiza Vida (UNIFEI ) luiza.vida@yahoo.com.br Jose Arnaldo Barra Montevechi (UNIFEI ) montevechi@unifei.edu.br
ANÁLISE DE UMA LINHA DE MONTAGEM DE UMA INDÚSTRIA DE ELETRODOMÉSTICOS POR MEIO DA SIMULAÇÃO A EVENTOS DISCRETOS Luiza Vida (UNIFEI ) luiza.vida@yahoo.com.br Jose Arnaldo Barra Montevechi (UNIFEI ) montevechi@unifei.edu.br
Modelização do Sistema Produtivo Simulação
 Modelização do Sistema Produtivo Simulação http://www.fe.up.pt/maspwww Licenciatura em Engenharia Electrotécnica e de Computadores Gil M. Gonçalves gil@fe.up.pt 2004/2005 Génese Estatística, teoria da
Modelização do Sistema Produtivo Simulação http://www.fe.up.pt/maspwww Licenciatura em Engenharia Electrotécnica e de Computadores Gil M. Gonçalves gil@fe.up.pt 2004/2005 Génese Estatística, teoria da
1 - A capacidade de fluxo que corresponde a capacidade máxima que pode passar pelo arco.
 CONCEITOS DE REDE Uma rede é formada por um conjunto de nós, um conjunto de arcos e de parâmetros associados aos arcos. Nós Arcos Fluxo Interseções Rodovias Veículos Rodoviários Aeroportos Aerovia Aviões
CONCEITOS DE REDE Uma rede é formada por um conjunto de nós, um conjunto de arcos e de parâmetros associados aos arcos. Nós Arcos Fluxo Interseções Rodovias Veículos Rodoviários Aeroportos Aerovia Aviões
EXPERIMENTAÇÃO EM UM SISTEMA DE FILAS UTILIZANDO A SIMULAÇÃO COMPUTACIONAL: UM ESTUDO DE CASO.
 EXPERIMENTAÇÃO EM UM SISTEMA DE FILAS UTILIZANDO A SIMULAÇÃO COMPUTACIONAL: UM ESTUDO DE CASO. Welington Monteiro Carneiro (DEP/UFMG) welingtonmon@yahoo.com.br O presente trabalho utilizou a simulação
EXPERIMENTAÇÃO EM UM SISTEMA DE FILAS UTILIZANDO A SIMULAÇÃO COMPUTACIONAL: UM ESTUDO DE CASO. Welington Monteiro Carneiro (DEP/UFMG) welingtonmon@yahoo.com.br O presente trabalho utilizou a simulação
Distribuições de Probabilidades
 Distribuições de Probabilidades 1 Distribuições Contínuas 1.1 Distribuição Uniforme - U(a,b) Uso mais comum: Primeira tentativa em casos em que apenas os limites dos dados são conhecidos. f() 1/(b-a) a
Distribuições de Probabilidades 1 Distribuições Contínuas 1.1 Distribuição Uniforme - U(a,b) Uso mais comum: Primeira tentativa em casos em que apenas os limites dos dados são conhecidos. f() 1/(b-a) a
PROGRAMAÇÃO E SEQUENCIAMENTO DA PRODUÇÃO UTILIZANDO PREACTOR APS
 PROGRAMAÇÃO E SEQUENCIAMENTO DA PRODUÇÃO UTILIZANDO PREACTOR APS Considerações Iniciais Preactor APS Conceitos Básicos Modelagem - Gráfico de Gantt - Sequenciamento Prof. Dr. Mauro Enrique Carozzo Todaro
PROGRAMAÇÃO E SEQUENCIAMENTO DA PRODUÇÃO UTILIZANDO PREACTOR APS Considerações Iniciais Preactor APS Conceitos Básicos Modelagem - Gráfico de Gantt - Sequenciamento Prof. Dr. Mauro Enrique Carozzo Todaro
TÍTULO: APLICAÇÃO DA SIMULAÇÃO COMPUTACIONAL PARA A TOMADA DE DECISÕES EM SISTEMAS DE MANUFATURA: UM ESTUDO DE CASO COM A FERRAMENTA ARENA
 Anais do Conic-Semesp. Volume 1, 2013 - Faculdade Anhanguera de Campinas - Unidade 3. ISSN 2357-8904 TÍTULO: APLICAÇÃO DA SIMULAÇÃO COMPUTACIONAL PARA A TOMADA DE DECISÕES EM SISTEMAS DE MANUFATURA: UM
Anais do Conic-Semesp. Volume 1, 2013 - Faculdade Anhanguera de Campinas - Unidade 3. ISSN 2357-8904 TÍTULO: APLICAÇÃO DA SIMULAÇÃO COMPUTACIONAL PARA A TOMADA DE DECISÕES EM SISTEMAS DE MANUFATURA: UM
6 ESCALONAMENTO DE CPU
 6 ESCALONAMENTO DE CPU O escalonamento de CPU é ponto chave da multiprogramação. Ela permite que haja mais de um processo em execução ao mesmo tempo. Em ambientes com um único processador, o escalonador
6 ESCALONAMENTO DE CPU O escalonamento de CPU é ponto chave da multiprogramação. Ela permite que haja mais de um processo em execução ao mesmo tempo. Em ambientes com um único processador, o escalonador
Gestão de Operações II Teoria das Filas. Prof Marcio Cardoso Machado
 Gestão de Operações II Teoria das Filas Prof Marcio Cardoso Machado Filas O que é uma fila de espera? É um ou mais clientes esperando pelo atendimento O que são clientes? Pessoas (ex.: caixas de supermercado,
Gestão de Operações II Teoria das Filas Prof Marcio Cardoso Machado Filas O que é uma fila de espera? É um ou mais clientes esperando pelo atendimento O que são clientes? Pessoas (ex.: caixas de supermercado,
TESTES DE SOFTWARE Unidade 1 Importância do Teste de Software. Luiz Leão
 Luiz Leão luizleao@gmail.com http://www.luizleao.com Conteúdo Programático 1.1 - O teste nas fases de vida e de desenvolvimento de um software. 1.2 - O teste na engenharia de sistemas e na engenharia de
Luiz Leão luizleao@gmail.com http://www.luizleao.com Conteúdo Programático 1.1 - O teste nas fases de vida e de desenvolvimento de um software. 1.2 - O teste na engenharia de sistemas e na engenharia de
Modelagem e Análise de Sistemas - COS767
 Modelagem e Análise de Sistemas - COS767 Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes Números Geração de variáveis aleatórias: método da transformada inversa Simulação
Modelagem e Análise de Sistemas - COS767 Aula de hoje Introdução à simulação Geração de números aleatórios Lei dos Grandes Números Geração de variáveis aleatórias: método da transformada inversa Simulação
APLICAÇÃO DE MÉTODO DE SIMULAÇÃO COMPUTACIONAL PARA ELABORAÇÃO DE UM PLANO DE MANUTENÇÃO PARA UMA PLANTA DE BRITAGEM DE MINÉRIO
 APLICAÇÃO DE MÉTODO DE SIMULAÇÃO COMPUTACIONAL PARA ELABORAÇÃO DE UM PLANO DE MANUTENÇÃO PARA UMA PLANTA DE BRITAGEM DE MINÉRIO Jackson Gomes Abrahão (UFMG) jackgoab@yahoo.com.br Natália Moreira De Paoli
APLICAÇÃO DE MÉTODO DE SIMULAÇÃO COMPUTACIONAL PARA ELABORAÇÃO DE UM PLANO DE MANUTENÇÃO PARA UMA PLANTA DE BRITAGEM DE MINÉRIO Jackson Gomes Abrahão (UFMG) jackgoab@yahoo.com.br Natália Moreira De Paoli
INE 5101 Simulação Discreta. Simulação Discreta de Sistemas - Prof. Paulo Freitas - UFSC/CTC/INE
 INE 5101 Simulação Discreta 1 Objetivos do curso Ao final deste curso você deverá saber: O que é modelagem e simulação de sistemas; Como funcionam programas de simulação; Como utilizar corretamente uma
INE 5101 Simulação Discreta 1 Objetivos do curso Ao final deste curso você deverá saber: O que é modelagem e simulação de sistemas; Como funcionam programas de simulação; Como utilizar corretamente uma
ESTRUTURA DE MODELAGEM E SIMULAÇÃO UTILIZANDO O SOFTWARE PROMODEL: UMA ABORDAGEM TEÓRICA
 ESTRUTURA DE MODELAGEM E SIMULAÇÃO UTILIZANDO O SOFTWARE PROMODEL: UMA ABORDAGEM TEÓRICA Raphaelly Antunes Alves (Centro Universitário de Itajubá) raphaelly.alvez@hotmail.com Paulo Henrique Paulista (Centro
ESTRUTURA DE MODELAGEM E SIMULAÇÃO UTILIZANDO O SOFTWARE PROMODEL: UMA ABORDAGEM TEÓRICA Raphaelly Antunes Alves (Centro Universitário de Itajubá) raphaelly.alvez@hotmail.com Paulo Henrique Paulista (Centro
Anais do IV Simpósio de Engenharia de Produção - ISSN: ESTUDO DE MODELAGEM E SIMULAÇÃO EM FILAS DE UMA AGÊNCIA DOS CORREIOS
 ESTUDO DE MODELAGEM E SIMULAÇÃO EM FILAS DE UMA AGÊNCIA DOS CORREIOS Vânia Maciel Costa Medeiros (UFERSA) vaniamaciel@live.com Déborah Grazielle Alves da Silva (UFERSA) deborahgrazielle@hotmail.com Girlene
ESTUDO DE MODELAGEM E SIMULAÇÃO EM FILAS DE UMA AGÊNCIA DOS CORREIOS Vânia Maciel Costa Medeiros (UFERSA) vaniamaciel@live.com Déborah Grazielle Alves da Silva (UFERSA) deborahgrazielle@hotmail.com Girlene
Manutenções Corretiva Preventiva Preditiva MANUTENÇÃO CORRETIVA
 Manutenções Corretiva Preventiva Preditiva 1 MANUTENÇÃO CORRETIVA 2 1 Manutenção Corretiva A manutenção corretiva é aquela de atendimento imediato à produção. A manutenção corretiva é a realizada em equipamento,
Manutenções Corretiva Preventiva Preditiva 1 MANUTENÇÃO CORRETIVA 2 1 Manutenção Corretiva A manutenção corretiva é aquela de atendimento imediato à produção. A manutenção corretiva é a realizada em equipamento,
Sistemas de Produção: Estudos de Casos
 Programa de Pós-Graduação em Engenharia de Produção Sistemas de Produção I Prof. Dalvio Ferrari Tubino, Dr. Estudo de Caso 5 A Redução dos Lead Times Produtivos Objetivo: Este estudo de caso tem por finalidade
Programa de Pós-Graduação em Engenharia de Produção Sistemas de Produção I Prof. Dalvio Ferrari Tubino, Dr. Estudo de Caso 5 A Redução dos Lead Times Produtivos Objetivo: Este estudo de caso tem por finalidade
UMA PROPOSTA DE INTEGRAÇÃO DE APLICAÇÕES COM A UTILIZAÇÃO DA SIMULAÇÃO COMPUTACIONAL: ESTUDO DE CASO CAFÉ 1
 UMA PROPOSTA DE INTEGRAÇÃO DE APLICAÇÕES COM A UTILIZAÇÃO DA SIMULAÇÃO COMPUTACIONAL: ESTUDO DE CASO CAFÉ 1 Shirlei Quevedo Dos Santos 2, Fabrícia Roos Frantz 3, Sandro Sawcki 4, Rafael Zancan Frantz 5.
UMA PROPOSTA DE INTEGRAÇÃO DE APLICAÇÕES COM A UTILIZAÇÃO DA SIMULAÇÃO COMPUTACIONAL: ESTUDO DE CASO CAFÉ 1 Shirlei Quevedo Dos Santos 2, Fabrícia Roos Frantz 3, Sandro Sawcki 4, Rafael Zancan Frantz 5.
SIMULAÇÃO DO PROCESSO DE ATENDIMENTO DE UM RESTAURANTE UNIVERSITÁRIO: UM ESTUDO DE CASO
 Revista Perspectivas Online: Exatas & Engenharias Dezembro de 2017, Vol.7, nº 19, p. 42-51 ISSN: 2236-885X (Online) DOI: 10.25242/885x7192017994 SIMULAÇÃO DO PROCESSO DE ATENDIMENTO DE UM RESTAURANTE UNIVERSITÁRIO:
Revista Perspectivas Online: Exatas & Engenharias Dezembro de 2017, Vol.7, nº 19, p. 42-51 ISSN: 2236-885X (Online) DOI: 10.25242/885x7192017994 SIMULAÇÃO DO PROCESSO DE ATENDIMENTO DE UM RESTAURANTE UNIVERSITÁRIO:
MODELAGEM E SIMULAÇÃO COMPUTACIONAL EM UMA EMPRESA DE CONFECÇÃO DE ROUPAS: UM ESTUDO SOBRE O DESEMPENHO DE UM PROCESSO PRODUTIVO
 6 XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO MODELAGEM E SIMULAÇÃO COMPUTACIONAL EM UMA EMPRESA DE CONFECÇÃO DE ROUPAS: UM ESTUDO SOBRE O DESEMPENHO DE UM PROCESSO PRODUTIVO Hilario Gomes Neto (UFCG
6 XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO MODELAGEM E SIMULAÇÃO COMPUTACIONAL EM UMA EMPRESA DE CONFECÇÃO DE ROUPAS: UM ESTUDO SOBRE O DESEMPENHO DE UM PROCESSO PRODUTIVO Hilario Gomes Neto (UFCG
PROPOSTA DE UM PROCESSO GENÉRICO E PRÁTICO PARA SIMULAÇÃO DE SISTEMAS
 PROPOSTA DE UM PROCESSO GENÉRICO E PRÁTICO PARA SIMULAÇÃO DE SISTEMAS Luiz Henrique Moraes (Ford) lmoraes@ford.com Miguel Cezar Santoro (USP) santoro@usp.br O objetivo desse trabalho é propor um processo
PROPOSTA DE UM PROCESSO GENÉRICO E PRÁTICO PARA SIMULAÇÃO DE SISTEMAS Luiz Henrique Moraes (Ford) lmoraes@ford.com Miguel Cezar Santoro (USP) santoro@usp.br O objetivo desse trabalho é propor um processo
SISTEMAS DE MANUTENÇÃO E CONFIABILIDADE TP077
 SISTEMAS DE MANUTENÇÃO E CONFIABILIDADE TP077 6 DISPONIBILIDADE DE EQUIPAMENTOS 6.1 INTRODUÇÃO Diversas teorias em confiabilidade pressupõem o descarte dos componentes de interesse após a primeira falha.
SISTEMAS DE MANUTENÇÃO E CONFIABILIDADE TP077 6 DISPONIBILIDADE DE EQUIPAMENTOS 6.1 INTRODUÇÃO Diversas teorias em confiabilidade pressupõem o descarte dos componentes de interesse após a primeira falha.
PROGRAMA DE MANUTENÇAÕ DE EQUIPAMENTO - PME
 PROGRAMA DE MANUTENÇAÕ DE EQUIPAMENTO - PME LICENÇA AMBIENTAL DE INSTALAÇÃO E OPERAÇÃO LAI E LAO 71.80.00 - Recuperação de Áreas Degradadas Empreendimento: Rua Bertolina May Kechelle, s/n Bairro Mulde
PROGRAMA DE MANUTENÇAÕ DE EQUIPAMENTO - PME LICENÇA AMBIENTAL DE INSTALAÇÃO E OPERAÇÃO LAI E LAO 71.80.00 - Recuperação de Áreas Degradadas Empreendimento: Rua Bertolina May Kechelle, s/n Bairro Mulde
INSTITUTO NACIONAL DE ESTUDOS E PESQUISAS EDUCACIONAIS ANÍSIO TEIXEIRA
 Página 1 de 9 INSTITUTO NACIONAL DE ESTUDOS E PESQUISAS EDUCACIONAIS ANÍSIO TEIXEIRA PORTARIA Nº 249, DE 2 DE JUNHO DE 2014 O Presidente do Instituto Nacional de Estudos e Pesquisas Educacionais Anísio
Página 1 de 9 INSTITUTO NACIONAL DE ESTUDOS E PESQUISAS EDUCACIONAIS ANÍSIO TEIXEIRA PORTARIA Nº 249, DE 2 DE JUNHO DE 2014 O Presidente do Instituto Nacional de Estudos e Pesquisas Educacionais Anísio
Service Rexroth the Original! Soluções completas de serviços com equipe especializada
 Service Rexroth the Original! Soluções completas de serviços com equipe especializada 2 Service Rexroth the Original! Serviços completos oferecidos por especialistas Service Rexroth the Original! Soluções
Service Rexroth the Original! Soluções completas de serviços com equipe especializada 2 Service Rexroth the Original! Serviços completos oferecidos por especialistas Service Rexroth the Original! Soluções
ALOCAÇÃO DE PULMÕES EM UMA LINHA DE FABRICAÇÃO UTILIZANDO SIMULAÇÃO DE SISTEMAS
 ALOCAÇÃO DE PULMÕES EM UMA LINHA DE FABRICAÇÃO UTILIZANDO SIMULAÇÃO DE SISTEMAS Luiz Henrique Moraes (USP) lmoraes@ford.com Miguel Cezar Santoro (USP) santoro@usp.br O objetivo deste trabalho é apresentar
ALOCAÇÃO DE PULMÕES EM UMA LINHA DE FABRICAÇÃO UTILIZANDO SIMULAÇÃO DE SISTEMAS Luiz Henrique Moraes (USP) lmoraes@ford.com Miguel Cezar Santoro (USP) santoro@usp.br O objetivo deste trabalho é apresentar
Lean Manufacturing. 1. Tema. 2. Subtema. 3. Categoria de serviço. 4. Tipo de serviço / instrumento. 5. Modalidade. 6. Público alvo. 7.
 Lean Manufacturing 1. Tema Produção e qualidade 2. Subtema Mapeamento e melhoria de processos 3. Categoria de serviço Acesso a Serviços de Terceiros 4. Tipo de serviço / instrumento Consultoria tecnológica
Lean Manufacturing 1. Tema Produção e qualidade 2. Subtema Mapeamento e melhoria de processos 3. Categoria de serviço Acesso a Serviços de Terceiros 4. Tipo de serviço / instrumento Consultoria tecnológica
Bibliografia. Quais são os problemas? capacidade de construção. acompanha a demanda por novos programas. ameaçada por projetos ruins.
 Bibliografia Quais são os problemas? 4 A sofisticação do software ultrapassou nossa capacidade de construção. 4 Nossa capacidade de construir programas não acompanha a demanda por novos programas. 4 Nossa
Bibliografia Quais são os problemas? 4 A sofisticação do software ultrapassou nossa capacidade de construção. 4 Nossa capacidade de construir programas não acompanha a demanda por novos programas. 4 Nossa
DESENVOLVIMENTO DE UM MÓDULO DE PROGRAMAÇÃO LINEAR NO PROGRAMA OPTIMI
 DESENVOLVIMENTO DE UM MÓDULO DE PROGRAMAÇÃO LINEAR NO PROGRAMA OPTIMI BIONDI C. O.¹, VIANNA S. S. V. 2, RODRIGUES M. T. M.³ 1 Universidade Estadual de Campinas, Departamento de Engenharia de Sistemas Químicos
DESENVOLVIMENTO DE UM MÓDULO DE PROGRAMAÇÃO LINEAR NO PROGRAMA OPTIMI BIONDI C. O.¹, VIANNA S. S. V. 2, RODRIGUES M. T. M.³ 1 Universidade Estadual de Campinas, Departamento de Engenharia de Sistemas Químicos
SSC546 Avaliação de Sistemas Computacionais Parte 1 -Aula 6 Sarita Mazzini Bruschi
 Universidade de São Paulo Instituto de Ciências Matemáticas e de Computação Departamento de Sistemas de Computação SSC546 Avaliação de Sistemas Computacionais Parte 1 -Aula 6 Sarita Mazzini Bruschi Material
Universidade de São Paulo Instituto de Ciências Matemáticas e de Computação Departamento de Sistemas de Computação SSC546 Avaliação de Sistemas Computacionais Parte 1 -Aula 6 Sarita Mazzini Bruschi Material
ESTUDO COMPARATIVO DAS FERRAMENTAS PIPE2, MERCURY TOOL E TIMENET BASEADAS EM REDES DE PETRI 1. Dener Éden Krebs 2, Sandro Sawicki 3.
 ESTUDO COMPARATIVO DAS FERRAMENTAS PIPE2, MERCURY TOOL E TIMENET BASEADAS EM REDES DE PETRI 1 Dener Éden Krebs 2, Sandro Sawicki 3. 1 Pesquisa de Iniciação Científica desenvolvida no Grupo de Pesquisa
ESTUDO COMPARATIVO DAS FERRAMENTAS PIPE2, MERCURY TOOL E TIMENET BASEADAS EM REDES DE PETRI 1 Dener Éden Krebs 2, Sandro Sawicki 3. 1 Pesquisa de Iniciação Científica desenvolvida no Grupo de Pesquisa
Controle - 3. Realizar o Controle da Qualidade Relatório de Desempenho. Mauricio Lyra, PMP
 Controle - 3 Realizar o Controle da Qualidade Relatório de Desempenho 1 Realizar o Controle da Qualidade Preocupa-se com o monitoramento dos resultados do trabalho, a fim de verificar se estão sendo cumpridos
Controle - 3 Realizar o Controle da Qualidade Relatório de Desempenho 1 Realizar o Controle da Qualidade Preocupa-se com o monitoramento dos resultados do trabalho, a fim de verificar se estão sendo cumpridos
IDENTIFICAÇÃO DE PARÂMETROS DE CONTROLE PID EM PROCESSO COM CSTR NÃO ISOTÉRMICO
 IDENTIFICAÇÃO DE PARÂMETROS DE CONTROLE PID EM PROCESSO COM CSTR NÃO ISOTÉRMICO Polyana Gomes de Aguiar 1 *, Daiane Ribeiro Dias 1, Annanda Alkmim Alves 1, Mariana Oliveira Marques 1, Saulo Vidal 1 1 Instituto
IDENTIFICAÇÃO DE PARÂMETROS DE CONTROLE PID EM PROCESSO COM CSTR NÃO ISOTÉRMICO Polyana Gomes de Aguiar 1 *, Daiane Ribeiro Dias 1, Annanda Alkmim Alves 1, Mariana Oliveira Marques 1, Saulo Vidal 1 1 Instituto
SIMULAÇÃO DE FLUXO DE PESSOAS E MATERIAIS EM OBRA DE CONSTRUÇÃO CIVIL
 SIMULAÇÃO DE FLUXO DE PESSOAS E MATERIAIS EM OBRA DE CONSTRUÇÃO CIVIL João Bruno Domingues Bocetto 1, Celso Fernandes Joaquim Junior 2 1 Tecnólogo em Logística, FATEC, Botucatu, São Paulo, e-mail joao.yoh@hotmail.com
SIMULAÇÃO DE FLUXO DE PESSOAS E MATERIAIS EM OBRA DE CONSTRUÇÃO CIVIL João Bruno Domingues Bocetto 1, Celso Fernandes Joaquim Junior 2 1 Tecnólogo em Logística, FATEC, Botucatu, São Paulo, e-mail joao.yoh@hotmail.com
CAPÍTULO 7 CONCLUSÕES E RECOMENDAÇÕES
 103 CAPÍTULO 7 CONCLUSÕES E RECOMENDAÇÕES "A verdadeira dificuldade não está em aceitar idéias novas, mas em escapar das antigas. John Maynard Keynes A pesquisa orientada à visualização cartográfica visa
103 CAPÍTULO 7 CONCLUSÕES E RECOMENDAÇÕES "A verdadeira dificuldade não está em aceitar idéias novas, mas em escapar das antigas. John Maynard Keynes A pesquisa orientada à visualização cartográfica visa
Autora: Bruna Russo Bahiana Orientador: Prof. Marcos dos Santos, MSc. COPPE/UFRJ
 Administrando o Trade Off Econômico entre o Custo da Espera e o Custo da Capacidade de Atendimento: uma Abordagem à Luz da Simulação de Eventos Discretos Autora: Bruna Russo Bahiana Orientador: Prof. Marcos
Administrando o Trade Off Econômico entre o Custo da Espera e o Custo da Capacidade de Atendimento: uma Abordagem à Luz da Simulação de Eventos Discretos Autora: Bruna Russo Bahiana Orientador: Prof. Marcos
PROPOSTA DE SISTEMÁTICA DE PLANEJAMENTO E PROGRAMAÇÃO DA MANUTENÇÃO NA INDÚSTRIA PETROQUÍMICA
 UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E TRANSPORTES PROPOSTA DE SISTEMÁTICA DE PLANEJAMENTO E PROGRAMAÇÃO DA MANUTENÇÃO NA INDÚSTRIA PETROQUÍMICA
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E TRANSPORTES PROPOSTA DE SISTEMÁTICA DE PLANEJAMENTO E PROGRAMAÇÃO DA MANUTENÇÃO NA INDÚSTRIA PETROQUÍMICA
Sistemas ERP (Enterprise Resource Planning)
") Sistemas ERP (Enterprise Resource Planning) O que significa ERP? ERP - Enterprise Resource Planning (Planejamento de Recursos Empresariais) são sistemas de informações que integram todos os dados e processos
Sistemas ERP (Enterprise Resource Planning) O que significa ERP? ERP - Enterprise Resource Planning (Planejamento de Recursos Empresariais) são sistemas de informações que integram todos os dados e processos
Engenharia de Software Simulado para a 1ª Avaliação Bimestral Professor: Danilo Giacobo - RESPOSTAS. Nome:
 Engenharia de Software Simulado para a 1ª Avaliação Bimestral Professor: Danilo Giacobo - RESPOSTAS Nome: 1. A figura abaixo representa, simplificadamente, as fases do Modelo de Ciclo de Vida Cascata.
Engenharia de Software Simulado para a 1ª Avaliação Bimestral Professor: Danilo Giacobo - RESPOSTAS Nome: 1. A figura abaixo representa, simplificadamente, as fases do Modelo de Ciclo de Vida Cascata.
GUIA DE SERVIÇOS DE MANUTENÇÃO DE SISTEMAS
 GUIA DE SERVIÇOS DE MANUTENÇÃO DE SISTEMAS A Flexsys Sistemas oferece a seus clientes, através dos contratos de implantação e manutenção mensal, serviços de assessoria, treinamento, suporte técnico e personalização
GUIA DE SERVIÇOS DE MANUTENÇÃO DE SISTEMAS A Flexsys Sistemas oferece a seus clientes, através dos contratos de implantação e manutenção mensal, serviços de assessoria, treinamento, suporte técnico e personalização
Ambiente Arena Tutorial. Paulo Cesar F. de Oliveira, BSc, PhD
 Ambiente Arena Tutorial Paulo Cesar F. de Oliveira, BSc, PhD Terminologia Variável de Estado Evento Recurso e Fila de Recurso Entidade Atributo Atividade e Período de Espera Tempo (Real) Simulado e Tempo
Ambiente Arena Tutorial Paulo Cesar F. de Oliveira, BSc, PhD Terminologia Variável de Estado Evento Recurso e Fila de Recurso Entidade Atributo Atividade e Período de Espera Tempo (Real) Simulado e Tempo
APLICAÇÃO DA SIMULAÇÃO COMPUTACIONAL PARA AUXÍLIO À TOMADA DE DECISÃO: UM ESTUDO DE CASO.
 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. APLICAÇÃO DA SIMULAÇÃO COMPUTACIONAL PARA AUXÍLIO À TOMADA DE DECISÃO: UM ESTUDO DE CASO. Antonio Karlos Duarte Souto Junior (UFAM) karlosduarte@hotmail.com
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. APLICAÇÃO DA SIMULAÇÃO COMPUTACIONAL PARA AUXÍLIO À TOMADA DE DECISÃO: UM ESTUDO DE CASO. Antonio Karlos Duarte Souto Junior (UFAM) karlosduarte@hotmail.com
SIMULAÇÃO DE UM SISTEMA DE FILAS EM UM POSTO DE COMBUSTÍVEL SITUADO EM CAMPO MOURÃO/PR UTILIZANDO O SOFTWARE ARENA
 SIMULAÇÃO DE UM SISTEMA DE FILAS EM UM POSTO DE COMBUSTÍVEL SITUADO EM CAMPO MOURÃO/PR UTILIZANDO O SOFTWARE ARENA Pedro H. Barros Negrão 1, Andressa M. Corrêa 1, Thamara Martim 1, Mariana Gonçalves da
SIMULAÇÃO DE UM SISTEMA DE FILAS EM UM POSTO DE COMBUSTÍVEL SITUADO EM CAMPO MOURÃO/PR UTILIZANDO O SOFTWARE ARENA Pedro H. Barros Negrão 1, Andressa M. Corrêa 1, Thamara Martim 1, Mariana Gonçalves da
Sumário. Apresentação...17 Prefácio à 5ª edição...19 Prefácio...21
 Sumário Apresentação...17 Prefácio à 5ª edição...19 Prefácio...21 1 Simulação...25 1.1 Modelagem de sistemas...25 1.2 Aspectos históricos...26 1.2.1 Teoria das filas...26 1.2.2 Simulação...26 1.3 Aplicações
Sumário Apresentação...17 Prefácio à 5ª edição...19 Prefácio...21 1 Simulação...25 1.1 Modelagem de sistemas...25 1.2 Aspectos históricos...26 1.2.1 Teoria das filas...26 1.2.2 Simulação...26 1.3 Aplicações
SIMULAÇÃO DO PROCESSO PRODUTIVO DE UMA INDÚSTRIA DE CONFECÇÃO UTILIZANDO O SOFTWARE FLEXSIM
 SIMULAÇÃO DO PROCESSO PRODUTIVO DE UMA INDÚSTRIA DE CONFECÇÃO UTILIZANDO O SOFTWARE FLEXSIM Fernando Souza Silva 1, Guilherme Bernardes 1, Franciely Velozo Aragão 1, Daiane Maria De Genaro Chiroli 1, Fernanda
SIMULAÇÃO DO PROCESSO PRODUTIVO DE UMA INDÚSTRIA DE CONFECÇÃO UTILIZANDO O SOFTWARE FLEXSIM Fernando Souza Silva 1, Guilherme Bernardes 1, Franciely Velozo Aragão 1, Daiane Maria De Genaro Chiroli 1, Fernanda
GT-ATER: Aceleração do Transporte de Dados com o Emprego de Redes de Circuitos Dinâmicos. RA2 - Relatório de acompanhamento trimestral
 GT-ATER: Aceleração do Transporte de Dados com o Emprego de Redes de Circuitos Dinâmicos RA2 - Relatório de acompanhamento trimestral Período: 02/2013 a 04/2013 Sand Luz Corrêa Kleber Vieira Cardoso 30/04/2013
GT-ATER: Aceleração do Transporte de Dados com o Emprego de Redes de Circuitos Dinâmicos RA2 - Relatório de acompanhamento trimestral Período: 02/2013 a 04/2013 Sand Luz Corrêa Kleber Vieira Cardoso 30/04/2013
Gerência de Projetos e Qualidade de Software. Prof. Walter Gima
 Gerência de Projetos e Qualidade de Software Prof. Walter Gima 1 OBJETIVO Compreender uma série de técnicas de testes, que são utilizadas para descobrir defeitos em programas Conhecer as diretrizes que
Gerência de Projetos e Qualidade de Software Prof. Walter Gima 1 OBJETIVO Compreender uma série de técnicas de testes, que são utilizadas para descobrir defeitos em programas Conhecer as diretrizes que
PROJETO E ANÁLISES DE EXPERIMENTOS (PAE) INTRODUÇÃO AOS MÉTODOS ESTATÍSTICOS EM ENGENHARIA
 INTRODUÇÃO AOS MÉTODOS ESTATÍSTICOS EM ENGENHARIA") PROJETO E ANÁLISES DE EXPERIMENTOS (PAE) INTRODUÇÃO AOS MÉTODOS ESTATÍSTICOS EM ENGENHARIA VARIABILIDADE NA MEDIDA DE DADOS CIENTÍFICOS Se numa pesquisa, desenvolvimento de um processo ou produto, o valor
PROJETO E ANÁLISES DE EXPERIMENTOS (PAE) INTRODUÇÃO AOS MÉTODOS ESTATÍSTICOS EM ENGENHARIA VARIABILIDADE NA MEDIDA DE DADOS CIENTÍFICOS Se numa pesquisa, desenvolvimento de um processo ou produto, o valor
Estatística e Modelos Probabilísticos - COE241
 Estatística e Modelos Probabilísticos - COE241 Aula passada Função Distribuição Condicional Calculando Probabilidades condicionando Esperança Condicional Aula de hoje Análise de Comandos de Programação
Estatística e Modelos Probabilísticos - COE241 Aula passada Função Distribuição Condicional Calculando Probabilidades condicionando Esperança Condicional Aula de hoje Análise de Comandos de Programação
FACULDADE DE TECNOLOGIA DE GUARATINGUETÁ
 FACULDADE DE TECNOLOGIA DE GUARATINGUETÁ ESTATÍSTICA II Nota de aula 1 Prof. MSc. Herivelto T Marcondes dos Santos Fevereiro /2009 1 Modelos de probabilidade 1.1 Variável aleatória Definição: Sejam ε um
FACULDADE DE TECNOLOGIA DE GUARATINGUETÁ ESTATÍSTICA II Nota de aula 1 Prof. MSc. Herivelto T Marcondes dos Santos Fevereiro /2009 1 Modelos de probabilidade 1.1 Variável aleatória Definição: Sejam ε um
Avaliação de Desempenho de Sistemas Discretos
 Avaliação de Desempenho de Sistemas Discretos Parte IV: Simulação Professor: Reinaldo Gomes reinaldo@dsc.ufcg.edu.br Parte 4 Simulação P A R T E Etapas básicas em um estudo de simulação Geração de números
Avaliação de Desempenho de Sistemas Discretos Parte IV: Simulação Professor: Reinaldo Gomes reinaldo@dsc.ufcg.edu.br Parte 4 Simulação P A R T E Etapas básicas em um estudo de simulação Geração de números
4ªJornada Científica e Tecnológica da FATEC de Botucatu 7 a 9 de Outubro de 2015, Botucatu SãoPaulo, Brasil
 WHITE BELT PARA REDUÇÃO DE PERDAS DE MATERIAIS DE EMBALAGEM EM UMA LINHA DE PRODUÇÃO DE UMA INDUSTRIA DO SETOR ALIMENTÍCIO NO INTERIOR DO ESTADO DE SÃO PAULO Karen Cristina Ciano da Silva ¹ Gilson Eduardo
WHITE BELT PARA REDUÇÃO DE PERDAS DE MATERIAIS DE EMBALAGEM EM UMA LINHA DE PRODUÇÃO DE UMA INDUSTRIA DO SETOR ALIMENTÍCIO NO INTERIOR DO ESTADO DE SÃO PAULO Karen Cristina Ciano da Silva ¹ Gilson Eduardo
SA062 - MÉTODOS QUANTITATIVOS II
 Ministério da Educação Universidade Federal do Paraná Setor de Ciências Sociais Aplicadas Departamento de Administração Geral e Aplicada SA062 - MÉTODOS QUANTITATIVOS II Prof. Dr. José Eduardo Pécora Junior
Ministério da Educação Universidade Federal do Paraná Setor de Ciências Sociais Aplicadas Departamento de Administração Geral e Aplicada SA062 - MÉTODOS QUANTITATIVOS II Prof. Dr. José Eduardo Pécora Junior
Sistemas de Produção: Estudos de Casos
 Programa de Pós-Graduação em Engenharia de Produção Sistemas de Produção I Prof. Dalvio Ferrari Tubino, Dr. Estudo de Caso 2.2 Focalização nos Processos de Montagem Objetivo: Este estudo de caso tem por
Programa de Pós-Graduação em Engenharia de Produção Sistemas de Produção I Prof. Dalvio Ferrari Tubino, Dr. Estudo de Caso 2.2 Focalização nos Processos de Montagem Objetivo: Este estudo de caso tem por
Pesquisa Operacional. Ementa. Prof. Edézio
 Ementa Pesquisa Operacional A apresentação da PO Modelos e forma-padrão de PPL Solução gráfica de um PPL O algoritmo Simplex Teoria dos Jogos Livro texto Silva, Ermes Medeiros..et al.l., Pesquisa Operacional,
Ementa Pesquisa Operacional A apresentação da PO Modelos e forma-padrão de PPL Solução gráfica de um PPL O algoritmo Simplex Teoria dos Jogos Livro texto Silva, Ermes Medeiros..et al.l., Pesquisa Operacional,
- 7ª Lista de Exercícios -
 - 7ª Lista de Exercícios - Validação e Verificação Questão 1) (CESPE, 2015, MEC) Na validação dos requisitos, realiza-se uma reunião estruturada, na qual um grupo cuidadosamente selecionado de partes interessadas
- 7ª Lista de Exercícios - Validação e Verificação Questão 1) (CESPE, 2015, MEC) Na validação dos requisitos, realiza-se uma reunião estruturada, na qual um grupo cuidadosamente selecionado de partes interessadas
Confiabilidade de sistemas. Uma importante aplicação de probabilidade nas engenharias é no estudo da confiabilidade de sistemas.
 Confiabilidade de sistemas Uma importante aplicação de probabilidade nas engenharias é no estudo da confiabilidade de sistemas. Uma definição pratica de confiabilidade corresponde à probabilidade de um
Confiabilidade de sistemas Uma importante aplicação de probabilidade nas engenharias é no estudo da confiabilidade de sistemas. Uma definição pratica de confiabilidade corresponde à probabilidade de um