Desafios e Oportunidades Atuais na Fabricação de Ferramentas de Estampagem. Dr.-Ing. João Henrique Corrêa de Souza Supervisor de P&D
|
|
|
- José Castanho Natal
- 5 Há anos
- Visualizações:
Transcrição

1
2 Desafios e Oportunidades Atuais na Fabricação de Ferramentas de Estampagem Dr.-Ing. João Henrique Corrêa de Souza Supervisor de P&D
3 Agenda Introdução Desafios Inovando para a competir Pesquisa e Desenvolvimento Futuro...





4

5 B R U N I N G T E C N O M E T A L Established in 1947 Facility area of m² employees tons of steel processed/month
6 VÍDEO

7 Ferramentaria própria Simulacão por elementos finitos Projeto CAD CAM Tryout Possui 155 colaboradores em uma área de 3200 m², dos quais 27 projetistas, 11 analistas de processo e 117 operadores de máquina.




8 Simulação Raios críticos USI RW 550 S460MC



9 Simulação





10 Simulação

11 Projeto CAD/ CAM
12 Agenda Introdução Desafios Inovando para a competir Pesquisa e Desenvolvimento Futuro...
13 Desafios do mercado Mercado de venda de automóveis: Oligopólio Poucos ofertantes Diferenciação não se dá no preço, mas na imagem e no diferencial de qualidade, tecnologia e conhecimento técnico Grandes margens de lucro Mercado de fornecimento automotivo: Oligopsônio Muitos ofertantes Diferenciação se dá principalmente pelo menor preço, já que os produtos são iguais para todos (commodities) Pequenas margens de lucro
14 Desafios do mercado Pressões sobre o mercado de ferramentas Redução do custos de fabricação Mesma ou superior qualidade Capacidade para investimentos limitada Concorrência em mercados saturados Mesma ou superior capacidade de produção Mesma ou superior variabilidade + Complexidade + Situação mercado


15 Desafios do mercado Pressões e desafios: - custo/ peça qual tamanho? quando investir? + eficiente + valor agregado e o Brasil?... Ferramentas básicas: Gestão Tecnologia Conhecimento (saber fazer) Método Inovação
16 Agenda Introdução Desafios Inovando para a competir Pesquisa e Desenvolvimento Futuro...


17 Inovando para competir Descrição do problema: projetistas não modelam o fundido, enviam o projeto final sem sobre-metal para a modelaria. Perigo de colisões da ferramenta com a peça a ser usinada (modelo CAD é diferente da peça real). Programador inicia a usinagem no ar, a uma distância segura do fundido. Frequentes quebras de ferramentas por haver algum ponto mais alto na peça real.




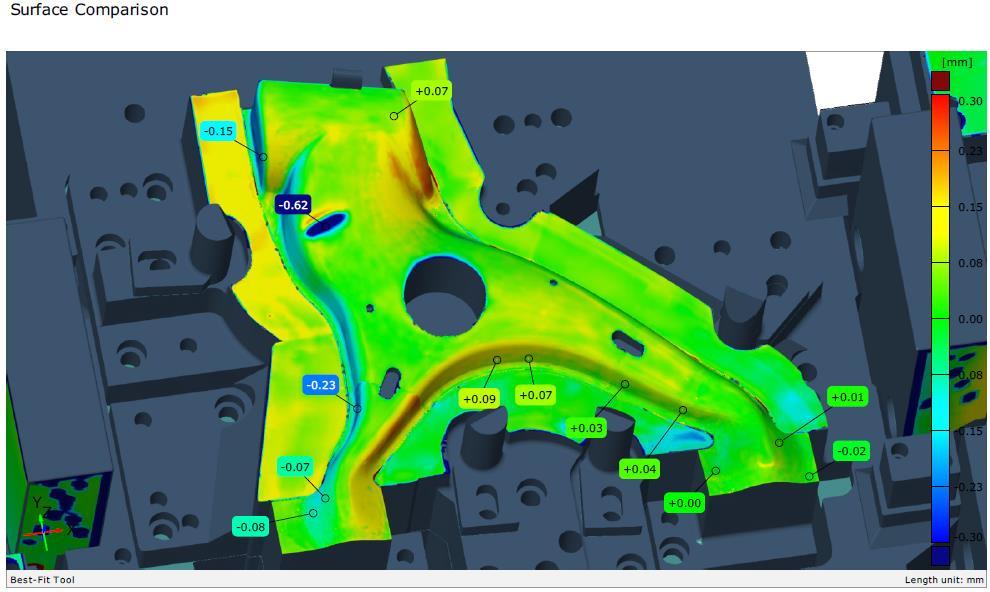
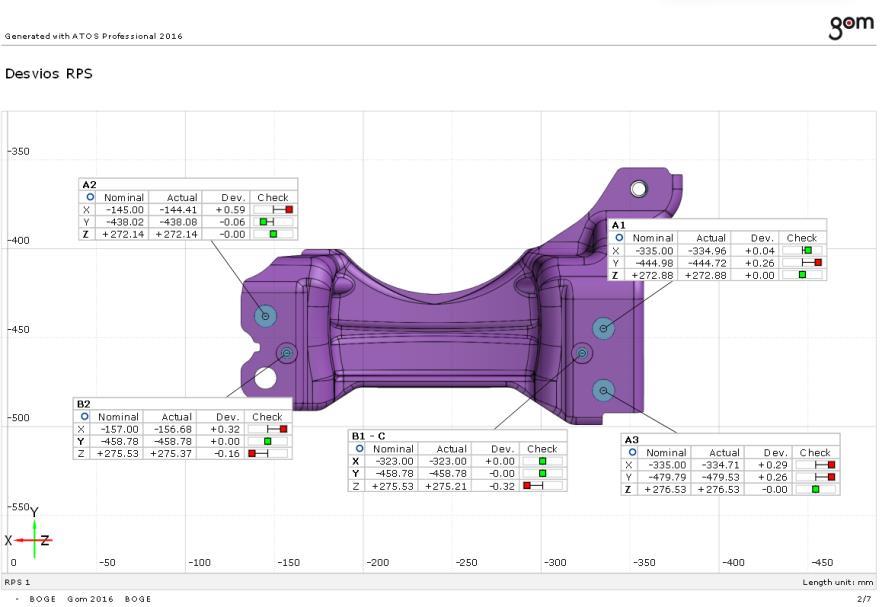
18 Inovando para competir Solução: tecnologia para digitalização dos fundidos antes da programação. Comparação geometria bruta x final



19 Inovando para competir Teste realizado na Bruning

20 Inovando para competir
21 Inovando para competir

22 Inovando para competir

23 Inovando para competir
24 Inovando para competir


25 Inovando para competir


26 Concorrência: exterior Estudo realizado por importante OEM presente no Brasil: Realidade atualmente: Ferramental fabricado na China mais caras que fabricadas na Bruning*. * ferramentarias com qualidade assegurada.

27 Concorrência: Brasil Desafios: aumentar a produção durante a crise... Com mesmo parque fabril. Com mesma equipe de projetistas. Saídas encontradas: Projeto Bruning Projeto externo + internalização. Execução externa: usinagem pequeno porte Execução interna: usinagem grande porte, partes ativas da ferramenta. Leadtime antes: 6 meses atual: 30 dias
28 Base para inovação Lean Manufacturing!!!
29 Agenda Introdução Desafios Inovando para a competir Pesquisa e Desenvolvimento Futuro...


30 Desgaste em Brocas de Metal Estima-se que 30% de todas as operações de usinagem sejam furações. Relação de Custos com broca de MD na Bruning Broca de Metal Duro







31 Desgaste em Brocas de Metal Mecanismos (causas) de Desgaste Equipamento para medição de desgaste Lupa Eletrônica
32 Desgaste em Brocas de Metal Objetivos do trabalho Compreender os parâmetros que causam desgaste em ferramentas de corte Definir até onde a ferramenta de corte pode ser útil no processo Bruning Evitar danos causados por falhas catastróficas Redução custos fabricação dos de Evitar gastos excessivos por operações inadequadas Definição de um método confiável que seja possível caracterizar o início do desgaste em ferramentas de corte

33 Desgaste em Brocas de Metal Cálculo dos custos por furo produzido O Custo Total (CT) por furo realizado é composto por: 1. CF: Custo unitário da ferramenta/ número de furos realizados 2. CM: Custo da máquina/ tempo necessário para realizar uma furação Onde: a = Custo da ferramenta [R$] b = Vida útil [mm] c = Comprimento de corte [mm] Onde: d = Custo hora máquina [R$] e = tempo de corte por furo [min] CT = CF + CM














34 Desgaste em Brocas de Metal SAE 1020 VF 800AT FoFo GGG70L furos realizados e imagens avaliadas FoFo GG25



35 Desgaste em Brocas de Metal Resultados: Ganhos de produtividade e competitividade
36 Desgaste em Brocas de Metal Conclusões: Foi possível compreender os parâmetros que causam desgaste em ferramentas de corte A metodologia aplicada mostrou-se eficaz na seleção e definição dos novos fornecedores de insumos de usinagem Excelentes níveis de eficiência poderam ser alcançados através da análise econômica dos resultados



37 Atrito e Desgaste na Ferramenta 2. Análise do comportamento do atrito e desgaste adesivo em ferramentas para conformação de chapas



38 Atrito e Desgaste na Ferramenta O tempo de try-out de ferramentas pode ser reduzido em cerca de 40% através de simulações que tenham resultados mais próximos da realidade.

39 Atrito e Desgaste na Ferramenta Máquina para Ensaios de Atrito 1. Tipo strip drawing, ou tracionamento de tiras 2. Forças normal e de atrito medidas através de sensores full bridge
.")

40 Atrito e Desgaste na Ferramenta Planejamento dos Experimentos Avaliação de três pressões de contato. Definidas de acordo com simulações e testes preliminares. 3 repetições para cada pressão de contato testada. Máximo de 25 ensaios por repetição (25 x 600 mm = mm). Pressão de contato Material da ferramenta Rugosidade da ferramenta Material da chapa Condição superficial da chapa Óleo lubrificante Quantidade de lubrificação Velocidade do ensaio [Mpa] [g/m²] [mm/s] 370 Superfície decapada e VF800AT (temperado DIN EN Tirreno Tirroil 1, Classe R3* oleada laminada à e revenido 58±1 HRC) S275RAR 606W (2 gotas) 475 quente 100



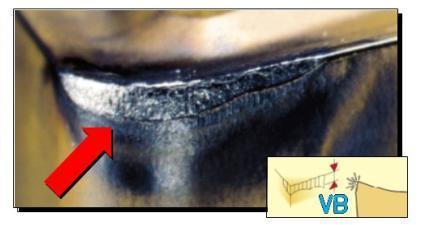
41 Atrito e Desgaste na Ferramenta Resultados: Distâncias máximas percorridas até o início de desgaste adesivo macroscópico Adesão Superficial Adesão Profunda
42 Atrito e Desgaste na Ferramenta Resultados: Coeficientes de Atrito de Coulomb Pressão de contato Atrito de Coulomb Desgaste adesivo
43 Atrito e Desgaste na Ferramenta Conclusões: O valor do coeficiente de atrito não é constante e influencia muito os resultados das simulações. O modelamento correto da função de atrito reduz o tempo de tryout. O acabamento da ferramenta (nível de rugosidade superficial) é o fator que mais influencia na vida útil do revestimento, desde que a pressão de contato esteja dentro de limites aceitáveis. O coeficiente de atrito varia bastante com o tipo de tratamento superficial para os mesmos níveis de rugosidade.
44 Agenda Introdução Desafios Inovando para a competir Pesquisa e Desenvolvimento Futuro...
45 Futuro... Estrutura flexível, escalável de acordo com a demanda. Externalizar peças padrão, internalizar peças com foco no produto; Conectividade (internet das coisas). Manufatura aditiva. Excelência em gestão continuará sendo base para competitividade.
46 Obrigado pela atenção
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Corte por Arranque de Apara. Tecnologia Mecânica 1
 Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
6ª Jornada Científica e Tecnológica da FATEC de Botucatu 23 a 27 de Outubro de 2017, Botucatu São Paulo, Brasil
 COMPARATIVO ENTRE SUPERFÍCIE MODELADA EM SOFTWARE 3D E MODELO FÍSICO OBTIDO POR USINAGEM EM BLOCO DE MDF Renato Guassu Carvalho¹, Ricardo Gasperini 2 ¹Graduando em Tecnologia da produção Industrial pela
COMPARATIVO ENTRE SUPERFÍCIE MODELADA EM SOFTWARE 3D E MODELO FÍSICO OBTIDO POR USINAGEM EM BLOCO DE MDF Renato Guassu Carvalho¹, Ricardo Gasperini 2 ¹Graduando em Tecnologia da produção Industrial pela
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM. Profº Emerson Oliveira Matéria: CNC/CAM Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
março de /6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas
 1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
ÍNDICE GERAL 1. SERRAS CIRCULARES HSS 1.1. CARACTERÍSTICAS DAS LÂMINAS E APLICAÇÃO 1.2. DURABILIDADE E CARACTERÍSTICAS TÉCNICAS DOS REVESTIMENTOS
 A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
MQS TOOLS NEWS. Excelente desempenho e durabilidade na furação de aço e ferro fundido. B185Z. Com tecnologia TRI-cooling.
 TOOLS NEWS Atualiz. 215.4 B185Z Broca inteiriça de metal duro para aço e ferro fundido Brocas WSTAR Inclusão de brocas 8xD Com tecnologia TRI-cooling. Excelente desempenho e durabilidade na furação de
TOOLS NEWS Atualiz. 215.4 B185Z Broca inteiriça de metal duro para aço e ferro fundido Brocas WSTAR Inclusão de brocas 8xD Com tecnologia TRI-cooling. Excelente desempenho e durabilidade na furação de
DETERMINAÇÃO DO COEFICIENTE DE ATRITO PARA OPERAÇÕES DE ESTAMPAGEM PROFUNDA ATRAVÉS DE DISPOSITIVOS EXPERIMENTAIS
 DETERMINAÇÃO DO COEFICIENTE DE ATRITO PARA OPERAÇÕES DE ESTAMPAGEM PROFUNDA ATRAVÉS DE DISPOSITIVOS EXPERIMENTAIS Roberto Bortolussi Faculdade de Engenharia Industrial Departamento de Mecânica Av. Humberto
DETERMINAÇÃO DO COEFICIENTE DE ATRITO PARA OPERAÇÕES DE ESTAMPAGEM PROFUNDA ATRAVÉS DE DISPOSITIVOS EXPERIMENTAIS Roberto Bortolussi Faculdade de Engenharia Industrial Departamento de Mecânica Av. Humberto
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
GF Machining Solutions Importância da utilização de insumos de alto valor agregado em máquinas de alta precisão e tecnologia
 GF Machining Solutions Importância da utilização de insumos de alto valor agregado em máquinas de alta precisão e tecnologia Renato Rodriguez / 17/08/2017 Em resumo Georg Fischer Corporation 2 Georg Fischer
GF Machining Solutions Importância da utilização de insumos de alto valor agregado em máquinas de alta precisão e tecnologia Renato Rodriguez / 17/08/2017 Em resumo Georg Fischer Corporation 2 Georg Fischer
WE/WF Quebra-Cavaco. Inserto Wiper Negativo. Alta Produtividade com Novo Design de Aresta Wiper. Inserto Wiper Negativo
 Inserto Wiper Negativo Quebra-Cavaco Quebra- Cavaco Inserto Wiper Negativo / Quebra-Cavaco Alta Produtividade com Novo Design de Aresta Wiper Acabamento Médio Quebra-Cavaco (Usinagem com Alta Eficiência)
Inserto Wiper Negativo Quebra-Cavaco Quebra- Cavaco Inserto Wiper Negativo / Quebra-Cavaco Alta Produtividade com Novo Design de Aresta Wiper Acabamento Médio Quebra-Cavaco (Usinagem com Alta Eficiência)
Execução: Engº Mecânico Automotivo Eduardo André Hentz Orientação: Prof. Dr. Ing. Lírio Schaeffer
 SIMULAÇÃO DE UM PROCESSO DE FORJAMENTO UTILIZANDO O PROGRAMA LARSTRAN SHAPE Execução: Engº Mecânico Automotivo Eduardo André Hentz Orientação: Prof. Dr. Ing. Lírio Schaeffer 1. INTRODUÇÃO O investimento
SIMULAÇÃO DE UM PROCESSO DE FORJAMENTO UTILIZANDO O PROGRAMA LARSTRAN SHAPE Execução: Engº Mecânico Automotivo Eduardo André Hentz Orientação: Prof. Dr. Ing. Lírio Schaeffer 1. INTRODUÇÃO O investimento
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
 XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
RESISTÊNCIA À FADIGA DE CONTATO DE FERROS FUNDIDOS EM SUPERFÍCIES FRESADAS
 RESISTÊNCIA À FADIGA DE CONTATO DE FERROS FUNDIDOS EM SUPERFÍCIES FRESADAS Aluno : Michel Rejani Miyazaki Orientadora: Profa. Dra. Izabel Fernanda Machado Laboratório de Fenômenos de Superfície Departamento
RESISTÊNCIA À FADIGA DE CONTATO DE FERROS FUNDIDOS EM SUPERFÍCIES FRESADAS Aluno : Michel Rejani Miyazaki Orientadora: Profa. Dra. Izabel Fernanda Machado Laboratório de Fenômenos de Superfície Departamento
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Como melhorar a qualidade do corte a plasma
 Como melhorar a qualidade do corte a plasma O guia de referência a seguir oferece várias soluções para ajudar a melhorar a qualidade do corte. É importante tentar e testar as sugestões oferecidas porque
Como melhorar a qualidade do corte a plasma O guia de referência a seguir oferece várias soluções para ajudar a melhorar a qualidade do corte. É importante tentar e testar as sugestões oferecidas porque
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
Gestão de Fundição em Tempos de Crise
 Gestão de Fundição em Tempos de Crise Publicado em 15 de novembro de 2016 Ricardo Fuoco Consultor-- Especialista em Fundição, Gestão Estratégica, P&D&I. A produção brasileira de peças fundidas é composta
Gestão de Fundição em Tempos de Crise Publicado em 15 de novembro de 2016 Ricardo Fuoco Consultor-- Especialista em Fundição, Gestão Estratégica, P&D&I. A produção brasileira de peças fundidas é composta
PMR3507 Fábrica digital
 LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
Orientação tecnológica. Auto móvel. Tecnologias, Soluções para a indústria automóvel
 Orientação tecnológica Auto móvel Tecnologias, Ferramentas F erramentas Carboneto, Carboneto, P PCD e HSS Soluções para a indústria automóvel 2 3 Diager Industrie impõe-se como especialista das ferramentas
Orientação tecnológica Auto móvel Tecnologias, Ferramentas F erramentas Carboneto, Carboneto, P PCD e HSS Soluções para a indústria automóvel 2 3 Diager Industrie impõe-se como especialista das ferramentas
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
TREINAMENTO EM CORTE/ DOBRA/ REPUXO (ESTAMPAGEM DE CHAPAS METÁLICAS) 31ª Edição 25 e 26 de Abril de 2019
 31ª Edição 25 e 26 de Abril de 2019") FUNDAÇÃO LUIZ ENGLERT - FLE CE NTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcmmetalforming.com/ CHAMADA PRELIMINAR TREINAMENTO EM CORTE/
FUNDAÇÃO LUIZ ENGLERT - FLE CE NTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcmmetalforming.com/ CHAMADA PRELIMINAR TREINAMENTO EM CORTE/
NYLON 6.0 DATASHEET.
 Pág. 1 / 6 Devido às suas propriedades, o NYLON permite as mais variadas aplicações em peças e elementos de máquinas. Produzido a partir da Poliamida 6. CARACTERÍSTICAS Alta resistência mecânica Alta resistência
Pág. 1 / 6 Devido às suas propriedades, o NYLON permite as mais variadas aplicações em peças e elementos de máquinas. Produzido a partir da Poliamida 6. CARACTERÍSTICAS Alta resistência mecânica Alta resistência
SEPDS/SEPDM TOOLS NEWS
 TOOLS NEWS Brocas de HSS com haste padrão fresamento Série SE - Brocas de alta precisão Atualiz. 216.1 SEPDS/SEPDM B212Z Inclusão SEPDS Nova broca de aço rápido com exclusivo tratamento superficial D-STH.
TOOLS NEWS Brocas de HSS com haste padrão fresamento Série SE - Brocas de alta precisão Atualiz. 216.1 SEPDS/SEPDM B212Z Inclusão SEPDS Nova broca de aço rápido com exclusivo tratamento superficial D-STH.
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
ENSAIO DE DESGASTE EM CHAPAS DE AÇO E PINOS DE AÇO FERRAMENTA D2 REVESTIDOS PELO PROCESSO PVD
 ENSAIO DE DESGASTE EM CHAPAS DE AÇO E PINOS DE AÇO FERRAMENTA D2 REVESTIDOS PELO PROCESSO PVD José Divo Bressan Departamento de Engenharia Mecânica, Centro de Ciências Tecnológicas CCT - UDESC, Campus
ENSAIO DE DESGASTE EM CHAPAS DE AÇO E PINOS DE AÇO FERRAMENTA D2 REVESTIDOS PELO PROCESSO PVD José Divo Bressan Departamento de Engenharia Mecânica, Centro de Ciências Tecnológicas CCT - UDESC, Campus
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
VOCÊ NÓS QUANDO ALGO DE EXCEPCIONAL SE DESENVOLVE ENTRE NÓS, ISTO É O EFEITO MAPAL. encontramos novas maneiras de obter mais para você.
 QUANDO ALGO DE EXCEPCIONAL SE DESENVOLVE ENTRE NÓS, ISTO É O EFEITO MAPAL NÓS VOCÊ Não quer fazer tudo diferente. Mas muitas coisas melhores. Abertura de oportunida des encontramos novas maneiras de obter
QUANDO ALGO DE EXCEPCIONAL SE DESENVOLVE ENTRE NÓS, ISTO É O EFEITO MAPAL NÓS VOCÊ Não quer fazer tudo diferente. Mas muitas coisas melhores. Abertura de oportunida des encontramos novas maneiras de obter
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Fundidos e usinados. Peças Fundidas e Usinadas
 Fundidos e usinados Peças Fundidas e Usinadas Fundição Romi Excelência na produção de fundidos e usinados 1 2 A Fundição Romi é uma divisão das Indústrias Romi S.A., uma empresa brasileira líder de mercado
Fundidos e usinados Peças Fundidas e Usinadas Fundição Romi Excelência na produção de fundidos e usinados 1 2 A Fundição Romi é uma divisão das Indústrias Romi S.A., uma empresa brasileira líder de mercado
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA
 PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
AUMENTO DE CAPACIDADE PRODUTIVA
 AUMENTO DE CAPACIDADE PRODUTIVA A Brasmetal Waelzholz investe em tecnologia de ponta para aumentar a produtividade, reduzir custos e oferecer produtos cada vez melhores. Plano interno da fábrica TIRAS
AUMENTO DE CAPACIDADE PRODUTIVA A Brasmetal Waelzholz investe em tecnologia de ponta para aumentar a produtividade, reduzir custos e oferecer produtos cada vez melhores. Plano interno da fábrica TIRAS
Usinagem de cabeçotes de motor para motos: redução dos refugos e aumento da produtividade da usinagem
 Estudo de caso Usinagem de cabeçotes de motor para motos: redução dos refugos e aumento da produtividade da usinagem Redução dos refugos da produção Aumento da produtividade Aumento dos lucros Perspectiva
Estudo de caso Usinagem de cabeçotes de motor para motos: redução dos refugos e aumento da produtividade da usinagem Redução dos refugos da produção Aumento da produtividade Aumento dos lucros Perspectiva
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
GERDAU AÇOS ESPECIAIS
 AÇOS ESPECIAIS GERDAU AÇOS ESPECIAIS A Gerdau está entre os maiores fornecedores mundiais de aços especiais, com diversas usinas localizadas no Brasil, na Espanha, nos Estados Unidos e na Índia. Essa diversificação
AÇOS ESPECIAIS GERDAU AÇOS ESPECIAIS A Gerdau está entre os maiores fornecedores mundiais de aços especiais, com diversas usinas localizadas no Brasil, na Espanha, nos Estados Unidos e na Índia. Essa diversificação
INFLUÊNCIA DA ESTRATÉGIA DE USINAGEM NA MANUFATURA DE MOLDES E MATRIZES.
 INFLUÊNCIA DA ESTRATÉGIA DE USINAGEM NA MANUFATURA DE MOLDES E MATRIZES. Saulo Castellari Pereira Universidade Metodista de Piracicaba - SCPM - Rodovia Santa Bárbara /Iracemápolis, Km1-13450-000 - Santa
INFLUÊNCIA DA ESTRATÉGIA DE USINAGEM NA MANUFATURA DE MOLDES E MATRIZES. Saulo Castellari Pereira Universidade Metodista de Piracicaba - SCPM - Rodovia Santa Bárbara /Iracemápolis, Km1-13450-000 - Santa
Fresamento de aços classe GC1130
 Fresamento de aços classe GC1130 Evolução do fresamento de aços Mais tranquilidade com a classe Zertivo GC1130 Escamação e lascamento, que reduzem a vida útil da pastilha e tornam a produção instável,
Fresamento de aços classe GC1130 Evolução do fresamento de aços Mais tranquilidade com a classe Zertivo GC1130 Escamação e lascamento, que reduzem a vida útil da pastilha e tornam a produção instável,
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento Mandrilamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
Centros de Usinagem Série CM / CMB210
 * Imagem ilustrativa, a máquina pode estar equipada com acessórios opcionais. www.ferdimat.com.br Vendas e Fábrica Rua Benedito Cubas, N 320 Jardim Morumbi, São José dos Campos - SP Tel. (12) 3931-5433
* Imagem ilustrativa, a máquina pode estar equipada com acessórios opcionais. www.ferdimat.com.br Vendas e Fábrica Rua Benedito Cubas, N 320 Jardim Morumbi, São José dos Campos - SP Tel. (12) 3931-5433
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
Linha Perform da Walter o novo padrão para lotes pequenos e médios.
 Códigos para pedidos Competência em produtos _COMPETÊNCIA EM USINAGEM Linha Perform da Walter o novo padrão para lotes pequenos e médios. Furação, rosqueamento, fresamento 1 PERFORM, ADVANCE, SUPREME Linhas
Códigos para pedidos Competência em produtos _COMPETÊNCIA EM USINAGEM Linha Perform da Walter o novo padrão para lotes pequenos e médios. Furação, rosqueamento, fresamento 1 PERFORM, ADVANCE, SUPREME Linhas
REFERÊNCIAS TECNOLÓGICAS E CÁLCULO DIMENSIONAL
 Necessidade de Referências ponto, linha ou superfície a precisão de uma superfície não relaciona-se diretamente ao conceito de referências. a precisão de posicionamento sim. As referências podem ser classificadas
Necessidade de Referências ponto, linha ou superfície a precisão de uma superfície não relaciona-se diretamente ao conceito de referências. a precisão de posicionamento sim. As referências podem ser classificadas
Plásticos especiais para Indústria. Fornecedor: Wefapress. Trazendo o mundo e o futuro para a América do Sul.
 Plásticos especiais para Indústria Trazendo o mundo e o futuro para a América do Sul Contato: Par-Erik Larsson Fone: +55 19 3305 2376 Celular: +55 19 98330 1516 Fornecedor: Wefapress Email: par-erik@aftermarketpartner.com
Plásticos especiais para Indústria Trazendo o mundo e o futuro para a América do Sul Contato: Par-Erik Larsson Fone: +55 19 3305 2376 Celular: +55 19 98330 1516 Fornecedor: Wefapress Email: par-erik@aftermarketpartner.com
Ferramentaria 4.0 Gustavo Reis de Ascenção SENAI Joinville
 Ferramentaria 4.0 Gustavo Reis de Ascenção SENAI Joinville Agenda Introdução/Conceituação: Indústria 4.0 Cenário Ferramenteiro Brasil Alemanha Desafios Atuais da Ferramentaria e Soluções 4.0 Conclusão
Ferramentaria 4.0 Gustavo Reis de Ascenção SENAI Joinville Agenda Introdução/Conceituação: Indústria 4.0 Cenário Ferramenteiro Brasil Alemanha Desafios Atuais da Ferramentaria e Soluções 4.0 Conclusão
Definição sobre usinagem
 Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de Conformação do Aço
 Universidade Federal de São João Del-Rei MG 6 a 8 de maio de 010 Associação Brasileira de Métodos Computacionais em Engenharia Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de
Universidade Federal de São João Del-Rei MG 6 a 8 de maio de 010 Associação Brasileira de Métodos Computacionais em Engenharia Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Usinagem I Parte 3 Aula 23 Condições Econômicas de Corte. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007
 8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 ANÁLISE E SELEÇÃO DE FLUIDOS DE CORTE PARA A FURAÇÃO DE FERRO FUNDIDO VERMICULAR Alves, S.M *, Bossardi, J. C. S. 1,
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 ANÁLISE E SELEÇÃO DE FLUIDOS DE CORTE PARA A FURAÇÃO DE FERRO FUNDIDO VERMICULAR Alves, S.M *, Bossardi, J. C. S. 1,
ANÁLISE COMPARATIVA DOS PARÂMETROS DE PASTILHAS DE CORTE PARA TORNO CNC ADOTADOS PELO PROGRAMADOR E OS SUGERIDOS PELO FABRICANTE
 ANÁLISE COMPARATIVA DOS PARÂMETROS DE PASTILHAS DE CORTE PARA TORNO CNC ADOTADOS PELO PROGRAMADOR E OS SUGERIDOS PELO FABRICANTE Jaqueline Coutinho, Faculdades Integradas de Cataguases, jaquelinebastoscoutinho@hotmail.com
ANÁLISE COMPARATIVA DOS PARÂMETROS DE PASTILHAS DE CORTE PARA TORNO CNC ADOTADOS PELO PROGRAMADOR E OS SUGERIDOS PELO FABRICANTE Jaqueline Coutinho, Faculdades Integradas de Cataguases, jaquelinebastoscoutinho@hotmail.com
SEM 0407 Introdução ao Projeto e Manufatura. Aula 6: Fabricação de Moldes e Matrizes. Professor: Renato Goulart Jasinevicius
 SEM 0407 Introdução ao Projeto e Manufatura Aula 6: Fabricação de Moldes e Matrizes Professor: Renato Goulart Jasinevicius Fabricação de Moldes e Matrizes 2007 John Wiley & Sons, Inc. M P Groover, Fundamentals
SEM 0407 Introdução ao Projeto e Manufatura Aula 6: Fabricação de Moldes e Matrizes Professor: Renato Goulart Jasinevicius Fabricação de Moldes e Matrizes 2007 John Wiley & Sons, Inc. M P Groover, Fundamentals
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NA LIGA DE ALUMINIO 7050
 RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NA LIGA DE ALUMINIO 7050 Getúlio de Oliveira Benato Junior 1,Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3 1 Tecnólogo em Produção
RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NA LIGA DE ALUMINIO 7050 Getúlio de Oliveira Benato Junior 1,Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3 1 Tecnólogo em Produção
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
ASPECTOS ECONÔMICOS NA FURAÇÃO DE FERRO FUNDIDO CINZENTO GG25
 ASPECTOS ECONÔMICOS NA FURAÇÃO DE FERRO FUNDIDO CINZENTO GG25 Willian Jefferson González Castillo Universidade Federal de Santa Catarina, Departamento de Engenharia Mecânica Campus Universitário Trindade
ASPECTOS ECONÔMICOS NA FURAÇÃO DE FERRO FUNDIDO CINZENTO GG25 Willian Jefferson González Castillo Universidade Federal de Santa Catarina, Departamento de Engenharia Mecânica Campus Universitário Trindade
Contar com as ferramentas certas na produção é um fator importante para que uma empresa possa se destacar no mercado. Isso possibilita a saída à
 O Caminho do Sucesso SOLUÇÕES AFINADAS COM SUA EMPRESA Contar com as ferramentas certas na produção é um fator importante para que uma empresa possa se destacar no mercado. Isso possibilita a saída à frente
O Caminho do Sucesso SOLUÇÕES AFINADAS COM SUA EMPRESA Contar com as ferramentas certas na produção é um fator importante para que uma empresa possa se destacar no mercado. Isso possibilita a saída à frente
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA
 ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA HISTÓRIA 1930 1942 1956 1972 2007 2013 A Companhia é fundada sob o espírito inovador de Américo Emílio Romi
ANÁLISE DO POTENCIAL DA INSERÇÃO DE CENTRO DE USINAGEM CINCO EIXOS NA INDÚSTRIA DE FERRAMENTARIA HISTÓRIA 1930 1942 1956 1972 2007 2013 A Companhia é fundada sob o espírito inovador de Américo Emílio Romi
Conectores de Cisalhamento Constituídos por Parafuso e Rebite Tubular com Rosca Interna em Pilares Mistos de Aço e Concreto com Perfis Formados a Frio
 Conectores de Cisalhamento Constituídos por Parafuso e Rebite Tubular com Rosca Interna em Pilares Mistos de Aço e Concreto com Perfis Formados a Frio Hermano de Sousa Cardoso¹ Francisco Carlos Rodrigues²
Conectores de Cisalhamento Constituídos por Parafuso e Rebite Tubular com Rosca Interna em Pilares Mistos de Aço e Concreto com Perfis Formados a Frio Hermano de Sousa Cardoso¹ Francisco Carlos Rodrigues²
Precisão desde o início.
 Precisão desde o início. As nossas seccionadoras SAWTEQ B-100 YOUR SOLUTION 02 Índice Índice 03 A teconologia faz a diferença O sucesso começa na produção. Aqui quem valoriza qualidade e precisão começa
Precisão desde o início. As nossas seccionadoras SAWTEQ B-100 YOUR SOLUTION 02 Índice Índice 03 A teconologia faz a diferença O sucesso começa na produção. Aqui quem valoriza qualidade e precisão começa
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
15 Congresso de Iniciação Científica ANÁLISE DE ESTRATÉGIAS DE CORTE PARA MANUFATURA DE SUPERFÍCIES COMPLEXAS COM ALTA VELOCIDADE
 15 Congresso de Iniciação Científica ANÁLISE DE ESTRATÉGIAS DE CORTE PARA MANUFATURA DE SUPERFÍCIES COMPLEXAS COM ALTA VELOCIDADE Autor(es) MÁRCIO TEIXEIRA FERNANDES Orientador(es) Klaus Schützer Apoio
15 Congresso de Iniciação Científica ANÁLISE DE ESTRATÉGIAS DE CORTE PARA MANUFATURA DE SUPERFÍCIES COMPLEXAS COM ALTA VELOCIDADE Autor(es) MÁRCIO TEIXEIRA FERNANDES Orientador(es) Klaus Schützer Apoio
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
TOOLS NEWS B218Z. Acabamento de sede de válvulas com fixação hidráulica. Produto novo HVF. Redução significativa de tempo e custos!
 TOOLS NEWS Acabamento de sede de válvulas com fixação hidráulica HVF B218Z Produto novo Redução significativa de tempo e custos! Em cooperação com Acabamento de sede de válvulas com fixação hidráulica
TOOLS NEWS Acabamento de sede de válvulas com fixação hidráulica HVF B218Z Produto novo Redução significativa de tempo e custos! Em cooperação com Acabamento de sede de válvulas com fixação hidráulica
Laboratório de transformação Mecânica LdTM / UFRGS Treinamento em Forjamento Versão:18/01/2013
 Fundação Luiz Englert em colaboração Laboratório de Transformação Mecânica LdTM Av. Bento Gonçalves, 9500 - Caixa Postal: 15021 CEP: 91501-970 - Porto Alegre RS Tel.: +55 (51) 3308 6134 www.ufrgs.br/ldtm
Fundação Luiz Englert em colaboração Laboratório de Transformação Mecânica LdTM Av. Bento Gonçalves, 9500 - Caixa Postal: 15021 CEP: 91501-970 - Porto Alegre RS Tel.: +55 (51) 3308 6134 www.ufrgs.br/ldtm
Condições Econômicas de Corte no. Torneamento Cilíndrico
 Condições Econômicas de Corte no Torneamento Cilíndrico Usinagem I - Prof. Anna Carla Araujo - 2014/1 - DEM/UFRJ 25 de Junho de 2015 O intervalo de máxima eficiência é a faixa de velocidades compreendida
Condições Econômicas de Corte no Torneamento Cilíndrico Usinagem I - Prof. Anna Carla Araujo - 2014/1 - DEM/UFRJ 25 de Junho de 2015 O intervalo de máxima eficiência é a faixa de velocidades compreendida
TREINAMENTO EM FORJAMENTO. Tecnologia e Desenvolvimento do Processo de Forjamento. 21 e 22 de julho de 2016 FUNDAÇÃO LUIZ ENGLERT - FLE
 FUNDAÇÃO LUIZ ENGLERT - FLE CENTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 91501 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcm-metalforming.com/ TREINAMENTO EM FORJAMENTO PROGRAMA
FUNDAÇÃO LUIZ ENGLERT - FLE CENTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 91501 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcm-metalforming.com/ TREINAMENTO EM FORJAMENTO PROGRAMA
Quando o fluido de usinagem se torna uma ferramenta líquida. Nosso compromisso
 Quando o fluido de usinagem se torna uma ferramenta líquida. Nosso compromisso O liquidtool da Blaser mais do que apenas um fluido de usinagem. Produtividade, eficiência econômica e qualidade da usinagem
Quando o fluido de usinagem se torna uma ferramenta líquida. Nosso compromisso O liquidtool da Blaser mais do que apenas um fluido de usinagem. Produtividade, eficiência econômica e qualidade da usinagem
Carboneto de Tungstênio Revestimento Metálico
 Carboneto de Tungstênio Revestimento Metálico Generalidades O carboneto (ou carbeto) de Tungstênio (WC) é um composto da família dos cerâmicos, de elevada dureza que é utilizado como base de uma família
Carboneto de Tungstênio Revestimento Metálico Generalidades O carboneto (ou carbeto) de Tungstênio (WC) é um composto da família dos cerâmicos, de elevada dureza que é utilizado como base de uma família
REFRIGERAÇÃO CONFORMADA POR EXCELÊNCIA. Uma marca da Listemann Technology AG e Renishaw GmbH
 REFRIGERAÇÃO CONFORMADA POR EXCELÊNCIA www.iqtemp.com Uma marca da Listemann Technology AG e Renishaw GmbH iqtemp Uma marca da Listemann Technology AG e Renishaw GmbH A chave para um molde com controle
REFRIGERAÇÃO CONFORMADA POR EXCELÊNCIA www.iqtemp.com Uma marca da Listemann Technology AG e Renishaw GmbH iqtemp Uma marca da Listemann Technology AG e Renishaw GmbH A chave para um molde com controle
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE
 ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11) Brocas para Metal.
 Brocas para Metal.") www.irwin.com.br FURANDO METAL Antes de iniciar a operação, é recomendável demarcar com uma leve puncionada o ponto inicial de furação. Isto evitará que a broca escorregue quando iniciar a rotação. Utilize
www.irwin.com.br FURANDO METAL Antes de iniciar a operação, é recomendável demarcar com uma leve puncionada o ponto inicial de furação. Isto evitará que a broca escorregue quando iniciar a rotação. Utilize
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Aços Longos. Multibar. Multibar Hidráulico. Multibar Auto. Multibar Descascado. AF_ARC_0019_16_multibar_catalogo_nova_Justificada.
 Aços Longos Multibar Multibar Hidráulico Multibar Auto Multibar Descascado AF_ARC_0019_16_multibar_catalogo_nova_Justificada.indd 1 6/13/16 12:32 Transformando o amanhã ArcelorMittal, a maior siderúrgica
Aços Longos Multibar Multibar Hidráulico Multibar Auto Multibar Descascado AF_ARC_0019_16_multibar_catalogo_nova_Justificada.indd 1 6/13/16 12:32 Transformando o amanhã ArcelorMittal, a maior siderúrgica
PRODUTOS DE COBRE METAIS APLICADOS. Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE
 PRODUTOS DE COBRE METAIS APLICADOS Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE O COBRE TRANSFORMA O MUNDO. A PARANAPANEMA TRANSFORMA O COBRE. A Paranapanema, líder e maior produtora brasileira
PRODUTOS DE COBRE METAIS APLICADOS Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE O COBRE TRANSFORMA O MUNDO. A PARANAPANEMA TRANSFORMA O COBRE. A Paranapanema, líder e maior produtora brasileira
CATÁLOGO BROCAS. LANÇAMENTO Brocas para metal Brocas para concreto JOGOS DE BROCAS Expositores de brocas. Precisão, Qualidade e Inovação
 CATÁLOGO BROCAS LANÇAMENTO Brocas para metal Brocas para concreto JOGOS DE BROCAS Expositores de brocas Precisão, Qualidade e Inovação 05 Brocas PARA metal 13 Brocas PARA CONCRETO 17 JOGOS DE BROCAS 21
CATÁLOGO BROCAS LANÇAMENTO Brocas para metal Brocas para concreto JOGOS DE BROCAS Expositores de brocas Precisão, Qualidade e Inovação 05 Brocas PARA metal 13 Brocas PARA CONCRETO 17 JOGOS DE BROCAS 21