ESTUDO DA FORMAÇÃO DE CAVACOS NO TORNEAMENTO DO AÇO 304L COM SISTEMA DE RESFRIAMENTO POR AR GELADO
|
|
|
- Maria Júlia Capistrano Regueira
- 6 Há anos
- Visualizações:
Transcrição
1 ESTUDO DA FORMAÇÃO DE CAVACOS NO TORNEAMENTO DO AÇO 304L COM SISTEMA DE RESFRIAMENTO POR AR GELADO Thiago Castro Freitas, 1 Lucas Alexandre de Carvalho, 1 Juliano Aparecido de Oliveira, 1 Sergio Luiz Moni Ribeiro Filho, 1 Lincoln Cardoso Brandão, 1 1 Universidade Federal de São João del Rei, Praça Frei Orlando, 170 Centro São João del Rei Minas Gerais Resumo: A formação de cavacos tem grande influência nos processos produtivos de usinagem, principalmente nas operações de torneamento. Esta influência está relacionada com a necessidade de remoção de cavacos da região de corte, durante os processos de usinagem. O estudo da formação de cavacos tem o objetivo de proporcionar um melhor entendimento sobre a geometria do quebra cavacos e sobre os parâmetros de corte, para que se tenha uma quebra eficiente de cavacos. Este trabalho foi desenvolvido variando-se os parâmetros de corte e os sistemas de resfriamento para verificar qual a melhor condição de quebra dos cavacos para processo de torneamento. O material usinado foi o aço inoxidável AISI 304L devido à dificuldade de quebra de cavacos que os aços inoxidáveis apresentam. Foram feitas análises macrográficas de amostras de cavaco para a medição das principais dimensões no formato e realizada a definição da curvatura dos cavacos associada com os parâmetros de corte. Os resultados mostraram que o sistema alternativo de ar gelado proporciona uma maior curvatura do cavaco quando comparado com o sistema de mínima quantidade de lubrificante nas mesmas condições de corte. Além disso, a definição correta dos parâmetros de corte teve influência significativa na quebra dos cavacos. Palavras-chave:Torneamento, AISI 304L, cavaco, ar gelado. 1. INTRODUÇÃO A base para um melhor entendimento de todos os processos de usinagem está no estudo científico da formação de cavacos (Machado et al., 2009). O controle da formação do cavaco se mostra de grande importância, tendo em vista os prejuízos que podem ser causados pela presença de longos cavacos durante os processos de usinagem. Define-se cavaco, a porção de material da peça, retirada pela ferramenta, caracterizando-se por apresentar forma geométrica irregular (Ferraresi, 1977). A forma do cavaco tem influência significativa nos processos de usinagem, principalmente no torneamento, devido à necessidade de remoção deste material da região de corte, Em geral, quando a velocidade de corte aumenta, o campo de controle de cavacos tende a diminuir (Mitsubishi, 2014). O acúmulo de cavaco durante o processo de torneamento, especialmente em processos automáticos como em tornos CNC, pode interferir de diversas formas no resultado final do trabalho. Entre estas interferências pode-se destacar a segurança do operador, a perda de eficiência de refrigeração, influência no acabamento superficial do produto final e tempo de máquina parada para a retirada deste cavaco que pode emaranhar na peça usinada (Silva e Silva, 2006). O controle da formação do cavaco pode ser feito alterando os fatores que interferem diretamente na formação do cavaco. Conforme Noronha (2014), o material da peça, o avanço e a profundidade de usinagem são, nessa ordem, os parâmetros que mais influenciam a forma do cavaco. Contudo a velocidade de corte e o ângulo de saída da ferramenta também influenciam sua forma. Além disso, segundo Maity e Das (1998) os quebra-cavacos desempenham um papel predominante no controle efetivo do fluxo do cavaco e da quebra do cavaco. Quebra-cavacos têm a finalidade de diminuir o raio do cavaco, facilitando assim a quebra. De modo geral, nos processos de usinagem as elevadas tensões cisalhantes e as altas concentrações de energia térmica geradas durante a formação do cavaco favorecem os mecanismos de desgaste das ferramentas de corte, o que facilita a redução da vida da ferramenta, além de comprometer a integridade superficial da superfície usinada. Desse modo, os sistemas de refrigeração são comumente empregados em processos de fabricação a fim de retardar estes danos e atender as necessidades de lubrificação e refrigeração durante a remoção do material. Além disso, os sistemas de refrigeração podem reduzir a vibração do sistema e atuar como quebra-cavaco quando aplicada em alta pressão (Diniz et al., 2011; Machado et. al., 2011; Santos e Sales, 2007). Uma vez que o uso de fluido de corte pode trazer algumas desvantagens como, por exemplo, contaminação da água e do solo, aumento dos custos de bombeamento, filtragem, reciclagem e armazenamento, e até possíveis problemas de saúde para os operadores, há necessidade do emprego de métodos de refrigeração alternativos que sejam eficientes na remoção do calor da zona de corte e que não prejudiquem o meio ambiente (Trent e Wright, 2000; Micaroni, 2006). O ar gelado e o sistema de MQL têm sido considerados como boas alternativas para essa tarefa, apesar de não atender a



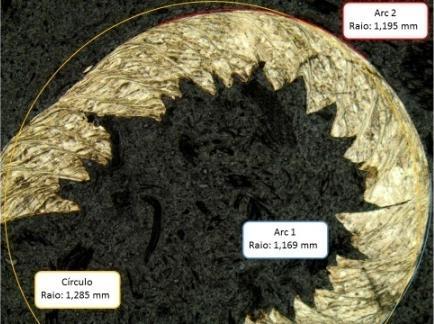
2 todos os questionamentos ambientais, apresentam uma grande capacidade de remoção de calor agredindo menos o meio ambiente. Este trabalho apresenta um estudo sobre cavacos obtidos a partir do torneamento de corpos de prova de aço inoxidável AISI 304L. Foi utilizado o ar gelado como sistema de refrigeração, em comparação com o MQL e usinagem a seco, afim de se avaliar a influência deste parâmetro na forma final do cavaco obtido. 2. MATERIAIS E MÉTODOS Os experimentos foram realizados em corpos cilíndricos de aço inoxidável AISI 304L, no estado homogeneizado. Durante o processo de torneamento foram utilizados insertos da marca Sandvik Coromant. Os insertos possuem quebracavacos do tipo cratera, conforme mostrado na Figura 1. Cratera Figura 1. Indicação do quebra-cavacos na pastilha TNMG160404MF Os parâmetros de usinagem utilizados durante os experimentos foram escolhidos com base nos dados específicos para os insertos fornecidos pelo fabricante. Para a realização dos testes foi utilizado um centro de torneamento com 22,5 kw de potência e rpm alocado no laboratório de usinagem da Universidade Federal de São João del Rei. O Taguchi design foi utilizado para elaborar o planejamento dos experimentos e a análise de variância (ANOVA) foi aplicada para identificar os principais efeitos dos parâmetros de corte e do sistema de resfriamento sobre o raio de curvatura do cavaco do material. Os testes de torneamento foram realizados com dois valores de velocidades de corte, dois avanços, três tipos de ferramenta (raio de ponta) e três sistemas de resfriamento. A Tabela 1 mostra os níveis de cada um dos fatores de entrada para o arranjo ortogonal L36. Parâmetros Tabela 1. Condições utilizadas nos testes experimentais. Código da Pastilha TNMG MF / TNMG MF / TNMG MF Avanço da Ferramenta (mm/rot) 0,15 0,30 Velocidade de Corte (mm/min) Raio de Ponta (mm) 0,4 0,8 1,2 Condição de Refrigeração Ar Gelado MQL Seco Um microscópio ótico da marca Olympus modelo BX51 foi utilizado para analisar a curvatura do cavaco. As amostras de aço inox 304L foram lixadas com lixas de SiC (120, 200, 400, 600, 1200 e 1500) e polidas com alumina 5µ. A Figura 2 apresenta exemplos das medidas da curvatura do cavaco após o ataque com o reagente marble por 5 segundos na condição solubilizada. Figura 2. Raio da curvatura do cavaco.
3 3. RESULTADOS A análise de variância (ANOVA) foi realizada para verificar se os parâmetros de corte e os sistemas de refrigeração são estatisticamente significantes no processo de torneamento do aço inoxidável AISI 304L. A Tabela 2 mostra os resultados da análise de variância para a média do raio da curvatura do cavaco gerado no torneamento. A segunda coluna representa a soma dos quadrados ajustada (Adj SS Adjusted Square Sum), a terceira, exibe a média quadrada ajustada (Adj MS Adjusted Mean Square) a qual é calculada dividindo a soma dos quadrados ajustada pelo número de grau de liberdade (Adj SS/DF). O parâmetro F representa a relação-f, calculado dividindo a média quadrada ajustada de cada fator pela média quadrada ajustada do erro. O P-valor indica a probabilidade de que Adj MS fator e Adj MS erro de possuírem o mesmo valor, ou seja, a probabilidade que cada fator não influenciar o raio de curvatura do cavaco. Se o P-valor for menor ou igual a 0,05 é possível concluir que o efeito é significante. O valor de 0,05 indica o nível de significância, ou seja, a condição de 95% de probabilidade de o efeito ser significante. Os fatores relacionados ao P-valor inferior ou igual a 0,05 são considerados significativos. Os P-valores 0,004 e 0,019, sublinhados na Tabela 2, mostram que os fatores principais avanço e raio de ponta foram significantes no formato da curvatura do cavaco. O valor de R² (adj) exibido na ANOVA mede a proporção da variabilidade presente nas observações da variável resposta y que é explicada pelas variáveis preditoras presentes na equação de regressão (Wu e Hamada, 2000). Quanto mais próximo de 1 (ou de 100%) for R², melhor a qualidade da equação ajustada aos dados (Montgomery, 2005). O valor de R² ajustado (91,08%) indica que o ajuste do modelo foi satisfatório. Tabela 2. Análise de variância para o raio de curvatura do cavaco. Fatores Experimentais Adj SS Adj MS F P Avanço 0,9402 0,9402 9,88 0,004 Velocidade 0,169 0,169 1,42 0,242 Raio de ponta 0,8971 0,4485 4,5 0,019 Refrigeração 0,057 0,029 0,23 0,799 R² 91,08% A Figura 3 apresenta os efeitos principais dos parâmetros de corte e sistemas de refrigeração para o raio da curvatura do cavaco. O aumento do avanço de 0,15 para 0,30 gerou uma redução de 21,97% no raio da curvatura do cavaco. Em relação ao avanço observa-se que houve uma confirmação de um maior dobramento do cavaco o que em grande parte pode ter gerado cavacos em lascas e menores com menores raios de curvatura. Considerando a velocidade de corte nota-se que não pode ser definido que tenha ocorrido uma variação no raio de curvatura do cavaco proporcional ao aumento da velocidade, conforme observa-se no P-valor da Tab.2. O aumento do raio de ponta de 0,4-1,2 mm proporcionou um aumento de 34,02% no raio de curvatura do cavaco do aço inoxidável 304L. Observa-se uma tendência crescente entre o raio de curvatura do cavaco e o raio de ponta. O tipo de ferramenta, considerando os raios de ponta empregados, é o segundo fator que mais influência o raio de curvatura do material já que o valor de relação-f é maior para o avanço. A diferença percentual do raio de curvatura entre os sistemas de refrigeração não foi relevante, a maior diferença foi de 6,75% entre o sistema de MQL e de ar gelado. Figura 3. Efeito principal dos parâmetros de corte e do sistema de resfriamento para o raio de curvatura do cavaco.









4 3.1. Análise topográfica do cavaco As micrografias dos cavacos, apresentadas na Figura 4, evidenciam as curvaturas dos cavacos obtidos em todas as condições experimentais. Percebe-se que independente das variações de velocidade, avanço, ferramenta e sistema de refrigeração os cavacos obtidos apresentaram formatos curtos em forma de arco solto e arco conectado. Desse modo, pode-se considerar que os cavacos formados exibiram um misto de curvatura lateral e vertical e se quebraram com o choque da superfície de saída do inserto. As condições experimentais que apresentaram as curvaturas de menores raios foram os experimentos com avanço de 0,3 mm/rot, velocidade de corte de 215 m/min, raio de ponta de 0,4 mm e sistema de refrigeração de ar gelado. Em relação à coloração dos cavacos obtidos observou-se que a geração de cavacos com coloração variando de incolor a azul claro. De modo geral, uma análise qualitativa em relação à coloração dos cavacos, mostra que tanto os cavacos mais longos como os cavacos mais curtos apresentaram tons claros e tons escuros. Portanto, considerando a relação entre as velocidades de corte com o raio de curvatura torna-se complexo analisar de forma qualitativa esses resultados. Já os cavacos mais curtos apresentaram cores mais azuladas, o que indica o desenvolvimento de temperaturas maiores. Os cavacos mais longos foram obtidos principalmente pelo raio de ponta de 1,2 mm, enquanto os arcos mais curtos para o raio de ponta de 0,4 mm. Ferramenta = 0,4Ar Ferramenta = 0,4MQL Ferramenta = 0,4Seco Ferramenta = 0,8 Ar Ferramenta = 0,8 MQL Ferramenta = 0,8Seco Ferramenta = 1,2 Ar Ferramenta = 1,2MQL Ferramenta = 1,2 Seco














5 Ferramenta = 0,4 Ar Ferramenta = 0,4MQL Ferramenta = 0,4 Seco Ferramenta = 0,8 Ar Ferramenta = 0,8 MQL v c=290 m/min Ferramenta = 0,8 Seco Ferramenta = 1,2 Ar Ferramenta = 1,2 MQL Ferramenta = 1,2 Seco Ferramenta = 0,4 Ar v c=215 m/min Ferramenta = 0,4 MQL v c=215 m/min Ferramenta = 0,4 Seco Ferramenta = 0,8Ar Ferramenta = 0,8 MQL v c=215 m/min Ferramenta = 0,8Seco












6 Ferramenta = 1,2Ar Ferramenta = 1,2MQL v c=215 m/min Ferramenta = 1,2 Seco Ferramenta = 0,4Ar Ferramenta = 0,4MQL Ferramenta = 0,4Seco v c = 290 m/min Ferramenta = 0,8 Ar Ferramenta = 0,8 MQL Ferramenta = 0,8 Seco 4. CONCLUSÃO Ferramenta = 1,2Ar Ferramenta = 1,2 MQL Figura 4. Micrografias da curvatura do cavaco. Ferramenta = 1,2 Seco Este trabalho apresentou o estudo de formação de cavacos no torneamento do aço inoxidável AISI 304L, e pode-se concluir que: O avanço e o raio de ponta da ferramenta foram as variáveis significativas para o raio de curvatura do cavaco; O avanço de 0,3 mm/rot, a velocidade de 215 m/min e raio de ponta de 0,4 mm foram os parâmetros de processo que mais proporcionaram redução do raio de curvatura do cavaco; O tipo de ferramenta, considerando a variação do raio de ponta, apresentou uma tendência em aumentar o raio de curvatura do cavaco, sendo proporcional ao aumento do raio de ponta da ferramenta;
7 A diferença percentual do raio de curvatura entre os sistemas de refrigeração não foi relevante, a maior diferença foi de 6,75% entre o sistema de resfriamento de MQL e de ar gelado; Os cavacos apresentaram uma deformação visível na área da microestrutura demonstrando que pode ter ocorrido o encruamento dos grãos do material; O avanço foi o fator mais influente para o raio de curvatura do cavaco; Os cavacos obtidos apresentaram formatos curtos em forma de arco solto e arco conectado. 5. REFERÊNCIAS Diniz, A. E.; Marcondes, F.C.; Coppini N. L., Tecnologia da Usinagem dos Materiais, 7ª Edição, MM Editora, 262 pgs. Ferraresi, D., 1977, Fundamentos da Usinagem dos Metais, Ed. Edgard Blücher, São Paulo, Brasil, 751 p. Machado, A. R.; Abrão, A. M.; Coelho, R. T.; Silva, M. B., 2011 Teoria da Usinagem dos Materiais, Editora Edgard Blucher, São Paulo SP, 2 a Edição, 397 pg., ISBN: Machado, A.R., Abrão, A.M., Coelho, R.T., Silva, M.B., 2009, Teoria da Usinagem dos Materiais, Ed. EdgardBlücher, São Paulo, Brasil, 371 p. Maity, K.P., Das, N.S., 1998, A Slip-line Solution to Metal Machining Using a Cutting Tool with a Step-type Chipbreaker, Journal of Materials Processing Technology, Vol. 79, pp Micaroni, R., Influência do fluido de corte sob pressão no processo de torneamento do aço ABNT 1045, Universidade Estadual de Campinas, Faculdade de Engenharia Mecânica, Tese de doutorado. Mitsubishi, 2014 Controle de cavacos para torneamento - Condições de controle de cavacos no torneamento de aço, ntol.html, acesso em 01/04/2015. Montgomery D. C., Design and analysis of experiments. 6 a edition. Arizona: John Wiley & Sons, Inc. Noronha, A.M., Desenvolvimento de um quebra cavacos para ferramentas de metal duro utilizadas na operação de roscamento do aço ABNT 4133 modificado, Mestrado (Dissertação de Mestrado), Escola de Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte, 107 p. Santos S. C.; Sales W. F., Aspectos tribológicos da usinagem dos materiais São Paulo: Artliber Editora, 249 pg. Silva, F.C.S. e Silva M.B., 2006, Diagnóstico do processo de torneamento do aço inoxidável abnt 304 através do estudo da formação do cavaco, 16º POSMEC Simpósio de Pós-graduação em Engenharia Mecânica. Universidade Federal de Uberlândia. Trent, E. M.; Wright, P. K, Metal Cutting. 4 th Edition, Butterworths Heinemann. Londres, 446 p. Wu C. F. J., Hamada M., Experiments: planning, analysis, and parameter design optimization New York: John Wiley & Sons. 6. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. CHIP FORMATION STUDY IN THE TURNING OF THE 304L STAINLESS STEEL WITH COLD AIR Thiago Castro Freitas, thiagocastrofreitas@hotmail.com 1 Lucas Alexandre de Carvalho, lucasalecarvalho@gmail.com 1 Juliano Aparecido de Oliveira, jao687@hotmail.com 1 Sergio Luiz Moni Ribeiro Filho, sergiolmrf@gmail.com 1 Lincoln Cardoso Brandão, lincoln@ufsj.edu.br 1 1 Universidade Federal de São João del Rei, Praça Frei Orlando, 170 Centro São João del Rei Minas Gerais
8 Abstract: The chip formation has great influence on parameters of production in machining, mainly in turning processes. This influence is related to need of clean of the chips in cutting region during machining processes. Studies on chip formation have the aim of generates a better understanding about chip breaker geometry and cutting parameters improving the performance of chip breaker. This work was developed with a range of cutting parameters and different cooling systems to define the best cutting condition for the chip breaker and the parameters of turning process. Work pieces of 304L stainless steel were applied because it is a steel considered a hard-to-cut material. Micrographic analyses were produced to define the main chip dimensions and provide information between the chip radii and cutting parameters. The results showed that, the alternative cooling system based on cold air provided radii greater than MQL system for both cutting conditions. Furthermore, the correct setup of cutting parameters has great influence on chip break. Key-words: Turninig, 304L stainless steel, chip, cold air.
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
MEDIÇÃO DE TEMPERATURA DE USINAGEM EM AÇOS DE CORTE FÁCIL ATRAVÉS DO MÉTODO DO TERMOPAR FERRAMENTA-PEÇA
 POSMEC 215 Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 215, Uberlândia - MG MEDIÇÃO DE TEMPERATURA
POSMEC 215 Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 215, Uberlândia - MG MEDIÇÃO DE TEMPERATURA
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS
 ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 ATRAVÉS DO ESTUDO DA FORMAÇÃO DO CAVACO
 16º POSMEC Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 ATRAVÉS DO ESTUDO DA FORMAÇÃO DO CAVACO Flávia Cristina
16º POSMEC Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica DIAGNÓSTICO DO PROCESSO DE TORNEAMENTO DO AÇO INOXIDÁVEL ABNT 304 ATRAVÉS DO ESTUDO DA FORMAÇÃO DO CAVACO Flávia Cristina
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
ESTUDO DO DESEMPENHO DAS PASTILHAS ALISADORAS COM E SEM A PRESENÇA DE FLUIDO DE CORTE EM OPERAÇÕES DE TORNEAMENTO
 XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica ESTUDO DO DESEMPENHO DAS PASTILHAS ALISADORAS COM E SEM A PRESENÇA DE FLUIDO
XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica ESTUDO DO DESEMPENHO DAS PASTILHAS ALISADORAS COM E SEM A PRESENÇA DE FLUIDO
INFLUENCIAS DAS CONDIÇÕES DE USINAGEM NA INTEGRIDADE SUPERFICIAL DO AÇO INOXIDÁVEL AERONÁUTICO 15-5PH.
 INFLUENCIAS DAS CONDIÇÕES DE USINAGEM NA INTEGRIDADE SUPERFICIAL DO AÇO INOXIDÁVEL AERONÁUTICO 15-5PH. Luis Antonio Pereira, lap@fem.unicamp.br¹ Amauri Hassui, ahassui@fem.unicamp.br¹ Aristides Magri,
INFLUENCIAS DAS CONDIÇÕES DE USINAGEM NA INTEGRIDADE SUPERFICIAL DO AÇO INOXIDÁVEL AERONÁUTICO 15-5PH. Luis Antonio Pereira, lap@fem.unicamp.br¹ Amauri Hassui, ahassui@fem.unicamp.br¹ Aristides Magri,
Usinagem I Parte 3 Aula 23 Condições Econômicas de Corte. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
Usinagem I 2016.1 Parte 3 Aula 23 Condições Econômicas de Corte SELEÇÃO DE PARÂMETROS DE USINAGEM COMO FAZER? ü Avanço ü Profundidade de Corte ü Velocidade de Corte ü Fluido de Corte? Como aplicado? Delineamento
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Efeitos dos parâmetros de corte na qualidade de peças usinadas pelo processo de torneamento
 Efeitos dos parâmetros de corte na qualidade de peças usinadas pelo processo de torneamento The effects of cutting parameters on the quality of machined parts by the process of whirling Francisco Elicivaldo
Efeitos dos parâmetros de corte na qualidade de peças usinadas pelo processo de torneamento The effects of cutting parameters on the quality of machined parts by the process of whirling Francisco Elicivaldo
EFEITO DO DESGASTE DA FERRAMENTA NA MORFOLOGIA DO CAVACO NO TORNEAMENTO DE AÇO INOXIDÁVEL ABNT 304
 EFEITO DO DESGASTE DA FERRAMENTA NA MORFOLOGIA DO CAVACO NO TORNEAMENTO DE AÇO INOXIDÁVEL ABNT 304 Flávia Cristina Sousa e Silva flavia_cris11@hotmail.com Daniel Silva Marobin marobin@megaminas.com Márcio
EFEITO DO DESGASTE DA FERRAMENTA NA MORFOLOGIA DO CAVACO NO TORNEAMENTO DE AÇO INOXIDÁVEL ABNT 304 Flávia Cristina Sousa e Silva flavia_cris11@hotmail.com Daniel Silva Marobin marobin@megaminas.com Márcio
APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
 XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
DETERMINAÇÃO DO ÂNGULO DO PLANO DE CISALHAMENTO NO CORTE ORTOGONAL
 XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica DETERMINAÇÃO DO ÂNGULO DO PLANO DE CISALHAMENTO NO CORTE ORTOGONAL Fernando
XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica DETERMINAÇÃO DO ÂNGULO DO PLANO DE CISALHAMENTO NO CORTE ORTOGONAL Fernando
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
Análise da Temperatura de Usinagem no Corte Ortogonal de Alumínio
 20º POSMEC SIMPÓSIO DO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA UNIVERSIDADE FEDERAL DE UBERLÂNDIA Análise da Temperatura de Usinagem no Corte Ortogonal de Alumínio Autores: José Aécio Gomes de
20º POSMEC SIMPÓSIO DO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA UNIVERSIDADE FEDERAL DE UBERLÂNDIA Análise da Temperatura de Usinagem no Corte Ortogonal de Alumínio Autores: José Aécio Gomes de
ESTUDO DA MICROESTRUTURA E MICRODUREZA DO MATERIAL E CAVACO DO AÇO VP100 NA USINAGEM POR APLAINAMENTO, UTILIZANDO UM DISPOSITIVO QUICK-STOP
 ESTUDO DA MICROESTRUTURA E MICRODUREZA DO MATERIAL E CAVACO DO AÇO VP100 NA USINAGEM POR APLAINAMENTO, UTILIZANDO UM DISPOSITIVO QUICK-STOP Matsumoto, H. (1); Burgel, M. M. P.(1); Rodrigues, A. R.(2);
ESTUDO DA MICROESTRUTURA E MICRODUREZA DO MATERIAL E CAVACO DO AÇO VP100 NA USINAGEM POR APLAINAMENTO, UTILIZANDO UM DISPOSITIVO QUICK-STOP Matsumoto, H. (1); Burgel, M. M. P.(1); Rodrigues, A. R.(2);
DETERMINAÇÃO DA USINABILIDADE DO FERRO FUNDIDO NODULAR PRODUZIDO NA FUNDIÇÃO DA A ELETROTÉCNICA LTDA
 CONVÊNIOS CNPq/UFU & FAPEMIG/UFU Universidade Federal de Uberlândia Pró-Reitoria de Pesquisa e Pós-Graduação DIRETORIA DE PESQUISA COMISSÃO INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA 2008 UFU 30 anos DETERMINAÇÃO
CONVÊNIOS CNPq/UFU & FAPEMIG/UFU Universidade Federal de Uberlândia Pró-Reitoria de Pesquisa e Pós-Graduação DIRETORIA DE PESQUISA COMISSÃO INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA 2008 UFU 30 anos DETERMINAÇÃO
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
AVALIAÇÃO DAS TENSÕES E DEFORMAÇÕES EM FERRAMENTAS CERÂMICAS DE NITRETO DE SILÍCIO
 28 de junho a 1º de julho de 2004 Curitiba-PR 1 AVALIAÇÃO DAS TENSÕES E DEFORMAÇÕES EM FERRAMENTAS CERÂMICAS DE NITRETO DE SILÍCIO M. A. Lanna, A. A. L. Bello, J. V. C. Souza. Centro Técnico Aeroespacial,
28 de junho a 1º de julho de 2004 Curitiba-PR 1 AVALIAÇÃO DAS TENSÕES E DEFORMAÇÕES EM FERRAMENTAS CERÂMICAS DE NITRETO DE SILÍCIO M. A. Lanna, A. A. L. Bello, J. V. C. Souza. Centro Técnico Aeroespacial,
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DE PERNAMBUCO CENTRO DE TECNOLOGIA E GEOCIÊNCIAS DEPARTAMENTO DE ENGENHARIA MECÂNICA
 SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DE PERNAMBUCO CENTRO DE TECNOLOGIA E GEOCIÊNCIAS DEPARTAMENTO DE ENGENHARIA MECÂNICA CONCURSO PÚBLICO PARA DOCENTES DO MAGISTÉRIO SUPERIOR Edital nº 05, de
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DE PERNAMBUCO CENTRO DE TECNOLOGIA E GEOCIÊNCIAS DEPARTAMENTO DE ENGENHARIA MECÂNICA CONCURSO PÚBLICO PARA DOCENTES DO MAGISTÉRIO SUPERIOR Edital nº 05, de
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL
 ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
Curso: Tecnologia em Processos Metalúrgicos Turma: TPM2013/02_3ºSEM Professor(a): Bruno Santana Sória PLANO DE ENSINO
: Bruno Santana Sória PLANO DE ENSINO") Curso: Tecnologia em Processos Metalúrgicos Turma: TPM2013/02_3ºSEM Professor(a): Bruno Santana Sória PLANO DE ENSINO Disciplina: Processos de Usinagem I Carga horária total: 60h Carga horária semanal:
Curso: Tecnologia em Processos Metalúrgicos Turma: TPM2013/02_3ºSEM Professor(a): Bruno Santana Sória PLANO DE ENSINO Disciplina: Processos de Usinagem I Carga horária total: 60h Carga horária semanal:
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
APLICAÇÃO DO MÉTODO ESTATÍSTICO DE TAGUCHI NO PROCESSO DE USINAGEM EM AÇOS ABNT 1045
 APLICAÇÃO DO MÉTODO ESTATÍSTICO DE TAGUCHI NO PROCESSO DE USINAGEM EM AÇOS ABNT 1045 E.P. Bruno (1), J. C. Santos (1), Rosinei B. Ribeiro (1,3) e Messias B. Silva (2) bruno@demar.faenquil.br (1) Departamento
APLICAÇÃO DO MÉTODO ESTATÍSTICO DE TAGUCHI NO PROCESSO DE USINAGEM EM AÇOS ABNT 1045 E.P. Bruno (1), J. C. Santos (1), Rosinei B. Ribeiro (1,3) e Messias B. Silva (2) bruno@demar.faenquil.br (1) Departamento
PROJETO E CONSTRUÇÃO DE CALORÍMETRO PARA MEDIÇÃO DE TEMPERATURA E CALOR EM USINAGEM
 Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 2015, Uberlândia - MG PROJETO E CONSTRUÇÃO DE CALORÍMETRO PARA MEDIÇÃO DE TEMPERATURA E CALOR EM USINAGEM Marcos
Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 2015, Uberlândia - MG PROJETO E CONSTRUÇÃO DE CALORÍMETRO PARA MEDIÇÃO DE TEMPERATURA E CALOR EM USINAGEM Marcos
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
INFLUÊNCIA DAS INTERAÇÕES ENTRE SENTIDO DE CORTE E PROPRIEDADES DA MADEIRA DE Pinus elliottii, NA RUGOSIDADE
 INFLUÊNCIA DAS INTERAÇÕES ENTRE SENTIDO DE CORTE E PROPRIEDADES DA MADEIRA DE Pinus elliottii, NA RUGOSIDADE C. PINHEIRO *, M. C. S. ALVES, S. S. AMARAL *e-mail: cleversonpi@gmail.com Universidade Estadual
INFLUÊNCIA DAS INTERAÇÕES ENTRE SENTIDO DE CORTE E PROPRIEDADES DA MADEIRA DE Pinus elliottii, NA RUGOSIDADE C. PINHEIRO *, M. C. S. ALVES, S. S. AMARAL *e-mail: cleversonpi@gmail.com Universidade Estadual
SOLDA POR FRICÇÃO EM AÇO CARBONO
 SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
AVALIAÇÃO DE ATRITO E INFLUÊNCIA DO LUBRIFICANTE POR MEIO DE ENSAIO DO ANEL EM AÇO MÉDIO CARBONO 1. Evandro Bertoldi 2.
 AVALIAÇÃO DE ATRITO E INFLUÊNCIA DO LUBRIFICANTE POR MEIO DE ENSAIO DO ANEL EM AÇO MÉDIO CARBONO 1 Evandro Bertoldi 2. 1 Projeto de Pesquisa 2 Mestrando em Engenharia de Minas, Metalúrgica e de Materiais,
AVALIAÇÃO DE ATRITO E INFLUÊNCIA DO LUBRIFICANTE POR MEIO DE ENSAIO DO ANEL EM AÇO MÉDIO CARBONO 1 Evandro Bertoldi 2. 1 Projeto de Pesquisa 2 Mestrando em Engenharia de Minas, Metalúrgica e de Materiais,
ANÁLISE DAS VARIÁVEIS DE ENTRADA NOS PARÂMETROS DE RUGOSIDADE EM UM PROCESSO DE TORNEAMENTO DE ACABAMENTO A SECO DO AÇO AISI 420C
 ANÁLISE DAS VARIÁVEIS DE ENTRADA NOS PARÂMETROS DE RUGOSIDADE EM UM PROCESSO DE TORNEAMENTO DE ACABAMENTO A SECO DO AÇO AISI 420C Guilherme Cortelini da Rosa, guilherme.cortelini@ufrgs.br 1 André João
ANÁLISE DAS VARIÁVEIS DE ENTRADA NOS PARÂMETROS DE RUGOSIDADE EM UM PROCESSO DE TORNEAMENTO DE ACABAMENTO A SECO DO AÇO AISI 420C Guilherme Cortelini da Rosa, guilherme.cortelini@ufrgs.br 1 André João
ESTUDO DA VARIAÇÃO DA TEMPERATURA DE CORTE NO FRESAMENTO FRONTAL
 ESTUDO DA VARIAÇÃO DA TEMPERATURA DE CORTE NO FRESAMENTO FRONTAL Melo, A. C. A. Machado, A. R. Lima & Silva, S. M. M. Guimarães, G. Universidade Federal de Uberlândia, acamelo@mecanica.ufu.br Resumo. São
ESTUDO DA VARIAÇÃO DA TEMPERATURA DE CORTE NO FRESAMENTO FRONTAL Melo, A. C. A. Machado, A. R. Lima & Silva, S. M. M. Guimarães, G. Universidade Federal de Uberlândia, acamelo@mecanica.ufu.br Resumo. São
Processos de Otimização Aplicados a Usinagem
 Processos de Otimização Aplicados a Usinagem CRISTOVÃO FELIPE RIBEIRO GARCIA/ OTÁVIO RIBEIRO REIS ORIENTADOR: ADRIANA DIACENCO Resumo: No processo de usinagem existe várias variáveis envolvidas consistindo
Processos de Otimização Aplicados a Usinagem CRISTOVÃO FELIPE RIBEIRO GARCIA/ OTÁVIO RIBEIRO REIS ORIENTADOR: ADRIANA DIACENCO Resumo: No processo de usinagem existe várias variáveis envolvidas consistindo
ANÁLISE DA USINABILIDADE DOS AÇOS INOXIDÁVEIS AISI 304 E AISI 420 DURANTE O PROCESSO DE TORNEAMENTO EXTERNO CILINDRICO
 ANÁLISE DA USINABILIDADE DOS AÇOS INOXIDÁVEIS AISI 304 E AISI 420 DURANTE O PROCESSO DE TORNEAMENTO EXTERNO CILINDRICO ¹F. M. MARQUES; ¹F. M. UGIONI; ¹L. C. CAVALER; ²A. S. ROCHA; ¹E. I. CURI Rua Pascoal
ANÁLISE DA USINABILIDADE DOS AÇOS INOXIDÁVEIS AISI 304 E AISI 420 DURANTE O PROCESSO DE TORNEAMENTO EXTERNO CILINDRICO ¹F. M. MARQUES; ¹F. M. UGIONI; ¹L. C. CAVALER; ²A. S. ROCHA; ¹E. I. CURI Rua Pascoal
Usinagem I Parte I Aula 2 Torneamento e Aplainamento. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 2 Torneamento e Aplainamento Movimentos de Usinagem * Os que causam diretamente rehrada de cavaco (AHvos) Corte Avanço EfeHvo de Corte Movimentos que não removem material
Usinagem I 2016.1 Parte I Aula 2 Torneamento e Aplainamento Movimentos de Usinagem * Os que causam diretamente rehrada de cavaco (AHvos) Corte Avanço EfeHvo de Corte Movimentos que não removem material
ANOVA - parte I Conceitos Básicos
 ANOVA - parte I Conceitos Básicos Erica Castilho Rodrigues 9 de Agosto de 2011 Referências: Noções de Probabilidade e Estatística - Pedroso e Lima (Capítulo 11). Textos avulsos. Introdução 3 Introdução
ANOVA - parte I Conceitos Básicos Erica Castilho Rodrigues 9 de Agosto de 2011 Referências: Noções de Probabilidade e Estatística - Pedroso e Lima (Capítulo 11). Textos avulsos. Introdução 3 Introdução
a p Velocidade de Corte m/min Profundidade de Corte mm Avanço mm/rot Diâmetro Usinado mm Movimentos e Grandezas nos Processos de Usinagem
 Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
ANÁLISE DO DESENPENHO E DA INFLUÊNCIA DAS VARIÁVEIS DE USINAGEM NA VIDA ÚTIL DOS INSERTOS DE AÇO RÁPIDO AISI M2 SINTERIZADOS.
 ANÁLISE DO DESENPENHO E DA INFLUÊNCIA DAS VARIÁVEIS DE USINAGEM NA VIDA ÚTIL DOS INSERTOS DE AÇO RÁPIDO AISI M2 SINTERIZADOS. Dr. César Edil da Costa edil@joinville.udesc.br Eng. MSc. Evandro Dematte vando_matte@yahoo.com.br
ANÁLISE DO DESENPENHO E DA INFLUÊNCIA DAS VARIÁVEIS DE USINAGEM NA VIDA ÚTIL DOS INSERTOS DE AÇO RÁPIDO AISI M2 SINTERIZADOS. Dr. César Edil da Costa edil@joinville.udesc.br Eng. MSc. Evandro Dematte vando_matte@yahoo.com.br
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
INFLUÊNCIA DA VELOCIDADE DE CORTE NA RUGOSIDADE EM USINAGEM DE LIGAS DE ALUMÍNIO
 INFLUÊNCIA DA VELOCIDADE DE CORTE NA RUGOSIDADE EM USINAGEM DE LIGAS DE ALUMÍNIO Elias Alves da Cunha. Laboratório de Estudos da Usinagem, Depto. de Engª. de Materiais, FAENQUIL, Lorena/SP Brasil. Cx.
INFLUÊNCIA DA VELOCIDADE DE CORTE NA RUGOSIDADE EM USINAGEM DE LIGAS DE ALUMÍNIO Elias Alves da Cunha. Laboratório de Estudos da Usinagem, Depto. de Engª. de Materiais, FAENQUIL, Lorena/SP Brasil. Cx.
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
SISTEMA DE MONITORAMENTO DO DESGASTE DE FERRAMENTAS DE CORTE EM OPERAÇÕES DE USINAGEM
 SISTEMA DE MONITORAMENTO DO DESGASTE DE FERRAMENTAS DE CORTE EM OPERAÇÕES DE USINAGEM B.T. Chaves. J.J. Casarin, F. Kieckow Rua Universidade das Missões, 464, CEP 98802-470, Santo Ângelo/RS bruhtolino@gmail.com
SISTEMA DE MONITORAMENTO DO DESGASTE DE FERRAMENTAS DE CORTE EM OPERAÇÕES DE USINAGEM B.T. Chaves. J.J. Casarin, F. Kieckow Rua Universidade das Missões, 464, CEP 98802-470, Santo Ângelo/RS bruhtolino@gmail.com
OTIMIZAÇÃO DO PROCESSO DE USINAGEM COM AUXÍLIO DE SISTEMA ESPECIALISTA
 OTIMIZAÇÃO DO PROCESSO DE USINAGEM COM AUXÍLIO DE SISTEMA ESPECIALISTA Elesandro A. Baptista Universidade Metodista de Piracicaba UNIMEP Programa de Pós-Graduação em Engenharia de Produção FEMP m9803057@unimep.br
OTIMIZAÇÃO DO PROCESSO DE USINAGEM COM AUXÍLIO DE SISTEMA ESPECIALISTA Elesandro A. Baptista Universidade Metodista de Piracicaba UNIMEP Programa de Pós-Graduação em Engenharia de Produção FEMP m9803057@unimep.br
INVESTIGAÇÃO DAS PROPRIEDADES E DIMENSÕES DA ZONA DE FLUXO NA USINAGEM DE METAIS
 INVESTIGAÇÃO DAS PROPRIEDADES E DIMENSÕES DA ZONA DE FLUXO NA USINAGEM DE METAIS RODRIGO DE AZAMBUJA MONTANDON RIBEIRO 1 RICARDO AUGUSTO GONÇALVES 2 ÁLISSON ROCHA MACHADO 3 Resumo: Em usinagem, as condições
INVESTIGAÇÃO DAS PROPRIEDADES E DIMENSÕES DA ZONA DE FLUXO NA USINAGEM DE METAIS RODRIGO DE AZAMBUJA MONTANDON RIBEIRO 1 RICARDO AUGUSTO GONÇALVES 2 ÁLISSON ROCHA MACHADO 3 Resumo: Em usinagem, as condições
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1
 1") CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
Corte por Arranque de Apara. Tecnologia Mecânica 1
 Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11)
") 463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
COMPONENTES DA FORÇA DE USINAGEM NO TORNEAMENTO DE LIGAS NÃO FERROSAS E AÇOS ABNT 1020 e 1045.
 COMPONENTES DA FORÇA DE USINAGEM NO TORNEAMENTO DE LIGAS NÃO FERROSAS E AÇOS ABNT 12 e 145. Jean Robert Pereira Rodrigues 1 José Roberto Pereira Rodrigues 2 Jose Carlos Sousa dos Santos 3 Alexandre Sordi
COMPONENTES DA FORÇA DE USINAGEM NO TORNEAMENTO DE LIGAS NÃO FERROSAS E AÇOS ABNT 12 e 145. Jean Robert Pereira Rodrigues 1 José Roberto Pereira Rodrigues 2 Jose Carlos Sousa dos Santos 3 Alexandre Sordi
ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO
 Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO Paulo Sérgio Martins, Roney Gonçalves,
Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO Paulo Sérgio Martins, Roney Gonçalves,
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
USINAGEM DA LIGA Ti-6Al-4V: UM ESTUDO COMPARATIVO
 USINAGEM DA LIGA Ti-6Al-4V: UM ESTUDO COMPARATIVO Marcos R. V. Moreira, Marcos Valério Ribeiro Departamento de Engenharia de Materiais FAENQUIL C.P. 116, CEP 12600-000, Lorena, SP Brasil mzenga@ppgem.faenquil.br
USINAGEM DA LIGA Ti-6Al-4V: UM ESTUDO COMPARATIVO Marcos R. V. Moreira, Marcos Valério Ribeiro Departamento de Engenharia de Materiais FAENQUIL C.P. 116, CEP 12600-000, Lorena, SP Brasil mzenga@ppgem.faenquil.br
ESTUDO DA RUGOSIDADE E VIDA DE FERRAMENTA DO AÇO INOXIDÁVEL SUPERDUPLEX ASTM A-890 APÓS FRESAMENTO EM DIFERENTES CONDIÇÕES DE LUBRIFICAÇÃO
 ESTUDO DA RUGOSIDADE E VIDA DE FERRAMENTA DO AÇO INOXIDÁVEL SUPERDUPLEX ASTM A-890 APÓS FRESAMENTO EM DIFERENTES CONDIÇÕES DE LUBRIFICAÇÃO Gabriel Ximenes Abreu Figueiredo 1 ; Éd Claudio Bordinassi 2 1
ESTUDO DA RUGOSIDADE E VIDA DE FERRAMENTA DO AÇO INOXIDÁVEL SUPERDUPLEX ASTM A-890 APÓS FRESAMENTO EM DIFERENTES CONDIÇÕES DE LUBRIFICAÇÃO Gabriel Ximenes Abreu Figueiredo 1 ; Éd Claudio Bordinassi 2 1
Variação de Tonalidade em Revestimentos Decorados por Cilindros de Silicone Gravados à Laser
 Variação de Tonalidade em Revestimentos Decorados por Cilindros de Silicone Gravados à Laser http://dx.doi.org/10.4322/cerind.2014.080 Fabio Ferraço a, Anselmo O. Boschi a,b * a Programa de Pós-graduação
Variação de Tonalidade em Revestimentos Decorados por Cilindros de Silicone Gravados à Laser http://dx.doi.org/10.4322/cerind.2014.080 Fabio Ferraço a, Anselmo O. Boschi a,b * a Programa de Pós-graduação
Planejamento e Análise de Experimentos: Aquecimento de Leite por Forno Micro-ondas
 Planejamento e Análise de Experimentos 2012/1 1 Planejamento e Análise de Experimentos: Aquecimento de Leite por Forno Micro-ondas Wagner A. M. Ursine Abstract Este trabalho apresenta as etapas de planejamento
Planejamento e Análise de Experimentos 2012/1 1 Planejamento e Análise de Experimentos: Aquecimento de Leite por Forno Micro-ondas Wagner A. M. Ursine Abstract Este trabalho apresenta as etapas de planejamento
Fresas para rasgos e esquadrejamento
 Chaves de código Observe que algumas partes da chave de código, podem variar em função da família de fresas. 1, 1 = Haste integrada 0 = Montagem Arbor Diâmetro da haste Tipo de haste Valor zc Usado para
Chaves de código Observe que algumas partes da chave de código, podem variar em função da família de fresas. 1, 1 = Haste integrada 0 = Montagem Arbor Diâmetro da haste Tipo de haste Valor zc Usado para
USO DE PLANEJAMENTO COMPOSTO CENTRAL NA AVALIAÇÃO DAS VARIÁVEIS TEMPERAURA E CONCENTRAÇÃO DE SOLVENTES NO ESTUDO DA SOLUBILIDADE DA UREIA
 USO DE PLANEJAMENTO COMPOSTO CENTRAL NA AVALIAÇÃO DAS VARIÁVEIS TEMPERAURA E CONCENTRAÇÃO DE SOLVENTES NO ESTUDO DA SOLUBILIDADE DA UREIA F. M. A. S. COSTA 1, A. P. SILVA 1, M. R. FRANCO JÚNIOR 1 e R.
USO DE PLANEJAMENTO COMPOSTO CENTRAL NA AVALIAÇÃO DAS VARIÁVEIS TEMPERAURA E CONCENTRAÇÃO DE SOLVENTES NO ESTUDO DA SOLUBILIDADE DA UREIA F. M. A. S. COSTA 1, A. P. SILVA 1, M. R. FRANCO JÚNIOR 1 e R.
PRECIPITAÇÃO DA AUSTENITA SECUNDÁRIA DURANTE A SOLDAGEM DO AÇO INOXIDÁVEL DUPLEX S. A. Pires, M. Flavio, C. R. Xavier, C. J.
 PRECIPITAÇÃO DA AUSTENITA SECUNDÁRIA DURANTE A SOLDAGEM DO AÇO INOXIDÁVEL DUPLEX 2205 S. A. Pires, M. Flavio, C. R. Xavier, C. J. Marcelo Av. dos Trabalhadores, n 420, Vila Santa Cecília, Volta Redonda,
PRECIPITAÇÃO DA AUSTENITA SECUNDÁRIA DURANTE A SOLDAGEM DO AÇO INOXIDÁVEL DUPLEX 2205 S. A. Pires, M. Flavio, C. R. Xavier, C. J. Marcelo Av. dos Trabalhadores, n 420, Vila Santa Cecília, Volta Redonda,
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
FENÔMENOS DE TRANSPORTE
 FENÔMENOS DE TRANSPORTE Estudo sistemático e unificado da transferência de quantidade de movimento, energia e matéria. O assunto inclui as disciplinas: Mecânica dos fluidos Quantidade de Movimento Transferência
FENÔMENOS DE TRANSPORTE Estudo sistemático e unificado da transferência de quantidade de movimento, energia e matéria. O assunto inclui as disciplinas: Mecânica dos fluidos Quantidade de Movimento Transferência
ÍNDICE GERAL 1. SERRAS CIRCULARES HSS 1.1. CARACTERÍSTICAS DAS LÂMINAS E APLICAÇÃO 1.2. DURABILIDADE E CARACTERÍSTICAS TÉCNICAS DOS REVESTIMENTOS
 A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
A Sul Corte foi fundada em 21 de setembro de 1994 e é detentora de uma grande tradição no mercado metal mecânico. É especializada na fabricação de Serras Circulares em Aço Rápido HSS e Serras Circulares
INVESTIGAÇÃO DA USINABILIDADE DE AÇOS E LIGAS NÃO-FERROSAS.
 INVESTIGAÇÃO DA USINABILIDADE DE AÇOS E LIGAS NÃO-FERROSAS. Jean Robert Pereira Rodrigues 1, Keyll Carlos Ribeiro Martins 2, José Roberto Pereira Rodrigues 3, Lídia Santos Pereira Martins 4, Antonio Francisco
INVESTIGAÇÃO DA USINABILIDADE DE AÇOS E LIGAS NÃO-FERROSAS. Jean Robert Pereira Rodrigues 1, Keyll Carlos Ribeiro Martins 2, José Roberto Pereira Rodrigues 3, Lídia Santos Pereira Martins 4, Antonio Francisco
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
AVALIAÇÃO DOS PARÂMETROS DE CORTE DA FURAÇÃO DO FERRO FUNDIDO FE 45012
 XXII Congresso Nacional de Estudantes de Engenharia Mecânica 19 a 23/10/2015 - Campos dos Goytacazes RJ AVALIAÇÃO DOS PARÂMETROS DE CORTE DA FURAÇÃO DO FERRO FUNDIDO FE 45012 Fabiano Cardoso; Jairo Nunes;
XXII Congresso Nacional de Estudantes de Engenharia Mecânica 19 a 23/10/2015 - Campos dos Goytacazes RJ AVALIAÇÃO DOS PARÂMETROS DE CORTE DA FURAÇÃO DO FERRO FUNDIDO FE 45012 Fabiano Cardoso; Jairo Nunes;
METODOLOGIA PARA OTIMIZAÇÃO AUTOMÁTICA DE PARÂMETROS DE USINAGEM
 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS
6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS
AVALIAÇÃO DO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEX UNS S32760 QUANDO ALTERADOS ÂNGULO DE POSIÇÃO DA FERRAMENTA E PARÂMETROS DE CORTE
 AVALIAÇÃO DO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEX UNS S32760 QUANDO ALTERADOS ÂNGULO DE POSIÇÃO DA FERRAMENTA E PARÂMETROS DE CORTE Durval Uchôas Braga (D. U. Braga) Universidade Federal de São João
AVALIAÇÃO DO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEX UNS S32760 QUANDO ALTERADOS ÂNGULO DE POSIÇÃO DA FERRAMENTA E PARÂMETROS DE CORTE Durval Uchôas Braga (D. U. Braga) Universidade Federal de São João
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROJETO E ANÁLISES DE EXPERIMENTOS (PAE) EXPERIMENTOS COM DOIS FATORES E O PLANEJAMENTO FATORIAL
 EXPERIMENTOS COM DOIS FATORES E O PLANEJAMENTO FATORIAL") PROJETO E ANÁLISES DE EXPERIMENTOS (PAE) EXPERIMENTOS COM DOIS FATORES E O PLANEJAMENTO FATORIAL Dr Sivaldo Leite Correia CONCEITOS E DEFINIÇÕES FUNDAMENTAIS Muitos experimentos são realizados visando
PROJETO E ANÁLISES DE EXPERIMENTOS (PAE) EXPERIMENTOS COM DOIS FATORES E O PLANEJAMENTO FATORIAL Dr Sivaldo Leite Correia CONCEITOS E DEFINIÇÕES FUNDAMENTAIS Muitos experimentos são realizados visando
Mecanismo de formação e controle do cavaco
 Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
VIMCOR AÇO INOXIDÁVEL DE ALTA USINABILIDADE PARA MOLDES PLÁSTICOS
 AÇO INOXIDÁVEL DE ALTA USINABILIDADE PARA MOLDES PLÁSTICOS CONTRIBUIÇÕES PARA A COMPETITIVIDADE DA FERRAMENTARIA NACIONAL Eng. M. Eng. Paulo Haddad Assessoria Técnica TRABALHANDO PARA O FORTALECIMENTO
AÇO INOXIDÁVEL DE ALTA USINABILIDADE PARA MOLDES PLÁSTICOS CONTRIBUIÇÕES PARA A COMPETITIVIDADE DA FERRAMENTARIA NACIONAL Eng. M. Eng. Paulo Haddad Assessoria Técnica TRABALHANDO PARA O FORTALECIMENTO
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
SELEÇÃO DE PROCESSOS
 SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
INFLUÊNCIA DA DIREÇÃO DE APLICAÇÃO DO FLUIDO DE CORTE NA TEMPERATURA DA INTERFACE CAVACO-FERRAMENTA
 INFLUÊNCIA DA DIREÇÃO DE APLICAÇÃO DO FLUIDO DE CORTE NA TEMPERATURA DA INTERFACE CAVACO-FERRAMENTA Déborah Oliveira Almeida (1) Vítor Tomaz Guimarães Naves (2) Álisson Rocha Machado (3) Márcio Bacci da
INFLUÊNCIA DA DIREÇÃO DE APLICAÇÃO DO FLUIDO DE CORTE NA TEMPERATURA DA INTERFACE CAVACO-FERRAMENTA Déborah Oliveira Almeida (1) Vítor Tomaz Guimarães Naves (2) Álisson Rocha Machado (3) Márcio Bacci da
Autor(es) GUILHERME GORGULHO. Orientador(es) ANDRÉ DE LIMA. Apoio Financeiro FAPIC/UNIMEP. 1. Introdução
 GUILHERME GORGULHO. Orientador(es) ANDRÉ DE LIMA. Apoio Financeiro FAPIC/UNIMEP. 1. Introdução") 19 Congresso de Iniciação Científica AVALIAÇÃO DO COMPORTAMENTO DA INTEGRIDADE SUPERFICIAL EM PEÇAS SUBMETIDAS A PROCESSOS DE USINAGEM EM CONDIÇÕES OTIMIZADAS Autor(es) GUILHERME GORGULHO Orientador(es)
19 Congresso de Iniciação Científica AVALIAÇÃO DO COMPORTAMENTO DA INTEGRIDADE SUPERFICIAL EM PEÇAS SUBMETIDAS A PROCESSOS DE USINAGEM EM CONDIÇÕES OTIMIZADAS Autor(es) GUILHERME GORGULHO Orientador(es)
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
Identificação das Condições de Sensitização em um Aço Inoxidável Austenítico AISI 304 Através da Análise Microestrutural
 53 Identificação das Condições de Sensitização em um Aço Inoxidável Austenítico AISI 304 Através da Análise Microestrutural Identification of the conditions of sensitization in a steel stainless austenitic
53 Identificação das Condições de Sensitização em um Aço Inoxidável Austenítico AISI 304 Através da Análise Microestrutural Identification of the conditions of sensitization in a steel stainless austenitic
AVALIAÇÃO E OTIMIZAÇÃO DE PARÂMETROS DE USINAGEM POR DESCARGAS ELÉTRICAS VIA SUPERFÍCIE DE RESPOSTA
 5 V CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 14 a 17 de abril de 2009 - Belo Horizonte - Minas Gerais - Brasil AVALIAÇÃO E OTIMIZAÇÃO DE PARÂMETROS DE USINAGEM POR DESCARGAS ELÉTRICAS VIA SUPERFÍCIE
5 V CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 14 a 17 de abril de 2009 - Belo Horizonte - Minas Gerais - Brasil AVALIAÇÃO E OTIMIZAÇÃO DE PARÂMETROS DE USINAGEM POR DESCARGAS ELÉTRICAS VIA SUPERFÍCIE
MANUTENÇÃO BÁSICA VALE A PENA! SOLUÇÕES PARA PROBLEMAS DE CORTE ÍNDICE DE CONTEÚDOS G U I A PA R A S E R R A S D E F I TA
 MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
MANUTENÇÃO BÁSICA VALE A PENA! São necessárias manutenções periódicas nas máquinas de serras de fita para manter um corte apropriado e eficiente, para as superligas atuais, isto é mais importante do que
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
ANÁLISE DOS ESFORÇOS DE CORTE DURANTE OS PROCESSOS DE FURAÇÃO EM CHEIO E COM PRÉ-FURO DO AÇO ENDURECIDO AISI P20
 ANÁLISE DOS ESFORÇOS DE CORTE DURANTE OS PROCESSOS DE FURAÇÃO EM CHEIO E COM PRÉ-FURO DO AÇO ENDURECIDO AISI P20 Étory Madrilles Arruda, etory@msn.com Sérgio Luiz Moni Ribeiro Filho, sergiolmrf@gmail.com
ANÁLISE DOS ESFORÇOS DE CORTE DURANTE OS PROCESSOS DE FURAÇÃO EM CHEIO E COM PRÉ-FURO DO AÇO ENDURECIDO AISI P20 Étory Madrilles Arruda, etory@msn.com Sérgio Luiz Moni Ribeiro Filho, sergiolmrf@gmail.com
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338