Fundição sob Pressão
|
|
|
- Geovane Cortês Machado
- 6 Há anos
- Visualizações:
Transcrição
1 Dr. Eng. Metalúrgica Aula 14 : Processos de Fundição Sob Pressão 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo de fundição sob pressão à vácuo 06. Processos a Baixa Pressão Fundição sob Pressão Princípio do Processo Processo que utiliza um molde metálico estacionário (MATRIZ) no qual o metal líquido é introduzido usando altas pressões. Classificação dos Processos Classificados em função do tipo de equipamento utilizado Câmara Quente Câmara Fria 1

2 Matriz Placa Fixa Placa Móvel Ejetores Peça Câmara de Injeção Ataque Pistão Potencialidades do Processo O processo permite obter: Peças com seções muito finas (< 0,2mm). Reprodução de detalhes finos. Peças Complexas Elevada precisão dimensional Excelente acabamento superficial Peças NET SHAPE Altas Produtividades. Adequado para automação. 2

3 Fundição Sob Pressão em Câmara Quente Características Gerais O sistema de injeção encontra-se mergulhado no metal líquido e o arranjo permite o enchimento do molde em curto tempo com baixa perda de temperatura do metal. Utilizado para ligas com baixos pontos de fusão: Mg Zn Sn - Pb Peças de até 23Kg Semi-molde ejetor Bocal Pescoço de ganso Semi-molde fixo Cilindro hidráulico Pistão Forno Ligas de Al em dispositivos sem êmbolo à base de ar comprimido. Acumulador Pistão Placas Sistema de Fechamento Bico Pescoço de Ganso Matriz Principais componentes de uma Máquina de Fundição Sob Pressão em Câmara Quente 3

4 Sistema de canais no processo de Fundição Sob Pressão em Câmara Quente Fundição Sob Pressão em Câmara Quente Sistemas de Injeção do Tipo Câmara Quente à base de êmbolo. por imersão à base de ar comprimido. à base de ar comprimido com válvula submergida. para ligas de Mg. Parâmetros de Processamento: Pressão de Injeção = 50 a 130 Kg/cm 2. A quantidade de metal varia de acordo com o tamanho do colo de cisne (pescoço de ganso). Produtividade = 50 a 500 tiros/hora. Máquina Especiais de Alta Produção = 2000 a 5000 tiros/h. 4
5 Materiais Utilizados no Equipamento: COLO DE CISNE Ferro Fundido Cinzento ou Nodular - Aço A escolha do material depende do tipo de metal, da pressão de operação e do custo. CAMISA e BICO Aço H13 Aço Ligado Nitretado ou Aço Inox Peças sujeitas ao calor, atrito e pressão mecânica. Uma camisa pode durar até 2000h de trabalho. PISTÃO Ferro Fundido Cinzento Seqüência Operacional: Fechamento do Molde Fixação da Tubulação de Injeção Separação do Bico de Injeção Abertura do Molde Injeção Retrocesso do Êmbolo Extração dos Machos Extração das Peças 5
6 Características Gerais O sistema de injeção não fica mergulhado no metal líquido. Cada vez mais utilizado em função das exigências crescentes quanto a qualidade das peças injetadas. Utilizado para ligas com maiores pontos de fusão: Cu Al - Mg Zn Fundição Sob Pressão em Câmara Fria Acumulador Placas Sistema de Fechamento Pistão Câmara de Injeção Matriz Principais componentes de uma Máquina de Fundição Sob Pressão em Câmara Fria 6

7 Sistema de canais no processo de Fundição Sob Pressão em Câmara Fria 0verflow Bolsão de Ar Vents Saídas de Ar Canais de Enchimento Cavidade (peça) Esquema mostrando os elementos da cavidade de uma matriz para Fundição Sob Pressão em Câmara Fria (sistema de canais de enchimento, bolsões e saídas da ar, cavidade da peça 7
8 Sistema de Alimentação da Máquina com Metal Líquido: Manual com uma colher. Por forno basculante e canal de alimentação. Mediante um cadinho hermeticamente fechado e no qual atua uma pressão pneumática sobre o banho. Por meio de uma bomba eletromagnética. Por um braço mecânico (ou robô) com um dosador. Sistema de Injeção: Produtividade: 2 a 5 injeções/minuto. Acionamento do pistão por pressão de óleo ou água. Pressão de injeção na faixa de 560 a 3000 kg//cm 2. Velocidade de injeção na faixa de 0,1 a 7,0 m/s. Classificação das Máquinas de Acordo com os Princípios Construtivos Máquina de Câmara Fria Horizontal Máquina de Câmara Fria Vertical Deslocamento do Embolo de pressão para cima. Deslocamento do Embolo de pressão para baixo. 8

9 Seqüência de Trabalho em um Máquina de Câmara Fria: Fechamento do Molde. Introdução do metal na câmara de pressão. Injeção do metal. Abertura do molde. Extração dos machos Expulsão ou extração da peça fundida. Retrocesso do êmbolo de pressão. Ciclo do Processo de Fundição sob Pressão em Máquina de Câmara Fria Horizontal Preenchimento da câmara com concha manual Pistão Cavidade do molde Câmara de injeção Injeção do alumínio para a cavidade do molde. Extração do produto 9

10 Ciclo do Processo de Fundição sob Pressão em Máquina de Câmara Fria Vertical Pistão de injeção Alumínio líquido Injeção Ejeção do material residual ( massalote ). Tiro do produto Pinos extratores Varões extratores Preenchimento da cavidade do molde Extração do produto Contra pistão Parâmetros de Processamento: Temperatura da Matriz C Ligas de Alumínio Vida Útil da Matriz de a ciclos. Produção: Exemplos Conjuntos de até 5,0 Kg 30 a 60 ciclos/h em Máquina Automática Conjuntos de até 1,2 Kg 40 a 120 ciclos/h em Máquina Semi-automática. 10
11 Estágios da Injeção Parâmetros de Injeção: A injeção pode ser separada em três estágios distintos: Primeiro estágio : o pistão avança com velocidade lenta Segundo estágio: na qual metal preenche a cavidade do molde. Terceiro estágio: é a fase de compactação do metal na cavidade, chamada de Recalque. Velocidade de Injeção Parâmetros de Injeção: a) Velocidade de Primeira Fase de Injeção É a velocidade de aproximação do pistão. É controlada por uma válvula controladora de fluxo. Nesta fase de Injeção, o pistão avança lentamente não permitindo que o metal líquido sofra qualquer turbulência evitando que bolhas de gases e ar venham a ser aprisionadas e injetadas para dentro da cavidade do molde b) Velocidade de Segunda Fase de Injeção É a velocidade com que o metal líquido preenche a cavidade do molde. É função da espessura e complexidade do produto a ser injetado. Peças com paredes finas Peças muito complexas Maiores velocidades de injeção para compensar a rápida troca de calor entre a superfície do molde e o metal líquido 11

12 Parâmetros de Injeção: Estágios Primeiro estágio : o pistão avança com velocidade lenta para expulsão do ar e gases da câmara de injeção. 2 a Fase 1 a Fase A primeira fase termina quando todo Volume Hidráulico da câmara está ocupada pelo metal líquido e pode ser calculado para facilitar na definição dos paramentos de Injeção. Segundo estágio: no qual metal preenche a cavidade do molde. É o curso restante do pistão. Preenche a cavidade do molde com maior velocidade imediatamente após o término da primeira fase de Injeção. O curso de Injeção é calculado sempre a partir da posição inicial do pistão que deve facear o orifício de alimentação da câmara. É importante que o pistão tenha sempre o mesmo comprimento pois sua variação provocará variações no comportamento do alumínio durante o preenchimento da cavidade. Pistão menor que o padronizado Pistão maior que o padronizado A segunda fase iniciará antes que todo o alumínio ocupe o volume hidráulico da câmara Penetração antecipada o alumínio para dentro da cavidade antes do inicio da segunda fase INJEÇÃO DE AR junto com o alumínio para dentro da cavidade do molde. Peças com JUNTAS FRIAS. 12

13 Segundo estágio: Influência do comprimento do pistão sobre o regime de injeção e os prováveis defeitos. Normal 2 a fase 1 a fase Avançado Pistão maior que o padronizado Juntas Frias Recuado Pistão menor que o padronizado Porosidades Uma vez definida a câmara de injeção para um molde, em uma determinada máquina, o diâmetro do pistão e comprimento da haste automaticamente são definidos e a partir destas definições é que são determinadas os parâmetros das máquinas. Terceiro estágio: Recalque. É o responsável pela compactação final do material injetado imediatamente após a segunda fase de Injeção, compensando a contração de solidificação do alumínio, diminuindo a ocorrência de porosidades É utilizada em peças de paredes grossas e que sejam alimentadas por canais generosos para permitir a transmissão de pressão sem que solidifique antes o alumínio dentro da cavidade Determina: Força de Injeção da Máquina. Pressão Específica Final de Injeção Responsável pela sanidade(estanqueidade) da peça, uma vez que durante a solidificação o metal contrai, necessitando assim de uma massa adicional que será transferida por pressão ainda no estado semi-sólido (pastoso). 13
14 Parâmetros de Injeção: Força de Injeção Pressão Específica de Injeção É obtida através da pressão hidráulica da rede ou multiplicada da Injetora, dividida pela área do êmbolo de injeção. Resultante da Força de Injeção da Máquina dividido pela Área do Pistão de injeção. Ou seja, é a força aplicada a cada cm 2 de metal injetado. A pressão específica (Pe) pode ser regulada na máquina, dependendo do tipo de peça, este valor pode ser estipulado pelo projetista. Peças standard kgf/cm 2 Peças técnicas kgf/cm 2 Peças estanques kgf/cm 2 Força de Fechamento Parâmetros de Injeção: Os diversos tipos de máquinas injetoras que são produzidas, geralmente são identificadas pela capacidade da Força de Fechamento. Exemplo: - Máquina de 630 T = a capacidade desta manter as placas fechadas e travadas até kgf de Injeção, que é determinada pela Pressão Específica ( Pe ) multiplicada pela área projetada do molde. 14


15 Primeiro Estágio Processo de Fundição sob Pressão a Vácuo O vácuo é aplicado no banho fundido que está no forno. O metal fundido é aspirado para a câmara de injeção da máquina, com o objetivo de obter um grau de enchimento de 30 a 40 % Aspiração do metal fundido do forno para a câmara de injeção. Segundo Estágio O pistão avança e efetua a vedação do tubo de aspiração do metal no forno. Processo de Fundição sob Pressão a Vácuo. Desta forma o metal fundido é pressionado contra o canal de ataque da matriz, o que ocorre sob baixas velocidades que variam de 0.2 a 0.5 m/s. Transporte do metal fundido do forno para o canal de ataque. 15


16 Processo de Fundição sob Pressão a Vácuo Terceiro Estágio Corresponde a segunda fase do processo de fundição sob pressão convencional As válvulas de vácuo fecham e o metal fundido é injetado a alta velocidade na cavidade da matriz Velocidades típicas do metal fundido entre 2 e 5m/s para tempos de enchimento de 30 a 70 ms. Preenchimento da Matriz Processo de Fundição sob Pressão a Vácuo Quarto Estágio Após o preenchimento completo da matriz efetuase a pós-compressão em que o metal fundido é submetido a alta pressão até a sua solidificação completa. Compressão Final 16
17 Processo de Fundição sob Pressão a Vácuo Controle da Injeção Para se obter peças fundidas com qualidade homogênea, todas as máquinas são equipadas com um sistema próprio de controle de injeção desenvolvido na empresa para a visualização dos parâmetros do processo. Através deste processo é possível obter o registro e a análise de um conjunto de até 40 parâmetros para o tipo de processo de fundição individual; Processos de Fundição a Baixa Pressão Baixa Pressão Aspiração à Vácuo 17
18 Formação de defeitos em peças fundidas sob pressão O processo de injeção sob pressão é regido por uma série de parâmetros, que adequadamente determinados e ajustados, resultam em uma peça injetada de qualidade. Na injeção sob pressão, o defeito mais comum nas peças obtidas é a porosidade interna. Porosidade Interna. Ar aprisionado no metal líquido Contração na Solidificação Principais Defeitos em Peças Injetadas Baixa Velocidade na Segunda Fase Solda Fria Baixa Temperatura do Metal Contração do metal Porosidades Gases aprisionados no metal Combinação dos dois efeitos 18

19 Influência dos Parâmetros de Injeção na Formação de Defeitos Velocidade lenta de injeção Velocidades muito altas do pistão Formação de uma onda Aprisionamento e mistura do ar no alumínio liquido Velocidades muito baixas do pistão Aprisionamento de ar pela onda [BREVICK, DURAN, KARNI, 1991] [GARBER, 1982] [ SHEPAK, 1963] Influência dos Parâmetros de Injeção na Formação de Defeitos Velocidade rápida de injeção Velocidade da fase responsável pelo preenchimento da peça. Tempo de Enchimento da Peça e Velocidade no Canal de Ataque. Velocidades muito baixas Falhas de preenchimento e solda fria Velocidades muito altas Porosidades [KARBAN, 2001 ] [SYRCOS, 2002] 19
20 Influência dos Parâmetros de Injeção na Formação de Defeitos Pressão de Recalque A densidade da peça aumenta com a intensificação da pressão. Pressão responsável pela compactação da peça durante a solidificação do metal. [GARBER & DRAPER, 1979] O aumento da pressão é inversamente proporcional ao percentual de porosidade. [KAYE & STREET, 1982 ] Simulação Aplicada ao Processo de Injeção A simulação do preenchimento de cavidades em processos de fundição sob pressão é uma área de pesquisa muito atrativa devido ao elevado interesse industrial Os programas mais conhecidos: Diferenças Finitas Elementos Finitos Volumes Finitos AFS, CASTech, FLOW-3D, NovaFlow, MAGMASOFT, MAVIS ProCAST, WRAFTS, THERCAST, Vulcan, WinCast PAM-CAST, ViewCast 20


21 Pesquisas Realizadas no Labfun Grupo de Pesquisa em Fundição e Metalurgia REBELLO, M. A. ; Dissertação de Mestrado Comparação entre a Simulação Via CAE-CAM e os Resultados Experimentais na Fundição Sob Pressão de Ligas de Alumínio. PGCEM Projeto de Pesquisa : Comparação entre a Simulação Via Software e os Resultados Experimentais na Fundição Sob Pressão de Ligas de Alumínio Prof. Guilherme Verran Coordenador Marco Antônio Rebello Mestrando Carlos Gomes de Oliveira Bolsista PIBIC_CNPq_Udesc rofessor: Guilherme O. Verran Enchimento de 70% da Peça V = 1,75 m/s V = 3,15 m/s Temperatura da frente menor que T liquidus Ocorrência de Solda Fria nas Peças VERRAN, G. O. ; REBELLO, M. A. ; OLIVEIRA, C. G.. Comparação entre a Simulação Via Software e os Resultados Experimentais na Fundição Sob Pressão de Ligas de Alumínio. FUNDIÇÃO & SERVIÇOS, SÃO PAULO, v. 11, n. 105, p ,


22 Para baixas velocidades a frente de enchimento apresenta temperaturas menores que T liquidus a partir de 40% do enchimento Variação da temperatura da frente de enchimento para diferentes velocidades de injeção VERRAN, G. O. ; OLIVEIRA, C. G. ; REBELLO, M. A.. Influência da Velocidade de Enchimento sobre a Formação de Defeitos em Peças de Alumínio: Simulação Numérica Vs. Resultados Experimentais. In: 14 CBECIMAT- CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 2000, SÃO PEDRO. ANAIS DO 14 CBECIMAT, p Variação do tempo de enchimento em função da velocidade de injeção. Detalhe da peca injetada com V = 1,05 m/s, mostrando a ocorrência de Solda Fria VERRAN, G. O. ; OLIVEIRA, C. G. ; REBELLO, M. A.. Influência da Velocidade de Enchimento sobre a Formação de Defeitos em Peças de Alumínio: Simulação Numérica Vs. Resultados Experimentais. In: 14 CBECIMAT- CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 2000, SÃO PEDRO. ANAIS DO 14 CBECIMAT, p


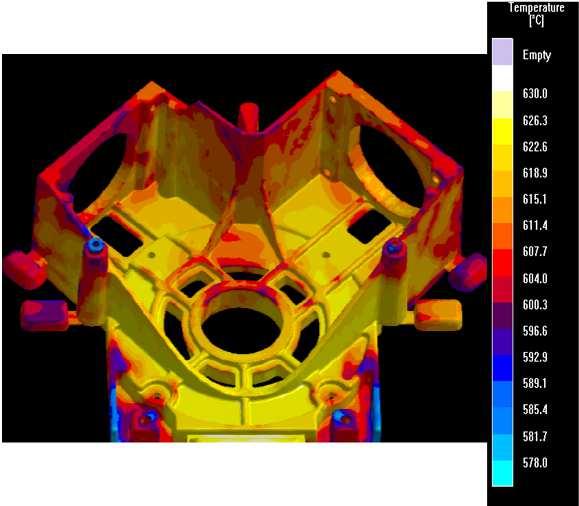
23 Pesquisas Realizadas no Labfun Grupo de Pesquisa em Fundição e Metalurgia MENDES, R.P. K. - Dissertação de Mestrado. PGCEM Projeto de Pesquisa : INFLUÊNCIA DOS PARAMETROS DE PROCESSO NA FORMAÇÃO DE DEFEITOS EM FUNDIÇÃO SOB PRESSÃO Prof. Guilherme Verran Coordenador Rui Patrick Konrad Mendes Mestrando Marco Aurélio Rossi Bolsista PIBIC_CNPq_Udesc Tampa para motor de compressor duplo cilindro VERRAN, G. O.; MENDES, R. P. K. ; ROSSI, M. A.. Influence of Injection Parameters on Defects Formation in Die Casting Al12si1,3cu Alloy: Experimental Results and Numeric Simulation (Online publication DOI: /j.jmatprotec ). Journal of Materials Processing Technology, Ireland, v. 179, n. 2, p , Die Casting. 23

24 DOE (Design of Experiments) Testados três parâmetros de injeção: - Velocidade da 1º Fase em 3 níveis - Velocidade da 2º Fase em 2 níveis - Pressão de recalque em 3 níveis Experimento: - 18 combinações de parâmetros - 5 tiros para cada combinação - Total de 90 amostra analisadas VERRAN, G. O. ; MENDES, R. P. K. ; VALENTINA, L. V. D. Doe Applied to Optimization of Aluminum Alloy Die Casting. Journal of Materials Processing Technology, v. 200, p , 2008 VERRAN, G. O. ; MENDES, R. P. K.. Aplicação de DOE na melhoria da qualidade de fundidos sob pressão. FS. Fundição & Serviços, v. 18, p , VERRAN, G. O. ; MENDES, R. P. K. ; VALENTINA, L. V. D. Doe Applied to Optimization of Aluminum Alloy Die Casting. Journal of Materials Processing Technology, v. 200, p ,
25 Critérios para Avaliação da Qualidade das Peças Obtidas Critério 1: Índice Visual de Porosidades Pessoal do C.Q. da Empresa Critério 2: Densidade da Região Crítica da Peça Princípio de Arquimedes Critério 3: Índice Quantitativo de Porosidades (% em área) Software de Análise de Imagens - SCION VERRAN, G. O.; MENDES, R. P. K. ; ROSSI, M. A.. Influence of Injection Parameters on Defects Formation in Die Casting Al12si1,3cu Alloy: Experimental Results and Numeric Simulation (Online publication DOI: /j.jmatprotec ). Journal of Materials Processing Technology, Ireland, v. 179, n. 2, p , Die Casting. Pior Combinação de Parametros Simulações Melhor Combinação de Parâmetros Porosidades Pressão do Ar Retido na Cavidade ao Final do Enchimento Solda Fria Velocidade na Segunda Fase da Injeção VERRAN, G. O.; MENDES, R. P. K. ; ROSSI, M. A.. Influence of Injection Parameters on Defects Formation in Die Casting Al12si1,3cu Alloy: Experimental Results and Numeric Simulation (Online publication DOI: /j.jmatprotec ). Journal of Materials Processing Technology, Ireland, v. 179, n. 2, p , Die Casting. 25




26 VERRAN, G. O. ; MENDES, R. P. K.. Simulação Numérica e Doe Aplicados na Melhoria do Processo de Fundição Sob Pressão de Ligas de Alumínio. Estudos Tecnológicos (Online), Brasil, v. 2, n. 1, p , A simulação do tempo de enchimento mostrou o encontro de duas frentes metálicas indicando o aprisionamento de ar nesta região VERRAN, G. O.; MENDES, R. P. K. ; ROSSI, M. A.. Influence of Injection Parameters on Defects Formation in Die Casting Al12si1,3cu Alloy: Experimental Results and Numeric Simulation (Online publication DOI: /j.jmatprotec ). Journal of Materials Processing Technology, Ireland, v. 179, n. 2, p , Die Casting. 26




27 Velocidade da 2º fase = 1,3 m/s SOLDA FRIA VERRAN, G. O.; MENDES, R. P. K. ; ROSSI, M. A.. Influence of Injection Parameters on Defects Formation in Die Casting Al12si1,3cu Alloy: Experimental Results and Numeric Simulation (Online publication DOI: /j.jmatprotec ). Journal of Materials Processing Technology, Ireland, v. 179, n. 2, p , Die Casting. Velocidade da 2º fase = 2,6 m/s Preenchimento total e ausência de Solda Fria VERRAN, G. O.; MENDES, R. P. K. ; ROSSI, M. A.. Influence of Injection Parameters on Defects Formation in Die Casting Al12si1,3cu Alloy: Experimental Results and Numeric Simulation (Online publication DOI: /j.jmatprotec ). Journal of Materials Processing Technology, Ireland, v. 179, n. 2, p , Die Casting. 27
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Fundição sob Pressão
 Dr. Eng. Metalúrgica Aula 13 : Processos de Fundição Sob Pressão 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão
Dr. Eng. Metalúrgica Aula 13 : Processos de Fundição Sob Pressão 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão
Fundição sob Pressão Die Casting
 Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
FUNDIÇÃO SOB PRESSÃO TECNOLOGIA DO PROCESSO RSCP LABATS/DEMEC/UFPR
 FUNDIÇÃO SOB PRESSÃO TECNOLOGIA DO PROCESSO RSCP LABATS/DEMEC/UFPR Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles Babbage faz uma máquina para produzir
FUNDIÇÃO SOB PRESSÃO TECNOLOGIA DO PROCESSO RSCP LABATS/DEMEC/UFPR Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles Babbage faz uma máquina para produzir
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
PROPRIEDADES DOS METAIS LÍQUIDOS
 Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
DISSERTAÇÃO DE MESTRADO OBTIDA POR. Rui Patrick Konrad Mendes
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS CCT DEPARTAMENTO DE ENGENHARIA MECÂNICA DEM PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS - PGCEM Formação:
UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS CCT DEPARTAMENTO DE ENGENHARIA MECÂNICA DEM PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS - PGCEM Formação:
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Simulação numérica e DOE aplicados na melhoria do processo de fundição sob pressão de ligas de alumínio
 ISSN 1808-7310 Simulação numérica e DOE aplicados na melhoria do processo de fundição sob pressão de ligas de alumínio Guilherme Ourique Verran Dr., Professor do Departamento de Eng. Mecânica, CCT/UDESC
ISSN 1808-7310 Simulação numérica e DOE aplicados na melhoria do processo de fundição sob pressão de ligas de alumínio Guilherme Ourique Verran Dr., Professor do Departamento de Eng. Mecânica, CCT/UDESC
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO SOB PRESSÃO Die Casting TECNOLOGIA DO PROCESSO
 FUNDIÇÃO SOB PRESSÃO Die Casting TECNOLOGIA DO PROCESSO RSCP/LABATS/DEMEC/UFPR 2017 HISTÓRIA DO PROCESSO Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles
FUNDIÇÃO SOB PRESSÃO Die Casting TECNOLOGIA DO PROCESSO RSCP/LABATS/DEMEC/UFPR 2017 HISTÓRIA DO PROCESSO Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran. Aula 07 Contração e Alimentação de Peças Fundidas
 dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Marco Aurélio Rossi Departamento de Engenharia Mecânica - Universidade do Estado de Santa Catarina
 AVALIAÇÃO DA INFLUÊNCIA DOS PARÂMETROS DE INJEÇÃO SOBRE A FORMAÇÃO DE DEFEITOS EM PEÇAS INJETADAS EM LIGAS DE ALUMÍNIO: RESULTADOS EXPERIMENTAIS VS. SIMULAÇÃO NUMÉRICA Guilherme Ourique Verran Departamento
AVALIAÇÃO DA INFLUÊNCIA DOS PARÂMETROS DE INJEÇÃO SOBRE A FORMAÇÃO DE DEFEITOS EM PEÇAS INJETADAS EM LIGAS DE ALUMÍNIO: RESULTADOS EXPERIMENTAIS VS. SIMULAÇÃO NUMÉRICA Guilherme Ourique Verran Departamento
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
COMUNICAÇÃO TÉCNICA Modelagem de danos para concepção de materiais de alto desempenho para moldes de fundição sob pressão
 COMUNICAÇÃO TÉCNICA 174082.1 Modelagem de danos para concepção de materiais de alto desempenho para moldes de fundição sob pressão Pâmela Karina dos Santos Bomfim Mario Boccalini Jr. Alexandre Gonçalves
COMUNICAÇÃO TÉCNICA 174082.1 Modelagem de danos para concepção de materiais de alto desempenho para moldes de fundição sob pressão Pâmela Karina dos Santos Bomfim Mario Boccalini Jr. Alexandre Gonçalves
Defeitos de Fundição Porosidades de contração (rechupe)
") Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Convecção natural. É o termo usado quando o movimento do fluido se dá devido às diferenças de densidade em um campo gravitacional.
 CAPÍTULO 6 - SISTEMA DE REFRIGERAÇÃO INTRODUÇÃO O Sistema de Refrigeração tem por objetivo impedir que os elementos mecânicos do motor atinjam uma temperatura muito elevada ao contato com os gases da combustão.
CAPÍTULO 6 - SISTEMA DE REFRIGERAÇÃO INTRODUÇÃO O Sistema de Refrigeração tem por objetivo impedir que os elementos mecânicos do motor atinjam uma temperatura muito elevada ao contato com os gases da combustão.
Fundição. Projetos de Moldes
 Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
ESTUDO DA COMBUSTÃO DA OPERAÇÃO BICOMBUSTÍVEL DIESEL-ETANOL NUMA MÁQUINA DE COMPRESSÃO RÁPIDA
 ESTUDO DA COMBUSTÃO DA OPERAÇÃO BICOMBUSTÍVEL DIESEL-ETANOL NUMA MÁQUINA DE COMPRESSÃO RÁPIDA Aluno: Pedro Delbons Duarte de Oliveira Orientador: Carlos Valois Maciel Braga Introdução Em virtude da frequente
ESTUDO DA COMBUSTÃO DA OPERAÇÃO BICOMBUSTÍVEL DIESEL-ETANOL NUMA MÁQUINA DE COMPRESSÃO RÁPIDA Aluno: Pedro Delbons Duarte de Oliveira Orientador: Carlos Valois Maciel Braga Introdução Em virtude da frequente
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
Aula 11: Estruturas de Solidificação
 Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PET: A injeção das pré-formas. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
Propriedades típicas e algumas aplicações das ligas de alumínio conformadas
 1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
Urgência e tecnologia:
 Urgência e tecnologia: Preceitos que fazem da Allpresse a única empresa capacitada à fabricação de máquinas injetoras de alumínio no Brasil. A Allpresse surge como a única empresa nacional tecnologicamente
Urgência e tecnologia: Preceitos que fazem da Allpresse a única empresa capacitada à fabricação de máquinas injetoras de alumínio no Brasil. A Allpresse surge como a única empresa nacional tecnologicamente
MOTORES DE COMBUSTÃO INTERNA II
 Departamento de Engenharia de Biossistemas ESALQ/USP MOTORES DE COMBUSTÃO INTERNA II LEB0332 Mecânica e Máquinas Motoras Prof. Leandro M. Gimenez 2017 Componentes do motor Cabeçote Junta Cilindro Bloco
Departamento de Engenharia de Biossistemas ESALQ/USP MOTORES DE COMBUSTÃO INTERNA II LEB0332 Mecânica e Máquinas Motoras Prof. Leandro M. Gimenez 2017 Componentes do motor Cabeçote Junta Cilindro Bloco
Fundamentos de Automação. Atuadores e Elementos Finais de Controle
 Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Fundamentos de Automação Atuadores
Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Fundamentos de Automação Atuadores
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran. Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais
 Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
TÍTULO: ESTUDO DE FALHAS, CAUSAS E SOLUÇÕES EM MOLDES DE FUNDIÇÃO DE ZAMAC
 16 TÍTULO: ESTUDO DE FALHAS, CAUSAS E SOLUÇÕES EM MOLDES DE FUNDIÇÃO DE ZAMAC CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): FRANK
16 TÍTULO: ESTUDO DE FALHAS, CAUSAS E SOLUÇÕES EM MOLDES DE FUNDIÇÃO DE ZAMAC CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): FRANK
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Soldagem por fricção. Daniel Augusto Cabral -
 Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Defeitos de Fundição Inclusões
 Defeitos de Fundição Inclusões Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.2 Inclusões Inclusões
Defeitos de Fundição Inclusões Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.2 Inclusões Inclusões
FUNDIÇÃO. https://www.youtube.com/watch?v=pt6tb1wf1da. Técnico em Mecânica Processo de Fundição
 FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA
 FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA ÁREA DE MATERIAIS E PROCESSOS DE FABRICAÇÃO FUNDAMENTOS DA METALURGIA DO PÓ Prof. DANIEL DELFORGE ILHA SOLTEIRA, 25 DE AGOSTO
FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA ÁREA DE MATERIAIS E PROCESSOS DE FABRICAÇÃO FUNDAMENTOS DA METALURGIA DO PÓ Prof. DANIEL DELFORGE ILHA SOLTEIRA, 25 DE AGOSTO
Página 1
 1. Analise as afirmativas a seguir sobre fluidos hidráulicos. I - É um meio de transmissão de energia, um lubrificante, um vedador e um veículo de transferência de calor. II - Quando formulado a partir
1. Analise as afirmativas a seguir sobre fluidos hidráulicos. I - É um meio de transmissão de energia, um lubrificante, um vedador e um veículo de transferência de calor. II - Quando formulado a partir
CLIENTE: Alpes Programação Industrial
 www.alpespi.com CLIENTE: Alpes Programação Industrial PROJETO: APInjet Número do projeto: 01 Revisão: R02 Data: 29/10/2012 qualquer fim, que não o previamente acordado, sem autorização da mesma. 1 SUMÁRIO
www.alpespi.com CLIENTE: Alpes Programação Industrial PROJETO: APInjet Número do projeto: 01 Revisão: R02 Data: 29/10/2012 qualquer fim, que não o previamente acordado, sem autorização da mesma. 1 SUMÁRIO
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
3 Equipamento de Cisalhamento Direto com Sucção Controlada da PUC-Rio
 3 Equipamento de Cisalhamento Direto com Sucção Controlada da PUC-Rio 3.1. Aspectos Históricos e Generalidades O estudo das características de resistência ao cisalhamento de solos não saturados tem sido
3 Equipamento de Cisalhamento Direto com Sucção Controlada da PUC-Rio 3.1. Aspectos Históricos e Generalidades O estudo das características de resistência ao cisalhamento de solos não saturados tem sido
hydrostec VÁLVULAS DE REGULAÇÃO MULTIJATO Atuador Redutor Transmissor de posição Suporte Arcada Corpo Eixo Placa móvel Placa fixa
 B30.15.0-P VÁLVULAS DE REGULAÇÃO ULTIJATO Regulação da vazão e pressão Atuador Redutor Transmissor de posição Suporte Arcada Corpo Eixo Placa móvel Placa fixa A Válvula Regulação ultijato, foi desenvolvida
B30.15.0-P VÁLVULAS DE REGULAÇÃO ULTIJATO Regulação da vazão e pressão Atuador Redutor Transmissor de posição Suporte Arcada Corpo Eixo Placa móvel Placa fixa A Válvula Regulação ultijato, foi desenvolvida
ATUADORES E VÁLVULAS
 ATUADORES E VÁLVULAS ATUADORES Esses mecanismos são denominados atuadores, pois sua função é aplicar ou fazer atuar energia mecânica sobre uma máquina, levando-a a realizar um determinado trabalho. Os
ATUADORES E VÁLVULAS ATUADORES Esses mecanismos são denominados atuadores, pois sua função é aplicar ou fazer atuar energia mecânica sobre uma máquina, levando-a a realizar um determinado trabalho. Os
Processos de Fundição do Alumínio. Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017
 Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
Grupo I Caso Prático (10 valores) tempo estimado: 1h05min
 tempo estimado: 1h05min") 1ª Época 24 de Janeiro de 2009 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2008/2009 Duração: 2h00 Grupo I Caso Prático (10 valores)
1ª Época 24 de Janeiro de 2009 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2008/2009 Duração: 2h00 Grupo I Caso Prático (10 valores)
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1
 1") CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
Rebites II. Processos de rebitagem
 A UU L AL A Rebites II Você já tem uma noção do que é rebite e de como ele deve ser especificado de acordo com o trabalho a ser feito. Mas como você vai proceder, na prática, para fixar duas peças entre
A UU L AL A Rebites II Você já tem uma noção do que é rebite e de como ele deve ser especificado de acordo com o trabalho a ser feito. Mas como você vai proceder, na prática, para fixar duas peças entre
Motores Térmicos. 8º Semestre 4º ano. Prof. Jorge Nhambiu
 Motores Térmicos 8º Semestre 4º ano Aula 2 - Tópicos Definição Objectivo e Divisão dos Motores de Combustão Interna; Motor Wankel; Motor de êmbolo; Bases utilizadas para a classificação dos motores; Valores
Motores Térmicos 8º Semestre 4º ano Aula 2 - Tópicos Definição Objectivo e Divisão dos Motores de Combustão Interna; Motor Wankel; Motor de êmbolo; Bases utilizadas para a classificação dos motores; Valores
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
ZAMAC MEGA ZINCO METAIS
 ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
Calibration Lab Report
 Calibration Lab Report De 01/04/2015 à 05/07/2015 Matriz 55(19) 3886-3003 Vinhedo/SP www.intermaquinas.com.br intermaquinas@intermaquinas.com.br Filial 55(54) 3211-5457 Caxias do Sul/RS Preço base estado
Calibration Lab Report De 01/04/2015 à 05/07/2015 Matriz 55(19) 3886-3003 Vinhedo/SP www.intermaquinas.com.br intermaquinas@intermaquinas.com.br Filial 55(54) 3211-5457 Caxias do Sul/RS Preço base estado
Aula 01: Introdução à Metalurgia
 Disciplina : - MFI Professor: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Fundamentos da Metalurgia Introdução à Fundamentos da Metalurgia O que é Metalurgia? Metalurgia é o ramo da Engenharia dos
Disciplina : - MFI Professor: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Fundamentos da Metalurgia Introdução à Fundamentos da Metalurgia O que é Metalurgia? Metalurgia é o ramo da Engenharia dos
Atuadores pneumáticos
 elcabral@usp.br 1 PMR2560 Robótica Atuadores pneumáticos Eduardo L. L. Cabral elcabral@usp.br elcabral@usp.br 2 Objetivos Atuadores pneumáticos : Conceito; Sistemas pneumáticos ; Tipos principais; Dimensionamento.
elcabral@usp.br 1 PMR2560 Robótica Atuadores pneumáticos Eduardo L. L. Cabral elcabral@usp.br elcabral@usp.br 2 Objetivos Atuadores pneumáticos : Conceito; Sistemas pneumáticos ; Tipos principais; Dimensionamento.
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Sumário. 1 - Avaliação de defeitos em peças injetadas de termoplásticos.
 Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Equipamento de laboratório inovador. Testes preliminares para definir a qualidade da mistura.
 Equipamento de laboratório inovador Testes preliminares para definir a qualidade da mistura. 02 03 Mais controle. Mais qualidade. O SISTEMA DE LABORATÓRIO DE ESPUMA DE ASFALTO REGISTRA, DE MANEIRA SIMPLES,
Equipamento de laboratório inovador Testes preliminares para definir a qualidade da mistura. 02 03 Mais controle. Mais qualidade. O SISTEMA DE LABORATÓRIO DE ESPUMA DE ASFALTO REGISTRA, DE MANEIRA SIMPLES,
Transmissão hidráulica de força e energia
 Líquidos Transmissão de força Intensificador de pressão Pressão em uma coluna de fluido Velocidade e vazão Tipos de fluxo Geração de calor Diferencial de pressão Transmissão Hidráulica de Força e Energia
Líquidos Transmissão de força Intensificador de pressão Pressão em uma coluna de fluido Velocidade e vazão Tipos de fluxo Geração de calor Diferencial de pressão Transmissão Hidráulica de Força e Energia
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
PNEUMÁTICA PNEUMÁTICA COMPARAÇÃO DESVANTAGENS VANTAGENS: Preparação; Compressibilidade; Potência; Escape de ar; Custo;
 PNEUMÁTICA PNEUMÁTICA É um sistema que torna possível a utilização do ar para geração de energia mecânica. SENAI CETEMP Mecânica Boa força Ótimas velocidades Ótima precisão Hidráulica Ótima força Baixas
PNEUMÁTICA PNEUMÁTICA É um sistema que torna possível a utilização do ar para geração de energia mecânica. SENAI CETEMP Mecânica Boa força Ótimas velocidades Ótima precisão Hidráulica Ótima força Baixas
Máquina de Fundição sob pressão versão Economia Energética
 Máquina de Fundição sob pressão versão Economia Energética Venha vê-la na 14-17 abril Máquina HC versão Economia Energética Departamentos Técnicos Esta versão de máquina de fundição sob pressão foi projetada
Máquina de Fundição sob pressão versão Economia Energética Venha vê-la na 14-17 abril Máquina HC versão Economia Energética Departamentos Técnicos Esta versão de máquina de fundição sob pressão foi projetada
PRODUÇÃO NÃO SERIADA Breno de Almeida Avancini Daniel Carvalho Mendonça João Paulo Falcão Pedro Silva Kozilek
 PRODUÇÃO NÃO SERIADA Breno de Almeida Avancini Daniel Carvalho Mendonça João Paulo Falcão Pedro Silva Kozilek Produção Seriada X Não Seriada Produção Seriada Identificação de padrão Produção NÃO Seriada
PRODUÇÃO NÃO SERIADA Breno de Almeida Avancini Daniel Carvalho Mendonça João Paulo Falcão Pedro Silva Kozilek Produção Seriada X Não Seriada Produção Seriada Identificação de padrão Produção NÃO Seriada
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
2ª Aula Compressores e sistemas de ar comprimido
 2ª Aula Compressores e sistemas de ar comprimido Compressores recíprocos de duplo efeito São compressores caracterizados por possuir pistões de duplo efeito, isto é, os pistões são capazes de comprimir
2ª Aula Compressores e sistemas de ar comprimido Compressores recíprocos de duplo efeito São compressores caracterizados por possuir pistões de duplo efeito, isto é, os pistões são capazes de comprimir
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz
 Prof. Oliveira, Ivanir Luiz") FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
Laboratório de Sistemas Hidráulicos. Aula prática S25
 Laboratório de Sistemas Hidráulicos Aula prática S25 Relação entre áreas Vazão X Velocidade 1ª Verificação Aeração e Cavitação Cavitação Entende-se por cavitação a formação temporária de espaços vazios
Laboratório de Sistemas Hidráulicos Aula prática S25 Relação entre áreas Vazão X Velocidade 1ª Verificação Aeração e Cavitação Cavitação Entende-se por cavitação a formação temporária de espaços vazios
Compressores. Profa. Alessandra Lopes de Oliveira FZEA/USP
 Compressores Profa. Alessandra Lopes de Oliveira FZEA/USP Compressores l Função: aspirar vapor do evaporador (mantendo P e T desejadas) comprimir o vapor a determinada P e T e deslocar o refrigerante no
Compressores Profa. Alessandra Lopes de Oliveira FZEA/USP Compressores l Função: aspirar vapor do evaporador (mantendo P e T desejadas) comprimir o vapor a determinada P e T e deslocar o refrigerante no
ATUADOR CILÍNDRICO PNEUMÁTICO. smar
 ATUADOR CILÍNDRICO PNEUMÁTICO smar DESCRIÇÃO O Atuador Cilíndrico Pneumático ACP301 alia a força de cilindros pneumáticos às potencialidades do posicionador inteligente microprocessado FY301, permitindo
ATUADOR CILÍNDRICO PNEUMÁTICO smar DESCRIÇÃO O Atuador Cilíndrico Pneumático ACP301 alia a força de cilindros pneumáticos às potencialidades do posicionador inteligente microprocessado FY301, permitindo
Disciplina : Metalurgia Física- MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica. Aula 05 - Solidificação e Equilíbrio
 Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 05 - Solidificação e Equilíbrio Desenvolvimento das Microestruturas sob condições de Equilíbrio e de Não Equilíbrio
Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 05 - Solidificação e Equilíbrio Desenvolvimento das Microestruturas sob condições de Equilíbrio e de Não Equilíbrio
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica