FUNDIÇÃO SOB PRESSÃO Die Casting TECNOLOGIA DO PROCESSO
|
|
|
- Elias Prado Desconhecida
- 6 Há anos
- Visualizações:
Transcrição
1 FUNDIÇÃO SOB PRESSÃO Die Casting TECNOLOGIA DO PROCESSO RSCP/LABATS/DEMEC/UFPR 2017
2 HISTÓRIA DO PROCESSO Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles Babbage faz uma máquina para produzir peças para calculadoras. Peças para locomotivas foram produzidas a partir de Ligas de zinco, foram muito utilizadas em injetoras com câmara quente.
3 HISTÓRIA DO PROCESSO As ligas de alumínio em câmara fria, grandes avanços na década de 30 e com a guerra, no setor de aeronáutica. O grande apogeu nas décadas de 50 e 60 no EUA e Japão, com grande competitividade na década de 70. Na década de 80 ocorre muito investimento em pesquisas, é à saída da época do ensaio e erro.

4 HISTÓRIA DO PROCESSO

5 HISTÓRIA DO PROCESSO
6 APLICAÇÕES Equipamentos eletrônicos Material bélico Brinquedos Eletrodomésticos Agricultura Transporte Máquinas industriais Equipamentos de escritório e comerciais Joalheria Equipamentos esportivos Máquinas fotográficas e filmadoras Equipamentos para construção Automobilística
7 VANTAGENS Alta produção Alta precisão dimensional Redução do sobre metal para usinagem Rugosidade de 0,5 a 3 m Espessura de 1 a 2mm Insertos metálicos Vida útil elevada dos ferramentais Grão muito refinado Automação Menor contaminação do Meio Ambiente
8 Na atualidade...
9 DESVANTAGENS Custo elevado das injetoras Custo elevados dos moldes/matriz Bolhas de gases Poucas ligas Não adequado para soldagem Tamanho de peças restritos Lotes mínimos em torno de 5000 peças Peso da peças entre 0,25 a 25kg
10 COMPARATIVO Velocidade de resfriamento Enchimento Alimentação Sanidade interna Limite de resistência Ductilidade Sob pressão muito alta turbulento sob pressão ruim alto (300MPa) baixa ( 1%) Coquilha gravidade alta pode ser controlado gravidade boa (microporosid ades) médio (270MPa) alta ( 5%) Coquilha basculante ou baixa pressão alta controlado gravidade ou baixa pressão boa (microporosid ades) médio (270MPa) alta ( 5%) Areia por gravidade baixa pode ser controlado gravidade ruim (porosidades de grande tamanho) baixo (240MPa) baixa (3%)
11 LIGAS DE ALUMÍNIO AA Si Fe Cu Mn Mg Ni Zn Sn A ,3 0,6 0,35 0,4-0,6 0,5 0,5 A380 7,5-9,5 1,3 3,0-4,0 0,5 0,1 0,5 3, ,5-11,5 1,3 2,0-3,0 0,5 0,1 0,3 3,0 0, ,5-12,0 1,3 3,0-4,5 0,5 0,1 0,5 3,0 0,35 B ,0-18,0 1,3 4,0-5,0 0,5 0,45-0,65 0,1 1,5 0,2 Ti A ,0-13,0 1,3 1,0 0,35 0,1 0,5 0,5 0,15 C ,5-6,0 2,0 0,6 0,35 0,1 0,5 0,5 0, ,35 1,8 0,25 0,35 7,5-8,5 0,15 0,15 0,15
12 OUTRAS LIGAS Ligas de Zn ZnAl; ZnAlCu e ZnAlNi. Ligas de Mg MgAlZn e MgAl. Liças de Cu CuZn.

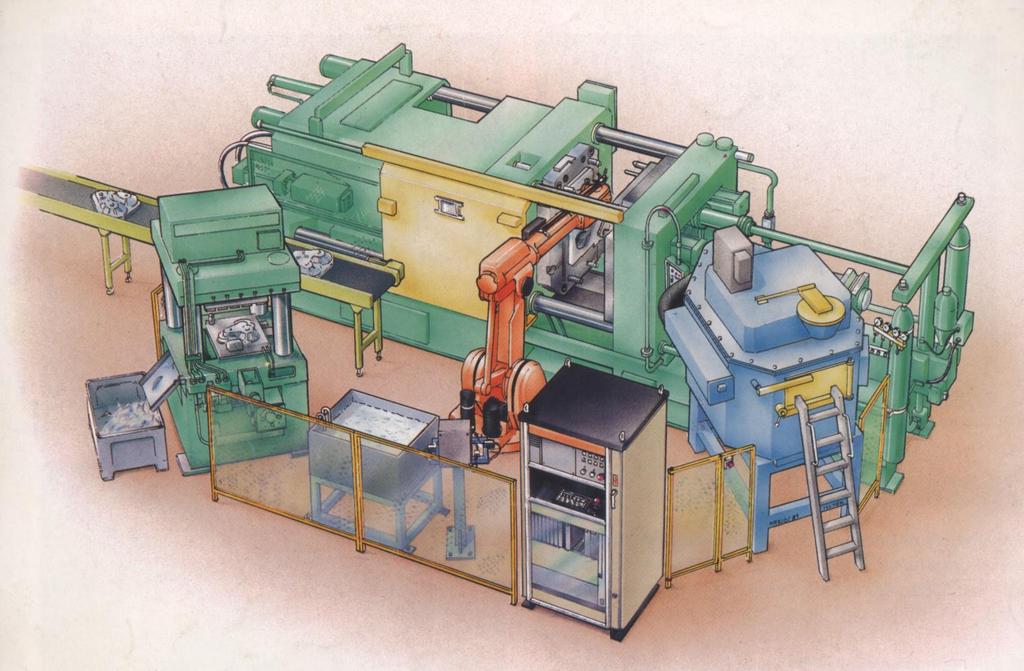
13 MÁQUINA INJETORA E SUAS PARTES 1-Válvulas do sistema de fechamento do molde 2-Motor e bomba hidráulica 3-Válvula do sistema de extração de peças 4-Válvula do sistema de extração de peças 5-Válvula de distribuição 6-Válvula intermediária do sistema de injeção 7-Válvula do sistema de injeção 8-Vaso do intensificador ou acumulador de pressão 9-Vaso da segunda fase de injeção 10-Estrutura de fixação do sistema de injeção 11-Pistão hidráulico de injeção 12-Barra controladora da injeção 13-Haste do pistão de injeção 14-Placa fixa 15-Barras 16-Placa móvel 17-Sistema de travamento do molde 18-Sistema de extração da peça 19-Placa traseira 20-Cilindro de fechamento do molde 21-Sistema de refrigeração do óleo hidráulico

14 PLACA FIXA E MÓVEL
15 FASES DE INJEÇÃO Entrada material fundido
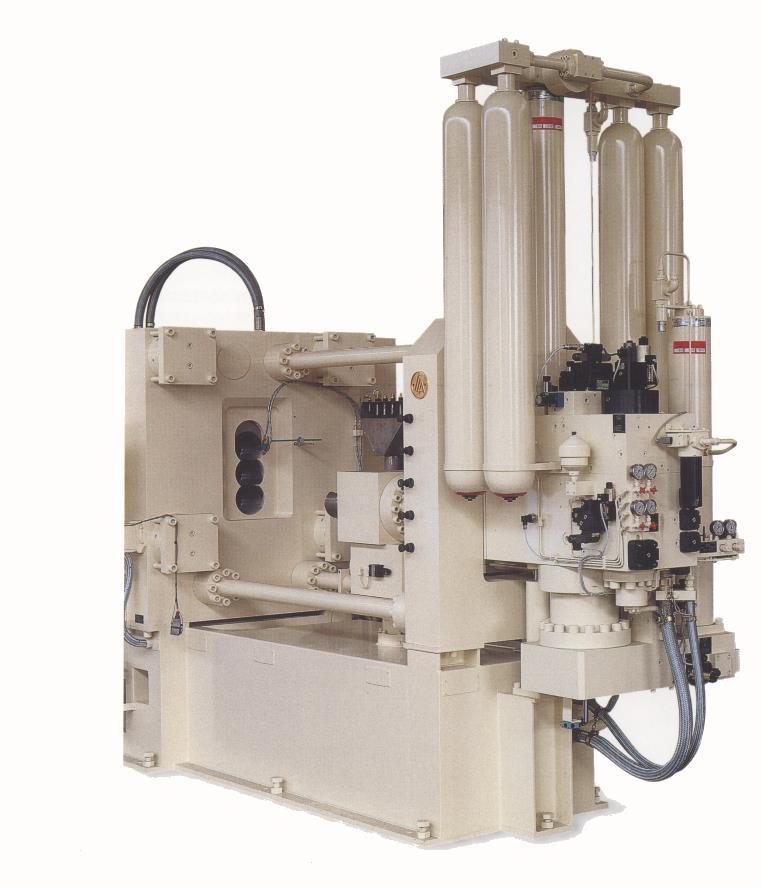
16 ACUMULADORES
17 MULTIPLICADOR ++

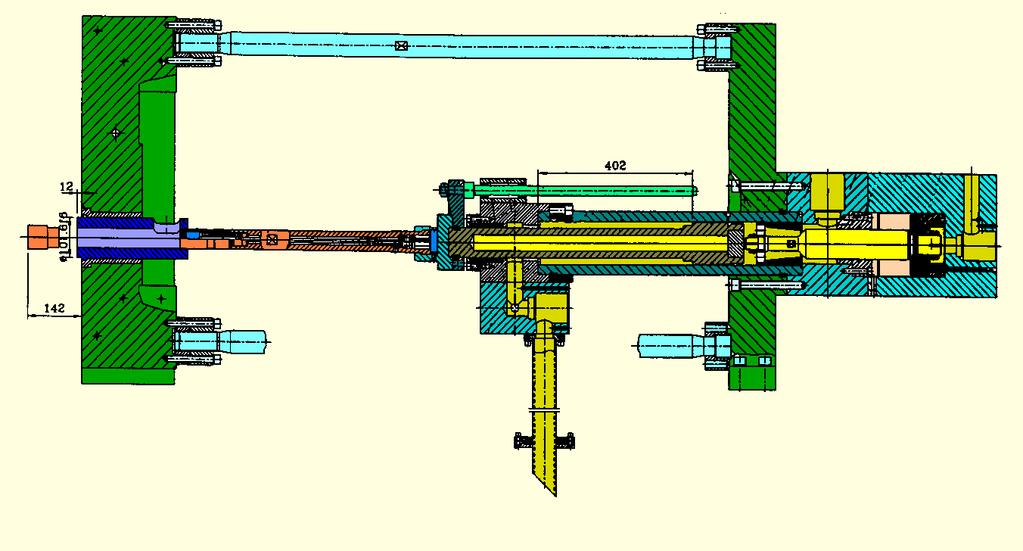
18 1-Assento da bucha 2-Bucha de injeção 4-Pistão de injeção 5-Acoplamento 6-Haste do pistão de injeção 7-Tubo para água 8-Acoplamento 9-Encosto da haste do pistão de injeção 39-Anel de vedação oring 40-Junta de cobre 43-Parafuso PARTES DO SISTEMA DE INJEÇÃO
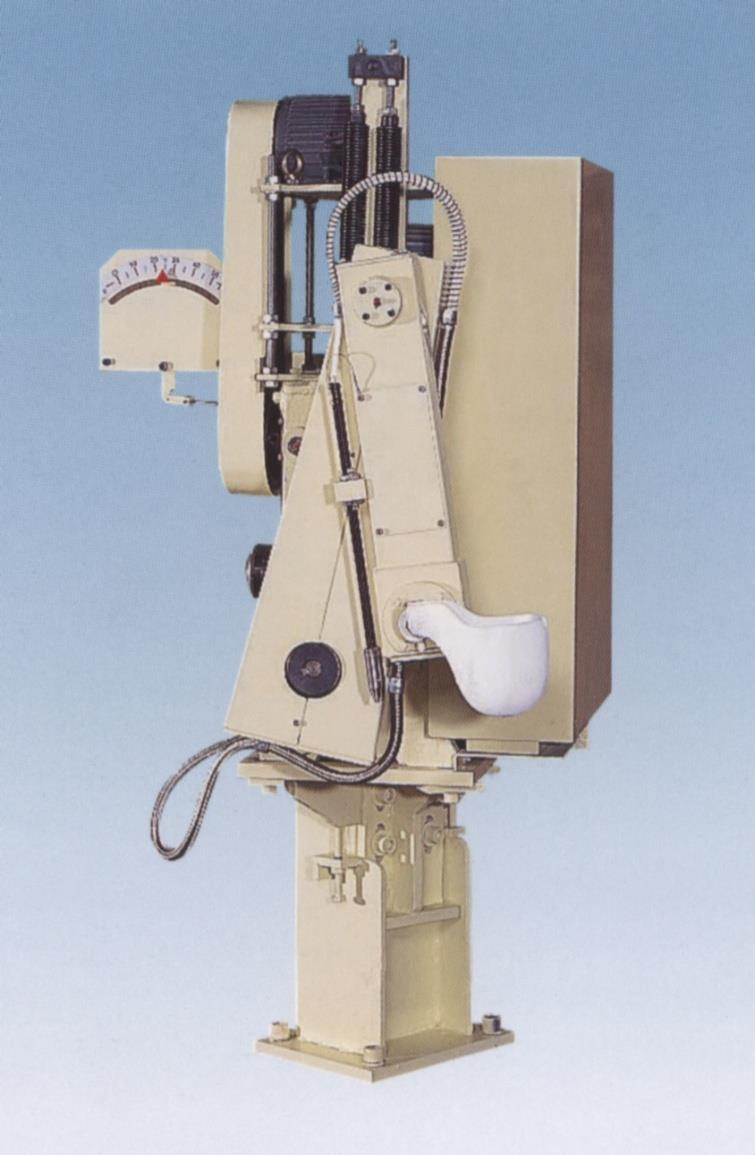

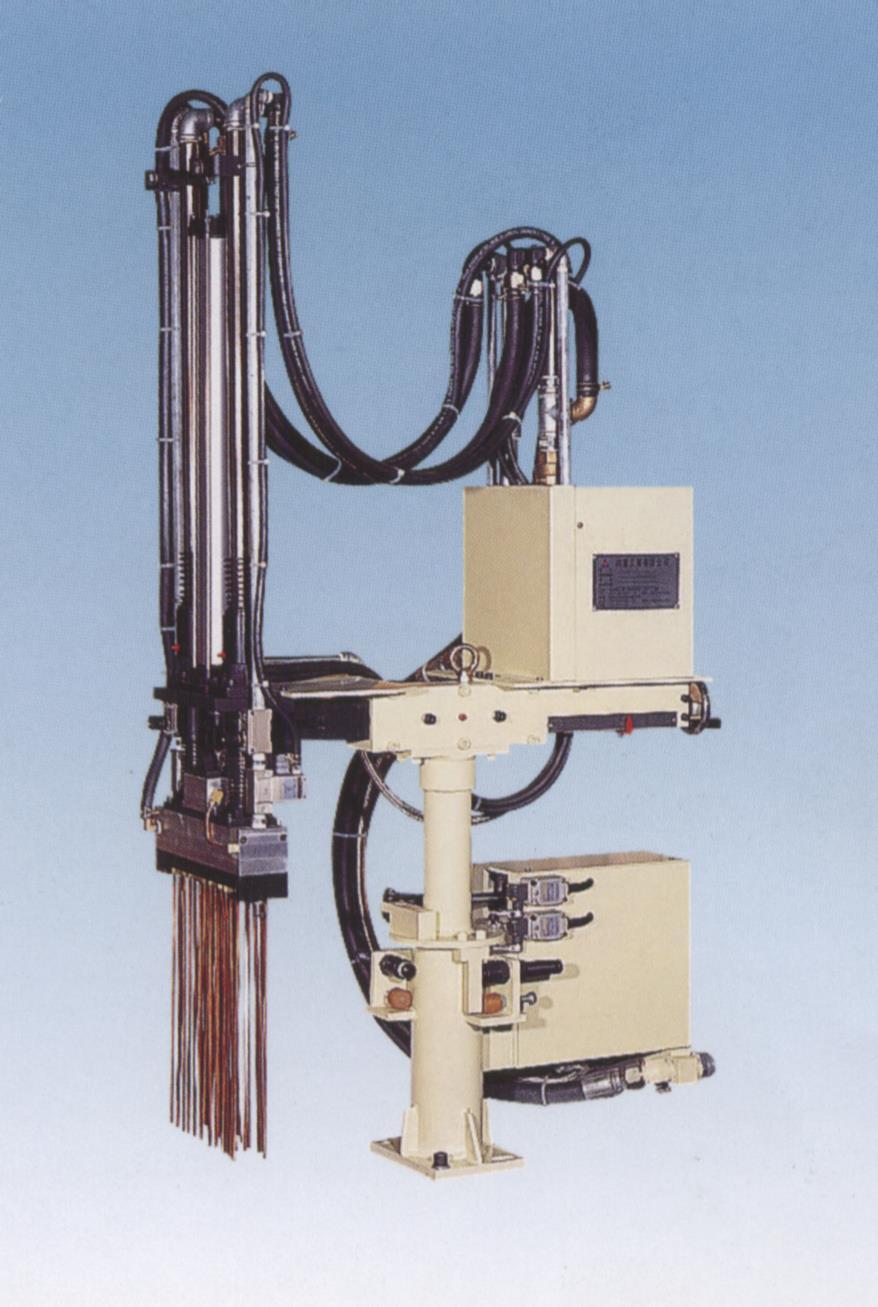
19 CARREGADOR DE METAL
20 PULVERIZADOR
21 DESMOLDANTE Podemos dizer que um ciclo de injeção começa com aplicação do desmoldante. A escolha do produto a ser usado na desmoldagem bem como sua aplicação é muito importante pois ele pode ser responsável por defeitos como manchas, junta fria, aderência e embora raramente porosidade causada por gás. Devemos considerar o que esperamos no produto Condutividade elétrica Pintura Isenção de manchas Reutilização dos refugos É também importante conhecer o tipo de água usado na diluição. 21
 da peça S5-Válvula da 1 a fase de injeção S6-Válvula da 2 a fase de injeção S7-Válvula da fase de intensificação ou recalque S8-Válvula de retorno do pistão de injeção (BWD) S9-Válvula")
22 SENSORES DA MÁQUINA INJETORA SV 15-Válvula proporcional S1-Válvula de fechamento do molde S2-Válvula de abertura do molde S3-Válvula de avanço da extração (FWD) da peça S4-Válvula de retorno da extração (BWD) da peça S5-Válvula da 1 a fase de injeção S6-Válvula da 2 a fase de injeção S7-Válvula da fase de intensificação ou recalque S8-Válvula de retorno do pistão de injeção (BWD) S9-Válvula do retorno do óleo do pistão de injeção S10-Válvula da velocidade rápida S11-Válvula de avanço do macho 1 S12-Válvula de retorno do macho 1 S13-Válvula dupla da bomba S14-Válvula do lubrificador do pistão de injeção S15-Válvula de regulagem da espessura do molde, abertura. S16-Válvula de regulagem da espessura do molde, fechamento S18-Válvula da primeira velocidade S19-Válvula de ajuste da plataforma S21-Válvula de avanço do macho 2 S22-Válvula de retorno do macho 2

23 VÁLVULAS DO SISTEMA HIDRÁULICO
24 FASES DE INJEÇÃO Entrada material fundido
25 FASES DE INJEÇÃO 1a FASE O volume de preenchimento da câmara: 30 a 70%.

26 Baixa velocidade de injeção. FASES DE INJEÇÃO 1a FASE Serve para permitir a saída do ar e levar o metal até o pé do canal. Deve evitar o enchimento da cavidade prematuramente, para evitar ondas, gases e turbulência. Serve para deixar parte da bucha de injeção cheia de metal, sem ar, se algum ar ficar retido no metal, ele irá fazer parte da peça depois. É uma fase com velocidade lenta, a velocidade do pistão nesta fase varia de 2 a 5 m/s.
27 FASES DE INJEÇÃO 1a FASE A primeira fase de injeção termina quando todo o volume de metal da câmara está todo preenchido pelo metal líquido e pode ser calculado para facilitar na definição dos parâmetros de injeção. O curso da primeira fase de injeção pode ser calculado, para isto é necessário conhecer a massa total de metal que vai ser injetado e a partir desta informação pode-se calcular o volume total de metal a ser injetado.
28 FASES DE INJEÇÃO 1a FASE CALCULANDO O CURSO DA 1a FASE Exemplo: Dados: Densidade da liga de alumínio fundido: d = 2,4g/cm 3 Diâmetro da câmara de injeção: Peso de metal a ser injetado: Espessura do biscoito: Curso total do pistão: D = 60mm P = 1550g B = 3cm LT = 300mm
/4)(L+B) L+B = Vi/(( D 2 )/4) L+B = 645,8/(( 6 2 )/4) L+B = 22,8cm c) Comprimento F1 = LT (L + B) F1 = 30 (19,8 + 3) F1 =")
29 FASES DE INJEÇÃO 1a FASE a) Volume de metal que será injetado - Vi Vi = P/d Vi = 1550/2,4 = 645,8cm 3 b) Comprimento (L + B) da bucha cheia após o curso da primeira fase Vi = (( D 2 )/4)(L+B) L+B = Vi/(( D 2 )/4) L+B = 645,8/(( 6 2 )/4) L+B = 22,8cm c) Comprimento F1 = LT (L + B) F1 = 30 (19,8 + 3) F1 = 7,2cm
30 FASES DE INJEÇÃO 1a FASE ERRADO

31 FASES DE INJEÇÃO 1a FASE CORRETO

32 FASES DE INJEÇÃO 1a FASE

33 FASES DE INJEÇÃO 2a FASE Enchimento do molde. Velocidade do pistão varia de 30 a 60 m/s. O enchimento não deve aprisionar bolhas de gases ou ar. A alta pressão de injeção não vai expulsar os gases, só vai comprimi-los dentro da peça.


34 FASES DE INJEÇÃO 2a FASE Se bolhas de ar ficarem presas no metal que está na câmara de injeção, elas irão fazer parte do metal durante a fase de enchimento, aquecimento da peça a 450 o C por uma hora pode revelar a presença de ar aprisionado na peça.
35 FASES DE INJEÇÃO 3a FASE Trata-se da intensificação, compressão ou recalque.
36 FASES DE INJEÇÃO 3a FASE A terceira fase determina a força de injeção da máquina e a pressão específica de injeção. É responsável pela compactação final do metal injetado imediatamente após a segunda fase de injeção, compensando a contração de metal, diminuindo a presença de porosidades. É utilizada em peças com paredes grossas e que sejam alimentadas por canais generosos a fim de permitir a transmissão de pressão.
37 FASES DE INJEÇÃO 3a FASE Geralmente a terceira fase é empregada em peças que exigem estanqueidade. Em ligas eutéticas é mais difícil o recalque, não existe a zona pastosa comum das ligas hipoeutéticas. O recalque é mais indicado para peças com secções mais espessas, efeito de massalote. Caso não haja a fase de recalque a espessura do biscoito pode ser menor.
38 FORÇAS NO MOLDE
39 FORÇAS NO MOLDE FORÇA DE INJEÇÃO F F = PO ( D 2 /4) (kg) PO = Pressão do óleo hidráulico (kg/cm 2 ) D = Diâmetro do pistão hidráulico (cm)
40 FORÇAS NO MOLDE PRESSÃO ESPECÍFICA DE INJEÇÃO PE PE = F/(.d 2 /4) (kg/cm 2 ) F = Força de injeção (kg) d = Diâmetro do pistão de injeção (cm)

41 FORÇAS NO MOLDE
42 FORÇAS NO MOLDE FORÇA DE ABERTURA DO MOLDE FA FA = PE. AP (kg) PE = Pressão específica de injeção (kg/cm 2 ) AP = Área projetada (cm 2 )
43 FORÇAS NO MOLDE FORÇA DE FECHAMENTO DO MOLDE FF FF = FA. CS (kg) FA = Força de abertura do molde (kg) CS = Coeficiente de segurança = 1,2

44 SISTEMA DE ENCHIMENTO CAMISA DA CÂMARA DE INJEÇÃO EM DUAS PARTES

45 SISTEMA DE ENCHIMENTO CAMISA DA CÂMARA DE INJEÇÃO CONTÍNUA

46 SISTEMA DE ENCHIMENTO SUBDIVISÕES DO SISTEMA DE ENCHIMENTO

47 SISTEMA DE ENCHIMENTO VELOCIDADES NO SISTEMA DE ENCHIMENTO
48 SISTEMA DE ENCHIMENTO VELOCIDADES NOS ATAQUES Relação entre a espessura de parede da peça e a velocidade de enchimento segundo a SDCE (Society Die Cast Engineer). ESPESSURA DA PEÇA (mm) VELOCIDADE NO ATAQUE (m/s) 0, a 55 1,270 a 1, a 52 1,905 a 2, ,540 a 2, a 46 2,858 a 3, a 43 4,560 a 5, a 40 6, a 35

49 SISTEMA DE ENCHIMENTO ORIENTAÇÕES: FORMATO PARA OS CANAIS

50 SISTEMA DE ENCHIMENTO ORIENTAÇÕES PARA REDUÇÃO DE SECÇÃO EM FUNÇÃO DE MUDANÇA DE DIREÇÃO DOS CANAIS


51 SISTEMA DE ENCHIMENTO ORIENTAÇÕES PARA OS CANAIS Os braços laterais serão enchidos somente quando ocorrer uma pressão no meio do leque.


52 SISTEMA DE ENCHIMENTO ORIENTAÇÕES PARA OS CANAIS
53 SISTEMA DE ENCHIMENTO - DIMENSIONAMENTO CALCULO DA SECÇÃO DE ATAQUE A A = P (cm 2 ) t. v. d A = área da secção do ataque (cm 2 ) P = peso do metal que vai passar no ataque (g) t = tempo de enchimento da cavidade (s) v = velocidade do metal no canal de ataque (cm/s) d = densidade do metal líquido (g/cm 3 )
54 SISTEMA DE ENCHIMENTO - DIMENSIONAMENTO Densidade de varias ligas no estado liquido LIGAS DENSIDADE (g/cm 3 ) Zinco 6,2 Alumínio 2,4 Magnésio 1,6 Chumbo 10,3 Latão 7,7 Estanho 6,6

55 SISTEMA DE ENCHIMENTO - DIMENSIONAMENTO RECOMENDAÇÕES PARA O ATAQUE L Comprimento do ataque - 1,5 a 2,0 mm A Ângulo de alimentação - 30 o a 60 o tg Espessura do canal de ataque wg Comprimento total do canal de ataque - L + 2 a 5 mm D Profundidade do canal de distribuição - 5 a 15 mm Wr Largura do canal de distribuição - 5 a 5D
56 SISTEMA DE ENCHIMENTO - DIMENSIONAMENTO RECOMENDAÇÕES PARA O ATAQUE Orientação quanto a espessura do canal de ataque em relação a espessura da peça na região onde vai o ataque. ESPESSURA DA PEÇA (mm) tg (mm) 2,0 1,8 a 2,0 2,5 1,8 a 2,0 3,0 2,0 a 2,5 3,5 2,5 a 3,0 4,0 3,0 a 4,0 Posicionar os ataques preferencialmente em local que vai ser usinado e que proporcione fluxo que facilite o enchimento da cavidade.
57 SISTEMA DE ENCHIMENTO - DIMENSIONAMENTO TEMPO DE ENCHIMENTO t = 0,0063. e 2 t = 0,0047. e 2 (para peças finas) t = 0,0051. e 2 (para peças grossas) t = 0,01 a 0,02. e 2 t = 0,013. e 2 ESPESSURA (mm) TEMPO (s) ESPESSURA (mm) TEMPO (s) 1,5 0,01 a 0,03 1,8 0,02 a 0,04 2,0 0,02 a 0,06 2,3 0,03 a 0,07 2,5 0,04 a 0,09 3,0 0,05 a 0,10 3,8 0,05 a 0,12 5,0 0,06 a 0,20 6,4 0,08 a 0,30 0,90 0,012 a 0,017 1,30 0,017 a 0,025 1,80 0,026 a 0,038 2,50 0,035 a 0,050 3,20 0,042 a 0,060 3,50 0,055 a 0,085 4,00 0,080 a 0,115 4,50 0,110 a 0,140
...100 (%) Vol. De metal a ser injetado VMI (cm 3 ).")
58 SISTEMA DE ENCHIMENTO TAXA DE OCUPAÇÃO DA CÂMARA DE INJEÇÃO - TOCI Vol. câmara de injeção VCI (cm 3 ) (%) Vol. De metal a ser injetado VMI (cm 3 )...TOCI (%)
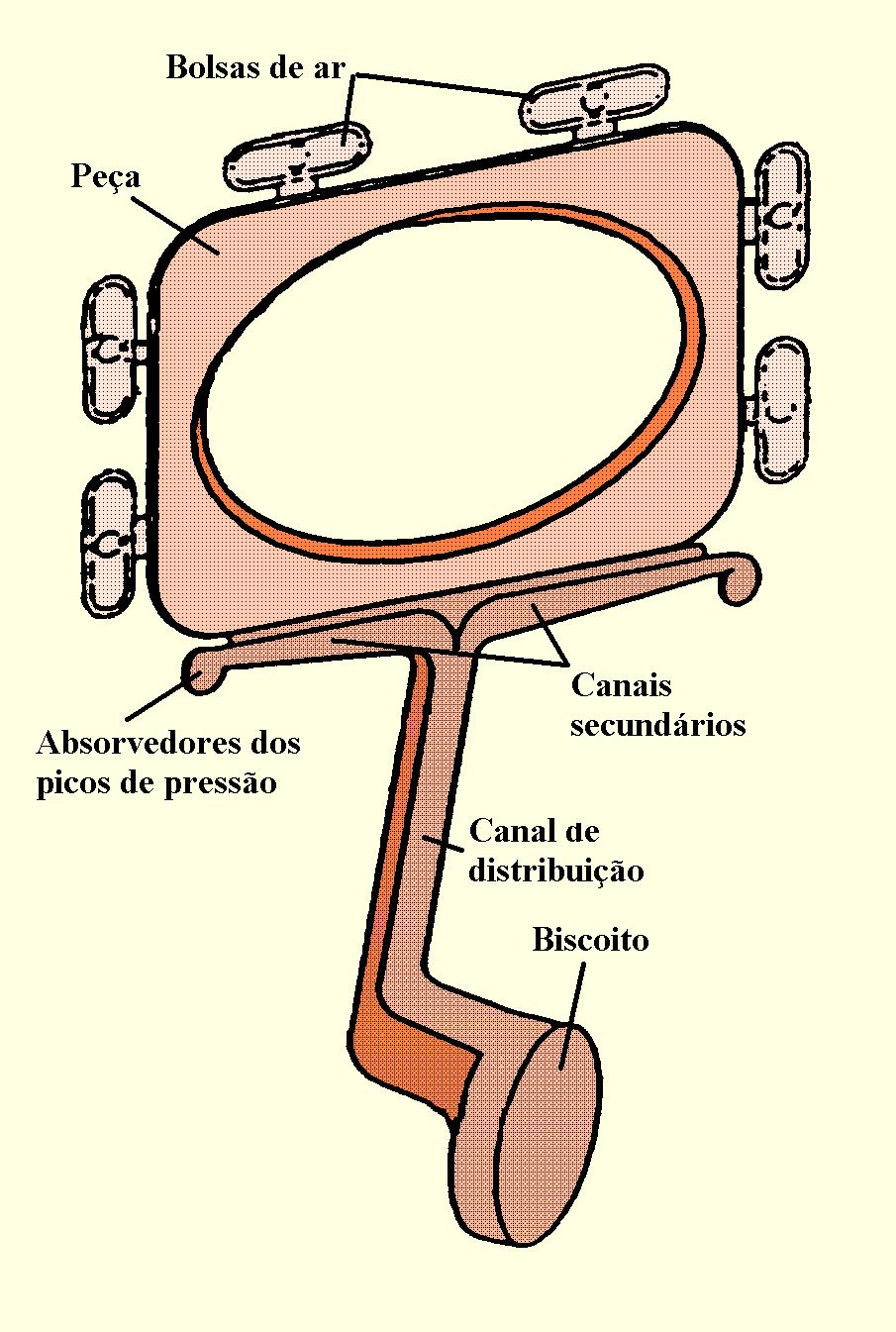
59 BOLSAS DE AR Também são conhecidas como overflows, são ligadas as peças por um canal fino. Estas bolsas de ar servem para acumular de uma forma rápida o ar que vai ser expulso da cavidade do molde durante o enchimento do mesmo. Recomendações para as saídas de ar. Alumínio Magnésio Espessura do canal (mm) 0,6 a 1,0 0,6 a 1,0 Espessura da ventilação com 6 a 10 mm de largura (mm) 0,06 a 0,1 0,06 a 0,1 Espessura da ventilação (meander) (mm) 0,2 a 0,4 0,2

60 BOLSAS DE AR E SAÍDAS

61 BOLSAS DE AR
62 BOLSAS DE AR Referência de dimensões que orienta o dimensionamento da bolsa de ar. Tamanho Volume (cm 3 ) 4,7 3,2 2,1 0,87 0,5 0,4 0,17 T L A Cerca de 10 a 20% do canal de ataque da peça B C 8 a 20 D Al = 0,1 a 0,15 mm Zn = 0,06 a 0,1 mm E 3 a 8 mm F 0,5 a 1 mm G Al = 0,6 a 1,2 mm Zn = 0,3 a 0,8 mm
63 BIBLIOGRAFIA ALAR The Association of Light Alloy Refiners, British and European Aluminium Casting Alloys, Birmingham, AFS The American Foundrymen s Society, Aluminum Casting Technology 2nd Edition, Des Plaines, Illinois, Oskar Frech GmbH + Co., D Schorndorf, Seminar on Die Casting, ASM American Society for Metals, Metals Handbook 8th edition, vol. 5, Forging and Parking, Ohio, Casting, Metals L. K. MACHINERY Cold Chamber Die Casting Machine, Instruction Manual, Model DCC 280E AB PLC, Hong Kong. L. K. MACHINERY Cold Chamber Die Casting Machine, Catálogo n o E01/006, Hong Kong. WEG Injeção de Alumínio, Módulo II, Máquinas de Injeção Sob Pressão. CETEF Centro Tecnólogico de Fundição Marcelino Corradi, Teoria Fundamental do Processo de Fundição Sob Pressão, Itaúna MG. CETEF Centro Tecnólogico de Fundição Marcelino Corradi, Fundição Sob Pressão Tecnologia, 03/2000, Itaúna MG.
FUNDIÇÃO SOB PRESSÃO TECNOLOGIA DO PROCESSO RSCP LABATS/DEMEC/UFPR
 FUNDIÇÃO SOB PRESSÃO TECNOLOGIA DO PROCESSO RSCP LABATS/DEMEC/UFPR Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles Babbage faz uma máquina para produzir
FUNDIÇÃO SOB PRESSÃO TECNOLOGIA DO PROCESSO RSCP LABATS/DEMEC/UFPR Os primeiros equipamentos século 19. Em 1849 Sturgiss patenteou a primeira máquina. Em 1869, Charles Babbage faz uma máquina para produzir
Fundição sob Pressão Die Casting
 Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
Fundição. Projetos de Moldes
 Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
FUNDIÇÃO. https://www.youtube.com/watch?v=pt6tb1wf1da. Técnico em Mecânica Processo de Fundição
 FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
Fundição sob Pressão
 Dr. Eng. Metalúrgica Aula 14 : Processos de Fundição Sob Pressão 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão
Dr. Eng. Metalúrgica Aula 14 : Processos de Fundição Sob Pressão 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Propriedades típicas e algumas aplicações das ligas de alumínio conformadas
 1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran. Aula 07 Contração e Alimentação de Peças Fundidas
 dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Defeitos de Fundição Porosidades de contração (rechupe)
") Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
ZAMAC MEGA ZINCO METAIS
 ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
PROPRIEDADES DOS METAIS LÍQUIDOS
 Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
Soldagem por fricção. Daniel Augusto Cabral -
 Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Tecnologia dos Materiais Outras ligas metálicas não ferrosas
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Ligas de alumínio para fundição
 Ligas de alumínio para fundição Relações entre o processo de fundição e a microestrutura Marcelo F. Moreira Instituto de Pesquisas Tecnológicas IPT Escola de Engenharia Mauá (011) 37674170 e-mail: mfmoreir@ipt.br
Ligas de alumínio para fundição Relações entre o processo de fundição e a microestrutura Marcelo F. Moreira Instituto de Pesquisas Tecnológicas IPT Escola de Engenharia Mauá (011) 37674170 e-mail: mfmoreir@ipt.br
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
MATERIAIS DE ELEVADA CONDUTIVIDADE
 MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE
MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE MATERIAIS DE ELEVADA CONDUTIVIDADE
Sumário. 1 - Avaliação de defeitos em peças injetadas de termoplásticos.
 Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran. Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais
 Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA
 ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
Vista Explodida Clientes do Motor dos Geradores a Diesel - ND7100E - ND7100ES - ND8000E
 Vista Explodida Clientes do Motor dos Geradores a Diesel - ND7100E - ND7100ES - ND8000E Sistema de Admissão de Ar EXP. ND7100 186F ND8000 188FD 170 178 186 188 186 188 ENTRADA DO TUBO 1 JUNTA DO FILTRO
Vista Explodida Clientes do Motor dos Geradores a Diesel - ND7100E - ND7100ES - ND8000E Sistema de Admissão de Ar EXP. ND7100 186F ND8000 188FD 170 178 186 188 186 188 ENTRADA DO TUBO 1 JUNTA DO FILTRO
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
A precisão e exatidão de medidas, a qualidade e acabamento superficial da peça são fatores amplamente dependentes do molde.
 Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Urgência e tecnologia:
 Urgência e tecnologia: Preceitos que fazem da Allpresse a única empresa capacitada à fabricação de máquinas injetoras de alumínio no Brasil. A Allpresse surge como a única empresa nacional tecnologicamente
Urgência e tecnologia: Preceitos que fazem da Allpresse a única empresa capacitada à fabricação de máquinas injetoras de alumínio no Brasil. A Allpresse surge como a única empresa nacional tecnologicamente
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
MOTORES DE COMBUSTÃO INTERNA II
 Departamento de Engenharia de Biossistemas ESALQ/USP MOTORES DE COMBUSTÃO INTERNA II LEB0332 Mecânica e Máquinas Motoras Prof. Leandro M. Gimenez 2017 Componentes do motor Cabeçote Junta Cilindro Bloco
Departamento de Engenharia de Biossistemas ESALQ/USP MOTORES DE COMBUSTÃO INTERNA II LEB0332 Mecânica e Máquinas Motoras Prof. Leandro M. Gimenez 2017 Componentes do motor Cabeçote Junta Cilindro Bloco
De eixo, hidráulica Modelos CPP1000-M, CPP1000-L
 Calibração De eixo, hidráulica Modelos CPP1000-M, CPP1000-L Folha de dados WIKA CT 91.05 outras aprovações veja página 2 Aplicações Prestadores de serviços de calibração e testes Calibrações em campo Manutenção
Calibração De eixo, hidráulica Modelos CPP1000-M, CPP1000-L Folha de dados WIKA CT 91.05 outras aprovações veja página 2 Aplicações Prestadores de serviços de calibração e testes Calibrações em campo Manutenção
FOLDER JJ BARROSO LTDA - ME
 FOLDER Item 01: Mesa reunião redonda Mesa reunião para restaurante com diâmetro de 900 mm e altura de 750 mm com apoio. Tampo em MDF, com espessura de 25 mm, revestida com laminado melamínico de baixa
FOLDER Item 01: Mesa reunião redonda Mesa reunião para restaurante com diâmetro de 900 mm e altura de 750 mm com apoio. Tampo em MDF, com espessura de 25 mm, revestida com laminado melamínico de baixa
Processos de Macharia
 Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Defeitos de Fundição Inclusões
 Defeitos de Fundição Inclusões Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.2 Inclusões Inclusões
Defeitos de Fundição Inclusões Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.2 Inclusões Inclusões
Disciplina: Projeto de Ferramentais I
 Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Vista Explodida Clientes do Motor a Diesel 10HP
 Vista Explodida Clientes do Motor a Diesel 10HP CONJUNTO TANQUE DE COMBUSTÍVEL 1 2 3 4 5 6 7 8 01.03.10.015.052 01.03.01.016.004 01.03.08.007.002 01.03.040.008.001 01.03.04.007.003 02.05.03.01.06.001 01.03.03.014.001
Vista Explodida Clientes do Motor a Diesel 10HP CONJUNTO TANQUE DE COMBUSTÍVEL 1 2 3 4 5 6 7 8 01.03.10.015.052 01.03.01.016.004 01.03.08.007.002 01.03.040.008.001 01.03.04.007.003 02.05.03.01.06.001 01.03.03.014.001
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran. Aula 10 Projetos 03 Canais de Enchimento
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 10 Projetos 03 Canais de Enchimento 1. Introdução - Noções de Mecânica dos Fluídos Aplicadas ao Escoamento de Metais em Canais.
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 10 Projetos 03 Canais de Enchimento 1. Introdução - Noções de Mecânica dos Fluídos Aplicadas ao Escoamento de Metais em Canais.
INJETORAS CATÁLOGO SIMCO. Imagens meramente ilustrativas
 CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1
 1") CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / E 3330 e E 3360 Conjuntos de elemento móvel compactos. Encomende agora na nossa loja online!
 NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / 2016 Encomende agora na nossa loja online! www.meusburger.com E 3330 e E 3360 Conjuntos de elemento móvel compactos Conjuntos de elemento móvel de elevada precisão
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / 2016 Encomende agora na nossa loja online! www.meusburger.com E 3330 e E 3360 Conjuntos de elemento móvel compactos Conjuntos de elemento móvel de elevada precisão
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
TÍTULO: ESTUDO DE FALHAS, CAUSAS E SOLUÇÕES EM MOLDES DE FUNDIÇÃO DE ZAMAC
 16 TÍTULO: ESTUDO DE FALHAS, CAUSAS E SOLUÇÕES EM MOLDES DE FUNDIÇÃO DE ZAMAC CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): FRANK
16 TÍTULO: ESTUDO DE FALHAS, CAUSAS E SOLUÇÕES EM MOLDES DE FUNDIÇÃO DE ZAMAC CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): FRANK
Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica Fundição Fundição sob pressão
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica Fundição Fundição sob pressão Curitiba, junho de 2007. INTRODUÇÃO O processo de Fundição sob Pressão (Die Casting)
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica Fundição Fundição sob pressão Curitiba, junho de 2007. INTRODUÇÃO O processo de Fundição sob Pressão (Die Casting)
METAIS, AÇOS E PROCESSOS SIDERÚRGICOS
 METAIS, AÇOS E PROCESSOS SIDERÚRGICOS METAIS Podem ser moldados; São dúcteis (deformam antes de romper); Bons condutores de energia elétrica e calor. OBTENÇÃO DOS METAIS OBTENÇÃO DOS METAIS OBTENÇÃO DOS
METAIS, AÇOS E PROCESSOS SIDERÚRGICOS METAIS Podem ser moldados; São dúcteis (deformam antes de romper); Bons condutores de energia elétrica e calor. OBTENÇÃO DOS METAIS OBTENÇÃO DOS METAIS OBTENÇÃO DOS
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
Catálogo de Produto - Filtragem
 Descrição do Produto Catálogo de Produto - Filtragem Direct pouring system for steel casting é um sistema de vazamento direto, uma combinação de copo de vazamento, filtro de espuma cerâmica, luva isolante
Descrição do Produto Catálogo de Produto - Filtragem Direct pouring system for steel casting é um sistema de vazamento direto, uma combinação de copo de vazamento, filtro de espuma cerâmica, luva isolante
TS TSC TSCR TC SÉRIE SÉRIE SÉRIE SÉRIE
 TS TSC TSCR TC TS PRENSA DE CORTE A nova linha de prensas de corte com uma série de soluções e inovações tecnológicas é resultante de uma investigação em estreita colaboração com o mundo da fundição, com
TS TSC TSCR TC TS PRENSA DE CORTE A nova linha de prensas de corte com uma série de soluções e inovações tecnológicas é resultante de uma investigação em estreita colaboração com o mundo da fundição, com
Estrutura Cristalina dos Metais
 Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
MOTORES 3LD1500Y/3LDG1500Y
 MOTORES CATÁLOGO DE PEÇAS ÍNDICE 1 - BLOCO DO MOTOR 2 - CAIXA DE ENGRENAGENS 3 - CABEÇOTE/EIXO BALANCIM 4 - CONJUNTO PISTÃO 5 - VIRABREQUIM 6 - EIXO DO COMANDO DE VÁLVULAS 7 - ADMISSÃO 8 - ESCAPE 9 - CONJUNTO
MOTORES CATÁLOGO DE PEÇAS ÍNDICE 1 - BLOCO DO MOTOR 2 - CAIXA DE ENGRENAGENS 3 - CABEÇOTE/EIXO BALANCIM 4 - CONJUNTO PISTÃO 5 - VIRABREQUIM 6 - EIXO DO COMANDO DE VÁLVULAS 7 - ADMISSÃO 8 - ESCAPE 9 - CONJUNTO
Processo de Fabricação I. Fundição. Prof.: João Carlos Segatto Simões
 Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Simulação numérica e DOE aplicados na melhoria do processo de fundição sob pressão de ligas de alumínio
 ISSN 1808-7310 Simulação numérica e DOE aplicados na melhoria do processo de fundição sob pressão de ligas de alumínio Guilherme Ourique Verran Dr., Professor do Departamento de Eng. Mecânica, CCT/UDESC
ISSN 1808-7310 Simulação numérica e DOE aplicados na melhoria do processo de fundição sob pressão de ligas de alumínio Guilherme Ourique Verran Dr., Professor do Departamento de Eng. Mecânica, CCT/UDESC
MOTORES 4LDG3900Y 1 - BLOCO DO MOTOR 2 - CABEÇOTE 3 - CONJUNTO PISTÃO 4 - VIRABREQUIM 5 - COMANDO DE VÁLVULAS 6 - EIXO BALANCIM 7 - ENGRENAGENS
 MOTORES CATÁLOGO DE PEÇAS MOTORES ÍNDICE 1 - BLOCO DO MOTOR 2 - CABEÇOTE 3 - CONJUNTO PISTÃO 4 - VIRABREQUIM 5 - COMANDO DE VÁLVULAS 6 - EIXO BALANCIM 7 - ENGRENAGENS 8 - ESCAPE 9 - CÁRTER 10 - FILTRO
MOTORES CATÁLOGO DE PEÇAS MOTORES ÍNDICE 1 - BLOCO DO MOTOR 2 - CABEÇOTE 3 - CONJUNTO PISTÃO 4 - VIRABREQUIM 5 - COMANDO DE VÁLVULAS 6 - EIXO BALANCIM 7 - ENGRENAGENS 8 - ESCAPE 9 - CÁRTER 10 - FILTRO
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Solidificação dos metais após a fusão
 Solidificação dos metais após a fusão Durante o resfriamento podem surgir diferentes descontinuidades no interior da massa metálica. Alguns tipos são removíveis com tratamento térmicos e/ou termo-mecânicos.
Solidificação dos metais após a fusão Durante o resfriamento podem surgir diferentes descontinuidades no interior da massa metálica. Alguns tipos são removíveis com tratamento térmicos e/ou termo-mecânicos.
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11)
") 463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
Marco Aurélio Rossi Departamento de Engenharia Mecânica - Universidade do Estado de Santa Catarina
 AVALIAÇÃO DA INFLUÊNCIA DOS PARÂMETROS DE INJEÇÃO SOBRE A FORMAÇÃO DE DEFEITOS EM PEÇAS INJETADAS EM LIGAS DE ALUMÍNIO: RESULTADOS EXPERIMENTAIS VS. SIMULAÇÃO NUMÉRICA Guilherme Ourique Verran Departamento
AVALIAÇÃO DA INFLUÊNCIA DOS PARÂMETROS DE INJEÇÃO SOBRE A FORMAÇÃO DE DEFEITOS EM PEÇAS INJETADAS EM LIGAS DE ALUMÍNIO: RESULTADOS EXPERIMENTAIS VS. SIMULAÇÃO NUMÉRICA Guilherme Ourique Verran Departamento
ENCONTRO DE USUÁRIOS MAGMA 2013
 Forging & Casting Expertise Combined ENCONTRO DE USUÁRIOS MAGMA 2013 Estudo de diferentes tipos de massalotes (luvas) na obtenção do ferro fundido nodular Engenheiro de Processos: Geicimar Ismael 1 Ano
Forging & Casting Expertise Combined ENCONTRO DE USUÁRIOS MAGMA 2013 Estudo de diferentes tipos de massalotes (luvas) na obtenção do ferro fundido nodular Engenheiro de Processos: Geicimar Ismael 1 Ano
CONEXÕES DE LATÃO COM ROSCA TIPO BSP
 CONEXÕES DE LATÃO COM ROSCA TIPO BSP ETM 008 VERSÃO 0 Jundiaí - 2013 Sumário 1 Objetivo...2 2 Referências Normativas...2 3 Definições...3 4 Material e condições gerais...4 5 Requisitos específicos...8
CONEXÕES DE LATÃO COM ROSCA TIPO BSP ETM 008 VERSÃO 0 Jundiaí - 2013 Sumário 1 Objetivo...2 2 Referências Normativas...2 3 Definições...3 4 Material e condições gerais...4 5 Requisitos específicos...8
Disciplina: Motores a Combustão Interna. Principais Componentes Móveis Parte 2
 Disciplina: Motores a Combustão Interna Principais Componentes Móveis Parte 2 Tucho Hidráulico Em alguns projetos, um dispositivo hidráulico é usado para controlar a folga da válvula e, de fato, a folga
Disciplina: Motores a Combustão Interna Principais Componentes Móveis Parte 2 Tucho Hidráulico Em alguns projetos, um dispositivo hidráulico é usado para controlar a folga da válvula e, de fato, a folga
ESTUDO DA COMBUSTÃO DA OPERAÇÃO BICOMBUSTÍVEL DIESEL-ETANOL NUMA MÁQUINA DE COMPRESSÃO RÁPIDA
 ESTUDO DA COMBUSTÃO DA OPERAÇÃO BICOMBUSTÍVEL DIESEL-ETANOL NUMA MÁQUINA DE COMPRESSÃO RÁPIDA Aluno: Pedro Delbons Duarte de Oliveira Orientador: Carlos Valois Maciel Braga Introdução Em virtude da frequente
ESTUDO DA COMBUSTÃO DA OPERAÇÃO BICOMBUSTÍVEL DIESEL-ETANOL NUMA MÁQUINA DE COMPRESSÃO RÁPIDA Aluno: Pedro Delbons Duarte de Oliveira Orientador: Carlos Valois Maciel Braga Introdução Em virtude da frequente
O que são ligas Leves e quando são competitivas?
 Ligas Leves O que são ligas Leves e quando são competitivas? Aplicações que requerem controle do peso da estrutura. Propriedades específicas: Resistência/densidade - Resistência específica Tenacidade/densidade
Ligas Leves O que são ligas Leves e quando são competitivas? Aplicações que requerem controle do peso da estrutura. Propriedades específicas: Resistência/densidade - Resistência específica Tenacidade/densidade
COMUNICAÇÃO TÉCNICA Modelagem de danos para concepção de materiais de alto desempenho para moldes de fundição sob pressão
 COMUNICAÇÃO TÉCNICA 174082.1 Modelagem de danos para concepção de materiais de alto desempenho para moldes de fundição sob pressão Pâmela Karina dos Santos Bomfim Mario Boccalini Jr. Alexandre Gonçalves
COMUNICAÇÃO TÉCNICA 174082.1 Modelagem de danos para concepção de materiais de alto desempenho para moldes de fundição sob pressão Pâmela Karina dos Santos Bomfim Mario Boccalini Jr. Alexandre Gonçalves
Soluções Sonelastic. Catálogo Geral. ATCP Engenharia Física
 Soluções Sonelastic Catálogo Geral ATCP Engenharia Física Versão 1.1 Dezembro / 2014 ÍNDICE Suportes Suporte ajustável para barras e cilindros modelo SA-BC... 03 Suporte para amostras de pequeno porte
Soluções Sonelastic Catálogo Geral ATCP Engenharia Física Versão 1.1 Dezembro / 2014 ÍNDICE Suportes Suporte ajustável para barras e cilindros modelo SA-BC... 03 Suporte para amostras de pequeno porte
ESPECIFICAÇÕES TÉCNICAS DOS EQUIPAMENTOS
 ESPECIFICAÇÕES TÉCNICAS DOS EQUIPAMENTOS TH040, TH050 50, TH060 60, TH07 075, TH100 e TH150 TESTE HIDRÁULICO Equipamentos para testes hidráulicos de bombas, pistões, cilindros e válvulas e teste hidrostático.
ESPECIFICAÇÕES TÉCNICAS DOS EQUIPAMENTOS TH040, TH050 50, TH060 60, TH07 075, TH100 e TH150 TESTE HIDRÁULICO Equipamentos para testes hidráulicos de bombas, pistões, cilindros e válvulas e teste hidrostático.