FUNDIÇÃO. Técnico em Mecânica Processo de Fundição
|
|
|
- Adriana Covalski Beretta
- 7 Há anos
- Visualizações:
Transcrição

1 FUNDIÇÃO
2 INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida. Vantagens: 1. podem apresentar formas externas e internas desde a mais simples até a mais complexa. 2. Podem apresentar dimensões limitadas somente pelas restrições das instalações onde serão produzidas 3. Podem ser produzidas dentro de padrões variados de acabamento e tolerância dimensional (entre ± 0,2 e 0,6 mm) 4. Possibilita grande economia de peso, porque permite a obtenção de paredes com espessuras quase ilimitadas.

3 Principais propriedades do processo de fundição: 1. Temperatura de fusão 2. Fluidez
4 A fundição é realizada com metal em estado líquido. Nesse processo, as peças são conformadas pela solidificação por resfriamento os mais diversos materiais. Durante este processo ocorre a cristalização, contração volumétrica concentração de impurezas e concentração de gases. Os materiais utilizados no processo de fundição são: Ferro Aço Ferro fundido Alumínio Magnésio Chumbo
5 GENERALIDADES DO PRODUTO: Que tipo de solicitações mecânicas a peça estará sujeita. Tolerância geométrica, rugosidade. A quantidade a ser fabricado.
6 Temperaturas de Fusão: Elemento Tf (ºC) Estanho 233 Chumbo 328 Alumínio 660 Ferro 1530
7 PASSO A PASSO DA FUNDIÇÃO: A matéria-prima metálica para a produção de peças fundidas é constituída pelas ligas metálicas ferrosas (ligas de ferro e carbono) e não-ferrosas (ligas de cobre, alumínio, zinco e magnésio). O processo de fabricação dessas peças por meio de fundição pode ser resumido nas seguintes operações: 1. Confecção do modelo - Essa etapa consiste em construir um modelo com o formato aproximado da peça a ser fundida. Esse modelo vai servir para a construção do molde e suas dimensões devem prever a contração do metal quando ele se solidificar bem como um eventual sobremetal para posterior usinagem da peça. Ele é feito de madeira, alumínio, aço, resina plástica e até isopor.

8

9 2- Confecção do molde - O molde é o dispositivo no qual o metal fundido é colocado para que se obtenha a peça desejada. Ele é feito de material refratário composto de areia e aglomerante. Esse material é moldado sobre o modelo que, após retirado, deixa uma cavidade com o formato da peça a ser fundida.

10 3- Confecção dos machos - Macho é um dispositivo, feito também de areia, que tem a finalidade de formar os vazios, furos e reentrâncias da peça. Eles são colocados nos moldes antes que eles sejam fechados para receber o metal líquido.

11 Fusão - Etapa em que acontece a fusão do metal. 5. Vazamento - O vazamento é o enchimento do molde com metal líquido.
 manualmente ou por processos mecânicos. 7. Rebarbação - A rebarbação é a retirada dos canais de alimentação, massalote e rebarbas que se formam durante a fundição.")
12 6- Desmoldagem Após determinado período de tempo em que a peça se solidifica dentro do molde, e que depende do tipo de peça, do tipo de molde e do metal (ou liga metálica), ela é retirada do molde (desmoldagem) manualmente ou por processos mecânicos. 7. Rebarbação - A rebarbação é a retirada dos canais de alimentação, massalote e rebarbas que se formam durante a fundição. Ela é realizada quando a peça atinge temperaturas próximas às do ambiente.

13 8- Limpeza - A limpeza é necessária porque a peça apresenta uma série de incrustações da areia usada na confecção do molde. Geralmente ela é feita por meio de jatos abrasivos.
14 Características que estão estreitamente ligadas ao processo de fundição. A peça produzida por fundição pode ter as formas e dimensões definitivas ou não. Furos pequenos e detalhes complexos não são feitos na peça, embora apareçam no desenho. Arredondamento de cantos e engrossamento das paredes. As propriedades mecânicas de peças fundidas geralmente são inferiores às propriedades de peças conformadas mecanicamente.
15 Defeitos que ocorrem durante o processo de fundição: Inclusão da areia do molde nas paredes internas ou externas da peça. Defeitos de composição da liga metálica que causam o aparecimento de partículas duras indesejáveis no material. Rechupe Porosidade, ou seja, existência de buraquinhos dentro da peça.
16 Cristalização Consiste no aparecimento das primeiras células cristalinas unitárias, que servem como núcleos, para o posterior desenvolvimento ou crescimento dos cristais, dando, finalmente, origem aos grãos definitivos e à estrutura granular típica dos metais. Esse crescimento dos cristais não se dá, na realidade, de maneira uniforme, ou seja, a velocidade de crescimento não é a mesma em todas as direções, variando de acordo com os diferentes eixos cristalográficos; no interior de um molde, o crescimento é limitado pelas paredes deste.

17 Como resultado, os núcleos metálicos e os grãos cristalinos resultantes adquirem os aspectos representados na figura a seguir. Dentrita originada na solidificação (a); aspecto típico da seção de um lingote (b); efeito dos cantos na cristalização (c).

18 CONTRAÇÃO DE VOLUME: contração líquida contração de solidificação contração sólida
19 A contração é expressa em porcentagem de volume. No caso dos aços fundidos, por exemplo, a contração linear, devida à variação de volume no estado sólido, varia de 2,18 a 2,47%, o valor menor correspondendo ao aço de mais alto carbono (0,90%). No caso dos ferros fundidos - uma das mais importantes ligas para fundição de peças - a contração sólida linear varia de 1 a 1,5%, o valor de 1 % correspondendo a ferro fundido cinzento comum e o valor 1,5% (mais precisamente de 1,3 a 1,5%) ao ferro nodular. Para os outros metais e ligas, a contração linear é muito variada, podendo atingir valores de 8 a 9% para níquel e ligas cobre-níquel.
20 Variação de volume durante a solidificação. A maioria dos materiais metálicos apresenta redução de volume (-), mas alguns apresentam expansão (+).

21 Solução para problemas de contração em peças:
22 Concentração de impurezas - segregação Isto pode ocorrer devido à segregação, durante o processo de solidificação. Em ligas, os elementos com mais baixo ponto de fusão se concentram no líquido, sendo assim, a última região a solidificar é mais rica nesses elementos. O caso mais geral é o das ligas ferro-carbono, que contêm, como impurezas normais, o fósforo, o enxofre, o manganês, o silício e o próprio carbono. Ao solidificar, entretanto, algumas das impurezas são menos solúveis no estado sólido: P e S, por exemplo, nas ligas mencionadas. Assim sendo, à medida que a liga solidifica, esses elementos vão acompanhando o metal líquido remanescente, indo acumular-se, pois, na última parte sólida formada.
23 O inconveniente dessa segregação é que o material acaba apresentando composição química não uniforme, conforme a secção considerada, e conseqüentes propriedades mecânicas diferentes. Como as zonas segregadas se localizam no interior das peças, onde as tensões são mais baixas, as suas conseqüências não são muito perniciosas, devendo-se de qualquer modo, evitar uma grande concentração de impurezas, quer pelo controle mais rigoroso da composição química das ligas, quer pelo controle da própria velocidade de resfriamento.
24 Desprendimento de gases Esse fenômeno ocorre principalmente nas ligas ferro-carbono. O oxigênio dissolvido no ferro, por exemplo, tende a combinar-se com o carbono dessas ligas, formando os gases CO e CO2 que escapam facilmente à atmosfera, enquanto a liga estiver no estado líquido. A medida, entretanto, que a viscosidade da massa liquida diminui, devido à queda de temperatura, fica mais difícil à fuga desses gases, os quais acabam ficando retidos nas proximidades da superfície das peças ou lingotes, na forma de bolhas. Em aços de baixo carbono, na forma de lingotes a serem forjadas ou laminadas, as bolhas não são prejudiciais, pois elas, às temperaturas de conformação mecânica, principalmente para a fabricação de chapas, têm suas paredes soldadas. A rigor, essas bolhas podem ser até mesmo desejáveis.
25 TIPO DE MOLDE UTILIZADO. Podem ser classificados pela força ou pressão usada para preencher o molde com o metal líquido (por gravidade ou por pressão). Tipo de Força Por Gravidade Por Pressão Tipo de Molde Areia verde (Molde descartável) Em Casca (Shell Molding) Cera perdida Coquilha Molde permanente
26 ETAPAS DO PROCESSO DE FUNDIÇÃO: 1. Confecção do Modelo 2. Confecção do Molde 3. Confecção do Macho 4. Fusão 5. Vazamento 6. Desmoldagem 7. Rebarbação e Limpeza 8. Controle de Qualidade
27 SELEÇÃO DO PROCESSO 1. Quantidade de peças a produzir; 2. Projeto da fundição; 3. Tolerâncias requeridas; 4. Grau de complexidade; 5. Especificação do metal; 6. Acabamento superficial desejado; 7. Custo do ferramental; 8. Comparativo econômico entre usinagem e fundição; 9. Limites financeiros do custo de capital; 10. Requisitos de entrega.
 é feita por areia-base que pode ser silica (SiO2), cromita ou zirconita, mais argila (como aglomerante) e")
28 AREIA VERDE: É chamado de areia verde porque a mistura mantém sua umidade original, ou seja, o molde formado pela mistura não passa por processo de secagem. A composição do agregado granular refratário (molde) é feita por areia-base que pode ser silica (SiO2), cromita ou zirconita, mais argila (como aglomerante) e água.
29 Processo de Moldagem em areia Verde podem ser dividido em Moldagem Manual e Mecânica. Manual: Geralmente utilizados em peças de grande porte, ou em pequenos lotes de peças, onde não se justifica investimentos na mecanização. Mecânica: Geralmente utilizados em peças de pequeno e médio porte produzidas em grande serie. Moldagem por impacto: Neste processo o molde com areia é elevado e cai em queda livre, sofrendo impacto que comprime a areia, sendo a operação repetida por diversas vezes. Moldagem por Compressão: a reia é comprimida numa prensa (a ar comprimido ou Hidráulica), sendo que a maior compactação dá-se na parte superior do molde. Moldagem por Compressão vibratória ou impacto: além da pressão, é aplicada também vibração a mesa onde se localiza a caixa de moldagem.
30 ETAPAS DA MOLDAGEM em Areia Verde: 1- A caixa de moldar é colocada Sobre uma placa de madeira ou chão. O modelo, coberto com talco ou grafite para evitar aderência da areia, é colocado no fundo da caixa. A areia é compactada sobre o modelo manualmente ou com auxilio de marteletes automáticos. 2- Esta caixa, chamada de caixa fundo, é virada de modo que o modelo fique para cima

31 ETAPAS DA MOLDAGEM 3- Em outra caixa de moldar, chamada de Caixa- tampa, é posta sobre a primeira Caixa. Em seu interior são colocados o Massalote e o canal de descida. Enche-se a caixa com areia que é compactada.

32 ETAPAS DA MOLDAGEM 4- O canal de descida e o massalote São retirados e as caixas são separadas.

33 5- Abre-se o corpo de vazamento na caixa-tampa. 6 - Abre-se o canal de distribuição e canal de entrada na caixa-fundo e retira-se o modelo. 7- Se há machos, são colocados nesta etapa. Coloca-se a caixa de cima sobre a caixa de baixo. Para prender uma na outra, usamse presilhas o grampos.

34
35 AREIA VERDE AS VANTAGENS DO PROCESSO SÃO: 1. Tem o mais baixo custo dentre todos os métodos; 2. Facilidade de reparo dos moldes; 3. Equipamentos mais simples. AS DESVANTAGENS SÃO: 1. A areia natural é normalmente heterogênea, ou seja, sua composição varia para cada parte, influenciando na qualidade das peças; 2. Acabamento superficial inferior; 3. Maior deformação do molde (erosão) com peças de maior tamanho.
36 Regra gerais para projeto de massalote.
37 EXERCÍCIO. Elabore o projeto de fundição de alumínio das peças abaixo. Determine o módulo de resfriamento, Massalote; Pescoço.
38 EXERCÍCIO-02. Elabore o projeto de fundição para a peças abaixo: Liga : Alumínio. Determine: Escolha a linha de fechamento: Determine o sobremetal na região de usinagem: Volume do produto: Área: Módulo de resfriamento: diâmetro do Massalote: Pescoço: Seção de ataque.
39 EXERCÍCIO-02. Elabore o projeto de fundição para a peças abaixo: Liga : Alumínio. Determine: Escolha a linha de fechamento: Determine o sobremetal na região de usinagem: Volume do produto: Área: Módulo de resfriamento: diâmetro do Massalote: Pescoço: Seção de ataque.

40 EXERCÍCIO. Elabore o projeto de fundição de alumínio do cilindro de freio abaixo. Determine o módulo de resfriamento, Massalote; Pescoço.
41 EM CASCA (SHELL MOLDING ) As resinas empregadas são normalmente do tipo poliéster, ureia formaldeído ou fenol formaldeído. A resina constitui-se de 3 a 10% do molde, sendo o restante constituído de areia-base, que deve ser isenta de argila ou impurezas e ser fina. Quanto mais fina a areia, maior será a permeabilidade da casca.
42 1- Os modelos, feitos de metal para resistir ao calor e ao desgaste, são fixados em placas juntamente com os sistemas de canais e os alimentadores. 2- A placa é presa na máquina e aquecida por meio de bico de gás até atingir a temperatura de trabalho (entre 200 e 250 ºC).
43 3- A placa, que geralmente é pintada com tinta á base de silicone para evitar aderência da casca, é então girada contra um reservatório para evitar uma mistura de areia/resina de modo que o modelo fique envolto por essa mistura.
44 4- O calor funde a resina que envolve os grãos de areia e essa mistura, após algum tempo (±15 segundos), forma uma casca (Shell) com a espessura necessária ( entre 10 e 15 mm) sobre o modelo.

45 5- A cura da casca, ou seja, o endurecimento da resina se completa quando a placa é colocada em uma estufa em temperatura entre 350 e 450 ºC.

46
47 6- Após 2 ou 3 minutos, a casca é extraída do modelo por meio de pinos extratores.
48 AS VANTAGENS DO PROCESSO SÃO: 1. Permite que moldes e machos sejam estocados para uso posterior; 2. Bom acabamento superficial; 3. Estabilidade dimensional do molde; 4. Tolerâncias mais estreitas; 5. Facilidade de liberação de gases durante a solidificação; 6. Mecanizável e automatizável; 7. Adequado para peças pequenas e de formatos mais complexos. AS DESVANTAGENS SÃO: 1. Custo mais elevado em relação à fundição em areia verde; 2. Dimensões mais limitadas em relação à fundição em areia verde.
49 CERA PERDIDA: Também chamada de fundição de precisão, produz peças com peso máximo de 5 kg, formato complexo, melhor acabamento superficial, tolerâncias menores e geralmente sem macho.

50
51 As vantagens do processo são: 1. Produção em massa de peças de formato complexo; 2. Reprodução de detalhes, cantos vivos, paredes finas, etc.; 3. Maior precisão dimensional e melhor acabamento superficial; 4. Utilização de praticamente qualquer liga. As desvantagens são: 1. Peso limitado, máximo 5kg, devido à elevação do custo; 2. Custo se eleva à medida que a peça aumenta de tamanho.
52 FUNDIÇÃO: Molde permanentes Coquilha: Nesse processo, o molde metálico também é enchido apenas pela ação da gravidade. Em geral, a cavidade é aberta e fechada manualmente, entretanto é possível ser mecanizada. Os machos usados podem ser metálicos ou de areia caso em que, por sua complexidade, seria difícil retirá-los da peça pronta.
53 Exercícios Fundição EXERCÍCIO: 1- Cite dois tipos de moldes destrutivos? 2- Qual a diferença entre moldes de areia e moldes permanentes? 3- Explicar porque é necessário prever a contração em peças fundidas? 4- Cite as etapas para obtenção de um produto fundido. 5- Preencha os nomes indicação nos balões:
54 FUNDIÇÃO: Molde permanentes Sob pressão consiste em forçar o metal liquido, sob pressão, a penetrar na cavidade do molde. Devido a pressão e alta velocidade de enchimento, possibilita a fabricação de peças com geometria complexas e pequenas espessura de parede.
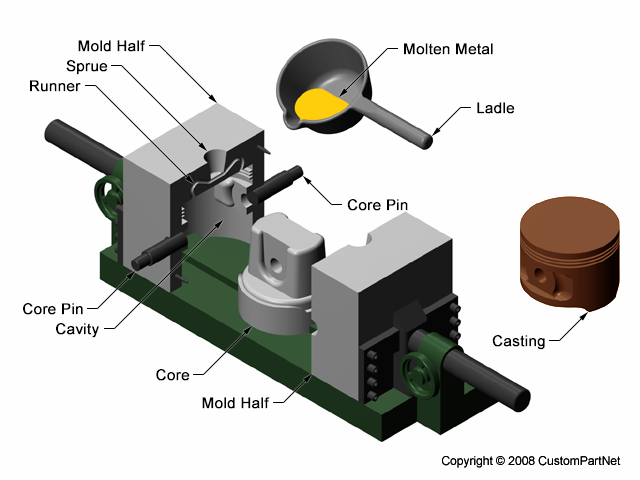
55 Molde Permanente
56 Molde Permanente São utilizados moldes metálicos de ligas de aço ou ferro fundido, cuja vida útil permite a fundição de até 100 mil peças. Mas sua utilização está restrita a ligas metálicas com ponto de fusão mais baixo que ligas de aço, como chumbo, zinco, alumínio, magnésio, bronze e ferro fundido.
57 Molde Permanente
58 Molde Permanente As vantagens do processo são: 1. Alta capacidade de produção; 2. Grande automação do processo. As desvantagens são: 1. Não permite materiais com alto ponto de fusão; 2. Dimensões e pesos limitados; 3. A produção deve ser grande para compensar o custo do molde; Retenção de ar no interior da matriz, gerando peças incompletas e porosas.

59 Molde Permanente (Injeção)

60 Molde Permanente (Injeção)
61 Molde Permanente (Injeção) As vantagens do processo são: 1. Possibilidade de produção de peças mais complexas em relação ao molde permanente por gravidade; 2. Possibilidade de peças com paredes mais finas; 3. Alta produção e automatização no processo. As desvantagens são: 1. Limitações de materiais; 2. Limitação de peso e dimensões; 3. A produção deve ser grande para compensar o custo da máquina.

62
63 Exercícios: 1. Quais as vantagens da moldagem em areia seca sobre a moldagem em areia verdes? 2. Explicar por que é necessário prever sobre metal nos projetos das peças a serem fundidas? 3. Discutir a necessidade de alimentadores nos moldes de fundição? 4. Porque se usam machos na fundição de peças? 5. Em que casos a fundição por centrifugação é usada? 6. Qual a diferença entre molde de areia e molde permanente? 7. Quais são os efeitos que o fenômeno da contração, durante a solidificação, pode causar em peças fundidas?
64 FUNDIÇÃO POR MOLDE PERMANENTE Os processos de fundição por molde permanente usam moldes metálicos para a produção das peças fundidas. Vida útil de um molde metálico permite a fundição de até 100 mil peças. A utilização dos moldes metálicos está restrita aos metais com temperatura de fusão mais baixas do que o ferro e o aço. Ligas com chumbo, zinco, alumínio, magnésio, certos bronzes e, excepcionalmente, o ferro fundido. Restrição devido as altas temperaturas necessárias à fusão do aço podem danificariam os moldes de metal. Os moldes permanentes são feitos de aço ou ferro fundido ligado, resistente ao calor e às repetidas mudanças de temperatura. Moldes feitos de bronze podem ser usados para fundir estanho, chumbo e zinco.
65 Comparados com peças fundidas em moldes de areia, apresentam: Maior uniformidade Melhor acabamento de superfície Tolerâncias dimensionais mais estreitas Melhores propriedades mecânicas. Limitações: Limitado a peças de tamanho pequeno e produção em grandes quantidades Moldes permanentes nem sempre se adaptam a todas as ligas metálicas e são mais usados para a fabricação de peças de formatos mais simples, porque uma peça de formas complicadas dificulta não só o projeto do molde, mas também a extração da peça após o processo de fundição.
66 O processo de Fundição sob pressão pode ser dividido da seguinte maneira: Fundição Sob pressão em câmara quente; Fundição sob pressão em câmara fria horizontal Fundição sob pressão em câmara fria vertical.
67 MÁQUINA INJETORA Câmara Quente ASPECTOS IMPORTANTE: Força de fechamento; Distância entre colunas; Abertura máxima e mínima; Posição de injeção; Pressão de injeção; Diâmetro de pistão.
68 MÁQUINA INJETORA Câmara Fria

69 FUNDIÇÃO
70 Placa máquina injetora
71
72 Aplicação: Linhas automobilísticas; Equipamentos eletroeletrônicos; Material bélico; Brinquedos; Eletrodomésticos. Vantagens: Alta produtividade; Maior precisão dimensional; Excelente acabamento superficial; Redução de trabalhos de usinagem. Desvantagens: Elevado custo da máquina injetora; Elevado custo das matrizes e de sua manutenção; Restrições quanto ao tamanho da peça e suas espessuras.
73
74 Estudo desenho do produto.
75 Escolha da linha de rebarbas ou linha de fechamento : Analise de inclinação extração utilização de mecanismos:

76 Direção de abertura do Molde Superfície de fechamento Linha de fechamento
77 Linha de fechamento
78
79 Escolha da linha de rebarbas : ângulos de extração posição bolsas e canal de injeção.
80 Cavidades: gaveta Produto Molde
81 Sistemas por colunas inclinadas

82 Sistemas Hidráulico. Cavidade Cálculo força Atuador Hidráulico: Força= área superfície x φ Onde: φ = 50 kgf/cm 2 Atuador
83 Determine a Força necessária para o atuador extrair o macho no produto injetado: O produto contem 20 postiços. Peça -01
84 Determine a Força necessária para o atuador extrair o macho no produto injetado: Peça -02
85
86 Bucha de Injeção Placa base Superior Placa base Inferior Espaçador Placa extratora
87 Bucha Guia Coluna Guia
88 Canais de distribuição e ataque iguais com peças diferentes. Tempos de enchimento diferentes. Cavidades Cavidades A A B B
89 Peças iguais com Canal dividindo
90 Simulação Preenchimento do produto
91 Regra dimensionamento dos canais de distribuição: Determine o valor do Ataque. Distribuição. Ataque [1] Distribuição [2] 2 x ataque[1] Distribuição [3] 2,005 x distribuição[2] Distribuição [4] 2,005 x distribuição[3]
92 Exercício: Material: Alumínio. Máquina injetora: Câmara Fria Ø pistão 40mm Peso injeção 0,8 KG Pressão de Fundição 143 Mpa Área de Fundição 104 cm 2 Determine: Canais de alimentação; Ataque; Força de injeção; Taxa de ocupação na bucha de injeção
93 Profundidade: Bolsa: 4mm Ataque bolsa: 1,5mm
94 FORÇA DE INJEÇÃO: P = F A onde: P = pressão no sistema [Kgf/cm 2 ] A = Área da seção do pistão [cm 2 ] F = Força gerada [Kgf] 1 Kn = 101,97 Kgf A g = Q a V g x t Onde: A g = área do ataque. [cm 2 ] Q a = Volume do produto. [cm 3 ] V g = Velocidade de enchimento [cm/s] t= Tempo de enchimento [s] Q g = V g x A g Onde: Q g = Vazão do canal de ataque [cm 2 /s] Exercício: Qual a pressão de injeção em uma máquina injetora que tem força de injeção de 280 kn quando utiliza uma ponta de pistão de 60 mm de diâmetro.
95 DESLOCAMENTO DO FLUIDO: Fluxo Laminar < 2000 Fluxo de transição 2000 a 2400 Fluxo Turbulento >2400 V f = α p 2g.h (perda de velocidade) V = velocidade [s] G = 980 g/cm 2 ɣ = densidade do material [2,7g/cm 3 ] V = Velocidade de enchimento [cm/s] A = Área do Ataque [cm 2 ] Q = Vazão [cm 3 /s ] α p = constante Canal de ataque = Peso da peça + bolsas [g] ɣ x t x V Q = V x A
96 Relação entre espessura da peça e tempo de enchimento. Espessura de parede [mm] Tempo de enchimento [s] 1,5 0,01 0,03 1,8 0,02 0,04 2,0 0,02 0,06 2,3 0,03 0,07 2,5 0,04 0,09 3,0 0,05 0,10 3,8 0,05 0,12 5,0 0,06 0,2 6,4 0,08 0,3 Tempo de enchimento: Segundo G. Lievy t = 0,005 x e 2 Relação entre espessura e velocidade no Ataque. Espessura de parede [mm] Tempo de enchimento [m/s] 0, ,27 a 1, ,90 a 2, ,54 a 2, ,85 a 3, ,56 a 5, , Onde: e = espessura da peça
97 Determine a linha de fechamento do produto abaixo.
98
99
100 Determine: 1- Analise a peça e determine onde será feito a linha de fechamento; 2- Calcule o peso do produto; 3- determine a força de fechamento necessária para suportar uma pressão de injeção de 135 MPa.
101 Exercício: Uma empresa tem a sua disposição uma máquina injetora câmara fria, com pressão de fundição de 99 MPa e força de fechamento de 2200 kn. Pretende produzir duas peças por tiro, sua capacidade de injeção de 1,5 kg; 2,2 kg e 2,6 kg com os respectivos pistões 50; 60 e 70mm de diâmetro. Neste projeto deve ser considerado três bolsas nas seguintes dimensões 10x30x50 no produto. A velocidade de enchimento 38 m/s. Determine: a) A peça pode ser produzida pela máquina injetora? b) Qual o diâmetro do pistão a ser utilizado? c) Dimensionamento do ataque? d) Qual o tempo de enchimento?
102 Exercício: Complete o balões com seus respectivos nomes. Bucha de Injeção Placa base Superior Placa base Inferior Espaçador Placa extratora
103 Bucha de Injeção máquina injetora câmara fria.
104 Colunas e buchas guias.

105 PINO EXTRATOR

106 Colunas e buchas guias placa extratora

107 Complete a tabela abaixo: Furo H7 f7 m6 6 mm 10 mm 18 mm

108 Alojamento dos parafusos em placas
109 CLASSE DE PARAFUSOS: Determine a quantidade e diâmetro nominal dos parafusos, para fixar a cavidade do molde permanente utilizado em uma máquina com seguintes características: Máquina injetora câmara fria, com pressão de fundição de 159 Mpa e força de fechamento de 4500 kn capacidade de injeção de 2,6 kg com pistão diâmetro 60mm. Dado um produto somando canal de injeção e bolsas uma área total de 205cm 2 e pressão de fundição de 80Mpa. Classe de resistência Tensão de tração nominal N/mm 2 Tensão de deformação não proporcional nominal N/mm
110
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
Acesse:
 Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Estrutura Cristalina dos Metais
 Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMAS DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMAS DE AULAS TEMA 15/02 Apresentação : Princípios
Fundição: um bom começo
 Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
PROCESSO de FUNDIÇÃO
 PROCESSO de 1 I n t r odu ção Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida.
PROCESSO de 1 I n t r odu ção Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida.
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Processo de Fabricação I. Fundição. Prof.: João Carlos Segatto Simões
 Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Rechupe ou marcas de chupagem
 Rechupe ou marcas de chupagem Introdução: Solidificação dos aços Após a etapa de refino, o aço está pronto para ser vazado e solidificado. Esta etapa de solidificação chama-se lingotamento, o qual pode
Rechupe ou marcas de chupagem Introdução: Solidificação dos aços Após a etapa de refino, o aço está pronto para ser vazado e solidificado. Esta etapa de solidificação chama-se lingotamento, o qual pode
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
NOTAS DE AULAS - I. Disciplina: Manutenção Mecânica
 Jan/203 Módulo: Processo de Fabricação I - FUNDIÇÃO É o processo de fabricação de peças metálicas que consiste essencialmente em encher com metal líquido a cavidade de um molde com formato e medidas correspondentes
Jan/203 Módulo: Processo de Fabricação I - FUNDIÇÃO É o processo de fabricação de peças metálicas que consiste essencialmente em encher com metal líquido a cavidade de um molde com formato e medidas correspondentes
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran. Aula 07 Contração e Alimentação de Peças Fundidas
 dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
Solidificação dos metais após a fusão
 Solidificação dos metais após a fusão Durante o resfriamento podem surgir diferentes descontinuidades no interior da massa metálica. Alguns tipos são removíveis com tratamento térmicos e/ou termo-mecânicos.
Solidificação dos metais após a fusão Durante o resfriamento podem surgir diferentes descontinuidades no interior da massa metálica. Alguns tipos são removíveis com tratamento térmicos e/ou termo-mecânicos.
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Processamento e Manufatura de Metais 1
 Processamento e Manufatura de Metais 1 Prof. Dr. Lucas Freitas Berti Engenharia de Materiais - UTFPR lenberti@gmail.com 1 Aula 10 29/11/2014 Descontinuidades na Fundição Presença Cobrança da presença 3
Processamento e Manufatura de Metais 1 Prof. Dr. Lucas Freitas Berti Engenharia de Materiais - UTFPR lenberti@gmail.com 1 Aula 10 29/11/2014 Descontinuidades na Fundição Presença Cobrança da presença 3
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz
 Prof. Oliveira, Ivanir Luiz") FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Fundição. Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR
 Fundição Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR Fundição de Ferro GUSA PRODUÇÃO DE FERRO O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma
Fundição Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR Fundição de Ferro GUSA PRODUÇÃO DE FERRO O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran. Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais
 Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Disciplina: Projeto de Ferramentais I
 Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
PROCESSOS DE FABRICAÇÃO FUNDIÇÃO
 1 PROCESSOS DE FABRICAÇÃO FUNDIÇÃO 1. Introdução Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da
1 PROCESSOS DE FABRICAÇÃO FUNDIÇÃO 1. Introdução Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017
 Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
LABATS- Laboratório de Aspersão Térmica e Soldagens Especiais. Fundição
 LABATS- Laboratório de Aspersão Térmica e Soldagens Especiais Fundição 1. Introdução. Os processos de transformação dos metais e ligas metálicas em peças para utilização em conjuntos mecânicos são inúmeros
LABATS- Laboratório de Aspersão Térmica e Soldagens Especiais Fundição 1. Introdução. Os processos de transformação dos metais e ligas metálicas em peças para utilização em conjuntos mecânicos são inúmeros
Defeitos de Fundição Porosidades de contração (rechupe)
") Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Fundição de Precisão Investment Casting. Disciplina: Fundição. Aula 15 : Processo de Fundição de Precisão. 01: Introdução
 01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Processos de Macharia
 Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Disciplina: Projeto de Ferramentais I
 Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Generalidades. Metal. Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia
 Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
PROPRIEDADES DOS METAIS LÍQUIDOS
 Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
ZAMAC MEGA ZINCO METAIS
 ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
MOLDAGEM. Prof. Ivanir L. Oliveira. Carga Horária: 4 horas -17 semanas (17 faltas)
") MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
Modelação (Modelagem)
") 2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA
 FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA ÁREA DE MATERIAIS E PROCESSOS DE FABRICAÇÃO FUNDAMENTOS DA METALURGIA DO PÓ Prof. DANIEL DELFORGE ILHA SOLTEIRA, 25 DE AGOSTO
FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA ÁREA DE MATERIAIS E PROCESSOS DE FABRICAÇÃO FUNDAMENTOS DA METALURGIA DO PÓ Prof. DANIEL DELFORGE ILHA SOLTEIRA, 25 DE AGOSTO
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
A precisão e exatidão de medidas, a qualidade e acabamento superficial da peça são fatores amplamente dependentes do molde.
 Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Processos de Fundição do Alumínio. Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017
 Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
PROCESSO DE ESTAMPAGEM. É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio.
 PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
Fundição sob Pressão Die Casting
 Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
MOLDAGEM EM CASCA (Shell Molding)
") MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
Tecnologia e Processos de Fundição. Fundição. Prof. Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR
 Tecnologia e Processos de Fundição Fundição Prof. Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma de metal
Tecnologia e Processos de Fundição Fundição Prof. Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma de metal
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
Fundição. Projetos de Moldes
 Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
NOTAS DE AULAS - I. Disciplina: Manutenção Mecânica I MAME1
 II FUNDIÇÃO Jan/015 Fundição é o processo de fabricação de peças metálicas que consiste essencialmente em preencher com metal líquido a cavidade de um molde, com formato e medidas correspondentes aos da
II FUNDIÇÃO Jan/015 Fundição é o processo de fabricação de peças metálicas que consiste essencialmente em preencher com metal líquido a cavidade de um molde, com formato e medidas correspondentes aos da
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
ELABORAÇÃO DE LIGAS (MÓDULO DE FUNDIÇÃO)
") ELABORAÇÃO DE LIGAS (MÓDULO DE FUNDIÇÃO) Prof. Ivanir L. Oliveira Carga Horária: 3 horas X 16 semanas OBJETIVOS (a) Elaborar ligas de fundição. (b) Analisar e controlar processos de solidificação. ELABORAÇÃO
ELABORAÇÃO DE LIGAS (MÓDULO DE FUNDIÇÃO) Prof. Ivanir L. Oliveira Carga Horária: 3 horas X 16 semanas OBJETIVOS (a) Elaborar ligas de fundição. (b) Analisar e controlar processos de solidificação. ELABORAÇÃO
Revestimentos Odontológicos
 Revestimentos Odontológicos HISTÓRICO: ± 500 AC Roma - Coroas e pontes em ouro. Séc.. 11 Theophilus - Técnica da cera perdida. 1907 - W. H. Taggart - Máquina de fundição utilizando a técnica da cera perdida.
Revestimentos Odontológicos HISTÓRICO: ± 500 AC Roma - Coroas e pontes em ouro. Séc.. 11 Theophilus - Técnica da cera perdida. 1907 - W. H. Taggart - Máquina de fundição utilizando a técnica da cera perdida.
Divisão Clássica dos Materiais de Moldagem
 Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
Existem diversas técnicas e procedimentos empregados visando a manufatura de elementos de. levado em consideração na escolha adequada deste processo.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO DE ELEMENTOS DE MÁQUINAS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
2 - Considerações a respeito do projeto
 2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar