PMR-2202 Introdução a Manufatura Mecânica
|
|
|
- Antônio Azeredo Tuschinski
- 8 Há anos
- Visualizações:
Transcrição
1 PMR-2202 Introdução a Manufatura Mecânica Processos de Junção e Corte Prof. Dr. Gilberto F. M. de Souza Agosto de 2004

2 1. Introdução Processos de junção são empregados para unir dois ou mais componentes, de forma que estes passem a apresentar um movimento de corpo rígido. O termo processo de junção é utilizado para definir um conjunto de métodos empregados para união de duas ou mais peças, tais como os diversos tipos de soldagem, rebitagem, fixação por parafusos e com o uso de adesivos.

3 Empregam-se processos de junção tendo em vista os seguintes pontos: Muitos produtos são impossíveis de serem fabricados como uma peça única; É economicamente viável a manufatura de um produto a partir de vários componentes unidos entre si; Necessidade de execução de atividades de manutenção; Variação de propriedades mecânicas dos materiais que constituem os componentes de um produto dados os requisitos das tarefas a serem executadas.

4

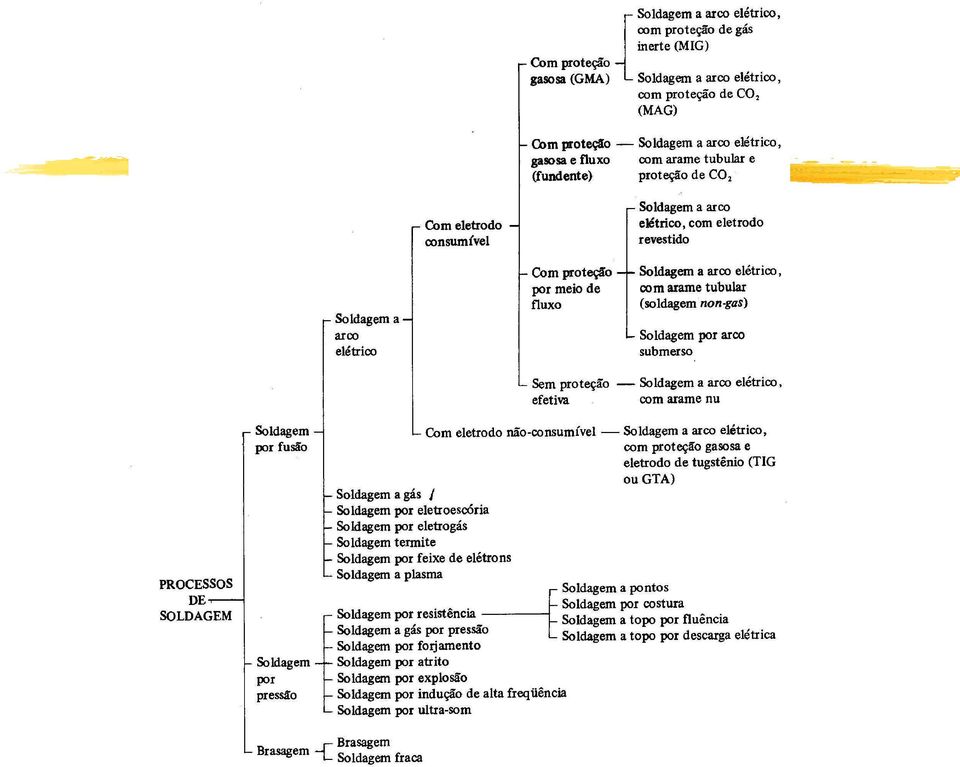
5 Neste texto emprega-se a classificação empregada pela AWS - American Welding Society para definir os processos de junção, os quais são classificados em três categorias: Soldagem; Adesivos; Parafusos e Rebites.

6 Nesta aula serão analisados com maior profundidade os processos de soldagem, apresentados nos capítulos 27, 28, 29 e 30 do livro texto. Recomenda-se a leitura das seções associadas com o projeto e execução das uniões por adesivos e com o uso parafusos, apresentadas no Capítulo 30.

7 2. Soldagem Definição: técnica empregada para a união de dois ou mais componentes de um sistema mecânico ou estrutural, conservando a continuidade física do material e portanto suas propriedades físicas e químicas. Aplicações: componentes mecânicos, estruturas navais e oceânicas, tubulações, vasos de pressão, chassis e carrocerias de automóveis entre outros.

8 Trinca Roda Automotiva Vaso de Pressão Embarcado

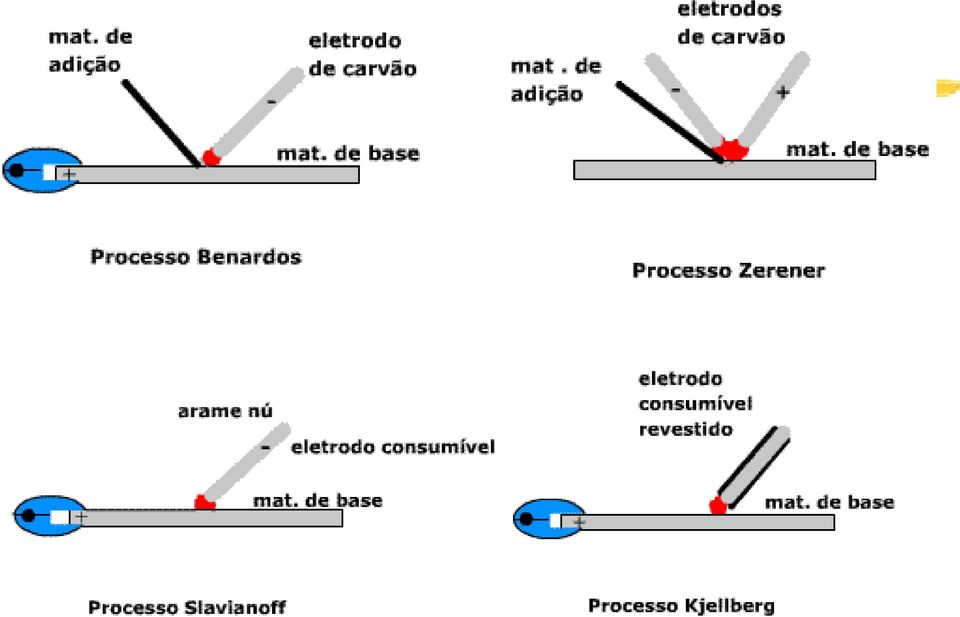
9 Histórico: entre 3000 e 4000 AC - união cobre-ouro e chumboestanho; após a descoberta da energia elétrica tem-se o impluso para o desenvolvimento da soldagem: 1809 Arco Elétrico - Davis 1885 Eletrodo de carvão - Bernardos 1886 Soldagem por resistência elétrica - Thomson 1892 Soldagem de chapas de aço com eletrodo metálico - Slavianoff 1905 Soldagem com eletrodo revestido - Kjellberg

10
11 Importância da soldagem como processo de junção: projetos de uniões simplificadas; redução do peso da estrutura soldada em relação ao peso de estruturas rebitadas e parafusadas; obtenção de estruturas estanques; eficiência mecânica da junta.

12 2.1. Classificação dos Processos de Soldagem Classificação segundo o processo físico: toma por base o mecanismo físico envolvido na soldagem: Soldagem por fusão: processo no qual as partes são fundidas por meio de energia elétrica ou química, sem aplicação de pressão; Soldagem por pressão: processo no qual as duas partes são coalescidas e pressionadas uma contra a outra; Brasagem: processo no qual as partes são unidas por meio de uma liga metálica de baixo ponto de fusão, não havendo fusão do metal base.

13
14 3. Soldagem a Arco Elétrico O calor necessário para a execução da soldagem é obtido por meio de energia elétrica. O arco elétrico é formado entre o eletrodo e o metalbase, através de uma alimentação de corrente e tensão, contínua ou alternada. A soldagem a arco elétrico é sub-dividida em uma série de processos, descritos na sequência deste texto.

15 3.1. Soldagem a Arco Elétrico com Eletrodos Revestidos O eletrodo consiste em um arame de material com propriedades mecânicas, físicas e químicas compatíveis com as do metal base a ser soldado, coberto com um revestimento fundente, e que é consumido através de um arco gerado entre sua extremidade livre e o metal que se deseja soldar. O arco representa a fonte de energia que é utilizada para promover a fusão das partes.

16
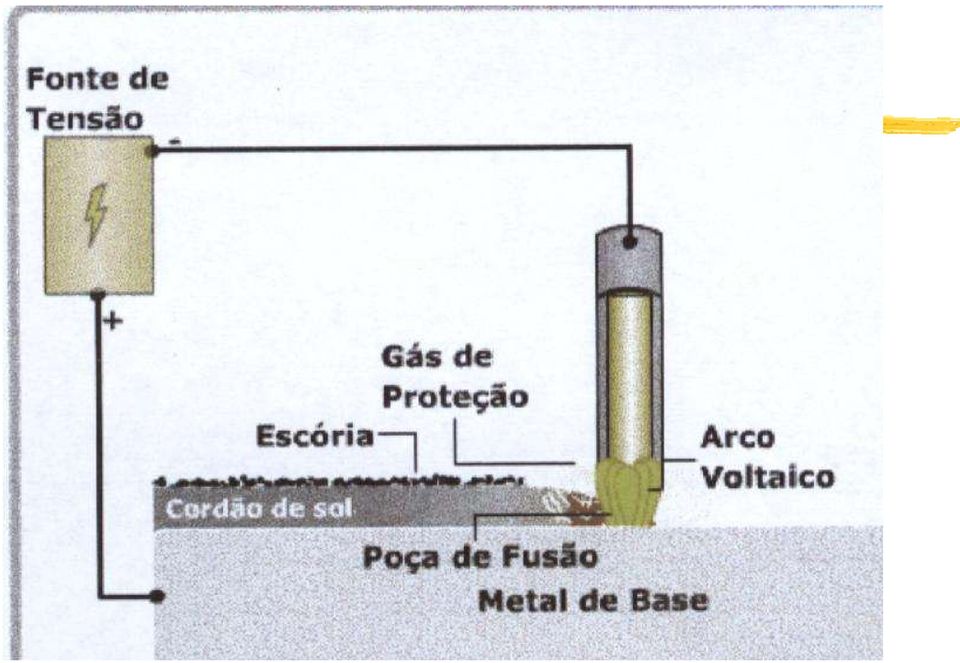
17 O revestimento transforma-se em escória, após a fusão, recobrindo e protegendo a poça de fusão da contaminação atmosférica. As principais funções do revestimento são: Estabilizar o arco e promover a transferência das gotas de metal fundente de modo estável; promover a formação de escória e de gases para proteger a poça de fusão; adicionar elementos de liga ao metal depositado, caso necessário.

18 Capacidade do processo: relativamente simples e versátil, podendo ser empregado com uma grande variedade de tipos de eletrodos. O equipamento é simples, constituindo-se de uma fonte de energia, cabos, porta-eletrodos e do eletrodo propriamente dito. O custo do mesmo é da ordem de $ 1500,00. Muito empregado na fabricação de componentes soldados em geral.

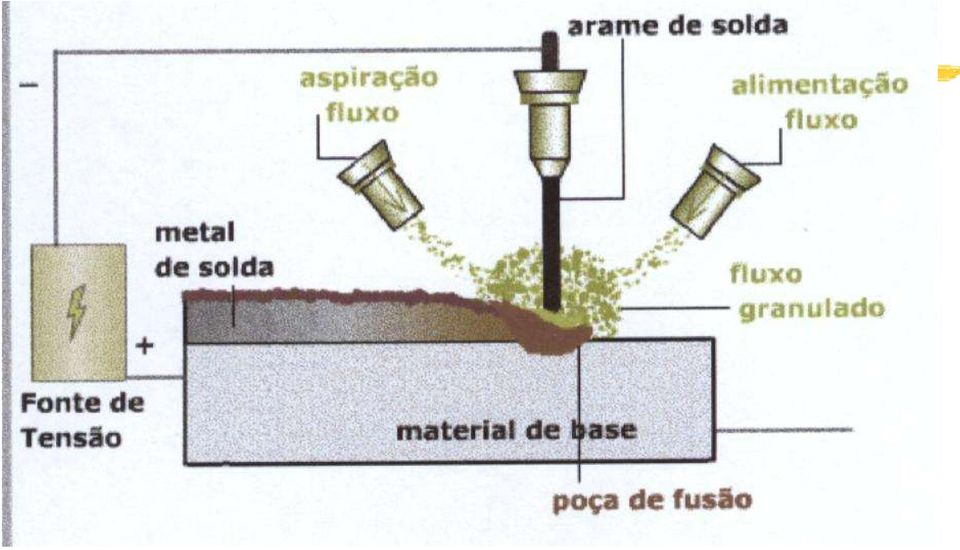
19 3.2. Soldagem por Arco Submerso Processo em que o arco elétrico gerado entre um arame de enchimento e o metal-base permanece sob uma camada de um material fundente, denominado fluxo, o qual tem a função de proteger a poça de fusão dos efeitos da atmosfera. Como o arco e a poça de fusão são totalmente protegidos pelo fluxo, obtém-se um metal depositado de alta qualidade, com poucos respingos.

20
21 Capacidade do processo: tendo em vista que o fluxo é adicionado por efeito da gravidade, o processo é limitado ao uso na posição horizontal ou plana. Como os arames de enchimento normalmente apresentam grandes diâmetros, as correntes de soldagem são de elevada magnitude, o que proporciona penetração bastante profunda, associada a uma alta eficiência de deposição.
22 3.3. Soldagem a Arco Elétrico com Proteção Gasosa A região do arco elétrico e da poça de fusão são protegidas da contaminação atmosférica pelo gás alimentado pela tocha de solda. Os gases mais utilizados para esta finalidade são o hélio, o argônio, o dióxido de carbono (CO2) ou uma mistura destes gases. Os processos de soldagem com proteção gasosa podem utilizar os eletrodos consumíveis e os eletrodos não-consumíveis.
23 No método que utiliza o eletrodo não consumível, o arco elétrico é gerado entre o metal-base e um eletrodo de tungstênio, e a soldagem é executada com ou sem emprego de um metal de enchimento, o qual deve ser introduzido na poça de fusão. O método que utiliza o eletrodo consumível, tem o arco gerado entre o próprio eletrodo e o metal-base.
24 Soldagem com Eletrodo Consumível
25 Soldagem com Eletrodo Não-Consumível
26 O processo MIG, que emprega gás inerte na proteção da poça de fusão, pode ser empregado na soldagem de qualquer tipo de material metálico, incluindo ligas nãoferrosas. Devido ao uso do gás inerte o custo é mais elevado. O processo MAG tem menor custo que o MIG, devido ao uso do CO2, sendo bastante empregado na soldagem de componentes de aço. Pode ter alimentação automática do arame e também do movimento da tocha. Custo do equipamento entre $1000 e $3000.
27 O processo TIG emprega gás inerte para proteção da poça de fusão, usualmente hélio ou argônio (este é empregado preferencialmente), podendo ser utilizada uma mistura destes gases. A soldagem com o processo TIG pode ser executada sem material de enchimento, no caso de chapas finas. Gera uniões soldadas de elevada qualidade e com bom acabamento superficial, sendo recomendado para uniões soldadas em juntas estruturais críticas, com grande variedade de espessura. Empregado na soldagem do alumínio, magnésio e titânio entre outros.
28 3.4. Variáveis Influentes na Soldagem a Arco Elétrico As variáveis mais influentes no processo de soldagem a arco elétrico são: corrente, tensão e velocidade de soldagem. A: condições ideais de soldagem; B: baixa magnitude de corrente; C: alta magnitude de corrente; D: arco muito longo; E: arco muito curto; F: velocidade de soldagem baixa; G: velocidade de soldagem elevada.
29 3.5. Nomenclatura dos Eletrodos Revestidos Os eletrodos revestidos são designados pelo seguinte código: E XXXX Indicação do Indicam o limite de resistência à tração do material do eletrodo tipo de revestimento e de corrente Indicação da posição de soldagem
30 4. Soldagem por Eletroescória A soldagem por eletroescória é um processo no qual o coalescimento do metal-base e do metal de enchimento é provocado pelo calor gerado pelo efeito de resistência elétrica no interior de um escória em fusão. A mistura do metal-base com o material do eletrodo vai-se depositando no fundo da junta, delimitada pelas paredes do metal base e por duas sapatas de cobre, resfriadas a água.
31
32 O processo é empregado para soldagem de seções de grandes espessuras na posição vertical. A eficiência do processo eletroescória é superior ao arco submerso, principalmente para chapas espessas, sendo muito usado na soldagem de equipamentos para a indústria química e naval.
33 5. Soldagem por Eletrogás Neste processo a escória utilizada na soldagem eletroescória é substituída pela blindagem de dióxido de carbono, que tem a função de proteger o arco elétrico, que é gerado entre o arame de enchimento e a poça de fusão, bem como esta última. O gás é introduzido na região de solda por meio de orifícios apropriados existentes na sapata de cobre.
34 Empregado na soldagem de chapas de até 30 mm de espessura, podendo a junta ser executada em um só passe. As tolerâncias no contato das sapatas de cobre são mais brandas, pois elas não têm a função específica de vedar o banho de escória.
35 6. Soldagem por Resistência A soldagem por resistência é um processo no qual as peças a serem unidas são coalescidas pelo calor gerado por efeito de resistência elétrica, quando se passa uma corrente através de um circuito elétrico do qual fazem parte as peças em referência. As partes a serem unidas são mantidas em contato sob pressão.
36 O processo é bastante utilizado na soldagem de chapas finas, sendo subdividido em dois métodos: soldagem por pontos e soldagem por costura.
37 6.1. Soldagem por Pontos Chapas sobrepostas são mantidas em contato por meio de dois eletrodos de cobre, e uma corrente bastante intensa percorre o circuito elétrico em um reduzido intervalo de tempo. Passagem de corrente provoca liberação de calor na interface das chapas. superfícies são As fundidas e a pressão entre elas implica na formação do ponto de solda. eletrodos Ponto de solda
38 6.2. Soldagem por Costura Utiliza-se um par de discos que rolam sobre as chapas. Mediante descargas elétricas intermitentes executa-se a costura desejada. Modificando-se a frequência da descarga elétrica (da ordem de 450 Hz), executa-se a fabricação dos denominados tubos com costura. Obtenção de uma junta totalmente estanque.
39 7. Soldagem a Gás A soldagem a gás, ou com fonte química, é um processo no qual um gás combustível é misturado ao oxigênio e, pela queima da mistura assim formada, consegue-se coalescer o metal-base e o metal de enchimento, executando-se a soldagem. Os gases mais empregados são acetileno, propano e hidrogênio, com nítida predominância do primeiro, sendo que, neste caso, o método é conhecido como soldagem oxiacetilênica.
40 Como o método dispensa o uso da energia elétrica, este é muito empregado em trabalhos de campo, principalmente em atividades de reparo. As características da chama oxiacetilênica variam com a relação da mistura oxigênioacetileno, sendo classificada em três tipos: carburizante ou carbonetante (excesso de acetileno), neutra (relação 1:1) e oxidante (excesso de oxigênio).
41 Tipos de Chama Oxiacetilênica
42 Na combustão do acetileno, supondo-se a formação de chama neutra, ocorrem as seguintes reações no cone interno e no invólucro externo: C 2 H 2 O 2 2CO H 2 2 CO O 2 2 CO 2 2 H 2 O2 2H 2O Cone interno Invólucro externo
43 As temperaturas atingidas em uma chama neutra são inferiores àquelas atingidas na soldagem a arco elétrico, bem como a concentração da chama é menor. A velocidade de soldagem deve ser mais baixa, podendo causar grandes distorções nas peças soldadas. Utiliza-se de material de enchimento, que pode ser revestido, para fornecer proteção adicional à poça de fusão.
44 Os equipamentos básicos para a soldagem oxiacetilênica constituem-se de maçarico de soldagem, garrafas de oxigênio e acetileno, mangueiras, reguladores de pressão e manômetros. O custo destes equipamentos é muito baixo em comparação com o empregado no processo do eletrodo revestido.
45
46 Capacidade do processo: O processo é basicamente manual, sendo portátil, e economicamente atrativo para lotes de reduzido número de peças. Aplicável na soldagem de um grande número de materiais metálicos, tais como aço carbono, níquel, cobre, bronze, latão e ferro fundido. Deve-se regular o tipo de chama em função do material a ser soldado.
47 8. Brasagem Processo de soldagem no qual a união é excutada por meio de uma liga metálica, de ponto de fusão mais baixo que o do metal-base, sendo a junta preenchida por efeito capilar. O metal-base não se funde no processo de soldagem. Para que a ação capilar seja eficiente é necessário que o metal de enchimento tenha uma boa fluidez e que a folga existente na junta seja reduzida, entre 0,05 e 0,13 mm.
48 Utilizam-se dois tipos de metal de enchimento: para brasagem propriamente dita, cuja fusão ocorre a temperaturas superiores a 450 0C, também conhecida como solda forte. para a soldagem fraca ou branca, cuja fusão ocorre a temperaturas inferiores a 450 0C. O metal de enchimento deve apresentar propriedades mecânicas compatíveis com a do metalbase. As ligas de Ag-Cu, o latão e o cobre são utilizadas na brasagem As ligas de Pb-Ag, Bi-Sn e Bi-Sn-Pb são utilizadas na
49 Existem sete formas de execução da brasagem, classificadas conforme o método de aquecimento da junta: Brasagem a arco: emprega o calor gerado por um eletrodo de carvão ou por uma tocha TIG; Brasagem com maçarico: utiliza o calor gerado por um maçarico; Brasagem em forno: utiliza o calor gerado no interior de um forno; Brasagem por indução: utiliza o calor gerado por indução a alta frequência
50
51 Brasagem por resistência elétrica: utliza o calor gerado por uma resistência elétrica; Brasagem em banhos: utiliza um banho químico que provoca a fusão do metal de enchimento; Brasagem com ferro de soldar: utiliza um ferro de soldar apropriado para a fusão do metal de enchimento.
52 Capacidade do processo: o processo de brasagem (solda forte) é empregado quando há necessidade de execução de uniões com geometrias complexas, ou para união de materiais com diferentes composições químicas. A união apresenta distorção reduzida. A resistência da junta é dependente do projeto geométrico da junta e da adesão entre o metal de enchimento e o metal base. Para garantir esta adesão as superfícies precisam estar livres de contaminates.
53 O processo de solda fraca é muito empregado na indústria eletrônica, para fixação de componentes em circuitos impressos. A resistência da união é inferior a de uma junta brasada.
54 9. Soldagem à Plasma Neste processo de soldagem utiliza-se o arco elétrico para obtenção de um plasma, que é um gás ionizado apresentando elevada temperatura, apresentando um mesmo número de elétrons e íons. Este plasma é a fonte de aquecimento da união soldada. O arco é iniciado entre um eletrodo de tungstênio e o próprio metal base ou a própria tocha. Pode ser usado gás inerte na proteção da poça de fusão.
55
56 O processo apresenta grande concentração de energia, pode-se empregar uma maior velocidade de soldagem, permitindo a execução de uniões soldadas com menor distorção. Custo do equipamento entre $3000 e $6000. Pode ser empregado na soldagem dos aços, alumínio e titânio, com ou sem o uso de arame de enchimento.
57 10. Descontinuidades em Juntas Soldadas Apesar dos inúmeros avanços ocorridos nas técnicas de soldagem de estruturas e de componentes mecânicos, ainda não se pode considerar uma junta soldada como uma área livre de defeitos. A aplicação de um ciclo térmico localizado causa variações na estrutura metalúrgica do metal-base na região do cordão de solda. O próprio cordão de solda pode apresentar defeitos, associados com o procedimento de soldagem.
58 10.1. Descrição Metalúrgica da Junta Soldada O material de uma junta soldada pode ser classificado em três regiões distintas: metal-base; zona termicamente afetada; metal de solda. As caraterísticas metalúrgicas e as propriedades mecânicas das duas últimas regiões dependem fortemente do tipo de metal-base, do procedimento de soldagem (incluindo processo de soldagem, metal de enchimento e variáveis do processo).
59
60 10.2. Descontinuidades em Juntas Soldadas junta soldada pode apresentar Uma descontinuidades físicas causadas pela aplicação do ciclo térmico localizado associado a variações da estrutura metalúrgica na região da solda. Estas descontinuidades podem ser causadas pela utilização de um procedimento de soldagem inadequado, incluindo o uso de soldadores não qualificados.
61 Porosidade É caracterizada pela presença de pequenos poros, com formato esférico, no interior do cordão de solda. Estes poros são causados por: devido a presença de gases liberados durante a fusão; pela ocorrência de reações químicas durante a soldagem; pela presença de contaminantes.
62 Causas falta de limpeza; eletrodo com revestimento úmido; elevada magnitude de corrente de soldagem; resfriamento muito rápido, impedindo o escape de gases. Correções limpeza da junta soldada antes e durante a soldagem, removendo contaminantes; manter o eletrodo seco; seleção correta dos eletrodos; melhorar as condições de soldagem, com préaquecimento da união soldada ou aumento do insumo de calor; redução da velocidade de soldagem.
63 Inclusão de Escória Caracterizada pela presença de materiais não pertencentes à composição do metal de solda, tais como óxidos e revestimentos do eletrodo, no interior do cordão de solda. Caso a proteção gasosa não seja efetiva durante a soldagem, pode haver a presença de contaminantes associados ao meio-ambiente.
64 Causas má remoção de escória associada com o cordão executado anteriormente; manejo inadequado do eletrodo, devido a problemas no projeto da junta. Correções melhorar o processo de limpeza da escória entre os passes; vazão adequada de gás de proteção; re-projeto da junta, facilitando a manipulação do eletrodo.
65 Falta de Fusão e Penetração Causas velocidade de avanço elevada; diâmetro de eletrodo inadequado; preparação do chanfro inadequada; corrente de soldagem baixa. Correções mudança da geometria da junta soldada e do tipo de eletrodo; alteração do procedimento de soldagem; aumento do insumo de calor.
66
67 Perfil de Solda O perfil de solda influencia a aparência e a resistência mecânica do cordão de solda. Podem ser classificados em três tipos: cordão sem reforço, causado pelo preenchimento inadequado da junta soldada; mordedura, caracterizada pela presença de um sulco nas laterais do cordão de solda, causando redução na vida em fadiga da junta; reforço do cordão de solda sobre o metal base, causado por procedimento de soldagem inadequado.
68
69 Trincas A presença de trincas é um defeito bastante grave em cordões de solda, pois as mesmas podem progredir sob ação de carregamento cíclico, causando a falha por fadiga da junta. As trincas podem ser classificadas como trincas à quente, que surgem com a junta ainda aquecida, e trincas à frio, que ocorrem após o resfriamento da junta.
70
71 Causas presença de gradientes de temperatura que causam tensões térmicas na junta; diferentes taxas de contração na junta; fragilização da junta soldada por segregação ou por hidrogênio; restrição ao processo de contração da junta Correções mudança na geometria da junta, para reduzir as tensões associadas ao resfriamento; mudança dos procedimentos e seqüência de soldagem (execução de cordões curtos); pré-aquecer a junta soldada; pós-aquecimento da junta, para evitar rápido resfriamento.
72 Tensões e Deformações Residuais Tendo em vista que a soldagem é caracterizada por um ciclo de aquecimento e resfriamento localizado, ocorrem expansões e contrações na região do cordão de solda, que não ocorrem em outras áreas do metal-base. Estas expansões e contrações localizadas causam as tensões e deformações residuais. Em estruturas soldadas esta distribuição é complexa e é influenciada pela rigidez das mesmas.
73
74 11. Qualificação de Procedimento de Soldagem A execução de uma junta soldada exige a aplicação de um procedimento que tenha sido previamente qualificado. Um procedimento de soldagem é constituído por um conjunto de instruções que possibilitam ao operador executar um cordão de solda. Usualmente estes procedimentos especificam o processo de soldagem a ser empregado, a geometria da junta a ser utilizada (incluindo o tipo de chanfro, se necessário), o metal-base e o metal de enchimento a serem utilizados, a posição em que o procedimento de soldagem deve ser executado, a temperatura de pré-aquecimento e inter-passes, a corrente e a tensão de soldagem e a velocidade de soldagem.
75 A qualificação de um procedimento de soldagem envolve: qualificação dos materiais, prevista para verificar as propriedades dos materiais base e de enchimento a serem empregados na junta; qualificação da sequência de soldagem, destinada a qualificar a especificação do procedimento de soldagem, compreendendo a soldagem de amostras, os ensaios e exames de corpos de prova retirados das amostras; qualificação do desempenho, prevista para determinar a habilidade dos soldadores para execução de soldas sem defeitos.
76 Executam-se ensaios destrutivos e não-destrutivos para qualificar uma junta soldada. Os ensaios destrutivos tem por objetivo descrever a resistência mecânica da junta soldada, envolvendo ensaios de tração, flexão, dureza e de resistência à fratura. Adicionalmente verifica-se resistência à corrosão e à fluência. Executam-se também análises metalúrgicas, para caracterizar a estrutura da zona termicamente afetada e do metal de solda. Os ensaios não-destrutivos, empregados com o objetivo de detectar defeitos na junta soldada, envolvem a inspeção visual, radiográfica, por líquido penetrante, por ultrasom ou por partículas magnéticas.
77 A seleção de um procedimento de soldagem deve ser baseada na análise dos seguintes pontos: características do materiais a serem soldados; geometria dos componentes mecânicos ou estruturais a serem soldados, incluindo espessura e tamanho; requisitos de operação da junta, tais como tipo de carregamento e magnitude das tensões geradas; localização e facilidade de acesso à junta soldada; requisitos de aparência do cordão de solda; custos envolvidos na preparação do chanfro, na própria soldagem, e no pós-processamento da união
78 Tipos de Juntas para Soldagem com Arco Elétrico
79 Comparação entre geometrias de juntas soldadas por fusão e por brasagem
80 12. Qualidade na Execução de uma União Soldada Visando a garantia de obtenção de um cordão de solda em conformidade com os requistos de projeto de uma estrutura, devem ser aplicados procedimentos de controle de qualidade em três fases do processo de soldagem, os quais são: Antes da soldagem; Durante a soldagem; Após a soldagem.
81 12.1. Inspeção antes da Soldagem Verificar ambiente de trabalho; Materiais e equipamentos: estado do materiais de consumo, estado da fonte e acessórios; Fabricação e montagem: geometria do chanfro, limpeza da superfície de soldagem, préaquecimento.
82 12.2. Inspeção durante a Soldagem Verificação da sequência de soldagem; Corrente, tensão e velocidade de soldagem; Temperatura inter-passes; Limpeza dos cordões para remoção de escória e verificação superficial das camadas intermediárias; Verificação do eletrodo.
83 12.3. Inspeção após Soldagem
84 Os ensaios não destrutivos usualmente empregados para verificação da qualidade do cordão de solda são:
85 13. Segurança na Soldagem Problemas: radiações perigosas ( ultravioleta e radiação visível), gases de soldagem, choque elétrico, salpicos ; Meios de proteção: óculos, máscaras, isolação do local de soldagem com cortinas protetoras; Uso de alicates (tocha, porta-eletrodo) isolantes; Ventilação, e caso esta não seja eficiente, utilizar respiradores; Protetores da pele, como luvas, aventais e polainas, sapatos de segurança.
86 14. Comparação entre Alguns Processos de Soldagem
87 Comparação entre processos de soldagem a arco elétrico para ligas metálicas
88 15. Processos de Corte Empregados para separar o material base em uma ou mais partes, com geometria pré-definida. São baseados no uso de uma fonte de calor, e classificados conforme esquema abaixo:
89 15.1. Corte a Gás Processo similar a soldagem oxiacetilênica, porém a fonte de calor é empregada para remover um cordão de material bastante estreito. Processo bastante empregado para os aços. O corte a gás do aço baseia-se na reação de oxidação do ferro, que ocorre a altas temperaturas. Fe 1 / 2 O 2 FeO calor 3 Fe 2 O 2 Fe3 O 4 calor
90 Para iniciar o corte, o ponto inicial é aquecido até uma temperatura compreendida entre 800 e 900 oc, instante em que um jato de oxigênio, a alta pressão, é dirigido àquele ponto, provocando a sua oxidação e formando óxido de ferro. Como seu ponto de fusão é baixo, o óxido formado é expelido da região de corte, prosseguindo a operação em direção ao trecho seguinte. O processo pode ser empregado para cortar chapas de até 350 mm, podendo ser empregado para reparos submersos.
91
92 15.2. Corte a Arco Elétrico Baseia-se no mesmo princípio do processo de soldagem a arco elétrico. Pode ser classificado em três tipos: goivagem a arco elétrico, corte a plasma e corte a laser. Na goivagem a arco elétrico o calor é gerado através de um arco elétrico, formado entre um eletrodo de carvão e a peça soldada, sendo que a remoção do material fundido é feita através de um fluxo de ar comprimido pelo interior do eletrodo.
93 No corte a plasma, a geração do calor e a expulsão do material fundido são obtidos pelo jato de gás na forma de plasma. A produtividade do método é elevada, sendo muito empregado para materiais não-ferrosos e para o aço inoxidável. É muito empregado em processos automatizados. O corte a laser é empregado para operações de grande precisão.
94 16. Referências Bibliográficas Kalpakjian, S. Manufacturing Engineering & Tecnology, 4th Edition, Addison Wesley, (capítulos 27,28, 29 e 30) Sítio explorando o item material didático. Okumura, T. ; Taniguchi, C. Engenharia de Soldagem e Aplicações, LTC Livros Técnicos e Científicos, (capítulos 1, 2, 3, 9 e 10).
Características do processo
 SOLDAGEM POR OXIGÁS Processo de soldagem que utiliza o calor gerado por uma chama de um gás combustível e o oxigênio para fundir o metal-base e o metal de adição A temperatura obtida através da chama é
SOLDAGEM POR OXIGÁS Processo de soldagem que utiliza o calor gerado por uma chama de um gás combustível e o oxigênio para fundir o metal-base e o metal de adição A temperatura obtida através da chama é
Processos Construtivos
 Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Processos de fabricação
 Processos de fabricação SOLDAGEM 1 Soldagem: introdução A soldagem está intimamente ligada às mais importantes atividades industriais que existem no mundo moderno: construção naval, ferroviária, aeronáutica
Processos de fabricação SOLDAGEM 1 Soldagem: introdução A soldagem está intimamente ligada às mais importantes atividades industriais que existem no mundo moderno: construção naval, ferroviária, aeronáutica
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais. Definição e princípio de operação:
 Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Corte Plasma. Processo de corte plasma
 Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
SOLDAGEM DOS METAIS CAPÍTULO 1 CLASSIFICAÇÃO DOS PROCESSOS DE SOLDAGEM
 3 CAPÍTULO 1 CLASSIFICAÇÃO DOS PROCESSOS DE SOLDAGEM 4 INTRODUÇÃO À SOLDAGEM DEFINIÇÕES SOLDAGEM: É a operação que visa obter a união de duas ou mais peças, assegurando na junta a continuidade das propriedades
3 CAPÍTULO 1 CLASSIFICAÇÃO DOS PROCESSOS DE SOLDAGEM 4 INTRODUÇÃO À SOLDAGEM DEFINIÇÕES SOLDAGEM: É a operação que visa obter a união de duas ou mais peças, assegurando na junta a continuidade das propriedades
PROCESSOS DE SOLDAGEM
 PROCESSOS DE SOLDAGEM PROCESSOS DE SOLDAGEM SOLDA POR FUSÃO Combinação Gás/Metal Oxi-acetilenico Oxi-hidrogenio Oxigênio com gás metano, propano, natural Ar-acetileno PROCESSOS DE SOLDAGEM SOLDA POR FUSÃO
PROCESSOS DE SOLDAGEM PROCESSOS DE SOLDAGEM SOLDA POR FUSÃO Combinação Gás/Metal Oxi-acetilenico Oxi-hidrogenio Oxigênio com gás metano, propano, natural Ar-acetileno PROCESSOS DE SOLDAGEM SOLDA POR FUSÃO
1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem?
 1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem? (a) Controle de Desempenho de Soldadores e Operadores de Soldagem.. (b) Registro da
1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem? (a) Controle de Desempenho de Soldadores e Operadores de Soldagem.. (b) Registro da
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Universidade Paulista Unip
 Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Período de injeção. Período que decorre do início da pulverização no cilindro e o final do escoamento do bocal.
 CAPÍTULO 9 - MOTORES DIESEL COMBUSTÃO EM MOTORES DIESEL Embora as reações químicas, durante a combustão, sejam indubitavelmente muito semelhantes nos motores de ignição por centelha e nos motores Diesel,
CAPÍTULO 9 - MOTORES DIESEL COMBUSTÃO EM MOTORES DIESEL Embora as reações químicas, durante a combustão, sejam indubitavelmente muito semelhantes nos motores de ignição por centelha e nos motores Diesel,
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
SOLDAGEM DOS METAIS CAPÍTULO 2 SOLDAGEM POR OXI-GÁS
 9 CAPÍTULO 2 SOLDAGEM POR OXI-GÁS 10 SOLDAGEM POR OXI-GÁS (SOLDA A GÁS) A soldagem por oxi-gás é um processo de soldagem por fusão, no qual a união entre os metais é conseguida através da aplicação do
9 CAPÍTULO 2 SOLDAGEM POR OXI-GÁS 10 SOLDAGEM POR OXI-GÁS (SOLDA A GÁS) A soldagem por oxi-gás é um processo de soldagem por fusão, no qual a união entre os metais é conseguida através da aplicação do
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem: - Grande aplicação nas atividades industriais que existem no mundo moderno: construção naval, ferroviária, aeronáutica e automobilística,
Curso de Engenharia de Produção Processos de Fabricação Soldagem: - Grande aplicação nas atividades industriais que existem no mundo moderno: construção naval, ferroviária, aeronáutica e automobilística,
GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS
 01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
AÇOS ESTRUTURAIS. Fabio Domingos Pannoni, M.Sc., Ph.D. 1
 ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
PROCESSOS DE SOLDAGEM
 PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
MEIOS DE LIGAÇÃO DE TUBOS
 MEIOS DE LIGAÇÃO DE TUBOS Ligações rosqueadas; Ligações soldadas; Ligações flangeadas; Ligações de ponta e bolsa; Outras Ligações: - Ligações de compressão; - Ligações patenteadas. 1 Fatores que influenciam
MEIOS DE LIGAÇÃO DE TUBOS Ligações rosqueadas; Ligações soldadas; Ligações flangeadas; Ligações de ponta e bolsa; Outras Ligações: - Ligações de compressão; - Ligações patenteadas. 1 Fatores que influenciam
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais. Terminologia Usual de Soldagem e Símbolos de Soldagem
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2008 Terminologia
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2008 Terminologia
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 5 Tratamento Térmico Tratamento Térmico O tratamento térmico pode ser definido de forma simples como um processo de aquecimento e/ou
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 5 Tratamento Térmico Tratamento Térmico O tratamento térmico pode ser definido de forma simples como um processo de aquecimento e/ou
Aula 17 Projetos de Melhorias
 Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Processo de Soldadura MIG/MAG 131/135 GMAW
 Direcção de Formação Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 GMAW Italo Fernandes EWE / IWE Módulo 1.8 Temas a Tratar - Processos de Soldadura Fio Sólido com Protecção Gasosa Inerte
Direcção de Formação Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 GMAW Italo Fernandes EWE / IWE Módulo 1.8 Temas a Tratar - Processos de Soldadura Fio Sólido com Protecção Gasosa Inerte
TECNOLOGIA DA SOLDAGEM
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO MARANHÃO DEPARTAMENTO DE MECÂNICA E MATERIAIS TECNOLOGIA DA SOLDAGEM Prof. Dr. Kléber Mendes de Figueiredo São Luís 2005 O presente trabalho é uma compilação de
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO MARANHÃO DEPARTAMENTO DE MECÂNICA E MATERIAIS TECNOLOGIA DA SOLDAGEM Prof. Dr. Kléber Mendes de Figueiredo São Luís 2005 O presente trabalho é uma compilação de
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS
 TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
P L A N E J A M E N T O D E P R O C E S S O
 P L A N E J A M E N T O D E P R O C E S S O 3 Planejamento de Procesos de Fabricação O Planejamento do processo é a ligação entre a engenharia do produto e a manufatura. Diz respeito à seleção dos processos
P L A N E J A M E N T O D E P R O C E S S O 3 Planejamento de Procesos de Fabricação O Planejamento do processo é a ligação entre a engenharia do produto e a manufatura. Diz respeito à seleção dos processos
1.1 Objetivo. 1.2 Considerações Iniciais
 1 Introdução 1.1 Objetivo O objetivo deste trabalho é avaliar o desempenho de um reparo em dutos, que utiliza multicamadas metálicas coladas; estudando seu comportamento e propondo modelos numéricos e
1 Introdução 1.1 Objetivo O objetivo deste trabalho é avaliar o desempenho de um reparo em dutos, que utiliza multicamadas metálicas coladas; estudando seu comportamento e propondo modelos numéricos e
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL. Resistência à corrosão dos aços inoxidáveis
 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL Resistência à corrosão dos aços inoxidáveis Formas localizadas de corrosão Os aços carbono sofrem de corrosão generalizada, onde grandes áreas da superfície
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL Resistência à corrosão dos aços inoxidáveis Formas localizadas de corrosão Os aços carbono sofrem de corrosão generalizada, onde grandes áreas da superfície
Detalhes DBC. - Manual versão 1.05 - Junho de 2012. o x i g ê n i o. Máscara de Solda de auto-escurecimento DBC-600 CA 27617.
 DBC o x i g ê n i o Detalhes - Manual versão 1.0 - Junho de 2012 Máscara de Solda de auto-escurecimento DBC-00 CA 21 Manual do Usuário Índice Conteúdo 1) Breve histórico das máscaras 2) Componentes deste
DBC o x i g ê n i o Detalhes - Manual versão 1.0 - Junho de 2012 Máscara de Solda de auto-escurecimento DBC-00 CA 21 Manual do Usuário Índice Conteúdo 1) Breve histórico das máscaras 2) Componentes deste
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
2 Sistema de Lajes com Forma de Aço Incorporado
 2 Sistema de Lajes com Forma de Aço Incorporado 2.1. Generalidades As vantagens de utilização de sistemas construtivos em aço são associadas à: redução do tempo de construção, racionalização no uso de
2 Sistema de Lajes com Forma de Aço Incorporado 2.1. Generalidades As vantagens de utilização de sistemas construtivos em aço são associadas à: redução do tempo de construção, racionalização no uso de
Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG
 Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de
Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Figura 6.1 - Ar sangrado do compressor da APU
 1 Capítulo 6 - SANGRIA DE AR 6.1 - Finalidade e características gerais A finalidade da APU é fornecer ar comprimido para os sistemas pneumáticos da aeronave e potência de eixo para acionar o gerador de
1 Capítulo 6 - SANGRIA DE AR 6.1 - Finalidade e características gerais A finalidade da APU é fornecer ar comprimido para os sistemas pneumáticos da aeronave e potência de eixo para acionar o gerador de
BOLETIM TÉCNICO PROCESSO MIG BRAZING
 O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
SOLDAGEM DOS METAIS CAPÍTULO 11 TENSÕES E DEFORMAÇÕES EM SOLDAGEM
 82 CAPÍTULO 11 TENSÕES E DEFORMAÇÕES EM SOLDAGEM 83 TENSÕES E DEFORMAÇÕES EM SOLDAGEM Nas operações de soldagem, principalmente as que envolvem a fusão dos materiais, temos uma variação não uniforme e
82 CAPÍTULO 11 TENSÕES E DEFORMAÇÕES EM SOLDAGEM 83 TENSÕES E DEFORMAÇÕES EM SOLDAGEM Nas operações de soldagem, principalmente as que envolvem a fusão dos materiais, temos uma variação não uniforme e
bambozzi Manual de Instruções NM 250 TURBO +55 (16) 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.
 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.") bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
OTIMIZAÇÃO DE PARÂMETROS DE SOLDA POR DEPOSIÇÃO SUPERFICIALPOR FRICÇÃO EM LIGA DE ALUMÍNIO AL 7075
 OTIMIZAÇÃO DE PARÂMETROS DE SOLDA POR DEPOSIÇÃO SUPERFICIALPOR FRICÇÃO EM LIGA DE ALUMÍNIO AL 7075 Autores: Gabriel Alvisio Wolfart; Ghisana Fedrigo;.Mario Wolfart Junior Apresentador por trabalho: Gabriel
OTIMIZAÇÃO DE PARÂMETROS DE SOLDA POR DEPOSIÇÃO SUPERFICIALPOR FRICÇÃO EM LIGA DE ALUMÍNIO AL 7075 Autores: Gabriel Alvisio Wolfart; Ghisana Fedrigo;.Mario Wolfart Junior Apresentador por trabalho: Gabriel
bambozzi Manual de Instruções Fonte de Energia para Soldagem MDC 305ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS
 INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
TR Tanque Flash. 1. Termo de garantia. 2. Informações gerais de segurança. 3. Informações de segurança específicas do produto
 1.753.000.080 IM-D176-01 BR Rev.00 TR Tanque Flash Manual de Instalação e Manutenção 1. Termo de garantia 2. Informações gerais de segurança 3. Informações de segurança específicas do produto 4. Informações
1.753.000.080 IM-D176-01 BR Rev.00 TR Tanque Flash Manual de Instalação e Manutenção 1. Termo de garantia 2. Informações gerais de segurança 3. Informações de segurança específicas do produto 4. Informações
Acumuladores hidráulicos
 Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
9. MANUTENÇÃO DE TRANSFORMADORES:
 9. MANUTENÇÃO DE TRANSFORMADORES: 9.1 OTIMIZAÇÃO E MONITORAMENTO DA OPERAÇÃO DOS TRANSFORMADORES Os transformadores são máquinas estáticas que transferem energia elétrica de um circuito para outro, mantendo
9. MANUTENÇÃO DE TRANSFORMADORES: 9.1 OTIMIZAÇÃO E MONITORAMENTO DA OPERAÇÃO DOS TRANSFORMADORES Os transformadores são máquinas estáticas que transferem energia elétrica de um circuito para outro, mantendo
2.5 Sistema de recuperação de energia. Funcionamento em alívio
 Funcionamento em alívio Se o consumo de ar for inferior a descarga de ar do compressor, a pressão da rede aumenta. Quando a pressão da rede atinge o limite superior da pressão de trabalho (pressão de descarga),
Funcionamento em alívio Se o consumo de ar for inferior a descarga de ar do compressor, a pressão da rede aumenta. Quando a pressão da rede atinge o limite superior da pressão de trabalho (pressão de descarga),
PROTEÇÃO DE EIXOS DE BOMBAS CENTRÍFUGAS PELO PROCESSO PTA
 PROTEÇÃO DE EIXOS DE BOMBAS CENTRÍFUGAS PELO PROCESSO PTA Edson Hiromassa Takano 1 Ana Sofia C.M. D Oliveira 2 hiromassa@gmail.com 1 sofmat@ufpr.br 2 1, 2 Departamento de Engenharia Mecânica, Setor de
PROTEÇÃO DE EIXOS DE BOMBAS CENTRÍFUGAS PELO PROCESSO PTA Edson Hiromassa Takano 1 Ana Sofia C.M. D Oliveira 2 hiromassa@gmail.com 1 sofmat@ufpr.br 2 1, 2 Departamento de Engenharia Mecânica, Setor de
bambozzi Manual de Instruções Fonte de Energia para Soldagem MAC 155ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Serviço Nacional de Aprendizagem Industrial Departamento Regional de São Paulo
 Serviço Nacional de Aprendizagem Industrial Departamento Regional de São Paulo Formação Inicial e Continuada (Decreto Federal nº 5154/04 e Lei Federal nº 11741/08) PLANO DE CURSO Área Tecnológica: Metalurgia
Serviço Nacional de Aprendizagem Industrial Departamento Regional de São Paulo Formação Inicial e Continuada (Decreto Federal nº 5154/04 e Lei Federal nº 11741/08) PLANO DE CURSO Área Tecnológica: Metalurgia
bambozzi Manual de Instruções Fonte de Energia para Soldagem MAC 325ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
*Imagens meramente ilustrativas SOLDA ARCO 250. Manual de Instruções www.v8brasil.com.br
 *Imagens meramente ilustrativas SOLDA ARCO 250 Manual de Instruções 1. DADOS TÉCNICOS MÁQUINA DE SOLDA ARCO 250 Modelo V8-Arco 250 Corrente nominal 250A Tensão em vazio máxima 45~48V Ciclo de trabalho
*Imagens meramente ilustrativas SOLDA ARCO 250 Manual de Instruções 1. DADOS TÉCNICOS MÁQUINA DE SOLDA ARCO 250 Modelo V8-Arco 250 Corrente nominal 250A Tensão em vazio máxima 45~48V Ciclo de trabalho
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
Concurso Público para provimento de cargo efetivo de Docentes. Edital 24/2015 ENGENHARIA MECÂNICA Campus Santos Dumont
 Questão 01 O registro representado na Figura 1 é composto por vários componentes mecânicos, muitos deles, internamente à caraça. Peças com essa característica são difíceis de representar em desenhos técnicos,
Questão 01 O registro representado na Figura 1 é composto por vários componentes mecânicos, muitos deles, internamente à caraça. Peças com essa característica são difíceis de representar em desenhos técnicos,
20. CHASSI INFORMAÇÕES DE SERVIÇO DIAGNÓSTICO DE DEFEITOS 20-1 DESCRIÇÃO 20-2 INSPEÇÃO 20-4 INFORMAÇÕES DE SERVIÇO 20-1 DIAGNÓSTICO DE DEFEITOS 20-1
 20. CHASSI INFORMAÇÕES DE SERVIÇO 20-1 DIAGNÓSTICO DE DEFEITOS 20-1 DESCRIÇÃO 20-2 INSPEÇÃO 20-4 INFORMAÇÕES DE SERVIÇO Embora seja possível reparar trincas no chassi por meio de soldagem ou alinhar chassis
20. CHASSI INFORMAÇÕES DE SERVIÇO 20-1 DIAGNÓSTICO DE DEFEITOS 20-1 DESCRIÇÃO 20-2 INSPEÇÃO 20-4 INFORMAÇÕES DE SERVIÇO Embora seja possível reparar trincas no chassi por meio de soldagem ou alinhar chassis
bambozzi Manual de Instruções Fonte de Energia para Soldagem MAC 155ED +55 (16) 3383
 3383") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Introdução Padronização e Definições Tipos e Usos de Parafusoso Introdução Elementos de fixação: Importância Por que estudar elementos de fixação. Papel em projetos
Professor: Leonardo Leódido Sumário Introdução Padronização e Definições Tipos e Usos de Parafusoso Introdução Elementos de fixação: Importância Por que estudar elementos de fixação. Papel em projetos
SOLDADOR DE MATERIAIS METÁLICOS
 SOLDADOR DE MATERIAIS METÁLICOS (Arame Tubular, Eletrodo Revestido, MIG/MAG e TIG) Esquemas de Certificação Maio de 2015 Página 1 de 42 SUMÁRIO Soldador de Materiais Metálicos no Processo Arame Tubular...
SOLDADOR DE MATERIAIS METÁLICOS (Arame Tubular, Eletrodo Revestido, MIG/MAG e TIG) Esquemas de Certificação Maio de 2015 Página 1 de 42 SUMÁRIO Soldador de Materiais Metálicos no Processo Arame Tubular...
Os tratamentos termoquímicos. micos
 Os tratamentos termoquímicos micos Os tratamentos termoquímicos micos Turma 6821 Arthur Galvão, Fábio F Borges, Israel Lima e Vitor Alex Tratamentos Termoquímicos? micos? são os tratamentos que visam o
Os tratamentos termoquímicos micos Os tratamentos termoquímicos micos Turma 6821 Arthur Galvão, Fábio F Borges, Israel Lima e Vitor Alex Tratamentos Termoquímicos? micos? são os tratamentos que visam o
1.OBJETIVO. Os principais objetivos da prática de soldagem com eletrodo revestido são:
 1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
Travas e vedantes químicos
 A U A UL LA Travas e vedantes químicos O mecânico de manutenção de uma empresa de caminhões tentava eliminar, de todas as formas, um vazamento de óleo que persistia na conexão de um manômetro de um sistema
A U A UL LA Travas e vedantes químicos O mecânico de manutenção de uma empresa de caminhões tentava eliminar, de todas as formas, um vazamento de óleo que persistia na conexão de um manômetro de um sistema
Conformação dos Metais Prof.: Marcelo Lucas P. Machado
 Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Soldagem I. Descontinuidades e Inspeção em Juntas Soldas
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Soldagem I Descontinuidades e Inspeção em Juntas Soldas Prof. Paulo J. Modenesi Belo Horizonte, novembro de 2001
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Soldagem I Descontinuidades e Inspeção em Juntas Soldas Prof. Paulo J. Modenesi Belo Horizonte, novembro de 2001
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Siderurgia A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Siderurgia A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um programa
PÓS-GRADUAÇÃO LATO SENSU ENGENHARIA DE SOLDAGEM
 PÓS-GRADUAÇÃO LATO SENSU ENGENHARIA DE SOLDAGEM 1. APRESENTAÇÃO A Pós-graduação em Engenharia de Soldagem propicia a oportunidade de especialização na tecnologia e controle da qualidade da soldagem, além
PÓS-GRADUAÇÃO LATO SENSU ENGENHARIA DE SOLDAGEM 1. APRESENTAÇÃO A Pós-graduação em Engenharia de Soldagem propicia a oportunidade de especialização na tecnologia e controle da qualidade da soldagem, além
Prática sobre ponto de fulgor de combustíveis líquidos
 Química e Energia - Prof. Barbieri ICET Instituto de Ciências Exatas e Tecnologia Quando um corpo combustível é aquecido, atinge diferentes estágios da temperatura, os quais são conhecidos por: Ponto de
Química e Energia - Prof. Barbieri ICET Instituto de Ciências Exatas e Tecnologia Quando um corpo combustível é aquecido, atinge diferentes estágios da temperatura, os quais são conhecidos por: Ponto de
O Processo de Soldagem. Indústria Naval Brasileira
 Pós-Graduação Lato Sensu em Engenharia de Construção Naval / Soldagem O Processo de Soldagem na Indústria Naval Brasileira Professor/Orientador: Aldembar Santos Fernandes. José Carlos Miranda. Maxiam Santos
Pós-Graduação Lato Sensu em Engenharia de Construção Naval / Soldagem O Processo de Soldagem na Indústria Naval Brasileira Professor/Orientador: Aldembar Santos Fernandes. José Carlos Miranda. Maxiam Santos
Produtos Devcon. Guia do Usuário. Kit Devcon para reparo de vazamentos em transformadores a óieo
 1 Produtos Devcon Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo 2 Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo Prefácio 3 Preparação da
1 Produtos Devcon Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo 2 Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo Prefácio 3 Preparação da
Esmeriladora - martelo de soldador - escova metálica - alicate com bloqueador - serra juntas - máscara ou óculos de proteção - luvas.
 FERRAMENTAS NECESSÁRIAS Esmeriladora - martelo de soldador - escova metálica - alicate com bloqueador - serra juntas - máscara ou óculos de proteção - luvas. COMO ESCOLHER OS MATERIAIS NECESSÁRIOS A máquina
FERRAMENTAS NECESSÁRIAS Esmeriladora - martelo de soldador - escova metálica - alicate com bloqueador - serra juntas - máscara ou óculos de proteção - luvas. COMO ESCOLHER OS MATERIAIS NECESSÁRIOS A máquina
CARTILHA DE INSTRUÇÕES TREINAMENTO
 CARTILHA DE INSTRUÇÕES TREINAMENTO Trabalho a quente Prevenção e Combate a Incêndios Movimentação de Cargas CARTILHA DE INSTRUÇÕES TREINAMENTO TRABALHO A QUENTE 03 TRABALHO A QUENTE O que é trabalho a
CARTILHA DE INSTRUÇÕES TREINAMENTO Trabalho a quente Prevenção e Combate a Incêndios Movimentação de Cargas CARTILHA DE INSTRUÇÕES TREINAMENTO TRABALHO A QUENTE 03 TRABALHO A QUENTE O que é trabalho a
PREDIAL AQUATHERM CATÁLOGO TÉCNICO
 PREDIAL AQUATHERM CATÁLOGO TÉCNICO Qualidade Confiança Tradição Inovação Tecnologia ÍNDICE Por que a TIGRE escolheu o Sistema Aquatherm para o Brasil? 05 Características técnicas 06 Instruções de instalação
PREDIAL AQUATHERM CATÁLOGO TÉCNICO Qualidade Confiança Tradição Inovação Tecnologia ÍNDICE Por que a TIGRE escolheu o Sistema Aquatherm para o Brasil? 05 Características técnicas 06 Instruções de instalação
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Estes sensores são constituídos por um reservatório, onde num dos lados está localizada uma fonte de raios gama (emissor) e do lado oposto um
 e do lado oposto um") Existem vários instrumentos de medição de nível que se baseiam na tendência que um determinado material tem de reflectir ou absorver radiação. Para medições de nível contínuas, os tipos mais comuns de
Existem vários instrumentos de medição de nível que se baseiam na tendência que um determinado material tem de reflectir ou absorver radiação. Para medições de nível contínuas, os tipos mais comuns de
Notas de Aula - Ensaio de Dureza
 Notas de Aula - Ensaio de Dureza Disciplina: Ensaios de Materiais // Engenharia Mecânica - UEM 1 de abril de 2008 1 Introdução A dureza é a propriedade mecânica de um material apresentar resistência ao
Notas de Aula - Ensaio de Dureza Disciplina: Ensaios de Materiais // Engenharia Mecânica - UEM 1 de abril de 2008 1 Introdução A dureza é a propriedade mecânica de um material apresentar resistência ao
APLICAÇÃO DO GEOTÊXTIL BIDIM COMO CAMADA ANTI-PROPAGAÇÃO DE TRINCAS NA RODOVIA-386 TRECHO TABAÍ-CANOAS
 APLICAÇÃO DO GEOTÊXTIL BIDIM COMO CAMADA ANTI-PROPAGAÇÃO DE TRINCAS NA RODOVIA-386 TRECHO TABAÍ-CANOAS Autor: Departamento Técnico - Atividade Bidim Colaboração: Eng. Fernando Spinelli Alves AGOSTO 1997
APLICAÇÃO DO GEOTÊXTIL BIDIM COMO CAMADA ANTI-PROPAGAÇÃO DE TRINCAS NA RODOVIA-386 TRECHO TABAÍ-CANOAS Autor: Departamento Técnico - Atividade Bidim Colaboração: Eng. Fernando Spinelli Alves AGOSTO 1997
ILUMINAÇÃO NA ARQUITETURA. Prof. Arq. Minéia Johann Scherer
 ILUMINAÇÃO NA ARQUITETURA Prof. Arq. Minéia Johann Scherer FONTES DE LUZ ARTIFICIAL HISTÓRICO Antes da invenção da lâmpada fogo, velas, lampiões a gás; Primeira lâmpada elétrica Thomas Edson, em 1879;
ILUMINAÇÃO NA ARQUITETURA Prof. Arq. Minéia Johann Scherer FONTES DE LUZ ARTIFICIAL HISTÓRICO Antes da invenção da lâmpada fogo, velas, lampiões a gás; Primeira lâmpada elétrica Thomas Edson, em 1879;
Desumidificador. Desidrat Plus IV Desidrat Plus V
 Desumidificador Desidrat Plus IV Desidrat Plus V Lista de instrução de uso. Painel de controle. Introdução à estrutura. Instrução de Uso. Proteção e Manutenção. Solução de problemas. Referência. Obrigado
Desumidificador Desidrat Plus IV Desidrat Plus V Lista de instrução de uso. Painel de controle. Introdução à estrutura. Instrução de Uso. Proteção e Manutenção. Solução de problemas. Referência. Obrigado
ANEXO I ESPECIFICAÇÕES GERAIS SISTEMA DE AR CONDICIONADO
 ANEXO I ESPECIFICAÇÕES GERAIS SISTEMA DE AR CONDICIONADO 1. OBJETIVO O presente memorial tem pôr objetivo conceituar, definir e apresentar as bases do sistema de ar condicionado que irá atender ao imóvel
ANEXO I ESPECIFICAÇÕES GERAIS SISTEMA DE AR CONDICIONADO 1. OBJETIVO O presente memorial tem pôr objetivo conceituar, definir e apresentar as bases do sistema de ar condicionado que irá atender ao imóvel
PETG DATASHEET. www.vick.com.br
 Pág. 1 / 5 Um plástico que pode ser parafusado, estampado à quente, cortado, facilmente termoformado, ou mesmo dobrado a frio sem lascar, esbranquiçar, rachar ou ficar irregular. É um plástico econômico
Pág. 1 / 5 Um plástico que pode ser parafusado, estampado à quente, cortado, facilmente termoformado, ou mesmo dobrado a frio sem lascar, esbranquiçar, rachar ou ficar irregular. É um plástico econômico
Ensaios Mecânicos de Materiais. Aula 12 Ensaio de Impacto. Prof. MSc. Luiz Eduardo Miranda J. Rodrigues
 Ensaios Mecânicos de Materiais Aula 12 Ensaio de Impacto Tópicos Abordados Nesta Aula Ensaio de Impacto. Propriedades Avaliadas do Ensaio. Tipos de Corpos de Prova. Definições O ensaio de impacto se caracteriza
Ensaios Mecânicos de Materiais Aula 12 Ensaio de Impacto Tópicos Abordados Nesta Aula Ensaio de Impacto. Propriedades Avaliadas do Ensaio. Tipos de Corpos de Prova. Definições O ensaio de impacto se caracteriza
1. Qual a legislação que se aplica em matéria de gases fluorados com efeito de estufa na Região?
 Perguntas Frequentes Gases com Efeito de Estufa 1. Qual a legislação que se aplica em matéria de gases fluorados com efeito de estufa na Região? O Decreto-Lei nº 56/2011, de 21 de abril, que assegura a
Perguntas Frequentes Gases com Efeito de Estufa 1. Qual a legislação que se aplica em matéria de gases fluorados com efeito de estufa na Região? O Decreto-Lei nº 56/2011, de 21 de abril, que assegura a
INFRA-ESTRUTURA PARA INSTALAÇÃO, ATIVAÇÃO E RECUPERAÇÃO DE EILD
 ANEXO 5 Contrato de Fornecimento de Serviços de Exploração Industrial de Linhas Dedicadas EILD entre a BRASIL e a OPERADORA INFRA-ESTRUTURA PARA INSTALAÇÃO, ATIVAÇÃO E RECUPERAÇÃO DE EILD Página 1 de 7
ANEXO 5 Contrato de Fornecimento de Serviços de Exploração Industrial de Linhas Dedicadas EILD entre a BRASIL e a OPERADORA INFRA-ESTRUTURA PARA INSTALAÇÃO, ATIVAÇÃO E RECUPERAÇÃO DE EILD Página 1 de 7
CORTE A PLASMA. Figura 1 Processo Plasma
 CORTE A PLASMA Introdução Desde sua invenção na metade da década de 50, o processo de corte por plasma incorporou várias tecnologias e se mantém como um dos principais métodos de corte de metais. Porém,
CORTE A PLASMA Introdução Desde sua invenção na metade da década de 50, o processo de corte por plasma incorporou várias tecnologias e se mantém como um dos principais métodos de corte de metais. Porém,
FARMACOPEIA MERCOSUL: MÉTODO GERAL PARA A DETERMINAÇÃO DA FAIXA OU TEMPERATURA DE FUSÃO
 MERCOSUL/XLII SGT Nº 11/P.RES. Nº /14 FARMACOPEIA MERCOSUL: MÉTODO GERAL PARA A DETERMINAÇÃO DA FAIXA OU TEMPERATURA DE FUSÃO TENDO EM VISTA: O Tratado de Assunção, o Protocolo de Ouro Preto e a Resolução
MERCOSUL/XLII SGT Nº 11/P.RES. Nº /14 FARMACOPEIA MERCOSUL: MÉTODO GERAL PARA A DETERMINAÇÃO DA FAIXA OU TEMPERATURA DE FUSÃO TENDO EM VISTA: O Tratado de Assunção, o Protocolo de Ouro Preto e a Resolução
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
BENEFICIAMENTO DE SEMENTES. Silvio Moure Cicero. 1. Importância
 16 BENEFICIAMENTO DE SEMENTES 1. Importância Silvio Moure Cicero Em programas de produção de sementes, o processamento representa a etapa final pela o qual o lote poderá adquirir a qualidade que possibilite
16 BENEFICIAMENTO DE SEMENTES 1. Importância Silvio Moure Cicero Em programas de produção de sementes, o processamento representa a etapa final pela o qual o lote poderá adquirir a qualidade que possibilite
1 Introdução simulação numérica termoacumulação
 22 1 Introdução Atualmente o custo da energia é um dos fatores mais importantes no projeto, administração e manutenção de sistemas energéticos. Sendo assim, a economia de energia está recebendo maior atenção
22 1 Introdução Atualmente o custo da energia é um dos fatores mais importantes no projeto, administração e manutenção de sistemas energéticos. Sendo assim, a economia de energia está recebendo maior atenção
NPT 015 CONTROLE DE FUMAÇA PARTE 8 18 ASPECTOS DE SEGURANÇA DO PROJETO DE SISTEMA DE CONTROLE DE FUMAÇA
 Janeiro 2012 Vigência: 08 Janeiro 2012 NPT 015 Controle de fumaça Parte 8 Aspectos de segurança CORPO DE BOMBEIROS BM/7 Versão: 02 Norma de Procedimento Técnico 6 páginas SUMÁRIO 18 Aspectos de segurança
Janeiro 2012 Vigência: 08 Janeiro 2012 NPT 015 Controle de fumaça Parte 8 Aspectos de segurança CORPO DE BOMBEIROS BM/7 Versão: 02 Norma de Procedimento Técnico 6 páginas SUMÁRIO 18 Aspectos de segurança
Solius 61 Manual de Instruções
 Zona Industrial de Avintes, nº 103 4430 930 Avintes, V. N. de Gaia web: www.cirelius.pt e-mail: info@cirelius.pt tel: 227 843 817 fax: 227 843 819 Controlador Solar Solius 61 O controlador Solius 61 dispõe
Zona Industrial de Avintes, nº 103 4430 930 Avintes, V. N. de Gaia web: www.cirelius.pt e-mail: info@cirelius.pt tel: 227 843 817 fax: 227 843 819 Controlador Solar Solius 61 O controlador Solius 61 dispõe
A figura abaixo mostra o esquema básico de uma máquina de solda a ponto por resistência
 132 7. Processo de soldagem por resistência elétrica 7.1 Introdução As soldas a ponto, por costura, por projeção e topo a topo formam um grupo de soldas nas quais o calor necessário para a soldagem é gerado
132 7. Processo de soldagem por resistência elétrica 7.1 Introdução As soldas a ponto, por costura, por projeção e topo a topo formam um grupo de soldas nas quais o calor necessário para a soldagem é gerado
11. NOÇÕES SOBRE CONFIABILIDADE:
 11. NOÇÕES SOBRE CONFIABILIDADE: 11.1 INTRODUÇÃO A operação prolongada e eficaz dos sistemas produtivos de bens e serviços é uma exigência vital em muitos domínios. Nos serviços, como a Produção, Transporte
11. NOÇÕES SOBRE CONFIABILIDADE: 11.1 INTRODUÇÃO A operação prolongada e eficaz dos sistemas produtivos de bens e serviços é uma exigência vital em muitos domínios. Nos serviços, como a Produção, Transporte
Riscos adicionais. Riscos adicionais. Altura COMISSÃO TRIPARTITE PERMANENTE DE NEGOCIAÇÃO DO SETOR ELETRICO NO ESTADO DE SP - 1
 Riscos adicionais Riscos adicionais De altura; De ambientes confinados; De áreas classificadas; De umidade; Condições atmosféricas; Ataque de animais peçonhentos/domésticos. Altura Trabalho em altura é
Riscos adicionais Riscos adicionais De altura; De ambientes confinados; De áreas classificadas; De umidade; Condições atmosféricas; Ataque de animais peçonhentos/domésticos. Altura Trabalho em altura é
PROCESSO DE SOLDAGEM AO ARCO ELÉTRICO. Eletrodo Revestido
 Ltda PROCESSO DE SOLDAGEM AO ARCO ELÉTRICO Eletrodo Revestido Seja bem vindo a BALMER, e. Queremos agradecer a sua visita as nossas instalações e dizer-lhe que o nosso sucesso esta diretamente ligado ao
Ltda PROCESSO DE SOLDAGEM AO ARCO ELÉTRICO Eletrodo Revestido Seja bem vindo a BALMER, e. Queremos agradecer a sua visita as nossas instalações e dizer-lhe que o nosso sucesso esta diretamente ligado ao