Módulo 5 Metodologia para análise de risco: FMEA
|
|
|
- Fátima Sintra Canela
- 8 Há anos
- Visualizações:
Transcrição
1 Módulo 5 Metodologia para análise de risco: FMEA

2 FMEA Failure Mode and Effects Analysis É uma técnica para assegurar que todas as possíveis falhas de um processo ou sistema foram consideradas e analisadas, objetivando sua eliminação com ações preventivas identificadas antes do início da produção ou realização do serviço. É uma ferramenta preventiva que busca evitar a ocorrência de falhas no projeto/processo através da análise das falhas potencias e propostas de ações de melhoria. O objetivo é detectar falhas antes que se produza uma peça e/ou produto/serviço. Sua utilização reduz as chances do produto/serviço ou processo falhar, aumentando a confiabilidade. A área automotiva utiliza muito a FMEA. É uma das técnicas mais utilizadas atualmente em qualidade e em segurança, graças à sua capacidade para determinar a confiabilidade de um sistema. Permite avaliar um sistema e identificar possíveis falhas de cada um dos seus componentes tomados individualmente, bem como prever os efeitos destas falhas e os efeitos sobre os outros componentes do sistema. De preferência, deve ser aplicada na fase de projeto e implementação, mas é de grande utilidade em qualquer momento do ciclo de vida de um sistema.

3 FMEA Histórico Foi desenvolvida pela NASA nos anos 60, sendo utilizada inicialmente pela aviação e desenvolvimento de tecnologia nuclear Posteriormente foi aplicada pela Ford norte-americana dando enfoque à: FMEA de projeto FMEA de processo Utilizada pela indústria de um modo geral onde se destacam as indústrias automobilísticas Aplicação da FMEA: Produtos Serviços Softwares Projeto de máquinas e ferramentas FMEA Análise sistemática dos potenciais modos de falha e seus efeitos sobre a confiabilidade e segurança

4 Metodologia FMEA Tipos de FMEA a) FMEA detalhada ou hardware analisa componentes, vai do específico para o geral b) FMEA funcional focaliza os sistemas, vai do geral para o específico Tipos de eventos para a FMEA a) Eventos iniciadores causam a condição para o efeito b) Eventos habilitadores permitem a condição de risco Desvantagens de FMEA a) Dificuldades de obter taxas confiáveis de falha de componentes b) Não leva em conta as falhas humanas e a ergonomia c) Avalia mal as interfaces operacionais
 Não leva em conta as falhas humanas e a ergonomia c) Avalia mal as interfaces")
5 FMEA Conceitos Vocabulário Problema: é um desvio entre uma situação ideal (resultado esperado) e uma situação real (resultado obtido). Padrão: meta ou objetivo que se quer atingir. Desempenho esperado de um produto/ serviço. Padrão é uma medida de referência. Desvio: inclinação, afastamento ou mudança de direção da situação ideal, ou seja, do padrão. Desvio Padrão: índice de variabilidade de grande valor no estudo de uma distribuição de freqüência. Causa: aquilo que determina um acontecimento. Princípios, motivo, origem, razão, etc. É responsável pela ocorrência da falha. Efeito: resultado de uma ação. Resultado ou produto de falha. Modo: Maneira, forma, método de ocorrência. Defeito: desvio inaceitável da especificação de um atributo ou medida de qualidade. Característica indesejável de um produto ou serviço. Não significa perda da capacidade funcional. Falha: defeito relacionado com a confiabilidade da performance. Falta de capacidade funcional de uma unidade em realizar sua função quando requerida. Análise: decomposição de um todo em suas partes constituintes. Exame de cada parte de um todo. Processo por meio do qual se vai do composto ao simples, dos efeitos às causas. Sistema: conjunto de componentes que realiza uma função dinâmica no produto. Exemplo em um carro: sistema de freio, de ar condicionado, de direção, elétrico, etc.

6 FMEA Conceitos Ações Frente as Falhas Ação de contenção - provisória e interna São ações para amenizar o efeito da falha. Permitem a continuidade das atividades até a análise das causas e implementação das ações corretivas definitivas. Ação corretiva São aquelas ações que atuam na causa-raiz da não-conformidade, eliminando a falha. Ação preventiva São ações que reduzem a probabilidade de uma falha ocorrer. Procuram não deixar a falhar ocorrer, bloqueando a causa das falhas futuras.

7 FMEA Conceitos Pontos Importantes Definição: É uma técnica para assegurar que todas as possíveis falhas de um processo ou sistema foram consideradas e analisadas, objetivando sua eliminação com ações preventivas recomendadas antes do início da produção. Por que FMEA? A FMEA, se feita previamente, permite eliminar as possíveis causas das possíveis falhas. Desta maneira será reduzido o defeito do produto, do sistema ou do processo, melhorando assim a confiabilidade. Pontos importantes da FMEA: Identificar os modos (tipos) de falhas possíveis, hierarquizar falhas Descrever os efeitos, as causas de cada modo de falha e os controles existentes Calcular o risco para cada falha, levando-se em consideração a freqüência de ocorrência, o grau de severidade e probabilidade de detecção Recomendar ações preventivas para as causas de falhas apontadas Reavaliar o índice de risco Reunir informações organizadas (documentação) Identificar cenários possíveis de AAF Análise da Árvore de Falhas Critérios de aplicação: Introdução de novos produtos/processos, alteração significativa no projeto e no processo Transferência de ferramental existente à outra instalação fabril Desenvolvimento ou mudança de fornecedores Existência de problemas de qualidade no processo
 de falhas possíveis, hierarquizar falhas Descrever os efeitos, as causas de cada modo de falha e os controles existentes Calcular o risco para")
8 FMEA Benefícios Redução de falhas no desenvolvimento, na produção e na utilização do produto Prevenção aos invés de detecção Redução do tempo e do custo no desenvolvimento de produtos Fonte de dados para critérios de manutenção Critérios para planejamento e aplicação de inspeções e ensaios Redução do número de recalls Integração entre os departamentos envolvidos Documentação do conhecimento que a empresa tem do produto e de sua fabricação

9 FMEA Grupo de trabalho A FMEA é feita pelas áreas diretamente envolvidas no projeto ou sistema e na produção dos mesmos. O grupo de trabalho deve ser constituído de especialistas diretamente envolvidos no projeto ou no processo. O grupo de trabalho deverá ser formado de 4 a 7 pessoas, escolhidas dentre as áreas interessadas. Pessoas-chave no grupo de trabalho: Desenvolvimento ou projeto do produto/sistema Processos e métodos Qualidade Produção Todo grupo de trabalho para o desenvolvimento de uma FMEA deverá ter um líder ou coordenador, para o melhor desenvolvimento dos trabalhos.

10 FMEA Desenvolvimento Etapas do desenvolvimento da FMEA: COORDENADOR EQUIPE MULTIFUNCIONAL Descrição do Sistema Análise Funcional Análise de Falhas Análise do Risco Ações Preventivas

11 FMEA Desenvolvimento O coordenador e o grupo de trabalho devem definir objetivamente o título e o assunto da FMEA. Deve ser especificado o tipo da FMEA (projeto, processo, sistema, logística, segurança ou outro). A importância da definição e da descrição deve-se à necessidade de identificar o âmbito e a finalidade do trabalho. Para desenvolvimento da FMEA, é recomendável um formulário para registro das informações coletadas durante as diversas etapas da FMEA. Este formulário deverá registrar algumas informações básicas que ajudarão num melhor gerenciamento de atividades futuras.

12 FMEA Exemplo
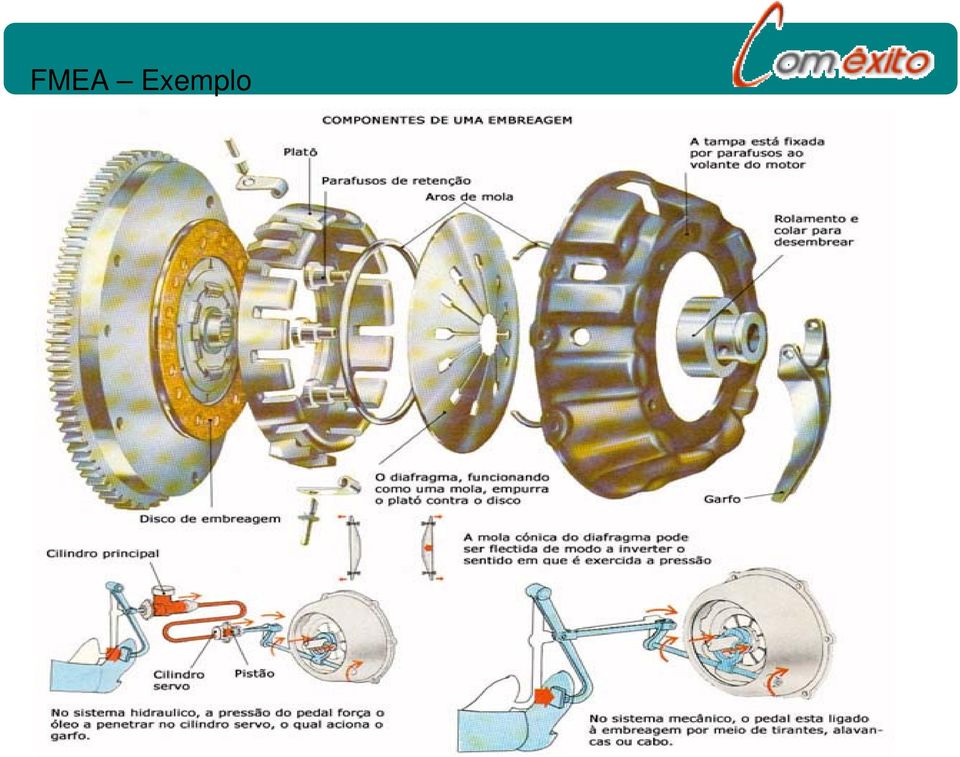
13 FMEA Exemplo de formulário FMEA de Processo FMEA nº 0011 Pag 01 de 01 Produto: Revestimento de embreagem Código: CH6613l Responsável: Aplicação: Embreagens Cliente: VALEO Coordenador: Data FMEA (início) / / Data chave / / Revisão: Data / / Grupo de Trabalho: Processo Função Modo de Falha Efeitos da Falha Severidade Causas da Falha Ocorrência Meios e Métodos de Controles Detecção NPR Ações Recomen dadas Pesp. Prazo Ação Tomada Severidade Ocorrência Detecção NPR GRUPO DE TRABALHO GRUPO DE TRABALHO Responsável Resp. pelo desenvolvimento desenv. E elaboração do FMEA e elaboração do FMEA Indicar o Produto, o Produto, Código, -Aplicação e Cliente Código, -Aplicação e Cliente DATA CHAVE Prazo para conclusão do FMEA DATA CHAVE -Prazo para conclusão do FMEA Responsável pelo Processo -Indicar -Indicar o módulo, o departamento, Engenheiro ou técnico. engenheiro -Coordenador do ou desenvolvimento técnico. coordenador do Do desenvolvimento FMEA do FMEA Indicar: Indicar: -Data de início -Data de início -Nº -Nº da da revisão -Data da -Data da revisão. FMEA Nº utilizado para FMEA Nº utilizado para Identificação e rastrabeilidade identificação Do FMEA e rastreabilidade do FMEA

14 FMEA de processo FMEA de processo é usada por engenheiros e técnicos durante o desenvolvimento de um processo para assegurar que todas as falhas em potencial e sua respectivas causas sejam analisadas e que sejam tomadas as ações preventivas necessárias. Objetivo: Identificar ao longo do fluxo/processo produtivo os riscos de falhas que um produto possa apresentar devido ao seu processo. A FMEA DE PROCESSO ASSUME QUE O PRODUTO, COMO PROJETADO, ATINGIRÁ OS REQUISITOS DO PROJETO.

15 FMEA Modo de falha Modo ou tipo de falha: Descrição do modo ou tipo de falha que o processo pode gerar. É a não-conformidade com os requisitos do projeto, do processo ou do cliente. A descrição do tipo de falha deve ser a mais clara possível, com a característica que se está analisando nos mesmos termos da especificação (desenho, norma, rotina, etc.). Devem ser previstas falhas para características que não necessariamente estejam explícitas nas especificações (desenhos, normas) do tipo: falha de pintura, corrosão, falta de componentes e outras que possam causar algum tipo de descontentamento do cliente. Fontes de informação: Dados históricos de falhas ocorridas em processos e produtos semelhantes Reclamações de clientes Relatórios de produtos devolvidos em garantia (análise de devoluções) Experiência dos membros do grupo de trabalho

16 FMEA Efeito de falha É a conseqüência que a falha acarretará ao produto ou sistema e conseqüentemente ao cliente e usuário. Os efeitos devem ser descritos de forma seqüencial, em termos do que o cliente pode observar desde a ocorrência da falha até o efeito (mais grave).

17 FMEA Grau de severidade É o grau de gravidade do efeito da falha para o cliente Para determinação do grau de severidade, devem ser cuidadosamente analisados os efeitos da falha A determinação do grau de severidade deve ser feita pelo engenheiro ou técnico responsável pelo projeto/processo do produto ou sistema Se disponível, a FMEA de projeto é uma fonte para se obter o grau de severidade, evitando também que haja diferenças entre a severidade constante nas FMEAs de projeto e de processo

18 FMEA Grau de Severidade Efeito Critério - Severidade do Efeito Índice de Severidade Perigoso Sem advertência Perigoso Com advertência Muito alto Alto Moderado Baixo Muito baixo Menor Muito menor Pode por em perigo o operador da máquina ou montador. O modo de falha potencial afeta a segurança na operação do veículo e/ou envolve nãoconformidade com a legislação governamental. A falha ocorrerá sem aviso prévio. Pode por em perigo o operador da máquina ou montador. O modo de falha potencial afeta a segurança na operação do veículo e/ou envolve não-conformidade com a legislação governamental. A falha ocorrerá com aviso prévio. Grande interrupção na linha de produção ou impossibilidade de montagem. Cliente muito insatisfeito. Pequena interrupção na linha de produção ou impossibilidade de montagem. Cliente insatisfeito. Pequena interrupção na linha de produção. Grande parte ou todos os produtos devem ser selecionados. Cliente sente desconforto. Pequena interrupção na linha de produção. Uma parte dos produtos deve ser selecionada. O cliente sente alguma insatisfação. Pequena interrupção na linha de produção. O produto deve ser selecionados e uma parte retrabalhada. Defeito notado pela maioria dos clientes. Pequena interrupção na linha de produção. Uma parte dos produtos deve ser retrabalhada, mas fora da estação de trabalho. Defeito notado pela média dos clientes. Pequena interrupção na linha de produção. Uma parte dos produtos deve ser retrabalhada, dentro da estação de trabalho. Defeito notado por alguns clientes Nenhum Não afeta a performance do produto e não prejudica o processo. 1

19 FMEA Causa da falha A determinação da causa da falha é essencial em um estudo de FMEA, pois é na causa da falha que o grupo irá atuar para determinação das ações recomendadas (preventivas). A causa da falha deve ser corretamente determinada. Caso contrário, as ações recomendadas podem não ter efeito real sobre a ocorrência da falha, causando perdas com investimento e problemas durante a produção (rejeição, re-trabalho, etc.). Deve-se notar que para alguns modos (tipos) de falha podem existir duas ou mais causas. Nestes casos, todas elas devem ser listadas.
. Deve-se notar que para alguns modos (tipos) de falha podem existir duas ou mais causas.")
20 FMEA Ocorrências É a freqüência com que um modo (tipo) de falha ocorre, devido a uma ou várias causas. O índice de ocorrência tem um significado mais importante que apenas seu valor. A única maneira de reduzi-lo é impedir que a causa aconteça. A tabela do próximo slide deve ser utilizada para indicar o Índice de Ocorrência bem como garantir a consistência da formação do NPR (Número de Prioridade de Risco).As taxas de falhas prováveis são baseadas na freqüência de falhas previstas para o processo. Sempre que o Cpk for <1,33 é importante uma análise para a tomada de decisão. Nos processos em que existe a inspeção 100% como operação de rotina, deve-se considerar para determinação do Índice de Ocorrência, as rejeições detectadas na inspeção 100%. A inspeção não diminui a freqüência com que a falha ocorre.

21 FMEA Ocorrências Probabilidade da falha Taxas de falhas possíveis Muita alta: Falhas persistentes 1 em 10 < 0,55 Cpk 1 em 20 0,55 Índice de ocorrência 10 9 Alta: Geralmente associada a processos similares aos anteriores que apresentaram falhas freqüentes Moderada: Geralmente associada a processos similares aos anteriores que apresentaram falhas ocasionais mas não em maiores proporções. Baixa: Associada a processos similares que apresentaram poucas falhas 1 em 50 0,7 1 em 100 0,6 1 em 200 0,94 1 em 500 1,00 1 em ,10 1 em , Remota: Falha improvável. Processos quase idênticos 1 em , em ,67 1
22 FMEA Detecção É a estimativa da probabilidade de detectar a falha no ponto de controle previsto no processo. Na avaliação do índice de detecção, deve-se assumir que a falha ocorreu, independente do índice de ocorrência. Um índice de ocorrência baixo não significa que o índice de detecção também será baixo. A precisão e a exatidão na detecção de falhas estão principalmente nos seguintes pontos: Confiabilidade dos meios de controle utilizados Exatidão do padrão de aceitação Eficácia da inspeção efetuada (amostragem) Existência de procedimentos escritos
23 FMEA Detecção Detecção Totalmente incerta Critério: Probabilidade de um defeito ser detectado antes do próximo controle do processo ou no processo subseqüente, ou antes que a peça ou componente deixem o local de manufatura ou montagem. Controle do projeto não detectará e/ou não poderá detectar causa/mecanismo potencial e modo de falha subseqüente, ou não existe controle do projeto. Índice de Detecção 10 Muito remota Remota Muito baixa Baixa Moderada Moderadamente alta Alta Muita alta Quase certa Chance muito remota de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance remota de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance muito baixa de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance baixa de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance moderada de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance moderadamente alta de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance elevada de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Chance muito elevada de que o controle do projeto detecte causa/mecanismo e modo de falha subseqüente. Controle de projeto quase que certamente detecte potencial causa/mecanismo e modo de falha subseqüente
24 FMEA Número de Prioridade de Risco (NPR) É o produto dos índices de severidade, ocorrência e detecção. Seu objetivo é somente indicar prioridades às ações recomendadas. Para se verificar a necessidade ou não de ações corretivas, devem ser analisados conjuntamente os índices de severidade, ocorrência e detecção. A simples análise ou comparação do risco não é suficiente para esta decisão. Critério de priorização para tomada de Ação Prioridade 0 Item vulnerável e importante Prioridade 1 Item importante e vulnerável Prioridade 2 Item pouco vulnerável. R = S x O x D Requer ações imediatas e/ou preventivas Requer ações corretivas e/ou preventivas a curto praz. Podem ser tomadas ações corretivas e/ou preventivas a longo prazo NPR Alto (acima de 100) Médio (50 a100) Baixo (1 a 50)
25 FMEA Número de Prioridade de Risco (NPR) O NPR é o produto das notas de severidade (S), ocorrência (O) e detecção (D) Este valor deve ser usado para estabelecer as prioridades no projeto (como um Diagrama de Pareto) Para altos NPRs, a equipe deve empreender esforços para reduzir o risco calculado, promovendo ações corretivas. Como prática geral, quando houver uma nota alta de severidade, deve ser dada atenção especial a esta falha independente do valor do NPR.
26 FMEA Exercício Vamos trabalhar um exercício sobre uma empresa de transportes para consolidar os conceitos relacionados a FMEA. O transporte rodoviário de cargas é um segmento essencial ao apropriado funcionamento da cadeia logística e continuamente busca resolver um problema específico pelo uso da FMEA: os atrasos nas entregas. Objetivo Entregar no prazo certo Modo de Falha Atraso na entrega Efeito Em função dos reduzidos níveis de estoques das empresas, o atraso na entrega de mercadorias pode significar a parada da linha de produção e a perda de um cliente. Com base no objetivo apresentado acima, você deve: 1. Calcular o índice de risco para as causas apresentadas no próximo slide 2. Preencher o modelo de formulário para FMEA disponível no nosso site para a causa com maior índice de risco 3. Apontar ações a serem desenvolvidas para as 5 causas com maior índice de risco
27 FMEA Exercício Objetivo Modo de Falha Causa Ocorrência Detecção Efeito Severidade Falha mecânica 4 4 Entregar no prazo certo Atraso na entrega Imprudência Clima Falta de manutenção Condição do veículo Documentação Excesso de peso Legislação Horário de pico Vias inadequadas Insatisfação do cliente, perda da venda, interrupção da produção. 7 7 Acidentes 2 6
28 FMEA Exercício Modelo de Formulário - FMEA Processo: Entrega Código: EM 023 Responsável: Luis Alberto Aplicação: Entrega Cliente: OnTime Coordenador: Setor C Data FMEA (início) 12 / 04 /07 Data chave 17 / 06 / 07 Revisão: Data / / Grupo de Trabalho: Processo Função Modo de Falha Efeitos da Falha Severidade Causas da Falha Ocorrência Meios e Métodos de Controles Detecção NPR Ações Recomend adas Pesp. Prazo Ação Tomada Severidade Ocorrência Detecção NPR Obs. A parte em vermelho, de ações posteriores e reavaliação, não precisa ser preenchida
29 FMEA Resposta do exercício 1 - Calcular o índice de risco para as causas apresentadas: Causa Ocorrência Detecção Severidade Índice de Risco Falha mecânica Imprudência Clima Falta de manutenção Condição do veículo Documentação Excesso de peso Legislação Horário de pico Vias inadequadas Acidentes
30 FMEA Resposta do exercício 2 - Preencher o modelo de formulário para a causa com maior índice de risco: Processo: Entrega Código: EM 023 Responsável: Luis Alberto Aplicação: Entrega Cliente: todos Coordenador: Setor C Data FMEA (início) 12 / 04 /07 Data chave 17 / 06 / 07 Revisão: Data / / Grupo de Trabalho: Processo Função Modo de Falha Efeitos da Falha Severidade Causas da Falha Ocorrência Meios e Métodos de Controles Detecção NPR Ações Recomend adas Pesp. Prazo Ação Tomada Severidade Ocorrência Detecção NPR Entrega entrega Atraso na perda da venda Insatisfação/ Imprudência 3 Treinamento 192 Treinamento/ conscientização XYZ
31 FMEA Resposta do exercício Apontar ações a serem desenvolvidas para as 5 causas com maior índice de risco: Modo de Falha Causa NPR Ação Falha mecânica 12 Controle e melhoria de manutenções programadas Atraso na entrega Imprudência Clima Horário de pico Treinamento/ conscientização Reprogramar entregas, procurar rotas alternativas, comunicação com o cliente Avaliar possíveis rotas alternativas, comunicação com o cliente Vias inadequadas 16 Procurar rotas alternativas
32 Metodologia FMEA Exercício 1. Causa imediata ou condição para o efeito. Deve ser impedida imediatamente. a) falha b) modo de falha c) evento iniciador d) evento habilitador 2. Causa condicional ou contingencial que permite a condição propícia ao risco. Pode-se conviver com a mesma por algum tempo: a) falha b) modo de falha c) evento iniciador d) evento habilitador 3. Um acidente que pode causar uma perda de 500 mil dólares é de gravidade: a) segura b) marginal c) insegura d) Depende do porte da empresa 4. No caso da planilha da FMEA apresentada, risco é: a) probabilidade multiplicada pela gravidade b) probabilidade somada à gravidade c) não se avalia a probabilidade, apenas a gravidade do risco d) não se avalia a gravidade, apenas a probabilidade do risco
33 Metodologia FMEA Resposta do exercício 1. c) evento iniciador 2. d) evento habilitador 3. d) depende do porte da empresa 4. a) probabilidade multiplicada pela gravidade
34 Exemplo de aplicação da metodologia FMEA Ao lado temos um sistema de reação: um vaso de reação (EP1) possui como parâmetro crítico de controle a temperatura, indicada pelo termômetro TG1 e controlada através do transmissor de temperatura TT1 que alimenta de sinal tanto o sensor de temperatura TS1 (aterrado) para acionar o alarme TA1 (no painel de controle da fábrica) como também o controlador automático de temperatura TC1 (também no painel), que por sua vez emite um sinal pneumático para acionamento da válvula de controle TV1 - responsável pela alimentação da água de resfriamento do vaso EP1. Uma válvula de by-pass H1 permite o controle manual da vazão de água. Há ainda uma válvula de alívio RV1 para a segurança do reator. Painel Campo Suprimento de água fria TC1 A/C H1 TV1 TT1 EP1 TS1 TA1 RV1 Retorno da água fria TG1
35 Exemplo - aplicação da técnica de FMEA COMEXITO CONSULTORIA E ENGENHARIA FMEA Número da FMEA Pág Item Sistema de reação com resfriamento Resp. de Projeto Data da FMEA Equipe Preparado por: Data-chave Compo nente Requisitos TV1 - Válvula de controle Modo de Falha Potenci al Falha fechada Falha aberta Efeito Potencial de Falha Perda do resfriamento do vaso Ruptura do vaso Resfriamento do vaso Reação lenta C S L Causa Mecanismo O Controle de D N Ações Recomen Resp E Resultados da Ação E A Potencial de C Proces E P dadas Prazo Ações Tomadas S O D N V S Falha O so T R E C E P S Atual V O T R TA1 TC1 By-pass RV1 Procedimento deve prever que operador seja sempre mantido na sala de controle
36 Exercício Metodologia FMEA Preencha (do seu ponto de vista) as colunas em branco do exemplo anterior. O formulário FMEA semi-preenchido encontra-se disponível no site. COMEXITO CONSULTORIA E ENGENHARIA FMEA Número da FMEA Pág Item Sistema de reação com resfriamento Resp. de Projeto Data da FMEA Equipe Preparado por: Data-chave Compo nente Requisitos TV1 - Válvula de controle Modo de Falha Potenci al Falha fechada Falha aberta Efeito Potencial de Falha Perda do resfriamento do vaso Ruptura do vaso Resfriamento do vaso Reação lenta C S L Causa Mecanismo O Controle de D N Ações Recomen Resp E Resultados da Ação E A Potencial de C Proces E P dadas Prazo Ações Tomadas S O D N V S Falha O so T R E C E P S Atual V O T R TA1 TC1 By-pass RV1 Procedimento deve prever que operador seja sempre mantido na sala de controle

37 Exercício Metodologia FMEA Considere uma prótese de quadril e identifique 2 perigos biológicos que um paciente poderia sofrer: A haste femoral é constituída por uma liga de aço inoxidável, CrNiMo, de acordo com a ASTM F 13 A cabeça femoral alumina é composta por alumina, sílica,óxido férrico, cálcio e magnésio, de acordo com a ISO 6474 e ASTM F O acetábulo cimentado de polietileno é formado por polietileno e um fio de aço inoxidável ASTM F 64 - Polietileno UHMWPE e ASTM F 13 para o fio de aço inoxidável Realize uma FMEA preenchendo as diversas colunas do formulário FMEA que vocês tem em branco disponível no site. Acetábulo cimentado Cabeça femoral Haste femoral
38 Exercício Metodologia FMEA IDENTIFICAÇÃO DOS RISCOS Perigo Identificação de Risco Cond de uso VALORIZAÇÃO/ REAVALIAÇÃO DOS RISCOS Sev Prob. de ocor. Prob. de não det. N P R Aceitabilidade do Risco Redução do Risco/ Comentários Bioin compati bilidade O produto não é fabricado com materiais biocompatíveis Uso nor mal O risco está reduzido ao nível de aceitabilidade O material utilizado na fabricação do produto é de qualidade implantável e biocompatível Alergeni cidade O paciente é hipersensível ou alérgico a alguns dos componentes do produto Uso inade quado do pes soal médi co O risco está reduzido ao nível de aceitabilidade É informado nas instruções de uso que o produto é contra-indicado nestes casos. No rótulo aparecem os materiais de que o produto é composto
39 Fim do Módulo 5
Aplicabilidade das Data: FMEA Falta de Energia Elétrica. 3º SEPAGE - Coren-SP 22/07/2011
 Aplicabilidade das Ferramentas Título da da Palestra: Qualidade Data: FMEA Falta de Energia Elétrica 3º SEPAGE - Coren-SP 22/07/2011 História dos Riscos Construção do Empire State 1930 102 andares Cenário
Aplicabilidade das Ferramentas Título da da Palestra: Qualidade Data: FMEA Falta de Energia Elétrica 3º SEPAGE - Coren-SP 22/07/2011 História dos Riscos Construção do Empire State 1930 102 andares Cenário
Análise do Modo de Falhas e Seus Efeitos
 F-MEA Análise do Modo de Falhas e Seus Efeitos ADPO ADMINISTRAÇÃO DA PRODUÇÃO E OPERAÇÕES 1 F-MEA Failure Mode and Effects Analisys Conceito É uma metodologia analítica utilizada para garantir que problemas
F-MEA Análise do Modo de Falhas e Seus Efeitos ADPO ADMINISTRAÇÃO DA PRODUÇÃO E OPERAÇÕES 1 F-MEA Failure Mode and Effects Analisys Conceito É uma metodologia analítica utilizada para garantir que problemas
FMEA. FMEA - Failure Mode and Effects Analysis (Análise dos Modos e Efeitos de Falha)
") FMEA FMEA - Failure Mode and Effects Analysis (Análise dos Modos e Efeitos de Falha) Técnica auxiliar no projeto de sistemas, produtos, processos ou serviços. Flávio Fogliatto Confiabilidade 1 FMEA - Definição
FMEA FMEA - Failure Mode and Effects Analysis (Análise dos Modos e Efeitos de Falha) Técnica auxiliar no projeto de sistemas, produtos, processos ou serviços. Flávio Fogliatto Confiabilidade 1 FMEA - Definição
FMEA - Análise do Tipo e Efeito de Falha. José Carlos de Toledo Daniel Capaldo Amaral GEPEQ Grupo de Estudos e Pesquisa em Qualidade DEP - UFSCar
 FMEA - Análise do Tipo e Efeito de Falha José Carlos de Toledo Daniel Capaldo Amaral GEPEQ Grupo de Estudos e Pesquisa em Qualidade DEP - UFSCar FMEA - Análise do Tipo e Efeito de Falha 1 1 Introdução
FMEA - Análise do Tipo e Efeito de Falha José Carlos de Toledo Daniel Capaldo Amaral GEPEQ Grupo de Estudos e Pesquisa em Qualidade DEP - UFSCar FMEA - Análise do Tipo e Efeito de Falha 1 1 Introdução
FERRAMENTAS DA QUALIDADE
 FERRAMENTAS DA QUALIDADE FEMEA Análise do Modo e Efeito das Falhas Desenvolvido pela Professora Patrícia Roggero 1 Análise do Modo e Efeito das Falhas Desenvolvido pela Professora Patrícia Roggero 2 -
FERRAMENTAS DA QUALIDADE FEMEA Análise do Modo e Efeito das Falhas Desenvolvido pela Professora Patrícia Roggero 1 Análise do Modo e Efeito das Falhas Desenvolvido pela Professora Patrícia Roggero 2 -
GERENCIAMENTO DE MODIFICAÇÕES
 GERENCIAMENTO DE MODIFICAÇÕES 1. OBJETIVO O Gerenciamento de Modificações consiste em prover um procedimento ordenado e sistemático de análise dos possíveis riscos introduzidos por modificações, de identificação
GERENCIAMENTO DE MODIFICAÇÕES 1. OBJETIVO O Gerenciamento de Modificações consiste em prover um procedimento ordenado e sistemático de análise dos possíveis riscos introduzidos por modificações, de identificação
FMEA. Definição Medição Análise Melhoria Controle. Pág 1
 FMA Controle de Qualidade FMA Pág 1 FMA que vamos aprender... FMA Ferramentas de Definição Pág 2 FMA FMA Failure Mode & ffects Analysis FMA é um método sistemático para identificar, analisar, priorizar
FMA Controle de Qualidade FMA Pág 1 FMA que vamos aprender... FMA Ferramentas de Definição Pág 2 FMA FMA Failure Mode & ffects Analysis FMA é um método sistemático para identificar, analisar, priorizar
CHECK - LIST - ISO 9001:2000
 REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
FMEA - 4ª. EDIÇÃO (Análise dos Modos de Falha e de seus Efeitos)
") Curso e-learning FMEA - 4ª. EDIÇÃO (Análise dos Modos de Falha e de seus Efeitos) Todos os direitos de cópia reservados. Não é permitida a distribuição física ou eletrônica deste material sem a permissão
Curso e-learning FMEA - 4ª. EDIÇÃO (Análise dos Modos de Falha e de seus Efeitos) Todos os direitos de cópia reservados. Não é permitida a distribuição física ou eletrônica deste material sem a permissão
CHECK LIST DE AVALIAÇÃO DE FORNECEDORES Divisão:
 4.2.2 Manual da Qualidade Está estabelecido um Manual da Qualidade que inclui o escopo do SGQ, justificativas para exclusões, os procedimentos documentados e a descrição da interação entre os processos
4.2.2 Manual da Qualidade Está estabelecido um Manual da Qualidade que inclui o escopo do SGQ, justificativas para exclusões, os procedimentos documentados e a descrição da interação entre os processos
Planejamento Avançado da Qualidade Elementos APQP
 Planejamento Avançado da Qualidade Elementos APQP São descritos a seguir objetivos, expectativas e requisitos relativos à documentação dos elementos individuais do APQP Status Report (ver QSV / S 296001
Planejamento Avançado da Qualidade Elementos APQP São descritos a seguir objetivos, expectativas e requisitos relativos à documentação dos elementos individuais do APQP Status Report (ver QSV / S 296001
a norma utiliza o termo PANE para expressar falha.
 FMEA Prof. Andréa CONCEITO DE FMEA CONCEITO DE FMEA ABNT, na norma NBR 5462 (1994), adota a sigla originária do inglês FMEA (Failure Mode and Effects Analysis) e a traduz como sendo Análise dos Modos de
FMEA Prof. Andréa CONCEITO DE FMEA CONCEITO DE FMEA ABNT, na norma NBR 5462 (1994), adota a sigla originária do inglês FMEA (Failure Mode and Effects Analysis) e a traduz como sendo Análise dos Modos de
APPCC e a Indústria Alimentícia Prof. MSc. Alberto T. França Filho
 APPCC e a Indústria Alimentícia Prof. MSc. Alberto T. França Filho O que é APPCC? O Sistema de Análise de Perigos e Pontos Críticos de Controle Portaria N 46, de 10 de fevereiro de 1998 Art. 1 O que motivou
APPCC e a Indústria Alimentícia Prof. MSc. Alberto T. França Filho O que é APPCC? O Sistema de Análise de Perigos e Pontos Críticos de Controle Portaria N 46, de 10 de fevereiro de 1998 Art. 1 O que motivou
FERRAMENTAS DE AVALIAÇÃO
 FERRAMENTAS DE AVALIAÇÃO Auxiliam no: controle dos processos; identificação os problemas ou desvios; objetivo de avaliar e analisar; Facilitando a tomada de decisão. Coleta de dados confiáveis: a ferramenta
FERRAMENTAS DE AVALIAÇÃO Auxiliam no: controle dos processos; identificação os problemas ou desvios; objetivo de avaliar e analisar; Facilitando a tomada de decisão. Coleta de dados confiáveis: a ferramenta
Módulo 3 Procedimento e processo de gerenciamento de riscos, PDCA e MASP
 Módulo 3 Procedimento e processo de gerenciamento de riscos, PDCA e MASP 6. Procedimento de gerenciamento de risco O fabricante ou prestador de serviço deve estabelecer e manter um processo para identificar
Módulo 3 Procedimento e processo de gerenciamento de riscos, PDCA e MASP 6. Procedimento de gerenciamento de risco O fabricante ou prestador de serviço deve estabelecer e manter um processo para identificar
Engenharia do Produto
 Ministério da Educação Universidade Tecnológica Federal do Paraná Campus Curitiba Departamento de Eletrônica Engenharia do Produto Slides elaborados a partir de Rozenfeld et al. (2006) AULA 6 Favor colocar
Ministério da Educação Universidade Tecnológica Federal do Paraná Campus Curitiba Departamento de Eletrônica Engenharia do Produto Slides elaborados a partir de Rozenfeld et al. (2006) AULA 6 Favor colocar
Curso de Engenharia de Produção. Manutenção dos Sistemas de Produção
 Curso de Engenharia de Produção Manutenção dos Sistemas de Produção Manutenibilidade: É a característica de um equipamento ou instalação permitir um maior ou menor grau de facilidade na execução dos serviços
Curso de Engenharia de Produção Manutenção dos Sistemas de Produção Manutenibilidade: É a característica de um equipamento ou instalação permitir um maior ou menor grau de facilidade na execução dos serviços
Instalações Prediais. Manutenção
 Instalações Prediais Manutenção Legislação Leis nº 10.199/86 e 8382/76 Certificado de manutenção dos sistemas de segurança contra incêndio Lei nº 13.214, de 22 de novembro de 2001. Obrigatoriedade de instalação
Instalações Prediais Manutenção Legislação Leis nº 10.199/86 e 8382/76 Certificado de manutenção dos sistemas de segurança contra incêndio Lei nº 13.214, de 22 de novembro de 2001. Obrigatoriedade de instalação
A importância da Manutenção de Máquina e Equipamentos
 INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
8.3. FMEA (Failure Mode and Effects Analysis)
") seu produto nas unidades respectivas de cada grandeza, isto é, o produto tem $4,50 na característica "custo", 170 mm na característica "dimensão", e assim por diante. As colunas "concorrente };' e "concorrente
seu produto nas unidades respectivas de cada grandeza, isto é, o produto tem $4,50 na característica "custo", 170 mm na característica "dimensão", e assim por diante. As colunas "concorrente };' e "concorrente
Segurança Operacional em Máquinas e Equipamentos
 Segurança Operacional em Máquinas e Equipamentos Manfred Peter Johann Gerente de Vendas da WEG Automação A crescente conscientização da necessidade de avaliação dos riscos na operação de uma máquina ou
Segurança Operacional em Máquinas e Equipamentos Manfred Peter Johann Gerente de Vendas da WEG Automação A crescente conscientização da necessidade de avaliação dos riscos na operação de uma máquina ou
POLÍTICA DE SEGURANÇA, MEIO AMBIENTE E SAÚDE (SMS) Sustentabilidade
 Sustentabilidade") POLÍTICA DE SEGURANÇA, MEIO AMBIENTE E SAÚDE (SMS) Sustentabilidade POLÍTICA DE SEGURANÇA, MEIO AMBIENTE E SAÚDE (SMS) A CONCERT Technologies S.A. prioriza a segurança de seus Colaboradores, Fornecedores,
POLÍTICA DE SEGURANÇA, MEIO AMBIENTE E SAÚDE (SMS) Sustentabilidade POLÍTICA DE SEGURANÇA, MEIO AMBIENTE E SAÚDE (SMS) A CONCERT Technologies S.A. prioriza a segurança de seus Colaboradores, Fornecedores,
FMEA (Failure Model and Effect Analysis)
") Definição FMEA (Failure Model and Effect Analysis) Conceitos Básicos A metodologia de Análise do Tipo e Efeito de Falha, conhecida como FMEA (do inglês Failure Mode and Effect Analysis), é uma ferramenta
Definição FMEA (Failure Model and Effect Analysis) Conceitos Básicos A metodologia de Análise do Tipo e Efeito de Falha, conhecida como FMEA (do inglês Failure Mode and Effect Analysis), é uma ferramenta
S ] Striai S indu o SS proce estão para g engenharia e S de S integrada [ Soluçõe nevesdobrasil.com.br
![S ] Striai S indu o SS proce estão para g engenharia e S de S integrada [ Soluçõe nevesdobrasil.com.br](/thumbs/27/12394815.jpg "S ] Striai S indu o SS proce estão para g engenharia e S de S integrada [ Soluçõe nevesdobrasil.com.br") [ Soluções integradas de Engenharia e Gestão para Processos Industriais ] [ apresentação ] A NEVES DO BRASIL Fundada em 2008 com sua unidade matriz em Americana (SP) a Neves do Brasil busca fornecer soluções
[ Soluções integradas de Engenharia e Gestão para Processos Industriais ] [ apresentação ] A NEVES DO BRASIL Fundada em 2008 com sua unidade matriz em Americana (SP) a Neves do Brasil busca fornecer soluções
SISTEMAS INTEGRADOS DE GESTÃO PAS 99:2006. Especificação de requisitos comuns de sistemas de gestão como estrutura para a integração
 Coleção Risk Tecnologia SISTEMAS INTEGRADOS DE GESTÃO PAS 99:2006 Especificação de requisitos comuns de sistemas de gestão como estrutura para a integração RESUMO/VISÃO GERAL (visando à fusão ISO 31000
Coleção Risk Tecnologia SISTEMAS INTEGRADOS DE GESTÃO PAS 99:2006 Especificação de requisitos comuns de sistemas de gestão como estrutura para a integração RESUMO/VISÃO GERAL (visando à fusão ISO 31000
Sergio Canossa - Sercan Treinamento e Consultoria
 Sergio Canossa - Sercan Treinamento e Consultoria 2 Ferramentas da Qualidade Para outras publicações acesse: Sercan Materiais Didáticos www.smd.sercan-consultoria.com.br Sercan Treinamento e Consultoria
Sergio Canossa - Sercan Treinamento e Consultoria 2 Ferramentas da Qualidade Para outras publicações acesse: Sercan Materiais Didáticos www.smd.sercan-consultoria.com.br Sercan Treinamento e Consultoria
PR 2 PROCEDIMENTO. Auditoria Interna. Revisão - 2 Página: 1 de 9
 Página: 1 de 9 1. OBJETIVO Estabelecer sistemática de funcionamento e aplicação das Auditorias Internas da Qualidade, fornecendo diretrizes para instruir, planejar, executar e documentar as mesmas. Este
Página: 1 de 9 1. OBJETIVO Estabelecer sistemática de funcionamento e aplicação das Auditorias Internas da Qualidade, fornecendo diretrizes para instruir, planejar, executar e documentar as mesmas. Este
22/02/2009. Supply Chain Management. É a integração dos processos do negócio desde o usuário final até os fornecedores originais que
 Supply Chain Management SUMÁRIO Gestão da Cadeia de Suprimentos (SCM) SCM X Logística Dinâmica Sugestões Definição Cadeia de Suprimentos É a integração dos processos do negócio desde o usuário final até
Supply Chain Management SUMÁRIO Gestão da Cadeia de Suprimentos (SCM) SCM X Logística Dinâmica Sugestões Definição Cadeia de Suprimentos É a integração dos processos do negócio desde o usuário final até
Palestra Informativa Sistema da Qualidade NBR ISO 9001:2000
 Palestra Informativa Sistema da Qualidade NBR ISO 9001:2000 ISO 9001:2000 Esta norma considera de forma inovadora: problemas de compatibilidade com outras normas dificuldades de pequenas organizações tendências
Palestra Informativa Sistema da Qualidade NBR ISO 9001:2000 ISO 9001:2000 Esta norma considera de forma inovadora: problemas de compatibilidade com outras normas dificuldades de pequenas organizações tendências
Abordagem de Processo: conceitos e diretrizes para sua implementação
 QP Informe Reservado Nº 70 Maio/2007 Abordagem de Processo: conceitos e diretrizes para sua implementação Tradução para o português especialmente preparada para os Associados ao QP. Este guindance paper
QP Informe Reservado Nº 70 Maio/2007 Abordagem de Processo: conceitos e diretrizes para sua implementação Tradução para o português especialmente preparada para os Associados ao QP. Este guindance paper
Gestão da Qualidade Políticas. Elementos chaves da Qualidade 19/04/2009
 Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
SISTEMA DA GESTÃO AMBIENTAL SGA MANUAL CESBE S.A. ENGENHARIA E EMPREENDIMENTOS
 CESBE S.A. ENGENHARIA E EMPREENDIMENTOS SISTEMA DA GESTÃO AMBIENTAL MANUAL Elaborado por Comitê de Gestão de Aprovado por Paulo Fernando G.Habitzreuter Código: MA..01 Pag.: 2/12 Sumário Pag. 1. Objetivo...
CESBE S.A. ENGENHARIA E EMPREENDIMENTOS SISTEMA DA GESTÃO AMBIENTAL MANUAL Elaborado por Comitê de Gestão de Aprovado por Paulo Fernando G.Habitzreuter Código: MA..01 Pag.: 2/12 Sumário Pag. 1. Objetivo...
Elementos de um Processo
 Auditor Interno ISO/TS 16949:2002 Arquivo com alguns slides do curso, já incluindo nova abordagem solicitada pelo IATF aos auditores durante os exames de requalificação em 2006. (Abordagem do IATF) 1 Elementos
Auditor Interno ISO/TS 16949:2002 Arquivo com alguns slides do curso, já incluindo nova abordagem solicitada pelo IATF aos auditores durante os exames de requalificação em 2006. (Abordagem do IATF) 1 Elementos
Análise de Modo e Efeito de Falha Potencial - FMEA. Apostila e Tabelas Recomendadas para Severidade Ocorrência e Detecção
 Análise de Modo e Efeito de Falha Potencial - FMEA Apostila e Tabelas Recomendadas para Severidade Ocorrência e Detecção Professores: Diego Mondadori Rodrigues Ernani Matschulat Viviane Dorneles Tobias
Análise de Modo e Efeito de Falha Potencial - FMEA Apostila e Tabelas Recomendadas para Severidade Ocorrência e Detecção Professores: Diego Mondadori Rodrigues Ernani Matschulat Viviane Dorneles Tobias
OBJETIVO 2 APLICAÇÃO 3 ATRIBUIÇÕES E RESPONSABILIDADES 4 DOCUMENTOS DE REFERÊNCIA 5 TERMINOLOGIA 6 DESCRIÇÃO DO PROCESSO DE GESTÃO DE MUDANÇAS
 Impresso em 26/08/2015 10:31:18 (Sem título Aprovado ' Elaborado por Daniel Trindade/BRA/VERITAS em 01/11/2013 Verificado por Cintia Kikuchi em 04/11/2013 Aprovado por Americo Venturini/BRA/VERITAS em
Impresso em 26/08/2015 10:31:18 (Sem título Aprovado ' Elaborado por Daniel Trindade/BRA/VERITAS em 01/11/2013 Verificado por Cintia Kikuchi em 04/11/2013 Aprovado por Americo Venturini/BRA/VERITAS em
APLICAÇÃO DA FERRAMENTA FMEA NOS PROCESSOS DA MICRO EMPRESA MARMITEX EXPRESS
 1 APLICAÇÃO DA FERRAMENTA FMEA NOS PROCESSOS DA MICRO EMPRESA MARMITEX EXPRESS Bruno Ricardo Duarte 1 João Koji Fujita Ribeiro de José Antonio Bueno 4 Renato Francisco Saldanha Silva 5 RESUMO O presente
1 APLICAÇÃO DA FERRAMENTA FMEA NOS PROCESSOS DA MICRO EMPRESA MARMITEX EXPRESS Bruno Ricardo Duarte 1 João Koji Fujita Ribeiro de José Antonio Bueno 4 Renato Francisco Saldanha Silva 5 RESUMO O presente
Sistema de Gestão da Qualidade
 Sistema de Gestão da Qualidade Coordenadora Responsável Mara Luck Mendes, Jaguariúna, SP, mara@cnpma.embrapa.br RESUMO Em abril de 2003 foi lançado oficialmente pela Chefia da Embrapa Meio Ambiente o Cronograma
Sistema de Gestão da Qualidade Coordenadora Responsável Mara Luck Mendes, Jaguariúna, SP, mara@cnpma.embrapa.br RESUMO Em abril de 2003 foi lançado oficialmente pela Chefia da Embrapa Meio Ambiente o Cronograma
Sistemas de Gestão Ambiental O QUE MUDOU COM A NOVA ISO 14001:2004
 QSP Informe Reservado Nº 41 Dezembro/2004 Sistemas de Gestão O QUE MUDOU COM A NOVA ISO 14001:2004 Material especialmente preparado para os Associados ao QSP. QSP Informe Reservado Nº 41 Dezembro/2004
QSP Informe Reservado Nº 41 Dezembro/2004 Sistemas de Gestão O QUE MUDOU COM A NOVA ISO 14001:2004 Material especialmente preparado para os Associados ao QSP. QSP Informe Reservado Nº 41 Dezembro/2004
Tecnologia em Gestão Pública Desenvolvimento de Projetos - Aula 9 Prof. Rafael Roesler
 Tecnologia em Gestão Pública Desenvolvimento de Projetos - Aula 9 Prof. Rafael Roesler Introdução Objetivos da Gestão dos Custos Processos da Gerência de Custos Planejamento dos recursos Estimativa dos
Tecnologia em Gestão Pública Desenvolvimento de Projetos - Aula 9 Prof. Rafael Roesler Introdução Objetivos da Gestão dos Custos Processos da Gerência de Custos Planejamento dos recursos Estimativa dos
LOGÍSTICA MADE DIFFERENT LOGÍSTICA
 LOGÍSTICA MADE DIFFERENT LOGÍSTICA ENTREGA ESPECIAL Na economia globalizada 24/7 de hoje, a logística e a gestão de armazéns eficientes são essenciais para o sucesso operacional. O BEUMER Group possui
LOGÍSTICA MADE DIFFERENT LOGÍSTICA ENTREGA ESPECIAL Na economia globalizada 24/7 de hoje, a logística e a gestão de armazéns eficientes são essenciais para o sucesso operacional. O BEUMER Group possui
PROCEDIMENTO OPERACIONAL AQUISIÇÃO / QUALIFICAÇÃO E AVALIAÇÃO DE FORNECEDORES
 Histórico de Revisões Rev. Modificações 01 30/04/2007 Primeira Emissão 02 15/06/2009 Alteração de numeração de PO 7.1 para. Alteração do título do documento de: Aquisição para: Aquisição / Qualificação
Histórico de Revisões Rev. Modificações 01 30/04/2007 Primeira Emissão 02 15/06/2009 Alteração de numeração de PO 7.1 para. Alteração do título do documento de: Aquisição para: Aquisição / Qualificação
IMPLEMENTAÇÃO DO SISTEMA DE GESTÃO AMBIENTAL NO PRÉDIO DA ENGENHARIA MECÂNICA UFRGS
 IMPLEMENTAÇÃO DO SISTEMA DE GESTÃO AMBIENTAL NO PRÉDIO DA ENGENHARIA MECÂNICA UFRGS Darci Barnech Campani Engenheiro Agrônomo, Doutorando em Saneamento Ambiental IPH/UFRGS, Professor Adjunto do Departamento
IMPLEMENTAÇÃO DO SISTEMA DE GESTÃO AMBIENTAL NO PRÉDIO DA ENGENHARIA MECÂNICA UFRGS Darci Barnech Campani Engenheiro Agrônomo, Doutorando em Saneamento Ambiental IPH/UFRGS, Professor Adjunto do Departamento
Projeto Manutenção Preditiva. Análise de vibrações. www.gatec.com.br
 Projeto Manutenção Preditiva Análise de vibrações www.gatec.com.br ANÁLISE DE VIBRAÇÃO 1 - DEFINIÇÃO TÉCNICA 2 - CONCEITUAÇÃO : 2.1 ANÁLISE DE VIBRAÇÃO X ASSINATURA ESPECTRAL 2.2 MONITORAMENTO DA VIBRAÇÃO
Projeto Manutenção Preditiva Análise de vibrações www.gatec.com.br ANÁLISE DE VIBRAÇÃO 1 - DEFINIÇÃO TÉCNICA 2 - CONCEITUAÇÃO : 2.1 ANÁLISE DE VIBRAÇÃO X ASSINATURA ESPECTRAL 2.2 MONITORAMENTO DA VIBRAÇÃO
ISO 9001: SISTEMAS DE GESTÃO DA QUALIDADE
 ISO 9001: SISTEMAS DE GESTÃO DA QUALIDADE Prof. MARCELO COSTELLA FRANCIELI DALCANTON ISO 9001- INTRODUÇÃO Conjunto de normas e diretrizes internacionais para sistemas de gestão da qualidade; Desenvolve
ISO 9001: SISTEMAS DE GESTÃO DA QUALIDADE Prof. MARCELO COSTELLA FRANCIELI DALCANTON ISO 9001- INTRODUÇÃO Conjunto de normas e diretrizes internacionais para sistemas de gestão da qualidade; Desenvolve
Introdução Visão Geral Processos de gerenciamento de qualidade. Entradas Ferramentas e Técnicas Saídas
 Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
FMEA de processo para garantia da qualidade dos resultados em um laboratório de ensaios
 FMEA de processo para garantia da qualidade dos resultados em um laboratório de ensaios Process FMEA for quality assurance results in a testing laboratory Jéssica Fredi Cocco 1, Carla Hartmann Sturm 1,
FMEA de processo para garantia da qualidade dos resultados em um laboratório de ensaios Process FMEA for quality assurance results in a testing laboratory Jéssica Fredi Cocco 1, Carla Hartmann Sturm 1,
GARANTIA DA QUALIDADE DE SOFTWARE
 GARANTIA DA QUALIDADE DE SOFTWARE Fonte: http://www.testexpert.com.br/?q=node/669 1 GARANTIA DA QUALIDADE DE SOFTWARE Segundo a NBR ISO 9000:2005, qualidade é o grau no qual um conjunto de características
GARANTIA DA QUALIDADE DE SOFTWARE Fonte: http://www.testexpert.com.br/?q=node/669 1 GARANTIA DA QUALIDADE DE SOFTWARE Segundo a NBR ISO 9000:2005, qualidade é o grau no qual um conjunto de características
PROCESSO DE DESENVOLVIMENTO DE SOFTWARE. Modelos de Processo de Desenvolvimento de Software
 PROCESSO DE DESENVOLVIMENTO DE SOFTWARE Introdução Modelos de Processo de Desenvolvimento de Software Os modelos de processos de desenvolvimento de software surgiram pela necessidade de dar resposta às
PROCESSO DE DESENVOLVIMENTO DE SOFTWARE Introdução Modelos de Processo de Desenvolvimento de Software Os modelos de processos de desenvolvimento de software surgiram pela necessidade de dar resposta às
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL
 REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
BRAlarmExpert. Software para Gerenciamento de Alarmes. BENEFÍCIOS obtidos com a utilização do BRAlarmExpert:
 BRAlarmExpert Software para Gerenciamento de Alarmes A TriSolutions conta com um produto diferenciado para gerenciamento de alarmes que é totalmente flexível e amigável. O software BRAlarmExpert é uma
BRAlarmExpert Software para Gerenciamento de Alarmes A TriSolutions conta com um produto diferenciado para gerenciamento de alarmes que é totalmente flexível e amigável. O software BRAlarmExpert é uma
Pós-Graduação em Gerenciamento de Projetos práticas do PMI
 Pós-Graduação em Gerenciamento de Projetos práticas do PMI Planejamento do Gerenciamento das Comunicações (10) e das Partes Interessadas (13) PLANEJAMENTO 2 PLANEJAMENTO Sem 1 Sem 2 Sem 3 Sem 4 Sem 5 ABRIL
Pós-Graduação em Gerenciamento de Projetos práticas do PMI Planejamento do Gerenciamento das Comunicações (10) e das Partes Interessadas (13) PLANEJAMENTO 2 PLANEJAMENTO Sem 1 Sem 2 Sem 3 Sem 4 Sem 5 ABRIL
12/09/2015. Conceituação do SIG. Introdução. Sistemas de Informações Gerenciais Terceira Parte
 Sistemas de Informações Gerenciais Terceira Parte Prof. William C. Rodrigues Copyright 2015. Todos direitos reservados. Atualizado em setembro de 2015 Conceituação do SIG Introdução Nessa fase o executivo
Sistemas de Informações Gerenciais Terceira Parte Prof. William C. Rodrigues Copyright 2015. Todos direitos reservados. Atualizado em setembro de 2015 Conceituação do SIG Introdução Nessa fase o executivo
OBSERVAÇÃO DE TAREFAS BASEADA NA SEGURANÇA COMPORTAMENTAL
 OBSERVAÇÃO DE TAREFAS BASEADA NA SEGURANÇA COMPORTAMENTAL Autores Gerson Luiz Chaves Vandro Luiz Pezzin RGE - RIO GRANDE ENERGIA S.A. RESUMO Os riscos presentes nas atividades que envolvem a distribuição
OBSERVAÇÃO DE TAREFAS BASEADA NA SEGURANÇA COMPORTAMENTAL Autores Gerson Luiz Chaves Vandro Luiz Pezzin RGE - RIO GRANDE ENERGIA S.A. RESUMO Os riscos presentes nas atividades que envolvem a distribuição
CÓPIA NÃO CONTROLADA. DOCUMENTO CONTROLADO APENAS EM FORMATO ELETRÔNICO. PSQ PROCEDIMENTO DO SISTEMA DA QUALIDADE
 PSQ PROCEDIMENTO DO SISTEMA DA QUALIDADE PSQ 290.0339 - PROCEDIMENTO DO SISTEMA DA QUALIDADE APROVAÇÃO CARLOS ROBERTO KNIPPSCHILD Gerente da Qualidade e Assuntos Regulatórios Data: / / ELABORAÇÃO REVISÃO
PSQ PROCEDIMENTO DO SISTEMA DA QUALIDADE PSQ 290.0339 - PROCEDIMENTO DO SISTEMA DA QUALIDADE APROVAÇÃO CARLOS ROBERTO KNIPPSCHILD Gerente da Qualidade e Assuntos Regulatórios Data: / / ELABORAÇÃO REVISÃO
Segurança a da Informação Aula 05. Aula 05
 Segurança a da Informação 26/9/2004 Prof. Rossoni, Farias 1 Análise do risco econômico para a segurança: a: Não háh almoço o grátis; alguém m sempre paga a conta. Qual é o valor da conta da segurança para
Segurança a da Informação 26/9/2004 Prof. Rossoni, Farias 1 Análise do risco econômico para a segurança: a: Não háh almoço o grátis; alguém m sempre paga a conta. Qual é o valor da conta da segurança para
Prova de Conhecimento para Consultores de Implementação MPS.BR INSTRUÇÕES
 Implementação MPS.BR 26 de maio de 2008 4 horas de duração e-mail: (DEIXAR EM BRANCO) RESULTADO: Q1 Q2 Q3 Q4 Q5 Q6 Q7 Q8 Q9 Q10 Nota INSTRUÇÕES Para a maioria das questões você tem mais de uma opção e
Implementação MPS.BR 26 de maio de 2008 4 horas de duração e-mail: (DEIXAR EM BRANCO) RESULTADO: Q1 Q2 Q3 Q4 Q5 Q6 Q7 Q8 Q9 Q10 Nota INSTRUÇÕES Para a maioria das questões você tem mais de uma opção e
Decidir como medir cada característica. Definir as características de qualidade. Estabelecer padrões de qualidade
 Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
IDENTIFICAÇÃO E AVALIAÇÃO DE ASPECTOS E IMPACTOS AMBIENTAIS
 Versão: 02 Página 1 de 5 1. OBJETIVO: Definir a metodologia para identificar e avaliar os aspectos e impactos ambientais, a fim de determinar as medidas necessárias para controle. 2. APLICAÇÃO: Este procedimento
Versão: 02 Página 1 de 5 1. OBJETIVO: Definir a metodologia para identificar e avaliar os aspectos e impactos ambientais, a fim de determinar as medidas necessárias para controle. 2. APLICAÇÃO: Este procedimento
EXTRATO DA POLÍTICA DE GESTÃO DE RISCOS
 1 OBJETIVO Fornecer as diretrizes para a Gestão de Riscos da Fibria, assim como conceituar, detalhar e documentar as atividades a ela relacionadas. 2 ABRANGÊNCIA Abrange todas as áreas da Fibria que, direta
1 OBJETIVO Fornecer as diretrizes para a Gestão de Riscos da Fibria, assim como conceituar, detalhar e documentar as atividades a ela relacionadas. 2 ABRANGÊNCIA Abrange todas as áreas da Fibria que, direta
Preparando a Implantação de um Sistema de Gestão da Qualidade
 Preparando a Implantação de um Projeto Pró-Inova - InovaGusa Ana Júlia Ramos Pesquisadora em Metrologia e Qualidade e Especialista em Sistemas de Gestão da Qualidade 1. Gestão Gestão Atividades coordenadas
Preparando a Implantação de um Projeto Pró-Inova - InovaGusa Ana Júlia Ramos Pesquisadora em Metrologia e Qualidade e Especialista em Sistemas de Gestão da Qualidade 1. Gestão Gestão Atividades coordenadas
Curso de Engenharia de Produção. Manutenção dos Sistemas de Produção
 Curso de Engenharia de Produção Manutenção dos Sistemas de Produção Introdução: Existe uma grande variedade de denominações das formas de atuação da manutenção, isto provoca certa confusão em relação aos
Curso de Engenharia de Produção Manutenção dos Sistemas de Produção Introdução: Existe uma grande variedade de denominações das formas de atuação da manutenção, isto provoca certa confusão em relação aos
Análise Estruturada de Sistemas
 Análise Estruturada de Sistemas Capítulo 3 Estudo de Viabilidade Definição das Necessidades Funcionais O propósito desta etapa é produzir um documento formal que contenha uma descrição detalhada da proposta,
Análise Estruturada de Sistemas Capítulo 3 Estudo de Viabilidade Definição das Necessidades Funcionais O propósito desta etapa é produzir um documento formal que contenha uma descrição detalhada da proposta,
CONCURSO PÚBLICO ANALISTA DE SISTEMA ÊNFASE GOVERNANÇA DE TI ANALISTA DE GESTÃO RESPOSTAS ESPERADAS PRELIMINARES
 CELG DISTRIBUIÇÃO S.A EDITAL N. 1/2014 CONCURSO PÚBLICO ANALISTA DE GESTÃO ANALISTA DE SISTEMA ÊNFASE GOVERNANÇA DE TI RESPOSTAS ESPERADAS PRELIMINARES O Centro de Seleção da Universidade Federal de Goiás
CELG DISTRIBUIÇÃO S.A EDITAL N. 1/2014 CONCURSO PÚBLICO ANALISTA DE GESTÃO ANALISTA DE SISTEMA ÊNFASE GOVERNANÇA DE TI RESPOSTAS ESPERADAS PRELIMINARES O Centro de Seleção da Universidade Federal de Goiás
MANUAL DA QUALIDADE DE FORNECEDORES SULTÉCNICA INDÚSTRIA MECÂNICA LTDA
 MANUAL DA QUALIDADE DE FORNECEDORES INDÚSTRIA MECÂNICA LTDA Agosto de 2009 Revisão 05 INDICE 1. Apresentação... 03 2. Política da Qualidade e Ambiental da Sultécnica... 03 3. Expectativa para Fornecedores...
MANUAL DA QUALIDADE DE FORNECEDORES INDÚSTRIA MECÂNICA LTDA Agosto de 2009 Revisão 05 INDICE 1. Apresentação... 03 2. Política da Qualidade e Ambiental da Sultécnica... 03 3. Expectativa para Fornecedores...
Melhoria Contínua PDCA/SDCA e suas ferramentas 06/04/2011
 Melhoria Contínua PDCA/SDCA e suas ferramentas 6/4/211 PRODUTIVIDADE O que é o melhoria contínua? Quando se tem o Gerenciamento da Rotina implantado temos a melhoria tipo escada sempre melhorando o resultado
Melhoria Contínua PDCA/SDCA e suas ferramentas 6/4/211 PRODUTIVIDADE O que é o melhoria contínua? Quando se tem o Gerenciamento da Rotina implantado temos a melhoria tipo escada sempre melhorando o resultado
ENVIO DE CONTRIBUIÇÕES REFERENTES À AUDIÊNCIA PÚBLICA Nº 002/2011
 ENVIO DE CONTRIBUIÇÕES REFERENTES À AUDIÊNCIA PÚBLICA Nº 002/2011 NOME DA INSTITUIÇÃO: ABRATE Associação Brasileira das Grandes Empresas de Transmissão de Energia Elétrica AGÊNCIA NACIONAL DE ENERGIA ELÉTRICA
ENVIO DE CONTRIBUIÇÕES REFERENTES À AUDIÊNCIA PÚBLICA Nº 002/2011 NOME DA INSTITUIÇÃO: ABRATE Associação Brasileira das Grandes Empresas de Transmissão de Energia Elétrica AGÊNCIA NACIONAL DE ENERGIA ELÉTRICA
PLANEJAMENTO E DESENVOLVIMENTO DE PRODUTOS E PROJETOS
 Pág.: 1/9 1. OBJETIVO Demonstrar a aplicabilidade e funcionalidade das ferramentas de Planejamento e Desenvolvimento de Produtos e Projetos bem como as tarefas e responsabilidades para a aprovação, o desenvolvimento,
Pág.: 1/9 1. OBJETIVO Demonstrar a aplicabilidade e funcionalidade das ferramentas de Planejamento e Desenvolvimento de Produtos e Projetos bem como as tarefas e responsabilidades para a aprovação, o desenvolvimento,
MÓDULO 3 Práticas do PFMEA (Planejamento do Processo), aplicando-as em situações práticas
, aplicando-as em situações práticas") MÓDULO 3 Práticas do PFMEA (Planejamento do Processo), aplicando-as em situações práticas Ligação entre os FMEA s O DFMEA não é um documento que existe sozinho. Por exemplo: a saída do DFMEA pode ser usada
MÓDULO 3 Práticas do PFMEA (Planejamento do Processo), aplicando-as em situações práticas Ligação entre os FMEA s O DFMEA não é um documento que existe sozinho. Por exemplo: a saída do DFMEA pode ser usada
Certificado de Boas Práticas de Fabricação em Produtos Para Saúde
 Certificado de Boas Práticas de Fabricação em Produtos Para Saúde Práticas atuais e perspectivas futuras Novembro 2013 Estrutura do Guia Capítulos 1 e 3 O conteúdo dos Capítulo 1 e 3 foi baseado nas perguntas
Certificado de Boas Práticas de Fabricação em Produtos Para Saúde Práticas atuais e perspectivas futuras Novembro 2013 Estrutura do Guia Capítulos 1 e 3 O conteúdo dos Capítulo 1 e 3 foi baseado nas perguntas
ADMINISTRAÇÃO DE ATIVOS DE TI GERENCIAMENTO DE LIBERAÇÃO
 1 ADMINISTRAÇÃO DE ATIVOS DE TI GERENCIAMENTO DE LIBERAÇÃO 2 INTRODUÇÃO A cada dia que passa, cresce a pressão pela liberação para uso de novas tecnologias disponibilizadas pela área de TI, sob o argumento
1 ADMINISTRAÇÃO DE ATIVOS DE TI GERENCIAMENTO DE LIBERAÇÃO 2 INTRODUÇÃO A cada dia que passa, cresce a pressão pela liberação para uso de novas tecnologias disponibilizadas pela área de TI, sob o argumento
Curso de Graduação em Administração. Administração da Produção e Operações I
 Curso de Graduação em Administração Administração da Produção e Operações I 22º Encontro - 11/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - CAPACIDADE E TURNOS DE TRABALHO. 02 Introdução
Curso de Graduação em Administração Administração da Produção e Operações I 22º Encontro - 11/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - CAPACIDADE E TURNOS DE TRABALHO. 02 Introdução
EVOLUÇÃO DA MANUTENÇÃO
 EVOLUÇÃO DA MANUTENÇÃO 1.1. INTRODUÇÃO Nos últimos 20 anos a atividade de manutenção tem passado por mais mudanças do que qualquer outra. Estas alterações são conseqüências de: a) aumento, bastante rápido,
EVOLUÇÃO DA MANUTENÇÃO 1.1. INTRODUÇÃO Nos últimos 20 anos a atividade de manutenção tem passado por mais mudanças do que qualquer outra. Estas alterações são conseqüências de: a) aumento, bastante rápido,
SÉRIE ISO 14000 SÉRIE ISO 14000
 1993 - CRIAÇÃO DO COMITÊ TÉCNICO 207 (TC 207) DA ISO. NORMAS DA : ISO 14001 - SISTEMAS DE - ESPECIFICAÇÃO COM ORIENTAÇÃO PARA USO. ISO 14004 - SISTEMAS DE - DIRETRIZES GERAIS SOBRE PRINCÍPIOS, SISTEMAS
1993 - CRIAÇÃO DO COMITÊ TÉCNICO 207 (TC 207) DA ISO. NORMAS DA : ISO 14001 - SISTEMAS DE - ESPECIFICAÇÃO COM ORIENTAÇÃO PARA USO. ISO 14004 - SISTEMAS DE - DIRETRIZES GERAIS SOBRE PRINCÍPIOS, SISTEMAS
Sistema de Gestão de SMS
 DESCRIÇÃO DA EMPRESA Nome SMART EXPRESS TRANSPORTES LTDA EPP CNPJ 12.103.225/0001-52 Insc.Est. 79.477.680 Atividade: transporte rodoviário de carga em geral Código: 206-2 Nº de funcionários (inclusive
DESCRIÇÃO DA EMPRESA Nome SMART EXPRESS TRANSPORTES LTDA EPP CNPJ 12.103.225/0001-52 Insc.Est. 79.477.680 Atividade: transporte rodoviário de carga em geral Código: 206-2 Nº de funcionários (inclusive
Segurança e Auditoria de Sistemas
 Segurança e Auditoria de Sistemas ABNT NBR ISO/IEC 27002 4. Análise, Avaliação e Tratamento de Riscos 1 Roteiro (1/1) Definições Análise e Avaliação de Riscos Tratamento de Riscos Matriz de Análise de
Segurança e Auditoria de Sistemas ABNT NBR ISO/IEC 27002 4. Análise, Avaliação e Tratamento de Riscos 1 Roteiro (1/1) Definições Análise e Avaliação de Riscos Tratamento de Riscos Matriz de Análise de
LISTA DE VERIFICAÇAO DO SISTEMA DE GESTAO DA QUALIDADE
 Questionamento a alta direção: 1. Quais os objetivos e metas da organização? 2. quais os principais Produtos e/ou serviços da organização? 3. Qual o escopo da certificação? 4. qual é a Visão e Missão?
Questionamento a alta direção: 1. Quais os objetivos e metas da organização? 2. quais os principais Produtos e/ou serviços da organização? 3. Qual o escopo da certificação? 4. qual é a Visão e Missão?
ANÁLISE DOS REQUISITOS NORMATIVOS PARA A GESTÃO DE MEDIÇÃO EM ORGANIZAÇÕES
 V CONGRESSO BRASILEIRO DE METROLOGIA Metrologia para a competitividade em áreas estratégicas 9 a 13 de novembro de 2009. Salvador, Bahia Brasil. ANÁLISE DOS REQUISITOS NORMATIVOS PARA A GESTÃO DE MEDIÇÃO
V CONGRESSO BRASILEIRO DE METROLOGIA Metrologia para a competitividade em áreas estratégicas 9 a 13 de novembro de 2009. Salvador, Bahia Brasil. ANÁLISE DOS REQUISITOS NORMATIVOS PARA A GESTÃO DE MEDIÇÃO
Engenharia de Controle: Sensores. P rof. M sc. M arcelo A. de O liveira
 Engenharia de Controle: Sensores P rof. M sc. M arcelo A. de O liveira 1) Defina sensor, transdutor e transmissor. 2) Mostre as diferenças entre sensores digitais e analógicos. 3) Explique o funcionamento
Engenharia de Controle: Sensores P rof. M sc. M arcelo A. de O liveira 1) Defina sensor, transdutor e transmissor. 2) Mostre as diferenças entre sensores digitais e analógicos. 3) Explique o funcionamento
SISTEMA COMPUTADORIZADO PARA GERENCIAMENTO DE PURGADORES DE VAPOR
 SISTEMA COMPUTADORIZADO PARA GERENCIAMENTO DE PURGADORES DE VAPOR Patenteado. Gerenciamento no século 21. Tópicos fundamentais que compõem o gerenciamento: Manutenção Produtiva Total (MPT): Estabelece
SISTEMA COMPUTADORIZADO PARA GERENCIAMENTO DE PURGADORES DE VAPOR Patenteado. Gerenciamento no século 21. Tópicos fundamentais que compõem o gerenciamento: Manutenção Produtiva Total (MPT): Estabelece
Modulo de Padronização e Qualidade Formação Técnica em Administração
 Modulo de Padronização e Qualidade Formação Técnica em Administração Competências a serem trabalhadas ENTENDER O PROCESSO DE PLANEJAMENTO E EXECUÇÃO DE AUDITORIA DE SISTEMA DE GESTÃO DA QUALIDADE. Hoje
Modulo de Padronização e Qualidade Formação Técnica em Administração Competências a serem trabalhadas ENTENDER O PROCESSO DE PLANEJAMENTO E EXECUÇÃO DE AUDITORIA DE SISTEMA DE GESTÃO DA QUALIDADE. Hoje
A PERFEIÇÃO ESTÁ NOS DETALHES
 A PERFEIÇÃO ESTÁ NOS DETALHES VecTOR atinge excelência operacional. Com 30 anos de experiência e inovação contínua em corte automatizado, a Lectra segue na liderança com a nova geração VecTOR, reunindo
A PERFEIÇÃO ESTÁ NOS DETALHES VecTOR atinge excelência operacional. Com 30 anos de experiência e inovação contínua em corte automatizado, a Lectra segue na liderança com a nova geração VecTOR, reunindo
ACIDENTE E INCIDENTE INVESTIGAÇÃO
 ACIDENTE E INCIDENTE INVESTIGAÇÃO OBJETIVOS Para definir as razões para a investigação de acidentes e incidentes. Para explicar o processo de forma eficaz a investigação de acidentes e incidentes. Para
ACIDENTE E INCIDENTE INVESTIGAÇÃO OBJETIVOS Para definir as razões para a investigação de acidentes e incidentes. Para explicar o processo de forma eficaz a investigação de acidentes e incidentes. Para
CERTIFICAÇÃO DO SISTEMA DE GESTÃO DA QUALIDADE E/OU AMBIENTAL (ISO 9001 / 14001) Palavra chave: certificação, qualidade, meio ambiente, ISO, gestão
 Palavra chave: certificação, qualidade, meio ambiente, ISO, gestão") 1 de 8 1. OBJETIVO Estabelecer o processo para concessão, manutenção, extensão, suspensão e cancelamento de certificações de Sistema de Gestão da Qualidade, conforme a Norma NBR ISO 9001 e Sistema de Gestão
1 de 8 1. OBJETIVO Estabelecer o processo para concessão, manutenção, extensão, suspensão e cancelamento de certificações de Sistema de Gestão da Qualidade, conforme a Norma NBR ISO 9001 e Sistema de Gestão
Prezado colega, você sabia:
 Prezado colega, você sabia: 1) Que, de maneira geral, as Normas Regulamentadoras (NRs), do MTE - Ministério do Trabalho e Emprego, estabelecem requisitos mínimos legais e condições com objetivo de implementar
Prezado colega, você sabia: 1) Que, de maneira geral, as Normas Regulamentadoras (NRs), do MTE - Ministério do Trabalho e Emprego, estabelecem requisitos mínimos legais e condições com objetivo de implementar
APLICAÇÕES DO SOFTWARE ELIPSE E3 PARA SUPERVISIONAR DIFERENTES AUTOMAÇÕES DO PARQUE FABRIL DA RANDON
 APLICAÇÕES DO SOFTWARE ELIPSE E3 PARA SUPERVISIONAR DIFERENTES AUTOMAÇÕES DO PARQUE FABRIL DA RANDON Este case apresenta a utilização do E3 para monitorar os processos de abastecimento de água, tratamento
APLICAÇÕES DO SOFTWARE ELIPSE E3 PARA SUPERVISIONAR DIFERENTES AUTOMAÇÕES DO PARQUE FABRIL DA RANDON Este case apresenta a utilização do E3 para monitorar os processos de abastecimento de água, tratamento
GESTÃO DA QUALIDADE DE SOFTWARE Introdução
 GESTÃO DA QUALIDADE DE SOFTWARE Introdução Considerações iniciais Qualidade: Grau de perfeição, de precisão, de conformidade a um certo padrão. É conceito multidimensional, isto é, o cliente avalia a qualidade
GESTÃO DA QUALIDADE DE SOFTWARE Introdução Considerações iniciais Qualidade: Grau de perfeição, de precisão, de conformidade a um certo padrão. É conceito multidimensional, isto é, o cliente avalia a qualidade
Inversores de frequência de média tensão Serviços para gerenciar o ciclo de vida, assegurando confiabilidade, disponibilidade e eficiência
 Inversores de frequência de média tensão Serviços para gerenciar o ciclo de vida, assegurando confiabilidade, disponibilidade e eficiência 2 Serviços para gerenciar o ciclo de vida dos inversores de média
Inversores de frequência de média tensão Serviços para gerenciar o ciclo de vida, assegurando confiabilidade, disponibilidade e eficiência 2 Serviços para gerenciar o ciclo de vida dos inversores de média
CICLO DE EVENTOS DA QUALIDADE
 Maio de 2003 CICLO DE EVENTOS DA QUALIDADE Dia 12/05/2003 Certificação e homologação de produtos, serviços e empresas do setor aeroespacial,com enfoque na qualidade Dia 13/05/2003 ISO 9001:2000 Mapeamento
Maio de 2003 CICLO DE EVENTOS DA QUALIDADE Dia 12/05/2003 Certificação e homologação de produtos, serviços e empresas do setor aeroespacial,com enfoque na qualidade Dia 13/05/2003 ISO 9001:2000 Mapeamento
ISO 14971 - APLICAÇÃO DE GERENCIAMENTO DE RISCO A PRODUTOS PARA SAÚDE
 ISO 14971 - APLICAÇÃO DE GERENCIAMENTO DE RISCO A PRODUTOS PARA SAÚDE Sejam bem vindos! Instrutora: Maria Emilia B. Bordini Data: 23/05/2013 O que iremos discutir? Conceitos básicos de gerenciamento de
ISO 14971 - APLICAÇÃO DE GERENCIAMENTO DE RISCO A PRODUTOS PARA SAÚDE Sejam bem vindos! Instrutora: Maria Emilia B. Bordini Data: 23/05/2013 O que iremos discutir? Conceitos básicos de gerenciamento de
Software para Gerenciamento de Sistemas de Gestão
 Software para Gerenciamento de Sistemas de Gestão Sabemos que implementar e monitorar um Sistema de Gestão é um grande desafio, pois temos que planejar, controlar e verificar muitos registros, papéis,
Software para Gerenciamento de Sistemas de Gestão Sabemos que implementar e monitorar um Sistema de Gestão é um grande desafio, pois temos que planejar, controlar e verificar muitos registros, papéis,
Resumo das Interpretações Oficiais do TC 176 / ISO
 Resumo das Interpretações Oficiais do TC 176 / ISO Referência RFI 011 Pergunta NBR ISO 9001:2000 cláusula: 2 Apenas os termos e definições da NBR ISO 9000:2000 constituem prescrições da NBR ISO 9001:2000,
Resumo das Interpretações Oficiais do TC 176 / ISO Referência RFI 011 Pergunta NBR ISO 9001:2000 cláusula: 2 Apenas os termos e definições da NBR ISO 9000:2000 constituem prescrições da NBR ISO 9001:2000,