15 Congresso de Iniciação Científica ESTUDO E DESENVOLVIMENTO DE SISTEMA DE REFRIGERAÇÃO MQL (MÍNIMA QUANTIDADE DE LUBRIFICANTES)
|
|
|
- Izabel Candal Aquino
- 6 Há anos
- Visualizações:
Transcrição

1 15 Congresso de Iniciação Científica ESTUDO E DESENVOLVIMENTO DE SISTEMA DE REFRIGERAÇÃO MQL (MÍNIMA QUANTIDADE DE LUBRIFICANTES) Autor(es) LEONAM JOÃO LEAL DE PAULA Orientador(es) Milton Vieira Júnior Apoio Financeiro PIBIC 1. Introdução Nos últimos anos, o consumo de energia, a poluição do ar e os resíduos industriais têm despertado especial atenção por parte das autoridades públicas. O meio ambiente tornou-se um dos assuntos mais importantes dentro do contexto da vida na atualidade, pois sua deterioração implicará em danos para a humanidade. Motivados pela pressão dos órgãos ambientais, os parlamentos têm elaborado leis cada vez mais rigorosas no sentido de proteger o meio ambiente e preservar os recursos energéticos. Todos esses fatores citados anteriormente, têm influenciado as indústrias, centros de pesquisas e universidades a pesquisarem processos de produção alternativos, criando tecnologia que minimizem ou evitem a produção de resíduos que agridam o meio ambiente. Os fluidos refrigerantes para usinagem baseados em emulsão ainda são usados em grande quantidade na indústria de processamento metal-mecânica, gerando elevados custos de consumo e de descarte, além do prejuízo ambiental. A necessidade cada vez maior de uma técnica de produção não agressiva ao meio ambiente e o crescimento rápido dos custos de disposição dos fluidos de corte tem justificado a demanda por uma alternativa ao processo de usinagem com fluido. Entretanto, na ultima década tem se intensificado cada vez mais as pesquisas a fim de se restringir ao máximo a aplicação dos fluidos de corte na usinagem. As principais causas dessa tendência são os custos gerados pela aplicação dos fluidos, a preservação do meio ambiente e a preservação da saúde dos operados de máquina KLOCKE (1998). Para que se possa minimizar a utilização dos fluidos de corte, existem duas técnicas que têm sido amplamente pesquisadas no intuito se apresentarem como alternativas: a usinagem a seco (completamente sem fluido de corte) e a usinagem com a mínima quantidade de lubrificante (MQL). A função específica do fluido de corte no processo de usinagem é a de proporcionar lubrificação e refrigeração, que minimizem o calor produzido entre a superfície da peça e a da ferramenta. Ao se abrir mão do uso destes fluidos, a sua influência positiva na usinagem também perde o efeito, pois o fluido de corte é um importante 1/5
2 parâmetro tecnológico na usinagem. A sua redução drástica ou até a completa eliminação, certamente poderão ocasionar aumento de temperatura nos processos, queda de rendimento da ferramenta de corte, perda de precisão dimensional e geometria das peças e variações no comportamento térmico da máquina. Quando há utilização de ferramentas abrasivas, a redução de fluido de corte pode dificultar a limpeza dos poros do rebolo, propiciando a tendência de entupimentos dos poros, desta forma, contribuindo mais fortemente para os fatores negativamente citados. A importância relativa de cada uma das funções dependerá ainda do material usinado, do tipo de ferramenta utilizada (geometria definida ou não-definida), das condições de usinagem, do acabamento superficial e da qualidade dimensional e de forma exigida (MACHADO, 2000). DHAR, AHMED e ISLAM (2006) monitoraram o torneamento de aço AISI 1040 a fim de investigar o desempenho da usinagem a seco e com MQL nas medições das forças de corte, acabamento superficial e desvio dimensional. Eles concluíram que a usinagem MQL se comportou melhor que a usinagem a seco principalmente pelo fato de contribuir para a diminuição da temperatura de usinagem e beneficiar a interação entre a ferramenta e o cavaco. Em seus resultados as forças de corte foram reduzidas de 5 a 15% com o uso do MQL, houve diminuição do desgaste de flanco e também houveram melhores resultados de acabamento superficial e precisão dimensional. RAHMAN, KUMAR e SALAM (2002) investigaram os efeitos da usinagem MQL em operações de fresamento e concluíram que a usinagem MQL é uma técnica economicamente e ambientalmente favorável quando são aplicadas baixas velocidades de corte, avanço e profundidade como parâmetros de usinagem. Mesmo o MQL tendo despertado grande interesse dos pesquisadores pela motivação promovida pela questão ecológica, existem alguns pontos que devem ser discutidos para um melhor posicionamento no sentido da aplicação dessa técnica, tais como as partículas de óleo despejadas na atmosfera local devido a pulverização, e ao barulho gerado pela linha de ar comprimido que funciona intermitente (DINIZ, COPPINI e MARCONDES, 2001) 2. Objetivos A técnica MQL vai ao encontro dos objetivos da indústria manufatureira que são aumentar cada vez mais a produtividade e reduzir os custos, metas que podem ser atingidas substituindo-se o uso abundante do fluido de corte por uma mínima quantidade de óleo, e ao mesmo tempo, atender aos requisitos ecológicos (SCANDIFFIO, 2000). O termo MQL é usado quando uma quantidade mínima de lubrificante/refrigerante misturado com ar é adicionada ao processo cortante; estas quantidades mínimas de fluido são suficientes para reduzir substancialmente o atrito na ferramenta e evitar a aderência no material. Assim o projeto propõe os seguintes objetivos de pesquisa: Dar continuidade ao estudo da técnica de refrigeração MQL que vem sendo realizada; Identificar as condições de utilização do MQL e as condições operacionais necessárias; Desenvolver um dispositivo MQL que possa ser acoplado às máquinas CNC do Laboratório de Automação da Manufatura (LAM); Estudar, com observações práticas, o comportamento das operações de usinagem realizadas com MQL; Comparar o desempenho do sistema MQL a ser desenvolvido com um sistema comercial que foi doado ao LAM. 3. Desenvolvimento O desenvolvimento do trabalho iniciou-se prosseguindo com a aquisição de conhecimentos sobre os aspectos teóricos dos tipos de refrigeração utilizados nos processos de usinagem: refrigeração abundante, refrigeração MQL e sem refrigeração e conhecendo os princípios de funcionamento desses sistemas a fim de propor um sistema que possa ser construído e utilizado em usinagens MQL. Após a proposição e desenvolvimento do sistema, foram iniciados os testes para comparação entre o equipamento desenvolvido e um equipamento comercial doado à UNIMEP. Os testes consistiram em aplicá-los no torneamento de aço ABNT 1045 e monitorar a força de corte e a emissão acústica geradas em diversas condições de lubrificação e com variados parâmetros de corte. O trabalho experimental foi realizado no laboratório de Automação da Manufatura (LAM) da UNIMEP campus Santa Bárbara d Oeste. Os experimentos foram executados num torno Romi CENTUR 30 RV, equipado com comando numérico computadorizado Mach 8 com potência máxima de 7cv e rotação de 4000rpm. Os corpos de prova utilizados foram de aço laminado ABNT 1045 com diâmetro inicial de 25 mm e 195 mm de comprimento. Os parâmetros de corte estabelecidos foram, 2/5
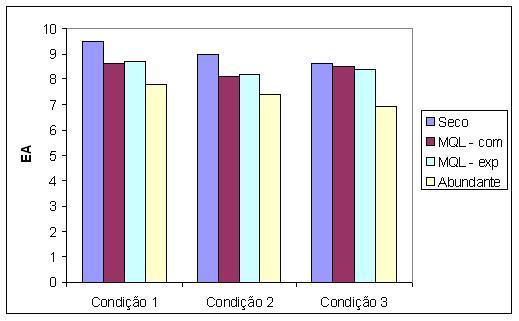
3 avanço (f) de 0,3mm/rev; profundidade de corte (ap) de 0,1mm; e três valores de velocidade de corte (vc) de 220, 275 e 330m/min. Para as três combinações de parâmetros de corte foram aplicadas três condições de lubrificação: a seco, MQL e com fluido abundante. Para o monitoramento da emissão acústica, foi utilizado um sensor de EA SENSIS com unidade de tratamento de sinal BM-12 contendo um filtro passa-alta de 5kHz interligado a um sistema de aquisição de dados gerenciado por um microcomputador que utiliza o software LabView 7.2. A força de corte foi medida utilizando uma célula de carga piezoeléctrica Kistler modelo 5007 montada sob o suporte da ferramenta. O amplificador de carga foi conectado a uma placa de aquisição A/D e interligado ao software LabView 7.2. Os equipamentos utilizados para o controle da Mínima Quantidade de Lubrificante (MQL) foram o nebulizador Tapmatic, doado à UNIMEP pela própria empresa, e o sistema desenvolvido na pesquisa. No sistema comercial é possível regular a pressão e vazão do ar, e a vazão o fluído de corte. No sistema construído é possível regular a pressão e a vazão de ambos os fluidos. Foi montado um banco de ensaio para a realização dos experimentos, composto basicamente de um torno CNC, o sensor de emissão acústica, a unidade de tratamento de sinal de EA, bloco de conectores BNC, placa e programa de aquisição de sinais, célula de carga para a medição de força de corte, amplificador de carga, fonte de tensão digital e microcomputador com o apoio do software LabView 7.2 para aquisição do sinal de EA e de força de corte da ferramenta. O procedimento de aquisição dos sinais consiste em inicializar o software de aquisição junto com o programa de usinagem. Durante a usinagem, os sinais de força de corte e emissão acústica, são levados a um bloco de conectores BNC. Deste bloco, o sinal analógico de tensão é levado via cabo até uma placa de aquisição instalada em um microcomputador. Assim que a usinagem foi encerrada a aquisição também foi interrompida. Os sinais foram adquiridos com a taxa de aquisição de 200 pontos/segundos. Os pontos plotados nas figuras representam a RMS (VRMS) desses pontos já filtrados e amplificados. Os dados foram armazenados em arquivos da planilha eletrônica Excel, para posterior análise e apresentação de resultados. 4. Resultados Como resultados dos experimentos realizados têm-se gráficos com valores médios das grandezas monitoradas na usinagem. A figura 1 apresenta os valores medidos da força de corte para as três configurações de parâmetros de usinagem e das condições de lubrificação, que são: a seco, MQL com o equipamento comercial, MQL com o equipamento experimental desenvolvido e com fluido abundante. A figura 2 ilustra o gráfico obtido com os valores de emissão acústica monitorados. A legenda é similar ao gráfico anterior. Também foram utilizados valores médios de acordo com os pontos coletados. Os dados obtidos em ambas as medições revelam que a técnica MQL diminui os valores obtidos na usinagem a seco. Além disso mostra-se mais econômica e ambientalmente correta que a usinagem com fluido abundante. 5. Considerações Finais Os resultados mostraram que ambos os sistemas MQL se mostraram eficientes em diminuir a força de corte a emissão acústica, todos com redução na faixa de 5-10% em relação à usinagem a seco. O consumo mínimo de fluido provou que a usinagem MQL acarreta economia nos custos com fluidos e também contribui para a preservação ambiental. É esperado que a técnica MQL aplicada tenha aumentado o tempo de vida da ferramenta e tenha diminuído os desgastes envolvidos na estrutura da mesma por diminuir a fricção entre a interface de usinagem. O sistema MQL desenvolvido apresentou comportamento satisfatório, porém ainda necessita de revisões de projeto pelo fato de ser o primeiro protótipo. Todos os componentes do equipamento foram obtidos no Laboratório de Automação da Manufatura (LAM), o que não acarretou em custos para sua construção. Referências Bibliográficas DHAR, N.R.; AHMED, M. T.; ISLAM S. An experimental investigations on effect o minimum quantity lubrication in machining AISI 1040 steel. International Journal of Machine Tools & Manufacture, /5

4 DINIZ, A.E.; COPPINI, N.L.; MARCONDES, F.C. Tecnologia da Usinagem dos Materiais. São Paulo: Artliber Editora, v. KLOCKE, F. et al. Clean manufacturing technologies - The competitive edge of tomorrow?. The International Journal of Manufacturing Science & Production, v.1, n.2, p , MACHADO, A. R. et al. Vantagens e desvantagens do uso (ou não) de fluidos de corte. In: Congresso de Usinagem, Anais do Congresso 2000, São Paulo RAHMAN, M.; KUMAR, S.; SALAM, M. U. Experimental evaluation on the effect of minimal quantities of lubricant in milling. International Journal of Machine Tools & Manufacture, n. 42, p , SCANDIFFIO, L. Uma contribuição ao estudo do corte a seco e a o corte com Mínima Quantidade de Lubrificante (MQL) em torneamento de aço Dissertação (Mestrado em Engenharia Mecânica) Faculdade de Engenharia Mecânica, Universidade de Campinas, Campinas, Anexos 4/5
5 5/5
APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
 XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Geraldo Alves Colaco (UFPB ) Ithyara Dheylle Machado de Medeiros (UFPB )
 Ithyara Dheylle Machado de Medeiros (UFPB )") ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM SOBRE A RUGOSIDADE NO TORNEAMENTO CILÍNDRICO EXTERNO EM CORTE A SECO E COM ABUNDÂNCIA DE FLUIDO DE CORTE Geraldo Alves Colaco (UFPB ) gacolaco@ig.com.br
ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM SOBRE A RUGOSIDADE NO TORNEAMENTO CILÍNDRICO EXTERNO EM CORTE A SECO E COM ABUNDÂNCIA DE FLUIDO DE CORTE Geraldo Alves Colaco (UFPB ) gacolaco@ig.com.br
RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NA LIGA DE ALUMINIO 7050
 RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NA LIGA DE ALUMINIO 7050 Getúlio de Oliveira Benato Junior 1,Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3 1 Tecnólogo em Produção
RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NA LIGA DE ALUMINIO 7050 Getúlio de Oliveira Benato Junior 1,Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3 1 Tecnólogo em Produção
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE
 ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
VARIAÇÃO DIMENSIONAL NO ENSAIO DE TORNEAMENTO DO AÇO ABNT 1045 SOB DIFERENTES CONDIÇÕES DE LUBI-REFRIGERAÇÃO
 VARIAÇÃO DIMENSIONAL NO ENSAIO DE TORNEAMENTO DO AÇO ABNT 1045 SOB DIFERENTES CONDIÇÕES DE LUBI-REFRIGERAÇÃO Ferreira, S. E., Universidade Federal de São João Del Rei UFSJ - Departamento de Engenharia
VARIAÇÃO DIMENSIONAL NO ENSAIO DE TORNEAMENTO DO AÇO ABNT 1045 SOB DIFERENTES CONDIÇÕES DE LUBI-REFRIGERAÇÃO Ferreira, S. E., Universidade Federal de São João Del Rei UFSJ - Departamento de Engenharia
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
GF Machining Solutions Importância da utilização de insumos de alto valor agregado em máquinas de alta precisão e tecnologia
 GF Machining Solutions Importância da utilização de insumos de alto valor agregado em máquinas de alta precisão e tecnologia Renato Rodriguez / 17/08/2017 Em resumo Georg Fischer Corporation 2 Georg Fischer
GF Machining Solutions Importância da utilização de insumos de alto valor agregado em máquinas de alta precisão e tecnologia Renato Rodriguez / 17/08/2017 Em resumo Georg Fischer Corporation 2 Georg Fischer
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
AVALIAÇÃO DO DESGASTE DE DIAMANTES SINTÉTICOS NA DRESSAGEM (AFIAÇÃO) DE REBOLOS
 DE REBOLOS") Categoria Trabalho Acadêmico / Artigo Completo AVALIAÇÃO DO DESGASTE DE DIAMANTES SINTÉTICOS NA DRESSAGEM (AFIAÇÃO) DE REBOLOS Armínio Frech Junior 1 Eduardo Carlos Bianchi 2 Paulo Roberto Aguiar 3 RESUMO:
Categoria Trabalho Acadêmico / Artigo Completo AVALIAÇÃO DO DESGASTE DE DIAMANTES SINTÉTICOS NA DRESSAGEM (AFIAÇÃO) DE REBOLOS Armínio Frech Junior 1 Eduardo Carlos Bianchi 2 Paulo Roberto Aguiar 3 RESUMO:
MEDIÇÃO DE TEMPERATURA DE USINAGEM EM AÇOS DE CORTE FÁCIL ATRAVÉS DO MÉTODO DO TERMOPAR FERRAMENTA-PEÇA
 POSMEC 215 Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 215, Uberlândia - MG MEDIÇÃO DE TEMPERATURA
POSMEC 215 Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 215, Uberlândia - MG MEDIÇÃO DE TEMPERATURA
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL
 ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
ANÁLISE QUALITATIVA PARA O ESTUDO DA INFLUÊNCIA DA VIBRAÇÃO NO DESGASTE DA FERRAMENTA DE CORTE EM UM PROCESSO DE FRESAMENTO FRONTAL André Luis Beloni dos Santos Carlos Roberto Ribeiro Marcus Antonio Viana
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
ESTUDO DA RUGOSIDADE E VIDA DE FERRAMENTA DO AÇO INOXIDÁVEL SUPERDUPLEX ASTM A-890 APÓS FRESAMENTO EM DIFERENTES CONDIÇÕES DE LUBRIFICAÇÃO
 ESTUDO DA RUGOSIDADE E VIDA DE FERRAMENTA DO AÇO INOXIDÁVEL SUPERDUPLEX ASTM A-890 APÓS FRESAMENTO EM DIFERENTES CONDIÇÕES DE LUBRIFICAÇÃO Gabriel Ximenes Abreu Figueiredo 1 ; Éd Claudio Bordinassi 2 1
ESTUDO DA RUGOSIDADE E VIDA DE FERRAMENTA DO AÇO INOXIDÁVEL SUPERDUPLEX ASTM A-890 APÓS FRESAMENTO EM DIFERENTES CONDIÇÕES DE LUBRIFICAÇÃO Gabriel Ximenes Abreu Figueiredo 1 ; Éd Claudio Bordinassi 2 1
Ementa: Graduação em Engenharia Mecânica. Curso sobre Tecnologia da Usinagem
 Graduação em Engenharia Mecânica Curso sobre Tecnologia da Usinagem Crichigno Filho Departamento de Engenharia Mecânica e-mail: crichigno@joinville.udesc.br Proibida a reprodução 1 Ementa: Introdução Grandezas
Graduação em Engenharia Mecânica Curso sobre Tecnologia da Usinagem Crichigno Filho Departamento de Engenharia Mecânica e-mail: crichigno@joinville.udesc.br Proibida a reprodução 1 Ementa: Introdução Grandezas
VOCÊ NÓS QUANDO ALGO DE EXCEPCIONAL SE DESENVOLVE ENTRE NÓS, ISTO É O EFEITO MAPAL. encontramos novas maneiras de obter mais para você.
 QUANDO ALGO DE EXCEPCIONAL SE DESENVOLVE ENTRE NÓS, ISTO É O EFEITO MAPAL NÓS VOCÊ Não quer fazer tudo diferente. Mas muitas coisas melhores. Abertura de oportunida des encontramos novas maneiras de obter
QUANDO ALGO DE EXCEPCIONAL SE DESENVOLVE ENTRE NÓS, ISTO É O EFEITO MAPAL NÓS VOCÊ Não quer fazer tudo diferente. Mas muitas coisas melhores. Abertura de oportunida des encontramos novas maneiras de obter
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Corte por Arranque de Apara. Tecnologia Mecânica 1
 Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO DE CORTE
 8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 27 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO DE CORTE Zeilmann, R. P., Slomp, J. Universidade de Caxias do Sul, Centro
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 27 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO DE CORTE Zeilmann, R. P., Slomp, J. Universidade de Caxias do Sul, Centro
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
ANÁLISE DO PROCESSO DE FRESAMENTO DO AÇO AISI D6 ENDURECIDO UTILIZANDO MÍNIMA QUANTIDADE DE LUBRIFICANTE. A. Felipe, A. J. Souza
 ANÁLISE DO PROCESSO DE FRESAMENTO DO AÇO AISI D6 ENDURECIDO UTILIZANDO MÍNIMA QUANTIDADE DE LUBRIFICANTE A. Felipe, A. J. Souza Departamento de Engenharia Mecânica (DEMEC-UFRGS) Rua Sarmento Leite, n 425,
ANÁLISE DO PROCESSO DE FRESAMENTO DO AÇO AISI D6 ENDURECIDO UTILIZANDO MÍNIMA QUANTIDADE DE LUBRIFICANTE A. Felipe, A. J. Souza Departamento de Engenharia Mecânica (DEMEC-UFRGS) Rua Sarmento Leite, n 425,
EFEITO DA LUBRIFICAÇÃO MÍNIMA (MQL - MINIMAL QUANTITY OF LUBRICANT) NA MAQUINAGEM DE UMA LIGA DE ALUMÍNIO
 NA MAQUINAGEM DE UMA LIGA DE ALUMÍNIO") Revista da Associação Portuguesa de Análise Experimental de Tensões ISSN - 9 EFEITO DA LUBRIFICAÇÃO MÍNIMA (MQL - MINIMAL QUANTITY OF LUBRICANT) NA MAQUINAGEM DE UMA LIGA DE ALUMÍNIO A. Esteves Correia,
Revista da Associação Portuguesa de Análise Experimental de Tensões ISSN - 9 EFEITO DA LUBRIFICAÇÃO MÍNIMA (MQL - MINIMAL QUANTITY OF LUBRICANT) NA MAQUINAGEM DE UMA LIGA DE ALUMÍNIO A. Esteves Correia,
2 MATERIAL E MÉTODOS
 RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NO POLIACETAL EM OPERAÇÃO DE FRESAMENTO Fernando Silva 1, Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3 1 Tecnológo em Produção
RELAÇÕES ENTRE PARÂMETROS DE CORTE E ACABAMENTO SUPERFICIAL NO POLIACETAL EM OPERAÇÃO DE FRESAMENTO Fernando Silva 1, Celso Fernandes Joaquim Junior 2, Gilson Eduardo Tarrento 3 1 Tecnológo em Produção
Palavras-chave: Minimização de fluido de corte, Furação, Brocas helicoidais.
 INFLUÊNCIA DA MINIMIZAÇÃO DO FLUIDO DE CORTE NA FURAÇÃO COM BROCA HELICOIDAL DE METAL-DURO Rolf Bertrand Schroeter Universidade Federal de Santa Catarina, Departamento de Eng. Mecânica, Laboratório de
INFLUÊNCIA DA MINIMIZAÇÃO DO FLUIDO DE CORTE NA FURAÇÃO COM BROCA HELICOIDAL DE METAL-DURO Rolf Bertrand Schroeter Universidade Federal de Santa Catarina, Departamento de Eng. Mecânica, Laboratório de
EFEITOS DO FLUIDO DE CORTE NO ACABAMENTO SUPERFICIAL DE PEÇAS USINADAS POR PROCESSOS CONVENCIONAIS
 EFEITOS DO FLUIDO DE CORTE NO ACABAMENTO SUPERFICIAL DE PEÇAS USINADAS POR PROCESSOS CONVENCIONAIS Francisco Lima Universidade de Fortaleza, Centro de Ciências Tecnológicas - Av. Washington Soares, 1321-Fortaleza-CE,
EFEITOS DO FLUIDO DE CORTE NO ACABAMENTO SUPERFICIAL DE PEÇAS USINADAS POR PROCESSOS CONVENCIONAIS Francisco Lima Universidade de Fortaleza, Centro de Ciências Tecnológicas - Av. Washington Soares, 1321-Fortaleza-CE,
DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS
 DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS Sandro Cardoso Santos Júlio César Giubilei Milan Márcio Bacci da Silva Universidade Federal
DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS Sandro Cardoso Santos Júlio César Giubilei Milan Márcio Bacci da Silva Universidade Federal
ANÁLISE DA USINABILIDADE DOS AÇOS INOXIDÁVEIS AISI 304 E AISI 420 DURANTE O PROCESSO DE TORNEAMENTO EXTERNO CILINDRICO
 ANÁLISE DA USINABILIDADE DOS AÇOS INOXIDÁVEIS AISI 304 E AISI 420 DURANTE O PROCESSO DE TORNEAMENTO EXTERNO CILINDRICO ¹F. M. MARQUES; ¹F. M. UGIONI; ¹L. C. CAVALER; ²A. S. ROCHA; ¹E. I. CURI Rua Pascoal
ANÁLISE DA USINABILIDADE DOS AÇOS INOXIDÁVEIS AISI 304 E AISI 420 DURANTE O PROCESSO DE TORNEAMENTO EXTERNO CILINDRICO ¹F. M. MARQUES; ¹F. M. UGIONI; ¹L. C. CAVALER; ²A. S. ROCHA; ¹E. I. CURI Rua Pascoal
FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO LUBRI- REFRIGERANTE
 FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO LUBRI- REFRIGERANTE Andréia Vanessa Finimundi avfinimu@ucs.br Ana Paula Verruck apverruc@ucs.br Elizangela Ballardin Xavier elibaxavier@gmail.com Rodrigo Panosso
FURAÇÃO COM REDUÇÃO DA QUANTIDADE DE FLUIDO LUBRI- REFRIGERANTE Andréia Vanessa Finimundi avfinimu@ucs.br Ana Paula Verruck apverruc@ucs.br Elizangela Ballardin Xavier elibaxavier@gmail.com Rodrigo Panosso
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
ANÁLISE DO DESGASTE EM FERRAMENTAS DE AÇO-RÁPIDO NO FRESAMENTO DE TOPO COM APLICAÇÃO DE MÍNIMAS QUANTIDADES DE FLUIDO
 5 V CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 14 a 17 de abril de 2009 - Belo Horizonte - Minas Gerais - Brasil ANÁLISE DO DESGASTE EM FERRAMENTAS DE AÇO-RÁPIDO NO FRESAMENTO DE TOPO COM APLICAÇÃO
5 V CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 14 a 17 de abril de 2009 - Belo Horizonte - Minas Gerais - Brasil ANÁLISE DO DESGASTE EM FERRAMENTAS DE AÇO-RÁPIDO NO FRESAMENTO DE TOPO COM APLICAÇÃO
Relação equilibrada entre processos de usinagem com fluidos de corte e meio ambiente
 Relação equilibrada entre processos de usinagem com fluidos de corte e meio ambiente Rodrigo Panosso Zeilmann, Juliana Slomp, Juliano Bueno, Tiago Vacaro Universidade de Caxias do Sul (UCS) Centro de Ciências
Relação equilibrada entre processos de usinagem com fluidos de corte e meio ambiente Rodrigo Panosso Zeilmann, Juliana Slomp, Juliano Bueno, Tiago Vacaro Universidade de Caxias do Sul (UCS) Centro de Ciências
UNIJUI - Universidade Regional do Noroeste do Estado do Rio Grande do Sul
 UNIJUI - Universidade Regional do Noroeste do Estado do Rio Grande do Sul Dceeng Departamento de Ciências Exatas e Engenharias Curso de Engenharia Mecânica Campus Panambi EVERALDO DE SOUZA BRIZOLLA ANÁLISE
UNIJUI - Universidade Regional do Noroeste do Estado do Rio Grande do Sul Dceeng Departamento de Ciências Exatas e Engenharias Curso de Engenharia Mecânica Campus Panambi EVERALDO DE SOUZA BRIZOLLA ANÁLISE
INFLUÊNCIA DAS CONDIÇÕES DE USINAGEM POR TORNEAMENTO NA RUGOSIDADE DA PEÇA
 INFLUÊNCIA DAS CONDIÇÕES DE USINAGEM POR TORNEAMENTO NA RUGOSIDADE DA PEÇA Ariel Rugiéri Dotto, ad001558@fahor.com.br¹ Anderson Cassiano Seimetz, as001601@fahor.com.br¹ Alexandro Cesar Carlin, ac001562@fahor.com.br¹
INFLUÊNCIA DAS CONDIÇÕES DE USINAGEM POR TORNEAMENTO NA RUGOSIDADE DA PEÇA Ariel Rugiéri Dotto, ad001558@fahor.com.br¹ Anderson Cassiano Seimetz, as001601@fahor.com.br¹ Alexandro Cesar Carlin, ac001562@fahor.com.br¹
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
2 Revisão Bibliográfica
 2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Autor(es) GUILHERME GORGULHO. Orientador(es) ANDRÉ DE LIMA. Apoio Financeiro FAPIC/UNIMEP. 1. Introdução
 GUILHERME GORGULHO. Orientador(es) ANDRÉ DE LIMA. Apoio Financeiro FAPIC/UNIMEP. 1. Introdução") 19 Congresso de Iniciação Científica AVALIAÇÃO DO COMPORTAMENTO DA INTEGRIDADE SUPERFICIAL EM PEÇAS SUBMETIDAS A PROCESSOS DE USINAGEM EM CONDIÇÕES OTIMIZADAS Autor(es) GUILHERME GORGULHO Orientador(es)
19 Congresso de Iniciação Científica AVALIAÇÃO DO COMPORTAMENTO DA INTEGRIDADE SUPERFICIAL EM PEÇAS SUBMETIDAS A PROCESSOS DE USINAGEM EM CONDIÇÕES OTIMIZADAS Autor(es) GUILHERME GORGULHO Orientador(es)
Experimentos sobre consumo de energia em processos de usinagem
 TMEC022 USINAGEM Experimentos sobre consumo de energia em processos de usinagem Semana 8 08 a 12 de abril de 2019 Objetivo: Medir e analisar o consumo de energia no processo de torneamento convencional
TMEC022 USINAGEM Experimentos sobre consumo de energia em processos de usinagem Semana 8 08 a 12 de abril de 2019 Objetivo: Medir e analisar o consumo de energia no processo de torneamento convencional
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS
 ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
VII Seminário da Pós-graduação em Engenharia Mecânica
 ANALISÉ DO PROCESSO DE TORNEAMENTO DE MADEIRAS Raul M. dos Santos Aluno do Programa de Pós-Graduação em Engenharia Mecânica Unesp Bauru Prof. Dr. Manoel C. de Sampaio Alves Orientador Depto de Engenharia
ANALISÉ DO PROCESSO DE TORNEAMENTO DE MADEIRAS Raul M. dos Santos Aluno do Programa de Pós-Graduação em Engenharia Mecânica Unesp Bauru Prof. Dr. Manoel C. de Sampaio Alves Orientador Depto de Engenharia
APLICAÇÃO DE PROJETO DE EXPERIMENTOS PARA A OTIMIZAÇÃO DE UM PROCESSO DE USINAGEM EM TORNO CNC
 XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 1 a15 de outubro
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 1 a15 de outubro
MODELO NUMÉRICO EXPERIMENTAL DA RUGOSIDADE NO FRESAMENTO FRONTAL DE ACABAMENTO DO AÇO AISI 4140 ENDURECIDO
 Congresso de Métodos Numéricos em Engenharia 2015 Lisboa, 29 de Junho a 2 de Julho, 2015 APMTAC, Portugal, 2015 MODELO NUMÉRICO EXPERIMENTAL DA RUGOSIDADE NO FRESAMENTO FRONTAL DE ACABAMENTO DO AÇO AISI
Congresso de Métodos Numéricos em Engenharia 2015 Lisboa, 29 de Junho a 2 de Julho, 2015 APMTAC, Portugal, 2015 MODELO NUMÉRICO EXPERIMENTAL DA RUGOSIDADE NO FRESAMENTO FRONTAL DE ACABAMENTO DO AÇO AISI
ESTUDO COMPARATIVO COM DIFERENTES FLUIDOS DE CORTE NO TORNEAMENTO COM METAL DURO REVESTIDO COM TIN
 ESTUDO COMPARATIVO COM DIFERENTES FLUIDOS DE CORTE NO TORNEAMENTO COM METAL DURO REVESTIDO COM TIN Rolf Bertrand Schroeter Universidade Federal de Santa Catarina, Departamento de Eng. Mecânica, Laboratório
ESTUDO COMPARATIVO COM DIFERENTES FLUIDOS DE CORTE NO TORNEAMENTO COM METAL DURO REVESTIDO COM TIN Rolf Bertrand Schroeter Universidade Federal de Santa Catarina, Departamento de Eng. Mecânica, Laboratório
ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO
 Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO Paulo Sérgio Martins, Roney Gonçalves,
Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 ELIMINAÇÃO DE PROCESSO DE LIXAMENTO EM EIXOS DE TRANSMISSÃO UTILIZANDO REBOLO DE CBN VITRIFICADO Paulo Sérgio Martins, Roney Gonçalves,
AVALIAÇÃO DA REFRIGERAÇÃO CRIOGÊNICA NA USINAGEM CNC DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 440C
 AVALIAÇÃO DA REFRIGERAÇÃO CRIOGÊNICA NA USINAGEM CNC DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 440C F. P. Dacas 1, R. C. Costa 1, E. A. Desidério 1, F. Canal 1, E. A. Flesch 1, F. M. Marques 2 1 IFC Campus Luzerna;
AVALIAÇÃO DA REFRIGERAÇÃO CRIOGÊNICA NA USINAGEM CNC DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 440C F. P. Dacas 1, R. C. Costa 1, E. A. Desidério 1, F. Canal 1, E. A. Flesch 1, F. M. Marques 2 1 IFC Campus Luzerna;
PROJETO E CONSTRUÇÃO DE CALORÍMETRO PARA MEDIÇÃO DE TEMPERATURA E CALOR EM USINAGEM
 Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 2015, Uberlândia - MG PROJETO E CONSTRUÇÃO DE CALORÍMETRO PARA MEDIÇÃO DE TEMPERATURA E CALOR EM USINAGEM Marcos
Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia 18 e 19 de Novembro de 2015, Uberlândia - MG PROJETO E CONSTRUÇÃO DE CALORÍMETRO PARA MEDIÇÃO DE TEMPERATURA E CALOR EM USINAGEM Marcos
Torno Automático CNC de cabeçote móvel. Torno Automático CNC de torneamento curto TNL12 TNL12K
 Torno Automático CNC de cabeçote móvel Torno Automático CNC de torneamento curto TNL12 TNL12K TNL12 - Ideal para qualquer tarefa de usinagem O conceito da máquina TNL12 foi adaptado para as necessidades
Torno Automático CNC de cabeçote móvel Torno Automático CNC de torneamento curto TNL12 TNL12K TNL12 - Ideal para qualquer tarefa de usinagem O conceito da máquina TNL12 foi adaptado para as necessidades
AVALIAÇÃO DO PERFIL DE RUGOSIDADE E DO DESGASTE DA FERRAMENTA ATRAVÉS DO SINAL DE EMISSÃO ACÚSTICA
 15º POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica AVALIAÇÃO DO PERFIL DE RUGOSIDADE E DO DESGASTE DA FERRAMENTA
15º POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica AVALIAÇÃO DO PERFIL DE RUGOSIDADE E DO DESGASTE DA FERRAMENTA
SOLDA POR FRICÇÃO EM AÇO CARBONO
 SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
Processos de Otimização Aplicados a Usinagem
 Processos de Otimização Aplicados a Usinagem CRISTOVÃO FELIPE RIBEIRO GARCIA/ OTÁVIO RIBEIRO REIS ORIENTADOR: ADRIANA DIACENCO Resumo: No processo de usinagem existe várias variáveis envolvidas consistindo
Processos de Otimização Aplicados a Usinagem CRISTOVÃO FELIPE RIBEIRO GARCIA/ OTÁVIO RIBEIRO REIS ORIENTADOR: ADRIANA DIACENCO Resumo: No processo de usinagem existe várias variáveis envolvidas consistindo
UMA CONTRIBUIÇÃO AO ESTUDO DO CORTE A SECO E DO CORTE COM MÍNIMA QUANTIDADE DE LUBRIFICANTE EM TORNEAMENTO DE AÇO
 UMA CONTRIBUIÇÃO AO ESTUDO DO CORTE A SECO E DO CORTE COM MÍNIMA QUANTIDADE DE LUBRIFICANTE EM TORNEAMENTO DE AÇO Anselmo Eduardo Diniz Universidade Estadual de Campinas, Departamento de Engenharia da
UMA CONTRIBUIÇÃO AO ESTUDO DO CORTE A SECO E DO CORTE COM MÍNIMA QUANTIDADE DE LUBRIFICANTE EM TORNEAMENTO DE AÇO Anselmo Eduardo Diniz Universidade Estadual de Campinas, Departamento de Engenharia da
Formação e gestão inovadoras na era da transformação digital: abrangência, significados e relações.
 ANÁLISE DA TEMPERATURA DA FERRAMENTA DURANTE PROCESSO DE FURAÇÃO À SECO Vitor Marcelo Costa Halcsik 1, Felipe Ribeiro Toloczko 2, Kleberson Cartolari de Souza 3 Resumo - Na usinagem determinar a temperatura
ANÁLISE DA TEMPERATURA DA FERRAMENTA DURANTE PROCESSO DE FURAÇÃO À SECO Vitor Marcelo Costa Halcsik 1, Felipe Ribeiro Toloczko 2, Kleberson Cartolari de Souza 3 Resumo - Na usinagem determinar a temperatura
Palavras-chave: Torneamento, Aço endurecido, Mínima lubrificação, Ferramenta de PCBN.
 USINAGEM DE AÇOS ENDURECIDOS COM MÍNIMA LUBRIFICAÇÃO João Roberto Ferreira Júlio Navarro Santos Escola Federal de Engenharia de Itajubá/EFEI; Depto de Produção/Instituto de Enga. Mecânica, Av. BPS 1303,
USINAGEM DE AÇOS ENDURECIDOS COM MÍNIMA LUBRIFICAÇÃO João Roberto Ferreira Júlio Navarro Santos Escola Federal de Engenharia de Itajubá/EFEI; Depto de Produção/Instituto de Enga. Mecânica, Av. BPS 1303,
AVALIAÇÃO DOS PARÂMETROS DE CORTE DA FURAÇÃO DO FERRO FUNDIDO FE 45012
 XXII Congresso Nacional de Estudantes de Engenharia Mecânica 19 a 23/10/2015 - Campos dos Goytacazes RJ AVALIAÇÃO DOS PARÂMETROS DE CORTE DA FURAÇÃO DO FERRO FUNDIDO FE 45012 Fabiano Cardoso; Jairo Nunes;
XXII Congresso Nacional de Estudantes de Engenharia Mecânica 19 a 23/10/2015 - Campos dos Goytacazes RJ AVALIAÇÃO DOS PARÂMETROS DE CORTE DA FURAÇÃO DO FERRO FUNDIDO FE 45012 Fabiano Cardoso; Jairo Nunes;
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
Retificadoras de Perfis CNC ERP1640
 * Imagem ilustrativa, a máquina pode estar equipada com acessórios opcionais. www.ferdimat.com.br Vendas e Fábrica Rua Benedito Cubas, N 320 Jardim Morumbi, São José dos Campos - SP Tel. (12) 3931-5433
* Imagem ilustrativa, a máquina pode estar equipada com acessórios opcionais. www.ferdimat.com.br Vendas e Fábrica Rua Benedito Cubas, N 320 Jardim Morumbi, São José dos Campos - SP Tel. (12) 3931-5433
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
UTILIZAÇÃO DO SOFTWARE MINITAB NA COMPARAÇÃO DOS RESULTADOS DE DESVIO ARITMÉTICO MÉDIO (R a ) E TEMPERATURA DURANTE O FRESAMENTO DO AÇO ABNT 1020
 E TEMPERATURA DURANTE O FRESAMENTO DO AÇO ABNT 1020") UTILIZAÇÃO DO SOFTWARE MINITAB NA COMPARAÇÃO DOS RESULTADOS DE DESVIO ARITMÉTICO MÉDIO (R a ) E TEMPERATURA DURANTE O FRESAMENTO DO AÇO ABNT 020 Marcelo Adriano Marques de Almeida Natália Fernanda Santos
UTILIZAÇÃO DO SOFTWARE MINITAB NA COMPARAÇÃO DOS RESULTADOS DE DESVIO ARITMÉTICO MÉDIO (R a ) E TEMPERATURA DURANTE O FRESAMENTO DO AÇO ABNT 020 Marcelo Adriano Marques de Almeida Natália Fernanda Santos
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
O PROCESSO DE FURAÇÃO DIANTE DAS TENDÊNCIAS DE EVOLUÇÃO DOS PROCESSOS DE USINAGEM
 O PROCESSO DE FURAÇÃO DIANTE DAS TENDÊNCIAS DE EVOLUÇÃO DOS PROCESSOS DE USINAGEM Sandro C. Santos 1 Márcio B. da Silva 2 Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica (1) scsantos@mecanica.ufu.br,
O PROCESSO DE FURAÇÃO DIANTE DAS TENDÊNCIAS DE EVOLUÇÃO DOS PROCESSOS DE USINAGEM Sandro C. Santos 1 Márcio B. da Silva 2 Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica (1) scsantos@mecanica.ufu.br,
2º Congresso Internacional de Tecnologias para o Meio Ambiente. Bento Gonçalves RS, Brasil, 28 a 30 de Abril de 2010
 Redução da utilização de fluidos de corte: uma abordagem ecológica na gestão de processos de usinagem Rodrigo P. Zeilmann, Tiago Vacaro, Alfredo Tomé, Fernando Bordin Universidade de Caxias do Sul (rpzeilma@ucs.br)
Redução da utilização de fluidos de corte: uma abordagem ecológica na gestão de processos de usinagem Rodrigo P. Zeilmann, Tiago Vacaro, Alfredo Tomé, Fernando Bordin Universidade de Caxias do Sul (rpzeilma@ucs.br)
mm. Roda contadora
 5 1 13 mm Roda contadora 28 decomagazine 2-217 alta tecnologia e DPRM : know-how, de braços dados As mais belas peças para os mais belos relógios do mercado : a seguir, queremos apresentar brevemente a
5 1 13 mm Roda contadora 28 decomagazine 2-217 alta tecnologia e DPRM : know-how, de braços dados As mais belas peças para os mais belos relógios do mercado : a seguir, queremos apresentar brevemente a
IV Seminário da Pós-Graduação em Engenharia Mecânica Unesp - Bauru
 UTILIZAÇÃO DA MÍNIMA QUANTIDADE DE LUBRIFICANTE (MQL) COM ÁGUA NO PROCESSO DE RETIFICAÇÃO CILÍNDRICA EXTERNA DE MERGULHO EM CERÂMICAS COM REBOLOS DIAMANTADOS Edmilson Antônio Sarni Aluno do Programa de
UTILIZAÇÃO DA MÍNIMA QUANTIDADE DE LUBRIFICANTE (MQL) COM ÁGUA NO PROCESSO DE RETIFICAÇÃO CILÍNDRICA EXTERNA DE MERGULHO EM CERÂMICAS COM REBOLOS DIAMANTADOS Edmilson Antônio Sarni Aluno do Programa de
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
III Seminário da Pós-Graduação em Engenharia Mecânica Unesp - Bauru
 ANÁLISE DE DIFERENTES MÉTODOS DE LUBRI-REFRIGERAÇÃO NA RETIFICAÇÃO PLANA DO AÇO ABNT4340 Ricardo Fernando Damasceno Aluno do Programa de Pós-Graduação em Engenharia Mecânica Unesp Bauru Prof. Dr. Eduardo
ANÁLISE DE DIFERENTES MÉTODOS DE LUBRI-REFRIGERAÇÃO NA RETIFICAÇÃO PLANA DO AÇO ABNT4340 Ricardo Fernando Damasceno Aluno do Programa de Pós-Graduação em Engenharia Mecânica Unesp Bauru Prof. Dr. Eduardo
Controle do cavaco. Formas de Cavacos. Cavaco em fita. Cavaco helicoidal. Cavaco espiral. Cavaco em lascas ou pedaços
 Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
COMPONENTES DA FORÇA DE USINAGEM NO TORNEAMENTO DE LIGAS NÃO FERROSAS E AÇOS ABNT 1020 e 1045.
 COMPONENTES DA FORÇA DE USINAGEM NO TORNEAMENTO DE LIGAS NÃO FERROSAS E AÇOS ABNT 12 e 145. Jean Robert Pereira Rodrigues 1 José Roberto Pereira Rodrigues 2 Jose Carlos Sousa dos Santos 3 Alexandre Sordi
COMPONENTES DA FORÇA DE USINAGEM NO TORNEAMENTO DE LIGAS NÃO FERROSAS E AÇOS ABNT 12 e 145. Jean Robert Pereira Rodrigues 1 José Roberto Pereira Rodrigues 2 Jose Carlos Sousa dos Santos 3 Alexandre Sordi
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
5. Resultados experimentais obtidos a bordo
 5. Resultados experimentais obtidos a bordo Nos capítulos 3 e 4, dois modelos encontrados na literatura, (Kyrtatos et al. 2001 e Xiros 2002), foram adaptados para realizar a análise do rendimento térmico
5. Resultados experimentais obtidos a bordo Nos capítulos 3 e 4, dois modelos encontrados na literatura, (Kyrtatos et al. 2001 e Xiros 2002), foram adaptados para realizar a análise do rendimento térmico
DETERMINAÇÃO DA USINABILIDADE DO FERRO FUNDIDO NODULAR PRODUZIDO NA FUNDIÇÃO DA A ELETROTÉCNICA LTDA
 CONVÊNIOS CNPq/UFU & FAPEMIG/UFU Universidade Federal de Uberlândia Pró-Reitoria de Pesquisa e Pós-Graduação DIRETORIA DE PESQUISA COMISSÃO INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA 2008 UFU 30 anos DETERMINAÇÃO
CONVÊNIOS CNPq/UFU & FAPEMIG/UFU Universidade Federal de Uberlândia Pró-Reitoria de Pesquisa e Pós-Graduação DIRETORIA DE PESQUISA COMISSÃO INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA 2008 UFU 30 anos DETERMINAÇÃO
Análise da influência do tempo de centelhamento na retificação cilíndrica externa de mergulho de aços endurecidos VC-131
 Análise da influência do tempo de centelhamento na retificação cilíndrica externa de mergulho de aços endurecidos VC-131 Ulysses de Barros Fernandes (UNESP) ulyssesfernandes@uol.com.br José Augusto Camargo
Análise da influência do tempo de centelhamento na retificação cilíndrica externa de mergulho de aços endurecidos VC-131 Ulysses de Barros Fernandes (UNESP) ulyssesfernandes@uol.com.br José Augusto Camargo
PROJETO, CONSTRUÇÃO E TESTES DE UM SISTEMA PARA APLICAÇÃO DE FLUIDO DE CORTE EM MQF
 PROJETO, CONSTRUÇÃO E TESTES DE UM SISTEMA PARA APLICAÇÃO DE FLUIDO DE CORTE EM MQF Eunicezio Fernandes Dias Universidade Federal de Minas Gerais Av. Antônio Carlos, 6627, Pampulha, Belo Horizonte, MG,
PROJETO, CONSTRUÇÃO E TESTES DE UM SISTEMA PARA APLICAÇÃO DE FLUIDO DE CORTE EM MQF Eunicezio Fernandes Dias Universidade Federal de Minas Gerais Av. Antônio Carlos, 6627, Pampulha, Belo Horizonte, MG,
DESGASTE DE BROCAS DE AÇO-RÁPIDO NA FURAÇÃO SOB DIFERENTES CONDIÇÕES DE APLICAÇÃO DE FLUIDOS LUBRI- REFRIGERANTES
 DESGASTE DE BROCAS DE AÇO-RÁPIDO NA FURAÇÃO SOB DIFERENTES CONDIÇÕES DE APLICAÇÃO DE FLUIDOS LUBRI- REFRIGERANTES Maurício Calza calza.m@gmail.com Ricardo Santin rsantin@ucs.br Gerson Luiz Nicola glnicola@ucs.br
DESGASTE DE BROCAS DE AÇO-RÁPIDO NA FURAÇÃO SOB DIFERENTES CONDIÇÕES DE APLICAÇÃO DE FLUIDOS LUBRI- REFRIGERANTES Maurício Calza calza.m@gmail.com Ricardo Santin rsantin@ucs.br Gerson Luiz Nicola glnicola@ucs.br