6.3. DESGASTE POR DEFORMAÇÃO PLÁSTICA ACUMULADA. O comportamento de desgaste em riscamento a baixas cargas de materiais metálicos com
|
|
|
- Maria da Assunção Guimarães Ferretti
- 6 Há anos
- Visualizações:
Transcrição

 Cobre b) Latão 360 riscamento riscamento c) Aço 0,4% C - A seco d) Aço 0,4% C - Lubrificado riscamento riscamento Figura 6.14 Exemplos de desgaste por deformação plástica acumulada.")
1 DESGASTE POR DEFORMAÇÃO PLÁSTICA ACUMULADA Identificação e designação O comportamento de desgaste em riscamento a baixas cargas de materiais metálicos com indentadores tronco de cone pode apresentar um aspecto conforme mostrado na Figura A partir de um certo número de ciclos ocorrem escoamentos de material de forma intermitente sobre a trilha de riscamento. Esses deslocamentos de material não são suficientes para possibilitar uma remoção contínua o que resulta em um aspecto da superfície de desgaste em forma de ondas. a) Cobre b) Latão 360 riscamento riscamento c) Aço 0,4% C - A seco d) Aço 0,4% C - Lubrificado riscamento riscamento Figura 6.14 Exemplos de desgaste por deformação plástica acumulada. a) Cobre: Diamante TC-45 D370; W = 0,5 N; v t = 0,157 m/s; Ar ambiente UR = 53%; Nc = 995 ciclos. b) Latão 360: Diamante TC-30 D370; W = 0,2 N; v t = 0,157 m/s; Ar ambiente UR = 52%; Nc = 108 ciclos. c) Aço 0,4 % C de baixa liga: Diamante TC-45 D370; W = 4,0 N; v t = 0,157 m/s; Ar ambiente UR = 49%; Nc = 398 ciclos. d) Aço 0,4 % C de baixa liga: Rubi TC-25 D250; W = 2,0 N; v t = 0,19 m/s; óleo lubrificante; Nc = 3000 ciclos;
2 114 O momento quando ocorrem os primeiros escoamentos de material podem ser detectados na experimentação pelo acompanhamento da força de atrito, ou seja, pela identificação do estágio de Transição. Essa verificação foi um tanto difícil nos materiais de menor dureza, como o cobre eletrolítico, devido à facilidade de penetração do indentador na superfície. Com as geometrias de indentadores testadas nesses casos, mesmo em cargas reduzidas ocorre o período de Transição em um pequeno número de ciclos. Em materiais como o aço 0,4 % C de baixa liga com indentadores de diâmetros da extremidade de 370 µm, esse acompanhamento pode ser mais facilmente verificado. Esses resultados serão apresentados na seqüência. Na literatura são encontradas algumas designações para o desgaste apresentado, que se não são exatamente correspondentes a um mesmo comportamento, apresentam uma grande similaridade. Essas designações variam conforme as condições de riscamento e os possíveis mecanismos de desgaste envolvidos. Por exemplo, Kapoor e Johnson (1994) relatam que alguns autores já haviam designado esse desgaste em termos gerais como sendo desgaste metálico e de deslizamento. Em relação aos mecanismos de desgaste, encontram-se designações de desgaste por extrusão (BAYER, 1994), por efeito catraca 1 plástico (de plastic ratchetting, conforme Kapoor e Johnson, 1994), por filme (AKAGAKI; KATO, 1987), por bandas de cisalhamento (ZUM GAHR, 1987) ou por ondas plásticas (KJER, 1987). Quando analisado especificamente em termos de mecanismos de adesão é chamado de desgaste por bandas de deslizamento (BUCKLEY, 1982) e por transferência de filmes metálicos (STACHOWIAK; BATCHELOR, 2001). Nesse trabalho é adotada a designação de desgaste por deformação plástica acumulada. 1 Efeito catraca situação em que os indivíduos ajustam continuamente os seus padrões de vida em direção ascendente. É como se fosse uma catraca que não deixa voltar atrás (Fonte: Dicionário Michaelis).
3 115 A predominância de desgaste por deformação plástica acumulada foi encontrada nos ensaios quando se utilizou indentadores tronco de cone. Os materiais e condições ensaiados que apresentaram tal desgaste foram os riscamentos lubrificados de aço 8640, riscamentos de cobre eletrolítico; riscamentos de latão e ligas de alumínio com pequenos ângulos de ataque e baixa umidade relativa do ar e no riscamento do aço 8640 com indentadores de diamante. Esse desgaste não foi encontrado nos riscamentos de ferros fundidos ensaiados Modelos de desgaste por deformação plástica acumulada Deslizamentos repetidos de um indentador em um material dúctil podem gerar partículas de desgaste na forma de placas ou ondas plásticas (SHETTY et al.,1982; KUO et al., 1992; MARTIN et al., 1984; KJER, 1987). Akagaki e Kato (1987) observaram o fenômeno em experimentos de deslizamento repetido de um plano tangencial retificado em uma esfera de aço sobre um contra-corpo mais mole e também plano (Figura 6.15a). Foi observado que placas finas do material mais mole são extrudadas progressivamente depois de algumas centenas de ciclos. Quando o deslizamento é perpendicular aos sulcos de rugosidade do contra-corpo mais mole, a extrusão aparece à frente das asperezas desse material (Fig. 6.15b) e quando o deslizamento é paralelo aos sulcos de rugosidade, a extrusão ocorre lateralmente às asperezas (Fig. 6.15c).
 Deslizamento perpendicular aos sulcos de rugosidade do contra-corpo mais mole. (c) Deslizamento paralelo aos sulcos de rugosidade do contracorpo mais mole.")
4 116 Figura 6.15 (a) Representação dos experimentos de Akagati e Kato (1987) com a formação de placas ou camadas delgadas. (b) Deslizamento perpendicular aos sulcos de rugosidade do contra-corpo mais mole. (c) Deslizamento paralelo aos sulcos de rugosidade do contracorpo mais mole. a) Desgaste ratchetting Kapoor e Johnson (1994) O desgaste ratcheting plástico pode ser modelado através de um tubo fino sujeito à combinação de um carregamento de compressão e um torque alternante que excedem a tensão de escoamento do material a cada meio ciclo (COCKS et al., 1985). Um elemento de material do tubo, mostrado na Figura 6.18 deverá ser sujeito a uma tensão compressiva σ zz e a uma tensão de cisalhamento alternante τ zx. Pelo Critério de von Mises, no espaço de tensões σ-τ é representado por uma elipse (Figura 6.16b).
5 117 Figura 6.16 Desgaste ratchetting plástico em um tubo fino sujeito à combinação de uma carga contínua e um torque alternante: (a) tensões em um elemento de material; (b) histórico de tensões e deformações associadas no elemento (a) (COCKS et al., 1985). O ciclo de tensões de um elemento de material, mostrado pela trajetória A, toca as extremidades da elipse nos pontos 1 e 2. As deformações plásticas desses dois pontos incluem as tensões devido ao cisalhamento (dγ p ) e devido à tensão direta (dε p ). A condição de normalidade da teoria da plasticidade admite incrementos de deformações plásticas aumentando o cisalhamento cíclico de forma igual e oposta, tal que não exista acúmulo de deformação cisalhante. Entretanto, aumentos de compressão plástica são levados na direção da tensão compressiva permanente, tal que o material acumula um aumento de deformação compressiva em cada ciclo de torção. A magnitude dessa deformação compressiva em um ciclo pode ser pequena, mas sobre algumas centenas de ciclos é acumulada e produz deformações plásticas grandes. Como resultado, o tubo deverá reduzir o comprimento e o material comprimido resultará em aumento de espessura. Comportamentos similares são encontrados se o elemento foi sujeito a aplicação repetida de tensões σ zz que fará o material escoar, mostrados pela trajetória B da Figura 6.16b. A trajetória toca a linha de escoamento em apenas um ponto e produz um aumento da deformação plástica direta em cada ciclo. Este fenômeno é responsável pela compressão
6 118 progressiva de uma fina camada superficial e a uma extrusão no sentido da movimentação. Posteriormente, essas placas quebram e geram partículas de desgaste. Segundo Kapoor e Johnson (1997) existem muitos modos em que o mecanismo de desgaste possa ocorrer. Além dos deslizamentos repetidos mencionados, pode ser encontrado por exemplo, em impactos repetidos, como os decorrentes de erosão superficial. No modelo de Ratchetting plástico de Kapoor e Johnson (1994) o indentador é considerado com a extremidade plana topograficamente lisa na região de contato. Quando comprimido no contato de deslizamento, a descontinuidade na inclinação do perfil em uma extremidade do plano fornece aumentos na concentração das pressões de contato (Figura 6.17). Imediatamente abaixo dessas extremidades, existem pequenas zonas de alta tensão de cisalhamento τ zx de sinal oposto em cada lado. Como a superfície de material mais mole passa abaixo do indentador, uma fina camada superficial está sujeita a influência de tensões de contato compressivas e também a altas tensões de cisalhamento que mudam o sinal da entrada para a saída. Desta forma é reproduzido o ciclo mostrado na Figura 6.16 que causam a extrusão em forma de placas. Como as concentrações de tensões são muito locais, apenas uma fina camada superficial é levada ao escoamento e extrusão. Além disso, as pressões de contato nas bordas do indentador são singulares, pois o módulo de elasticidade do indentador é maior do que o da superfície. Esses fatores levam o mecanismo a ser conduzido sempre em pressões de contato nominais muito baixas. O modelo de Kapoor e Johnson não esclarece, entretanto, por que o desgaste ratchetting acontece apenas em alguns metais e outros não. Ou seja, não são esclarecidos quais os fatores determinantes para a sua ocorrência em um dado metal.
 Bandas de Cisalhamento Zum Gahr (1987) As bandas de cisalhamento são produzidas em deslizamentos repetidos.")
7 119 Figura Concentração de pressão e tensão de contato na extremidade de um indentador topograficamente plano (KAPOOR; JOHNSON, 1994). b) Bandas de Cisalhamento Zum Gahr (1987) As bandas de cisalhamento são produzidas em deslizamentos repetidos. As deformações podem estar concentradas em pequenas deformações em bandas de deslizamento, mas em grandes deformações em bandas de cisalhamento. Bandas de cisalhamento têm sido observados em metais policristalinos muito deformados e em metais amorfos. Parece haver uma tendência de maior formação de bandas de cisalhamento em metais de baixa do que de alta energia de falha de empilhamento (EDE). Instabilidades plásticas na forma de bandas de Lüders ocorrem em ensaios de tração quando dσ/dε 0, ou seja, a taxa de endurecimento por deformação torna-se zero ou negativa. Esta condição de instabilidade pode ser usada para bandas de cisalhamento. Quantitativamente a tensão σ pode ser entendida como o trabalho plástico por unidade de volume. A Figura 6.18 mostra que metais CFC endurecidos por deformação apresentam uma saturação de tensão em grandes deformações (dσ/dε 0). Isto pode explicar porque metais CFC exibem uma tendência
8 120 de formação de bandas de cisalhamento. Por essa razão, bandas de cisalhamento também podem ocorrer em ligas endurecidas por precipitação na condição sem envelhecimento (UA) no gráfico. Figura 6.18 Influência da microestrutura nas curvas de tensão-deformação verdadeiras (ZUM GAHR, 1987). Para o tipo de desgaste aqui estudado, a saturação da tensão em grandes deformações para a formação de bandas de cisalhamento como colocado pode ser usado para corroborar no mecanismo de desgaste, mas não deve ser único. Analisando-se os gráficos da figura 6.18, seria esperado desgaste por deformação plástica acumulada em ligas de alumínio, já que são materiais dúcteis e CFC, mas não ocorreram. Antes disso, conforme visto em itens anteriores os materiais desgastam por oxidação ou adesão. Por outro lado, não seria esperado ocorrer esse desgaste em ligas de Cu-Zn e em aços já que não há saturação das tensões conforme o gráfico. Entretanto, o
9 121 desgaste por deformação plástica acumulada foi observado nesses materiais em algumas condições específicas. A comprovação desses resultados é apresentada nos itens seguintes. b) Bandas de Deslizamento Buckley (1974) Desgaste pelo mecanismo adesivo pode ser verificado em um deslizamento de um pino de cobre policristalino sobre uma superfície de cobre com duas orientações cristalinas em condições de alto vácuo. Com um único passe do pino desenvolvem-se trincas nas superfícies nos dois tipos de grãos do cristal. Essas trincas são muito pequenas e ocorrem ao longo de bandas de deslizamento. O mecanismo responsável pelas trincas é demonstrado na Figura Ocorre primeiramente a adesão do pino com a superfície. Devido ao movimento tangencial ocorrem fraturas ao longo de bandas de deslizamento, já que a força tangencial pode separar planos atômicos. Em algumas forças tangenciais, a carga aplicada excede a força de ligação adesiva e o pino levanta uma parte de metal curvado sobre a superfície. Em um próximo passe, o pino cisalha esse metal curvado e forma uma partícula de desgaste adesivo. Figura 6.19 Desgaste adesivo: origem da fratura da superfície e formação de partícula de desgaste (Buckley, 1974 ).
10 122 As superfícies de desgaste que são originadas pelo experimento de Buckley (1974) apresentam grande similaridade com as obtidas nesse estudo de desgaste por deformação plástica acumulada, levando a crer que um mecanismo de desgaste por adesão tenha participação. Entretanto, devem ser consideradas algumas diferenças importantes. Nos experimentos de Buckley várias componentes colaboram para a intensificação do mecanismo de adesão, como o mesmo tipo de material entre pino e superfície, grande raio de curvatura do indentador (4 mm), baixa velocidade tangencial e o experimento ser realizado no vácuo. d) Filmes metálicos - Stachowiak e Batchelor (2001) Modelo baseado na adesão de material no sentido de deslocamento da aspereza para materiais dúcteis. O material aderido forma uma porção de transferência que é deformado sobre a superfície de deslizamento. A análise desse modelo não envolve os outros fatores de influência como a oxidação e a as deformações plásticas acumuladas. Deste modo não seria necessário um certo número de ciclos para esse desgaste ocorrer Riscamento em aço 0,4 % C de baixa liga Ensaios lubrificados Riscamentos em aço 0,4 % C de baixa liga com rubis em tronco de cone e com a aplicação de um óleo lubrificante comercial recomendado para engrenagens (Thellus 32) apresentaram comportamentos das forças de atrito (Figuras 6.20) e de aspectos da superfície de riscamento (Figuras 6.21 a 6.23) diferentes dos encontrados nos ensaios sem lubrificação do item 6.1, ou seja, onde ocorria predominância de mecanismos de desgaste por oxidação.
11 123 1,0 0,8 Óleo 4 N Material de Ensaio: Aço 0,4 % C baixa liga Indentador: Diamante TC-25 D250 v = 0,19 m/s; t Força de atrito (N) 0,6 0,4 Ar ambiente 1 N Fatrito (W = 1N) - Óleo Fatrito (W = 2N) - Óleo Fatrito (W = 4N) - Óleo F atrito (W = 1N) - Ar Ambiente 0,2 Transição Óleo 2 N 0,0 Óleo 1 N Número de ciclos Figura 6.20 Alteração da força de atrito em riscamentos lubrificados do aço 0,4 % C de baixa liga Indentador rubi TC-25 D250, v t = 0,19 m/s. Ensaios com aplicação de óleo lubrificante e ensaio a seco (ar ambiente, UR = 65%). Os três estágios da variação das forças de atrito em relação ao número de ciclos, mencionados no item 5.1, quase não podem ser percebidos. Com uma carga W = 2 N é possível a identificação dos estágios, ocorrendo a Transição a partir de 500 ciclos e o Estágio II em torno de 600 ciclos. Para uma carga maior, W = 4 N, a Transição ocorre com um número de ciclos muito reduzido (menos de 50 ciclos) e com uma carga menor, W = 1 N, não se pode afirmar que houve a transição de desgaste apenas pela análise do gráfico de força de atrito. Essa dificuldade de avaliação é decorrente da pequena diferença dos valores de força de atrito entre os estágios I e II para as condições lubrificadas ensaiadas. A comparação de ensaios lubrificados e os realizados a seco (ou ar ambiente) para uma mesma carga indica valores de força de atrito sensivelmente menores como seria esperado.




12 124 As superfícies obtidas nesses riscamentos lubrificados, entretanto, são muito diferentes das encontradas nos ensaios a seco. Não se observam cavacos na periferia e nem oxidação, mas existem sulcos com profundidade considerável. No sentido do movimento (esquerda para a direita nas figuras) formam-se rampas com certa periodicidade. Após um certo número de ciclos de riscamento, quando já ocorrem deslocamentos de material, são observadas elevações de material na forma de cristas nas laterais dos riscos, similares a microssulcamentos de mecanismo abrasivo. riscamento Figura 6.21 Riscamento lubrificado em aço 0,4 % C de baixa liga - Carga W = 1,0 N; Rubi TC-25 D250; óleo lubrificante; v t = 0,19 m/s; Nc = 3000 ciclos. Cargas maiores provocam maiores profundidades de desgaste. As rampas são mais bem definidas e aproximadamente eqüidistantes em todo o comprimento do risco. Na comparação entre ensaios com cargas diferentes, em ensaios com maiores cargas são encontradas as maiores distâncias entre rampas.






13 125 riscamento Figura 6.22 Riscamento lubrificado em aço 0,4 % C de baixa liga - Carga W = 2,0 N; Rubi TC-25 D250; óleo lubrificante; vt = 0,19 m/s; Nc = 3000 ciclos. Figura 6.23 Riscamento lubrificado em aço 0,4 % C de baixa liga - Carga W = 4,0 N; Rubi TC-25 D250; óleo lubrificante; vt = 0,19 m/s; Nc = 3000 ciclos.

14 126 Os resultados de medições de microdureza nesses ensaios são apresentados na Figura Pode-se notar que mesmo sob uma influência de uma camada lubrificante, ocorre um grande endurecimento superficial do material. A microdureza do aço 0,4 % C de baixa liga, temperado e revenido, originalmente era de 485 ± 20 HV e ao final desses riscamentos chegou a 813 HV em média (ou seja, H s /H o = 1,67). Pode-se observar também pelos resultados de medição nas superfícies riscadas (Figura 6.24) que a microdureza aumenta progressivamente a partir da base até o final da rampa. Isso reforça a indicação de que o sentido de deslocamento do material é no sentido de riscamento. Depois dos primeiros deslocamentos de material e a formação de uma rampa, os passes subseqüentes do indentador tendem a fazer a extrusão de material proveniente da região menos endurecida e ao endurecimento superficial na direção da rampa pelo esforço de compressão. Microdureza [HV] (Obs microdureza inicial do aço 0,4 % C de baixa liga-> 485 ± 20 HV) Posições de Medição Média Riscamento com W = 1 N 699,1 727,1 756,8 804,8 804,8 758 Riscamento com W = 2 N 756,8 788,3 821,8 839,4 857,6 813 Riscamento com W = 4 N 591,3 672,7 727,1 712,9 741,7 690 Figura 6.24 Posições de medição e microdureza das superfícies riscadas dos ensaios lubrificados do aço 0,4 % C de baixa liga.
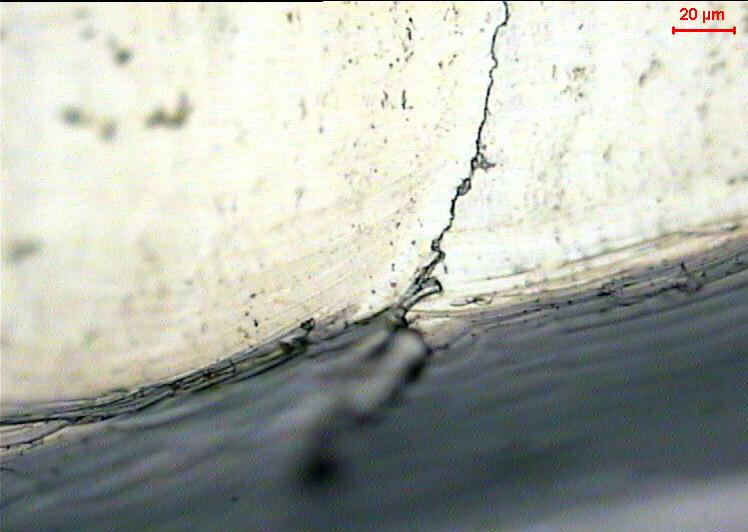
. Ou seja, em cargas elevadas não é necessário o acúmulo de deformações para iniciar o deslocamento de material.")
15 127 Os menores valores de microdureza encontrados em riscamento com carga W = 4,0 em relação a cargas menores, indicam a menor energia fornecida sobre essa superfície para que ocorra a penetração (já nos primeiros ciclos ocorre a Transição, conforme Figura 6.20). Ou seja, em cargas elevadas não é necessário o acúmulo de deformações para iniciar o deslocamento de material. Essas situações se aproximam de um comportamento de microssulcamento do mecanismo de desgaste abrasivo. Um corte transversal da superfície em uma posição tangencial ao riscamento lubrificado do aço ensaiado para a carga de 2N é ilustrado na Figura Pode-se observar que a camada alterada metalurgicamente é muito pequena (menos de 2 µm). riscamento Figura 6.25 Micrografia do perfil transversal em posição tangencial ao riscamento. Ensaio lubrificado em aço 0,4 % C de baixa liga: W = 2,0 N; Rubi TC-25 D250; óleo lubrificante; v t = 0,19 m/s; Nc = 3000 ciclos; Ataque com Nital Riscamentos em cobre eletrolítico Em todos os ensaios de riscamento realizados em cobre eletrolítico com indentadores na forma de tronco de cone as superfícies de desgaste apresentaram aspectos similares aos mostrados anteriormente na Figura 6.1a. A saber, indentadores de rubi com ângulo de ataque de
16 128 25º e variações de carga 0,2 a 1,0 N e indentadores de diamante com ângulos de ataque de 30º e 45º, com variações de carga de 0,2 a 2,0 N. No cobre, o desgaste por deformações plásticas acumuladas ocorre em poucos ciclos de riscamento. Isso pode ser explicado pela grande redução da resistência ao escoamento desse material ocorrer com pequenos tempos de exposição quando em altas temperaturas (como se pode ver nos gráficos da Figura 6.26 para o material C11000). Essa redução ocorre próximo de 1 minuto quando a temperatura é de 350 ºC. Quando a temperatura é de 500 ºC, a redução da resistência ao escoamento acontece em menos de 10 s. A 500 ºC A 350 ºC Figura 6.26 Resistência ao escoamento de ligas de cobre em temperaturas de 350º C e 500º C (adaptado de ASM, 1992). Em ensaios com as maiores cargas e maiores números de ciclos, a rampa formada pela movimentação tangencial de material na trilha de riscamento torna-se muito pronunciada (Figura 6.27). Ao passar por cada rampa, o indentador tende a deslocar material a sua frente como em


17 129 uma usinagem, mas essa resistência aumenta pelo maior volume a ser deslocado. Em situações limite a resistência ao movimento supera a carga normal aplicada sobre o indentador. Essas condições aliadas à inércia do movimento de riscamento acabam por levantar a carga e provocar trepidações. riscamento Figura 6.27 Superfície de riscamento do cobre eletrolítico. Diamante TC-30 D370; W = 2,0 N; v t = 0,157 m/s; ar ambiente, UR = 63%; Nc = 795 ciclos Riscamentos em latão 360 e ligas de alumínio condições específicas No latão 360 e nas ligas de alumínio foram encontrados desgastes com predominância de deformação plástica acumulada em situações bem específicas: - ensaios em baixa umidade relativa do ar (próximas de 50 %, que foram as mínimas ensaiadas), com indentadores tronco de cone de maiores diâmetros da extremidade e com os menores ângulos de ataque. Essas situações nos riscamentos dos diversos materiais normalmente favoreceram a mecanismos de adesão. Assim, para o riscamento do latão e ligas de alumínio ensaiadas, essas não são suficientes para provocar uma predominância de desgaste por adesão, mas podem
18 130 favorecer na fixação de uma porção de material de transferência à frente da movimentação do indentador colaborando no desgaste por deformação plástica acumulada Riscamento não lubrificados de aço 0,4 % C de baixa liga com diamante O riscamento não lubrificado do aço apresentou predominância do desgaste por deformação plástica acumulada com indentadores de diamante em forma de tronco para os dois ângulos de ataque ensaiados (α de 30º e 45º). Esses indentadores possuíam diâmetro das extremidades de 370 µm. Para esses mesmos diâmetros, ângulos de ataque e demais condições de ensaio, os riscamentos com indentadores de rubi apresentaram predominância de desgaste por oxidação em condições normais de umidade relativa do ar (item 6.1.1). Naqueles ensaios em nenhuma condição não lubrificada ensaiada, verificou-se a ocorrência do desgaste por deformação plástica acumulada. Já para os indentadores de diamante em tronco de cone, em todos os ensaios esse desgaste foi encontrado. As razões para a ocorrência de desgaste por deformação plástica acumulada no riscamento do aço com indentadores de diamante e não com rubi devem estar relacionados a diferenças de condutibilidade térmica entre os materiais do indentador e de energias de ligação do açodiamante e aço rubi, que exercem influência sobre a dissipação de calor, características de adesão e coeficiente de atrito resultante. Nos ensaios de riscamento do aço 0,4 % C de baixa liga com indentadores de diamantes o desgaste por deformação plástica acumulada ocorreu juntamente com o mecanismo de desgaste por oxidação. As superfícies riscadas apresentaram tanto as rampas características do primeiro, quanto regiões oxidadas (Figura 6.30). Dependendo do ângulo de ataque do indentador e da carga


.")

19 131 aplicada ocorreu uma maior ou menor predominância do desgaste por deformação plástica acumulada sobre a oxidação. Isso também reforça a idéia de haver uma combinação de elementos em competição e sinergia para determinar o desgaste resultante. Na Figura 6.28 são mostradas fotografias das superfícies dos ensaios segmentados do aço desde o Estágio I até o Estágio II, onde se pode verificar a existência de regiões oxidadas e as rampas ou ondas do desgaste por deformação plástica acumulada. Pode-se observar também uma parcela da perda de massa desse desgaste é gerada pela quebra de segmentos das cristas laterais (Detalhe A) e fragmentos de material que são desprendidos no final da rampa (Detalhe B). Além desses, provavelmente uma parcela do material movimentado pelo indentador na passagem pela rampa, como em um microcorte de desgaste abrasivo, também deve compor a perda de massa. Estágio I Transição Nc = 41 ciclos Transição Nc = 398 ciclos Estágio II Nc = 624 ciclos Detalhe B Detalhe A Nc = 1000 ciclos Figura 6.28 Superfície de ensaios riscamento segmentados no aço 0,4 % C de baixa liga na condição a seco. Indentadores de diamante TC-45 D370; W = 4,0 N; v t = 0,157 m/s; ar ambiente - UR = 49-51%.
20 Considerações sobre o desgaste por deformação plástica acumulada Nos modelos encontrados na literatura nenhum é completo na explicação do desgaste por deformação plástica acumulada, conforme verificado anteriormente. Parece haver uma combinação de vários fatores para a ocorrência desse tipo desgaste: ocorrência em materiais dúcteis, condições de deslizamento que não atinjam as temperaturas de oxidação, mas favoreçam a deformações plásticas (como por uma recristalização dinâmica do material), características de contatos que favoreçam mecanismos de adesão, mas sem que essas predominem no mecanismo de desgaste resultante. Essas condições favoráveis explicariam a ocorrência deste tipo de desgaste nos ensaios de riscamento dos materiais metálicos utilizados nesse trabalho. Além disso, foram verificados nos ensaios realizados e também em informações da literatura, como de Kapoor e Johnson (1994), que esse desgaste ocorre quando as pressões de contato e o coeficiente de atrito são reduzidos. A morfologia do desgaste por deformação plástica acumulada apresenta grande similaridade com um micro-mecanismo de formação de proa do desgaste por abrasão, diferenciando-se das ocorrências usuais deste por não ser contínuo, ou seja, o deslocamento tangencial de material se apresenta de forma intermitente sobre a trilha de desgaste. Pela complexidade dos mecanismos atuantes e condições necessárias para a sua ocorrência, novas pesquisas são necessárias para esclarecimento desse tipo de desgaste.
Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar
 104 6.1.2. Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar Pelo uso de desumidificadores e sistema de ar condicionado na sala onde se realizavam os experimentos foi possível a obtenção
104 6.1.2. Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar Pelo uso de desumidificadores e sistema de ar condicionado na sala onde se realizavam os experimentos foi possível a obtenção
6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE. Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no
 98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
5. RESULTADOS E DISCUSSÃO: TRANSIÇÃO DE DESGASTE EM RISCAMENTO CIRCULAR E INFLUÊNCIA DE PARÂMETROS DE PROCESSO
 84 5. RESULTADOS E DISCUSSÃO: TRANSIÇÃO DE DESGASTE EM RISCAMENTO CIRCULAR E INFLUÊNCIA DE PARÂMETROS DE PROCESSO 5.1. CONSIDERAÇÕES INICIAIS A ocorrência de ocorrer mecanismo de desgaste abrasivo normalmente
84 5. RESULTADOS E DISCUSSÃO: TRANSIÇÃO DE DESGASTE EM RISCAMENTO CIRCULAR E INFLUÊNCIA DE PARÂMETROS DE PROCESSO 5.1. CONSIDERAÇÕES INICIAIS A ocorrência de ocorrer mecanismo de desgaste abrasivo normalmente
Os ferros fundidos cinzentos e vermiculares, quando riscados com indentadores em forma
 133 6.4. DESGASTE DE FERROS FUNDIDOS Os ferros fundidos cinzentos e vermiculares, quando riscados com indentadores em forma de tronco de cone, foram os únicos materiais metálicos que não possibilitaram
133 6.4. DESGASTE DE FERROS FUNDIDOS Os ferros fundidos cinzentos e vermiculares, quando riscados com indentadores em forma de tronco de cone, foram os únicos materiais metálicos que não possibilitaram
ALOISIO JOSÉ SCHUITEK. Estudo do Comportamento de Desgaste de Materiais Metálicos. em Riscamento Circular
 ALOISIO JOSÉ SCHUITEK Estudo do Comportamento de Desgaste de Materiais Metálicos em Riscamento Circular São Paulo 2007 ALOISIO JOSÉ SCHUITEK Estudo do Comportamento de Desgaste de Materiais Metálicos em
ALOISIO JOSÉ SCHUITEK Estudo do Comportamento de Desgaste de Materiais Metálicos em Riscamento Circular São Paulo 2007 ALOISIO JOSÉ SCHUITEK Estudo do Comportamento de Desgaste de Materiais Metálicos em
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
11 - FALHA OU RUPTURA NOS METAIS
 11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas.
 Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas. Fratura é de aparência frágil, mesmo que em materiais dúcteis, com formação de uma série de anéis que se desenvolvem do início da
Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas. Fratura é de aparência frágil, mesmo que em materiais dúcteis, com formação de uma série de anéis que se desenvolvem do início da
4. PLANEJAMENTO EXPERIMENTAL. Neste trabalho foram analisados os mecanismos atuantes no início do desgaste abrasivo
 62 4. PLANEJAMENTO EXPERIMENTAL 4.1. DEFINIÇÃO DO PROCESSO Neste trabalho foram analisados os mecanismos atuantes no início do desgaste abrasivo em alguns materiais metálicos utilizando a técnica de esclerometria
62 4. PLANEJAMENTO EXPERIMENTAL 4.1. DEFINIÇÃO DO PROCESSO Neste trabalho foram analisados os mecanismos atuantes no início do desgaste abrasivo em alguns materiais metálicos utilizando a técnica de esclerometria
Capítulo 4 Propriedades Mecânicas dos Materiais
 Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Propriedades mecânicas dos materiais
 Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Engenharia de Superfícies SUPERFÍCIES EM CONTATO
 Engenharia de Superfícies SUPERFÍCIES EM CONTATO 1 Aplicação de problemas de mecânica de contato começou com Heinrich Hertz na solução de problemas de deformação elástica entre superfícies parabólicas
Engenharia de Superfícies SUPERFÍCIES EM CONTATO 1 Aplicação de problemas de mecânica de contato começou com Heinrich Hertz na solução de problemas de deformação elástica entre superfícies parabólicas
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento
 Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Engenharia de Superfícies SUPERFÍCIES EM CONTATO
 Engenharia de Superfícies SUPERFÍCIES EM CONTATO 1 Aplicação de problemas de mecânica de contato começou com Heinrich Hertz na solução de problemas de deformação elástica entre superfícies parabólicas
Engenharia de Superfícies SUPERFÍCIES EM CONTATO 1 Aplicação de problemas de mecânica de contato começou com Heinrich Hertz na solução de problemas de deformação elástica entre superfícies parabólicas
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA
 PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
(a) (b) (c) (d) (e) (f)
 (b) (c) (d) (e) (f)") 87 (a) (b) (c) (d) (e) (f) Figura 4.25 - Micrografias em MEV do risco do ensaio 05 (penetrador cônico de 40 em PC). As posições correspondentes no risco são indicadas na Fig. 4.24. Micrografia (d) possui
87 (a) (b) (c) (d) (e) (f) Figura 4.25 - Micrografias em MEV do risco do ensaio 05 (penetrador cônico de 40 em PC). As posições correspondentes no risco são indicadas na Fig. 4.24. Micrografia (d) possui
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
Capítulo 3: Propriedades mecânicas dos materiais
 Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
5. Critérios de falha
 5. Critérios de falha Determinam a segurança do componente. Coeficientes de segurança arbitrários não garantem projeto seguro. Compreensão clara do(s) mecanismo(s) de falha (modos de falha). Aspectos de
5. Critérios de falha Determinam a segurança do componente. Coeficientes de segurança arbitrários não garantem projeto seguro. Compreensão clara do(s) mecanismo(s) de falha (modos de falha). Aspectos de
Falhas. Fraturas. Tipos de fraturas: a) Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil
 Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil") Falhas Fraturas Tipos de fraturas: a) Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil Estágios da fratura dúctil, tipo taça e cone: a) Empescoçamento inicial b) Formação de cavidades c)
Falhas Fraturas Tipos de fraturas: a) Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil Estágios da fratura dúctil, tipo taça e cone: a) Empescoçamento inicial b) Formação de cavidades c)
COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
2 Revisão Bibliográfica
 2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Aula 17 - Transformações no estado sólido. Transformações Estruturais a nível de tamanho e formato dos grãos
 Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
5 Resultados (Parte 02)
") 5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
Eixos e árvores Projeto para flexão e torção fixa: critérios de falha. Aula 2. Elementos de máquinas 2 Eixos e árvores
 Aula 2 1 2 Existem várias teorias de falha. Entretanto, uma única teoria não deve ser aplicada a um material específico porque o material pode se comportar de forma dúctil ou frágil dependendo da (1) temperatura,
Aula 2 1 2 Existem várias teorias de falha. Entretanto, uma única teoria não deve ser aplicada a um material específico porque o material pode se comportar de forma dúctil ou frágil dependendo da (1) temperatura,
4 Mecanismos de Fratura
 4 Mecanismos de Fratura 4.1. Critério de Energia Este critério foi proposto por Griffith, o qual estabelece que a propagação de uma trinca ocorre quando a energia disponível para o aumento de uma trinca
4 Mecanismos de Fratura 4.1. Critério de Energia Este critério foi proposto por Griffith, o qual estabelece que a propagação de uma trinca ocorre quando a energia disponível para o aumento de uma trinca
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
PROPRIEDADES MECÂNICAS DOS MATERIAIS PROPRIEDADES MECÂNICAS DOS MATERIAIS
 PROPRIEDADES MECÂNICAS DOS MATERIAIS Professor: Anael Krelling 1 2 3 ENSAIO DE TRAÇÃO PROPRIEDADES MECÂNICAS DOS MATERIAIS 4 5 σ σ max σ rup σ esc ε 6 Força Área inicial da seção transversal Kgf/mm 2 N/mm
PROPRIEDADES MECÂNICAS DOS MATERIAIS Professor: Anael Krelling 1 2 3 ENSAIO DE TRAÇÃO PROPRIEDADES MECÂNICAS DOS MATERIAIS 4 5 σ σ max σ rup σ esc ε 6 Força Área inicial da seção transversal Kgf/mm 2 N/mm
Objetivo do capítulo. O ensaio de tração e compressão
 Capítulo 3: Propriedades mecânicas dos materiais Adaptado pela prof. Dra. Danielle Bond Objetivo do capítulo Agora que já discutimos os conceitos básicos de tensão e deformação, mostraremos, neste capítulo,
Capítulo 3: Propriedades mecânicas dos materiais Adaptado pela prof. Dra. Danielle Bond Objetivo do capítulo Agora que já discutimos os conceitos básicos de tensão e deformação, mostraremos, neste capítulo,
1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial I. INTRODUÇÃO AOS PROCESSOS DE FABRICO
 1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial 9 de Novembro de 2005 I. INTRODUÇÃO AOS PROCESSOS DE FABRICO 1. A designação fundição em areia verde está associada ao facto
1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial 9 de Novembro de 2005 I. INTRODUÇÃO AOS PROCESSOS DE FABRICO 1. A designação fundição em areia verde está associada ao facto
Temperatura (T, 0 C)
") Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Propriedades Mecânicas: O Ensaio de Tração Uniaxial
 Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de d
 FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
CONCEITOS. Prof. Roberto Monteiro de Barros Filho. Prof. Roberto Monteiro de Barros Filho
 CONCEITOS Materiais e Processos de Produção ESTRUTURA DA MATÉRIA ÁTOMOS PRÓTONS NÊUTRONS ELÉTRONS MOLÉCULAS ESTADOS DA MATÉRIA TIPO DE LIGAÇÃO ESTRUTURA (ARRANJO) IÔNICA COVALENTE METÁLICA CRISTALINO AMORFO
CONCEITOS Materiais e Processos de Produção ESTRUTURA DA MATÉRIA ÁTOMOS PRÓTONS NÊUTRONS ELÉTRONS MOLÉCULAS ESTADOS DA MATÉRIA TIPO DE LIGAÇÃO ESTRUTURA (ARRANJO) IÔNICA COVALENTE METÁLICA CRISTALINO AMORFO
COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ENSAIO DE COMPRESSÃO EM-641
 ENSAIO DE COMPRESSÃO DEFINIÇÃO: Aplicação de uma carga compressiva em um Corpo de Prova (CP); Mede-se a distância entre as placas de compressão e a carga aplicada; Muito empregado em materiais frágeis
ENSAIO DE COMPRESSÃO DEFINIÇÃO: Aplicação de uma carga compressiva em um Corpo de Prova (CP); Mede-se a distância entre as placas de compressão e a carga aplicada; Muito empregado em materiais frágeis
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
Dependendo da habilidade do material em deformar plasticamente antes da fratura, dois tipos de fratura pode ocorrer: Dúctil Frágil.
 Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo.
 51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO
 DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA Desgaste Onde o desgaste está presente? PROF. DENILSON VIANA 2 Aspectos econômicos do desgaste: o Custos de reposição o Custos
Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA Desgaste Onde o desgaste está presente? PROF. DENILSON VIANA 2 Aspectos econômicos do desgaste: o Custos de reposição o Custos
AULA 4 Materiais de Construção II
 Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
CONFORMAÇÃO PLÁSTICA 7/12/2016 BIBLIOGRAFIA
 BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
Resistência dos Materiais
 Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
No license: PDF produced by PStill (c) F. Siegert -
 F. Siegert -") A maioria das falhas em máquinas são devido a cargas que variam com o tempo do que com cargas estáticas. Estas falhas ocorrem tipicamente a níveis de tensões significantemente menores do que as resistências
A maioria das falhas em máquinas são devido a cargas que variam com o tempo do que com cargas estáticas. Estas falhas ocorrem tipicamente a níveis de tensões significantemente menores do que as resistências
FIGURA 34 Superfície de falha CP5. Formação de rebarba na superfície de falha devido à haste permanecer em trabalha (rotação) após a fratura.
 após a fratura.") 27 FIGURA 34 Superfície de falha CP5. Formação de rebarba na superfície de falha devido à haste permanecer em trabalha (rotação) após a fratura. Todos os corpos de provas apresentaram porosidades, no entanto,
27 FIGURA 34 Superfície de falha CP5. Formação de rebarba na superfície de falha devido à haste permanecer em trabalha (rotação) após a fratura. Todos os corpos de provas apresentaram porosidades, no entanto,
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy. Resultados: - Microestruturas diferentes; - Durezas diferentes.
 Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
2.6 Processos de Formação de Cavaco com Altíssima Velocidade de Corte
 49 2.6 Processos de Formação de Cavaco com Altíssima Velocidade de Corte A maior parte dos modelos de mecanismos de corte em HSM para metais baseiam-se através da determinação da temperatura, ou a distribuição
49 2.6 Processos de Formação de Cavaco com Altíssima Velocidade de Corte A maior parte dos modelos de mecanismos de corte em HSM para metais baseiam-se através da determinação da temperatura, ou a distribuição
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
10 CRITÉRIOS DE RUPTURA 10.1 MATERIAIS FRÁGEIS 0 0,5 1 1,5 2 2,5
 tensão (GPa) 10 CRITÉRIOS DE RUPTURA A avaliação das tensões e deformações sempre é feita em função de certas condições do material. Após o cálculo dessas variáveis existe a necessidade de confrontar os
tensão (GPa) 10 CRITÉRIOS DE RUPTURA A avaliação das tensões e deformações sempre é feita em função de certas condições do material. Após o cálculo dessas variáveis existe a necessidade de confrontar os
Propriedades dos Materiais Fadiga INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FADIGA
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FADIGA Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Carregamento Ensaio Fratura Variáveis 2 de 18 1 de 9 INTRODUÇÃO
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FADIGA Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Carregamento Ensaio Fratura Variáveis 2 de 18 1 de 9 INTRODUÇÃO
FLUÊNCIA I. Generalidades II. Comportamento em Fluência deformação X tempo
 Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
PROCESSO DE SELEÇÃO PARA O PROGRAMA DE PÓS-GRADUAÇÃO FÍSICA E QUÍMICA DE MATERIAIS 2 SEMESTRE DE 2016 UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI
 PROCESSO DE SELEÇÃO PARA O PROGRAMA DE PÓS-GRADUAÇÃO FÍSICA E QUÍMICA DE MATERIAIS 2 SEMESTRE DE 2016 UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI ÁREA DE CONCENTRAÇÃO: FÍSICA E QUÍMICA DE MATERIAIS NÍVEL:
PROCESSO DE SELEÇÃO PARA O PROGRAMA DE PÓS-GRADUAÇÃO FÍSICA E QUÍMICA DE MATERIAIS 2 SEMESTRE DE 2016 UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI ÁREA DE CONCENTRAÇÃO: FÍSICA E QUÍMICA DE MATERIAIS NÍVEL:
RESISTÊNCIA DOS MATERIAIS CONTROLE DE QUALIDADE INDUSTRIAL Aula 03 TENSÃO
 CONTROLE DE QUALIDADE INDUSTRIAL Tensão Tensão é ao resultado da ação de cargas externas sobre uma unidade de área da seção analisada na peça, componente mecânico ou estrutural submetido à solicitações
CONTROLE DE QUALIDADE INDUSTRIAL Tensão Tensão é ao resultado da ação de cargas externas sobre uma unidade de área da seção analisada na peça, componente mecânico ou estrutural submetido à solicitações
PROPRIEDADES MECÂNICAS DE
 DE MATERIAIS METÁLICOS CONCEITO DE TENSÃO E DEFORMAÇÃO Formas de aplicação de carga: 2 1 COMPORTAMENTO ELÁSTICO E PLÁSTICO 3 COMPORTAMENTO ELÁSTICO E PLÁSTICO 4 2 COMPORTAMENTO ELÁSTICO 5 COMPORTAMENTO
DE MATERIAIS METÁLICOS CONCEITO DE TENSÃO E DEFORMAÇÃO Formas de aplicação de carga: 2 1 COMPORTAMENTO ELÁSTICO E PLÁSTICO 3 COMPORTAMENTO ELÁSTICO E PLÁSTICO 4 2 COMPORTAMENTO ELÁSTICO 5 COMPORTAMENTO
Conformação Plástica.
 Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Ensaio de Dureza. Propriedade utilizada na especificação de materiais
 Ensaio de Dureza Propriedade utilizada na especificação de materiais Base de medida para: Resistência mecânica e ao desgaste Resistência ao corte em usinagem Tratamento térmico e tratamento mecânico Conceitos
Ensaio de Dureza Propriedade utilizada na especificação de materiais Base de medida para: Resistência mecânica e ao desgaste Resistência ao corte em usinagem Tratamento térmico e tratamento mecânico Conceitos
Resistência dos Materiais Teoria 2ª Parte
 Condições de Equilíbrio Estático Interno Equilíbrio Estático Interno Analogamente ao estudado anteriormente para o Equilíbrio Estático Externo, o Interno tem um objetivo geral e comum de cada peça estrutural:
Condições de Equilíbrio Estático Interno Equilíbrio Estático Interno Analogamente ao estudado anteriormente para o Equilíbrio Estático Externo, o Interno tem um objetivo geral e comum de cada peça estrutural:
CIDADE PASSO FUNDO INSTRUÇÕES GERAIS. a c d
 SERVIÇO PÚBLICO FEDERAL MEC / SETEC CIDADE PASSO FUNDO INSTRUÇÕES GERAIS 1 - Este caderno de prova é constituído por 40 (quarenta) questões objetivas. 2 - A prova terá duração máxima de 04 (quatro) horas.
SERVIÇO PÚBLICO FEDERAL MEC / SETEC CIDADE PASSO FUNDO INSTRUÇÕES GERAIS 1 - Este caderno de prova é constituído por 40 (quarenta) questões objetivas. 2 - A prova terá duração máxima de 04 (quatro) horas.
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior
 Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior frequência no inverno. As hipóteses levantadas na época
Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior frequência no inverno. As hipóteses levantadas na época
3 Metodologia. 3.1 Dados experimentais da literatura
 3 Metodologia Resultados numéricos e experimentais disponíveis na literatura [31] sobre fadiga em tubos com escala real serão usados para comparar as previsões de vida à fadiga dos métodos selecionados
3 Metodologia Resultados numéricos e experimentais disponíveis na literatura [31] sobre fadiga em tubos com escala real serão usados para comparar as previsões de vida à fadiga dos métodos selecionados
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
5.1.Caracterização microestrutural e de microdureza dos aços estudados
 5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Ensaios e propriedades Mecânicas em Materiais
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Ensaios e propriedades Mecânicas em Materiais Ensaios Mecânicos Os ensaios mecânicos consistem num conjunto de procedimentos
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Ensaios e propriedades Mecânicas em Materiais Ensaios Mecânicos Os ensaios mecânicos consistem num conjunto de procedimentos
Terceira Lista de Exercícios
 Universidade Católica de Petrópolis Disciplina: Resistência dos Materiais II Prof.: Paulo César Ferreira Terceira Lista de Exercícios 1. Para os estados de tensões abaixo, Pede-se: a) Componentes de tensão
Universidade Católica de Petrópolis Disciplina: Resistência dos Materiais II Prof.: Paulo César Ferreira Terceira Lista de Exercícios 1. Para os estados de tensões abaixo, Pede-se: a) Componentes de tensão
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
CLASSIFICAÇÃO DE PROCESSOS DE DESGASTE
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA CLASSIFICAÇÃO DE PROCESSOS DE DESGASTE 2017/02 Desgaste ocorre em muitas situações diferentes.
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA CLASSIFICAÇÃO DE PROCESSOS DE DESGASTE 2017/02 Desgaste ocorre em muitas situações diferentes.
5 Discussão dos resultados
 103 5 Discussão dos resultados É importante observar a ausência de dados na literatura sobre soldagem de poliamida 12 pelo processo de termofusão, para comparação específica com os dados obtidos nesta
103 5 Discussão dos resultados É importante observar a ausência de dados na literatura sobre soldagem de poliamida 12 pelo processo de termofusão, para comparação específica com os dados obtidos nesta
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação