Processo de Soldadura por Arco Submerso SAS/12X/SAW
|
|
|
- Maria do Carmo Marroquim Caldas
- 7 Há anos
- Visualizações:
Transcrição
 - 1 Fio Eléctrodo (Sólido) 121 Arco Submerso (SAS) - 1 Fio Eléctrodo (Fluxado) - 125 Arco Submerso (SAS) - Multi fio 123 Arco Submerso")
1 Processo de Soldadura por Arco Submerso SAS/12X/SAW Direcção de Formação Processos de Soldadura Italo Fernandes EWE / IWE Módulo 1.10 Temas a Tratar - Processo de Soldadura Arco Submerso (SAS) - 1 Fio Eléctrodo (Sólido) 121 Arco Submerso (SAS) - 1 Fio Eléctrodo (Fluxado) Arco Submerso (SAS) - Multi fio 123 Arco Submerso (SAS) - Fita 122 Arco Submerso (SAS) - Pó de Ferro 124 Processo de Soldadura SAS Engenharia 2 / 155

 de Soldadura Consumíveis Tipos, Funções,")

2 EWE / IWE Módulo 1.10 Objectivos Princípio de Funcionamento Equipamentos e Acessórios Aplicações, Vantagens e Desvantagens Parâmetros (variáveis essenciais) de Soldadura Consumíveis Tipos, Funções, Armazenagem Tipos de Chanfros/Juntas Imperfeições Típicas Processo de Soldadura SAS Engenharia 3 / 155 Processo SAS 12X Princípio de Funcionamento Processo de Soldadura SAS Engenharia 4 / 155
3 Princípio de Funcionamento (1 de 3) Processo de Soldadura por Fusão. A Fusão do material de adição e do material de base é obtida através do calor desenvolvido por um arco eléctrico. O Material de Adição é obtido através da utilização de um consumível do tipo Fio Sólido Continuo ou Fluxado. Tipo de Corrente Eléctrica, Continua: DC(-)/DCEN; DC(+) / DCEP e AC Processo de Soldadura SAS Engenharia 5 / 155 Princípio de Funcionamento (2 de 3) A Protecção do banho em fusão, das gotas de material de adição obtida através da utilização de um Fluxo, que cobre o arco eléctrico protegendo-o da atmosfera, constituintes do fluxo permitem a criação de um plasma de arco, constituintes do fluxo geram uma escória que recobre o cordão solidificado durante o arrefecimento, constituintes do fluxo podem melhorar a composição química do metal depositado Processo de Soldadura SAS Engenharia 6 / 155
")

 Engenharia 8 / 155")
4 Princípio de Funcionamento (Esquema) Processo de Soldadura SAS Engenharia 7 / 155 Aplicações Típicas (1 de 2) Processo de Soldadura SAS Engenharia 8 / 155




5 Aplicações Típicas (2 de 2) Processo de Soldadura SAS Engenharia 9 / 155 Vantagens: Usa DC /AC Factor de Marcha de 100% Taxa de Depósito superior a 2,5 Kg/h Automatização, Eléctrodo Contínuo, mais de 1 eléctrodo Grande Capacidade de Penetração Grande tolerância à contaminação Processo de Soldadura SAS Engenharia 10 / 155


6 Desvantagens: Acessibilidade e Mobilidade Escórias, risco de inclusões Limitações nas posições de Soldadura Forma da Penetração, Maus Passes de Raiz Bons Alinhamentos Soldadura Manual de Baixa Qualidade Arco Eléctrico não visível Equipamento Complexo Processo de Soldadura SAS Engenharia 11 / 155 SAS Taxas de Depósito Processo de Soldadura SAS Engenharia 12 / 155






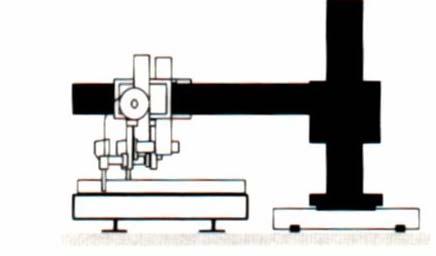
7 Fonte de Energia Sistema de Controlo de Parâmetros Alimentador de Fio Cabeça de Soldadura Distribuição e Recuperação de Fluxo Cabo de Energia e Retorno Alicate/Grampo de Massa Processo de Soldadura SAS Engenharia 13 / 155 Fontes de Energia: Tipo Estático: Convencionais, Inversores Rectificadores debitam corrente DC ou Transformadores/Rectificadores debitam AC Tipo Rotativo: Geradores debitam corrente DC Alternadores debitam corrente AC Factor de Marcha de 100% Curva Estática Tipo Plano ou Tensão constante ou Tipo Vertical ou Intensidade Constante Processo de Soldadura SAS Engenharia 14 / 155

8 Fontes de Energia: Tipo Estático: Processo de Soldadura SAS Engenharia 15 / 155 Fontes de Energia AC: Onda Sinusoidal Quadrada Onda Quadrada: Permitem arcos mais estáveis Evita o feito de rectificação da corrente Processo de Soldadura SAS Engenharia 16 / 155
9 DC (+): Soldadura, máxima penetração, melhor morfologia do cordão, mais resistente à porosidade DC (-): Revestimentos ou Soldadura de baixa diluição, máxima taxa de depósito cerca de 30% + que em DC(+), pouco resistente à contaminação das chapas, necessita de maior tensão de arco para manter a estabilidade DC (-) e/ou DC(+) em multifio, desde que em dois fios mas um só arco-eléctrico Processo de Soldadura SAS Engenharia 17 / 155 Fontes de Energia DC - Aplicações: Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 18 / 155
, sendo o fio de DC (+) o que fornece a penetração e o de AC o")
10 Aplicações DC 1 Fio Eléctrodo: Processo de Soldadura SAS Engenharia 19 / 155 Fontes de Energia AC - Aplicações: AC: Soldadura e/ou Revestimentos, características intermédias entre DC (+) e DC (-) Muito usada em situações de elevado risco de Sopro Magnético Em utilizações multifio e muito usada em conjunto com um dos fios em DC(+), sendo o fio de DC (+) o que fornece a penetração e o de AC o enchimento. Processo de Soldadura SAS Engenharia 20 / 155

11 Aplicações AC 1 Fio Eléctrodo: Processo de Soldadura SAS Engenharia 21 / 155 Fontes de Energia Convencionais Controlo dos Parâmetros: Intensidade Velo. de Alimentação de Fio Voltagem Arco Tensão do Velocidade de Soldadura Processo de Soldadura SAS Engenharia 22 / 155
12 Curva Característica Estática Tensão Constante ou Plana Processo de Soldadura SAS Engenharia 23 / 155 Técnicas de escorvamento: Escorvamento por Alta Frequência (pouco utilizado) Escorvamento por curto-circuito, Técnicas: Ponta do fio eléctrodo (sólido) cortada em bisel ou cónica de ponta afiada (alicates corta arame); Utilização de Palha de Aço, só nos prolongamentos ou acrescentos; Fontes com dispositivo de escorvamento, permite arranque a velocidades de alimentação de fio mais reduzida, após o escorvamento inicia alimentação à velocidade programada. Processo de Soldadura SAS Engenharia 24 / 155
13 Controlo da Estabilidade do Arco-Eléctrico Obtido através do Efeito de Auto-Regulação ou da Tensão do Arco Efeito de Auto-Regulação deve-se a: Alimentador de Velocidade Fixa Tipo de curva característica Estática da Fonte, Tensão constante Processo em que o efeito da densidade de energia é relevante Efeito de Joule não desprezável na fusão do fio 2 Processo de Soldadura SAS Engenharia 25 / 155 W = α. I + β. l. I Controlo do Arco Através da Tensão do Arco Controlo pela Tensão do Arco deve-se a: Alimentador de Velocidade Variável Tipo de curva característica Estática da Fonte, Intensidade Constante Dispositivo electrónico, que mede a tensão do Arco e compara com um valor padrão Processo de Soldadura SAS Engenharia 26 / 155
 Sistema de")



14 Cabeças de Soldadura: 1 Destrocedor de fio Eléctrodo (endireitar o fio antes dos roletes) Sistema de Roletes de tracção Ligação do cabo de energia Tubo de Contacto Depósito de Fluxo Distribuidor de Fluxo Sistema de Alinhamento e/ou de Seguimento de Junta 7 Processo de Soldadura SAS Engenharia 27 / Alicates de Massa e Massas Rotativas: Adequados à Intensidade máxima a utilizar Processo de Soldadura SAS Engenharia 28 / 155
15 Alicates de Massa e Massas Rotativas: Cuidados específicos: Sopro Magnético, fácil o seu aparecimento Utilizar mais do que um ponto de massa Secções de cabos adequados Alicates bem apertados e fixos Posicionar directamente na peça, ou nos prolongamentos Prolongamentos bem soldados, não devem ser só pingados Processo de Soldadura SAS Engenharia 29 / 155 Cabos de Energia, de Retorno e Ligações Rápidas: Escolha da Secção mínima de Cabo: Intensidade Máxima a utilizar (diâmetro de eléctrodo e/ou espessura do material a soldar) Distância máxima entre a fonte e o local de trabalho Factor de Marcha utilizado Processo de Soldadura SAS Engenharia 30 / 155
 15 25 30 40 50 60 70 80 90 100 Secção mínima dos cabos (mm 2 ) 100 25 25 35 35 35 35 50 50 50 50 150 35 35 50 50 50 50 70 70 200 35 50 50 70 70 70")
16 Cabos de Energia e de Retorno Considerando distâncias de 4,5 m (normal de uma bainha): Processo de Soldadura SAS Engenharia 31 / 155 Intensidade Máxima (A) Processo de Soldadura SAS Engenharia 32 / 155 Comprimento máximo dos Cabos de soldadura (m) Secção mínima dos cabos (mm 2 ) Cabos de Energia e de Retorno considerando factor de Marcha a 60%:
17 Cabos de Energia, de Retorno e Ligações Rápidas: Processo de Soldadura SAS Engenharia 33 / 155 Cabos de Alimentação de Energia: Processo de Soldadura SAS Engenharia 34 / 155

 Atenção que são acessórios consumíveis, necessitam de substituição regular Processo de Soldadura SAS Engenharia")
18 Cuidados Gerais: As Linhas de Distribuição balanceadas ão da energia devem estar A Massa deve estar bem fixa, dimensionada e ter bom contacto Verificar os apertos, evitar os Pontos Quentes Garantir os Isolamentos eléctricos A Terra por segurança deve existir sempre Processo de Soldadura SAS Engenharia 35 / 155 Bicos ou Tubos de Contacto Os Bicos ou Tubos de Contacto são formados por duas meias partes Adequar o diâmetro interno do tubo contacto ao diâmetro do fio (aço: 0,1mm por banda) Atenção que são acessórios consumíveis, necessitam de substituição regular Processo de Soldadura SAS Engenharia 36 / 155







19 Sistema de Alimentação de Fluxo Alimentação por gravidade Distribuição concêntrica Distribuição à frente do fio eléctrodo Processo de Soldadura SAS Engenharia 37 / 155 Sistema de Recuperação Fluxo Efeito de Venturi Ar-Comprimido (atenção à qualidade) Atenção do tipo de Fluxos Processo de Soldadura SAS Engenharia 38 / 155
: Intensidade de Soldadura (corrente) / Velocidade Alimentação de Fio Tensão Arco Eléctrico (voltagem) /Altura do Arco")
20 Alimentação de Fio Eléctrodo Motores de maior Binário Roletes de rasto com e sem cava Existem sistemas de 2 ou 4 roletes Necessário um Sistema que destorça o fio Atenção às Guias Processo de Soldadura SAS Engenharia 39 / 155 Parâmetros de Soldadura (variáveis essenciais): Intensidade de Soldadura (corrente) / Velocidade Alimentação de Fio Tensão Arco Eléctrico (voltagem) /Altura do Arco Velocidade de Soldadura Binário Fio-Fluxo Tipo de Fio de Fluxo e Diâmetro do Fio Extensão Livre do Eléctrodo (8 x ) Tipo de Corrente Processo de Soldadura SAS Engenharia 40 / 155
21 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 41 / 155 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Intensidade: Determina a taxa de Depósito Profundidade da Penetração Volume de metal Fundido Origina maior volatilização dos constituintes do Fluxo para I Necessita de Fluxos com maior granulometria para I (escoar gases) I Implicam Bordos queimados, cordões altos e estreitos I Arcos Instáveis Processo de Soldadura SAS Engenharia 42 / 155
 Origina maior quantidade de escória, logo")
22 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 43 / 155 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Tensão: Determina a largura e a convexidade do Cordão Melhora a resistência à porosidade (óleos e húmidade) Origina maior quantidade de escória, logo maior consumo de Fluxo para V Origina uma maior introdução de elementos de liga no cordão depositado para V V Cordões muito largos (2 x a penetração) pode originar fissuração V Dificil remoção da escória, aumento exagerado de elementos liga no depósito podendo originar fissuração Processo de Soldadura SAS Engenharia 44 / 155


23 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 45 / 155 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Velocidade de Soldadura Excessiva: Diminui o efeito de molhagem, aumenta a convexidade Aumenta a probabilidade de bordos queimados Aumenta a probabilidade da porosidade e da fissuração Diminui a inserção de elementos liga no depósito vindos do fluxo Velocidade de Soldadura muito Baixa: Aumenta a probabilidade de fissuração pelo efeito de aumentar a largura do cordão Aumenta a probabilidade de inclusões de escória devido a volumes de material fundido muito grandes e baixa velocidade Morfologia do cordão muito rugosa Processo de Soldadura SAS Engenharia 46 / 155

24 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 47 / 155 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Aumento do Diâmetro do Fio Eléctrodo: Diminui a densidade de energia no arco eléctrico Diminui a profundidade da penetração Aumenta a largura do cordão Diminui a taxa de depósito V Cordões muito largos (2 x a penetração) pode originar fissuração V Dificil remoção da escória, aumento exagerado de elementos liga no depósito podendo originar fissuração Processo de Soldadura SAS Engenharia 48 / 155
, influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 50 / 155")
25 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 49 / 155 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Processo de Soldadura SAS Engenharia 50 / 155
, influência na morfologia do Cordão de Soldadura Efeito da extensão Livre de Eléctrodo, se")

26 Extensão livre do Eléctrodo Influência no cordão e taxa de depósito Processo de Soldadura SAS Engenharia 51 / 155 Parâmetros de Soldadura (variáveis essenciais), influência na morfologia do Cordão de Soldadura Efeito da extensão Livre de Eléctrodo, se aumentada: Diminui a penetração Aumenta a taxa de depósito Aumenta a largura do cordão Diminui a ZTA Zona Afectada pelo Calor Este valor varia entre os 19 a 35 mm, a regra é 8 x para soldadura condições normais Processo de Soldadura SAS Engenharia 52 / 155
 0,6; 0,8 e 1,0 mm Escolha do tipo de consumível (Binário Fio/Fluxo) depende: Tipo de material a soldar Espessura a soldar Processo de Soldadura SAS Engenharia 53 / 155 Consumíveis: Fios Sólidos")
27 Consumíveis: Fluxos Fios Sólidos e Fluxados - Diâmetros de 2,4; 3,2; 4,0; 5,0 e 6,0 mm Fitas - (Larg.) 60; 80; 100; 120 e 180 mm Fitas (Esp.) 0,6; 0,8 e 1,0 mm Escolha do tipo de consumível (Binário Fio/Fluxo) depende: Tipo de material a soldar Espessura a soldar Processo de Soldadura SAS Engenharia 53 / 155 Consumíveis: Fios Sólidos atenção às gamas de utilização Processo de Soldadura SAS Engenharia 54 / 155
28 Fluxos Tipos (de acordo com o fabrico): Fundidos EN 760 Coesionados (bonded) EN 760 Aglomerados Misturados Mecanicamente ou Mistos EN 760 Processo de Soldadura SAS Engenharia 55 / 155 Fluxos (tipos função do fabrico) Fundidos: Obtidos pela fusão dos vários constituintes, posteriormente estes são arrefecidos e triturados Composição química homogénea Pouco higroscópicos Os finos podem ser removidos sem alterar a composição química, fácil reciclagem Usados para elevadas velocidades Muito difícil a inserção de elementos liga e de desoxidantes Processo de Soldadura SAS Engenharia 56 / 155
29 Fluxos (tipos função do fabrico) Coesionados: Obtidos pela mistura dos constituintes, e são aglotinados através da utilização de Silicatos de K e Na, depois são secos Composição química menos homogénea devido ao modo de fabrico (atenção à recuperação, perca através dos finos ), Muito higroscópicos Baixa densidade, escória fácil de eliminar Muito fácil a inserção de elementos liga e de desoxidantes Necessitam de ser tratados antes de utilização Processo de Soldadura SAS Engenharia 57 / 155 Fluxos (tipos função do fabrico) Aglomerados: Obtidos pela mistura dos constituintes como os anteriores, os elementos aglomerante são cerâmica Composição química menos homogénea devido ao modo de fabrico (atenção à recuperação, perca através dos finos ), Muito higroscópicos, necessitam de ser tratados antes de utilização Baixo consumo de fluxo Muito fácil a inserção de elementos liga e de desoxidantes relativamente aos fundidos mas menor que nos coesionados Processo de Soldadura SAS Engenharia 58 / 155
30 Fluxos (tipos função do fabrico) Misturados Mecanicamente ou Mistos: Obtidos pela mistura de fluxos Fundidos e Aglomerados/Coesionados Composição química pouco homogénea devido ao modo de fabrico (atenção não devem ser recuperados) Devido a problemas de densidade dificuldades de utilização Processo de Soldadura SAS Engenharia 59 / 155 Fluxos Tipos (comportamento metalúrgico relativamente ao Mn e Si no metal depositado): Neutros Não inserem elementos liga, nem desoxidantes Activos Inserem Mn e Si e outros elementos liga Ligados Composições específicas, objectivo adição de elementos liga Processo de Soldadura SAS Engenharia 60 / 155
31 Fluxos Tipos (comportamento ao nível do PH): Neutros 1 IB 1,5 Ácidos IB < 1 Básicos IB > 1,5 Índice de Basicidade: CaO+ CAF + MgO+ K O+ Na + Li O IB = SiO + 1 ( Al O + TiO + ZrO Processo de Soldadura SAS Engenharia 61 / ( MnO+ Fe) Granulometria: Fluxos que transportam muita corrente têm de ter granulometria menor A granulometria deve ser controlada, atenção à recuperação dos fluxos, devido aos finos Fluxos de granulometria grosseira mais resistentes à ferrugem Granulometria fina mais problemas na evacuação de gases Processo de Soldadura SAS Engenharia 62 / 155 Fluxos
32 Código de Identificação Fluxos - Aço não ligado/grão Fino EN 760 S F CS 1 67 AC H10 EN 760 Normaaplicável ao Fluxo para SAS S Define que é um fluxo aplicável em SAS CS Código que define o tipo de fluxo (ver tabela e texto) 1 Código que define o tipo de Aplicação (ver texto) 67 Código que define o comportamento metalúrgico (ver texto e tabela) Não Mandatório. AC Código que identifica o tipo de corrente utilizada (DC ou AC) Não Mandatório. H10 Código que identifica o teor em hidrogénio (ver tabela) Não Mandatório. Processo de Soldadura SAS Engenharia 63 / 155 Tipos de Fluxos Processo de Soldadura SAS Engenharia 64 / 155
33 Tipo Silicato de Manganês, MS (1 de 2): Os fluxos de soldadura deste tipo basicamente contêm MnO e Si0 2 > 50%. De um modo geral, caracterizam-se por uma elevada transferência de manganês (activos) para o metal de soldadura; dessa forma, são utilizados de preferência em combinação com fios para soldadura de baixo teor de manganês. A transferência de silício para o metal depositado é também elevada. Muitos fluxos deste tipo produzem metais de soldadura de tenacidade limitada que é atribuível a um elevado teor de oxigénio na soldadura. Os fluxos de silicato de manganês têm uma relativamente elevada capacidade de transporte de corrente e são apropriados para velocidades de soldadura elevadas. Processo de Soldadura SAS Engenharia 65 / 155 Tipos de Fluxos Tipos de Fluxos Tipo Silicato de Manganês, MS (2 de 2): O metal depositado tem uma boa resistência à porosidade, mesmo sobre uma chapa oxidada (boa resistência à contaminação). A morfologia da soldadura é uniforme e a concordância fica sem bordos queimados. As limitações da tenacidade costuma excluir a utilização desses fluxos na soldadura multi-passe em secções espessas, mas são bem adaptados para a soldadura rápida de materiais finos e de soldaduras de ângulo. Não necessitam de tratamento antes de utilização Têm características Ácidas e são normalmente Fundidos Processo de Soldadura SAS Engenharia 66 / 155
34 Tipo Silicato de Cálcio, CS (1 de 2): Os fluxos são basicamente compostos por CaO, MgO e SiO 2 > 60%. O grupo inclui uma gama muito variada de tipos: Ácidos (elevado teor em SiO 2 ) são tolerantes à chapa oxidada, têm a mais elevada capacidade de transporte de corrente de todos os fluxos deste tipo, baixa tenacidade do metal depositado, normalmente do tipo Aglomerado ou Fundido. Neutros tolerantes à chapa oxidada, mono e multi passe, tipo Aglomerado ou Fundido Básicos (baixo teor em SiO 2 ), Boas tenacidades, elevadas velocidades de soldadura, não resistem à contamianção, nãousados em sistemas multi-fio. Estes fluxos contribuem com elevadas transferências de silício para o metal depositado. Processo de Soldadura SAS Engenharia 67 / 155 Tipos de Fluxos Tipos de Fluxos Tipo Silicato de Cálcio, CS (2 de 2): Esses fluxos são apropriados para a soldadura, de duplo-passe, de secções espessas em que os requisitos das características mecânicas não são demasiado restritas (ácidos e neutros). Os fluxos mais básicos dentro do grupo concedem uma menor transferência de silício, e podem ser utilizados para a soldadura multi-passe em que os requisitos para a resistência e a tenacidade são mais exigentes. A capacidade de transporte de corrente dos fluxos tendem a diminuir com um aumento da basicidade do fluxo, mas o perfil de soldadura deve ser liso e sem bordos queimados. Processo de Soldadura SAS Engenharia 68 / 155
35 Tipos de Fluxos Tipo Silicato de Zircónio, ZS: Os fluxos de soldadura deste tipo são compostos por Zr0 2 e Si0 2 como os seus principais elementos constituintes. Estes fluxos são recomendados para a realização de soldaduras a elevada velocidade de mono passe sobre a chapa de aço espessa ou fina mas limpa. A molhagem da escoria é boa e proporciona as características necessárias para se efectuar soldaduras uniformes a altas velocidades sem bordos queimados. Processo de Soldadura SAS Engenharia 69 / 155 Tipo Silicato de Rútilo, RS: Os fluxos deste tipo são compostos por TiO 2 e SiO 2 como os seus principais elementos constituintes. Além da elevada perda de manganês, estes fluxos produzem uma elevada transferência de silício para o depósito de soldadura. Por isso, podem ser utilizados em conjunto com eléctrodos de fios que tenham um teor médio ou elevado de manganês. A tenacidade da soldadura permanece limitada devido a um teor de oxigénio que é relativamente elevado. A sua capacidade de transporte de corrente é razoavelmente elevada, a qual permite a soldadura de um fio e de vários fios a altas velocidades de avanço. Um campo de aplicação típico é o das soldaduras de duplo passe (um passe de cada lado da junta) no fabrico de tubos de grandes diâmetros. Processo de Soldadura SAS Engenharia 70 / 155 Tipos de Fluxos
36 Tipos de Fluxos Tipo Aluminato-Rútilo, AR (1 de2): Estes fluxos basicamente contêm A1 2 0 e TiO 2. Ocorre uma transferência média de manganês e de silício para o metal de soldadura. Devido à sua elevada viscosidade de escória, este tipo expõe um grande número de características de operação vantajosas, tais como o bom aspecto da soldadura, velocidade de soldadura elevada e óptima capacidade de separação da escória, em especial nas soldaduras de ângulo. Processo de Soldadura SAS Engenharia 71 / 155 Tipos de Fluxos Tipo Aluminato-Rútilo, AR (2 de 2): Os fluxos são apropriados para o funcionamento com DC e AC, assim, são apropriados para a soldadura de um fio ou de vários fios. Devido ao seu teor de oxigénio que é relativamente elevado, produzem características mecânicas médias. Incluídos entre os principais campos de aplicação estão a soldadura de contentores e tubos de paredes finas, junções tubo-teia-tubo de tubos com remate, soldaduras de canto nas construções em aço e na construção naval. Processo de Soldadura SAS Engenharia 72 / 155
37 Tipo Aluminato-Básico, AB: Além do Al como principal elemento constituinte, estes fluxos basicamente contêm MgO e CaO, tipo Aglomerado Básico. Causam uma transferência média de manganês para o depósito de soldadura. Devido ao seu elevado teor de Al 2 O 3, a escória líquida arrefece rápido, existindo um óptimo equilíbrio do desempenho do metal de soldadura e das características de utilização. As características de utilização desses fluxos são boas e, devido às suas características de escória (teor médio de oxigénio) consegue-se uma boa tenacidade no metal depositado, em especial na soldadura de duplo passe. São muito utilizadas para a soldadura de aços estruturais sem liga e de baixa liga em diversos campos de aplicação. Podem ser utilizadas em DC e em AC, empregando a técnica de multi-passe ou de duplo-passe, escória difícil de remover. Processo de Soldadura SAS Engenharia 73 / 155 Tipos de Fluxos Tipos de Fluxos Tipo Silicato de Aluminato, AS (1 de 3): Caracterizam-se por um nível moderadamente elevado de compostos básicos, tais como o MgO e o CaF 2, contrabalançados por quantidades substanciais de silicatos, Al 2 O 3 e Zr0 2. O comportamento metalúrgico desses fluxos é principalmente neutro, mas também é possível que ocorra perdas de Manganês. Por isso, é preferível utilizar os fios para soldadura com um nível elevado de manganês, tais como os fios tipo S3. Como resultado da sua basicidade de escória moderadamente elevada, obtém-se uma soldadura altamente pura e com baixo teor de oxigénio. Processo de Soldadura SAS Engenharia 74 / 155
38 Tipos de Fluxos Tipo Silicato de Aluminato, AS (2 de 3): Por causa das características básicas do fluxo, juntamente com uma redução da viscosidade de escória, esses fluxos apresentam características para utilização, tais como a capacidade de transporte de corrente limitada bem como a velocidade de soldadura. A separação da escória e as características do cordão de soldadura são bons, mesmo quando usados na técnica de chanfro apertado. Embora seja preferida a soldadura em DC. (baixo teor em hidrogénio na soldadura), alguns desses fluxos também podem ser utilizados em AC. e, por isso, em sistemas de vários fios. Processo de Soldadura SAS Engenharia 75 / 155 Tipos de Fluxos Tipo Silicato de Aluminato, AS (3 de 3): Recomenda-se para esse tipo de fluxos, tais como os fluxos básicos de fluorato, a soldadura de multi-passe, em especial quando há que atingir requisitos de tenacidade elevados. Por isso, a aplicação preferida é a soldadura de aços de grão fino e de alta resistência, tais como nos recipientes sob pressão, componentes nucleares ou plataformas offshore. Processo de Soldadura SAS Engenharia 76 / 155
39 Tipo Fluorato de Aluminato Básico, AF: Os fluxos deste tipo são Básicos, compostos de Al 2 O 3 e CaF 2 como sendo os principais elementos constituintes. Esses fluxos são aplicados principalmente em combinação com fios com elementos liga tais como aço inoxidável e ligas à base de Ni. O depósito de soldadura é neutro com respeito a Mn, Si e outros elementos de liga. Devido ao alto teor de Fluorato, esses fluxos proporcionam uma boa acção de molhagem e uma superfície de soldadura com bom aspecto. A tensão de arco deve ser regulada a um nível mais elevado, que a do tipo básico de aluminato, são fornecidos como Fundidos ou Aglomerados. Processo de Soldadura SAS Engenharia 77 / 155 Tipos de Fluxos Tipo Fluorato-básico, FB (1 de 3): Caracterizam-se por um nível elevado de compostos básicos, tais como CaO, MgO. MnO e CaF 2, mas o nível de SiO 2 é baixo. O comportamento metalúrgico é sobretudo neutro, mas também é possível que ocorra uma perda de manganês. Por isso, é preferível utilizar os eléctrodos de fios com um nível de manganês mais elevado, ex.: os fios do tipo S3. Devido à basicidade elevada da sua escória, eles permitem obter uma soldadura de boa qualidade e com baixo teor de oxigénio. Pode-se conseguir uma elevada tenacidade do metal depositado a temperaturas muito baixas. Processo de Soldadura SAS Engenharia 78 / 155 Tipos de Fluxos
40 Tipos de Fluxos Tipo Fluorato-básico, FB (2 de 3): Por causa das características básicas do fluxo e da baixa viscosidade da escória, esses fluxos têm características de utilização tais como capacidade de transporte de corrente e velocidade de soldadura limitadas. A separação da escória pode originar problemas, as característica do cordão de soldadura são bons. Embora seja preferida a soldadura em DC a fim de produzir um baixo teor de hidrogénio na soldadura, alguns desse fluxos também podem ser utilizados em AC e, por isso, em sistemas de vários fios. Os fluxos deste tipo podem ser aplicados para soldar aço inoxidável e ligas à base de níquel. Processo de Soldadura SAS Engenharia 79 / 155 Tipos de Fluxos Tipo Fluorato-básico, FB (3 de 3): A aplicação preferida é a soldadura de aços de grão fino e de alta resistência, ex.: recipientes sob pressão, componentes nucleares ou construções no mar, perto da terra. Os fluxos deste tipo podem ser aplicados para soldar aço inoxidável e ligas à base de níquel. Tipos de Fluxos com outras composições, Z: Outros tipos de fluxo não abrangidos por esta descrição. Processo de Soldadura SAS Engenharia 80 / 155
41 Processo de Soldadura SAS Engenharia 81 / 155 Código do Tipo de Aplicação Fluxos Classe 1: Dígito 1 Fluxos para soldadura de aços não ligados e baixa liga, por exemplo: Aços de construção, Alta resistência, Resistentes à fluência Normalmente não contêm elementos liga para além do Mn e o Si. O metal depositado é muito influenciado pela composição do fio eléctrodo e pelas reacções metalúrgicas. Podem ser usados em soldadura e em revestimentos em soldadura podem se aplicados em mono passe, multi passe e passe duplo Código do Tipo de Aplicação Fluxos Classe 2: Dígito 2 Fluxos para soldadura de aços ligados, por exemplo: Aços Inoxidáveis, Resistentes altas temperatura tipo Cr/Mo ou Aços Cr/Ni e ligas de base Níquel. Contêm elementos liga para além do Mn e o Si. O metal depositado é muito influenciado pela composição do fluxo do fio eléctrodo e pelas reacções metalúrgicas. Podem ser usados em soldadura e em revestimentos em soldadura podem se aplicados em mono passe, multi passe e passe duplo Processo de Soldadura SAS Engenharia 82 / 155
42 Código do Tipo de Aplicação Fluxos Classe 3: Dígito 3 Fluxos principalmente para aplicações de revestimentos Contêm elementos liga tipo Cr, C, Mo para além do Mn e o Si. O metal depositado é muito influenciado pela composição do fluxo do fio eléctrodo e pelas reacções metalúrgicas. Processo de Soldadura SAS Engenharia 83 / 155 Código do Comportamento Metalúrgico Estes códigos estão ligados à classe de Fluxos 1, 2 e 3 Fluxos de Classe 1: Este código é definido em função de o fluxo permitir a transferência/captação (pick-up) ou perca (burn-out) de Si e/ou Mn na composição química do metal depositado, partindo da composição química de um fio eléctrodo tipo EN 756 S2. Se I Mn e Si (queima-se mais fluxo) Se V Mn e Si (forma-se mais escória) Se a Velo. Sold. Mn e Si (forma-se menos escória) Processo de Soldadura SAS Engenharia 84 / 155
43 Código do Comportamento Metalúrgico para Fluxos Classe 1 Os códigos referemse sempre primeiro ao Si e em segundo ao Mn, do exemplo temos 67, o 6 é para o Si e o 7 para o Mn Processo de Soldadura SAS Engenharia 85 / 155 Código do Comportamento Metalúrgico Fluxos de Classe 2 e 3: Quando outros elementos liga para além do Si e do Mn são transferidos/captados pelo depósito de soldadura, o(s) símbolo(s) químico(s) do(s) elemento(s) deve(m) ser mencionado(s) para além do código. De modo alternativo esta informação pode ser fornecida pelo fabricante nas especificações técnicas Processo de Soldadura SAS Engenharia 86 / 155
44 Código do Teor em Hidrogénio Tratamento de um Fluxo Fundido 2 h a 250º C ± 50ºC Tratamento de um Fluxo Aglomerado 2 h a 350º C ± 50ºC Processo de Soldadura SAS Engenharia 87 / 155 Código da Granulometria - Não indicada no código de identificação do fluxo (norma EN 760), mas deve ser mencionada pelo fabricante, fornecendo sempre a dimensão mínima e máxima Processo de Soldadura SAS Engenharia 88 / 155


45 Fios Eléctrodos Fio Sólidos Fios Fluxados Fitas Sólidas Fitas Fluxadas Processo de Soldadura SAS Engenharia 89 / 155 Classificação de Fios e Fluxos para SAS Norma AWS A Aços não Ligados Processo de Soldadura SAS Engenharia 90 / 155
46 Classificação de Fios E Fluxos para SAS Norma AWS A Aços Baixa Liga Processo de Soldadura SAS Engenharia 91 / 155 Classificação de Fios e Fluxos para SAS Norma AWS A Aços não Ligados Processo de Soldadura SAS Engenharia 92 / 155
47 Classificação de Fios e Fluxos para SAS Norma AWS A Aços não Ligados Processo de Soldadura SAS Engenharia 93 / 155 Classificação de Fios e Fluxos para SAS Norma AWS A Aços não Ligados Processo de Soldadura SAS Engenharia 94 / 155
48 Código de Identificação Binário Fio/Fluxo - Aço não ligado/grão Fino EN 756 S 46 3 AB S2 EN 756 Norma aplicável ao Binário Fio-Fluxo para SAS S Define que é um fio eléctrodo e/ou Binário Fio-Fluxo aplicável em SAS 46 Código que define as propriedades mecânicas do metal depositado pelo material de adição (ver tabela) 3 Código que define a temperatura à qual se obtém 47 Joules de energia de impacto (ver tabela) AB Código que define o tipo de Fluxo com que se obteu a composição química do metal depositado (ver EN 760). S2 Código que identifica a composição química do fio Eléctrodo (ver tabela) Processo de Soldadura SAS Engenharia 95 / 155 Código de Identificação - Propriedades Mecânicas (multi passe) Processo de Soldadura SAS Engenharia 96 / 155
49 Código de Identificação - Propriedades Mecânicas (juntas de ângulo) Processo de Soldadura SAS Engenharia 97 / 155 Código de Identificação - Propriedade de Impacto Processo de Soldadura SAS Engenharia 98 / 155

50 Código de Identificação - Tipo de Fluxo Processo de Soldadura SAS Engenharia 99 / 155 Código de Identificação - Composição Química do Fio Sólido Processo de Soldadura SAS Engenharia 100 / 155
 Se é uma junta multi passe ou mono passe ou duplo passe O estado de contaminação da peça a soldar Processo de Soldadura SAS Engenharia")
51 O material depositado deve ser o adequado à soldadura, isto é, compatível com o material base (metalurgicamente, características físicas e químicas) Propriedades mecânicas definidas na especificação de construção Em função da Espessura (Intensidade de Soldadura) Se é uma junta multi passe ou mono passe ou duplo passe O estado de contaminação da peça a soldar Processo de Soldadura SAS Engenharia 101 / 155 Regras Básicas para a Escolha do Binário Fio-Fluxo Armazenagem dos Fluxos e dos Fios Eléctrodos Armazém Geral: Temperatura a cerca de 10ºC acima da Temperatura Ambiente Húmidade Relativa máxima entre 40 a 60% Processo de Soldadura SAS Engenharia 102 / 155





52 Secagem dos Fluxos Básicos: Regra Geral - 250ºC ± 50ºC, durante 2h Tomar atenção aos requisitos do fabricante Processo de Soldadura SAS Engenharia 103 / 155 Sistemas de Recuperação com Secagem de Fluxos Processo de Soldadura SAS Engenharia 104 / 155
53 Processo MIG/MAG 131/135 Modo de Transferência Transferência Guiada por Parede de Fluxo Forças que actuam no destacamento das gotas: Gravidade (Fg) Tensão Superficial (Fts) Jacto de Plasma (Fd) Electromagnéticas / Efeito de Pitch (Fem) Vaporização (Fv) Processo de Soldadura SAS Engenharia 105 / Variantes Utilização de Fios Eléctrodos Fluxados: Mesmo tipo de Consumíveis que são usados em soldadura por Fios Fluxados, excepto os autoprotegidos, que não são utilizados Requer cuidados especiais na escolha do tipo de fluxo, para não criar incompatibilidades com o fluxo dos fios eléctrodos Grande vantagem é o aumento da taxa de depósito quando comparado com o fio eléctrodo sólido Aplicações principais em juntas de ângulo e construção Naval Aplicações típicas só com um fio eléctrodo e em DC (+) Processo de Soldadura SAS Engenharia 106 / 155

54 - Variantes Utilização de Fitas Sólidas e Fluxadas: Aplicação só em Revestimentos, e em Recargas Duras. Problemas de estabilidade de arco devido à largura da fita > 120 mm, usar bobines na zona de contacto permite estabilizar o arco a toda a largura, sempre movimentos erráticos ao longo de toda a largura Processo de Soldadura SAS Engenharia 107 / Variantes Utilização de Fitas Sólidas e Fluxadas: Menores Deformações Maiores taxas de depósito Menores ZTAs Poder ser usada com e sem oscilação Pode utilizar-se uma segunda fita sem arco, que é alimentada por detrás e por debaixo da primeira Processo de Soldadura SAS Engenharia 108 / 155

55 - Variantes Utilização de Alimentação de Pó-de-Ferro e/ou Elementos liga: Soldadura e Revestimentos Maiores taxas de depósito Maior Velocidade de Soldadura Menores ZTAs Pode ser usado em qualquer condição do SAS incluindo com Fita e múltiplos eléctrodos Processo de Soldadura SAS Engenharia 109 / Variantes Utilização de MúltiFio Eléctrodo: Disposição Geométrica entre Eléctrodos Paralelo Tandem Quantidade de Eléctrodos: 2 Fios Eléctrodos 3 Fios Eléctrodos Processo de Soldadura SAS Engenharia 110 / Fios - Tipos de Ligações: Paralelo (ambos mesma polaridade, mesma tocha ) Série (um fio + e o outro -, duas tochas ) Número de Fontes: 1 Fonte 2 Fontes 3 Fontes

56 - Variantes Utilização de MúltiFio Eléctrodo: Montagem em Paralelo: Revestimentos Soldadura Processo de Soldadura SAS Engenharia 111 / Variantes Utilização de MúltiFio Eléctrodo: Montagem em Tandem: Soldadura 2 e 3 fios Processo de Soldadura SAS Engenharia 112 / 155
57 - Variantes Utilização de MúltiFio Eléctrodo: Variante à Montagem em Tandem: Soldadura Processo de Soldadura SAS Engenharia 113 / Variantes Utilização de MúltiFio Eléctrodo: Quantidade de Eléctrodos: 2 Fios Eléctrodos 3 Fios Eléctrodos Em Tandem o 1º Fio é DC (+) os restantes AC Aumenta a taxa de depósito Permite soldar maiores espessuras numa só passagem até 15 mm Processo de Soldadura SAS Engenharia 114 / 155



58 - Variantes Utilização de MúltiFio Eléctrodo: Quantidade de Eléctrodos: 1 Fio Eléctrodo Condição mais comum Processo de Soldadura SAS Engenharia 115 / Variantes Utilização de MúltiFio Eléctrodo: Quantidade de Eléctrodos: 2 Fios Eléctrodos com uma só tocha, uma só fonte Processo de Soldadura SAS Engenharia 116 / 155

59 - Variantes Utilização de MúltiFio Eléctrodo: 2 Fios uma fonte e uma Tocha Processo de Soldadura SAS Engenharia 117 / Variantes Utilização de MúltiFio Eléctrodo: Quantidade de Eléctrodos: 2 Fios Eléctrodos com duas tochas, duas fontes Processo de Soldadura SAS Engenharia 118 / 155



60 - Variantes Utilização de MúltiFio Eléctrodo: Quantidade de Eléctrodos: 3 Fios Eléctrodos com três tochas, três fontes Processo de Soldadura SAS Engenharia 119 / Variantes Utilização de Chanfros Apertados: Processo de Soldadura SAS Engenharia 120 / 155

61 - Variantes Processo de Soldadura SAS Engenharia 121 / 155 Sistemas de Guiamento de Juntas Alinhamento através de foco Luminoso Guiamento automáticos com necessitam de ter um sistema mecânico de movimentação da cabeça Guiamento por apalpador mecânico Guiamento por oscilação da cabeça e sistema de controlo da tensão Processo de Soldadura SAS Engenharia 122 / 155




62 Sistemas de Guiamento de Juntas Alinhamento através de foco Luminoso Processo de Soldadura SAS Engenharia 123 / 155 Sistemas de Guiamento de Juntas Apalpador Mecânico Processo de Soldadura SAS Engenharia 124 / 155



63 Sistemas de Aplicação do SAS Carros Soldadura de Painéis topo-a-topo e Juntas de ângulo Processo de Soldadura SAS Engenharia 125 / 155 Sistemas de Aplicação do SAS Carros Soldadura de Painéis topo-a-topo e Juntas de ângulo Processo de Soldadura SAS Engenharia 126 / 155



64 Sistemas de Aplicação do SAS Cristos com Rolos e Posicionadores Processo de Soldadura SAS Engenharia 127 / 155 Sistemas de Aplicação do SAS Cristos com Rolos e Posicionadores Processo de Soldadura SAS Engenharia 128 / 155



65 Sistemas de Aplicação do SAS Cristos com Rolos e Posicionadores Processo de Soldadura SAS Engenharia 129 / 155 Sistemas de Aplicação do SAS Cristos com Rolos e Posicionadores Processo de Soldadura SAS Engenharia 130 / 155
66 Sistemas de Aplicação do SAS Aplicação em Tanques Processo de Soldadura SAS Engenharia 131 / 155 Chanfros / Juntas Bordos Direitos esp. 12 mm Chanfro em Y 12 mm esp. 25 mm Processo de Soldadura SAS Engenharia 132 / 155

67 Chanfros / Juntas Chanfro em X 25 mm esp. 40 mm Chanfro em X Descentrado 12 mm esp. 25 mm Processo de Soldadura SAS Engenharia 133 / 155 Chanfros / Juntas Processo de Soldadura SAS Engenharia 134 / 155

68 Chanfros / Juntas / Selagem e Juntas de Suporte Processo de Soldadura SAS Engenharia 135 / 155 Chanfros / Juntas / Selagem e Juntas de Suporte Processo de Soldadura SAS Engenharia 136 / 155
69 Juntas Topo-a-topo o Efeito de Entalhe Processo de Soldadura SAS Engenharia 137 / 155 Juntas de Ângulo Processo de Soldadura SAS Engenharia 138 / 155
70 Juntas Circulares De 25 a 75 mm Desfazamento de 9,5 a 19 mm Processo de Soldadura SAS Engenharia 139 / 155 De 75 a 457 mm Desfazamento de 19 a 25 mm Processo de Soldadura SAS Engenharia 140 / 155 Limpeza dos Chanfros / Juntas Limpeza mecânica: Óxidos, limalhas e arestas de corte, tintas, galvanizado Limpeza química (das peças e do fio): Gorduras, óleos, massas lubrificantes Remoção da húmidade (fissuração e porosidade) Atenção aos aspectos de Limpeza, podem originar facilmente faltas de fusão em SAS

 deve ser < 2 x a Profundidade da Penetração (D) A relação W/D 1,25 Processo de Soldadura SAS Engenharia")
71 Imperfeições Típicas: Faltas de Fusão (Colagens)/Penetração Preparação, Parâmetros Porosidade Gorduras, Falta de Protecção, Controlo de Altura de Arco Inclusões de Escória Limpeza, Parâmetros Bordos Queimados Parâmetros, Técnica Operatória Fissuração Frio/Quente Problemas Metalurgicos Processo de Soldadura SAS Engenharia 141 / 155 Fissuração devido ao efeito de Forma: Largura (W) deve ser < 2 x a Profundidade da Penetração (D) A relação W/D 1,25 Processo de Soldadura SAS Engenharia 142 / 155
72 Fissuração devido ao efeito de Forma: Processo de Soldadura SAS Engenharia 143 / 155 Fissuração devido ao efeito de Forma e Limpeza da Escória: Processo de Soldadura SAS Engenharia 144 / 155
73 Fissuração devido ao efeito de Forma: Processo de Soldadura SAS Engenharia 145 / 155 Fissuração devido ao efeito de Forma: Processo de Soldadura SAS Engenharia 146 / 155


74 Remoção de escória versus Perfil do Cordão: Processo de Soldadura SAS Engenharia 147 / 155 Alinhamento do eixo do Fio versus eixo da Junta: Processo de Soldadura SAS Engenharia 148 / 155


75 Imperfeições Típicas Sobre-espessura Processo de Soldadura SAS Engenharia 149 / 155 Imperfeições Típicas Falta de Enchimento Processo de Soldadura SAS Engenharia 150 / 155


76 Imperfeições Típicas Poros (RX) Processo de Soldadura SAS Engenharia 151 / 155 Imperfeições Típicas Inclusões (RX) Processo de Soldadura SAS Engenharia 152 / 155


77 Imperfeições Típicas Fissuração a Quente Processo de Soldadura SAS Engenharia 153 / 155 Imperfeições Típicas Fissuração a Frio Processo de Soldadura SAS Engenharia 154 / 155

78 Imperfeições Típicas Arcos Parasitas Processo de Soldadura SAS Engenharia 155 / 155
Processo de Soldadura Fios Fluxados 114/136 FCAW Direcção de Formação
 Processo de Soldadura Fios Fluxados 114/136 FCAW Direcção de Formação Processos de Soldadura Italo Fernandes Temas a tratar neste módulo Processos de Soldadura Fio Fluxado Auto-Protegido 114 Fio Fluxado
Processo de Soldadura Fios Fluxados 114/136 FCAW Direcção de Formação Processos de Soldadura Italo Fernandes Temas a tratar neste módulo Processos de Soldadura Fio Fluxado Auto-Protegido 114 Fio Fluxado
Processo de Soldadura com Eléctrodo não consumível de Tungsténio e Protecção Gasosa Inerte TIG / GTAW / WIG / 141
 Processo de Soldadura com Eléctrodo não consumível de Tungsténio e Protecção Gasosa Inerte TIG / GTAW / WIG / 141 Direcção de Formação EWE / IWE Módulo 1.7 Italo Fernandes EWE / IWE - Módulo 1.7 EWE/IWE
Processo de Soldadura com Eléctrodo não consumível de Tungsténio e Protecção Gasosa Inerte TIG / GTAW / WIG / 141 Direcção de Formação EWE / IWE Módulo 1.7 Italo Fernandes EWE / IWE - Módulo 1.7 EWE/IWE
Processo de Soldadura MIG/MAG 131/135 - GMAW Variantes ao Processo
 Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 - GMAW Variantes ao Processo Direcção de Formação Italo Fernandes EWE / IWE Módulo 1.8 Temas a tratar neste módulo Variantes ao Processo MIG/MAG
Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 - GMAW Variantes ao Processo Direcção de Formação Italo Fernandes EWE / IWE Módulo 1.8 Temas a tratar neste módulo Variantes ao Processo MIG/MAG
Soldadura por Electro-Escória
 Soldadura por Electro-Escória Príncipio do Processo O processo de soldadura por electro-escória consiste em formar um banho de escória e metal em fusão delimitado pelos bordos da junta e duas sapatas (normalmente
Soldadura por Electro-Escória Príncipio do Processo O processo de soldadura por electro-escória consiste em formar um banho de escória e metal em fusão delimitado pelos bordos da junta e duas sapatas (normalmente
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1
 Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
Processo de Soldagem Eletrodo Revestido
 Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
LIGAÇÕES PERMANENTES. Processo e processos de soldadura
 Processo e processos de soldadura 1 Soldadura Com arame Sob Ambiente De Gases de Protecção 1 Soldadura Com arame Sob Ambiente De Gases de Protecção Por volta dos anos 1952 o processos era muito popular
Processo e processos de soldadura 1 Soldadura Com arame Sob Ambiente De Gases de Protecção 1 Soldadura Com arame Sob Ambiente De Gases de Protecção Por volta dos anos 1952 o processos era muito popular
Submerged Arc Welding
 SOLDAGEM COM ARCO SUBMERSO SUBMERGED ARC WELDING (SAW) Definição SAW é um processo na qual a união de metais se dá pelo calor fornecido por um arco elétrico entre um eletrodo nu e uma peça. O nome desse
SOLDAGEM COM ARCO SUBMERSO SUBMERGED ARC WELDING (SAW) Definição SAW é um processo na qual a união de metais se dá pelo calor fornecido por um arco elétrico entre um eletrodo nu e uma peça. O nome desse
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Acesse:
 Não é desodorante, mas dá mais proteção A globalização da economia colocou dois grandes desafios para a indústria: a produtividade e a qualidade. Para vencer a concorrência é preciso produzir muito, barato
Não é desodorante, mas dá mais proteção A globalização da economia colocou dois grandes desafios para a indústria: a produtividade e a qualidade. Para vencer a concorrência é preciso produzir muito, barato
SOLDAGEM DOS METAIS CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO
 37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
Soldagem MIG/MAG III / MIG/MAG Welding III
 Soldagem MIG/MAG III / MIG/MAG Welding III Alexandre de Freitas Email: alexandre.freitas@fatec.sp.gov.br Alexandre marques de lima Email: alexandre0@msn.com Alfredo Feitosa Email: alfredo.feitosa@hotmail.com
Soldagem MIG/MAG III / MIG/MAG Welding III Alexandre de Freitas Email: alexandre.freitas@fatec.sp.gov.br Alexandre marques de lima Email: alexandre0@msn.com Alfredo Feitosa Email: alfredo.feitosa@hotmail.com
Soldagem arco submerso III
 Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Processo de Soldadura MIG/MAG 131/135 GMAW
 Direcção de Formação Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 GMAW Italo Fernandes EWE / IWE Módulo 1.8 Temas a Tratar - Processos de Soldadura Fio Sólido com Protecção Gasosa Inerte
Direcção de Formação Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 GMAW Italo Fernandes EWE / IWE Módulo 1.8 Temas a Tratar - Processos de Soldadura Fio Sólido com Protecção Gasosa Inerte
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Características. Fundamentos. Histórico SOLDAGEM COM ARAME TUBULAR
 Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Grupo I Caso Prático (11.0 valores)
") Exame de 1ª Época 3 de Janeiro de 2008 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2007/2008 Duração: 2h15min Grupo I Caso Prático
Exame de 1ª Época 3 de Janeiro de 2008 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2007/2008 Duração: 2h15min Grupo I Caso Prático
Processo d e soldagem
 Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de Soldagem Eletroescória HISTÓRICO
 Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM.
 INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
Eletrodos Revestidos
 Eletrodos Revestidos O eletrodo revestido é um consumível composto formado por duas partes: uma metálica, chamada de alma, e outra na forma de massa, chamada de revestimento. Na soldagem de aços-carbono
Eletrodos Revestidos O eletrodo revestido é um consumível composto formado por duas partes: uma metálica, chamada de alma, e outra na forma de massa, chamada de revestimento. Na soldagem de aços-carbono
Processos de Soldagem Soldagem a Arco com Arame Tubular
 Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
Grupo I Caso Prático (10 valores) tempo estimado: 1h05min
 tempo estimado: 1h05min") 1ª Época 24 de Janeiro de 2009 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2008/2009 Duração: 2h00 Grupo I Caso Prático (10 valores)
1ª Época 24 de Janeiro de 2009 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2008/2009 Duração: 2h00 Grupo I Caso Prático (10 valores)
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016
 FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016") SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
Trabalho Prático N o :. Técnica Operatória da Soldagem SAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiarizar-se com
Trabalho Prático N o :. Técnica Operatória da Soldagem SAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiarizar-se com
Processo MIG/MAG 131/135. Princípio de Funcionamento
 Princípio de Funcionamento Princípio de Funcionamento (1 de 3) Processo de Soldadura por Fusão. A Fusão do material de adição e do material de base é obtida através do calor desenvolvido por um arco eléctrico.
Princípio de Funcionamento Princípio de Funcionamento (1 de 3) Processo de Soldadura por Fusão. A Fusão do material de adição e do material de base é obtida através do calor desenvolvido por um arco eléctrico.
CAPÍTULO 7 SOLDAGEM TIG
 SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM MANUAL A ARCO ELÉTRICO I. Felipe Chicoli Villar Leandro Peres Ferreira Raphael Oliveira Ferreira. Definição (De Acordo com DIN 1910 Parte 2)
") SOLDAGEM MANUAL A ARCO ELÉTRICO I Texto traduzido pelo Aluno da FATEC-SP Felipe Chicoli Villar Leandro Peres Ferreira Raphael Oliveira Ferreira Definição (De Acordo com DIN 1910 Parte 2) O arco é estabelecido
SOLDAGEM MANUAL A ARCO ELÉTRICO I Texto traduzido pelo Aluno da FATEC-SP Felipe Chicoli Villar Leandro Peres Ferreira Raphael Oliveira Ferreira Definição (De Acordo com DIN 1910 Parte 2) O arco é estabelecido
Soldagem por fricção. Daniel Augusto Cabral -
 Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Processo de Soldadura Eléctrodos Revestidos 111
 Processos de Soldadura Processo de Soldadura Eléctrodos Revestidos 111 Direcção de Formação Italo Fernandes Temas a tratar neste módulo Processos de Soldadura Eléctrodos Revestidos SER Designação EN ISO
Processos de Soldadura Processo de Soldadura Eléctrodos Revestidos 111 Direcção de Formação Italo Fernandes Temas a tratar neste módulo Processos de Soldadura Eléctrodos Revestidos SER Designação EN ISO
Cruiser 402T/502T a fonte de energia Modular Multifuncional Multi-opções
 Português Cruiser 402T/502T a fonte de energia Modular Multifuncional Multi-opções NOVA FONTE DE ALIMENTAÇÃO INVERTER MIG-MAG SINÉRGICO Ciclo de Trabalho 400A 100% 40 C Novas soluções tecnológicas de forma
Português Cruiser 402T/502T a fonte de energia Modular Multifuncional Multi-opções NOVA FONTE DE ALIMENTAÇÃO INVERTER MIG-MAG SINÉRGICO Ciclo de Trabalho 400A 100% 40 C Novas soluções tecnológicas de forma
SOLDAGEM - Aula 07. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º 9º Período Setembro 2016
 SOLDAGEM - Aula 07 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º 9º Período Setembro 2016 Índice Processo de Soldagem por Eletrodo Revestido SMAW (Shielded Metal Arc Welding) Processo
SOLDAGEM - Aula 07 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º 9º Período Setembro 2016 Índice Processo de Soldagem por Eletrodo Revestido SMAW (Shielded Metal Arc Welding) Processo
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
C R E E M SOLDAGEM DOS MATERIAIS. UNESP Campus de Ilha Solteira. Prof. Dr. Vicente A. Ventrella
 C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
- Corte manual. Modelo
 Série CUTMASTER - Corte manual Modelo 10 Modelo 12 Modelo 20 Modelo Dados técnicos 10 12 20 25 35 40 Alimentação 230 V / 14 A 400V / 8A 400V / 16A 400V / 20A 400V / 27A 400V / 34A Corrente 30A 40A 60A
Série CUTMASTER - Corte manual Modelo 10 Modelo 12 Modelo 20 Modelo Dados técnicos 10 12 20 25 35 40 Alimentação 230 V / 14 A 400V / 8A 400V / 16A 400V / 20A 400V / 27A 400V / 34A Corrente 30A 40A 60A
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Trabalho de solidificação. Soldagem. João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza
 Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
MicroPulse 302MFK a fonte de energia MIG-MAG Sinérgico Portátil MultiProcesso Pulsado MIG-MAG / Duplo Pulsado
 Português MicroPulse 302MFK a fonte de energia MIG-MAG Sinérgico Portátil MultiProcesso Pulsado MIG-MAG / Duplo Pulsado NOVA FONTE DE ALIMENTAÇÃO INVERTER MIG-MAG SINÉRGICO TECNOLOGIA W.ECO Poder factor
Português MicroPulse 302MFK a fonte de energia MIG-MAG Sinérgico Portátil MultiProcesso Pulsado MIG-MAG / Duplo Pulsado NOVA FONTE DE ALIMENTAÇÃO INVERTER MIG-MAG SINÉRGICO TECNOLOGIA W.ECO Poder factor
Técnica Operatória da Soldagem SAW
 Técnica Operatória da Soldagem SAW Paulo José Modenesi Objetivos Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiaarizar-se com os consumíveis
Técnica Operatória da Soldagem SAW Paulo José Modenesi Objetivos Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiaarizar-se com os consumíveis
Arame de Solda Inox 308L
 Arame de Solda Inox 308L Não necessita de adaptador, rolo pronto para o uso. Arame enrolado no processo capa a capa, não corre perigo de enrolar no rolo ou máquina. Arame com certificação de composição
Arame de Solda Inox 308L Não necessita de adaptador, rolo pronto para o uso. Arame enrolado no processo capa a capa, não corre perigo de enrolar no rolo ou máquina. Arame com certificação de composição
Fully mechanised processes and robotics I / Processos totalmente mecanizados e robóticos I
 Fully mechanised processes and robotics I / Processos totalmente mecanizados e robóticos I Marcones Loureiro de Souza E-mail: marcones.@gmail.com Pedro Luis de Freitas Serrano E-mail: p.serrano01@hotmail.com
Fully mechanised processes and robotics I / Processos totalmente mecanizados e robóticos I Marcones Loureiro de Souza E-mail: marcones.@gmail.com Pedro Luis de Freitas Serrano E-mail: p.serrano01@hotmail.com
Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda
 14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
Oxy-Cut Processos de Fabrico. Trabalho de pesquisa efetuado por Rodrigo Chora
 Oxy-Cut Processos de Fabrico Trabalho de pesquisa efetuado por Rodrigo Chora Uma breve introdução O oxicorte é uma técnica muito utilizada para o corte de objetos metálicos. Este método consiste no corte
Oxy-Cut Processos de Fabrico Trabalho de pesquisa efetuado por Rodrigo Chora Uma breve introdução O oxicorte é uma técnica muito utilizada para o corte de objetos metálicos. Este método consiste no corte
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW
 Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Histórico Concepção básica 1920 Processo de alta densidade de corrente utilizando pequenos diâmetros de eletrodos de metais específicos Alumínio e ligas
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Histórico Concepção básica 1920 Processo de alta densidade de corrente utilizando pequenos diâmetros de eletrodos de metais específicos Alumínio e ligas
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Introdução Na soldagem ao arco elétrico com gás de proteção, também conhecida como soldagem MIG/MAG, temos: MIG Metal Inert Gas MAG Metal Active Gas Onde um arco elétrico é
Processo de Soldagem MIG/MAG Introdução Na soldagem ao arco elétrico com gás de proteção, também conhecida como soldagem MIG/MAG, temos: MIG Metal Inert Gas MAG Metal Active Gas Onde um arco elétrico é
INÍCIO DO TERCEIRO CAPÍTULO
 INÍCIO DO TERCEIRO CAPÍTULO 03 SOLDADURA POR ARCO COM GÁS E ELÉTRODO NÃO CONSUMÍVEL DE TUNGSTÉNIO (GTAW) 2 A. DESCRIÇÃO DO PROCESSO 3. SOLDADURA POR ARCO COM GÁS E ELÉTRODO NÃO A Soldadura por Arco com
INÍCIO DO TERCEIRO CAPÍTULO 03 SOLDADURA POR ARCO COM GÁS E ELÉTRODO NÃO CONSUMÍVEL DE TUNGSTÉNIO (GTAW) 2 A. DESCRIÇÃO DO PROCESSO 3. SOLDADURA POR ARCO COM GÁS E ELÉTRODO NÃO A Soldadura por Arco com
Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união.
 Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE.
 SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
SOLDAGEM Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 9º Período Contagem, Setembro 2016
 SOLDAGEM Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 9º Período Contagem, Setembro 2016 Índice Definição Fundamentos do processo Aplicação Características Equipamentos e Acessórios
SOLDAGEM Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 9º Período Contagem, Setembro 2016 Índice Definição Fundamentos do processo Aplicação Características Equipamentos e Acessórios
0 Introdução à Soldagem. Professor: Luiz Cláudio Furlan
 0 Introdução à Soldagem Professor: Luiz Cláudio Furlan 1 SOLDAGEM FUNDAMENTOS E TECNOLOGIA Terminologia e Simbologia de Soldagem; Princípios de Segurança em Soldagem. Normas e Qualificação em Soldagem.
0 Introdução à Soldagem Professor: Luiz Cláudio Furlan 1 SOLDAGEM FUNDAMENTOS E TECNOLOGIA Terminologia e Simbologia de Soldagem; Princípios de Segurança em Soldagem. Normas e Qualificação em Soldagem.
Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
consumíveis de solda
 consumíveis de solda TOTALFIX APRESENTA HYUNDAI WELDING TOTALFIX, uma empresa especializada na distribuição exclusiva de marcas que representam qualidade e alto padrão tecnológico, apresenta mais uma inovação.
consumíveis de solda TOTALFIX APRESENTA HYUNDAI WELDING TOTALFIX, uma empresa especializada na distribuição exclusiva de marcas que representam qualidade e alto padrão tecnológico, apresenta mais uma inovação.
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG DEFEITOS EM SOLDAGEM E ENSAIOS NÃO DESTRUTIVOS
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
LIGANTES HIDRÓFILOS. Hidráulicos. Aplicações argamassas e betões. resistem à água. - cal hidráulica - cimento. aéreos. não resistem à água
 Aplicações argamassas e betões aéreos Hidráulicos não resistem à água resistem à água - cal hidráulica - cimento - cal aérea - gesso 1 CIMENTO Classificação Constituição Propriedades no desempenho Cimentos
Aplicações argamassas e betões aéreos Hidráulicos não resistem à água resistem à água - cal hidráulica - cimento - cal aérea - gesso 1 CIMENTO Classificação Constituição Propriedades no desempenho Cimentos
Ø 1,6 mm 16. ₂. Tem como
 MEGAFIL 71O M Fio fluxado sem escória (Metal-Cored) para mistura Ar-CO. Tem como propriedades um excelente restabelecimento do arco elétrico. Indicado para aplicações robotizadas. Sem necessidade de limpeza
MEGAFIL 71O M Fio fluxado sem escória (Metal-Cored) para mistura Ar-CO. Tem como propriedades um excelente restabelecimento do arco elétrico. Indicado para aplicações robotizadas. Sem necessidade de limpeza
INTRODUÇAO. Considerando o elemento mais conhecido, a água, existem três estados, sendo o gelo, água e vapor.
 Soldagem a Plasma Prof. Luiz Gimenes Jr. Engº Roberto Joaquim INTRODUÇAO Usualmente a definição de plasma é tida como sendo o quarto estado da matéria. Costuma-se pensar normalmente em três estados da
Soldagem a Plasma Prof. Luiz Gimenes Jr. Engº Roberto Joaquim INTRODUÇAO Usualmente a definição de plasma é tida como sendo o quarto estado da matéria. Costuma-se pensar normalmente em três estados da
Elaboração de Especificação de Procedimento de Soldagem EPS N 13.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
Tratamentos Térmicos
 Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Visão Geral dos Tipos de Pó de Ferro
 Visão Geral dos Tipos de Pó de Ferro Tipos de Ferro Puro / Pós de Ferro Esponja NC100.24 é um dos tipos de pó de ferro mais utilizados na indústria da metalurgia do pó. A resistência à verde dos compactados
Visão Geral dos Tipos de Pó de Ferro Tipos de Ferro Puro / Pós de Ferro Esponja NC100.24 é um dos tipos de pó de ferro mais utilizados na indústria da metalurgia do pó. A resistência à verde dos compactados
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
Classificação dos produtos siderúrgicos
 Classificação dos produtos siderúrgicos FERRO FORJADO AÇO FERRO FUNDIDO,5% ~1,5% 5% (Fe macio) macio duro %C Maleável. Não temperável Maleável. Temperável Frágil. Resistente à corrosão Temp.. de fusão:
Classificação dos produtos siderúrgicos FERRO FORJADO AÇO FERRO FUNDIDO,5% ~1,5% 5% (Fe macio) macio duro %C Maleável. Não temperável Maleável. Temperável Frágil. Resistente à corrosão Temp.. de fusão:
GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS
 www.gerdau.com.br GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS VENDAS SÃO PAULO Tel. (11) 3094-6500 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br NORTE / NORDESTE Pernambuco
www.gerdau.com.br GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS VENDAS SÃO PAULO Tel. (11) 3094-6500 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br NORTE / NORDESTE Pernambuco
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
Procedimentos Básicos sobre manuseio e cuidados com a Tochas MIG/MAG
 Procedimentos Básicos sobre manuseio e cuidados com a Tochas MIG/MAG Nov/2005 A tocha de solda é uma ferramenta para a condução de corrente elétrica, arame eletrodo, circuito de água para resfriamento¹
Procedimentos Básicos sobre manuseio e cuidados com a Tochas MIG/MAG Nov/2005 A tocha de solda é uma ferramenta para a condução de corrente elétrica, arame eletrodo, circuito de água para resfriamento¹
POR QUE ESTUDAR O ARCO ELÉTRICO?
 POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
Soldagem de Alumínio MIG/TIG
 Soldagem de Alumínio MIG/TIG Eng Augusto Franco Gerente de Produtos e Serviços Eutectic do Brasil Programa O Alumínio na industria brasileira Ligas de alumínio Seleção do material de adição Qualidade do
Soldagem de Alumínio MIG/TIG Eng Augusto Franco Gerente de Produtos e Serviços Eutectic do Brasil Programa O Alumínio na industria brasileira Ligas de alumínio Seleção do material de adição Qualidade do
Processo, Aplicações e Técnicas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Aplicações e Técnicas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos de Soldagem 27 de abril de
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Aplicações e Técnicas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos de Soldagem 27 de abril de
2. Ligue o cabo de potência e o ar. (Pode ser utilizado um porta-elétrodos para uma ligação temporária).
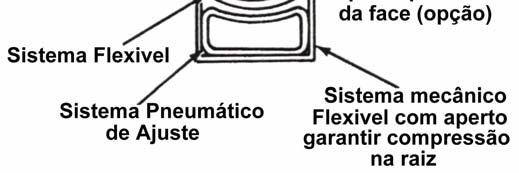
.") Alicate de Chanfrar Manual de Instruções: Montagem do equipamento: 1. Retirar o isolamento do cabo, se disponível. 2. Ligue o cabo de potência e o ar. (Pode ser utilizado um porta-elétrodos para uma ligação
Alicate de Chanfrar Manual de Instruções: Montagem do equipamento: 1. Retirar o isolamento do cabo, se disponível. 2. Ligue o cabo de potência e o ar. (Pode ser utilizado um porta-elétrodos para uma ligação
GRSS. MIG Brazing BRITE EURAM III. MIG Brazing
 MIG BRAZING O processo MIG BRAZING é um processo de SOLDABRASAGEM porque ocorre a fusão parcial do metal de base e a capilaridade é mínima. Soldagem Fusão do MA e MB; Soldabrasagem Fusão do MA e parcial
MIG BRAZING O processo MIG BRAZING é um processo de SOLDABRASAGEM porque ocorre a fusão parcial do metal de base e a capilaridade é mínima. Soldagem Fusão do MA e MB; Soldabrasagem Fusão do MA e parcial
Detalhes do produto. Características do equipamento e possibilidades de montagem do SUNNY STRING-MONITOR SSM16-11
 Detalhes do produto Características do equipamento e possibilidades de montagem do SUNNY STRING-MONITOR SSM16-11 Índice O Sunny String-Monitor SSM16-11 foi concebido especialmente para a monitorização
Detalhes do produto Características do equipamento e possibilidades de montagem do SUNNY STRING-MONITOR SSM16-11 Índice O Sunny String-Monitor SSM16-11 foi concebido especialmente para a monitorização
Aços Alta Liga Resistentes a Corrosão IV
 Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
LIGAÇÕES PERMANENTES. Processo de soldadura Introdução processo de soldadura
 Processo de soldadura Introdução processo de soldadura 1 Processo de soldadura Introdução processo de soldadura Evolução da soldadura Comparação da soldadura com outros processos de fabricação Soldabilidade
Processo de soldadura Introdução processo de soldadura 1 Processo de soldadura Introdução processo de soldadura Evolução da soldadura Comparação da soldadura com outros processos de fabricação Soldabilidade
INTRODUÇÃO EQUIPAMENTOS
 Jato de Água Engº Roberto Joaquim Engº José Ramalho INTRODUÇÃO Desde os primórdios o homem busca na utilização de recursos naturais meios para satisfazer as suas necessidades. Dentre os recursos naturais
Jato de Água Engº Roberto Joaquim Engº José Ramalho INTRODUÇÃO Desde os primórdios o homem busca na utilização de recursos naturais meios para satisfazer as suas necessidades. Dentre os recursos naturais
Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso
 Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso A solda pode ser definida como uma união de peças metálicas, cujas superfícies se tornaram plásticas ou liquefeitas, por ação de calor
Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso A solda pode ser definida como uma união de peças metálicas, cujas superfícies se tornaram plásticas ou liquefeitas, por ação de calor
Soldagem por resistência III
 Soldagem por resistência III Rodrigo A. L Satyro E-mail: rodrigo_satyro@hotmail.com Rogério Veiga E-mail: rogerio.veiga@pirelli.com Santiago Moreira E-mail: smbiscaino@yahoo.com.br Moacir Santos E-mail:
Soldagem por resistência III Rodrigo A. L Satyro E-mail: rodrigo_satyro@hotmail.com Rogério Veiga E-mail: rogerio.veiga@pirelli.com Santiago Moreira E-mail: smbiscaino@yahoo.com.br Moacir Santos E-mail:
SEM Elementos de Máquinas II
 SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono
 Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Rua Dário Freire Meireles, 541 Campo dos Amarais Campinas SP CEP:
 SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
7 Technological Constraints. est of tructural dhesives. connections. resistance. high
 Oct. >> Dec. Jan. >> Apr. Apr. >> Sep. 7 Technological Constraints est of tructural dhesives high connections resistance 1 INTRODUÇÃO E OBJECTIVOS... 82 1.1 COLAGEM COM ADESIVOS ESTRUTURAIS... 82 2 ESTUDO
Oct. >> Dec. Jan. >> Apr. Apr. >> Sep. 7 Technological Constraints est of tructural dhesives high connections resistance 1 INTRODUÇÃO E OBJECTIVOS... 82 1.1 COLAGEM COM ADESIVOS ESTRUTURAIS... 82 2 ESTUDO
OMNIWELD Reparaturschweißlegierungen
 Ligas de soldadura de reparação Reparaturschweißlegierungen Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info@omniweld.de Programa de fornecimento
Ligas de soldadura de reparação Reparaturschweißlegierungen Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info@omniweld.de Programa de fornecimento
SOLDAGEM MIG/MAG. Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC
 SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
FONTES DE ENERGIA FONTES DE ENERGIA
 FONTES DE ENERGIA A soldagem por fusão é realizada pela aplicação de energia localizada em uma parte da junta de forma a conseguir a sua fusão localizada, de preferência afetando termicamente ao mínimo
FONTES DE ENERGIA A soldagem por fusão é realizada pela aplicação de energia localizada em uma parte da junta de forma a conseguir a sua fusão localizada, de preferência afetando termicamente ao mínimo
Pioneer 321 Pulse. Português
 Pioneer 321 Pulse Português 321 Pulse: Aplicações A Pioneer Pulse 321 é um inverter trifásico profissional (320A 45% a 40 C) As modalidades MIG/MAG disponíveis são: Manual, Sinérgico, Pulsado Sinérgico
Pioneer 321 Pulse Português 321 Pulse: Aplicações A Pioneer Pulse 321 é um inverter trifásico profissional (320A 45% a 40 C) As modalidades MIG/MAG disponíveis são: Manual, Sinérgico, Pulsado Sinérgico
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
Processo de Soldagem por Difusão
 Processo de Soldagem por Difusão Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇÃO O processo de Soldagem por difusão é utilizado para unir materiais : iguais, com composição química semelhante
Processo de Soldagem por Difusão Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇÃO O processo de Soldagem por difusão é utilizado para unir materiais : iguais, com composição química semelhante
Soldagem I Lista de Exercícios
 Soldagem I Lista de Exercícios 1. Defina soldagem com base em (a) suas características operacionais e (b) seus mecanismos de união. (c) Dois blocos de gelo colocados em contato com uma pequena pressão
Soldagem I Lista de Exercícios 1. Defina soldagem com base em (a) suas características operacionais e (b) seus mecanismos de união. (c) Dois blocos de gelo colocados em contato com uma pequena pressão
O NOVO PROCESSO DE GALVANIZAÇÃO PARA SISTEMAS DE CAMINHO DE CABOS DA OBO BETTERMANN
 DOUBLE DIP O NOVO PROCESSO DE GALVANIZAÇÃO PARA SISTEMAS DE CAMINHO DE CABOS DA OBO BETTERMANN A OBO Bettermann inclui na sua ampla gama de produtos uma grande variedade de soluções em calha caminho de
DOUBLE DIP O NOVO PROCESSO DE GALVANIZAÇÃO PARA SISTEMAS DE CAMINHO DE CABOS DA OBO BETTERMANN A OBO Bettermann inclui na sua ampla gama de produtos uma grande variedade de soluções em calha caminho de
Rua Trinta e Oito, 18A, Vila dos Técnicos - Timóteo/MG. Manual de Soldagem
 Rua Trinta e Oito, 18A, Vila dos Técnicos - Timóteo/MG 31 3848-3967 Manual de Soldagem www.institutodoinox.com.br O Aço Inox K03 (410D) é um aço ferrítico que possui elevado desempenho no ambiente onde
Rua Trinta e Oito, 18A, Vila dos Técnicos - Timóteo/MG 31 3848-3967 Manual de Soldagem www.institutodoinox.com.br O Aço Inox K03 (410D) é um aço ferrítico que possui elevado desempenho no ambiente onde
Simbólica Numérica EN Cu mín. Cu máx. Fe máx. Mn máx. Ni mín. Ni máx. Pb máx. Sn máx. Zn mín. Equivalências internacionais aproximadas
 Fita de alpaca Composição química Designação Composição química em % (mm) Simbólica Numérica EN Cu mín. Cu máx. Fe máx. Mn máx. Ni mín. Ni máx. Pb máx. Sn máx. Zn mín. Outros total máx. CuNi12Zn24 CW403J
Fita de alpaca Composição química Designação Composição química em % (mm) Simbólica Numérica EN Cu mín. Cu máx. Fe máx. Mn máx. Ni mín. Ni máx. Pb máx. Sn máx. Zn mín. Outros total máx. CuNi12Zn24 CW403J
SOLDAGEM DOS METAIS CAPÍTULO 7 SOLDAGEM TIG
 45 CAPÍTULO 7 SOLDAGEM TIG 46 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado pelo arco formado entre o eletrodo de Tungstênio
45 CAPÍTULO 7 SOLDAGEM TIG 46 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado pelo arco formado entre o eletrodo de Tungstênio
MIG/MAG-Welding IV / Soldagem-MIG/MAG IV
 MIG/MAG-Welding IV / Soldagem-MIG/MAG IV Alexandre Freitas E-mail: alexandre.freitas1@fatec.sp.gov.br Alexandre Marques Lima E-mail: alexandre1203@msn.com Alfredo Feitosa E-mail: alfredo.feitosa@hotmail.com
MIG/MAG-Welding IV / Soldagem-MIG/MAG IV Alexandre Freitas E-mail: alexandre.freitas1@fatec.sp.gov.br Alexandre Marques Lima E-mail: alexandre1203@msn.com Alfredo Feitosa E-mail: alfredo.feitosa@hotmail.com