Conceitos Iniciais da Extrusão. Consiste basicamente em forçar a passagem de um bloco de metal através do orifício de uma matriz.
|
|
|
- Gabriel Camelo Benke
- 8 Há anos
- Visualizações:
Transcrição
1 EXTRUSÃO
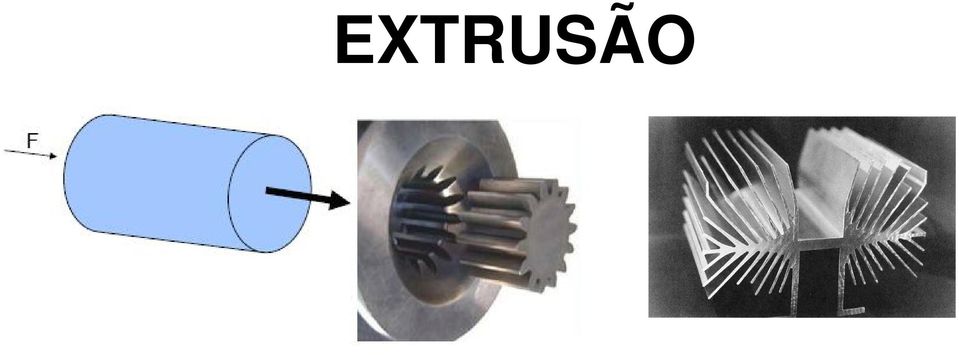
2 Conceitos Iniciais da Extrusão Consiste basicamente em forçar a passagem de um bloco de metal através do orifício de uma matriz.

3 Mecânica da Extrusão É classificada como processo de compressão indireta, pois são as paredes internas da ferramenta que provocam, devido a reação à pressão do pistão, a ação de compressão sobre o tarugo.

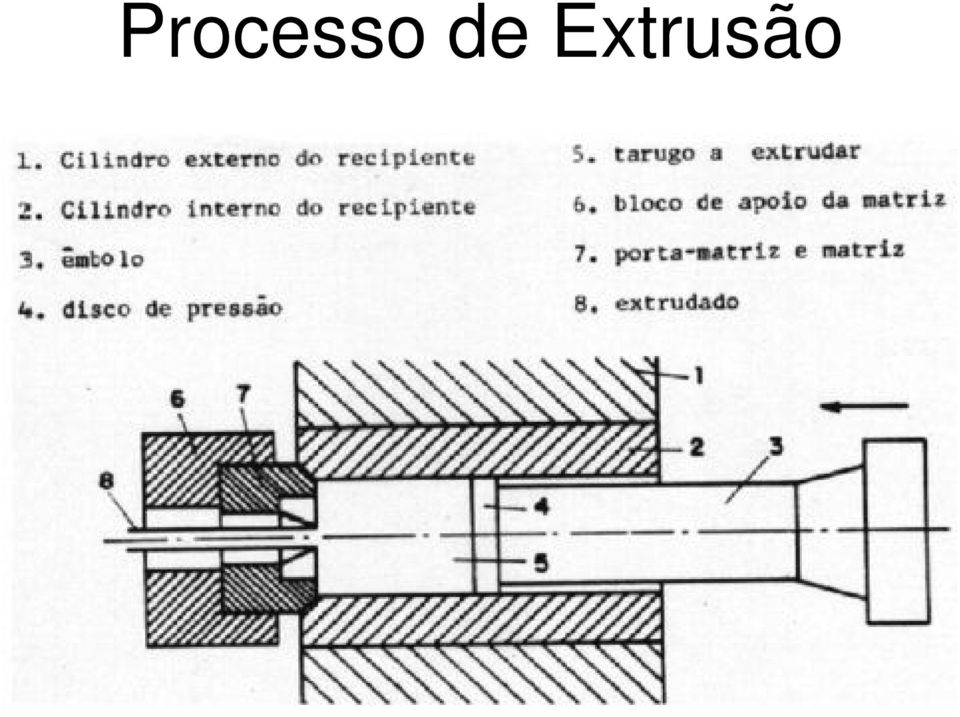
4 Processo de Extrusão
5

6

7 Etapas do Processo

8 Fluxo de metal no tarugo - Talão Todo tarugo tem, na sua superfície externa uma camada mais suja, com óxidos, poeira e óleo. No início da extrusão, o tarugo é comprimido contra a parede do recipiente e a superfície externa do tarugo adere contra a parede do recipiente. Como consequência, fica mais fácil para o centro do tarugo (mais limpo ) sair primeiro no início da extrusão.

9 Fluxo de metal no tarugo - Talão A medida que a extrusão prossegue o metal do centro do tarugo vai se esgotando e a casca do tarugo vai acumulando em direção ao disco de pressão.

10 Fluxo de metal no tarugo - Talão Quando chegamos próximo ao final da extrusão, praticamente só existe o metal da casca do tarugo; nesse ponto, interompemos a extrusão e cortamos o talão. Se, no ponto indicado pela linha pontilhada, retirarmos uma amostra de macro da barra, veremos que a sua estrutura está limpa, sem presença de óxidos

11 Fluxo de metal no tarugo - Talão descarte de final Coring Se continuarmos a extrusão, os óxidos e a sujeira do tarugo penetrará na barra extrudada e se tirarmos uma amostra de macro na região indicada, veremos um anel de óxido no interior da peça, o que chamamos de coring. As vezes é necessário extrudarmos uma porção maior do tarugo do que está especificado na Prática Padrão; nesse caso teremos que fazer descarte de final

12 Descarte de Início de Extrusão Quando utilizamos na extrusão ferramentas tubulares ou com feeder, no final da extrusão de um tarugo, o talão é cortado, mas deixa um resto de metal do tarugo velho na câmara do feeder, para garantir a emenda do perfil

13 Descarte de Início de Extrusão... em seguida um novo tarugo é carregado, iniciando-se mais um ciclo de extrusão.

14 Descarte de Início de Extrusão emenda Como já foi comentado anteriormente, o metal do centro do tarugo tem maior facilidade em escoar e quando se inicia a extrusão de um novo tarugo é esse metal que sai primeiro, formando o perfil

15 Descarte de Início de Extrusão emenda Porém, ainda existe metal do tarugo velho que tem que ser extrudado; o que ocorre, então é uma mistura de metais do tarugo velho e novo. Como a superfície de contacto entre os dois tarugos está oxidada e suja, não existe uma soldagem perfeita entre os dois metais, o que compromete a utilização do perfil nessas condições (responsabilidade)

16 Descarte de Início de Extrusão emenda A medida que o tarugo vai sendo extrudado, o metal velho que ainda está na câmara do feeder vai sendo consumido...

17 Descarte de Início de Extrusão emenda descarte...até que chega um ponto em que todo o metal da câmara se esgotou e somente o metal do tarugo novo está presente no perfil. Nesse ponto, é importante eliminar a mistura de metais dos dois tarugos, através do descarte de início de extrusão

18 Introdução

19 Introdução Obtenção de barras, fios, tubos e perfis de seções irregulares; Altas reduções de seção altas tensões de compressão; Normalmente, trabalho a quente; Esforço predominante: compressão indireta; Operações de desbaste e de acabamento;

20 Extrusão X Laminação Vantagens: menor oxidação superficial; produto dimensional e estruturalmente mais homogêneo; Desvantagens: limitação do comprimento do produto e menor velocidade de trabalho.

21 Tipos de Extrusão Quanto ao tipo de movimento do material em relação a ferramenta: Extrusão Direta; Extrusão Indireta ou Inversa; Extrusão lateral; Quanto a temperatura de trabalho: Quente Frio Quanto ao método de aplicação da carga: Extrusão convencional; Extrusão por impacto Extrusão hidrostática.
22 1) Direto: movimento do material extrudado no mesmo sentido de avanço o do embolo com casca, para reduzir o atrito e eliminar superfície contaminada
23 Extrusão Direta Figure - Direct extrusion.
24 Extrusão Direta Figure (a) Direct extrusion to produce a hollow or semi-hollow cross sections; (b) hollow and (c) semi-hollow cross sections.
25
26 Extrusão Indireta Figure Indirect extrusion to produce (a) a solid cross section and (b) a hollow cross section.
27 2) Indireta: movimento do material extrudado no sentido contrário rio ao de avanço o do embolo vantajoso, pois não há atrito do tarugo com o recipiente limitado, pois o embolo oco (para barras) ou esbelto (para tubos) não permite a obtenção de produtos com seções reduzidas
28
29 Extrusão Lateral O material do tarugo é forçado através de abertura lateral da câmara. Os eixos do punção e da peça têm diferentes direções (ângulo reto).
30 Tipos de Extrusão Quanto a temperatura de trabalho:
31 EXTRUSÃO a Quente grandes reduções de seção numa só etapa maioria dos processos para obter produtos contínuos semiacabados (barras) e acabados (perfis e tubos)
32 Produtos obtidos na extrusão a quente
33 Extrusão a Quente Desgaste acentuado das ferramentas; Oxidação superficial; Menor força de extrusão; Grafite, talco, sebo e vidro são os lubrificantes mais utilizados;
34 EXTRUSÃO A FRIO pequenas reduções de seção em vários v estágios obtenção de peças de precisão
35 Extrusão a frio
36 Vantagens em relação à extrusão a quente: Melhores propriedades mecânicas resultantes do encruamento, desde que o calor gerado pela deformação não recristalize o metal. Controle das tolerâncias, requerendo pouca ou nenhuma operação posterior de acabamento. Melhor acabamento superficial, devido em parte pela não existência de camada de óxido; Eliminação do pré-aquecimento do tarugo.
37 Tipos de Extrusão Quanto ao método de aplicação da carga: Extrusão convencional (já apresentado); Extrusão por Impacto; Extrusão Hidrostática.
38 EXTRUSÃO HIDROSTÁTICA O diâmetro do tarugo é menor que o diâmetro da câmara, que é preenchida por um fluido. A pressão é transmitida ao tarugo através de um pistão.
39 3) Hidrostático: tico: transmissão de pressão ao tarugo por meio de um fluido hidráulico possibilidade de grandes reduções de seção a frio devido à redução do atrito
40 EXTRUSÃO HIDROSTÁTICA A extrusão hidrostática é realizada usualmente a temperatura ambiente, em geral usando óleo vegetal como meio fluido, combinando as qualidades de viscosidade e lubrificação. Pode-se também trabalhar em alta temperatura. Neste caso ceras, polímeros ou vidro são usados como fluido que também tem a função de manter o isolamento térmico do tarugo durante o procedimento de extrusão.
41 EXTRUSÃO POR IMPACTO É similar a extrusão indireta e freqüentemente incluída na categoria da extrusão a frio. O punção desce rapidamente sobre o tarugo que é extrudado para trás. A espessura da seção extrudada é função da folga entre o punção e a cavidade da matriz.
42 EXTRUSÃO POR IMPACTO
43 EXTRUSÃO DE TUBOS Na extrusão de tubos um mandril é preso à extremidade do êmbolo, de modo a conformar o diâmetro interno do tubo. As dimensões da parede do tubo são determinadas pela folga entre o mandril e o orifício da matriz.
44 Tipo de Ferramental utilizado no Processo de Extrusão
45 Ferramenta Sólida É uma Ferramenta feita com uma bolacha de aço especial onde formato do perfil é vazado diretamente na face. Esta ferramenta é utilizada para fabricação de perfis sólidos!! Tarugo Alumínio Carcaça Porta Matriz Feeder Anel Alimentador Ferramenta Sólida BA Backer Encosto BO Bolster Encosto Perfil Extrudado
46 Exemplos de ferramentas
47 Exemplos de ferramentas Ferramenta Tubular
48 Exemplos de ferramentas Ferramenta Sólida
49 Prensa de Extrusão em corte
50 Foto de uma Prensa de Extrusão
51 Foto de uma Prensa de Extrusão
52 Detalhe da Prensa Porta Matrizes
53 Detalhe da Prensa Carregando Tarugo
54 Detalhe da Prensa Saída de Perfis ( Boca da Prensa )
55 Detalhe da Prensa Saída de Perfis ( Boca da Prensa )
56 Equipamentos
57 Equipamentos de extrusão: prensas hidráulicas (horizontais para extrusão a quente e verticais para extrusão a frio) com capacidade de 1000 a 8000 T ação contínua, nua, por acionamento hidro- pneumático ou oleodinâmico Estrutura posterior Serra ou guilhotina Recipiente Tirante Cabeçote móvel Mandril Estrutura do cilindro
58 Equipamentos auxiliares: sistemas de corte de barras sistemas de retrocesso do pistão fornos para aquecimento de tarugos (indutivos para maior rapidez e uniformidade de aquecimento) controle da atmosfera de aquecimento Extrusão a quente diversos componentes para localizar, guiar e extrudar o tarugo aquecido defeitos causados por modos de escoamento incorretos (intrusão), por defeitos e impurezas na matéria ria-prima ou pela escolha inadequada da temperatura e velocidade de extrusão
59 Ferramentas de extrusão
60 Ferramentas de extrusão
61 Ferramentas de extrusão: êmbolos, recipientes e matrizes fabricadas em aços para trabalho a quente, ligados ao Cr, V, Mo, W e Ni em aços a para trabalho a frio ligados ao Cr, V, Mo e W ou, matrizes com núcleo n de metal para grandes produções matrizes com geometrias específicas para grupos de ligas metálicas extrudadas
62 Geometrias de matrizes a) Al puro, AlMn, AlMgSi b) AlCuMg, AlMg, AlZnMg c) MgAl, MgZnZr d) PbCu, PbSb e) CuZnPb f) CuCd, CuSb g) ligas de Zn h) aços i) Ligas de Ti k) Ligas de Ni, Cr (altas T)
63 PARÂMETROS GEOMÉTRICOS Ângulo da Matriz α. Relação de Extrusão que é o quociente entre as áreas das seções transversais do tarugo A 0 e do produto extrudado A f.
64 Outras variáveis do processo Têm papel de influência no processo outras variáveis, entre as quais se destaca: Temperatura do tarugo. Velocidade de deslocamento do pistão. Tipo de lubrificante.
65 Controle do Processo de Extrusão Temperatura de Extrusão Não deve ser muito alta para evitar gasto excessivo de energia, desgaste de elementos da máquina de extrusão e oxidação excessiva do tarugo; Os tarugos (ou lingotes) de diâmetros menores exigem menor força de extrusão, mas a perda de temperatura se dá em velocidade maior apesar da área de contato com o recipiente ser menor.
66 Controle do Processo de Extrusão Temperatura de Extrusão O recipiente é comumente aquecido, mas para a extrusão de metais com temperaturas elevadas de trabalho, a temperatura do recipiente permanece abaixo dessa temperatura para evitar a perda de resistência mecânica e o excessivo desgaste. Quanto maior for a velocidade de extrusão, menor será a perda de temperatura, pois menor é o tempo de contato entre o tarugo e o recipiente.
67 Controle do Processo de Extrusão Temperatura do recipiente Não deve ser muito diferente da temperatura do tarugo
68 Controle do Processo de Extrusão Velocidade de extrusão Trabalhar na maior velocidade de extrusão possível para obter:
69 Controle do Processo de Extrusão Pressão de Extrusão I Apresenta um elevado nível de pressão inicial para fazer passar o tarugo pela ferramenta; Depois cai com o avanço do pistão até um valor mínimo, para depois tender a crescer novamente quando o processo chega ao final com um resto de tarugo de movimento difícil pela ferramenta.
70 Controle do Processo de Extrusão Pressão de Extrusão II O nível de pressão inicial cai se for utilizado lubrificante na extrusão;
71 Controle do Processo de Extrusão Pressão de Extrusão III Na extrusão Inversa a pressão se manteria idealmente constante; IV cresce realmente um pouco com o avanço do pistão, em decorrência dos resíduos de material retidos entre a ferramenta e o recipiente, que dificultam o movimento.
72 Controle do Processo de Extrusão Modos de escoamento. O escoamento nem sempre se dá de forma simplificada devido ao forte efeito do atrito e à falta de uniformidade do material do lingote ou do tarugo, através de sua secção.
73 Controle do Processo de Extrusão Modos de escoamento. Os modos de escoamento podem ser classificados em três tipos básicos:
74 Defeitos na Extrusão Linhas Internas de óxido Formação de uma cavidade Arrancamento Bolhas Vídeo
75 Referências Bibliográficas BRESCIANI FILHO, Ettore (Coord.) Conformação plástica dos metais. 4. ed. Campinas: Ed. UNICAMP, CHIAVERINI, Vicente,. Tecnologia mecânica: processos de fabricação e tratamento. 2. ed. São Paulo: McGraw-Hill, v. 2. Dieter,G. E. Metalurgia Mecânica. Ed. Guanabara Dois, 2ª ed., GROOVER, Mikell P.. Fundamentals of modern manufacturing. HOBOKEN: John Wiley e Sons, p. PROCESSO de fabricação: (aulas 01 a 08). São Paulo: Globo, [199-?]. 1 fita de vídeovhs/ntsc, son., color.: (Telecurso 2000.Profissionalizante)
76 Tarefa Responder questionário.
77 Extrusão a frio diversos estágios para obtenção de peças isoladas, como por exemplo, parafusos defeitos causados por geometria inadequada das matrizes ou pela lubrificação insuficiente ( chevron ), ou pela deformação excessiva na extrusão (trincas)
78 Seqüência de obtenção de um parafuso
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Conformação dos Metais Prof.: Marcelo Lucas P. Machado
 Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
EM908 SEGUNDA AULA PROJETO DE MATRIZES PARA EXTRUSÃO A FRIO DE UM EIXO
 Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
27 Sistemas de vedação II
 A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
MANEIRAS DE SE OBTER UMA DETERMINADA FORMA
 AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
Trefilação O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo
 Trefilação O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo a seção do material, sem perda nem adição do metal.
Trefilação O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo a seção do material, sem perda nem adição do metal.
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA. VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares)
") TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
Acesse: http://fuvestibular.com.br/
 Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
Disciplina Higiene do Trabalho. Ventilação Industrial
 Tópicos da Aula Complementar - Ventiladores; - Ventiladores Axiais; - Ventiladores Centrífugos; - Dados necessários para a seleção correta de um ventilador; - Modelos e Aspectos Gerais de Ventiladores.
Tópicos da Aula Complementar - Ventiladores; - Ventiladores Axiais; - Ventiladores Centrífugos; - Dados necessários para a seleção correta de um ventilador; - Modelos e Aspectos Gerais de Ventiladores.
Universidade Paulista Unip
 Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Extrusão de perfis de alumínio. António Palma, Portalex Alumínio 21 Março 2014
 Extrusão de perfis de alumínio - (alguns) Princípios Princípios e desafios e desafios António Palma, Portalex Alumínio 21 Março 2014 Agenda O processo de extrusão Principais fatores a controlar Matrizes
Extrusão de perfis de alumínio - (alguns) Princípios Princípios e desafios e desafios António Palma, Portalex Alumínio 21 Março 2014 Agenda O processo de extrusão Principais fatores a controlar Matrizes
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
Mancais. TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas. Professor: André Kühl andre.kuhl@ifsc.edu.br
 Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Fundamentos de Automação. Hidráulica 01/06/2015. Hidráulica. Hidráulica. Hidráulica. Considerações Iniciais CURSO DE AUTOMAÇÃO INDUSTRIAL
 Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Fundamentos de Automação CURSO
Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Fundamentos de Automação CURSO
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS
 INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
Conformação Mecânica LAMINAÇÃO
 Conformação Mecânica LAMINAÇÃO Conformação por Laminação O que é? A laminação é um processo de conformação mecânica pelo qual um lingote de metal é forçado a passar por entre dois cilindros que giram
Conformação Mecânica LAMINAÇÃO Conformação por Laminação O que é? A laminação é um processo de conformação mecânica pelo qual um lingote de metal é forçado a passar por entre dois cilindros que giram
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
Lubrificação III. Após a visita de um vendedor de lubrificante. Outros dispositivos de lubrificação
 A U A UL LA Lubrificação III Introdução Após a visita de um vendedor de lubrificante ao setor de manutenção de uma indústria, o pessoal da empresa constatou que ainda não conhecia todos os dispositivos
A U A UL LA Lubrificação III Introdução Após a visita de um vendedor de lubrificante ao setor de manutenção de uma indústria, o pessoal da empresa constatou que ainda não conhecia todos os dispositivos
4. Objetivo principal do trabalho mecânico: conformar peças. Objetivo secundário: melhorar propriedades mecânicas das peças (encruamento).
.") CONFORMAÇÃO 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem profunda)
CONFORMAÇÃO 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem profunda)
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 04 Isolamento térmico AQUECIMENTO DE TUBULAÇÕES Motivos Manter em condições de escoamento líquidos de alta viscosidade ou materiais que sejam sólidos
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 04 Isolamento térmico AQUECIMENTO DE TUBULAÇÕES Motivos Manter em condições de escoamento líquidos de alta viscosidade ou materiais que sejam sólidos
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Aula 23 Trocadores de Calor
 Aula 23 Trocadores de Calor UFJF/Departamento de Engenharia de Produção e Mecânica Prof. Dr. Washington Orlando Irrazabal Bohorquez Definição: Trocadores de Calor Os equipamentos usados para implementar
Aula 23 Trocadores de Calor UFJF/Departamento de Engenharia de Produção e Mecânica Prof. Dr. Washington Orlando Irrazabal Bohorquez Definição: Trocadores de Calor Os equipamentos usados para implementar
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido
 e Sistemas de Tratamento do Ar Comprimido") 4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
Jáder Bezerra Xavier (1) Pedro Paulo Leite Alvarez (2) Alex Murteira Célem (3)
 Pedro Paulo Leite Alvarez (2) Alex Murteira Célem (3)") DISPOSITIVO QUE PERMITE SOLDAGEM EM TUBULAÇÕES INDUSTRIAIS CONTAMINADAS COM FLUIDOS INFLAMÁVEIS, SEM O PROCESSO DE INERTIZAÇÃO CONVENCIONAL INERT INFLA Pedro Paulo Leite Alvarez (2) Alex Murteira Célem
DISPOSITIVO QUE PERMITE SOLDAGEM EM TUBULAÇÕES INDUSTRIAIS CONTAMINADAS COM FLUIDOS INFLAMÁVEIS, SEM O PROCESSO DE INERTIZAÇÃO CONVENCIONAL INERT INFLA Pedro Paulo Leite Alvarez (2) Alex Murteira Célem
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Introdução. elementos de apoio
 Introdução aos elementos de apoio A UU L AL A Esta aula - Introdução aos elementos de apoio - inicia a segunda parte deste primeiro livro que compõe o módulo Elementos de máquinas. De modo geral, os elementos
Introdução aos elementos de apoio A UU L AL A Esta aula - Introdução aos elementos de apoio - inicia a segunda parte deste primeiro livro que compõe o módulo Elementos de máquinas. De modo geral, os elementos
A TECNOLOGIA APLICADA EM TUBOS E PERFIS WWW.STARTECNOLOGIA.COM.BR. FERRITES & IMPEDERS APLICAÇÕES
 FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
- PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de 45-48 HRC, se necessário.
 Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de
Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
FORJAMENTO FORJAMENTO FORJAMENTO O FORJAMENTO É A TRANSFORMAÇÃO DOS METAIS NUMA FORMA ÚTIL POR PRENSAGEM OU MARTELAGEM
 FORJAMENTO O FORJAMENTO É A TRANSFORMAÇÃO DOS METAIS NUMA FORMA ÚTIL POR PRENSAGEM OU MARTELAGEM FORJAMENTO Martelo de forjar: aplica golpes de impacto rápidos sobre a superfície do metal (def. camadas
FORJAMENTO O FORJAMENTO É A TRANSFORMAÇÃO DOS METAIS NUMA FORMA ÚTIL POR PRENSAGEM OU MARTELAGEM FORJAMENTO Martelo de forjar: aplica golpes de impacto rápidos sobre a superfície do metal (def. camadas
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
PROCESSOS METALÚRGICOS DE FABRICAÇÃO
 PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA. 15 de Abril de 2010
 FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
JATEAMENTO - INTRODUÇÃO APLICAÇÃO
 www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Mecânica dos Fluidos. Aula 17 Bombas Hidráulicas. Prof. MSc. Luiz Eduardo Miranda J. Rodrigues
 Aula 17 Bombas Hidráulicas Tópicos Abordados Nesta Aula Características das Bombas Hidráulicas. Definição São Máquinas Hidráulicas Operatrizes, isto é, máquinas que recebem energia potencial (força motriz
Aula 17 Bombas Hidráulicas Tópicos Abordados Nesta Aula Características das Bombas Hidráulicas. Definição São Máquinas Hidráulicas Operatrizes, isto é, máquinas que recebem energia potencial (força motriz
Elementos de máquina. Curso de Tecnologia em Mecatrônica 6º fase. Diego Rafael Alba
 E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem
 Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP. Tecnologia Mecânica
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Processamento de materiais cerâmicos + H 2 O. Ivone
 + H 2 O Ivone Umidade (%) Colagem 100 Líquido Plástico Semi-Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP COLAGEM EXTRUSÃO Sólido Limite de Contração - LC PRENSAGEM
+ H 2 O Ivone Umidade (%) Colagem 100 Líquido Plástico Semi-Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP COLAGEM EXTRUSÃO Sólido Limite de Contração - LC PRENSAGEM
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Aperfeiçoamentos no Cabeçote
 Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Curso de Engenharia de Produção. Sistemas Mecânicos e Eletromecânicos
 Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Introdução: Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. Os rebites
Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Introdução: Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. Os rebites
Tratamentos térmicos de ferros fundidos
 FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
Válvulas Automáticas de Controle e Fluxo
 Válvulas Automáticas de Controle e Fluxo As válvulas automáticas são utilizadas em processos de automação ou acionamento remoto para controle de fluxo de líquidos e gases, e também nos processos de dosagem
Válvulas Automáticas de Controle e Fluxo As válvulas automáticas são utilizadas em processos de automação ou acionamento remoto para controle de fluxo de líquidos e gases, e também nos processos de dosagem
Processos de Fabrico. Ensaios de Dureza. A. M. Vasconcelos Lima
 Processos de Fabrico 1 É um dos ensaios mais comuns para avaliar e controlar as propriedades mecânicas dos materiais e dos processos tecnológicos. As aplicações destes ensaios incluem: Determinação da
Processos de Fabrico 1 É um dos ensaios mais comuns para avaliar e controlar as propriedades mecânicas dos materiais e dos processos tecnológicos. As aplicações destes ensaios incluem: Determinação da
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Motores Térmicos. 9º Semestre 5º ano
 Motores Térmicos 9º Semestre 5º ano 19 Sistema de Refrigeração - Tópicos Introdução Meios refrigerantes Tipos de Sistemas de Refrigeração Sistema de refrigeração a ar Sistema de refrigeração a água Anticongelantes
Motores Térmicos 9º Semestre 5º ano 19 Sistema de Refrigeração - Tópicos Introdução Meios refrigerantes Tipos de Sistemas de Refrigeração Sistema de refrigeração a ar Sistema de refrigeração a água Anticongelantes
Acoplamento. Uma pessoa, ao girar o volante de seu automóvel, Conceito. Classificação
 A U A UL LA Acoplamento Introdução Uma pessoa, ao girar o volante de seu automóvel, percebeu um estranho ruído na roda. Preocupada, procurou um mecânico. Ao analisar o problema, o mecânico concluiu que
A U A UL LA Acoplamento Introdução Uma pessoa, ao girar o volante de seu automóvel, percebeu um estranho ruído na roda. Preocupada, procurou um mecânico. Ao analisar o problema, o mecânico concluiu que
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Catálogo de Gaxetas, Raspadores e Guias
 Catálogo de Gaxetas, Raspadores e Guias CIAGN 1021 (2011) AGN Vedações Hidráulica, Pneumática e Serviços Ltda. Índice página 1. Introdução 3 2. Compostos das Gaxetas 3 3. Dimensões das Gaxetas 3 3.1 Gaxeta
Catálogo de Gaxetas, Raspadores e Guias CIAGN 1021 (2011) AGN Vedações Hidráulica, Pneumática e Serviços Ltda. Índice página 1. Introdução 3 2. Compostos das Gaxetas 3 3. Dimensões das Gaxetas 3 3.1 Gaxeta
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
Polias e correias. Polias
 A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor
 Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Acumuladores hidráulicos
 Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Tipos (continuação) Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Frontais: é composto
Professor: Leonardo Leódido Sumário Tipos (continuação) Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Frontais: é composto
Aula 12: Rolamentos Mancais Rolamentos
 Aula 12: Rolamentos Mancais Rolamentos Mancal é um suporte de apoio de eixos e rolamentos que são elementos girantes de máquinas. Os mancais classificam-se em duas categorias: mancais de deslizamento mancais
Aula 12: Rolamentos Mancais Rolamentos Mancal é um suporte de apoio de eixos e rolamentos que são elementos girantes de máquinas. Os mancais classificam-se em duas categorias: mancais de deslizamento mancais
Propriedades dos Materiais CAP 3
 Universidade Federal do Ceará Resistência dos Materiais I Propriedades dos Materiais CAP 3 Profa. Tereza Denyse de Araújo Março/2010 Roteiro de aula Ensaio de Cisalhamento Ensaio de Torção Falhas de Materiais
Universidade Federal do Ceará Resistência dos Materiais I Propriedades dos Materiais CAP 3 Profa. Tereza Denyse de Araújo Março/2010 Roteiro de aula Ensaio de Cisalhamento Ensaio de Torção Falhas de Materiais
Centro Federal de Educação Tecnológica do Espírito Santo TREFILAÇÃO
 Centro Federal de Educação Tecnológica do Espírito Santo TREFILAÇÃO Histórico O processo de trefilação foi descoberto a partir do momento, que se verificou a dificuldade de se fabricar fios metálicos com
Centro Federal de Educação Tecnológica do Espírito Santo TREFILAÇÃO Histórico O processo de trefilação foi descoberto a partir do momento, que se verificou a dificuldade de se fabricar fios metálicos com
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
Petróleo e Meio Ambiente
 Instituto Superior de Tecnologia de Paracambi Petróleo e Meio Ambiente Curso:Tecnólogo em Gestão Ambiental Professora: Raquel Simas Pereira Maio de 2012 Completação Objetivo da Completação Deixar o poço
Instituto Superior de Tecnologia de Paracambi Petróleo e Meio Ambiente Curso:Tecnólogo em Gestão Ambiental Professora: Raquel Simas Pereira Maio de 2012 Completação Objetivo da Completação Deixar o poço
Módulo: REFRATÁRIOS Agosto/2014
 Módulo: REFRATÁRIOS Agosto/2014 Refratários Isolantes e Cálculos de Isolação Moacir da Ressurreição Agosto 2014 1/30 Isolantes Definição Tipos Finalidade Características Formatos Processo de Fabricação
Módulo: REFRATÁRIOS Agosto/2014 Refratários Isolantes e Cálculos de Isolação Moacir da Ressurreição Agosto 2014 1/30 Isolantes Definição Tipos Finalidade Características Formatos Processo de Fabricação
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
Ensaio de torção. Diz o ditado popular: É de pequenino que
 A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
Caldeiras. Notas das aulas da disciplina de INSTALAÇÕES E SERVIÇOS INDUSTRIAIS. Instalações e Serviços Industriais 1
 Caldeiras Notas das aulas da disciplina de INSTALAÇÕES E SERVIÇOS INDUSTRIAIS Instalações e Serviços Industriais 1 Geradores com câmara de combustão Caldeiras Tipo de combustível sólido, líquido, gasoso,
Caldeiras Notas das aulas da disciplina de INSTALAÇÕES E SERVIÇOS INDUSTRIAIS Instalações e Serviços Industriais 1 Geradores com câmara de combustão Caldeiras Tipo de combustível sólido, líquido, gasoso,
LUPATECH S.A Unidade Metalúrgica Ipê
 CAVITAÇÃO 1. Descrição: Para melhor entendimeto iremos descrever o fenomeno Cavitação Cavitação é o nome que se dá ao fenômeno de vaporização de um líquido pela redução da pressão, durante seu movimento.
CAVITAÇÃO 1. Descrição: Para melhor entendimeto iremos descrever o fenomeno Cavitação Cavitação é o nome que se dá ao fenômeno de vaporização de um líquido pela redução da pressão, durante seu movimento.
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
Fundamentos de Automação. Pneumática 01/06/2015. Pneumática. Pneumática. Pneumática. Considerações Iniciais CURSO DE AUTOMAÇÃO INDUSTRIAL
 Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Considerações Iniciais "PNEUMÁTICA
Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Considerações Iniciais "PNEUMÁTICA
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 13/06/2010
 Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO
 MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO Portaria n.º 33,de 22 de janeiro de 2004. O PRESIDENTE
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO Portaria n.º 33,de 22 de janeiro de 2004. O PRESIDENTE
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
COBRE: TUBOS E OBRAS ARTESANAIS
 COBRE: TUBOS E OBRAS ARTESANAIS EMPRESA PARANAPANEMA JULHO - 2013 COBRE INTRODUÇÃO - Fundamental no desenvolvimento das primeiras civilizações, o cobre mantém-se como o melhor e mais indicado material
COBRE: TUBOS E OBRAS ARTESANAIS EMPRESA PARANAPANEMA JULHO - 2013 COBRE INTRODUÇÃO - Fundamental no desenvolvimento das primeiras civilizações, o cobre mantém-se como o melhor e mais indicado material
Descrever o princípio de funcionamento dos motores Ciclo Otto Identificar os componentes básicos do motor.
 Objetivos Descrever o princípio de funcionamento dos motores Ciclo Otto Identificar os componentes básicos do motor. Descrição Neste módulo são abordados os princípios de funcionamento do motor Ciclo Otto,
Objetivos Descrever o princípio de funcionamento dos motores Ciclo Otto Identificar os componentes básicos do motor. Descrição Neste módulo são abordados os princípios de funcionamento do motor Ciclo Otto,
4. Programa Experimental
 4. Programa Experimental Para a determinação das propriedades de deformabilidade e resistência dos arenitos em estudo a serem utilizados no modelo numérico, foram executados ensaios de compressão simples
4. Programa Experimental Para a determinação das propriedades de deformabilidade e resistência dos arenitos em estudo a serem utilizados no modelo numérico, foram executados ensaios de compressão simples
E-mail: vendas@bratal.com.br
 CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
Art. 3º - Informar que as críticas e sugestões a respeito da proposta deverão ser encaminhadas para o endereço abaixo:
 MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO Portaria n.º 161, de 30 de setembro de 2003. CONSULTA PÚBLICA
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO Portaria n.º 161, de 30 de setembro de 2003. CONSULTA PÚBLICA