- PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de HRC, se necessário.
|
|
|
- Luciana Alcântara Camarinho
- 8 Há anos
- Visualizações:
Transcrição

1 Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de uma dada forma de um semiacabado plano em outra forma. Os processos de conformação de chapas têm uma importância especial na fabricação de carrocerias automotivas e componentes da indústria eletroeletrônico. Requisitos das chapas para realizar a estampagem: Tolerância dimensional Qualidade superficial Resistência a corrosão peça rígida otimização do uso do ferramental Componentes de uma ferramenta de corte As partes que compõem o estampo (ferramenta) são: (parte superior) espiga, cabeçote, placa superior, placa de choque, porta punção, punção ou macho. (parte inferior) placa guia, guias laterais, placa de choque, matriz, placa base. - BASE SUPERIOR: ferro fundido (26FF), aço fundido (3430AF) ou aço laminado (Aço 1010). - PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de HRC, se necessário. - PORTA PUNÇÃO: A espessura do porta-punção é muito importante, sendo que pede-se considerá-la no mínimo 25% do comprimento do punção. 1

, aço fundido (3430AF) ou aço laminado (Aço 1010/20), Sua espessura é sempre 25 mm.")
2 - GUIA DA CHAPA: Como material para confecção é utilizado o Aço 1045, com um tratamento térmico. - MATRIZ: aço ferramenta 1045,D2, D6, M2, VF 800 AT. - BASE INFERIOR: É uma placa de ferro fundido (26FF), aço fundido (3430AF) ou aço laminado (Aço 1010/20), Sua espessura é sempre 25 mm. A estampagem de chapas é empregada para se fabricar peças com paredes finas feitas de chapa ou fita de diversos metais e ligas. As operações de estampagem podem ser resumidas em três básicas: Corte Dobramento e encurvamento Estampagem profunda ou repuxo. Enquanto as estampagens em corte e dobramento são realizadas a frio, a profunda pode eventualmente ser a quente, dependendo da necessidade. A estampagem da chapa pode ser simples, quando se executa uma só operação, ou combinada. Com a ajuda da estampagem de chapas, fabricam-se peças de aço baixo carbono, aços inoxidáveis, alumínio, cobre e de diferentes ligas não ferrosas. Devido às suas características este processo de fabricação é apropriado, preferencialmente, para as grandes séries de peças, obtendo-se grandes vantagens, tais como: produção em série, custo baixo das peças, bom acabamento sem necessidade de posterior processo de usinagem, peças com grande resistência e o custo baixo do controle de qualidade devido à uniformidade da produção e a facilidade para a detecção de desvios. Como principal desvantagem deste processo, podemos destacar o alto custo do ferramental, que só pode ser amortizado se a quantidade de peças a produzir for elevada. 2

3 Corte O processo de estampagem por corte é usado na obtenção de formas geométricas em chapas por meio de uma ferramenta de corte, ou punção de corte, por intermédio de uma prensa exercendo pressão na chapa apoiada numa matriz. Na figura acima, é visto como funciona o sistema de estampagem por corte. No momento em que o punção penetra na matriz converte o esforço de compressão em esforço de cisalhamento ocasionando o corte [d de diâmetro do punção e s de espessura da chapa]. Em chapas de aço temperado a relação s/d tem como valor máximo 1,2 o que significa que a espessura da chapa tem que ser menor ou igual ao diâmetro do punção. As figuras geométricas obtidas pelo corte podem ser usadas posteriormente na estampagem profunda. 3
![No momento em que o punção penetra na matriz converte o esforço de compressão em esforço de cisalhamento ocasionando o corte [d de diâmetro do punção e s de espessura da chapa].](/docs-images/40/8648185/images/page_3.jpg "Em chapas de aço temperado a relação s/d tem como valor máximo 1,2 o que significa que a espessura da chapa tem que ser menor ou igual ao diâmetro do punção.")
4 A figura acima mostra os componentes principais de uma matriz. O punção deve ter a secção conforme o contorno da peça desejada, do mesmo modo, a cavidade da matriz. É de extrema importância identificar o valor da folga entre o punção e a matriz, a qual depende da espessura da chapa a ser submetida e do tipo de material, duro ou mole. Quanto menor a espessura da chapa e o diâmetro do punção, menor a folga; e virce-e-versa. Usando a equação Q = p x e x σc podemos descobrir o esforço de corte. Sendo: Q: esforço de corte, ou cisalhamento; p: perímetro da figura; e: espessura da chapa; σc: resistência ao cisalhamento do material. Sendo σc = 0,75 de σt. σt: resistência a tração do material. Ex.: Qual o esforço de cisalhamento num aço de 2mm de espessura, a fim de se ter uma figura com 4 cm e com resistência a tensão de 60kg/mm²? Q = p x e x 0,75 x σt Q = 4 x 2 x 0,75 x 60 = 360kg ou 0,36t Peças obtidas por corte Peças de computador, componentes de celular, gabinetes de CPU, componentes de televisões, componentes de cd player, dobradiças, modelos de aviões, réguas milimetradas, componentes internos de vídeo-game e painel de fotos. 4

5 Dobramento e encurvamento A figura abaixo mostra as fases de operações simples de dobramento: Nessas operações simples usam-se, para obtenção de elementos relativamente curtos, são usadas matrizes montadas em prensas de estampagem. A figura abaixo mostra os principais elementos de uma matriz. 5

6 No dobramento os raios de curvatura e a elasticidade do material são os fatores mais importantes. Então se deve sempre evitar cantos vivos e fixar os raios de curvatura em 1 a 2 vezes a espessura em chapas moles, e de 3 a 4 vezes em chapas duras. É comum depois do dobramento, devido à elasticidade do material, que as chapas tendem a voltar a sua forma primitiva, sendo recomendado construir as matrizes com os ângulos mais acentuados e realizar a operação várias vezes em uma ou mais matrizes. O encurvamento segue os mesmos princípios e conceitos do dobramento, porém podendo haver várias fases como na figura abaixo. Peças obtidas por dobramento Gabinetes de CPU, estojos, painel de fotos, gabinete de máquinas de café Estampagem profunda A Estampagem profunda é a estampagem de objetos ocos derivados de chapas planas, geralmente, sem deformar a espessura e em uma ou mais fases. Na estampagem profunda os elementos estarão recebendo forças radiais de tração e forças tangenciais de compressão. 6

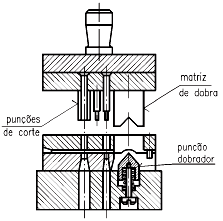
7 Na figura acima, um esquema de matriz para estampagem profunda. O disco de embutir foi introduzido sobre peça de retenção ou fixação G. O punção A é fixado no portapunção B e o conjunto é fixado na parte móvel ou cabeçote superior da prensa. Durante a deformação, o punção A, ao penetrar na matriz C, molda o objeto. Durante a penetração o mancal D é comprimido e comprime ao mesmo tempo a mola E. O mancal D impede a deformação irregular da chapa e o disco de retenção G garante um embutimento sem rugosidade. No fim, o punção A retrocede e o mancal D, sobe a ação da mola E, sobe e expulsa o objeto conformado. As prensas de estampagem podem ser mecânicas ou hidráulicas [imagem ao lado]. Nas prensas mecânicas, a fonte de energia é um volante, sendo a energia aplicada por meios de manivelas, engrenagens e excêntricos durante a aplicação do esforço. Nas hidráulicas, a energia para o esforço é aplicada por meio de pressão hidrostática, fornecida por um pistão ou mais. Peças obtidas por repuxo Copos, panelas de pressão, frigideiras, lixeiras, caixas de relógio, instrumentos musicais, tanques de radiadores, cartuchos, forma para bolo e componentes de carburador. 7

8 Cunhagem Cunhagem é um processo de prensagem geralmente realizada a frio em que as superfícies das peças são limitadas pelas matrizes de modo que o perfil e a impressão sejam reproduzidos perfeitamente. Na cunhagem a primeira etapa é a operação preliminar de forjamento e extrusão, visto que apenas uma pequena redistribuição do metal pode ser obtida. Em seguida é realizada a cunhagem, em prensas ou martelos de forja, submetendo o metal a uma deformação entre as duas partes da matriz fazendo ultrapassar o limite de escoamento sob compressão do metal. Geralmente aumentando a carga a cima do limite, de 3 a 5 vezes, para conseguir a deformação desejada. E, por fim, o corte das rebarbas restantes do processo. Os metais usados na cunhagem incluem aços-carbono, aços-liga com 0,30% de carbono, levando-se em conta que a capacidade de cunhagem decresce à medida que o teor de carbono e de elementos liga aumentam. O processo de cunhagem aplica-se em objetos decorativos como medalhas, moedas e outros, ou quando se deseja grande precisão dimensional como na indústria automobilística. Estampos Os estampos compõem-se de um conjunto de peças ou placas que, associado a prensas ou balancins, executa operações de corte e de dobra para produção de peças em série. A imagem a seguir é de um estampo de corte. 8

9 Durante o processo, o material é cortado de acordo com as medidas das peças a serem estampadas, a que se dá o nome de tira. Quando cortamos numa tira de material as formas de que necessitamos, a parte útil obtida recebe o nome de peça. O restante de material que sobra chama-se retalho, como na figura a baixo. O estampo de dobra é também conhecido como dobrador. É formado de punção e matriz e, geralmente, guiado pelo cabeçote da prensa ou placa-guia. O punção é uma peça de aço, temperada e revenida, cuja parte inferior tem um perfil que corresponde à superfície interna da peça. Pode ser fixado diretamente no cabeçote da prensa ou por meio da espiga. A matriz é de aço e sua parte superior tem a forma da parte exterior da peça. Pode ser fixada diretamente sobre a mesa da prensa. Geralmente, é sobre a matriz que se fixam as guias do material da peça, que são elementos adaptados ao estampo para dar uma posição adequada de trabalho. Existem estampos mistos cujas estruturas são o resultado da união dos estampos de corte e de dobra. Os estampos mistos realizam as duas operações, tanto de corte como de dobra. 9

10 10

Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Ferramenta de corte progressiva
 Estampagem Conformação de chapas é definida como a transição de uma dada forma de um semi-acabado plano em uma outra forma. Os processos de conformação de chapas têm uma importância especial na fabricação
Estampagem Conformação de chapas é definida como a transição de uma dada forma de um semi-acabado plano em uma outra forma. Os processos de conformação de chapas têm uma importância especial na fabricação
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
FORJAMENTO FORJAMENTO FORJAMENTO O FORJAMENTO É A TRANSFORMAÇÃO DOS METAIS NUMA FORMA ÚTIL POR PRENSAGEM OU MARTELAGEM
 FORJAMENTO O FORJAMENTO É A TRANSFORMAÇÃO DOS METAIS NUMA FORMA ÚTIL POR PRENSAGEM OU MARTELAGEM FORJAMENTO Martelo de forjar: aplica golpes de impacto rápidos sobre a superfície do metal (def. camadas
FORJAMENTO O FORJAMENTO É A TRANSFORMAÇÃO DOS METAIS NUMA FORMA ÚTIL POR PRENSAGEM OU MARTELAGEM FORJAMENTO Martelo de forjar: aplica golpes de impacto rápidos sobre a superfície do metal (def. camadas
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA. VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares)
") TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
MANEIRAS DE SE OBTER UMA DETERMINADA FORMA
 AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
Processos de Fabrico. Ensaios de Dureza. A. M. Vasconcelos Lima
 Processos de Fabrico 1 É um dos ensaios mais comuns para avaliar e controlar as propriedades mecânicas dos materiais e dos processos tecnológicos. As aplicações destes ensaios incluem: Determinação da
Processos de Fabrico 1 É um dos ensaios mais comuns para avaliar e controlar as propriedades mecânicas dos materiais e dos processos tecnológicos. As aplicações destes ensaios incluem: Determinação da
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
4. Objetivo principal do trabalho mecânico: conformar peças. Objetivo secundário: melhorar propriedades mecânicas das peças (encruamento).
.") CONFORMAÇÃO 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem profunda)
CONFORMAÇÃO 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem profunda)
EM908 SEGUNDA AULA PROJETO DE MATRIZES PARA EXTRUSÃO A FRIO DE UM EIXO
 Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Dureza de materiais metálicos
 Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Estampagem ou Conformação de chapas
 Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Curso de Engenharia de Produção. Sistemas Mecânicos e Eletromecânicos
 Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Introdução: Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. Os rebites
Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Introdução: Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. Os rebites
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
PROCESSOS METALÚRGICOS DE FABRICAÇÃO
 PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Tecnologia Mecânica. Programa. Processamento Mecânico de Materiais Metálicos. Fundamentos. Estampagem. Luís Alves. Corte Arrombamento.
 Tecnologia Mecânica Programa Processamento Mecânico de Materiais Metálicos Fundamentos Estampagem Luís Alves Corte Arrombamento Forjamento Hydroforming Bárbara Gouveia Tecnologia Mecânica 1 Tecnologia
Tecnologia Mecânica Programa Processamento Mecânico de Materiais Metálicos Fundamentos Estampagem Luís Alves Corte Arrombamento Forjamento Hydroforming Bárbara Gouveia Tecnologia Mecânica 1 Tecnologia
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
QUESTÃO 24 PETROBRÁS / 2008
 QUESTÃO 24 PETROBRÁS / 2008 Um esforço axial de tração gera os valores máximos de tensão (A) normal na seção transversal e de cisalhamento em um plano a 45 o. (B) normal na seção transversal e de cisalhamento
QUESTÃO 24 PETROBRÁS / 2008 Um esforço axial de tração gera os valores máximos de tensão (A) normal na seção transversal e de cisalhamento em um plano a 45 o. (B) normal na seção transversal e de cisalhamento
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Dados Técnicos Sobre Tubos
 www.swagelok.com Dados Técnicos Sobre Tubos Índice Serviço de Gás.......................... 2 Instalação.............................. 2 Tabelas de Pressão de Trabalho Sugeridas Tubos em Aço Carbono.....................
www.swagelok.com Dados Técnicos Sobre Tubos Índice Serviço de Gás.......................... 2 Instalação.............................. 2 Tabelas de Pressão de Trabalho Sugeridas Tubos em Aço Carbono.....................
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Desempenamento. desempenamento de uma barra
 A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO
 MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO Portaria n.º 33,de 22 de janeiro de 2004. O PRESIDENTE
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR - MDIC INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL-INMETRO Portaria n.º 33,de 22 de janeiro de 2004. O PRESIDENTE
Critérios de falha. - determinam a segurança do componente; - coeficientes de segurança arbitrários não garantem um projeto seguro;
 Critérios de falha - determinam a segurança do componente; - coeficientes de segurança arbitrários não garantem um projeto seguro; - compreensão clara do(s) mecanismo(s) de falha (modos de falha); -aspectos
Critérios de falha - determinam a segurança do componente; - coeficientes de segurança arbitrários não garantem um projeto seguro; - compreensão clara do(s) mecanismo(s) de falha (modos de falha); -aspectos
Grupo Setorial de Metalurgia do Pó
 DIREITOS AUTORAIS O material contido neste documento é parte integrante do livro A METALURGIA DO PÓ: alternativa econômica com menor impacto ambiental Autor: Editora: METALLUM EVENTOS TÉCNICOS E CIENTÍFICOS
DIREITOS AUTORAIS O material contido neste documento é parte integrante do livro A METALURGIA DO PÓ: alternativa econômica com menor impacto ambiental Autor: Editora: METALLUM EVENTOS TÉCNICOS E CIENTÍFICOS
Acesse: http://fuvestibular.com.br/
 Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
O comportamento em relação ao processo de fabricação e do modo como à peça será usada, devem ser previstos quando especificamos o material.
 1 1. MATERIAIS. Os materiais são constituídos de átomos, e são estes que determinam se o material é um plástico, madeira, metal ou ar... (é a estrutura geral do átomo que diferencia um material do outro).
1 1. MATERIAIS. Os materiais são constituídos de átomos, e são estes que determinam se o material é um plástico, madeira, metal ou ar... (é a estrutura geral do átomo que diferencia um material do outro).
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid
 Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
ASSISTÊNCIA TÉCNICA. Caderno 02
 ASSISTÊNCIA TÉCNICA Caderno 02 Julho/2004 CONFORMAÇÃO DOS AÇOS INOXIDÁVEIS Comportamento dos Aços Inoxidáveis em Processos de Estampagem por Embutimento e Estiramento 1 Estampagem Roberto Bamenga Guida
ASSISTÊNCIA TÉCNICA Caderno 02 Julho/2004 CONFORMAÇÃO DOS AÇOS INOXIDÁVEIS Comportamento dos Aços Inoxidáveis em Processos de Estampagem por Embutimento e Estiramento 1 Estampagem Roberto Bamenga Guida
Metall in Bestform. Metal na sua melhor forma
 SCHEUERMANN + HEILIG SCHEUERMANN + HEILIG Metall in Bestform. Montagens Peças estampadas Peças estampadas e dobradas Molas Helicoidais Carcaças Metal na sua melhor forma E s t r a t é g i a s d e s u c
SCHEUERMANN + HEILIG SCHEUERMANN + HEILIG Metall in Bestform. Montagens Peças estampadas Peças estampadas e dobradas Molas Helicoidais Carcaças Metal na sua melhor forma E s t r a t é g i a s d e s u c
5ª LISTA DE EXERCÍCIOS PROBLEMAS ENVOLVENDO FLEXÃO
 Universidade Federal da Bahia Escola Politécnica Departamento de Construção e Estruturas Professor: Armando Sá Ribeiro Jr. Disciplina: ENG285 - Resistência dos Materiais I-A www.resmat.ufba.br 5ª LISTA
Universidade Federal da Bahia Escola Politécnica Departamento de Construção e Estruturas Professor: Armando Sá Ribeiro Jr. Disciplina: ENG285 - Resistência dos Materiais I-A www.resmat.ufba.br 5ª LISTA
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
Especificações Técnicas
 Especificações Técnicas TABELA DE ESCOLHA DO TIPO DE FRESA TIPO DE FRESA MATERIAL A SER CORTADO Com geometria de corte N aço com resistência até 80 kg/mm² aço beneficiado até 100 kg/mm² ferro fundido até
Especificações Técnicas TABELA DE ESCOLHA DO TIPO DE FRESA TIPO DE FRESA MATERIAL A SER CORTADO Com geometria de corte N aço com resistência até 80 kg/mm² aço beneficiado até 100 kg/mm² ferro fundido até
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
www.ruukki.pt SEGURANÇA AVANÇADA PARA AÇO RAMOR ARMOUR
 www.ruukki.pt SEGURANÇA AVANÇADA PARA AÇO RAMOR ARMOUR Segurança avançada para aço Ramor - Armour O mundo é imprevisível Em condições sujeitas à mudança, você nunca está preparado demais. Quando a segurança,
www.ruukki.pt SEGURANÇA AVANÇADA PARA AÇO RAMOR ARMOUR Segurança avançada para aço Ramor - Armour O mundo é imprevisível Em condições sujeitas à mudança, você nunca está preparado demais. Quando a segurança,
TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE
 BARRAS E PERFIS AÇO PARA INDÚSTRIA TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE Ao usar a ampla linha de Barras e Perfis Gerdau, você coloca mais qualidade no seu trabalho. Cada produto foi desenvolvido
BARRAS E PERFIS AÇO PARA INDÚSTRIA TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE Ao usar a ampla linha de Barras e Perfis Gerdau, você coloca mais qualidade no seu trabalho. Cada produto foi desenvolvido
PPMEC UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014
 UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PPMEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014 PROVA DE SIMULAÇÃO NUMÉRICA DO COMPORTAMENTO DOS MATERIAIS
UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PPMEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014 PROVA DE SIMULAÇÃO NUMÉRICA DO COMPORTAMENTO DOS MATERIAIS
Knauf Folheto Técnico. Knauf Flexboard Porque a mente criativa gera mais que linhas retas.
 Knauf Folheto Técnico 01 / 2015 Knauf Flexboard Porque a mente criativa gera mais que linhas retas. Knauf Flexboard Flexboard é a mais delgada chapa Knauf Drywall, desenvolvida especialmente para permitir
Knauf Folheto Técnico 01 / 2015 Knauf Flexboard Porque a mente criativa gera mais que linhas retas. Knauf Flexboard Flexboard é a mais delgada chapa Knauf Drywall, desenvolvida especialmente para permitir
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 CONCURSO PÚBLICO PARA PROVIMENTO DE CARGO EFETIVO ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 CONCURSO PÚBLICO PARA PROVIMENTO DE CARGO EFETIVO ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
Novas Tendências do Mercado de Laminação de Tiras a Frio (cilindros)
") Novas Tendências do Mercado de Laminação de Tiras a Frio (cilindros) Out - 2009 1 Sumário Objetivo; Introdução; Demanda dos produtos laminados; Evolução dos processos de fabricação e produtos; Produtos
Novas Tendências do Mercado de Laminação de Tiras a Frio (cilindros) Out - 2009 1 Sumário Objetivo; Introdução; Demanda dos produtos laminados; Evolução dos processos de fabricação e produtos; Produtos
ENSAIOS MECÂNICOS Permitem perceber como os materiais se comportam quando lhes são aplicados esforços
 ENSAIOS MECÂNICOS Permitem perceber como os materiais se comportam quando lhes são aplicados esforços Tipos Ensaios Destrutivos provocam a inutilização do material ensaiado Ensaios Não Destrutivos Ensaio
ENSAIOS MECÂNICOS Permitem perceber como os materiais se comportam quando lhes são aplicados esforços Tipos Ensaios Destrutivos provocam a inutilização do material ensaiado Ensaios Não Destrutivos Ensaio
Mais que nunca é preciso cortar
 Mais que nunca é preciso cortar Quando suas unhas estão compridas e é necessário apará-las, qual o modo mais rápido de fazê-lo? Lixando ou cortando? Naturalmente, se você lixar, o acabamento será melhor.
Mais que nunca é preciso cortar Quando suas unhas estão compridas e é necessário apará-las, qual o modo mais rápido de fazê-lo? Lixando ou cortando? Naturalmente, se você lixar, o acabamento será melhor.
BR 280 - KM 47 - GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com
 TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
Aplicações. Clinching. Montagem. Inserção. Rebitagem. Estampagem. Cunhagem. Fixação. Prensagem. Dobra. TOX -Sistemas de Produção
 Aplicações Clinching Montagem Inserção TOX PRESSOTECHNIK Soluções práticas em primeira mão Rebitagem Estampagem Cunhagem Fixação Prensagem Dobra TOX -Sistemas de Produção Atuadores modulares TOX -Cilindro
Aplicações Clinching Montagem Inserção TOX PRESSOTECHNIK Soluções práticas em primeira mão Rebitagem Estampagem Cunhagem Fixação Prensagem Dobra TOX -Sistemas de Produção Atuadores modulares TOX -Cilindro
Aços Longos. Barras Trefiladas
 Aços Longos Barras Trefiladas Soluções em aço seguro e sustentável. Resultado da união dos dois maiores fabricantes mundiais de aço, a ArcelorMittal está presente em mais de 60 países, fabricando Aços
Aços Longos Barras Trefiladas Soluções em aço seguro e sustentável. Resultado da união dos dois maiores fabricantes mundiais de aço, a ArcelorMittal está presente em mais de 60 países, fabricando Aços
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Introdução. 1. Generalidades. Para o aço estrutural. Definição
 Introdução Programa de Pós-Graduação em Engenharia Civil PGECIV - Mestrado Acadêmico Faculdade de Engenharia FEN/UERJ Disciplina: Tópicos Especiais em Estruturas (Chapa Dobrada) Professor: Luciano Rodrigues
Introdução Programa de Pós-Graduação em Engenharia Civil PGECIV - Mestrado Acadêmico Faculdade de Engenharia FEN/UERJ Disciplina: Tópicos Especiais em Estruturas (Chapa Dobrada) Professor: Luciano Rodrigues
Ensaio de torção. Diz o ditado popular: É de pequenino que
 A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
DESCRITIVO TÉCNICO. 1 Alimentador
 DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 13/06/2010
 Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Ferramentaria & Matrizaria
 A UTILIZAÇÃO DO SISTEMA CAD / CAM PARA MELHORIA DE PROCESSO Ferramentaria & Matrizaria NX 7.5 Month 06/11/ 2012 HISTÓRIA DA SIFCO A SIFCO iniciou suas operações em Jundiaí SP no ano de 1958, como resultado
A UTILIZAÇÃO DO SISTEMA CAD / CAM PARA MELHORIA DE PROCESSO Ferramentaria & Matrizaria NX 7.5 Month 06/11/ 2012 HISTÓRIA DA SIFCO A SIFCO iniciou suas operações em Jundiaí SP no ano de 1958, como resultado
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
TECNOLOGIA DE ESTAMPAGEM 2 Dobra e Repuxo Professores: Ivar Benazzi Junior Elpidio Gilson Caversan
 TECNOLOGIA DE ESTAMPAGEM 2 Dobra e Repuxo Professores: Ivar Benazzi Junior Elpidio Gilson Caversan DM 0206007-01 Revisão: Setembro 2012 TECNOLOGIA DE ESTAMPAGEM - DEFORMAÇÃO ÍNDICE 3- OPERAÇÕES DE DEFORMAÇÃO
TECNOLOGIA DE ESTAMPAGEM 2 Dobra e Repuxo Professores: Ivar Benazzi Junior Elpidio Gilson Caversan DM 0206007-01 Revisão: Setembro 2012 TECNOLOGIA DE ESTAMPAGEM - DEFORMAÇÃO ÍNDICE 3- OPERAÇÕES DE DEFORMAÇÃO
Tradição o Futuro precisa das origens
 1825 Tradição o Futuro precisa das origens No centro de cada acontecimento está sempre a cooperação entre as pessoas. Isto é demonstrado pela longa história da empresa familiar Gontermann-Peipers, ou seja,
1825 Tradição o Futuro precisa das origens No centro de cada acontecimento está sempre a cooperação entre as pessoas. Isto é demonstrado pela longa história da empresa familiar Gontermann-Peipers, ou seja,
Disciplina: Resistência dos Materiais Unidade I - Tensão. Professor: Marcelino Vieira Lopes, Me.Eng. http://profmarcelino.webnode.
 Disciplina: Resistência dos Materiais Unidade I - Tensão Professor: Marcelino Vieira Lopes, Me.Eng. http://profmarcelino.webnode.com/blog/ Referência Bibliográfica Hibbeler, R. C. Resistência de materiais.
Disciplina: Resistência dos Materiais Unidade I - Tensão Professor: Marcelino Vieira Lopes, Me.Eng. http://profmarcelino.webnode.com/blog/ Referência Bibliográfica Hibbeler, R. C. Resistência de materiais.
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
COMPORTAMENTO DOS MATERIAIS SOB TENSÃO. Prof. Rubens Caram
 COMPORTAMENTO DOS MATERIAIS SOB TENSÃO Prof. Rubens Caram 1 TENSÃO X DEFORMAÇÃO O EFEITO DE TENSÕES NA ESTRUTURA DE METAIS PODE SER OBSERVADO NA FORMA DE DEFORMAÇÕES: EM ESTRUTURAS DE ENGENHARIA, ONDE
COMPORTAMENTO DOS MATERIAIS SOB TENSÃO Prof. Rubens Caram 1 TENSÃO X DEFORMAÇÃO O EFEITO DE TENSÕES NA ESTRUTURA DE METAIS PODE SER OBSERVADO NA FORMA DE DEFORMAÇÕES: EM ESTRUTURAS DE ENGENHARIA, ONDE
4. Programa Experimental
 4. Programa Experimental Para a determinação das propriedades de deformabilidade e resistência dos arenitos em estudo a serem utilizados no modelo numérico, foram executados ensaios de compressão simples
4. Programa Experimental Para a determinação das propriedades de deformabilidade e resistência dos arenitos em estudo a serem utilizados no modelo numérico, foram executados ensaios de compressão simples
Materiais em Engenharia. Aula Teórica 6. Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza)
") Aula Teórica 6 Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza) 1 ENSAIO DE TRACÇÃO A partir dos valores da força (F) e do alongamento ( I) do provete obtêm-se
Aula Teórica 6 Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza) 1 ENSAIO DE TRACÇÃO A partir dos valores da força (F) e do alongamento ( I) do provete obtêm-se
PROCESSOS DE ESTAMPAGEM
 5 PROCESSOS DE ESTAMPAGEM 1. Introdução Por estampagem entende-se o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem a frio. Emprega-se a estampagem de
5 PROCESSOS DE ESTAMPAGEM 1. Introdução Por estampagem entende-se o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem a frio. Emprega-se a estampagem de
Conformação dos Metais Prof.: Marcelo Lucas P. Machado
 Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
A Fundição Injectada de Alumínio. Princípios e Desafios
 A Fundição Injectada de Alumínio Princípios e Desafios O Passado... Os primeiros exemplos de fundição por injecção (em oposição à fundição por gravidade) ocorrem em meios do século XIX (1800). A patente
A Fundição Injectada de Alumínio Princípios e Desafios O Passado... Os primeiros exemplos de fundição por injecção (em oposição à fundição por gravidade) ocorrem em meios do século XIX (1800). A patente
Aula 7 - Ensaios de Materiais
 Aula 7 - Ensaios de Materiais Tecnologia dos Materiais II Prof. Lincoln B. L. G. Pinheiro 23 de setembro de 2010 1 Ensaios de Dureza A dureza é uma propriedade mecânica que mede a resistência do material
Aula 7 - Ensaios de Materiais Tecnologia dos Materiais II Prof. Lincoln B. L. G. Pinheiro 23 de setembro de 2010 1 Ensaios de Dureza A dureza é uma propriedade mecânica que mede a resistência do material
ULTRA-SOM MEDIÇÃO DE ESPESSURA PROCEDIMENTO DE END PR 036
 Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
ENSAIO DE DUREZA EM-641
 ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
Propriedades do Concreto
 Universidade Federal de Itajubá Instituto de Recursos Naturais Propriedades do Concreto EHD 804 MÉTODOS DE CONSTRUÇÃO Profa. Nívea Pons PROPRIEDADES DO CONCRETO O concreto fresco é assim considerado até
Universidade Federal de Itajubá Instituto de Recursos Naturais Propriedades do Concreto EHD 804 MÉTODOS DE CONSTRUÇÃO Profa. Nívea Pons PROPRIEDADES DO CONCRETO O concreto fresco é assim considerado até
Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de Arco de Pua Verrumas para Arco de Pua. Verrumas Manuais. Ferros de Pua Mathieson
 Brocas para Madeira Brocas de 3 Pontas Brocas de 3 Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas em Aço Cromo 46 47 48 48 Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de
Brocas para Madeira Brocas de 3 Pontas Brocas de 3 Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas em Aço Cromo 46 47 48 48 Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de
Capítulo 4 ENSAIOS NÃO DESTRUTIVOS EM CONCRETO ARMADO
 Capítulo 4 ENSAIOS NÃO DESTRUTIVOS EM CONCRETO ARMADO Ensaios destrutivos que danificam ou comprometem o desempenho estrutural. Inspeção e diagnóstico do desempenho de estruturas existentes de concreto
Capítulo 4 ENSAIOS NÃO DESTRUTIVOS EM CONCRETO ARMADO Ensaios destrutivos que danificam ou comprometem o desempenho estrutural. Inspeção e diagnóstico do desempenho de estruturas existentes de concreto
AÇOS ESTRUTURAIS. Fabio Domingos Pannoni, M.Sc., Ph.D. 1
 ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
E-mail: vendas@bratal.com.br
 CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA
 Celesc Di Celesc Distribuição S.A. ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA ESPECIFICAÇÃO TÉCNICA PARA PINTURA SISTEMAS DE PROTEÇÃO ANTICORROSIVA PARA APLICAÇÃO EM : TRANSFORMADORES
Celesc Di Celesc Distribuição S.A. ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA ESPECIFICAÇÃO TÉCNICA PARA PINTURA SISTEMAS DE PROTEÇÃO ANTICORROSIVA PARA APLICAÇÃO EM : TRANSFORMADORES
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM
 1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
7 FURAÇÃO. 7.1 Furadeira
 1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
CATÁLOGO DE METROLOGIA
 CATÁLOGO DE METROLOGIA 1 PAQUÍMETRO PAQUÍMETRO UNIVERSAL PAQUÍMETRO UNIVERSAL (MD) capacidade LEITURA 141-112 0-150mm / 0-6 0,02mm / 0,001 141-113 0-150mm / 0-6 0,05mm / 1/128 141-114 0-200mm / 0-8 0,02mm
CATÁLOGO DE METROLOGIA 1 PAQUÍMETRO PAQUÍMETRO UNIVERSAL PAQUÍMETRO UNIVERSAL (MD) capacidade LEITURA 141-112 0-150mm / 0-6 0,02mm / 0,001 141-113 0-150mm / 0-6 0,05mm / 1/128 141-114 0-200mm / 0-8 0,02mm
Instruções de Uso e Segurança
 Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
PROJETO DE DISPOSITIVOS E FERRAMENTAS
 PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
BALINIT resultados magníficos em puncionamento e conformação
 BALINIT resultados magníficos em puncionamento e conformação A fórmula de sucesso para garantir a eficácia em puncionamento e conformação Os revestimentos extra-duros BALINIT possuem apenas algumas milésimas
BALINIT resultados magníficos em puncionamento e conformação A fórmula de sucesso para garantir a eficácia em puncionamento e conformação Os revestimentos extra-duros BALINIT possuem apenas algumas milésimas
Manual de instruções. TruTool N 700 (1A1) português
 português") Manual de instruções TruTool N 700 (1A1) português Índice 1 Segurança 3 1.1 Instruções de segurança gerais 3 1.2 Instruções de segurança específicas 4 2 Descrição 5 2.1 Utilização adequada 5 2.2 Dados
Manual de instruções TruTool N 700 (1A1) português Índice 1 Segurança 3 1.1 Instruções de segurança gerais 3 1.2 Instruções de segurança específicas 4 2 Descrição 5 2.1 Utilização adequada 5 2.2 Dados
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Catálogo de Tubos. Soluções em aço
 Catálogo de Tubos Soluções em aço A empresa Ao dirigir um carro, pedalar a bicicleta, se exercitar na academia e até mesmo na escola do seu filho, nós estamos lá. Sem que você perceba, os produtos fabricados
Catálogo de Tubos Soluções em aço A empresa Ao dirigir um carro, pedalar a bicicleta, se exercitar na academia e até mesmo na escola do seu filho, nós estamos lá. Sem que você perceba, os produtos fabricados