Centro Federal de Educação Tecnológica do Espírito Santo TREFILAÇÃO
|
|
|
- Izabel Fraga Fortunato
- 8 Há anos
- Visualizações:
Transcrição
1 Centro Federal de Educação Tecnológica do Espírito Santo TREFILAÇÃO

2 Histórico O processo de trefilação foi descoberto a partir do momento, que se verificou a dificuldade de se fabricar fios metálicos com pequenas dimensões, restritamente feitos com metais preciosos, tendo até então sido feitos em formas planas por simples martelamento manual. Os primeiros fios metálicos foram fabricados na Alemanha e França por arraste manual, no século XIII, sendo somente industrializado em 1925 na Pennsylvania (USA). Desde então não houve grandes evoluções na forma geométrica das fieiras, porém evoluiu na parte metalúrgica do processo, obtendo-se a parte de ações com composições químicas uniformes até o aparecimento do metal duro.

3 Portanto, o processo de trefilação comumente é um trabalho de conformação mecânica realizado a frio, isto é, a uma temperatura de trabalho abaixo da temperatura de recristalização. O que é Trefilação A trefilação é um processo de conformação plástica que se realiza pela operação de conduzir um fio (ou barra ou tubo) através de uma ferramenta denominada fieira, de formato externo cilíndrico e que contém um furo em seu centro, por onde passa o fio. Esse furo com diâmetro decrescente, apresenta um perfil na forma de funil curvo ou cônico. A passagem do fio pela fieira provoca a redução de sua seção e, como a operação é comumente realizada a frio, ocorre o encruamento com alteração das propriedades mecânicas do material do fio. Esta alteração se dá no sentido da redução da ductilidade e aumento da resistência mecânica.

4 TREFILAÇÃO Aplicação

5 Matéria-Prima A matéria-prima para o processo de trefilação é um produto na forma de arame (ou barra ou tubo) obtido pelo processo de extrusão (para metais não-ferrosos) ou pelo processo de laminação (para metais ferrosos e nãoferrosos).

6 Mecânica da trefilação Esforços predominantes de compressão indireta Zona de deformação plástica σ c σ t σ c

7 Máquina de trefilar sem deslizamento A máquina de trefilar sem deslizamento contém um sistema de tração do fio, para conduzi-lo através do furo da fieira, constituído de um anel tirante que primeiro acumula o fio trefilado para depois permitir o seu movimento em direção a uma segunda fieira. Nesta, o fio passa tracionado por um segundo anel tirante que também acumula fio trefilado. O processo prossegue de igual modo para as fieiras seguintes nos tradicionais sistemas de trefilação múltiplos e contínuos, ou seja, com diversas fieiras em linha na mesma máquina

8 Máquina de trefilar sem deslizamento

9 Máquinas de Trefilação Máquina sem Deslizamento Para arames, em que o anel tirante faz também o papel de acumulador do produto trefilado; Máquinas contínuas, com passes em linha.

10 Máquina sem Deslizamento

11 Máquinas de trefilar com deslizamento a) O fio parte de uma bobina, num recipiente denominado desbobinadeira, passa por uma roldana e se dirige alinhado à primeira fieira; b) Na saída da fieira, o fio é tracionado por um anel tirante, no qual ele dá certo número de voltas, em forma de hélice cilíndrica de passo igual ao diâmetro do fio, de tal modo que no início da hélice o fio fique alinhado com a primeira fieira e no fim da hélice com a segunda fieira; c) O número de voltas ou espirais de fio no anel depende da força de atrito necessária para tracionar o fio através da primeira fieira; o movimento do fio na forma de hélice provoca o seu deslizamento lateral no anel; d) O segundo anel faz o fio passar pela segunda fieira, porém girando a uma velocidade maior do que a do primeiro anel, para compensar o aumento do comprimento do fio; e) O sistema prossegue dessa forma para as demais fieiras e anéis.
 O segundo anel faz o fio passar pela segunda fieira, porém girando a uma velocidade maior do que a do primeiro")
12 roldana Máquinas de trefilar com deslizamento fieira 1 fieira 2 fieira 3 fieira 4 bobina 1 º anel tirante 2 º anel tirante 3 º anel tirante tambor sem deslizamento carretel rotação entrada translação (por deslizamento) saída
")
13 Máquinas de Trefilação Máquina com Deslizamento Para fios de diâmetros pequenos; O deslizamento dá-se no anel tirante;

14 Máquina com Deslizamento

15 TIPOS DE TREFILAÇÃO Áquente Áfrio Por matriz Por rolos

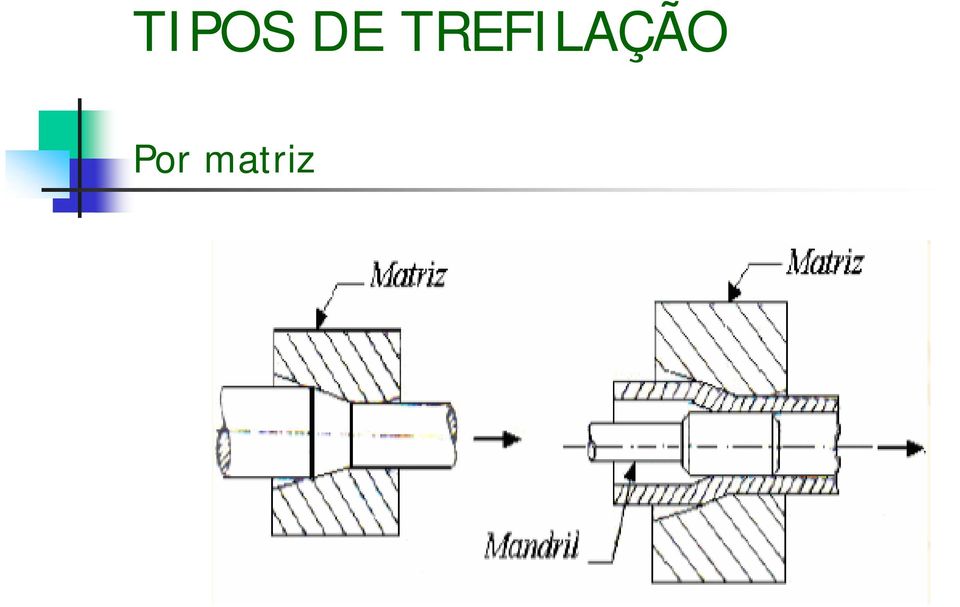
16 TIPOS DE TREFILAÇÃO Por matriz
17 TIPOS DE TREFILAÇÃO Por rolos

18 Características do processo Processo em que se obtêm produtos com seções de geometrias diversas pela tração desses produtos por uma matriz que define o perfil do trefilado Comumente realizado a frio Excelente qualidade superficial e dimensional Propriedades mecânicas controladas

19 Vantagens O material pode ser estirado e reduzido em secção transversal mais do que com qualquer outro processo; A precisão dimensional obtida é maior do que em qualquer outro processo exceto a laminação a frio, que não é aplicável às bitolas comuns de arames; A superfície produzida é uniformemente limpa e polida; O processo influi nas propriedades mecânicas do material, permitindo, em combinação com um tratamento térmico adequado, a obtenção de uma gama variada de propriedades com a mesma composição química

20 Mecânica da Trefilação Esforços predominantes de compressão indireta Atrito entre a matriz e material a trefilar Lubrificantes/refrigerantes Velocidade de trefilação: 10 m/s para fios de aço, 20 m/s para fios de cobre

21 Esforços atuantes
22 Trefilação de Tubos Os Tubos podem ser trefilados dos seguintes modos: sem apoio interno (rebaixamento ou afundamento) com mandril passante com plug (bucha) interno com bucha flutuante
23
24
25 EQUIPAMENTOS Os equipamentos podem ser classificados em dois grupos: Bancadas de trefilação: utilizadas para produção de componentes não bobináveis como barras e tubos. Trefiladoras de tambor: utilizada para produção de componentes bobináveis, ou seja, arames.
26 Bancadas de Trefilação Utilizadas para produção de componentes não bobináveis como barras e tubos
27 Trefiladoras de Tambor Utilizada para produção de componentes bobináveis, ou seja, arames. Podem ser: Simples (1 só tambor)- para arames grossos. Duplas para arames médios. Múltiplas (contínuas) para arames médios a finos.
28 Máquina Dupla de Trefilar
29 EQUIPAMENTOS Máquina de trefilar contínuo do tipo acumulativo A ponta do arame, depois de sair de uma matriz, é enfiada num olhal no topo do tambor, passando por polia de guia e para matriz seguinte.
30 Máquina de trefilar contínuo do tipo acumulativo
31 Máquina de trefilar contínuo do tipo acumulativo
32 Máquina Continua do Tipo Acumulativo
33 Materiais usados na Ferramenta Diamante: Para fios com diâmetros menores que 2mm. Metal Duro: Para fios maiores que 2mm.
34 Lubrificação na Trefilação O fenômeno de atrito é muito importante no processo de trefilação devido ao movimento relativo entre o fio e a fieira. A lubrificação na trefilação tem a finalidade de criar uma película contínua de fluido lubrificante. O calor gerado pelo atrito será controlado pela ação refrigerante do fluido lubrificante.
35 Lubrificação É feita por aspersão ou imersão dos anéis no fluído. Importante no processo uma vez que o atrito pode causar desgaste na ferramenta e aparecimento e defeitos superficiais no fio. O lubrificante age também como agente refrigerante, reduzindo o desgaste da fieira e melhorando o acabamento do fio.
36 Tipos de Lubrificação Seca: sabões sólidos em pó; Úmida: soluções ou emulsões de óleos em água; Pastas e graxas.
37 Sistema de lubrificação As máquinas de trefilar são classificadas de acordo com o sistema de lubrificação em: =>Máquinas com sistema de imersão: A fieira e os anéis permanecem imersos no líquido refrigerante e lubrificante. =>Máquinas com sistema de aspersão: A fieira recebe um jato de líquido refrigerante e lubrificante.
38 Ferramentas de Trefilação Fieira
39 A Fieira A fieira é o dispositivo básico da trefilação e compõe todos os equipamentos trefiladores. Geometria da fieira: é dividida em quatro zonas (1) de entrada (2) de redução (α = ângulo de abordagem, ou de trefilação) (3) (guia) de calibração-zona cilíndrica (acabamento é crítico) (4) de saída
40 Processo de Trefilação I cone de entrada I II III IV II cone de trabalho III zona cilíndrica ou cilindro de calibração IV cone de saída I - O cone de entrada tem a finalidade de guiar o fio em direção ao cone de trabalho e permitir que o lubrificante acompanhe o fio. II - No cone de trabalho ocorre a redução. III - No cilindro de calibração ocorre o ajuste do diâmetro do fio. IV - O cone de saída deve proporcionar uma saída livre do fio.
41 Processo de Trefilação α β Hc α SEMI-ÂNGULO DO CONE DE TRABALHO (OU SEMI-ÂNGULO DA FIEIRA) β SEMI-ÂNGULO DE ENTRADA γ SEMI-ÂNGULO DE SAÍDA H C ALTURA DO CILINDRO DE CALIBRAÇÃO
42 Dispositivo Básico da Fieira
43 FIEIRA
44 Matrizes
45 Dos materiais usados para a fabricação da ferramenta de trefilar, são exigidas as seguintes características: Permitir a trefilação de grande quantidade de fios sem que ocorra um desgaste acentuado da fieira; Permitir a trefilação a altas velocidades para produzir elevadas quantidades por unidade de tempo; Permitir a adoção de elevadas reduções de secção; Conferir calibração constante do diâmetro do fio;
46 Conferir calibração constante do diâmetro do fio; Conferir longa vida à ferramenta, sem necessidade de paradas da máquina de trefilar para controle de dimensões e substituição da ferramenta; Permitir a obtenção de superfície lisa e brilhante no fio durante longo período de uso.
47 Os materiais comumente empregados para os fios são: Diamante, para fios de diâmetro até ou menor que 2 mm; Metal-duro, para fios de diâmetro maior que 2 mm. Explicar aqui fabricação
48 Processo de Trefilação FIEIRAS DE DIAMANTE Montante Suporte Diamante
49 Diante da importância do uso das fieiras de diamante para trefilar fios finos e capilares, convém ainda destacar o seguinte quanto à fabricação e ao uso dessas ferramentas 1º) A operação de montagem do diamante no suporte e montante é muito importante, pois deve-se obter um alinhamento preciso entre as três partes; a pedra é posteriormente retificada e polida, para o primeiro uso ou para a recuperação em uso com diâmetro maior, segundo a direção do eixo de alinhamento; 2º) A tolerância de fabricação do furo é da ordem de micra para o diâmetro nominal, e da ordem da metade dessa tolerância para a ovalização do furo (que é a diferença entre as duas medidas ortogonais); a tolerância é quase sempre de sinal negativo;
50 3º) O controle da dimensão do furo é feito por modo indireto, ou seja, é realizado verificando as dimensões de um fio passado pela fieira; - em condição de laboratório, emprega-se, para esse controle, o método de pesagem do fio ou o método da medição de resistência elétrica do fio, antes e após a passagem de um comprimento conhecido, - em condições industriais, podendo-se usar micrômetros, comparadores ou microscópios óticos; 4º) A operação de elaboração do furo e perfil da fieira é feita com o uso de pó de diamante de granulação controlada, aderente a um punção de aço untado de óleo, de movimento rotativo e alternado controlado para conferir ao perfil o acabamento desejado; a granulação do pó de diamante deve diminuir progressivamente à medida que o trabalho progride;
51 5º) As operações de retificação e polimento são também realizadas com pó de diamante aderente a um fio de aço, untado de óleo, com movimento alternativo passando pelo furo - esse movimento é conduzido por máquinas (para as fieiras maiores) ou manualmente (para as fieiras menores); 6º) Muitos defeitos superficiais no fio não causados pelo não-alinhamento do fio a trefilar em relação ao furo da fieira, durante a trefilação; os defeitos nos fios podem, contudo, ser causados por falhas de alinhamento na montagem das três partes da fieira (diamante, suporte e montante), por falhas de preparação do furo (inclusive retificação e polimento) e por resíduos de pó de diamante deixados na fieira.
52 Processo de Trefilação Faceamento Cone de entrada Cristal inicial Faceamento Cone de trabalho Arredondamento Cone de saída e polimento
53 OUTROS TIPOS DE FIEIRAS Processo de Trefilação
54 Material - depende das exigências do processo (dimensões, esforços) e do material a ser trefilado. Os FIEIRA mais utilizados são: Carbonetos sinterizados(sobretudo WC) vidia, Metal duro,etc. Aços de alto C revestidos de Cr (cromagemdura) Aços especiais (Cr-Ni, Cr-Mo, Cr-W, etc.) Ferro fundido branco Cerâmicos (pós de óxidos metálicos sinterizados) Diamante (p/ fios finos ou de ligas duras)
55 EQUIPAMENTOS Os elementos básicos de uma máquina de trefilação são: Carretel alimentador Porta-fieira Garra ou mordaça para puxar a primeira porção do arame Tambor Sistema de acionamento do tambor
56 Características desejáveis na Ferramenta Trefilação de grande quantidade de fios sem grande desgaste da fieira. Permitir trefilação a altas velocidades( alta Produtividade). Permitir a adoção de elevadas reduções na secção. Longa vida da ferramenta. Permitir a adoção de superfície lisa e brilhante no fio durante longo período de uso.
57 Etapas do processo de trefilação
58 Etapas do Processo Matéria-prima: fio-máquina (vergalhão laminado a quente) Descarepação: - Mecânica (descascamento): dobramento e escovamento. - Química (decapagem): com HCl ou H 2 S0 4 diluídos. Lavagem: em água corrente Recobrimento: Comumente por imersão em leite de cal Ca(OH) 2 a 100 C a fim de neutralizar resíduos de ácido, proteger a superfície do arame, e servir de suporte para o lubrificante de trefilação. Secagem: (em estufa) Também remove H 2 dissolvido na superfície do material. Trefilação: - Primeiros passes a seco. Eventualmente: recobrimento com Cu ou Sn e trefilação a úmido.
59 Tratamento Térmico de Recozimento Durante a trefilação, que é realizada abaixo da temperatura de recristalização, ocorre o encruamento do material. Deve-se ter cuidado com a atmosfera do forno, o tempo e a temperatura do tratamento de recozimento. O recozimento pode ser feito em fornos de poço (vertical ou de compânula) ou fornos contínuos.
60 Tratamentos Térmicos Recozimento: Indicação: principalmente para arames de baixo carbono Tipo: subcritico, entre 550 a 650 C Objetivo: remover efeitos do encruamento. Patenteamento: Indicação: aços de médio a alto carbono (C> 0,25 %) Tipo: aquecimento acima da temperatura crítica (região γ) seguido de resfriamento controlado, ao ar ou em banho de chumbo mantido entre 450 e 550 C. Objetivo: obter uma melhor combinação de resistência e ductilidade que a estrutura resultante (perlita fina ou bainita) fornece.
61 Tratamentos Químicos e Mecânicos O óxidos formados na superfície do material a ser trefilado devem ser retirados por decapagem ou rebarbação. O processo de decapagem consiste em três etapas básicas: 1) Imersão dos fios em tanque de solução ácida decapante; 2) Lavagem com jato de água fria e, 3) Lavagem adicional em tanques com água aqueci da, contendo aditivos neutralizantes da ação ácida. O processo de rebarbação consiste em: => Retirada de uma fina camada de metal através de uma ferramenta de usinagem circular; =>Passagem do fio através de fieiras calibradoras de diâmetro.
62 Decapagem Rebarbação
63 Cálculo de carga na Trefilação
64 Cálculo de carga na Trefilação Geometria da fieira para trefilação de arames / ângulo de abordagem (α)
65 Variáveis do Processo Para cada redução dada existe um valor ótimo do ângulo de trefilação, α*, que é aquele que minimiza a carga e conseqüentemente o trabalho total de trefilação, Wt.
66 Variáveis do Processo
67 Fatores de influência da Trefilação As velocidades de trefilação tendem a permanecer em níveis mais baixos do que os níveis que se deseja atingir. O trabalho de deformação é maior na periferia do que no centro do fio. O calor gerado na trefilação tem origem no efeito de atrito entre o fio e a fieira
68 A permanência do fluido utilizado com ação lubrificante e refrigerante. Os materiais da fieira, a base de material duro ou diamante devem ser montadas em suportes metálicos (aços ou latões) O perfil da fieira tende a ser cônico
69 Classificação dos produtos Trefilados A classificação dos trefilados é realizada inicialmente em função do tipo de produto: barra, tubo e arame ou fio. As barras mais finas, em geral com diâmetro menor do que 5 mm, passam a se denominar arames ou fios. Usualmente, denomina-se o produto como arame quando o seu emprego é para fins mecânicos e, como fio, no caso de fins elétricos.
70 Defeitos Típicos dos Produtos Trefilados Os defeitos relacionados à fieira que podem provocar marcas nos fios são: anéis de trefilação marcas de trefilação rugosidades riscos A laminação pode provocar no fio os seguintes defeitos: achatamento da secção dobras longitudinais defeitos nas extremidades A extrusão pode provocar no fio os seguintes defeitos: vazios riscos longitudinais fissuras
71 Produtos da Trefilação Arames, fios finos, barras, perfis diversos e tubos
72
73
74 TREFILA
75 Trefila
76 Equipamento para endireitamento de arame
77 Material (fio máquina)
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Trefilação O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo
 Trefilação O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo a seção do material, sem perda nem adição do metal.
Trefilação O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo a seção do material, sem perda nem adição do metal.
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
A TECNOLOGIA APLICADA EM TUBOS E PERFIS WWW.STARTECNOLOGIA.COM.BR. FERRITES & IMPEDERS APLICAÇÕES
 FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
Mancais. TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas. Professor: André Kühl andre.kuhl@ifsc.edu.br
 Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Processo de fabricação de cabos de alumínio com ênfase em trefilação
 Processo de fabricação de cabos de alumínio com ênfase em trefilação É fazendo que se aprende a fazer aquilo que se deve aprender a fazer. Aristóteles 24/Novembro/2014 1 Produtos e Aplicações Cabos de
Processo de fabricação de cabos de alumínio com ênfase em trefilação É fazendo que se aprende a fazer aquilo que se deve aprender a fazer. Aristóteles 24/Novembro/2014 1 Produtos e Aplicações Cabos de
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Aperfeiçoamentos no Cabeçote
 Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO
 USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
EM908 SEGUNDA AULA PROJETO DE MATRIZES PARA EXTRUSÃO A FRIO DE UM EIXO
 Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
27 Sistemas de vedação II
 A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
Preparativos Antes da Montagem
 Preparativos Antes da Montagem Manter o local da montagem seco e livre de poeira. Observar a limpeza do eixo, alojamento e das ferramentas. Organizar a área de trabalho. Selecionar as ferramentas adequadas
Preparativos Antes da Montagem Manter o local da montagem seco e livre de poeira. Observar a limpeza do eixo, alojamento e das ferramentas. Organizar a área de trabalho. Selecionar as ferramentas adequadas
Ensaio de fadiga. Em condições normais de uso, os produtos. Nossa aula. Quando começa a fadiga
 A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Curso Piloto de Informação para Operários e Encarregados Módulo: Estruturas de Concreto Armado Aula: Armaduras
 Curso Piloto de Informação para Operários e Encarregados Módulo: Estruturas de Concreto Armado Aula: Armaduras Aço o para Concreto O que é o aço a o? O aço é uma combinação de SUCATA, FERRO GUSA E OUTROS.
Curso Piloto de Informação para Operários e Encarregados Módulo: Estruturas de Concreto Armado Aula: Armaduras Aço o para Concreto O que é o aço a o? O aço é uma combinação de SUCATA, FERRO GUSA E OUTROS.
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Curso de Engenharia de Produção. Sistemas Mecânicos e Eletromecânicos
 Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Mancais: São elementos de máquinas que suportam eixo girante, deslizante ou oscilante. São classificados em mancais de: Deslizamento
Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Mancais: São elementos de máquinas que suportam eixo girante, deslizante ou oscilante. São classificados em mancais de: Deslizamento
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
THE SWEDISH DOCTOR BLADE
 THE SWEDISH DOCTOR BLADE SOBRE A PRIMEBLADE A PrimeBlade Sweden AB é uma empresa fabricante e fornecedora global de lâminas doctorblade para impressoras flexográfica, rotogravura e offset. Juntamente com
THE SWEDISH DOCTOR BLADE SOBRE A PRIMEBLADE A PrimeBlade Sweden AB é uma empresa fabricante e fornecedora global de lâminas doctorblade para impressoras flexográfica, rotogravura e offset. Juntamente com
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP. Tecnologia Mecânica
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
PROCESSOS METALÚRGICOS DE FABRICAÇÃO
 PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
BR 280 - KM 47 - GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com
 TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS
 1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
MANEIRAS DE SE OBTER UMA DETERMINADA FORMA
 AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
UM A M ARC A DO GRUPO ESPIRODUTOS
 VENTILADORES AXIAL UM A M ARC A DO GRUPO ESPIRODUTOS DESCRIÇÃO E NOMENCLATURA DE VENTILADORES AXIAL Diâmetro Fabricação Aspiração Rotor Empresa Ex: EAFN 500 Diâmetro da seleção Tipo de Fabricação G = Gabinete
VENTILADORES AXIAL UM A M ARC A DO GRUPO ESPIRODUTOS DESCRIÇÃO E NOMENCLATURA DE VENTILADORES AXIAL Diâmetro Fabricação Aspiração Rotor Empresa Ex: EAFN 500 Diâmetro da seleção Tipo de Fabricação G = Gabinete
AULA 6: MATERIAIS METÁLICOS
 UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA CURSO DE ENGENHARIA CIVIL DEPARTAMENTO DE TECNOLOGIA MATERIAIS DE CONSTRUÇÃO I E (TEC 156) AULA 6: MATERIAIS METÁLICOS Profª. Cintia Maria Ariani Fontes 1 MATERIAIS
UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA CURSO DE ENGENHARIA CIVIL DEPARTAMENTO DE TECNOLOGIA MATERIAIS DE CONSTRUÇÃO I E (TEC 156) AULA 6: MATERIAIS METÁLICOS Profª. Cintia Maria Ariani Fontes 1 MATERIAIS
GERADORES MECÂNICOS DE ENERGIA ELÉTRICA
 GERADORES MECÂNICOS DE ENERGIA ELÉTRICA Todo dispositivo cuja finalidade é produzir energia elétrica à custa de energia mecânica constitui uma máquina geradora de energia elétrica. O funcionamento do
GERADORES MECÂNICOS DE ENERGIA ELÉTRICA Todo dispositivo cuja finalidade é produzir energia elétrica à custa de energia mecânica constitui uma máquina geradora de energia elétrica. O funcionamento do
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
Aço é uma liga metálica composta principalmente de ferro e de pequenas quantidades de carbono (em torno de 0,002% até 2%).
.") ESTRUTURAS DE CONCRETO CAPÍTULO 3 Libânio M. Pinheiro, Cassiane D. Muzardo, Sandro P. Santos. 31 de março, 2003. AÇOS PARA ARMADURAS 3.1 DEFINIÇÃO E IMPORTÂNCIA Aço é uma liga metálica composta principalmente
ESTRUTURAS DE CONCRETO CAPÍTULO 3 Libânio M. Pinheiro, Cassiane D. Muzardo, Sandro P. Santos. 31 de março, 2003. AÇOS PARA ARMADURAS 3.1 DEFINIÇÃO E IMPORTÂNCIA Aço é uma liga metálica composta principalmente
Extrusão Princípios de Funcionamento
 1) Taxa de Compressão (RC) -Descrição da rosca de acordo com a taxa de compressão (baixa ou alta taxa de compressão). RC = h i / h f RC = 2 corresponde a baixa taxa de compressão RC = 4 corresponde a alta
1) Taxa de Compressão (RC) -Descrição da rosca de acordo com a taxa de compressão (baixa ou alta taxa de compressão). RC = h i / h f RC = 2 corresponde a baixa taxa de compressão RC = 4 corresponde a alta
DESCRITIVO TÉCNICO. 1 Alimentador
 DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
Título: TREFILAÇÃO DE ARAME ATRAVÉS DE FIEIRAS E ANÉIS
 Título: TREFILAÇÃO DE ARAME ATRAVÉS DE FIEIRAS E ANÉIS Autor: Fabrício Dias Ferreira 200410658 Marco Túlio Silveira de Azevedo 200410652 Luiz Carlos de Azevedo Júnior 200410090 Palavras-chaves: trefilação,
Título: TREFILAÇÃO DE ARAME ATRAVÉS DE FIEIRAS E ANÉIS Autor: Fabrício Dias Ferreira 200410658 Marco Túlio Silveira de Azevedo 200410652 Luiz Carlos de Azevedo Júnior 200410090 Palavras-chaves: trefilação,
Desempenamento. desempenamento de uma barra
 A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Conformação dos Metais Prof.: Marcelo Lucas P. Machado
 Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
59 Brunimento, lapidação, polimento
 A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
Grupo Setorial de Metalurgia do Pó
 DIREITOS AUTORAIS O material contido neste documento é parte integrante do livro A METALURGIA DO PÓ: alternativa econômica com menor impacto ambiental Autor: Editora: METALLUM EVENTOS TÉCNICOS E CIENTÍFICOS
DIREITOS AUTORAIS O material contido neste documento é parte integrante do livro A METALURGIA DO PÓ: alternativa econômica com menor impacto ambiental Autor: Editora: METALLUM EVENTOS TÉCNICOS E CIENTÍFICOS
REBOLOS RESINÓIDES (LIGA RESINÓIDE)
") Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS -
 TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS - Através da têmpera por indução e por chama consegue-se um efeito similar ao do tratamento de cementação e têmpera, quando se compara a
TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS - Através da têmpera por indução e por chama consegue-se um efeito similar ao do tratamento de cementação e têmpera, quando se compara a
 MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
Grupo 09 Centrais de testes e limpeza
 Grupo 09 Centrais de testes e limpeza Fornecedor: Tipo Descrição Página CPR Central de teste para circuitos de refrigeração 01 Descrição 01-01 CPC Central de teste para circuitos de refrigeração 02 Descrição
Grupo 09 Centrais de testes e limpeza Fornecedor: Tipo Descrição Página CPR Central de teste para circuitos de refrigeração 01 Descrição 01-01 CPC Central de teste para circuitos de refrigeração 02 Descrição
Já sabemos que o tratamento de superfície tem, principalmente, a finalidade de proteger peças ou materiais da corrosão e de outros tipos de desgaste.
 Recobrimento metálico Um problema Já sabemos que o tratamento de superfície tem, principalmente, a finalidade de proteger peças ou materiais da corrosão e de outros tipos de desgaste. Essa proteção pode
Recobrimento metálico Um problema Já sabemos que o tratamento de superfície tem, principalmente, a finalidade de proteger peças ou materiais da corrosão e de outros tipos de desgaste. Essa proteção pode
NBR 7480/1996. Barras e fios de aço destinados a armaduras para concreto armado
 NBR 7480/1996 Barras e fios de aço destinados a armaduras para concreto armado OBJETIVO Fixar as condições exigíveis na encomenda, fabricação e fornecimento de barras e fios de aço destinados a armaduras
NBR 7480/1996 Barras e fios de aço destinados a armaduras para concreto armado OBJETIVO Fixar as condições exigíveis na encomenda, fabricação e fornecimento de barras e fios de aço destinados a armaduras
PROJETO DE OPERAÇÕES DE USINAGEM
 Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
Elementos de máquina. Curso de Tecnologia em Mecatrônica 6º fase. Diego Rafael Alba
 E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Dureza de materiais metálicos
 Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
www.dumaxcomercial.com (53) 3228-9891 3028-9892
 3228-9891 3028-9892") www.dumaxcomercial.com (53) 3228-9891 3028-9892 Index - Anéis O rings - Gaxetas - Raspadores - Reparos - Retentores - Placas - Rolamentos para Bombas - Rotativos - Bombas - Peças Especiais - Dumax Comercial
www.dumaxcomercial.com (53) 3228-9891 3028-9892 Index - Anéis O rings - Gaxetas - Raspadores - Reparos - Retentores - Placas - Rolamentos para Bombas - Rotativos - Bombas - Peças Especiais - Dumax Comercial
CURSO DE AQUITETURA E URBANISMO
 1- Generalidades PROPRIEDADES DO CONCRETO FRESCO Todas as misturas de concreto devem ser adequadamente dosadas para atender aos requisitos de: Economia; Trabalhabilidade; Resistência; Durabilidade. Esses
1- Generalidades PROPRIEDADES DO CONCRETO FRESCO Todas as misturas de concreto devem ser adequadamente dosadas para atender aos requisitos de: Economia; Trabalhabilidade; Resistência; Durabilidade. Esses
SUPORTE LATERAL componentes. VARANDA componentes. SUPORTE LATERAL componentes. Tel: 55 11 4177-2244 plasnec@plasnec.com.br l www.plasnec.com.
 VARANDA 5 6 9 SUPORTE LATERAL 12 4 7 10 8 Código: 17010101 Descrição: Conjunto suporte lateral regulável Ø 13mm: 1 - Manopla - PA rosca M10 SS 304 2 - Arruela - M12 24mm SS 304 3 - Olhal - M10 PA M10 SS
VARANDA 5 6 9 SUPORTE LATERAL 12 4 7 10 8 Código: 17010101 Descrição: Conjunto suporte lateral regulável Ø 13mm: 1 - Manopla - PA rosca M10 SS 304 2 - Arruela - M12 24mm SS 304 3 - Olhal - M10 PA M10 SS
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
JATEAMENTO - INTRODUÇÃO APLICAÇÃO
 www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
Universidade Paulista Unip
 Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Perfeição através da precisão. Ferramentas de precisão para a indústria de fios metálicos
 DEUTSCH ENGLISH ESPAÑOL FRANÇAIS ITALIANO PORTUGUES РУССКИЙ Perfeição através da precisão. Ferramentas de precisão para a indústria de fios metálicos NABER & WISSMANN Uma marca que define padrões. Desde
DEUTSCH ENGLISH ESPAÑOL FRANÇAIS ITALIANO PORTUGUES РУССКИЙ Perfeição através da precisão. Ferramentas de precisão para a indústria de fios metálicos NABER & WISSMANN Uma marca que define padrões. Desde
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Processamento de materiais cerâmicos + H 2 O. Ivone
 + H 2 O Ivone Umidade (%) Colagem 100 Líquido Plástico Semi-Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP COLAGEM EXTRUSÃO Sólido Limite de Contração - LC PRENSAGEM
+ H 2 O Ivone Umidade (%) Colagem 100 Líquido Plástico Semi-Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP COLAGEM EXTRUSÃO Sólido Limite de Contração - LC PRENSAGEM
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 13/06/2010
 Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor
 Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Condensação. Ciclo de refrigeração
 Condensação Ciclo de refrigeração Condensação Três fases: Fase 1 Dessuperaquecimento Redução da temperatura até a temp. de condensação Fase 2 Condensação Mudança de fase Fase 3 - Subresfriamento Redução
Condensação Ciclo de refrigeração Condensação Três fases: Fase 1 Dessuperaquecimento Redução da temperatura até a temp. de condensação Fase 2 Condensação Mudança de fase Fase 3 - Subresfriamento Redução
Materiais em Engenharia. Aula Teórica 6. Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza)
") Aula Teórica 6 Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza) 1 ENSAIO DE TRACÇÃO A partir dos valores da força (F) e do alongamento ( I) do provete obtêm-se
Aula Teórica 6 Ensaios mecânicos (continuação dos ensaios de tracção, ensaios de compressão e de dureza) 1 ENSAIO DE TRACÇÃO A partir dos valores da força (F) e do alongamento ( I) do provete obtêm-se
Indústrias Química, do Plástico, do Vidro e dos Metais
 Indústrias Química, do Plástico, do Vidro e dos Metais Trabalho realizado por: Leonardo Vieira R. da Silveira Marcelo Henrique G. Bueno Ralf Marcelo. S. de Oliveira Professor: Renato de Sousa Dâmaso Disciplina:
Indústrias Química, do Plástico, do Vidro e dos Metais Trabalho realizado por: Leonardo Vieira R. da Silveira Marcelo Henrique G. Bueno Ralf Marcelo. S. de Oliveira Professor: Renato de Sousa Dâmaso Disciplina:
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
E-mail: vendas@bratal.com.br
 CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
Experimento. Técnicas de medição de volumes em Laboratório. Prof. Honda Experimento Técnicas de medição de volumes em Laboratório Página 1
 Experimento Técnicas de medição de volumes em Laboratório Objetivo: Conhecer os materiais volumétricos e as técnicas de utilização desses materiais. I. Introdução teórica: Medir volumes de líquidos faz
Experimento Técnicas de medição de volumes em Laboratório Objetivo: Conhecer os materiais volumétricos e as técnicas de utilização desses materiais. I. Introdução teórica: Medir volumes de líquidos faz
Estruturas de serrotes para metais
 Serração Serras alternativas As máquinas de serração e as serras RIDGID foram desenvolvidas por profissionais para profissionais. Quaisquer que sejam as suas exigências em questões de serração, o programa
Serração Serras alternativas As máquinas de serração e as serras RIDGID foram desenvolvidas por profissionais para profissionais. Quaisquer que sejam as suas exigências em questões de serração, o programa
Cortec VpCI - 377 / VpCI - 377 Winterized
 Cortec VpCI - 377 / VpCI - 377 Winterized Descrição do Produto VpCI - 377 é um concentrado à base de água, criado para ser um substituto completo de preventivos à base de óleo para proteção de componentes
Cortec VpCI - 377 / VpCI - 377 Winterized Descrição do Produto VpCI - 377 é um concentrado à base de água, criado para ser um substituto completo de preventivos à base de óleo para proteção de componentes