LOM INSPEÇÃO E ENSAIOS NÃO DESTRUTIVOS LOM 3084 INSPEÇÃO E ENSAIOS NÃO DESTRUTIVOS
|
|
|
- Giulia Molinari Sintra
- 5 Há anos
- Visualizações:
Transcrição






1 LOM 3084 INSPEÇÃO E ENSAIOS NÃO DESTRUTIVOS
2 REFERÊNCIAS: APOSTILAS-ABENDE-RICARDO ANDREUCCI; APOSTILAS DO CURSO DE UT-CETRE; MATERIAL DA GE INPECTION TECHNOLOGIES.
3 INSPEÇÃO: RECEBIMENTO; FABRICAÇÃO; EXPEDIÇÃO.
4 Inspeção de Fabricação: verificar, nas instalações do fornecedor e/ou subfornecedores envolvidos, a conformidade dos equipamentos ou materiais fabricados com os documentos contratuais. (Definição: ABC DA INSPEÇÃO DE FABRICAÇÃO Rev. 9 - Petrobras); E também...





5 MUITO IMPORTANTE PARA EVITAR FALHAS!!! LOM 3084 INSPEÇÃO E ENSAIOS NÃO DESTRUTIVOS
6 Indústrias Petroquímicas e Nucleares: sistema de PIT (Plano de Inspeção e Testes) nos fornecedores-são os mais complexos e detalhados. Indústrias Automotivas: Sistema de Qualidade Assegurada - Figura do SQE: Supplier Quality Engineer- Auditorias de Processos e de Sistemas, processo de qualificação e demérito de fornecedores; Indústria Aeroespacial Foca em um pesado processo de qualificação de fornecedores; NÃO SEI QUAL É O PIOR!

7 Intervenções da inspeção de fabricação
 Garantia da compatibilidade do projeto, procedimentos e documentação interna aplicável com produto; b) Dispositivos/equipamentos, incluindo as tolerâncias para a obtenção")
8 Plano de Inspeção e Testes PIT: documento elaborado pelo fornecedor (normas ISO de gestão da qualidade). Devem constar, no mínimo: a) Garantia da compatibilidade do projeto, procedimentos e documentação interna aplicável com produto; b) Dispositivos/equipamentos, incluindo as tolerâncias para a obtenção da qualidade, na verificação de dimensões críticas, testes funcionais, etc.; c) Qualificação dos inspetores; d) Estágios nos quais serão realizadas verificações ou inspeções, incluindo nos subfornecedores. Quais ensaios serão realizados; e) Critérios de aceitação; f) Identificação e preparação de registros da qualidade: relatório, certificado, gráfico, data-book, etc.
9 Plano de Inspeção e Testes PIT: Deve conter: Pontos de espera (hold point - HP); Pontos de observação (witness point - WP); Pontos de monitoramento (monitoring point MP).
10 Ponto de Espera (Hold Point) HP: o processo de fabricação é interrompido e não pode continuar, até a aprovação, após a inspeção/ensaio; Ponto de Observação (Witness Point) WP: Acompanhamento do cliente (inspetores) dos eventos do Plano de Inspeção e Testes, sem interrupção do processo de fabricação; Ponto de Monitoramento (Monitoring Point) MP: é o evento de inspeção no ciclo fabril do fornecedor onde não há necessidade de informar ao inspetor do cliente.

11

12 Plano de Inspeção e Testes PIT

13 Plano de Inspeção e Testes PIT
14 Tipo de Inspeção: nível de participação do inspetor do cliente no acompanhamento do processo produtivo: A, B, C, L ou Z. "A" e "B" : participa da inspeção final; "C : acompanha o processo fabril do fornecedor, cria pontos de espera obrigatórios e de observação, ao longo da fabricação. Acompanha a inspeção final; L : o fornecedor está liberado de inspeção em fábrica; Z de incumbência da Unidade Requisitante (Petrobras): o inspetor é da refinaria para a qual é destinado o equipamento (alguns casos).

15





16

17

18

19

20



21 Empilhadora/ recuperadora de minérios- Stacker /Reclaimer

22 Empilhadora/ recuperadora de minérios- Stacker /Reclaimer
23 LÍQUIDOS PENETRANTES
24 HISTÓRICO Iniciou antes da primeira guerra mundial: indústria ferroviária na inspeção de eixos; Tomou impulso a partir de 1942, nos EUA, quando do desenvolvimento do método de penetrantes fluorescentes: indústrias aeronáuticas - ligas não ferrosas - ensaio por partículas magnéticas não é aplicável a materiais não magnéticos; A partir da segunda guerra mundial, o método foi se desenvolvendo, através da pesquisa e o aprimoramento de novos produtos utilizados no ensaio, até seu estágio atual.
25 FINALIDADE DO ENSAIO Detectar descontinuidades superficiais que aflorem na superfície: trincas, poros, dobras, etc.; Pode ser aplicado em todos os materiais sólidos não porosos e com superfície não muito grosseira; É muito usado em materiais não magnéticos como alumínio, magnésio, aços inoxidáveis austeníticos, ligas de titânio, e zircônio, além dos materiais magnéticos; É também aplicado em cerâmica vitrificada, vidro e plásticos.
26 PRINCÍPIO Fazer penetrar na abertura da descontinuidade um líquido e, após a remoção do excesso, faz-se sair da descontinuidade o líquido retido por meio de um revelador. A imagem da descontinuidade fica então desenhada sobre a superfície.

27 MÉTODO DE ENSAIO a) Preparação da superfície - Limpeza inicial Antes de se iniciar o ensaio, a superfície deve ser limpa e seca. Superfície isenta de água, óleo ou outro contaminante. Contaminantes ou excesso de rugosidade, ferrugem, etc, tornam o ensaio não confiável.

28
29

30 LOM INSPEÇÃO E ENSAIOS NÃO DESTRUTIVOS

31 b) Aplicação do Penetrante MÉTODO DE ENSAIO Aplicação de um líquido chamado penetrante, geralmente de cor vermelha, formando um filme sobre a superfície e que por ação do fenômeno chamado capilaridade penetra na descontinuidade, após um determinado tempo.

32 MÉTODO DE ENSAIO c) Remoção do excesso de penetrante. Remoção do excesso do penetrante da superfície, utilizando-se produtos adequados. A superfície deve ficar isenta de qualquer resíduo de LP. Para cada tipo de LP existe um removedor adequado.

.")
33 d) Revelação MÉTODO DE ENSAIO Aplicação de um filme uniforme de revelador sobre a superfície. O revelador é usualmente um pó fino (talco) branco. Pode ser aplicado seco ou em suspensão (spray). O revelador age absorvendo o penetrante das descontinuidades e revelando-as.
34 e) Avaliação e Inspeção MÉTODO DE ENSAIO Boas condições de luminosidade: penetrante do tipo visível (cor contrastante com o revelador) ou sob luz negra, em área escurecida, caso o penetrante seja fluorescente; Critério de aceitação: norma, especificação do cliente; Relatório escrito: condições do ensaio, tipo e identificação da peça ensaiada, resultado da inspeção e condição de aprovação ou rejeição da peça.
35 f) Limpeza pós ensaio MÉTODO DE ENSAIO Geralmente obrigatória: retirada de todos os resíduos de produtos; Podem prejudicar etapa posterior de trabalho: soldagem, usinagem, etc.
36 VANTAGENS LIMITAÇÕES Facilidade de execução; Facilidade de visualização da descontinuidade (foto); Não há limite de dimensões; Revela descontinuidades bastante finas: 0,001mm de abertura. Descontinuidade deve aflorar na superfície e sem bloqueio; A superfície não pode ser porosa ou absorvente; Não é confiável em temperaturas abaixo de 10ºC ou acima de 52ºC; A limpeza, após o ensaio, pode ser uma limitação, quando o LP é difícil de retirar: indústria alimentícia ou pré-soldagem.
37 CARACTERÍSTICAS NECESSÁRIAS AO LP a) Rápida penetração em aberturas finas; b) Permanecer em aberturas relativamente grandes; c) Não evaporar ou secar rapidamente; d) Facilidade de limpeza; e) Facilidade de revelação; f) Molhabilidade; g) Brilho (cor ou fluorescente); h) A cor ou a fluorescência deve permanecer quando exposto ao calor, luz ou luz negra; i) Não reagir com sua embalagem nem com o material a ser testado; j) Não inflamável; k) Estável para estocagem ou utilização; l) Atóxico ; m) Baixo custo.
38 1. Viscosidade adequada PROPRIEDADES Alta viscosidade: difícil penetração, podem ser extraísdos da descontinuidade na remoção do excesso; Baixa viscosidade: dificuldade em permanecer dentro da descontinuidade.
39 2. Tensão superficial PROPRIEDADES Força que existe na superfície de líquidos: fortes ligações intermoleculares;* Pode ser definida como a força por unidade de comprimento (N/m) que duas camadas superficiais exercem uma sobre a outra; Pode ser estudada pelo fenômeno da capilaridade: tubo capilar (tubo muito fino), interação entre as moléculas do líquido e os átomos do material do tubo geram a formação de uma concavidade (a) ou uma convexidade (b) na superfície do líquido, devido ao efeito de tensão superficial nos líquidos.
 =")
40 Como: Cos(q) = r/r Logo:
41 2. Tensão superficial PROPRIEDADES Pressão de capilaridade (P) é diretamente proporcional à tensão superficial (γ) do penetrante e inversamente proporcional ao raio do tubo capilar (r); Portanto, quanto maior a tensão superficial, melhor a propriedade de capilaridade do líquido penetrante.

42
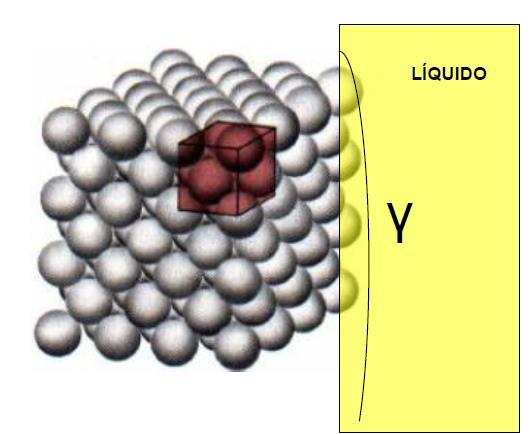
43 * LEMBRANDO EXEMPLO: SOLDIFICAÇÃO DE UM METAL PURO. SUPONDO QUE SEJA UM METAL CFC, ÁTOMOS DO INTERIOR DA PARTÍCULA SÓLIDA ESTÃO FORTEMENTE LIGADOS A 12 OUTROS ÁTOMOS (REDE CRISTALINA), ENQUANTO QUE OS DA INTERFACE, ESTÃO EM CONTATO COM O INTERIOR DA PARTÍCULA E COM O LÍQUIDO (LIGAÇÕES FRACAS, AMORFO).

44 ÁTOMOS DA INTERFACE ESTÃO FORTEMENTE LIGADOS AOS ÁTOMOS DO INTERIOR DA PARTÍCULA SÓLIDA MAS NÃO AOS ÁTOMOS DO LÍQUIDO. QUEBRA DO EQUÍLÍBRIO: LIGAÇÃO FORTE COM MENOS DE 12 ÁTOMOS E LIGAÇÕES QUÍMICAS NÃO SATISFEITAS, LIGAÇÕES FRACAS. EXCESSO DE ENERGIA LIVRE:

45
46 SÓLIDO

47 (Adaptado:CALLISTER)

48 INTERFACES - ENERGIA SUPERFICIAL (Adaptado: Prof.Dr. Douglas Gouvêa EPUSP)
49 ENERGIA SUPERFICIAL TENSÃO SUPERFICIAL

50 LOM INSPEÇÃO E ENSAIOS NUCLEAÇÃO NÃO DESTRUTIVOS E CRESCIMENTO INTERFACES - TENSÃO SUPERFICIAL (Adaptado: Prof.Dr. Douglas Gouvêa EPUSP)

51 INTERFACES - TENSÃO SUPERFICIAL NO CASO DOS LÍQUIDOS, QUE SÃO AMORFOS E ISOTRÓPICOS: ENERGIA SUPERFICIAL É IGUAL A TENSÃO SUPERFICIAL. NO CASO DOS SÓLIDOS, A TENSÃO SUPERFICIAL DEPENDE DOS PLANOS ATÔMICOS EXPOSTOS NA INTERFACE E ESSE VALOR PODE SER DIFERENTE DA ENERGIA SUPERFICIAL.
52 3. Molhabilidade Capacidade de se espalhar ; PROPRIEDADES Melhor a molhabilidade, melhor o penetrante; Associada à tensão superficial: agentes tensoativos são incluídos na formulação do penetrante.
53 INTERFACES - ENERGIA SUPERFICIAL QUANDO UMA PARTÍCULA LÍQUIDA SOBRE UMA SUPERFÍCIE SÓLIDA APRESENTA AFINIDADE COM ESTA SUPERFÍCIE OCORRE O CHAMADO MOLHAMENTO PARCIAL DASUPERFÍCIE, PELO LÍQUIDO.

54 INTERFACES - ENERGIA SUPERFICIAL MOLHAMENTO PARCIAL (Adaptado: Prof.Dr. Rezende Gomes dos Santos-Transformações de fases)

55 INTERFACES - ENERGIA SUPERFICIAL (Adaptado: Prof.Dr. Douglas Gouvêa EPUSP)
56 INTERFACES - ENERGIA SUPERFICIAL (Adaptado: Prof.Dr. Rezende Gomes dos Santos-Transformações de fases)
57 INTERFACES - ÂNGULO DE MOLHAMENTO
58 INTERFACES - ÂNGULO DE MOLHAMENTO MELHOR CONDIÇÃO PARA O LP. NESTE CASO, A FORMAÇÃO DE UMA INTERFACE ENTRE SÓLIDO E GÁS, AUMENTA A ENERGIA DO SISTEMA. O LÍQUIDO SE ESPALHA, REDUZINDO A ÁREA DESTA INTERFACE.
59 4. Volatilidade PROPRIEDADES Regra geral: penetrante não deve ser volátil; Derivados de petróleo: quanto maior a viscosidade, menor a volatilidade; Desejável: viscosidade média, os penetrantes são mediamente voláteis; Quanto mais volátil o penetrante, menos tempo de penetração pode ser dado.

60 5. Ponto de fulgor PROPRIEDADES Ponto de fulgor é a temperatura na qual há uma quantidade tal de vapor na superfície do líquido que a presença de uma chama pode inflamá-lo; Bom LP: alto ponto de fulgor (acima de 200 C).
61 6. Capacidade de dissolução PROPRIEDADES Dissolução de produto corante ou fluorescente. 7. Toxicidade Não pode ser tóxico, nem possuir odor exagerado e nem causar irritação na pele.
62 TODOS OS ENSAIOS DEVEM TER UM PROCEDIMENTO ESCRITO, QUE DEVE SER SEGUIDO!


63

64
65 Iluminação com luz natural (branca): A luz branca: luz do sol, lâmpada de filamento, lâmpada fluorescente; Luz aproximadamente 90 em relação à amostra: contraste com o fundo branco da camada de revelador faz com que a indicação se torne escurecida; A intensidade da luz ideal: acima de 1000 Lux (Código ASME Sec. V ) - luxímetro.
66 Iluminação com Luz ultravioleta ( luz negra ): Luz negra : aquela que tem comprimento de onda menor do que o menor comprimento de onda da luz visível; Leva ao fenômeno da fluorescência do material fluorescente contido no LP; Filtros que eliminam os comprimentos de onda desfavoráveis (luz visível e luz ultravioleta) na cabine; Comprimento de ondas utilizados: de 3500 a 4000 Å; Intensidade de luz ultravioleta indicada: 1000mW/cm 2 (radiômetro).

67 Luminária de luz ultravioleta (luz negra)


68
 devem ser registradas; Toda as superfícies devem estar livres de : (a) indicações relevantes lineares ; (b) indicações relevantes arredondadas maiores que 3/16 pol.")
69 CRITÉRIO DE ACEITAÇÃO EXEMPLO DE CRITÉRIO DE ACEITAÇÃO ASME SEC.VIII DIV.1 AP.8 ; SEC. VIII DIV 2 ART. 9-2 Par e SEC. I Somente indicações com dimensões maiores que 1/16 pol. (1,6 mm) devem ser registradas; Toda as superfícies devem estar livres de : (a) indicações relevantes lineares ; (b) indicações relevantes arredondadas maiores que 3/16 pol. (4,8 mm); (c) quatro ou mais indicações relevantes arredondadas em linha separadas por 1/16 pol. (1,6 mm) ou menos (de borda a borda)
70 CRITÉRIO DE ACEITAÇÃO OUTRO EXEMPLO DE CRITÉRIO DE ACEITAÇÃO CCH-70 / PT 70-2)-Normas para inspeção em fundidos aplicados à componentes hidráulicos Avaliação das Indicações Indicações Lineares: Comprimento maior ou igual a três vezes a largura; Indicações isoladas abaixo de 1,5 mm de comprimento não devem ser consideradas para efeito de avaliação.
71 CRITÉRIO DE ACEITAÇÃO OUTRO EXEMPLO DE CRITÉRIO DE ACEITAÇÃO CCH-70 / PT 70-2)-Normas para inspeção em fundidos aplicados à componentes hidráulicos Avaliação das Indicações Indicações Arredondadas : comprimento menor que três vezes a largura.
72
73




74
75 FIM
DEPARTAMENTO DE ENGENHARIA DE MATERIAIS ESCOLA DE ENGENHARIA DE SÃO CARLOS UNIVERSIDADE DE SÃO PAULO (SMM-EESC-USP) SMM-311 ENSAIOS NÃO-DESTRUTIVOS
 SMM-311 ENSAIOS NÃO-DESTRUTIVOS") DEPARTAMENTO DE ENGENHARIA DE MATERIAIS ESCOLA DE ENGENHARIA DE SÃO CARLOS UNIVERSIDADE DE SÃO PAULO (SMM-EESC-USP) SMM-311 ENSAIOS NÃO-DESTRUTIVOS 3. LÍQUIDOS PENETRANTES Objetivo e Finalidade Detecção
DEPARTAMENTO DE ENGENHARIA DE MATERIAIS ESCOLA DE ENGENHARIA DE SÃO CARLOS UNIVERSIDADE DE SÃO PAULO (SMM-EESC-USP) SMM-311 ENSAIOS NÃO-DESTRUTIVOS 3. LÍQUIDOS PENETRANTES Objetivo e Finalidade Detecção
LÍQUIDO PENETRANTE PROCEDIMENTO DE END PR 001
 Página: 1 de 8 1. OBJETIVO Este procedimento estabelece as condições necessárias para a execução do ensaio não destrutivo por meio de Líquido Penetrante para detecção de descontinuidades superficiais,
Página: 1 de 8 1. OBJETIVO Este procedimento estabelece as condições necessárias para a execução do ensaio não destrutivo por meio de Líquido Penetrante para detecção de descontinuidades superficiais,
Zeon PDF Driver Trial
 Ensaio por Líquidos Penetrantes Aspectos Básicos Ricardo Andreucci Ensaio por Líquidos Penetrantes - Ricardo Andreucci 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento
Ensaio por Líquidos Penetrantes Aspectos Básicos Ricardo Andreucci Ensaio por Líquidos Penetrantes - Ricardo Andreucci 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento
Ensaio por Líquidos Penetrantes - Ricardo Andreucci Jan./ Prefácio
 Jan./ / 2008 2004 Ensaio por Líquidos Penetrantes - Ricardo Andreucci Jan./2008 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio por Líquidos
Jan./ / 2008 2004 Ensaio por Líquidos Penetrantes - Ricardo Andreucci Jan./2008 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio por Líquidos
Norma Técnica Interna SABESP NTS 040
 Norma Técnica Interna SABESP NTS 040 Inspeção por líquido penetrante Procedimento São Paulo Julho - 1999 NTS 040 : 1999 Norma Técnica Interna SABESP S U M Á R I O 1 OBJETIVO...1 2 CONDIÇÕES GERAIS...1
Norma Técnica Interna SABESP NTS 040 Inspeção por líquido penetrante Procedimento São Paulo Julho - 1999 NTS 040 : 1999 Norma Técnica Interna SABESP S U M Á R I O 1 OBJETIVO...1 2 CONDIÇÕES GERAIS...1
Ensaio por Líquidos Penetrantes - Ricardo Andreucci F e v. / Prefácio
 Fev. Jan./ / 2010 2004 Ensaio por Líquidos Penetrantes - Ricardo Andreucci F e v. / 2 0 1 0 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio
Fev. Jan./ / 2010 2004 Ensaio por Líquidos Penetrantes - Ricardo Andreucci F e v. / 2 0 1 0 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio
SERV END INDÚSTRIA E COMÉRCIO LTDA PARTÍCULAS MAGNÉTICAS LÍQUIDOS PENETRANTES SITE:
 1. INTRODUÇÃO. O ensaio por líquidos penetrantes é um método desenvolvido especialmente para a detecção de descontinuidades superficiais, abertas na superfície, tais como trincas, poros, inclusões, dobras
1. INTRODUÇÃO. O ensaio por líquidos penetrantes é um método desenvolvido especialmente para a detecção de descontinuidades superficiais, abertas na superfície, tais como trincas, poros, inclusões, dobras
ENSAIO POR LÍQUIDO PENETRANTE
 Anotações de aula do Prof. Valtair Antonio Ferraresi Matéria: Ensaios não destrutivos ENSAIO POR LÍQUIDO PENETRANTE É um método de ensaio não destrutivo (END) para a detecção de descontinuidades abertas
Anotações de aula do Prof. Valtair Antonio Ferraresi Matéria: Ensaios não destrutivos ENSAIO POR LÍQUIDO PENETRANTE É um método de ensaio não destrutivo (END) para a detecção de descontinuidades abertas
Ensaio por Líquidos Penetrantes J U N. / Prefácio
 Jan./ Jun. / 2004 2016 Ensaio por Líquidos Penetrantes J U N. / 2 0 1 6 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio por Líquidos Penetrantes,
Jan./ Jun. / 2004 2016 Ensaio por Líquidos Penetrantes J U N. / 2 0 1 6 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio por Líquidos Penetrantes,
Ensaio por Líquidos Penetrantes D E Z. / Prefácio
 Jan./ Dez. / 2004 2017 Ensaio por Líquidos Penetrantes D E Z. / 2 0 1 7 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio por Líquidos Penetrantes,
Jan./ Dez. / 2004 2017 Ensaio por Líquidos Penetrantes D E Z. / 2 0 1 7 1 Prefácio Este trabalho representa um guia básico para programas de estudos e treinamento de pessoal em Ensaio por Líquidos Penetrantes,
MATERIAIS DE CONSTRUÇÃO MECÂNICA
 PETROBRAS TÉCNICO(A) DE MANUTENÇÃO JÚNIOR - MECÂNICA MATERIAIS DE CONSTRUÇÃO MECÂNICA QUESTÕES RESOLVIDAS PASSO A PASSO PRODUZIDO POR EXATAS CONCURSOS www.exatas.com.br v2 ÍNDICE DE QUESTÕES TÉCNICO(A)
PETROBRAS TÉCNICO(A) DE MANUTENÇÃO JÚNIOR - MECÂNICA MATERIAIS DE CONSTRUÇÃO MECÂNICA QUESTÕES RESOLVIDAS PASSO A PASSO PRODUZIDO POR EXATAS CONCURSOS www.exatas.com.br v2 ÍNDICE DE QUESTÕES TÉCNICO(A)
PRODUÇÃO NÃO SERIADA Breno de Almeida Avancini Daniel Carvalho Mendonça João Paulo Falcão Pedro Silva Kozilek
 PRODUÇÃO NÃO SERIADA Breno de Almeida Avancini Daniel Carvalho Mendonça João Paulo Falcão Pedro Silva Kozilek Produção Seriada X Não Seriada Produção Seriada Identificação de padrão Produção NÃO Seriada
PRODUÇÃO NÃO SERIADA Breno de Almeida Avancini Daniel Carvalho Mendonça João Paulo Falcão Pedro Silva Kozilek Produção Seriada X Não Seriada Produção Seriada Identificação de padrão Produção NÃO Seriada
Líquidos penetrantes
 A U A UL LA Líquidos penetrantes Introdução Depois do ensaio visual, o ensaio por líquidos penetrantes é o ensaio não destrutivo mais antigo. Ele teve início nas oficinas de manutenção das estradas de
A U A UL LA Líquidos penetrantes Introdução Depois do ensaio visual, o ensaio por líquidos penetrantes é o ensaio não destrutivo mais antigo. Ele teve início nas oficinas de manutenção das estradas de
Aplique uma porção de limpador num pano e remova o penetrante com ele. Ou lave com água.
 Ideal para aplicações onde a portabilidade é requerida. Disponível em aerossol ou em granel. A cor vermelha intensa facilita a inspeção sob luz branca. Atende às normas dos segmentos de Óleo & Gas e Energia.
Ideal para aplicações onde a portabilidade é requerida. Disponível em aerossol ou em granel. A cor vermelha intensa facilita a inspeção sob luz branca. Atende às normas dos segmentos de Óleo & Gas e Energia.
Aplique uma porção de limpador num pano e remova o penetrante com ele. Ou lave com água.
 Ideal para aplicações onde a portabilidade é requerida. Disponível em aerossol ou em granel. A cor vermelha intensa facilita a inspeção sob luz branca. Atende às normas dos segmentos de Óleo & Gas e Energia.
Ideal para aplicações onde a portabilidade é requerida. Disponível em aerossol ou em granel. A cor vermelha intensa facilita a inspeção sob luz branca. Atende às normas dos segmentos de Óleo & Gas e Energia.
ENSAIOS NÃO DESTRUTIVOS O QUE É PRECISO SABER? UMA DISCUSSÃO INICIAL SOBRE OS ENSAIOS NÃO DESTRUTIVOS E SUAS APLICAÇÕES DIRETAS ABRIL/2018
 ENSAIOS NÃO DESTRUTIVOS O QUE É PRECISO SABER? UMA DISCUSSÃO INICIAL SOBRE OS ENSAIOS NÃO DESTRUTIVOS E SUAS APLICAÇÕES DIRETAS ABRIL/2018 Equipe Técnica SGS Função - INDUSTRIAL, SGS RESUMO Este documento
ENSAIOS NÃO DESTRUTIVOS O QUE É PRECISO SABER? UMA DISCUSSÃO INICIAL SOBRE OS ENSAIOS NÃO DESTRUTIVOS E SUAS APLICAÇÕES DIRETAS ABRIL/2018 Equipe Técnica SGS Função - INDUSTRIAL, SGS RESUMO Este documento
REQUISITO COMPLEMENTAR DA QUALIDADE DE PERFIS PULTRUDADOS E TUBOS DE MATERIAL COMPÓSITO ÍNDICE DE REVISÕES
 SBS/PROJINV/ CLIENTE: TODOS Página 1 de 8 PROGRAM A: TODOS - ÁREA: GERAL - ÍNDICE DE REVISÕES DESCRIÇÃO E/OU FOLHAS ATINGIDAS Emissão Original A B C D E F G H DATA 28/3/219 PROJETO EXECUÇÃO VERIFICAÇÃO
SBS/PROJINV/ CLIENTE: TODOS Página 1 de 8 PROGRAM A: TODOS - ÁREA: GERAL - ÍNDICE DE REVISÕES DESCRIÇÃO E/OU FOLHAS ATINGIDAS Emissão Original A B C D E F G H DATA 28/3/219 PROJETO EXECUÇÃO VERIFICAÇÃO
MAGNAGLO ML-500 WB Partícula Magnética Dual-Color Concentrado Base Água
 MAGNAGLO ML-500 WB Partícula Magnética Dual-Color Concentrado Base Água DESCRIÇÃO GERAL O ML-500WB é um concentrado de partículas magnéticas, via úmida base água, para inspeção pelo método fluorescente
MAGNAGLO ML-500 WB Partícula Magnética Dual-Color Concentrado Base Água DESCRIÇÃO GERAL O ML-500WB é um concentrado de partículas magnéticas, via úmida base água, para inspeção pelo método fluorescente
Partículas Magnéticas
 Partículas Magnéticas O ensaio por partículas magnéticas é utilizado na localização de descontinuidades superficiais e sub-superficiais em materiais ferromagnéticos, tais como, as ligas de Ferro e de Níquel.
Partículas Magnéticas O ensaio por partículas magnéticas é utilizado na localização de descontinuidades superficiais e sub-superficiais em materiais ferromagnéticos, tais como, as ligas de Ferro e de Níquel.
Ensaio Visual e Dimensional Duração: 180 minutos. 1ª PARTE Inspeção Visual e Dimensional de Juntas. Preparadas Para Soldagem
 Ensaio Visual e Dimensional Duração: 180 minutos Introdução Nesta prova prática, o aluno deve verificar as condições exigíveis para a realização de ensaio visual e dimensional de juntas preparadas para
Ensaio Visual e Dimensional Duração: 180 minutos Introdução Nesta prova prática, o aluno deve verificar as condições exigíveis para a realização de ensaio visual e dimensional de juntas preparadas para
Processo de Soldagem por Difusão
 Processo de Soldagem por Difusão Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇÃO O processo de Soldagem por difusão é utilizado para unir materiais : iguais, com composição química semelhante
Processo de Soldagem por Difusão Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇÃO O processo de Soldagem por difusão é utilizado para unir materiais : iguais, com composição química semelhante
ULTRASSOM - CHAPAS PROCEDIMENTO DE END PR 015
 Página: 1 de 10 1. OBJETIVO Estabelecer as condições mínimas do ensaio não destrutivo por meio de ultrassom para detecção de duplalaminação em chapas grossas de aço carbono e baixa liga, bem como para
Página: 1 de 10 1. OBJETIVO Estabelecer as condições mínimas do ensaio não destrutivo por meio de ultrassom para detecção de duplalaminação em chapas grossas de aço carbono e baixa liga, bem como para
E-QP-EES OBJETIVO 2. DOCUMENTOS DE REFERÊNCIA 3. TERMINOLOGIA 4. MODALIDADE 5. REGRAS GERAIS 6. APLICAÇÃO E AVALIAÇÃO DO EXAME PRÁTICO
 ESTANQUEIDADE INSTRUÇÕES AO CANDIDATO EXAME PRÁTICO Procedimento Operacional ENGENHARIA Os comentários e sugestões referentes a este documento devem ser encaminhados ao SEQUI, indicando o item a ser revisado,
ESTANQUEIDADE INSTRUÇÕES AO CANDIDATO EXAME PRÁTICO Procedimento Operacional ENGENHARIA Os comentários e sugestões referentes a este documento devem ser encaminhados ao SEQUI, indicando o item a ser revisado,
PP-5EN Rev.B ESTANQUEIDADE INSTRUÇÕES AO CANDIDATO EXAME PRÁTICO
 1. OBJETIVO Anexo A 1.1. Este procedimento tem como objetivo fornecer aos candidatos as instruções necessárias para a execução do exame prático no ensaio não destrutivo por meio de Estanqueidade, de acordo
1. OBJETIVO Anexo A 1.1. Este procedimento tem como objetivo fornecer aos candidatos as instruções necessárias para a execução do exame prático no ensaio não destrutivo por meio de Estanqueidade, de acordo
Soldagem TUBOxESPELHO em vasos de pressão do tipo trocador de calor casco e tubo
 Soldagem TUBOxESPELHO em vasos de pressão do tipo trocador de calor casco e tubo Nome: Leonardo Zuqui Coelho E-mail:leonardozuqui@live.com Data: 24/05/2014 Local: Cotia-SP Introdução Este trabalho tem
Soldagem TUBOxESPELHO em vasos de pressão do tipo trocador de calor casco e tubo Nome: Leonardo Zuqui Coelho E-mail:leonardozuqui@live.com Data: 24/05/2014 Local: Cotia-SP Introdução Este trabalho tem
Avaliação das principais descontinuidades encontradas nas juntas soldadas, causas e possíveis soluções
 Contribuição técnica nº 9 Avaliação das principais descontinuidades encontradas nas juntas soldadas, causas e possíveis soluções Autor: Paulo Rogerio Santos de Novais novais.welding@gmail.com Resumo: Os
Contribuição técnica nº 9 Avaliação das principais descontinuidades encontradas nas juntas soldadas, causas e possíveis soluções Autor: Paulo Rogerio Santos de Novais novais.welding@gmail.com Resumo: Os
ESPECIFICAÇÕES TÉCNICAS N o UNIFORMES E EQUIPAMENTOS DE SEGURANÇA NO TRABALHO PROTETOR SOLAR COM REPELENTE
 1. OBJETIVO Estabelecer as características mínimas para o fornecimento de protetor solar com FPS 30 com repelente de insetos para uso dos empregados que trabalham em condições de exposição solar e maior
1. OBJETIVO Estabelecer as características mínimas para o fornecimento de protetor solar com FPS 30 com repelente de insetos para uso dos empregados que trabalham em condições de exposição solar e maior
Experimente O Encaixe Perfeito
 Qualidade Fabricação enxuta Solidez financeira Entregas pontuais Há mais de 25 anos a Shimco vem atendendo os setores aeroespacial, de defesa, espacial, industrial e outros setores em todo o mundo com
Qualidade Fabricação enxuta Solidez financeira Entregas pontuais Há mais de 25 anos a Shimco vem atendendo os setores aeroespacial, de defesa, espacial, industrial e outros setores em todo o mundo com
1 Introdução 2. 2 Descrição do fornecimento 2. 3 Ensaios de tipo e/ou especiais Embalagem Garantia Inspeção 4
 SUMÁRIO Item Pág. 1 Introdução 2 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS APROV: MAMF 046.382 2 Descrição do fornecimento 2 3 Ensaios de tipo e/ou especiais 3 4. Embalagem 3 5. Garantia 4 6. Inspeção 4 7. Reservas
SUMÁRIO Item Pág. 1 Introdução 2 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS APROV: MAMF 046.382 2 Descrição do fornecimento 2 3 Ensaios de tipo e/ou especiais 3 4. Embalagem 3 5. Garantia 4 6. Inspeção 4 7. Reservas
3 Material e Procedimento Experimental
 53 3 Material e Procedimento Experimental 3.1 Material O material utilizado no presente trabalho foi retirado de uma amostra de um sonotrodo danificado. De acordo com o desenho do fabricante trata-se de
53 3 Material e Procedimento Experimental 3.1 Material O material utilizado no presente trabalho foi retirado de uma amostra de um sonotrodo danificado. De acordo com o desenho do fabricante trata-se de
Número: EMP Rev.: 0 Fl. 1/7
 Número: EMP-82301 Rev.: 0 Fl. 1/7 REV DATA HISTÓRICO DAS REVISÕES EMITIDO APROVADO 0 11/06/2013 Emissão inicial Sebastião Carvalho Engª de Produto Daniel Pedrosa Engª de Processo Número: EMP-82301 Rev.:
Número: EMP-82301 Rev.: 0 Fl. 1/7 REV DATA HISTÓRICO DAS REVISÕES EMITIDO APROVADO 0 11/06/2013 Emissão inicial Sebastião Carvalho Engª de Produto Daniel Pedrosa Engª de Processo Número: EMP-82301 Rev.:
MANUTENÇÃO MECÂNICA TÉCNICAS PREDITIVAS. João Mario Fernandes
 MANUTENÇÃO MECÂNICA TÉCNICAS PREDITIVAS João Mario Fernandes Manutenção Preditiva: É um conjunto de atividades de acompanhamento das variáveis ou parâmetros que indicam a performance ou desempenho dos
MANUTENÇÃO MECÂNICA TÉCNICAS PREDITIVAS João Mario Fernandes Manutenção Preditiva: É um conjunto de atividades de acompanhamento das variáveis ou parâmetros que indicam a performance ou desempenho dos
PROVA DE SELEÇÃO 2016 Página: 1 de 7
 Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
III Congresso de Pesquisa e Extensão da FSG I Salão de Extensão & I Mostra Científica
 III Congresso de Pesquisa e Extensão da FSG I Salão de Extensão & I Mostra Científica http://ojs.fsg.br/index.php/pesquisaextensao ISSN 2318-8014 APLICAÇOES DOS ENSAIOS DE LÍQUIDO PENETRANTE E PARTÍCULA
III Congresso de Pesquisa e Extensão da FSG I Salão de Extensão & I Mostra Científica http://ojs.fsg.br/index.php/pesquisaextensao ISSN 2318-8014 APLICAÇOES DOS ENSAIOS DE LÍQUIDO PENETRANTE E PARTÍCULA
COMPANHIA DE SANEAMENTO DE MINAS GERAIS
 COMPANHIA DE SANEAMENTO DE MINAS GERAIS CATÁLOGO TÉCNICO DE MATERIAIS VOLUME IV MATERIAIS ELETROMECÂNICOS DE MANOBRA TOMO IV VÁLVULAS DE RETENÇÃO EM FERRO FUNDIDO NOVEMBRO/2015 ÍNDICE 1 VÁLVULA DE RETENÇÃO
COMPANHIA DE SANEAMENTO DE MINAS GERAIS CATÁLOGO TÉCNICO DE MATERIAIS VOLUME IV MATERIAIS ELETROMECÂNICOS DE MANOBRA TOMO IV VÁLVULAS DE RETENÇÃO EM FERRO FUNDIDO NOVEMBRO/2015 ÍNDICE 1 VÁLVULA DE RETENÇÃO
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
ESPECIFICAÇÕES TÉCNICAS N o UNIFORMES E EQUIPAMENTOS DE SEGURANÇA NO TRABALHO PROTETOR SOLAR
 1. OBJETIVO Estabelecer as características mínimas para o fornecimento de protetor solar com FPS 30 para uso dos empregados que trabalham em condições de exposição solar. 2. DEFINIÇÃO O Ministério da Saúde
1. OBJETIVO Estabelecer as características mínimas para o fornecimento de protetor solar com FPS 30 para uso dos empregados que trabalham em condições de exposição solar. 2. DEFINIÇÃO O Ministério da Saúde
END - ENSAIOS NÃO DESTRUTIVOS
 END - ENSAIOS NÃO DESTRUTIVOS Associação Brasileira de Ensaios não Destrutivos O que são os Ensaios Não Destrutivos? Os Ensaios Não Destrutivos (END) são definidos como testes para o controle da qualidade,
END - ENSAIOS NÃO DESTRUTIVOS Associação Brasileira de Ensaios não Destrutivos O que são os Ensaios Não Destrutivos? Os Ensaios Não Destrutivos (END) são definidos como testes para o controle da qualidade,
Relatório. Técnicas laboratoriais - ensaios não destrutivos UFCD CENTRO DE FORMAÇÃO PROFISSIONAL DE ÉVORA
 Relatório Técnicas laboratoriais - ensaios não destrutivos UFCD - 5800 Líquidos para ensaio de líquidos penetrantes Este relatório visa demonstrar e comparar os resultados obtidos de uma atividade pratica
Relatório Técnicas laboratoriais - ensaios não destrutivos UFCD - 5800 Líquidos para ensaio de líquidos penetrantes Este relatório visa demonstrar e comparar os resultados obtidos de uma atividade pratica
Simp.TCC/ Sem.IC.2017(12);
;") RADIOLOGIA ENSAIOS NÃO DESTRUTÍVEIS POR LÍQUIDOS PENETRANTES NO DESTRUCTIVE LIQUID PENETRANT TESTING STEFANE FARIAS THAIS DE ARAUJO ANDERSON PASSOS Resumo Introdução: O ensaio por líquidos penetrantes
RADIOLOGIA ENSAIOS NÃO DESTRUTÍVEIS POR LÍQUIDOS PENETRANTES NO DESTRUCTIVE LIQUID PENETRANT TESTING STEFANE FARIAS THAIS DE ARAUJO ANDERSON PASSOS Resumo Introdução: O ensaio por líquidos penetrantes
PR 004 Revisão: 5 (Abr/2007)
") Página: 1 de 18 1. OBJETIVO Este procedimento estabelece as condições necessárias para a execução do ensaio por meio de partículas magnéticas em máquinas estacionárias em materiais ferromagnéticos, a ser
Página: 1 de 18 1. OBJETIVO Este procedimento estabelece as condições necessárias para a execução do ensaio por meio de partículas magnéticas em máquinas estacionárias em materiais ferromagnéticos, a ser
SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA
 MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0050 RELÉ FOTOELETRÔNICO 1/13 1.
MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0050 RELÉ FOTOELETRÔNICO 1/13 1.
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
COPEL. Obs.: Medidas em milímetros. ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL NTC FIGURA 1 - ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL
 FIGURA 1 - ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL Obs.: Medidas em milímetros. ABRIL / 2007 SED/DNOT VOLUME 1 Página 1 de 5 FIGURA 2 - SISTEMA CHAVE FUSÍVEL COM ISOLADOR AFASTADOR TABELA 1 - CARACTERÍSTICAS
FIGURA 1 - ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL Obs.: Medidas em milímetros. ABRIL / 2007 SED/DNOT VOLUME 1 Página 1 de 5 FIGURA 2 - SISTEMA CHAVE FUSÍVEL COM ISOLADOR AFASTADOR TABELA 1 - CARACTERÍSTICAS
AVALIAÇÃO MECÂNICA DE TERMINAIS E BARRAS DE DIREÇÃO DE ACORDO COM
 Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 AVALIAÇÃO MECÂNICA DE TERMINAIS E BARRAS DE DIREÇÃO DE ACORDO COM A NORMA ABNT NBR 16130 Felipe Rollo 1, Celso R. Ribeiro 1 SGS Labmat
Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 AVALIAÇÃO MECÂNICA DE TERMINAIS E BARRAS DE DIREÇÃO DE ACORDO COM A NORMA ABNT NBR 16130 Felipe Rollo 1, Celso R. Ribeiro 1 SGS Labmat
ATIVIDADES DESENVOLVIDAS:
 APRESENTAÇÃO: A MECATRON STI, fundada em 29 de Janeiro de 2013, com sede na Rua Tucumã n 403, Bairro Bethânia, Ipatinga MG, está preparada para atender as exigências do mercado de Óleo & Gás, Mineração,
APRESENTAÇÃO: A MECATRON STI, fundada em 29 de Janeiro de 2013, com sede na Rua Tucumã n 403, Bairro Bethânia, Ipatinga MG, está preparada para atender as exigências do mercado de Óleo & Gás, Mineração,
Tecnicas analiticas para Joias
 Tecnicas analiticas para Joias Técnicas avançadas de analise A caracterização de gemas e metais da área de gemologia exige a utilização de técnicas analíticas sofisticadas. Estas técnicas devem ser capazes
Tecnicas analiticas para Joias Técnicas avançadas de analise A caracterização de gemas e metais da área de gemologia exige a utilização de técnicas analíticas sofisticadas. Estas técnicas devem ser capazes
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG DEFEITOS EM SOLDAGEM E ENSAIOS NÃO DESTRUTIVOS
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
ULTRASSOM AUTOMÁTICO DE SOLDAS PROCEDIMENTO PR-042
 Página: 1 de 13 1. OBJETIVO Este procedimento fixa as condições para a execução dos ensaios por ultrassom automático para detecção e avaliação de descontinuidades em juntas longitudinais e helicoidais
Página: 1 de 13 1. OBJETIVO Este procedimento fixa as condições para a execução dos ensaios por ultrassom automático para detecção e avaliação de descontinuidades em juntas longitudinais e helicoidais
Aula 14 Técnicas de Manutenção
 Ensaios Não Destrutivos END: De acordo com a Associação Brasileira de Ensaios Não Destrutivos, ABENDE, os Ensaios Não Destrutivos (END) são definidos como testes para o controle da qualidade, realizados
Ensaios Não Destrutivos END: De acordo com a Associação Brasileira de Ensaios Não Destrutivos, ABENDE, os Ensaios Não Destrutivos (END) são definidos como testes para o controle da qualidade, realizados
1. Objetivo Referências 1
 SUMÁRIO Pág. 1. Objetivo 1 2. Referências 1 3. Condições gerais 1 3.1 Geral 1 3.2 Tubos 2 3.3 Barra 2 3.4 Acondicionamento 2 3.5 Apresentação de propostas 3 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS 02.118-TNNT-150
SUMÁRIO Pág. 1. Objetivo 1 2. Referências 1 3. Condições gerais 1 3.1 Geral 1 3.2 Tubos 2 3.3 Barra 2 3.4 Acondicionamento 2 3.5 Apresentação de propostas 3 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS 02.118-TNNT-150
FICHA TÉCNICA Edição 1-16/03/ DESCRIÇÃO DO PRODUTO
 MUITO BOA ADERÊNCIA MONOCOMPONENTE LIVRE DE SOLVENTES SEM PLASTIFICANTES 1. DESCRIÇÃO DO PRODUTO DANOPRIMER PU é um primário de poliuretano monocomponente isento de solventes de baixa viscosidade e elevada
MUITO BOA ADERÊNCIA MONOCOMPONENTE LIVRE DE SOLVENTES SEM PLASTIFICANTES 1. DESCRIÇÃO DO PRODUTO DANOPRIMER PU é um primário de poliuretano monocomponente isento de solventes de baixa viscosidade e elevada
CLEANERS LUBRICANTS ANTI-CORROSION INDUSTRIAL PRODUCTS PAINTS WELDING ADHESIVES SPECIALTY MRO CHEMICAL SOLUTIONS ACCESSORIES
 CLEANERS LUBRICANTS ANTI-CORROSION PAINTS INDUSTRIAL PRODUCTS WELDING ADHESIVES SPECIALTY ACCESSORIES MRO CHEMICAL SOLUTIONS SOLDADURA ANTI-PROJEÇÕES BASE DISSOLVENTEA BASE DE NÃO INFLAMÁVEL SOLVENTE A
CLEANERS LUBRICANTS ANTI-CORROSION PAINTS INDUSTRIAL PRODUCTS WELDING ADHESIVES SPECIALTY ACCESSORIES MRO CHEMICAL SOLUTIONS SOLDADURA ANTI-PROJEÇÕES BASE DISSOLVENTEA BASE DE NÃO INFLAMÁVEL SOLVENTE A
TC MECÂNICA DOS SOLOS TENSÕES NO SOLO PARTE II
 TENSÕES NO SOLO PARTE II Tensão superficial e Capilaridade - A água apresenta um comportamento diferenciado na superfície em contato com o ar; - Forças intermoleculares: atração dos hidrogênios de determinadas
TENSÕES NO SOLO PARTE II Tensão superficial e Capilaridade - A água apresenta um comportamento diferenciado na superfície em contato com o ar; - Forças intermoleculares: atração dos hidrogênios de determinadas
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Propriedades DPBM - DP - KS Unidade Tolerância Peso 261 g/m² ± 7 % Espessura 236 m ± 7 %
 DIGITAL PRINT RANCO FOSCO COMPOSIÇÃO: DPM - DP - KS FRONTAL: ADESIVO: LINER: DIGITAL PRINT RANCO FOSCO DIGITAL PERMANENTE- DP KRAFT- KS Propriedades DPM - DP - KS Unidade Tolerância Peso 261 g/m² ± 7 %
DIGITAL PRINT RANCO FOSCO COMPOSIÇÃO: DPM - DP - KS FRONTAL: ADESIVO: LINER: DIGITAL PRINT RANCO FOSCO DIGITAL PERMANENTE- DP KRAFT- KS Propriedades DPM - DP - KS Unidade Tolerância Peso 261 g/m² ± 7 %
CAPÍTULO 7 SOLDAGEM TIG
 SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
Ensaios Não Destrutivos : Partículas Magnéticas
 Ensaios Não Destrutivos : Partículas Magnéticas Carla Dias de Souza* Resumo Ensaios não destrutivos são métodos de testar as peças fabricadas sem danificá-las. Existem diversos tipos de Ensaios não destrutivos.
Ensaios Não Destrutivos : Partículas Magnéticas Carla Dias de Souza* Resumo Ensaios não destrutivos são métodos de testar as peças fabricadas sem danificá-las. Existem diversos tipos de Ensaios não destrutivos.
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
Sinterização. Conceitos Gerais
 Sinterização Conceitos Gerais Sinterização em cerâmicas Materiais cerâmicos apresenta elevada temperatura de fusão Exige uma etapa de tratamento térmico onde o pó que foi conformado para a obtenção de
Sinterização Conceitos Gerais Sinterização em cerâmicas Materiais cerâmicos apresenta elevada temperatura de fusão Exige uma etapa de tratamento térmico onde o pó que foi conformado para a obtenção de
Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda
 14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
FITA DE SINALIZAÇÃO E DELIMITAÇÃO DE ÁREA COM RECOLHEDOR - Especificação Técnica
 FITA DE SINALIZAÇÃO E DELIMITAÇÃO - Especificação Técnica CELG Distribuição S/A SESMT- Serviços Especializados em Engenharia de Segurança e em Medicina do Trabalho 1 de 5 ÍNDICE ÍNDICE 1. OBJETIVO... 3
FITA DE SINALIZAÇÃO E DELIMITAÇÃO - Especificação Técnica CELG Distribuição S/A SESMT- Serviços Especializados em Engenharia de Segurança e em Medicina do Trabalho 1 de 5 ÍNDICE ÍNDICE 1. OBJETIVO... 3
2. INTRODUÇÃO 3. DETECÇÃO DE TRINCAS SUPERFICIAIS
 NOVAS APLICAÇÕES DE EDDY CURRENT NA INSPEÇÃO DE EQUIPAMENTOS Arilson Rodrigues 1, Mauro Araujo 2, Adélio Borges 3 Copyright 2006, ABENDE Trabalho apresentado no CONAEND&IEV 2006, em São Paulo/SP. As informações
NOVAS APLICAÇÕES DE EDDY CURRENT NA INSPEÇÃO DE EQUIPAMENTOS Arilson Rodrigues 1, Mauro Araujo 2, Adélio Borges 3 Copyright 2006, ABENDE Trabalho apresentado no CONAEND&IEV 2006, em São Paulo/SP. As informações
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
CONDIÇÕES AMBIENTAIS SISTEMAS METROLÓGICOS. Prof. Dr. Roger Nabeyama Michels
 CONDIÇÕES AMBIENTAIS SISTEMAS METROLÓGICOS Prof. Dr. Roger Nabeyama Michels Temperatura As temperaturas dos ambientes, das peças a serem medidas e dos instrumentos de medição exercem grande influência
CONDIÇÕES AMBIENTAIS SISTEMAS METROLÓGICOS Prof. Dr. Roger Nabeyama Michels Temperatura As temperaturas dos ambientes, das peças a serem medidas e dos instrumentos de medição exercem grande influência
APRESENTAÇÃO MECATRON STI, fundada em 29 de Janeiro de 2013, com sede na Rua Tucumã
 APRESENTAÇÃO A MECATRON STI, fundada em 29 de Janeiro de 2013, com sede na Rua Tucumã n 403, Bairro Bethânia, Ipatinga MG, está preparada para atender as exigências do mercado de Óleo & Gás, Mineração,
APRESENTAÇÃO A MECATRON STI, fundada em 29 de Janeiro de 2013, com sede na Rua Tucumã n 403, Bairro Bethânia, Ipatinga MG, está preparada para atender as exigências do mercado de Óleo & Gás, Mineração,
PROCEDIMENTO DE INSTALAÇÃO DE TUBOS DE PVC E CPVC
 PROCEDIMENTO DE INSTALAÇÃO DE TUBOS DE PVC E CPVC DEFINIÇÕES GERAIS... 2 CONSIDERAÇÕES GERAIS... 2 PROCEDIMENTO DE COLAGEM... 4 1. CORTAR O TUBO... 41 2. PREPARAÇÃO DA JUNTA... 4 3. TESTE DE DIMENSÃO...
PROCEDIMENTO DE INSTALAÇÃO DE TUBOS DE PVC E CPVC DEFINIÇÕES GERAIS... 2 CONSIDERAÇÕES GERAIS... 2 PROCEDIMENTO DE COLAGEM... 4 1. CORTAR O TUBO... 41 2. PREPARAÇÃO DA JUNTA... 4 3. TESTE DE DIMENSÃO...
Catálogo de produtos
 Catálogo de produtos Galvanização a fogo (zincagem por imersão a quente) - Conforme NBR 6323 O processo de zincagem por imersão a quente é o mesmo que qualquer produto, podendo variar na espessura da camada
Catálogo de produtos Galvanização a fogo (zincagem por imersão a quente) - Conforme NBR 6323 O processo de zincagem por imersão a quente é o mesmo que qualquer produto, podendo variar na espessura da camada
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Ferramentas de Redes de Distribuição. Chaves de fenda
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para chaves de fenda utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para chaves de fenda utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
Loctite Composite Repair System Pipe Repair Extendendo a vida da tubulação em até 20 anos
 Loctite Composite Repair System Pipe Repair Extendendo a vida da tubulação em até 20 anos Indíce 1. Visão Geral 2. A Norma ISO/TS 24817 3. Processo de Certificação 4. Loctite Composite Repair System Pipe
Loctite Composite Repair System Pipe Repair Extendendo a vida da tubulação em até 20 anos Indíce 1. Visão Geral 2. A Norma ISO/TS 24817 3. Processo de Certificação 4. Loctite Composite Repair System Pipe
Matriz de Especificação de Prova da Habilitação Técnica de Nível Médio. Habilitação Técnica de Nível Médio: Técnico em Metalurgia
 : Técnico em Metalurgia Descrição do Perfil Profissional: O profissional Técnico em Metalurgia deverá ser capaz de realizar controle visual, dimensional e laboratorial de materiais e substâncias utilizadas
: Técnico em Metalurgia Descrição do Perfil Profissional: O profissional Técnico em Metalurgia deverá ser capaz de realizar controle visual, dimensional e laboratorial de materiais e substâncias utilizadas
A aplicação das presentes especificações implica, também, em atender às prescrições das últimas revisões das seguintes normas técnicas:
 1 TUBOS DE PRFV PARA ÁGUA 1.1 OBJETIVO Objetivam as presentes especificações fixar as condições mínimas exigíveis para o recebimento de tubos, conexões e peças especiais de plástico reforçado com fibra
1 TUBOS DE PRFV PARA ÁGUA 1.1 OBJETIVO Objetivam as presentes especificações fixar as condições mínimas exigíveis para o recebimento de tubos, conexões e peças especiais de plástico reforçado com fibra
LL-SAL DE SELAGEM NF
 Patentes: Italiana, Européia, USA, Canadá e México. DESCRIÇÃO O produto permite a selagem da camada anódica do Alumínio Anodizado e suas ligas, operando num intervalo de temperatura de 26 ºC a 30 ºC. A
Patentes: Italiana, Européia, USA, Canadá e México. DESCRIÇÃO O produto permite a selagem da camada anódica do Alumínio Anodizado e suas ligas, operando num intervalo de temperatura de 26 ºC a 30 ºC. A
FQ-PD-05 FICHA TÉCNICA. Rev.: 02 Pág.: 1/5. Criado: 11/08/2016. Atualizado: 05/06/ PRODUTO: Multi Porcelanato Interno
 Rev.: 02 Pág.: 1/5 1. PRODUTO: Multi Porcelanato Interno 2. DESCRIÇÃO: A Multi Porcelanato Interno é uma argamassa colante especial para assentamento de peças cerâmicas tipo porcelanato em áreas internas.
Rev.: 02 Pág.: 1/5 1. PRODUTO: Multi Porcelanato Interno 2. DESCRIÇÃO: A Multi Porcelanato Interno é uma argamassa colante especial para assentamento de peças cerâmicas tipo porcelanato em áreas internas.
Impresso em 27/08/ :05:52 (Sem título)
") Aprovado ' Elaborado por Walquiria Rosa/BRA/VERITAS em 14/05/2013 Verificado por Cesar Aulicino em 21/06/2013 Aprovado por Sidney Campos/BRA/VERITAS em 24/06/2013 ÁREA Tipo Número Título Aprovação comunicada
Aprovado ' Elaborado por Walquiria Rosa/BRA/VERITAS em 14/05/2013 Verificado por Cesar Aulicino em 21/06/2013 Aprovado por Sidney Campos/BRA/VERITAS em 24/06/2013 ÁREA Tipo Número Título Aprovação comunicada
BLOQUEADOR SOLAR - FPS 30 - COM REPELENTE
 BLOQUEADOR SOLAR - FPS 30 - COM REPELENTE BLOQUEADOR SOLAR - FPS 30 - COM REPELENTE CELG Distribuição S/A SESMT- Serviços Especializados em Engenharia de Segurança e em Medicina do Trabalho 1 de 6 ÍNDICE
BLOQUEADOR SOLAR - FPS 30 - COM REPELENTE BLOQUEADOR SOLAR - FPS 30 - COM REPELENTE CELG Distribuição S/A SESMT- Serviços Especializados em Engenharia de Segurança e em Medicina do Trabalho 1 de 6 ÍNDICE
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE.
 SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
Sorocaba - São Paulo m 2
 Sorocaba - São Paulo 10.800m 2 PRODUTOS E SERVIÇOS A CARMAR SOLUTIONS participa em +32 anos no desenvolvimento industrial do Brasil, oferecendo soluções integradas para os principais segmentos de mercado:
Sorocaba - São Paulo 10.800m 2 PRODUTOS E SERVIÇOS A CARMAR SOLUTIONS participa em +32 anos no desenvolvimento industrial do Brasil, oferecendo soluções integradas para os principais segmentos de mercado:
Lubrificação. 8. Lubrificantes sólidos e gasosos
 Lubrificação 8. Lubrificantes sólidos e gasosos Lubrificação a seco Requisitos: Baixo coeficiente de atrito Pequena resistência ao cisalhamento Forte aderência a metais Estabilidade a altas temperaturas
Lubrificação 8. Lubrificantes sólidos e gasosos Lubrificação a seco Requisitos: Baixo coeficiente de atrito Pequena resistência ao cisalhamento Forte aderência a metais Estabilidade a altas temperaturas
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
SUMÁRIO. 1 Introdução Obtenção dos Metais Apresentação do IBP... xiii. Apresentação da ABENDI... Apresentação da ABRACO...
 SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
2. Considerando a figura dada na questão 2, explique a principal dificuldade de conformação da sílica fundida em relação ao vidro de borosilicato.
 Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
REJUNTE ACRÍLICO DESCRIÇÃO: INDICAÇÕES DE USO: NÃO INDICADO PARA: PREPARO DAS JUNTAS
 REJUNTE ACRÍLICO DESCRIÇÃO: O Argacerta é uma argamassa de rejuntamento monocomponente, de fácil aplicação, indicada para juntas de 1 à 5mm. É composto por cargas minerais, resinas acrílicas, pigmentos
REJUNTE ACRÍLICO DESCRIÇÃO: O Argacerta é uma argamassa de rejuntamento monocomponente, de fácil aplicação, indicada para juntas de 1 à 5mm. É composto por cargas minerais, resinas acrílicas, pigmentos
ESPECIFICAÇÕES TÉCNICAS N o UNIFORMES E EQUIPAMENTOS DE SEGURANÇA DO TRABALHO
 1. OBJETIVO Estabelecer as condições mínimas para o fornecimento e recebimento de mosquetão. 2. DEFINIÇÃO O mosquetão, denominado como conector é um anel metálico de diversos tipos e formatos para ligação
1. OBJETIVO Estabelecer as condições mínimas para o fornecimento e recebimento de mosquetão. 2. DEFINIÇÃO O mosquetão, denominado como conector é um anel metálico de diversos tipos e formatos para ligação
SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA
 MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0072 EMENDAS E TERMINAIS UNIPOLARES
MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0072 EMENDAS E TERMINAIS UNIPOLARES
RAIOS X e GAMA PROCEDIMENTO DE END PR 007
 Página: 1 de 10 1. OBJETIVO Este procedimento estabelece as condições necessárias para a execução do ensaio radiográfico, através de Raios X e Raio Gama, para detecção de descontinuidades em juntas soldadas,
Página: 1 de 10 1. OBJETIVO Este procedimento estabelece as condições necessárias para a execução do ensaio radiográfico, através de Raios X e Raio Gama, para detecção de descontinuidades em juntas soldadas,
INSPEÇÃO DE FABRICAÇÃO AT
 DATA DA REALIZAÇÃO DA VD: / / Profissional Avaliado: N O SEQUI: Modalidade Nível: Data da certificação: Empregador: Supervisor Responsável: Empreendimento/Obra: Fabricante / Fornecedor: Empresa de Inspeção:
DATA DA REALIZAÇÃO DA VD: / / Profissional Avaliado: N O SEQUI: Modalidade Nível: Data da certificação: Empregador: Supervisor Responsável: Empreendimento/Obra: Fabricante / Fornecedor: Empresa de Inspeção:
Proteção para veículos LY41200 CAP400 PRO90 CAP150 PRO200 PRO60
 Proteção para veículos LY41200 CAP400 PRO90 CAP150 PRO200 PRO60 LY41200 - Proteção Interiores LYNX 4 em 1 Integral 4 em 1 Proteção ideal para o interior do veículo As vantagens do Integral 4 em 1 LY41200
Proteção para veículos LY41200 CAP400 PRO90 CAP150 PRO200 PRO60 LY41200 - Proteção Interiores LYNX 4 em 1 Integral 4 em 1 Proteção ideal para o interior do veículo As vantagens do Integral 4 em 1 LY41200
Ensaios não destrutivos Os ensaios são utilizados para detectar e avaliar falhas nos materiais. Geralmente, são caracterizadas por trincas, inclusões
 Ensaios não destrutivos Os ensaios são utilizados para detectar e avaliar falhas nos materiais. Geralmente, são caracterizadas por trincas, inclusões de materiais no cordão de solda ou ainda variações
Ensaios não destrutivos Os ensaios são utilizados para detectar e avaliar falhas nos materiais. Geralmente, são caracterizadas por trincas, inclusões de materiais no cordão de solda ou ainda variações
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
INSPEÇÃO DE SOLDAGEM. Qualificação de Procedimentos de Soldagem e de Soldadores
 INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
ENSAIO NÃO-DESTRUTIVO - LÍQUIDO PENETRANTE
 ENSAIO NÃO-DESTRUTIVO - LÍQUIDO PENETRANTE Procedimento CONTEC Comissão de Normas Técnicas Esta Norma substitui e cancela a sua revisão anterior. Indicação de item, tabela ou figura alterada em relação
ENSAIO NÃO-DESTRUTIVO - LÍQUIDO PENETRANTE Procedimento CONTEC Comissão de Normas Técnicas Esta Norma substitui e cancela a sua revisão anterior. Indicação de item, tabela ou figura alterada em relação
Cabeçotes para vara de manobra
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
Adesivo de Contato Fastbond 30-NF
 Dados Técnicos Outubro/2001 Em substituição a versão de Agosto de 1999 Descrição do Produto é um adesivo de contato, à base d água, de alto desempenho. Possui um alto teor de sólidos, longo tempo em aberto
Dados Técnicos Outubro/2001 Em substituição a versão de Agosto de 1999 Descrição do Produto é um adesivo de contato, à base d água, de alto desempenho. Possui um alto teor de sólidos, longo tempo em aberto
Tensão Superficial e Molhamento
 Pós-Graduação em Ciência de Materiais Faculdade UnB - Planaltina Tensão Superficial e Molhamento Prof. Alex Fabiano C. Campos, Dr Tensão Superficial Tensão superficial O aumento da área interfacial eleva
Pós-Graduação em Ciência de Materiais Faculdade UnB - Planaltina Tensão Superficial e Molhamento Prof. Alex Fabiano C. Campos, Dr Tensão Superficial Tensão superficial O aumento da área interfacial eleva