CENTRO UNIVERSITÁRIO DO INSTITUTO MAUÁ DE TECNOLOGIA
|
|
|
- Jónatas Barroso Minho
- 8 Há anos
- Visualizações:
Transcrição
1 CENTRO UNIVERSITÁRIO DO INSTITUTO MAUÁ DE TECNOLOGIA INTERPRETAÇÃO DAS NORMAS DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM, PARA O PROCESSO DE ELETRODO REVESTIDO, CONFORME AS NORMAS: ASME IX, API 1104 E AWS D1.1. São Caetano do Sul 2013

2 ANTÔNIO CARLOS LEITE INTERPRETAÇÃO DAS NORMAS DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM, PARA O PROCESSO DE ELETRODO REVESTIDO, CONFORME AS NORMAS: ASME IX, API 1104 E AWS D1.1. Monografia apresentada ao curso de Pós-Graduação em Engenharia de Soldagem, da Escola de Engenharia Mauá do Centro Universitário do Instituto Mauá de Tecnologia para obtenção do título de Especialista. ORIENTADOR: Dr. Camilo Bento Carletti São Caetano do Sul 2013

3 Leite, Antônio Carlos Interpretação das Normas de Qualificação de Procedimento de Soldagem, para o processo de eletrodo revestido, conforme as Normas: ASME IX, API 1104 e AWS D1.1 / Leite Antônio Carlos. São Caetano do Sul, SP: IMT-CEUN, p. Monografia Engenharia de Soldagem do Centro Universitário do Instituto Mauá de Tecnologia, São Caetano do Sul, SP, Orientador: Dr. Camilo Bento Carleti 1. AWS D ASME IX 3. API 1104 I. Antônio,Carlos Leite. II. Instituto Mauá de Tecnologia. Centro Universitário. Centro de Educação Continuada. III. Interpretação das Normas de Qualificação de Procedimento de Soldagem, para o processo de eletrodo revestido, conforme as Normas: ASME IX, API 1104 e AWS D1.1 / Antônio, Carlos Leite. São Caetano do Sul, SP: IMT-CEUN, 2013.

4 DEDICATÓRIA Dedico este Trabalho a minha família, por existir e estar sempre ao meu lado.

5 AGRADECIMENTOS Agradeço a Deus por me dar saúde, e aos 55 anos ter o privilégio de poder estar me atualizando. Este trabalho não poderia ser terminado sem ajuda de algumas pessoas, dentre elas meus familiares, as quais presto minha homenagem.

6 RESUMO Este trabalho tem como objetivo apresentar de uma forma mais clara para elaboração e Qualificação de Procedimentos de Soldagem (EPS / RQPS) para o processo eletrodo revestido, conforme as normas, ASME IX, API 1104 e AWS D1.1. A dificuldade na interpretação destas normas, ASME IX, API 1104 e AWS D1.1, dos profissionais de Soldagem envolvidos na elaboração da documentação técnica fez com que nos preocupassemos em detalhar passo a passo, todos os requisitos das normas que envolvem este processo. Com o avanço da tecnologia de soldagem, o mercado está exigindo profissionais capazes de definir metodos de rastreabilidade desde a compra do material até a fase final, visando garantir ao cliente as informações necessárias a credibilidade do produto. Palavras-chave: Qualificação de procedimentos de soldagem, interpretação de normas, processo eletrodo revestido, profissionais de soldagem.

7 ABSTRACT This work has as goal a way more clear to elaboration and qualification of the welding procedures (WPS - Welding Procedure Specification/PWQR - Procedure Welding Qualification Record), to the covered electrode process, conform the rules ASME IX, API 1104 and AWS D1.1. The difficult in the interpretation in this rules of the welding profissionals involved in the elaboration of the technical documents have worried us in details step by step, all the requirements of the rules that involved this process. With the welding tecnology advanced, the market is requiring welding professionals ables to define methods of the traceability since the buy of the material until the end phase, guarantee to the client of the information necessary to credibility of the product finished. Keywords: Qualification welding procedure, Interpretation of the rules, covered electrode process, welding professional.

8 LISTA DE ABREVIATURAS E SIGLAS AC API ASME AWS DC EPS RQPS SMAW Corrente Alternada American Petroleum Institute Instituto Americano de Petróleo American Society Mechanical Engineer Sociedade Americana de Engª. Mecânica American Welding Society Sociedade Americana de Soldagem Corrente Contínua Especificação de Procedimento de Soldagem Registro de Qualificação de Procedimento de Soldagem Shilded Metal Arc Welding - Eletrodo Revestido

9 DEFINIÇÕES Procedimento de Soldagem: é o método / técnica utilizado para se aplicar um ou mais Processos de Soldagem. Norma de Qualificação: Define requisitos obrigatórios relativos a qualificação de procedimentos de soldagem e soldadores. Processo eletrodo revestido: Processo que produz a coalescência entre metais pelo aquecimento e fusão destes com arco elétrico estabelecido entre a ponta de um eletrodo revestido consumível e a superfície do metal de base na junta que esta sendo soldada. Profissional de Soldagem: profissional capacitado por órgão credenciado para atuar na área de Soldagem. Qualificação: é a efetivação da especificação através de ensaios não destrutivos e/ou destrutivos de acordo Códigos/Normas. Variável essencial de Qualificação: São requisitos de Norma, que se alteradas além de uma tolerância definida, exigirão a requalificação da EPS/RQPS e/ou mão de obra. Variável Suplementar: São variáveis que passam para essencial, quando se exige ensaio de impacto na Qualificação da EPS/RPQS. Variável não essencial: São aquelas que, quando alteradas, não exige necessidade de uma requalificação da EPS/RQPS.

10 SUMÁRIO 1 INTRODUÇÃO REVISÃO BIBLIOGRAFICA MÉTODO CONCLUSÃO E RECOMENDAÇÕES BIBLIOGRAFIA A CONSULTAR... 63

11 11 1 INTRODUÇÃO O objetivo principal deste trabalho é de apresentar um guia prático para o profissional que estará analisando um projeto e que irá definir os parâmetros adequados de fabricação do produto. Nas principais obras, onde envolve a modalidade de soldagem, existe a necessidade da Qualificação dos processos de soldagem e dos soldadores nelas envolvidos. Para cada tipo de projeto, existe uma Norma de projeto, pelo qual pode chamar uma Norma de Qualificação, ou a própria Norma de projeto pode ter os parâmetros para soldagem. Para soldagem de tubulação de processos de vapor (caldeira) e equipamentos dentro de Refinarias Petroquímicas, etc, as normas de projeto principais são: ASME B31.1 Tubulação de Vapor ASME B31.3 Tubulação de Processos ASME VIII DIV 1 Vasos de Pressão ASME VIII DIV 2 Esferas Todas estas Normas determinam a Norma ASME IX, para qualificação dos procedimentos de soldagem e soldadores. A norma ASME IX, é um código que estabelece os requisitos de qualificação de procedimentos de soldagem e brasagem, bem como de soldadores, operadores de soldagem e brasadores. Esta norma é dividida em partes: QW: Soldagem QB: Brasagem Cada parte é dividida em artigos Requisitos gerais: Artigo I Soldagem Artigo XI Brasagem Qualificação de procedimento: Artigo II Soldagem Artigo XII Brazagem
 e equipamentos dentro de Refinarias Petroquímicas, etc, as normas de projeto principais são: ASME B31.1 Tubulação de Vapor ASME B31.")
12 12 Qualificação de soldadores, operadores e brasadores: Artigo III Soldagem Artigo XIII Brasagem Dados de Soldagem: Artigo IV Soldagem ARTIGO XIV Brasagem Especificação padrão de procedimento de soldagem: Artigo V. Para soldagem de tubulação de transporte de gás (Gasoduto) e transporte de óleo cru- petróleo (oleoduto), as normas de projeto principais são: ASME B31.4 Oleoduto ASME B31.8 Gasoduto Estas normas determinam a norma ASME IX ou API 1104, para qualificação dos procedimentos de soldagem e soldadores. A norma API 1104, é um código que estabelece requisitos de soldagem e inspeção aplicáveis a gasodutos e oleodutos. Esta norma é dividida em 13 itens, 2 apêndices, figuras e tabelas. 1 Geral 2 - Referências 3 - Definições 4 - Especificações 5 - Qualificação de procedimentos de soldagem 6 - Qualificação de soldadores 7 - Projeto e preparação de juntas p/ soldagem 8 - Inspeção e testes de solda 9 - Critério de aceitação 10 - Reparos de solda 11 - Procedimentos de Ensaios Não Destrutivos 12 - Soldagem Mecanizada 13 - Soldagem Automática

13 13 Apêndice A Critério de aceitação alternativo para soldas circunferências Apêndice B Soldagem de tubulação em operação. Para soldagem de estruturas metálicas a norma de projeto principal é a AWS D1. 1. A norma AWS D1.1 é um código que estabelece os requisitos aplicáveis a estruturas de aço. Esta apresenta os requisitos gerais e específicos referentes ao projeto, a fabricação e a inspeção de estruturas metálicas, como: Qualificação de procedimentos de soldagem; Qualificação de soldadores e operadores; Qualificação de ponteadores; Tratamento térmico; e Ensaios não destrutivos. Esta norma permite a utilização, para determinadas especificações de aços largamente utilizados na construção de estruturas, de procedimentos de soldagem préqualificadas, quando tais estruturas são projetadas para certos tipos de juntas, cujo detalhes são fornecidos nestes código sem a necessidade de qualificação de procedimento. Esta norma é divida em 8 sessões, 12 anexos mandatórios e 14 anexos não mandatórios, conforme abaixo: Sessão 1: Requisitos Gerais Sessão 2: Projetos de uniões soldadas Sessão 3: EPS s pré-qualificadas. Sessão 4: Qualificação de EPS e soldadores Sessão 5: Fabricação Sessão 6: Inspeção Sessão 7: Soldagem de pinos Sessão 8: Reparos de Estruturas existentes

14 14 Anexo Mandatórios. Anexo Não Mandatórios.

15 15 2 REVISÃO BIBLIOGRAFICA 2.1 PROCESSO ELETRODO REVESTIDO Definição A soldagem a arco com eletrodo revestido é um processo que produz a coalescência entre metais pelo aquecimento e fusão destes com um arco elétrico, estabelecido entre a ponta de um eletrodo revestido e a superfície do metal de base na junta que está sendo soldada. O eletrodo, funciona estabelecendo o arco elétrico e fornecendo o metal de adição para a solda. Uma escória liquida de densidade menor que a do metal liquido, formada pelo revestimento do eletrodo e pelas impurezas do metal de base, sobrenada a poça de fusão protegendo-a da contaminação atmosférica. O revestimento do eletrodo também exerce funções importantes no processo, como a de facilitar a ionização e estabilizar o arco, formar uma proteção gasosa contra a atmosfera, fornecer elementos de liga, dentre outros. O suprimento de energia pode ser tanto por corrente alternada como por corrente constante, com o eletrodo ligado no pólo positivo (CC+) ou no pólo negativo (CC-). revestido. A Figura 01 mostra o funcionamento da soldagem a arco elétrico com eletrodo Figura 01 Fonte: com_eletrodo_revestido

16 16 A Figura 02 mostra diagrama de soldagem a arco elétrico revestido. Figura 02 Fonte:

17 17 A Figura 03 mostra Máquina de solda inversora para soldagem de ER Figura 03 Fonte: Catálogo ESAB Vantagens do Processo O equipamento é relativamente simples, barato e portátil; O metal de adição (alma) e os meios de proteção durante a soldagem são fornecidos pelo próprio eletrodo revestido; É o processo a arco que possui a maior flexibilidade de aplicação; A soldagem pode ser realizada em todas as posições (o que é muito importante caso a execução da solda não pode ser na posição plana); É menos sensível a corrente de ar (por exemplo, a ventos) que processos que utilizam proteção gasosa; Ocupa pouco espaço físico (versatilidade de manuseio); Pode ser utilizado em áreas de acesso limitado; É adequado para materiais de espessura acima de 2 mm; A variedade de eletrodos existentes no mercado é imensa e são facilmente encontrados; Facilidade de ajustar a composição do depósito (versatilidade de mercado);
; Pode ser utilizado em áreas de acesso limitado; É adequado para materiais de espessura acima de 2 mm; A variedade de eletrodos")
18 18 É apropriado para a maioria dos metais e ligas metálicas comumente encontradas no mercado (aço carbono, aços de baixa, média e alta liga, aço inoxidável, ferro fundido, cobre, níquel e suas ligas e algumas ligas de alumínio; É possível realizar a soldagem de materiais dissimilares; É um dos processos de soldagem mais utilizados, particularmente na produção de cordões curtos, em trabalhos de manutenção e reparo e em trabalhos em campo; É o processo a arco elétrico mais utilizado na soldagem subaquática Limitações do Processo Alimentação do eletrodo não é contínua; Apresenta baixas taxas de deposição quando comparado com o processo GMAW e um fator de operação baixo; Ligas de baixo ponto de fusão, tais como chumbo, estanho e zinco e suas ligas não são soldados pelo este processo, devido à intensidade do calor do arco ser muito alta para estes materiais; Não é adequado para metais reativos como titânio e zircônio, pois a proteção proveniente da queima do revestimento não é suficiente para evitar a contaminação da solda pelo oxigênio; A corrente a ser utilizada no processo é limitada. Uma amperagem excessiva superaquece o eletrodo, danificando o revestimento, provocando mudança nas características do arco e da própria proteção; Produz escória, exigindo uma limpeza profunda após a soldagem; Essencialmente manual e de baixa produtividade (baixa produção + baixo ciclo de trabalho, nada mais de que 25%); Mal uso dos eletrodos (perdas até 30 35%); 2.2 DOCUMENTOS TÉCNICOS DE SOLDAGEM São documentos previstos nos códigos cuja finalidade é prover informações para a execução de soldas de acordo com técnicas previamente aprovadas utilizando pessoal qualificado.

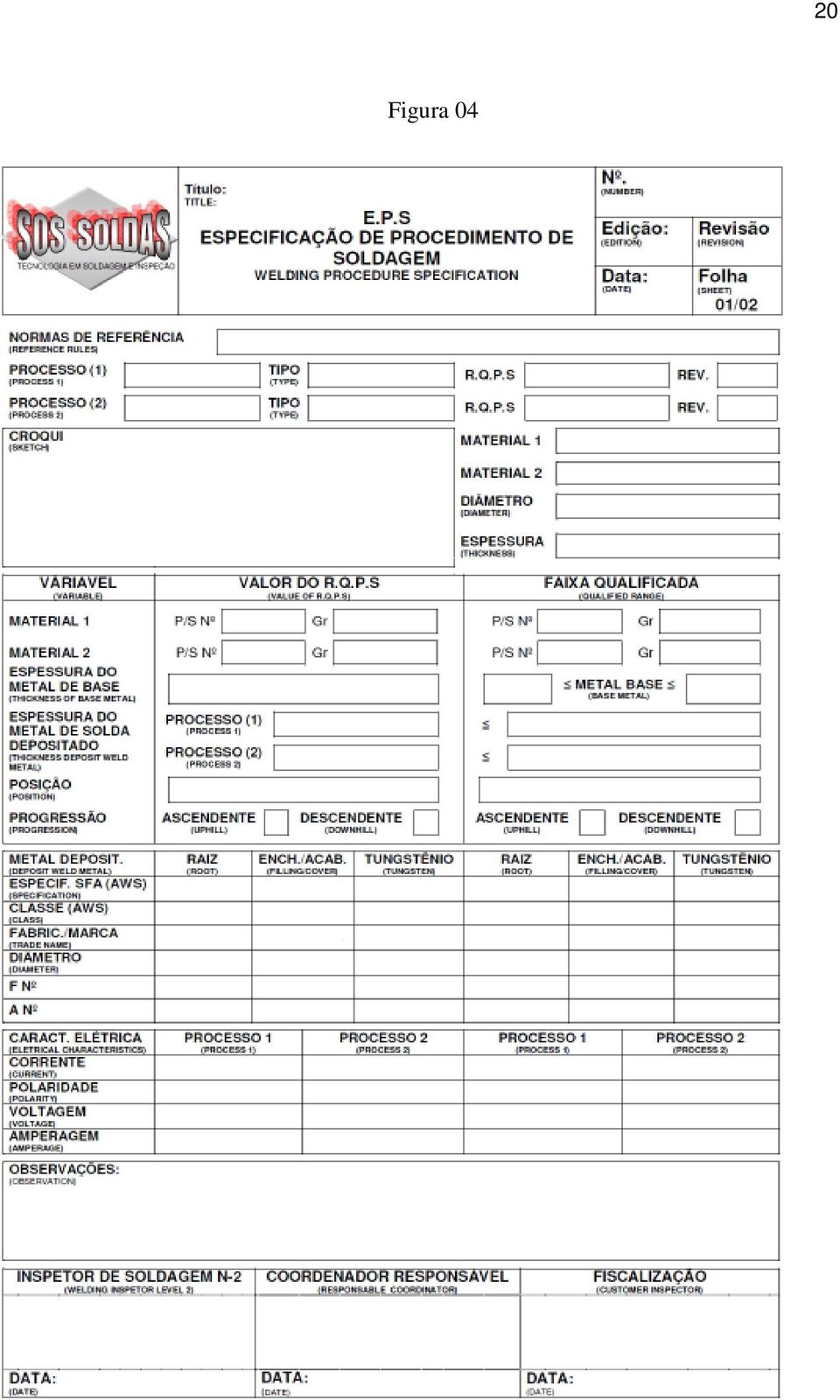
19 Especificação de Procedimento de Soldagem - EPS Este documento, também chamado: Especificação de Soldagem ou Procedimento de Soldagem da Executante, é um procedimento de soldagem escrito e qualificado emitido pelo fabricante para fornecer informações quanto a técnica de soldagem a ser utilizada para a execução de soldas que devam atender aos requisitos do código de qualificação. Ele deve conter todas as variáveis essenciais e, quando requerido, variáveis essenciais suplementares para cada processo de soldagem utilizado na EPS. Outras informações que o fabricante julgar úteis ou necessárias para a qualidade da solda podem ser colocadas. A EPS deve estar suportada por um ou mais Registros de Qualificação de Procedimento de Soldagem (ver a seguir) As EPSs podem ser revisadas ou novas podem ser emitidas desde que os dados alterados ou introduzidos sejam suportados pelas variáveis essenciais ou variáveis essenciais suplementares. Quando isto não ocorre é necessário que seja emitido outro RQPS para suporta-las. Um ou mais RQPS podem então suportar várias EPS Conteúdo da EPS Todas as EPSs devem ser numeradas e indicar a norma que as suporta; devem também indicar o nº. do RQPS que foi utilizado para qualifica-las. Devem indicar o processo de soldagem utilizado, sendo que podem utilizar mais que um processo, ex. soldagem feita com TIG no passe de raiz e com ER nos passes de enchimento e acabamento. A EPS deve indicar o tipo de junta a ser soldado e as tolerâncias dimensionais de preparação; quando é definida uma sequencia de soldagem esta informação deve constar na EPS no croqui da junta. A EPS deve indicar quais materiais podem ser soldados sendo que é interessante indicar a maior quantidade possível destes para evitar a emissão de inúmeras EPS com os mesmos dados. Descreveremos com mais detalhes os dados que a EPS contem no item 2.3. Como exemplo de EPS figura 04

20 Figura 04 20
21 21
22 Registro de Qualificação de Procedimento de Soldagem RQPS Este documento é o registro dos dados utilizados para soldar um corpo de prova (chapa ou tubo de teste). Sobre o mesmo devem ser anotados os valores reais das variáveis essenciais e, quando requerido, variáveis essenciais suplementares efetivamente utilizados na soldagem da chapa ou tubo de teste. Deve também conter os resultados dos testes executados para a qualificação do procedimento. Outros dados ou informações que o fabricante julgar úteis podem ser anotados sobre o RQPS. O RQPS não pode ser revisado salvo alterações editoriais ou alterações do código quanto a dados registrados no documento (ex.: classificações de material). Outras alterações requerem novo teste de qualificação. Os parâmetros utilizados para a execução da soldagem da chapa ou tubo de teste devem estar dentro de faixas estabelecidas em EPS preliminares; ou seja, o RQPS deve ter por base uma ou mais EPS que somente serão consideradas validas após os resultados satisfatórios dos testes exigidos para qualificação do RQPS Conteúdo do RQPS Todos os RQPSs devem ser numerados e indicar a norma que os suporta; devem também indicar o nº. da EPS que foi utilizada para qualifica-los. Devem indicar o processo de soldagem utilizado, sendo que podem utilizar mais que um processo, ex. soldagem feita com TIG no passe de raiz e com ER nos passes de enchimento e acabamento. O RQPS deve indicar o tipo de junta que foi soldada e as dimensões da chapa de teste; a sequência de soldagem deve constar no RQPS no croqui da junta. O RQPS deve indicar quais materiais foram utilizados na soldagem da junta. Como exemplo de RQPS figura 05
23 Figura 05 23
24 24
25 25
26 26
27 Registro de Qualificação de Soldador RQS O RQS é um documento que atesta a habilidade do soldador em executar soldas de acordo com EPS qualificadas. Sobre o RQS são anotadas as variáveis essenciais utilizadas pelo soldador na execução de uma chapa ou tubo de teste, bem como as faixas de qualificação do mesmo e os resultados dos testes executados Conteúdo do RQS Todo os RQSs devem ser numerados e indicar a norma que os suporta; para cada teste de qualificação de soldador deve ser emitido um RQS. Como exemplo de RQS figura 06
28 Figura 06 28
29 PRINCIPAIS VARIÁVEIS PARA QUALIFICAÇÃO DE EPS/RQPS Processo Indicar o processo ou processos utilizados na qualificação do procedimento Metal base Indicar o material utilizado na execução da qualificação, espessura, PNº. e Grau Valores usados Nesta coluna devem ser indicados os parâmetros ou condições utilizada pelo processo, quando aplicáveis. Os seguintes parâmetros devem ser relacionados: Cobre-junta Indicar se o teste foi realizado com ou sem cobre-junta; a solda realizada pelos dois lados é considerada solda com cobre-junta PNº. Indicar qual a classificação PNº. dos materiais soldados Metal de adição Indicar qual a especificação AWS e classificação do consumível utilizado; caso este não pertença a alguma especificação AWS, indicar a sua marca comercial Posição de soldagem Indicar a posição em que foi utilizada na qualificação.
30 Progressão Se aplica somente quando o teste é executado na posição vertical (3G ou 3F), pode ser ascendente ou descendente Corrente e polaridade Está variável se aplica somente no processo TIG, pode ser: corrente alternada (CA), corrente continua eletrodo positivo (CCEP) (CC+), corrente contínua eletrodo negativo (CCEN) (CC-) Material utilizado Indicar se o material utilizado para o teste foi chapa ou tubo; no caso de tubo indicar, na linha diâmetros qualificados o seu diâmetro, se for chapa ou NA Espessura do metal depositado Indicar a espessura da solda executada na chapa ou tubo de teste Faixa de Qualificação Nesta coluna devem ser indicados as faixas de qualificação para as diferentes variáveis aplicáveis. As seguintes devem ser relacionadas. Uma mudança no diâmetro nominal do eletrodo para valores superiores a 6 mm. 2.4 ENSAIOS REQUERIDOS PARA SOLDA DE TOPO: Ensaio de Dobramento Ensaio requerido por norma, para analisar ductilidade do material.
31 Exame Visual As soldas devem ser inspecionadas visualmente conforme Normas Ensaio de Tração Os ensaios requerido por norma, para determinar o limite de resistência do material.
32 32 3 MÉTODO Através de Consulta e Interpretação das Normas Técnicas de Qualificação. Para demonstrar como se qualificar e/ou analisar uma EPS de acordo as normas de qualificação, elaboramos estudos de caso, de uma forma simplificada, que são rotineiras nos diversos projetos. 3.1 Qualificação de EPS/RQPS Norma AWS D1.1 a) Estudo de Caso Projeto: Soldagem de Estrutura Metálica Material: ASTM A 36 Espessura: 25,4 mm Processo de Soldagem: Eletrodo Revestido Desenho 01 de Estrutura Metálica Desenho 01 1º Passo Verificar composição química e resistência mecânica do metal de base.

33 33 A tabela 01 mostra a composição química. Tabela 01 Fonte: Norma ASME II PARTE A Edição 2010 A tabela 02 mostra a resistência mecânica do material A 36. Tabela 02 Fonte: Norma ASME II PARTE A Edição º Passo Definir consumível compatível com metal de base.
34 34 A tabela 03 mostra os consumíveis compatíveis com o metal de base A 36. Tabela 03 Fonte: Norma AWS D1.1 Edição 2010
35 35 A tabela 04 mostra especificação do consumível compatível com o material A 36. Tabela04 Fonte: Norma ASME II PARTE C Edição 2010 A tabela 05 mostra composição química do consumível (metal de adição). Tabela 05 Fonte: Norma ASME II PARTE C SPEC SFA 5.1 Edição 2010
36 36 Consumível correto: E 7018 Qualificação para consumíveis com FNº 4 A tabela 06 mostra a definição do grupo qualificado. Tabela 06 Fonte: Norma AWS D1.1 Edição º Passo Verificar na Tabela 3.1 da Norma AWS, o grupo que o material de base se enquadra. A tabela 07 mostra o grupo que o material se enquadra. Tabela 07 Fonte: Norma AWS D1.1 Edição 2010
37 37 Material se enquadra no grupo II 4º Passo Através da tabela 08 definir os grupos de materiais qualificados. A tabela 08 mostra os grupos em que a EPS esta qualificada. Tabela 08 Fonte: Norma AWS D1.1 Edição 2010 Metal de Base do grupo II, pode soldar: Qualquer aço de grupo I com qualquer aço de grupo I Qualquer aço de grupo II com qualquer aço de grupo I Qualquer aço de grupo II com qualquer aço de grupo II
38 38 5º Passo Verificar a espessura qualificada. A tabela 09 mostra a espessura qualificada. Tabela 09 Fonte: Norma AWS D1.1 Edição 2010
39 39 Espessura da chapa (mm) 10 < T < 25, estará qualificado de 3 < T < 2T, portanto, a espessura da chapa de teste ideal é de 12,7 mm. Estaremos qualificados de 3 mm á 25,4 mm. 6º Passo Verificar tipo e quantidade de corpos de prova para os ensaios mecânicos. A tabela 10 mostra quantidades e tipos de corpos de prova para ensaio mecânico. Tabela 10 Fonte: Norma AWS D1.1 Edição 2010
40 40 2 cp s para ensaio de tração 2 cp s para ensaio de dobramento de raiz (a) 2 cp s para ensaio de dobramento de face (a) a) Para espessura dos cp s 10 mm, poderá ser utilizado dobramento lateral em substituição aos dobramento de face e raiz. 7º Passo Verificar critério de aceitação dos ensaios mecânicos. Ensaio de tração, o limite de resistência a tração não deverá ser menor que a faixa especificada para o metal de base. Ensaio de dobramento, a superfície convexa do dobramento deverá ser examinada visualmente verificar descontinuidade superficiais, A tolerância deverá ser conforme item da Norma. 8º Passo Verificar tipos de ensaios não destrutivos Inspeção Visual de Solda. Deverá ser verificado a existência de descontinuidades na solda, e aprova-las ou reprova-las, conforme Norma. Inspeção por Radiografia ou Ultrassom Antes dos ensaios mecânicos deverá ser realizado radiografia ou ultrassom, para verificar a sanidade da solda. 9º Passo Posição de Soldagem Verificar na Tabela 4.1, a posição da qualificação da EPS. A tabela 11 mostra a posição de soldagem qualificada.
41 41 Tabela 11 Fonte: Norma AWS D1.1 Edição 2010 O ideal é qualificar a EPS em 3 posições 2G, 3G e 4G. A figura 07 mostra as posições de soldagem de chapa.
42 42 Figura 07 Fonte: Norma AWS D1.1 Edição 2010 Com estas posições a EPS estará qualificada para todas as posições A foto 01 mostra qualificação da EPS. Foto 01 Fonte: SOS INSPEÇÃO E SOLDA LTDA ME.
43 43 10º Passo Verificar tipo de corrente e polaridade Para este processo e consumível, estaremos utilizando corrente contínua, polaridade inversa, conforme especificação AWS SFA 5.1. A tabela 12 mostra o tipo de corrente Tabela 12 Fonte: Norma ASME II PARTE C Edição º Passo Progressão da Soldagem Para o consumível E-7018, deverá ser utilizado progressão ascendente, para a posição 3G. 12º Passo Tipo de Junta: Junta com duplo V, com goivagem pelo lado oposto.
44 Norma ASME IX Estudo de Caso Projeto: Soldagem de Equipamento Material: A 515 Gr 70 Espessura:19,0 mm Processo de Soldagem: Eletrodo Revestido Desenho 02 Equipamento Desenho 02 Fonte: 1º Passo Verificar espessura do metal de base (QW-403.8) Verificar espessura Qualificada na Tabela QW-451 A tabela 13 mostra a faixa de espessura qualificada.
45 45 Tabela 13 Fonte: Norma ASME IX Edição 2010 Espessura da chapa de teste: 12,7 mm A EPS estará qualificada de 5,0 até 25,4 mm Verificar metal de base qualificado (QW ). Verificar PNº. Do metal de base. A tabela 14 mostra PNº. dos metais de base.
46 46 Tabela 14 Fonte: Norma ASME IX Edição 2010 A 516 Gr 70, PNº. 1 Verificar faixa de PNº. Qualificada na Tabela QW-424 A tabela 15 mostra metais de base qualificados através do PNº.

47 47 Tabela 15 Fonte: Norma ASME IX Edição 2010
48 48 Conforme tabela QW-424, o material de PNº. 1, está qualificado para soldar com qualquer material do mesmo PNº. 1. 2º Passo Metal de Adição (QW-404.4). Verificar FNº. na tabela 16 A tabela 16 mostra FNº. do metal de adição (consumível).
49 49 Tabela 16 Fonte: Norma ASME IX Edição 2010
50 50 Consumível E-7018 FNº. 4, portanto a EPS está qualificada somente para consumível com FNº. 4. Verificar composição química do metal de base depositado (QW-404.5). Verificar ANº na tabela 17. A tabela 17 mostra analise química do metal depositado. Tabela 17 Fonte: Norma ASME IX Edição 2010 Material com ANº 1, qualificado para A Nº. 1 e ANº 2. Verificar faixa de espessura do depósito de solda (QW ). Verificar faixa de depósito de solda qualificado na Tabela -18
51 51 Tabela 18 Fonte: Norma AWS D1.1 Edição 2010 Espessura de solda depositado 12,7 mm. Portanto, EPS qualificada para soldar até 25,4 mm NORMA API 1104 Estudo de Caso Projeto: Soldagem de Tubulação para Gasoduto Material: API 5L Gr B PSL1 Diâmetro: 6 Espessura: 12,7 mm Processo de Soldagem: Eletrodo Revestido Consumível: Raiz E 6010 Enchimento / Acabamento E 7018
52 52 O desenho 03 mostra o projeto da tubulação. Desenho 03 Fonte: 1º Passo Processo de Soldagem O processo de soldagem específico ou combinações de processos usados deverá ser identificado conforme item da Norma. Fonte: Norma API 1104 Edição Portanto, EPS qualificada apenas para o processo ER. 2º Passo Metal de Base Material API 5L Gr B PSL1

53 53 A tabela 19 mostra Tabela 19 Fonte: Norma API 5L Edição Limite de Escoamento: 245 Mpa (35500 psi). Conforme item , material estará qualificado no grupo a. 3º Passo Fonte: Norma API 1104 Edição
54 54 Tipo de Junta: em V Croqui da junta em V Qualificado para junta em V 4º Passo Posição de Soldagem Qualificação na posição fixa a 45º DESENHO E FOTO
55 55 5º Passo Diâmetro qualificado Conforme item 6.2.2d. Fonte: Norma API 1104 Edição Ø Tubo de Teste: 6 Grupo 2 Ø Qualificado de 2 até 12 6º Passo Espessura qualificada Conforme item 6.2.2e. Fonte: Norma API 1104 Edição Espessura do tubo de teste: 12,7 mm Grupo 2 Espessura qualificada de 4,8 mm até 19,1 mm
56 56 7º Passo Metal de Adição Conforme Tabela 20 Tabela 20 Fonte: Norma API 1104 Edição
57 57 Raiz E 6010 Grupo 1 Enchimento / Acabamento E 7018 Grupo 3 8º Passo Características Elétricas E 6010 Corrente contínua Polaridade Direta E 7018 Corrente Contínua Polaridade Inversa Conforme recomendação do fabricante. 9º Passo Tempo entre passes Fonte: Norma API 1104 Edição Após 15 da conclusão do passe da raiz, iniciar 2º passe. 10º Passo Progressão de Solda Fonte: Norma API 1104 Edição Passe de raiz- Progressão Descendente Enchimento e acabamento Progressão Ascendente
58 58 11º Passo Velocidade de Avanço Fonte: Norma API 1104 Edição Passe de raiz 100 mm/min. Enchimento e Acabamento: 80 mm/min. 12º Passo Ensaios Mecânicos Tabela 21 mostra tipo e quantidade de corpos de prova para qualificação da EPS. Tabela 21 Fonte: Norma API 1104 Edição Ø EXT. 114,3 á 323,9 mm Espessura 12,7 mm 2 cp s de Tração (FIG 4) 2 cp s Nick Break (FIG. 5) 2 cp s Dobramento de Raiz (FIG 6) 2 cp s Dobramento de Face (FIG 6)
59 59 FIGURA 8 FIGURA 9
60 60 FIGURA 10 13º Passo Critério de Aceitação Teste de Tração (item ) Fonte: Norma API 1104 Edição
61 61 Teste Nick Break (item ) Fonte: Norma API 1104 Edição Teste Dobramento de face e raiz (item ) Fonte: Norma API 1104 Edição
62 62 4 CONCLUSÃO E RECOMENDAÇÃO As Qualificações de Procedimento de Soldagem, processadas de acordo ASME IX, API 1104 e AWS D1.1, não asseguram a sua capacitação por um código particular de construção. Estas normas de qualificação estabelecem critérios básicos para a soldagem, os quais devem ser observados na preparação dos requisitos de soldagem que afetem o procedimento. O objetivo da especificação do Procedimento de Soldagem (EPS) e do Registro de Qualificação do Procedimento (RQP) é o de determinar que a soldagem proposta para a construção soldada seja capaz de atender as propriedades requeridas para a sua pretendida aplicação. É importante, que o usuário compreenda e considere esses critérios básicos quando da Qualificação do Procedimento. Com a explicação através dos estudos de caso, presume-se que o profissional interessado em aperfeiçoar seus conhecimentos em qualificar e/ou analisar uma EPS/RQPS, consiga ter uma noção geral da metodologia adequada de uma forma prática. Recomendamos que o profissional interaja com profissionais qualificados em soldagem (Inspetor de Soldagem N-II) e/ou profissionais com experiência em qualificação de EPS/RQPS. Devem também participar de cursos específicos em normas e um dos pontos principais, aprimorar o inglês técnico.
63 63 REFERÊNCIAS ASME SEÇÃO IX Edição API 1104 Edição AWS D1.1 Edição BIBLIOGRAFIA A CONSULTAR APPOLINÁRIO, Fabio. Metodologia da Ciência: Filosofia e Prática da Pesquisa. São Paulo: Cengage Learning, p. R. D. Simonson, History of Welding [Hardcover], 1969
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
FUNDAÇÃO BRASILEIRA DE TECNOLOGIA DA SOLDAGEM
 FUNDAÇÃO BRASILEIRA DE TECNOLOGIA DA SOLDAGEM NORMA FBTS N-008 Novembro/15 Revisão 0 CRITÉRIOS PARA A QUALIFICAÇÃO E A CERTIFICAÇÃO DE SUPERVISORES E ENCARREGADOS DE SOLDAGEM FUNDAÇÃO BRASILEIRA DE TECNOLOGIA
FUNDAÇÃO BRASILEIRA DE TECNOLOGIA DA SOLDAGEM NORMA FBTS N-008 Novembro/15 Revisão 0 CRITÉRIOS PARA A QUALIFICAÇÃO E A CERTIFICAÇÃO DE SUPERVISORES E ENCARREGADOS DE SOLDAGEM FUNDAÇÃO BRASILEIRA DE TECNOLOGIA
PROCESSOS DE SOLDAGEM
 PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
1.OBJETIVO. Os principais objetivos da prática de soldagem com eletrodo revestido são:
 1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
Lista de cargos e funções disponíveis no Consórcio Ipojuca
 Lista de cargos e funções disponíveis no Consórcio Ipojuca 1. INSPETOR CONTROLE DE QUALIDADE- Atuar com inspeção de processos / final, ensaios de rotina, controle de qualidade e verificação de falhas na
Lista de cargos e funções disponíveis no Consórcio Ipojuca 1. INSPETOR CONTROLE DE QUALIDADE- Atuar com inspeção de processos / final, ensaios de rotina, controle de qualidade e verificação de falhas na
1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem?
 1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem? (a) Controle de Desempenho de Soldadores e Operadores de Soldagem.. (b) Registro da
1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem? (a) Controle de Desempenho de Soldadores e Operadores de Soldagem.. (b) Registro da
DANIEL JOSÉ DE SOUZA ELABORAÇÃO DE UM COMPÊNDIO PARA A QUALIFICAÇÃO DE SOLDADORES TIG, CONFORME ASME IX
 DANIEL JOSÉ DE SOUZA ELABORAÇÃO DE UM COMPÊNDIO PARA A QUALIFICAÇÃO DE SOLDADORES TIG, CONFORME ASME IX SÃO CAETANO DO SUL 2013 DANIEL JOSÉ DE SOUZA ELABORAÇÃO DE UM COMPÊNDIO PARA A QUALIFICAÇÃO DE SOLDADORES
DANIEL JOSÉ DE SOUZA ELABORAÇÃO DE UM COMPÊNDIO PARA A QUALIFICAÇÃO DE SOLDADORES TIG, CONFORME ASME IX SÃO CAETANO DO SUL 2013 DANIEL JOSÉ DE SOUZA ELABORAÇÃO DE UM COMPÊNDIO PARA A QUALIFICAÇÃO DE SOLDADORES
MONTAGEM INDUSTRIAL UNIDADE IV SOLDAGEM
 MONTAGEM INDUSTRIAL UNIDADE IV SOLDAGEM Soldagem A soldagem é o mais importante processo de união de metais utilizado na indústria. Aplicações da soldagem: Estruturas simples Grades Portões Estruturas
MONTAGEM INDUSTRIAL UNIDADE IV SOLDAGEM Soldagem A soldagem é o mais importante processo de união de metais utilizado na indústria. Aplicações da soldagem: Estruturas simples Grades Portões Estruturas
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2001 Terminologia
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2001 Terminologia
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
SOLDAGEM DOS METAIS CAPÍTULO 8 SOLDAGEM MIG/MAG
 53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
APRESENTAÇÃO INSTITUCIONAL
 NOVEMBRO DE 2012 Índice da Apresentação EMPRESA... 3 Missão... 3 Áreas de atuação... 3 Infraestrutura Fabril... 4 ESCOPO DE SERVIÇOS... 4 Serviços de Fabricação e Manutenção... 4 Engenharia de Soldagem...
NOVEMBRO DE 2012 Índice da Apresentação EMPRESA... 3 Missão... 3 Áreas de atuação... 3 Infraestrutura Fabril... 4 ESCOPO DE SERVIÇOS... 4 Serviços de Fabricação e Manutenção... 4 Engenharia de Soldagem...
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
Radiologia Industrial. Radiografia de Soldas. Agenda. Tubulações e Equipamentos 23/08/2009. Walmor Cardoso Godoi, M.Sc.
 Radiologia Radiografia de Soldas Prof.: Walmor Cardoso Godoi, M.Sc. http://www.walmorgodoi.com Walmor Cardoso Godoi, M.Sc. Agenda Tubulações e Equipamentos Tubulações e equipamentos Descontinuidades em
Radiologia Radiografia de Soldas Prof.: Walmor Cardoso Godoi, M.Sc. http://www.walmorgodoi.com Walmor Cardoso Godoi, M.Sc. Agenda Tubulações e Equipamentos Tubulações e equipamentos Descontinuidades em
SOLDADOR DE MATERIAIS METÁLICOS
 SOLDADOR DE MATERIAIS METÁLICOS (Arame Tubular, Eletrodo Revestido, MIG/MAG e TIG) Esquemas de Certificação Maio de 2015 Página 1 de 42 SUMÁRIO Soldador de Materiais Metálicos no Processo Arame Tubular...
SOLDADOR DE MATERIAIS METÁLICOS (Arame Tubular, Eletrodo Revestido, MIG/MAG e TIG) Esquemas de Certificação Maio de 2015 Página 1 de 42 SUMÁRIO Soldador de Materiais Metálicos no Processo Arame Tubular...
Suportes de Tubulações
 Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Forjaria A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Forjaria A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
SOLDAGEM DOS METAIS CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM
 28 CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM 29 TERMINOLOGIA DE SOLDAGEM A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não
28 CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM 29 TERMINOLOGIA DE SOLDAGEM A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não
SIMBOLOGIA DA SOLDAGEM
 SIMBOLOGIA DA SOLDAGEM Ricardo Leli dos Santos (leli@ig.com.br) Aires Gomes Sabino (agsabino@bol.com.br) Cícero Roberto Gonçalves Bezerra (fe3c_w@gmx.net) RESUMO A simbologia de soldagem é a representação
SIMBOLOGIA DA SOLDAGEM Ricardo Leli dos Santos (leli@ig.com.br) Aires Gomes Sabino (agsabino@bol.com.br) Cícero Roberto Gonçalves Bezerra (fe3c_w@gmx.net) RESUMO A simbologia de soldagem é a representação
 Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do autor.
 INFORMATIZAÇÃO DO CONTROLE DA QUALIDADE DAS SOLDAS DURANTE A IMPLANTAÇÃO DAS UNIDADES ADICIONAIS DA USINA HIDRELÉTRICA DA ITAIPU BINACIONAL Marco Aurélio Escobar ITAIPU BINACIONAL Trabalho apresentado
INFORMATIZAÇÃO DO CONTROLE DA QUALIDADE DAS SOLDAS DURANTE A IMPLANTAÇÃO DAS UNIDADES ADICIONAIS DA USINA HIDRELÉTRICA DA ITAIPU BINACIONAL Marco Aurélio Escobar ITAIPU BINACIONAL Trabalho apresentado
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS. Introdução
 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
ELABORAÇÃO DE PROCEDIMENTO DE SOLDAGEM E ANÁLISE DE DESEMPENHO DE SOLDADORES ATENDENDO AS ESPECIFICAÇÕES DA NORMA ASME. por
 Universidade Federal de Sergipe Centro de Ciências Exatas e Tecnologia Núcleo de Engenharia Mecânica ELABORAÇÃO DE PROCEDIMENTO DE SOLDAGEM E ANÁLISE DE DESEMPENHO DE SOLDADORES ATENDENDO AS ESPECIFICAÇÕES
Universidade Federal de Sergipe Centro de Ciências Exatas e Tecnologia Núcleo de Engenharia Mecânica ELABORAÇÃO DE PROCEDIMENTO DE SOLDAGEM E ANÁLISE DE DESEMPENHO DE SOLDADORES ATENDENDO AS ESPECIFICAÇÕES
MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA
 MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA Montagem Estrutura Metálica Em uma obra de estruturas metálicas, a montagem é considerada uma das fases mais importantes por representar uma
MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA Montagem Estrutura Metálica Em uma obra de estruturas metálicas, a montagem é considerada uma das fases mais importantes por representar uma
PROCESSOS METALÚRGICOS DE FABRICAÇÃO
 PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS
 ARAMES PARA SOLDA ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com Gerdau-MIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas,
ARAMES PARA SOLDA ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com Gerdau-MIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas,
Sua confiança em inspeção.
 , Sua confiança em inspeção. Inspeção que trás segurança. A TND Inspeções Técnicas trás a experiência de seus gestores, que atuam há mais de 10 anos no seguimento de inspeção. A capacidade técnica de sua
, Sua confiança em inspeção. Inspeção que trás segurança. A TND Inspeções Técnicas trás a experiência de seus gestores, que atuam há mais de 10 anos no seguimento de inspeção. A capacidade técnica de sua
INSPECTORES DE SOLDADURA SISTEMA AWS / CWI PROGRAMA DO CURSO AWS / CWI
 INSPECTORES DE SOLDADURA SISTEMA AWS / CWI PROGRAMA DO CURSO AWS / CWI Programa de Formação AWS / CWI, Documentos a distribuir aos Formandos, exames AWS conteúdo e respectiva classificação para aprovação
INSPECTORES DE SOLDADURA SISTEMA AWS / CWI PROGRAMA DO CURSO AWS / CWI Programa de Formação AWS / CWI, Documentos a distribuir aos Formandos, exames AWS conteúdo e respectiva classificação para aprovação
Processos Construtivos
 Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
DE PESSOAL EM ENSAIOS NÃO DESTRUTIVOS
 Página: 1 de 18 1. OBJETIVO Complementar a norma ABENDE NA-001, no que se refere ao estabelecimento da sistemática para Qualificação e Certificação de Pessoal em Ensaios Não Destrutivos nos setores industriais
Página: 1 de 18 1. OBJETIVO Complementar a norma ABENDE NA-001, no que se refere ao estabelecimento da sistemática para Qualificação e Certificação de Pessoal em Ensaios Não Destrutivos nos setores industriais
PÓS-GRADUAÇÃO LATO SENSU ENGENHARIA DE SOLDAGEM
 PÓS-GRADUAÇÃO LATO SENSU ENGENHARIA DE SOLDAGEM 1. APRESENTAÇÃO A Pós-graduação em Engenharia de Soldagem propicia a oportunidade de especialização na tecnologia e controle da qualidade da soldagem, além
PÓS-GRADUAÇÃO LATO SENSU ENGENHARIA DE SOLDAGEM 1. APRESENTAÇÃO A Pós-graduação em Engenharia de Soldagem propicia a oportunidade de especialização na tecnologia e controle da qualidade da soldagem, além
0,8 0,9 1,0 1,2 1,32 1,6 18-20 100-250 ROSETADO AWS A 5.18 ER70S-6 0,15 0,15 0,15 0,03
 ARAMES PARA SOLDA A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com GerdauMIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas, nos mais diversos segmentos.
ARAMES PARA SOLDA A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com GerdauMIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas, nos mais diversos segmentos.
Manual de Reservatório de PRFV Vetro
 Índice: 1. Introdução...2 2. Características dos reservatórios Vetro...2 a) Liner...2 b) Estrutura...2 c) Flanges...2 d) Etiqueta...2 3. Modelos de reservatórios...3 4. Testes de Qualidade...4 5. Recomendações
Índice: 1. Introdução...2 2. Características dos reservatórios Vetro...2 a) Liner...2 b) Estrutura...2 c) Flanges...2 d) Etiqueta...2 3. Modelos de reservatórios...3 4. Testes de Qualidade...4 5. Recomendações
Vantagens e Desvantagens do Ensino a Distância
 Solda soldagem EaD 10/10/2010 Vantagens e Desvantagens do Ensino a Distância Prof. Dr. Almir M. Quites www.soldasoft.com.br O mercado exige cada vez mais qualificação profissional, mas todos nós temos
Solda soldagem EaD 10/10/2010 Vantagens e Desvantagens do Ensino a Distância Prof. Dr. Almir M. Quites www.soldasoft.com.br O mercado exige cada vez mais qualificação profissional, mas todos nós temos
BOLETIM TÉCNICO PROCESSO MIG BRAZING
 O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
ULTRA-SOM MEDIÇÃO DE ESPESSURA PROCEDIMENTO DE END PR 036
 Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Corte Plasma. Processo de corte plasma
 Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
PETRÓLEO E GÁS. Os serviços da Cugnier abrangem:
 PETRÓLEO E GÁS Os serviços da Cugnier abrangem: PETRÓLEO E GÁS A Cugnier está credenciada junto à estatal Petrobras através do CRCC (Certificado de Registro e Classificação Cadastral), possuindo aprovação
PETRÓLEO E GÁS Os serviços da Cugnier abrangem: PETRÓLEO E GÁS A Cugnier está credenciada junto à estatal Petrobras através do CRCC (Certificado de Registro e Classificação Cadastral), possuindo aprovação
ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3. ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE...
... 4 ACABAMENTO DE SUPERFÍCIE...") ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3 ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE... 5 FUNDAMENTOS DOS TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3 ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE... 5 FUNDAMENTOS DOS TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
Manual de Instruções. Poços de Proteção. Exemplos
 Manual de Instruções oços de roteção Exemplos Manual de Instruções de oços de roteção ágina 3-11 2 Índice Índice 1. Instruções de segurança 4 2. Descrição 4 3. Condições de instalação e instalação 5 4.
Manual de Instruções oços de roteção Exemplos Manual de Instruções de oços de roteção ágina 3-11 2 Índice Índice 1. Instruções de segurança 4 2. Descrição 4 3. Condições de instalação e instalação 5 4.
Suporte situado na edificação do consumidor, com a finalidade de fixar e elevar o ramal de ligação.
 25 / 10 / 2011 1 de 7 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do pontalete de aço para utilização em padrões de entrada de unidades consumidoras
25 / 10 / 2011 1 de 7 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do pontalete de aço para utilização em padrões de entrada de unidades consumidoras
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Cimento A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Cimento A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um programa
bambozzi Manual de Instruções NM 250 TURBO +55 (16) 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.
 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.") bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Participantes Alunos regularmente matriculados no Curso Superior de Tecnologia em Radiologia da UNIP
 1 Participantes Alunos regularmente matriculados no Curso Superior de Tecnologia em Radiologia da UNIP Pré-requisitos Ter estudado e compeendido o conteúdo das páginas 5 até 23 do e-book Radiologia Industrial
1 Participantes Alunos regularmente matriculados no Curso Superior de Tecnologia em Radiologia da UNIP Pré-requisitos Ter estudado e compeendido o conteúdo das páginas 5 até 23 do e-book Radiologia Industrial
FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO. Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA
 FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA Disciplina: Metalurgia da Soldagem Professor: LUIZ GIMENES JR. EPS
FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA Disciplina: Metalurgia da Soldagem Professor: LUIZ GIMENES JR. EPS
Histórico de evolução Jambeiro Caldeiraria e Usinagem
 www.jambeiro.ind.br A Jambeiro Caldeiraria e Usinagem Ltda. foi fundada em Julho de 2001. Estrategicamente localizada no município de Jambeiro / SP (região do Vale do Paraíba entre as cidades de São Paulo,
www.jambeiro.ind.br A Jambeiro Caldeiraria e Usinagem Ltda. foi fundada em Julho de 2001. Estrategicamente localizada no município de Jambeiro / SP (região do Vale do Paraíba entre as cidades de São Paulo,
Acompanhamento de Soldagem. 1ª Etapa - Inspeção Prévia (Duração: 60 minutos)
") Preparação para as Aulas Práticas A6 Acompanhamento Acompanhamento Introdução Na prova prática de acompanhamento de soldagem, o aluno deve executar a inspeção antes, durante e após a execução da soldagem
Preparação para as Aulas Práticas A6 Acompanhamento Acompanhamento Introdução Na prova prática de acompanhamento de soldagem, o aluno deve executar a inspeção antes, durante e após a execução da soldagem
Tubos são condutos fechados, destinados ao transporte de fluidos.
 Tubulações Tubos são condutos fechados, destinados ao transporte de fluidos. Tubulação é conjunto de tubos e seus diversos acessórios(curvas, tês, reduções, flanges, luvas, junta de expansão, válvulas,
Tubulações Tubos são condutos fechados, destinados ao transporte de fluidos. Tubulação é conjunto de tubos e seus diversos acessórios(curvas, tês, reduções, flanges, luvas, junta de expansão, válvulas,
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Açúcar & Álcool A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Açúcar & Álcool A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um
CREMATÓRIO EMISSÕES ATMOSFÉRICAS - ROTEIRO DO ESTUDO
 CREMATÓRIO EMISSÕES ATMOSFÉRICAS - ROTEIRO DO ESTUDO Esse roteiro foi elaborado com base no disposto na Resolução CONAMA 316/2002 e na Norma Técnica CETESB E15.011. Apresentar estudo de análise de alternativas
CREMATÓRIO EMISSÕES ATMOSFÉRICAS - ROTEIRO DO ESTUDO Esse roteiro foi elaborado com base no disposto na Resolução CONAMA 316/2002 e na Norma Técnica CETESB E15.011. Apresentar estudo de análise de alternativas
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
POS GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Nome Hamilton Alves dos Santos Professor Luiz Gimenez INDICE 1.0) Processo A Pag 1 1.1) ProcessoB Pag
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Nome Hamilton Alves dos Santos Professor Luiz Gimenez INDICE 1.0) Processo A Pag 1 1.1) ProcessoB Pag
ORIENTAÇÕES BÁSICAS PARA ELABORAÇÃO DE PROJETOS
 ORIENTAÇÕES BÁSICAS PARA ELABORAÇÃO DE PROJETOS CLÁUSULA DE INVESTIMENTOS EM P&D I. Aspectos gerais 1. Introdução O objetivo da cláusula de Investimentos em P&D é a geração de novas tecnologias, novos
ORIENTAÇÕES BÁSICAS PARA ELABORAÇÃO DE PROJETOS CLÁUSULA DE INVESTIMENTOS EM P&D I. Aspectos gerais 1. Introdução O objetivo da cláusula de Investimentos em P&D é a geração de novas tecnologias, novos
SOLDAGEM EM CARGA NO GASODUTO BOLÍVIA BRASIL
 EXPOSOL 0007_08 SOLDAGEM EM CARGA NO GASODUTO BOLÍVIA BRASIL Jesualdo P.Lobão Filho1, Wilton Servulo2,, José Alfredo B.Barbosa3 1 Engenheiro Mecânico - Engenheiro Sênior de Integridade - TBG 2 Técnico
EXPOSOL 0007_08 SOLDAGEM EM CARGA NO GASODUTO BOLÍVIA BRASIL Jesualdo P.Lobão Filho1, Wilton Servulo2,, José Alfredo B.Barbosa3 1 Engenheiro Mecânico - Engenheiro Sênior de Integridade - TBG 2 Técnico
ESPECIFICAÇÃO TÉCNICA
 29 / 07 / 2011 1 de 5 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para parafuso U 16x270mm utilizado nas Linhas de Distribuição da CEMAR. 2 CAMPO
29 / 07 / 2011 1 de 5 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para parafuso U 16x270mm utilizado nas Linhas de Distribuição da CEMAR. 2 CAMPO
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos
 Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Siderurgia A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Siderurgia A Eutectic Castolin acumulou vasto conhecimento dos principais setores industrias do Brasil e possui um programa
BOLETIM TÉCNICO SOLDAGEM DE COBRE E SUAS LIGAS
 INTRODUÇÃO A união de cobre e suas ligas podem ser efetuadas por processos de soldagem e brasagem O processo de brasagem é adequado para componentes de dimensões relativamente pequenas, devido a grande
INTRODUÇÃO A união de cobre e suas ligas podem ser efetuadas por processos de soldagem e brasagem O processo de brasagem é adequado para componentes de dimensões relativamente pequenas, devido a grande
GRSS. Resistance WELDING SOLDAGEM POR RESISTÊNCIA ELÉTRICA
 SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
MÓDULO 6 LINHAS ANTI INCÊNDIO. Conexões Mecânicas: NBR 15.803;ISO 14.236; UNI 9561; Módulo 1.3
 MÓDULO 6 LINHAS ANTI INCÊNDIO 1 Normas Aplicáveis Tubos: NBR 15.561; EN 12.201-2; Módulo 1.2 Conexões Soldáveis: NBR 15.593;EN 12.201-3; Módulo 1.3 Diretrizes para Projetos: NBR 15.802; Conexões Mecânicas:
MÓDULO 6 LINHAS ANTI INCÊNDIO 1 Normas Aplicáveis Tubos: NBR 15.561; EN 12.201-2; Módulo 1.2 Conexões Soldáveis: NBR 15.593;EN 12.201-3; Módulo 1.3 Diretrizes para Projetos: NBR 15.802; Conexões Mecânicas:
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Ensaios Mecânicos de Materiais. Conceitos Fundamentais. Prof. MSc. Luiz Eduardo Miranda J. Rodrigues
 Ensaios Mecânicos de Materiais Aula 1 Definição e Conceitos Fundamentais Tópicos Abordados Nesta Aula Definição de Ensaios Mecânicos. Noções Preliminares. Tipos e Ensaios. Conteúdo do Curso Aula 1 - Definição
Ensaios Mecânicos de Materiais Aula 1 Definição e Conceitos Fundamentais Tópicos Abordados Nesta Aula Definição de Ensaios Mecânicos. Noções Preliminares. Tipos e Ensaios. Conteúdo do Curso Aula 1 - Definição
Atuando no mercado brasileiro, fabricando equipamentos nas áreas de caldeiraria e serralheria industrial.
 Atuando no mercado brasileiro, fabricando equipamentos nas áreas de caldeiraria e serralheria industrial. A trabalha dentro de normas. Como: NBR, ASME, DIN, API e etc. Nosso galpão industrial comporta
Atuando no mercado brasileiro, fabricando equipamentos nas áreas de caldeiraria e serralheria industrial. A trabalha dentro de normas. Como: NBR, ASME, DIN, API e etc. Nosso galpão industrial comporta
CALDEIRAS E VASOS DE PRESSÃO. Juarez Sabino da Silva Junior Técnico de Segurança do Trabalho
 CALDEIRAS E VASOS DE PRESSÃO Juarez Sabino da Silva Junior Técnico de Segurança do Trabalho Caldeiras a Vapor São equipamentos destinados a produzir e acumular vapor sob pressão superior á atmosférica,
CALDEIRAS E VASOS DE PRESSÃO Juarez Sabino da Silva Junior Técnico de Segurança do Trabalho Caldeiras a Vapor São equipamentos destinados a produzir e acumular vapor sob pressão superior á atmosférica,
Os procedimentos para determinar a resistência do condutor são:
 1 Data realização da Laboratório: / / Data da entrega do Relatório: / / Objetivos RELATÓRIO: N o 5 ENSAIO DE FIOS CONDUTORES Verificar o estado da isolação do condutor. 1. Introdução: Esta aula tem como
1 Data realização da Laboratório: / / Data da entrega do Relatório: / / Objetivos RELATÓRIO: N o 5 ENSAIO DE FIOS CONDUTORES Verificar o estado da isolação do condutor. 1. Introdução: Esta aula tem como
CONTROLE DIMENSIONAL - CALDEIRARIA CALIBRAÇÃO DE TRENA E ESCALA COM ESCALA PADRÃO E TRENA PADRÃO
 Página: 1 de 5 1. OBJETIVO Este procedimento tem como objetivo descrever o processo de calibração de trenas de fita de aço e escalas metálicas, utilizando como padrões trenas padrão ou escalas padrão.
Página: 1 de 5 1. OBJETIVO Este procedimento tem como objetivo descrever o processo de calibração de trenas de fita de aço e escalas metálicas, utilizando como padrões trenas padrão ou escalas padrão.
INSPEÇÃO DE ESTRUTURAS SOLDADAS POR MEIO DE ENSAIOS NÃO DESTRUTIVOS: LIQUIDOS PENETRANTES E PARTICULAS MAGNETICAS
 INSPEÇÃO DE ESTRUTURAS SOLDADAS POR MEIO DE ENSAIOS NÃO DESTRUTIVOS: LIQUIDOS PENETRANTES E PARTICULAS MAGNETICAS Daniel Machado da Costa¹; Eduardo José dos Santos Filho²; Lucas Aguiar da Silva³; Pablo
INSPEÇÃO DE ESTRUTURAS SOLDADAS POR MEIO DE ENSAIOS NÃO DESTRUTIVOS: LIQUIDOS PENETRANTES E PARTICULAS MAGNETICAS Daniel Machado da Costa¹; Eduardo José dos Santos Filho²; Lucas Aguiar da Silva³; Pablo
O que são os Ensaios Não Destrutivos
 Resumo Nesse relatório vamos identificar as descontinuidade de uma peça usando ensaio por líquidos penetrantes, o qual consiste na aplicação do líquido penetrante e de um revelador que irá identificar
Resumo Nesse relatório vamos identificar as descontinuidade de uma peça usando ensaio por líquidos penetrantes, o qual consiste na aplicação do líquido penetrante e de um revelador que irá identificar
materiais ou produtos,sem prejudicar a posterior utilização destes, contribuindo para o incremento da
 Definição De acordo com a Associação Brasileira de Ensaios Não Destrutivos, ABENDE, os Ensaios Não Destrutivos (END) são definidos como: Técnicas utilizadas no controle da qualidade, d de materiais ou
Definição De acordo com a Associação Brasileira de Ensaios Não Destrutivos, ABENDE, os Ensaios Não Destrutivos (END) são definidos como: Técnicas utilizadas no controle da qualidade, d de materiais ou
MANUAL ESPECIAL 1. FINALIDADE
 MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0041 CRUZETAS DE AÇO TUBULAR 1/14
MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0041 CRUZETAS DE AÇO TUBULAR 1/14
Alta produtividade Engenharia de projetos Qualidade assegurada Certificado de garantia Sigilo industrial Confiabilidade.
 Há mais de 46 anos no mercado, a Torcisão iniciou as suas atividades no desenvolvimento de materiais para a indústria automobilística, que exigia um rigoroso controle técnico e de qualidade. Em 2006, com
Há mais de 46 anos no mercado, a Torcisão iniciou as suas atividades no desenvolvimento de materiais para a indústria automobilística, que exigia um rigoroso controle técnico e de qualidade. Em 2006, com
Dados Técnicos Sobre Tubos
 www.swagelok.com Dados Técnicos Sobre Tubos Índice Serviço de Gás.......................... 2 Instalação.............................. 2 Tabelas de Pressão de Trabalho Sugeridas Tubos em Aço Carbono.....................
www.swagelok.com Dados Técnicos Sobre Tubos Índice Serviço de Gás.......................... 2 Instalação.............................. 2 Tabelas de Pressão de Trabalho Sugeridas Tubos em Aço Carbono.....................
warrior PRONTA batalha.
 warrior PRONTA para a batalha. Soldadores comuns vão ao trabalho. Mas você não é um soldador comum você é um guerreiro. E guerreiros vão para a batalha. A ESAB traz para você a Warrior o equipamento inovador
warrior PRONTA para a batalha. Soldadores comuns vão ao trabalho. Mas você não é um soldador comum você é um guerreiro. E guerreiros vão para a batalha. A ESAB traz para você a Warrior o equipamento inovador
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais. Definição e princípio de operação:
 Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
USP EEL - Escola de Engenharia de Lorena Reatores Aula 1 Introdução a Engenharia de Reatores
 1 - Introdução A cinética química e o projeto de reatores estão no coração de quase todos os produtos químicos industriais. É, principalmente, o conhecimento da cinética química e o projeto do reator que
1 - Introdução A cinética química e o projeto de reatores estão no coração de quase todos os produtos químicos industriais. É, principalmente, o conhecimento da cinética química e o projeto do reator que
COPINAVAL 24/10/2007. END s Aplicação no setor naval Certificação
 COPINAVAL 24/10/2007 END s Aplicação no setor naval Certificação O que significa END? Ensaios Não Destrutivos: Verificar a existência de descontinuidades; Verificar a propriedade de um material; Não causa
COPINAVAL 24/10/2007 END s Aplicação no setor naval Certificação O que significa END? Ensaios Não Destrutivos: Verificar a existência de descontinuidades; Verificar a propriedade de um material; Não causa
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1. Objetivo 1. 2. Referências 1. 3. Condições gerais 1. 4. Condições específicas 1. 5. Inspeção 2. Tabela 1 - Características elétricas e mecânicas 4
 SUMÁRIO Pág. 1. Objetivo 1 2. Referências 1 3. Condições gerais 1 4. Condições específicas 1 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS 02.118-CONEM-0003 5. Inspeção 2 Tabela 1 - Características elétricas e mecânicas
SUMÁRIO Pág. 1. Objetivo 1 2. Referências 1 3. Condições gerais 1 4. Condições específicas 1 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS 02.118-CONEM-0003 5. Inspeção 2 Tabela 1 - Características elétricas e mecânicas
Tubulações pré-fabricadas
 SPECIAL PIPES AND COMPONENTS READY FOR INSTALLATION 1 Tubulações pré-fabricadas Tubos resistentes à corrosão Tubos cladeados Tubos especiais e componentes prontos para instalação Tubulações e spools pré-fabricados
SPECIAL PIPES AND COMPONENTS READY FOR INSTALLATION 1 Tubulações pré-fabricadas Tubos resistentes à corrosão Tubos cladeados Tubos especiais e componentes prontos para instalação Tubulações e spools pré-fabricados
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Copyright Proibida Reprodução. Prof. Éder Clementino dos Santos
 INTERPRETAÇÃO ISO 9001:2008 GESTÃO DE QUALIDADE O que é ISO? ISO = palavra grega que significa Igualdade CAPÍTULO: Preâmbulo ISO 9001:2008 0.1 - Generalidades: foi esclarecido que a conformidade com requisitos
INTERPRETAÇÃO ISO 9001:2008 GESTÃO DE QUALIDADE O que é ISO? ISO = palavra grega que significa Igualdade CAPÍTULO: Preâmbulo ISO 9001:2008 0.1 - Generalidades: foi esclarecido que a conformidade com requisitos
SOLDAGEM DOS METAIS CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO
 62 CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO 63 SOLDAGEM A ARCO ELÉTRICO COM ELETRODO REVESTIDO É um processo de soldagem por fusão a arco elétrico que utiliza um eletrodo consumível, no qual o calor
62 CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO 63 SOLDAGEM A ARCO ELÉTRICO COM ELETRODO REVESTIDO É um processo de soldagem por fusão a arco elétrico que utiliza um eletrodo consumível, no qual o calor
Santos/SP, outubro de 2014.
 RECUPERAÇÃO DE EROSÃO CAVITACIONAL EM TURBINAS DE AÇO CARBONO COM APLICAÇÃO DE AÇO INOXIDAVEL COM COBALTO DAS UNIDADES GERADORAS TIPO FRANCIS DA UHE CACHOEIRA DOURADA. Santos/SP, outubro de 2014. Introdução
RECUPERAÇÃO DE EROSÃO CAVITACIONAL EM TURBINAS DE AÇO CARBONO COM APLICAÇÃO DE AÇO INOXIDAVEL COM COBALTO DAS UNIDADES GERADORAS TIPO FRANCIS DA UHE CACHOEIRA DOURADA. Santos/SP, outubro de 2014. Introdução
Falando em CORTE. Corte GRSS
 Falando em CORTE Prof. Alexandre Queiroz Bracarense, PhD Laboratório de Robótica, Soldagem e Simulação Departamento de Engenharia Mecânica Universidade Federal de Minas Gerais Falando em CORTE Métodos
Falando em CORTE Prof. Alexandre Queiroz Bracarense, PhD Laboratório de Robótica, Soldagem e Simulação Departamento de Engenharia Mecânica Universidade Federal de Minas Gerais Falando em CORTE Métodos
APRESENTAÇÃO COMERCIAL
 COM (1) Rev. 0 APRESENTAÇÃO COMERCIAL Pronta para atendê-lo Ao longo dos anos, a VEMAG cresceu e desenvolveu importantes projetos que lhe garantem um sólido portifólio de referência nos segmentos em que
COM (1) Rev. 0 APRESENTAÇÃO COMERCIAL Pronta para atendê-lo Ao longo dos anos, a VEMAG cresceu e desenvolveu importantes projetos que lhe garantem um sólido portifólio de referência nos segmentos em que
CHECK - LIST - ISO 9001:2000
 REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
Indicação de Ensaios Não-Destrutivos
 Indicação de Ensaios Não-Destrutivos Este texto apresenta regras para indicação de ensaios não destrutivos (END) e exemplos de indicações de alguns ensaios. Regras para especificação de ensaios não destrutivos
Indicação de Ensaios Não-Destrutivos Este texto apresenta regras para indicação de ensaios não destrutivos (END) e exemplos de indicações de alguns ensaios. Regras para especificação de ensaios não destrutivos
GRELHA ARGENTINA TUBOAR INDICE APRESENTAÇÃO...3 MEDIDAS PARA RECORTE NO GRANITO...4 DESENHO TÉCNICO...5 ILUSTRAÇÃO EM 3D...6 VISTAS ISOMÉTRICAS...
 INDICE APRESENTAÇÃO...3 MEDIDAS PARA RECORTE NO GRANITO...4 DESENHO TÉCNICO...5 ILUSTRAÇÃO EM 3D...6 VISTAS ISOMÉTRICAS...7 INSTRUÇÕES DE LIMPEZA E UTILIZAÇÃO...9 CERTIFICADO DE GARANTIA...10 2 APRESENTAÇÃO
INDICE APRESENTAÇÃO...3 MEDIDAS PARA RECORTE NO GRANITO...4 DESENHO TÉCNICO...5 ILUSTRAÇÃO EM 3D...6 VISTAS ISOMÉTRICAS...7 INSTRUÇÕES DE LIMPEZA E UTILIZAÇÃO...9 CERTIFICADO DE GARANTIA...10 2 APRESENTAÇÃO
Ministério do Trabalho, Indústria e Comércio
 Ministério do Trabalho, Indústria e Comércio Portaria MTIC n.º 48, de 13 de maio de 1946. O Ministro de Estado, usando da atribuição que lhe confere o art. 34 do Decreto n.º 4.257, de 16 de junho de 1939,
Ministério do Trabalho, Indústria e Comércio Portaria MTIC n.º 48, de 13 de maio de 1946. O Ministro de Estado, usando da atribuição que lhe confere o art. 34 do Decreto n.º 4.257, de 16 de junho de 1939,