PROCESSO DE FABRICAÇÃO DOS BOCAIS DO COMBUSTÍVEL NUCLEAR DE ANGRA 2
|
|
|
- Laís Caires Carneiro
- 6 Há anos
- Visualizações:
Transcrição
1 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS Brazil PROCESSO DE FABRICAÇÃO DOS BOCAIS DO COMBUSTÍVEL NUCLEAR DE ANGRA 2 João Luís Aguiar de Abreu, joaofls@hotmail.com 1 1 Universidade do Estado do Rio de Janeiro, Rodovia Presidente Dutra km 298 (sentido RJ-SP) Polo Industrial Resende/ RJ Cep: Resumo: Este trabalho tem o objetivo de mostrar o processo produtivo dos bocais do elemento combustível nuclear, do tipo HTP (High Termal Performance) utilizado na usina nuclear de Angra 2, bem como suas funcionalidades. O elemento combustível nuclear é formado por 2 bocais, sendo um superior e um inferior, por 9 grades espaçadoras e 236 varetas. Estes componentes citados são os principais componentes estruturais que formam o elemento combustível típico utilizado na usina nuclear de Angra 2.O bocal superior é um componente mecânico que tem função estrutural, função de transporte e suporte para o combustível nuclear. Aquele é formado por um quadro, quatro cantoneiras e uma placa com geometria adequada as condições de operação em um reator nuclear tipo PWR (Pressurized Water Reactor). O bocal superior é feito de aço inoxidável 304 L, com baixo teor de cobalto. O bocal inferior é um componente mecânico, também tem função estrutural, pois o combustível nuclear fica apoiado sobre o bocal inferior dentro do reator nuclear. O bocal inferior é formado por um quadro, quatro cantoneiras e um "fuel guard". "Fuel guard" é um sub-componente do bocal inferior formado por um quadro, lâminas, varetas e buchas que juntas formam uma rede a qual evita que debris (objetos indesejados) danifiquem o combustível nuclear quando o reator está em operação, isto em decorrência ao escoamento turbulento do fluido refrigerante que no caso de um reator PWR é a água. O bocal inferior é feito de aço , CF-3 e 304 L com baixo teor de cobalto. Desta forma serão apresentados os componentes e sub-componentes, as etapas de fabricação, as propriedades mecânicas e químicas dos materiais, os ensaios destrutivos e não destrutivos feitos nos componentes, isto é, os processos envolvidos desde a aquisição da matéria prima até o produto acabado. Palavras-chave: Bocal,Nuclear,Fabricação. 1. INTRODUÇÃO Este trabalho tem o objetivo de mostrar o processo produtivo dos bocais dos elementos combustíveis nucleares utilizados na usina nuclear de Angra 2, bem como seus componentes e materiais utilizados. A função principal de um bocal é estrutural, no entanto ele deve, obrigatoriamente, ter as seguintes funções além da estrutural: permitir a passagem de fluido refrigerante, permitir a passagem de barras de controle, permitir o manuseio do elemento combustível e permitir manutenção, isto é, o bocal deve ser removível. 2. O ELEMENTO COMBUSTÍVEL NUCLEAR De uma forma simplificada, um reator nuclear é um equipamento onde se processa uma reação de fissão nuclear (Todreas e Kazimi), assim como um reator químico é um equipamento onde se processa uma reação química. O reator nuclear utilizado em Angra 2, é conhecido como PWR (Pressurized Water Reactor = Reator a Água Pressurizada), porque contém água sob alta pressão, isto é, como fluido refrigerante. O urânio, enriquecido a cerca de 3% em urânio-235, é colocado, em forma de pastilhas, dentro de tubos ("varetas") de aproximadamente 4metros de comprimento, feitos de uma liga especial de zircônio, denominada "zircaloy". As varetas, contendo o urânio, conhecidas como varetas combustíveis, são montadas em feixes, deste modo formam a estrutura denominada elemento combustível nuclear. As varetas são fechadas, com o objetivo de não deixar escapar o material nelas contido (o urânio e os elementos resultantes da fissão); Romano et. al. (2009), e podem suportar altas temperaturas. Os elementos resultantes da fissão nuclear (produtos de fissão ou fragmentos da fissão) são radioativos e, por isso, devem ficar retidos no interior do reator. A vareta de combustível é a primeira barreira que serve para impedir a saída de material radioativo para o meio ambiente. O vaso de pressão do reator é a segunda barreira física que serve para impedir a saída de material radioativo para o meio ambiente. O vaso de pressão contém a água de refrigeração do núcleo do reator. Associação Brasileira de Engenharia e Ciências Mecânicas 2011
. Figura 1.")
2 Esta água circula a alta temperatura pelo gerador de vapor, em circuito, isto é, não sai deste sistema, chamado de circuito primário. A água que circula no circuito primário é usada para aquecer uma outra corrente de água, que passa pelo gerador de vapor (circuito secundário). Figura 1. Esquema de Uma Usina Nuclear com Reator PWR A corrente de água que passa pelo gerador de vapor passa, em forma de vapor, pela turbina, acionando-a. A seguir é condensada e bombeada de volta para o gerador de vapor, constituindo um outro sistema de refrigeração, independente do primeiro,. O sistema de geração de vapor é chamado de circuito secundário. A independência entre o circuito primário e o circuito secundário tem o objetivo de evitar que, danificando-se uma ou mais varetas, o material radioativo (urânio e produtos de fissão) passe para o circuito secundário. É interessante mencionar que a própria água do circuito primário é radioativa. Figura 2. Elemento Combustível Nuclear


3 3. COMPONENTES DO BOCAL SUPERIOR O bocal superior é formado pelo conjunto de quatro cantoneiras, um quadro e uma placa. Sendo todos os componentes feitos com aço 304 L. O conjunto de componentes, forma o bocal semi-acabado, o qual precisa passar por algumas etapas, de acabamento, do processo para se tornar um produto acabado. 4. COMPONENTES DO BOCAL INFERIOR Figura 3. Componentes do Bocal Superior e Bocal Semi-Acabado O bocal inferior é formado por quatro cantoneiras, um tubo de centragem e um fuel-guard. As cantoneiras conectam o tubo de centragem ao fuel-guard, o tubo de centragem tem a função de encaixar o elemento combustível dentro do reator de forma que o elemento combustível fique na posição vertical. O fuel-guard deve sevir como proteção a qualquer componente (debri: parafuso, ferramenta, etc) que não faça parte dos componentes do reator, que esteja solto e escoando no fluido refrigerante. Sendo o reator, um reator de água pressurizada, a pressão interna e a velocidade do fluido são muito grandes, logo um parafuso por exemplo poderia causar danos irreparáveis no elemento combustível; desta maneira o fuel-guard tem a função de filtrar debris. 5. O MATERIAL Figura 4. Componentes do Bocal Inferior e Bocal Semi-Acabado O material utilizado na fabricação dos componentes do bocal superior é o aço 304 L. Os componentes do bocal inferior são fabricados com aço e aço CF Propriedades Químicas Nas tabelas Tab. (1), Tab. (2) e Tab. (3) podem ser verificadas as composições químicas de cada material que compõem os componentes dos bocais.

4 Tabela 1. Composição química do aço 304L Tabela 2. Composição química do aço Tabela 3. Composição química do aço CF-3 As porcentagens de cobalto nos aços utilizados na fabricação dos bocais deve ser menor ou igual a 0,03%. Pois o cobalto ao ser bombardeado por um nêutron pode se transformar em cobalto 60, o qual é radioativo e não contribui para melhor eficiência do reator. Pelo contrário o aumento da radiação na planta nuclear diminui o tempo de vida útil desta. Desta forma o aumento da radiação que não contribui para melhor eficiência do reator deve ser evitada. 5.2 Propriedades Mecânicas Abaixo estão as propriedades mecânicas dos aços utilizados na fabricação dos bocais. Tabela 4. Propriedades mecânicas do aço obtidas por ensaio de tração a temperatura ambiente Material Posição do corpo de prova Limite de escoamento 0,2% Rp0,2 em N/mm2 Resistência à tração Rm em N/mm2 Alongamento após ruptura A5 em % longitudinal 345 Rp0, Tabela 5. Propriedades mecânicas do aço 304 L obtidas por ensaio de tração a temperatura ambiente Placas, chapas e tiras do aço 304L(ASTM A240) Limite de Resistência Limite de Escoamento Deformação Dureza ksi MPa ksi MPa 50 mm ou 2in Brinell Rockwell Tabela 6: Propriedades mecânicas do aço 304 L obtidas por ensaio de tração a temperatura ambiente Barras e perfis laminados a quente do aço 304L(ASTM A479/A479M-ASTM A276) Limite de Resistência Limite de Escoamento Deformação Redução de área Ksi MPa ksi MPa 50 mm ou 2in %
 Limite de Resistência Limite de Escoamento Deformação Redução de área Ksi MPa ksi MPa 50 mm ou 2in % 70 485 30 205 35 O processo de fabricação dos bocais começa pela")
5 Tabela 7. Propriedades mecânicas do aço CF-3 obtidas por ensaio de tração a temperatura ambiente 6. O PROCESSO CF-3(ASTM A743) Limite de Resistência Limite de Escoamento Deformação Redução de área Ksi MPa ksi MPa 50 mm ou 2in % O processo de fabricação dos bocais começa pela aquisição de chapas de aço as quais são submetidas a ensaios não destrutivos de líquido penetrante e ultra-som. Elas são cortadas por plasma submerso e logo após isso vão para a etapa de usinagem. A Fig. (5) mostra de forma resumida este processo Soldagem Figura 5. Processo genérico de fabricação dos bocais Logo depois de todos os componentes serem usinados e inspecionados, no caso do bocal superior, as cantoneiras, o quadro e a placa são soldados por feixe de elétrons. Segundo LaFlamme et al. o feixe de elétrons(electron beam) é uma tecnologia utilizada para processamento de materiais, utilizando o calor gerado pelo impacto dos elétrons. Devido às diferentes possibilidades de aplicar este calor sobre a peça (convergindo-o ou espalhando-o por mecanismos óticos), tem-se diferentes formas de utilizar o feixe eletrônico, como por exemplo: soldagem, corte, tratamento superficial e micro-usinagem. Porém, é importante destacar que, os três últimos processos não competem técnica e economicamente com os existentes para as mesmas funções. Por enquanto, o feixe de elétrons é utilizado quase que unicamente em soldagem, (Gimenes 2008). Embora já se tenha o conhecimento da teoria do bombardeamento eletrônico há anos, a utilização do processo necessitou aguardar um maior desenvolvimento da área de vácuo, pois este é necessário para evitar a dispersão do feixe, e com isto, dar maior penetração à soldagem, pois esta foi a primeira utilização do processo. O processo veio a desenvolver-se, juntamente com a técnica de vácuo, no início da época das construções nucleares (anos 50), quando se precisaram soldar materiais reativos (Ti,Zr), e se tiveram problemas de oxidação. Como os elétrons podem ser projetados no vácuo, resolveu-se assim o problema, passando-se a fazer as soldagens em câmaras de vácuo. Com isto, obtiveram-se soldagens com: Zonas fundidas muito estreitas; Livres de oxidações devido a serem feitas em vácuo;


6 Zonas termicamente afetadas (ZTA) reduzidas em conseqüência da grande convergência do feixe. Esta grande convergência resultará em uma interação feixe/matéria diferente das interações que temos quando soldamos com os processos convencionais Fluxograma do Processo de Fabricação Abaixo se tem o fluxograma do processo de fabricação dos bocais.
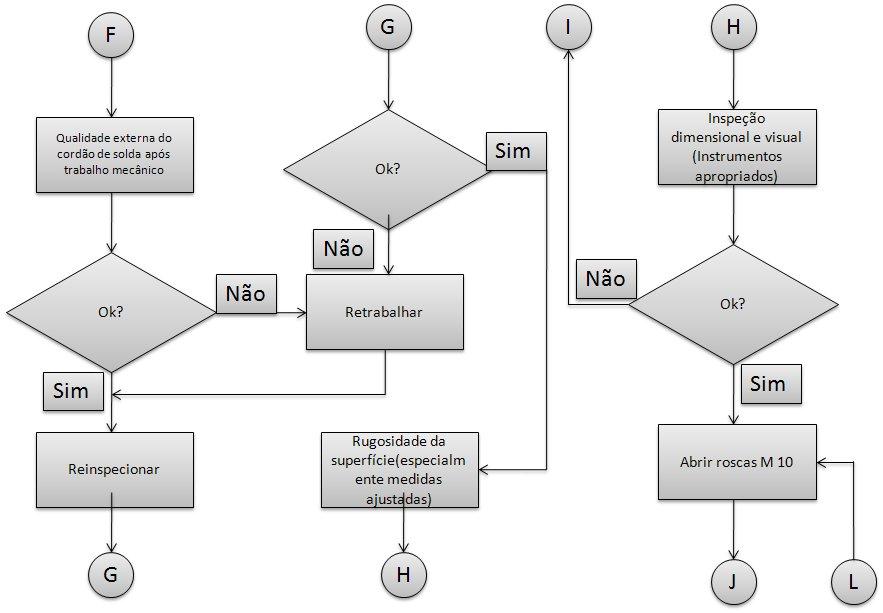
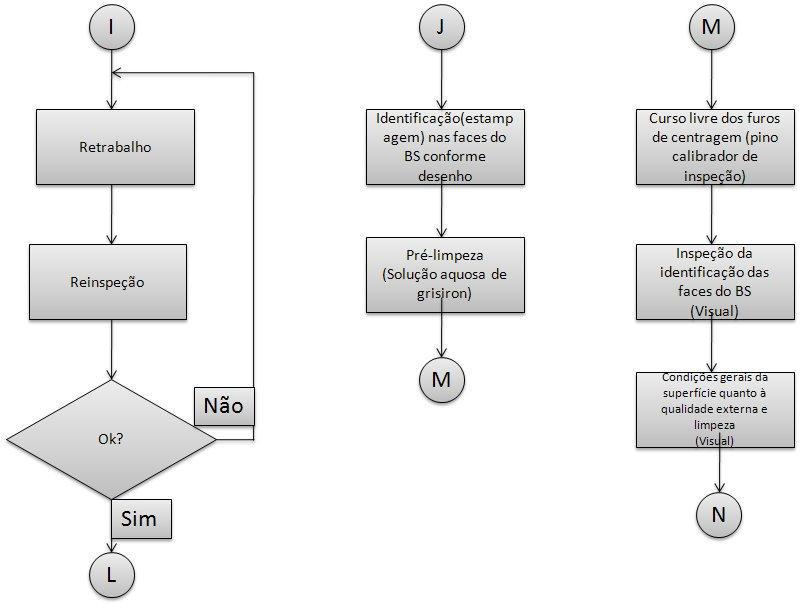
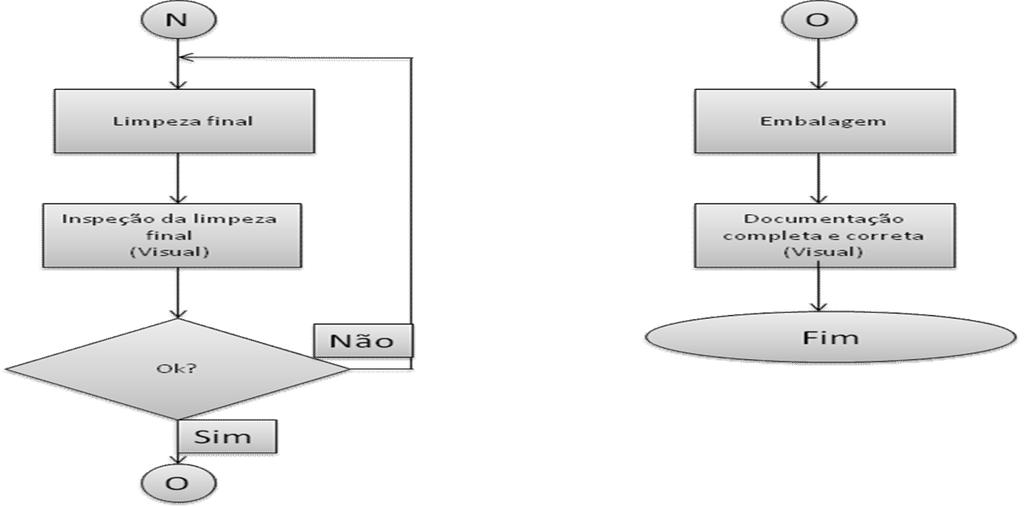
7 Figura 6. Fluxograma do processo de fabricação do bocal superior
8 7. RESULTADOS E CONCLUSÕES A priori este processo não era descrito por fluxograma, isto é, este era realizado, mas não visualizado, aquele era apenas descrito por um documento com o sequênciamento de fabricação e inspeção em forma de tabela. As atividades eram executadas obedecendo a uma seqüência lógica a qual é descrita pela Fig.(6). A sistematização deste processo de fabricação possibilitará melhor controle de qualidade, planejamento, bem como melhor utilização dos recursos humanos na fabricação dos bocais. A visualização do processo deve ser, após a determinação de tarefas a serem executadas, a etapa que propiciará o controle, desta forma o processo poderá ser otimizado através de uma cronoanálise e uma modelagem computacional deste. Desta forma conclui-se que a descrição do processo produtivo dos bocais propiciou um ganho em qualidade e controle deste processo. 8. REFERÊNCIAS R. Rai, T. A. Palmes, J. W. Eesmer, and T. Debroy, 2009, Heat Transfer and Fluid Flow during Electron Beam Welding of 304L Stainless Steel Alloy, Welding Journal, Welding Journal v. 88 no. 3 (March 2009) p. 54S-61S. Jr. Luiz Gimenes, Ramalho, Jose Pinto, 2008, Feixes de Elétrons Infosolda. < O. A. Idowu, O. A. Ojo, and M. C. Chaturvedi, 2009, Crack-Free Electron Beam Welding of Allvac 718Plus(R) Superalloy, Welding Journal 88 no9 179S-187S S LaFlamme, G. R.; Powers, D. E., 1994, Electron beam welding of copper containers to encapsulate nuclear waste. Welding Journal v. 73 (December 1994) p Todreas, Neil E.; Kazimi, Mujid, 1990, Nuclear Systems I Thermal Hydraulic Fundamentals, Second edition. Antonino Romano, Carter A. Shuffler, Hans D. Garkisch,Donald R. Olanderd, Neil E. Todreas, Fuel Performance Analysis for PWR Cores, Nuclear Engineering and Design 239, ASTM A240 / A240M - 10b Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. ASTM A479 / A479M - 10a Standard Specification for Stainless Steel Bars and Shapes for Use in Boilers and Other Pressure Vessels. ASTM A743 / A743M - 06(2010) Standard Specification for Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, for General Application. ASTM A Standard Specification for Stainless Steel Bars and Shapes. 9. DIREITOS AUTORAIS Os direitos autorais deste trabalho pertencem aos autores deste.

 used in the Angra 2 nuclear plant, as well as its functionality.")
9 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS Brazil FABRICATION PROCESS OF FUEL ASSEMBLIES NOZZLES OF ANGRA 2 João Luís Aguiar de Abreu, joaofls@hotmail.com 1 1 Universidade do Estado do Rio de Janeiro, Rodovia Presidente Dutra km 298 (sentido RJ-SP) Polo Industrial Resende/ RJ Cep: Abstract. This paper aims to show the production process of nuclear fuel assembly nozzles, type HTP (High Performance Thermal) used in the Angra 2 nuclear plant, as well as its functionality. The nuclear fuel assembly consists of two nozzles, one top and one bottom, by 9 grid spacing and 236 rods. These components mentioned are the main structural components that make up the typical fuel assembly used in Angra 2 nuclear power plant. The top nozzle is a mechanical component that has a structural function, transport function and support for nuclear fuel. That consists of a frame, four corners and a plate geometry with appropriate operating conditions in a nuclear reactor type PWR (Pressurized Water Reactor). The top nozzle is made of stainless steel 304 L, with low cobalt content. The bottom nozzle is a mechanical component, also has a structural function, since the nuclear fuel nozzle is rested on the bottom inside the nuclear reactor. The nozzle is formed by a bottom frame, four corners and a "fuel guard." "Fuel guard" is a sub-component nozzle formed by a bottom frame, plates, rods and bushings that together form a network that prevents debris objects (junk) from damaging the nuclear fuel when the reactor is in operation, this due the turbulent flow of the refrigerant in the case of a PWR reactor is water. The bottom nozzle is made steel , CF L-3 and 304 with low cobalt content. Thus we will present the components and sub-components, the manufacturing steps, the mechanical and chemical properties of materials, nondestructive and destructive tests on components made, that is, the processes involved in the acquisition of raw material to finished product. Keywords: Nozzle, Nuclear, Fabrication. Associação Brasileira de Engenharia e Ciências Mecânicas 2011
AVALIAÇÃO DO COMPORTAMENTO DOS MODOS DE VIBRAÇÃO DE GRADES ESPAÇADORAS CONFORME PROJETADA VERSUS FABRICADA, UTILIZANDO O MÉTODO DE ELEMENTOS FINITOS
 VI CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA VI NATIONAL CONGRESS OF MECHANICAL ENGINEERING 18 a 21 de agosto de 2010 Campina Grande Paraíba - Brasil August 18 21, 2010 Campina Grande Paraíba Brazil AVALIAÇÃO
VI CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA VI NATIONAL CONGRESS OF MECHANICAL ENGINEERING 18 a 21 de agosto de 2010 Campina Grande Paraíba - Brasil August 18 21, 2010 Campina Grande Paraíba Brazil AVALIAÇÃO
Simulação do processo de produção da vareta do elemento combustível nuclear de Angra 1
 Simulação do processo de produção da vareta do elemento combustível nuclear de Angra 1 João Luís Aguiar de Abreu, joaofls@hotmail.com 1 1 Universidade Estadual do Rio de Janeiro, Rodovia Presidente Dutra
Simulação do processo de produção da vareta do elemento combustível nuclear de Angra 1 João Luís Aguiar de Abreu, joaofls@hotmail.com 1 1 Universidade Estadual do Rio de Janeiro, Rodovia Presidente Dutra
PROBLEMAS DE MATERIAIS NA ÁREA NUCLEAR
 PROBLEMAS DE MATERIAIS NA ÁREA NUCLEAR 27/08/2013 ABNER DA COSTA ASSIS ENGENHEIRO DE PRODUTO PROPRIEDADES GERAIS E ESPECIAIS NA SELEÇÃO DE MATERIAIS NUCLEARES Propriedades Gerais: Resistência mecânica
PROBLEMAS DE MATERIAIS NA ÁREA NUCLEAR 27/08/2013 ABNER DA COSTA ASSIS ENGENHEIRO DE PRODUTO PROPRIEDADES GERAIS E ESPECIAIS NA SELEÇÃO DE MATERIAIS NUCLEARES Propriedades Gerais: Resistência mecânica
FUNDAMENTOS DE TECNOLOGIA NUCLEAR. Ipen Tópicos do Módulo
 FUNDAMENTOS DE TECNOLOGIA NUCLEAR Materiais e Ciclo do Combustível Profs.: Afonso Aquino e Arnaldo Andrade Ipen 2007 Tópicos do Módulo Noções sobre o Ciclo do Combustível Nuclear Materiais e Componentes
FUNDAMENTOS DE TECNOLOGIA NUCLEAR Materiais e Ciclo do Combustível Profs.: Afonso Aquino e Arnaldo Andrade Ipen 2007 Tópicos do Módulo Noções sobre o Ciclo do Combustível Nuclear Materiais e Componentes
PRODUTOS DE COBRE METAIS APLICADOS. Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE
 PRODUTOS DE COBRE METAIS APLICADOS Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE O COBRE TRANSFORMA O MUNDO. A PARANAPANEMA TRANSFORMA O COBRE. A Paranapanema, líder e maior produtora brasileira
PRODUTOS DE COBRE METAIS APLICADOS Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE O COBRE TRANSFORMA O MUNDO. A PARANAPANEMA TRANSFORMA O COBRE. A Paranapanema, líder e maior produtora brasileira
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Efeito das propriedades variáveis com o tempo em uma barra de um reator nuclear
 Efeito das propriedades variáveis com o tempo em uma barra de um reator nuclear João Gilberto Furlan Rocha Instituto Tecnológico de Aeronáutica - ITA/CTA 12228-900 São José dos Campos, São Paulo, Brasil
Efeito das propriedades variáveis com o tempo em uma barra de um reator nuclear João Gilberto Furlan Rocha Instituto Tecnológico de Aeronáutica - ITA/CTA 12228-900 São José dos Campos, São Paulo, Brasil
Combustível Nuclear no Brasil: Histórico e Perspectivas
 Combustível Nuclear no Brasil: Histórico e Perspectivas JORGE LUIZ CHAPOT (Superintendência de Combustível e Segurança Nuclear) III SEN 26/8/2013 ANGRA 1 Tipo de Reator PWR Projetista Westinghouse Potência
Combustível Nuclear no Brasil: Histórico e Perspectivas JORGE LUIZ CHAPOT (Superintendência de Combustível e Segurança Nuclear) III SEN 26/8/2013 ANGRA 1 Tipo de Reator PWR Projetista Westinghouse Potência
Inox é a solução para a Indústria Automotiva
 Inox é a solução para a Indústria Automotiva Evolução das ligas Maior tempo de garantia A evolução do segmento automotivo no Brasil mostra que, atualmente, temos muito mais ligas sendo utilizadas. Isso
Inox é a solução para a Indústria Automotiva Evolução das ligas Maior tempo de garantia A evolução do segmento automotivo no Brasil mostra que, atualmente, temos muito mais ligas sendo utilizadas. Isso
Solução em aço inox para o segmento automotivo
 Solução em aço inox para o segmento automotivo Evolução das ligas Maior tempo de garantia A evolução do segmento automotivo no Brasil mostra que, atualmente, temos muito mais ligas sendo utilizadas. Isso
Solução em aço inox para o segmento automotivo Evolução das ligas Maior tempo de garantia A evolução do segmento automotivo no Brasil mostra que, atualmente, temos muito mais ligas sendo utilizadas. Isso
INSPEÇÃO DE SOLDAGEM. Qualificação de Procedimentos de Soldagem e de Soldadores
 INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada. Columbus Stainless. Nome X2CrNil2. Elementos C Mn Si Cr Ni N P S
 Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS
 Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO
 EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM PROFESSOR: LUIZ GIMENES Jr. ALUNO: ROBERTO BATISTA DOS SANTOS E-mail: inspetor.dutos@yahoo.com.br FEVEREIRO
EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM PROFESSOR: LUIZ GIMENES Jr. ALUNO: ROBERTO BATISTA DOS SANTOS E-mail: inspetor.dutos@yahoo.com.br FEVEREIRO
Tubulações Industriais. Prof. João Paulo Barbosa, M.Sc.
 Tubulações Industriais Prof. João Paulo Barbosa, M.Sc. TUBULAÇÕES E VASOS DE PRESSÃO São equipamentos vitais nas plantas industriais das mais diversas áreas da engenharia. Generalidades e Classificação
Tubulações Industriais Prof. João Paulo Barbosa, M.Sc. TUBULAÇÕES E VASOS DE PRESSÃO São equipamentos vitais nas plantas industriais das mais diversas áreas da engenharia. Generalidades e Classificação
Heavy plates. Chapas pesadas
 Heavypl at es The heavy plate manufacturing center in San Giorgio di Nogaro, Italy has recently seen major upgrades with the starting of a new quarto rolling mill and a new reheating furnace for thermal
Heavypl at es The heavy plate manufacturing center in San Giorgio di Nogaro, Italy has recently seen major upgrades with the starting of a new quarto rolling mill and a new reheating furnace for thermal
Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união.
 Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
UniRV - UNIVERSIDADE DE RIO VERDE FACULDADE DE ENGENHARIA MECÂNICA
 UniRV - UNIVERSIDADE DE RIO VERDE FACULDADE DE ENGENHARIA MECÂNICA OTIMIZAÇÃO DA INSTRUMENTAÇÃO E ELEMENTOS DE CONTROLE DE CALDEIRA AQUATUBULAR MONODRUM LUIZ PAULO ARAUJO DA SILVA Orientador: Prof. Esp.
UniRV - UNIVERSIDADE DE RIO VERDE FACULDADE DE ENGENHARIA MECÂNICA OTIMIZAÇÃO DA INSTRUMENTAÇÃO E ELEMENTOS DE CONTROLE DE CALDEIRA AQUATUBULAR MONODRUM LUIZ PAULO ARAUJO DA SILVA Orientador: Prof. Esp.
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
BOMBA ELETROMAGNÉTICA DE CORRENTE CONTÍNUA APLICADA NO CONTROLE DE ESCOAMENTO DE METAIS LÍQUIDOS UTILIZADOS EM REATORES RÁPIDOS
 2005 International Nuclear Atlantic Conference - INAC 2005 Santos, SP, Brazil, August 28 to September 2, 2005 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 85-99141-01-5 BOMBA ELETROMAGNÉTICA DE
2005 International Nuclear Atlantic Conference - INAC 2005 Santos, SP, Brazil, August 28 to September 2, 2005 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 85-99141-01-5 BOMBA ELETROMAGNÉTICA DE
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Geração de Energia Elétrica
 Geração de Energia Elétrica Geração Termoelétrica a Vapor Unidades Nucleares Joinville, 18 de Abril de 2012 Escopo dos Tópicos Abordados Fissão versus Fusão Nuclear; Configurações e Modelos de Reatores
Geração de Energia Elétrica Geração Termoelétrica a Vapor Unidades Nucleares Joinville, 18 de Abril de 2012 Escopo dos Tópicos Abordados Fissão versus Fusão Nuclear; Configurações e Modelos de Reatores
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 10 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Cálculo de tensões em juntas soldadas Terminologia Juntas soldadas: região da peça onde duas ou mais partes são unidas pela operação
10 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Cálculo de tensões em juntas soldadas Terminologia Juntas soldadas: região da peça onde duas ou mais partes são unidas pela operação
Aula 6 Dimensionamento de grandes equipamentos de usinas termoelétricas
 BIJ-0207 Bases conceituais da energia Aula 6 Dimensionamento de grandes equipamentos de usinas termoelétricas Prof. João Moreira CECS - Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas Universidade
BIJ-0207 Bases conceituais da energia Aula 6 Dimensionamento de grandes equipamentos de usinas termoelétricas Prof. João Moreira CECS - Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas Universidade
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Processo de Soldagem Eletroescória HISTÓRICO
 Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DA ENERGIA DO PULSO LASER NA SOLDAGEM DE LIGA DE ZIRCÔNIO
 INFLUÊNCIA DA ENERGIA DO PULSO LASER NA SOLDAGEM DE LIGA DE ZIRCÔNIO Rubens Fernando Rezende Centro tecnológico da Marinha em São Paulo CTMSP Fone: 3817-7272 e-mail: rf-rezende@uol.com.br José Roberto
INFLUÊNCIA DA ENERGIA DO PULSO LASER NA SOLDAGEM DE LIGA DE ZIRCÔNIO Rubens Fernando Rezende Centro tecnológico da Marinha em São Paulo CTMSP Fone: 3817-7272 e-mail: rf-rezende@uol.com.br José Roberto
EFEITO DAS TENSÕES TÉRMICAS RESIDUAIS DE CURA NO COMPORTAMENTO MECÂNICO DE LAMINADOS CARBONO/EPÓXI
 EFEITO DAS TENSÕES TÉRMICAS RESIDUAIS DE CURA NO COMPORTAMENTO MECÂNICO DE LAMINADOS CARBONO/EPÓXI Igor Xavier Correia Lima, IC (igorxcl@yahoo.com.br) Sérgio Frascino Muller de Almeida, PQ Instituto Tecnológico
EFEITO DAS TENSÕES TÉRMICAS RESIDUAIS DE CURA NO COMPORTAMENTO MECÂNICO DE LAMINADOS CARBONO/EPÓXI Igor Xavier Correia Lima, IC (igorxcl@yahoo.com.br) Sérgio Frascino Muller de Almeida, PQ Instituto Tecnológico
PROCESSO ALTERNATIVO PARA CORTE LONGITUDINAL DE BAMBU COM FACAS RADIAIS
 PROCESSO ALTERNATIVO PARA CORTE LONGITUDINAL DE BAMBU COM FACAS RADIAIS Thiago Oliveira dos Santos Diego Alba Collinetti Juliana Cortez Barbosa Daniel Villas Bôas daniel@itapeva.unesp.br Campus Experimental
PROCESSO ALTERNATIVO PARA CORTE LONGITUDINAL DE BAMBU COM FACAS RADIAIS Thiago Oliveira dos Santos Diego Alba Collinetti Juliana Cortez Barbosa Daniel Villas Bôas daniel@itapeva.unesp.br Campus Experimental
ESTRUTURAS METÁLICAS 1 Estruturas Metálicas e suas aplicações
 PUC Pontifícia Universidade Católica de Goiás Departamento de Engenharia Civil ESTRUTURAS METÁLICAS 1 Estruturas Metálicas e suas aplicações Professor Juliano Geraldo Ribeiro Neto, MSc. Goiânia, 2016.
PUC Pontifícia Universidade Católica de Goiás Departamento de Engenharia Civil ESTRUTURAS METÁLICAS 1 Estruturas Metálicas e suas aplicações Professor Juliano Geraldo Ribeiro Neto, MSc. Goiânia, 2016.
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
RECUPERAÇÃO DE CALOR NA SINTERIZAÇÃO: UMA ALTERNATIVA VIÁVEL PARA GERAÇÃO DE ENERGIA TÉRMICA E AUMENTO DA EFICIÊNCIA GLOBAL DA PLANTA*
 RECUPERAÇÃO DE CALOR NA SINTERIZAÇÃO: UMA ALTERNATIVA VIÁVEL PARA GERAÇÃO DE ENERGIA TÉRMICA E AUMENTO DA EFICIÊNCIA GLOBAL DA PLANTA* Joaquim Luiz Monteiro Barros 1 Fabiana Moreira Costar 2 Resumo Este
RECUPERAÇÃO DE CALOR NA SINTERIZAÇÃO: UMA ALTERNATIVA VIÁVEL PARA GERAÇÃO DE ENERGIA TÉRMICA E AUMENTO DA EFICIÊNCIA GLOBAL DA PLANTA* Joaquim Luiz Monteiro Barros 1 Fabiana Moreira Costar 2 Resumo Este
Trabalho de solidificação. Soldagem. João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza
 Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
Benefícios do uso de aços microligados ao Nióbio em edifícios industriais. Roberval José Pimenta Leonardo Magalhães Silvestre
 Benefícios do uso de aços microligados ao Nióbio em edifícios industriais Roberval José Pimenta Leonardo Magalhães Silvestre Aços estruturais são uma solução para os grandes desafios enfrentados na construção
Benefícios do uso de aços microligados ao Nióbio em edifícios industriais Roberval José Pimenta Leonardo Magalhães Silvestre Aços estruturais são uma solução para os grandes desafios enfrentados na construção
INTRODUÇAO. Figura 01 - Dispositivo de elevação e posicionador
 Soldagem de Pinos Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇAO A Soldagem de pinos em inglês é designado por stud welding, trata-se de um processo de soldagem a arco elétrico que une
Soldagem de Pinos Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇAO A Soldagem de pinos em inglês é designado por stud welding, trata-se de um processo de soldagem a arco elétrico que une
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
ESTUDO COMPARATIVO DE JUNTAS SOLDADAS POR FEIXE DE ELÉTRONS DOS AÇOS INOXIDÁVEIS 304L E DUPLEX UNS S32304 EM COMPONENTES DE COMBUSTÍVEL NUCLEAR
 ESTUDO COMPARATIVO DE JUNTAS SOLDADAS POR FEIXE DE ELÉTRONS DOS AÇOS INOXIDÁVEIS 304L E DUPLEX UNS S32304 EM COMPONENTES DE COMBUSTÍVEL NUCLEAR CARLOS JOSÉ DE MORAES FREIRE¹*, GLÁUCIO SOARES DA FONSECA²
ESTUDO COMPARATIVO DE JUNTAS SOLDADAS POR FEIXE DE ELÉTRONS DOS AÇOS INOXIDÁVEIS 304L E DUPLEX UNS S32304 EM COMPONENTES DE COMBUSTÍVEL NUCLEAR CARLOS JOSÉ DE MORAES FREIRE¹*, GLÁUCIO SOARES DA FONSECA²
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
ESTUDO DA CORRELAÇÃO ENTRE A ENERGIA DE IMPACTO ABSORVIDA E A ESPESSURA DOS CORPOS DE PROVA DE CHARPY-V*
 ESTUDO DA CORRELAÇÃO ENTRE A ENERGIA DE IMPACTO ABSORVIDA E A ESPESSURA DOS CORPOS DE PROVA DE CHARPY-V* Diego Moisés Maciel Vieira 1 Lucas Giacomelli Ranzi 2 Bill Paiva dos Santos 3 Vagner Machado Costa
ESTUDO DA CORRELAÇÃO ENTRE A ENERGIA DE IMPACTO ABSORVIDA E A ESPESSURA DOS CORPOS DE PROVA DE CHARPY-V* Diego Moisés Maciel Vieira 1 Lucas Giacomelli Ranzi 2 Bill Paiva dos Santos 3 Vagner Machado Costa
O uso da água para a geração de energia termelétrica nos empreendimentos das Empresas Eletrobras GTRH-EE. Fórum Mundial da Água Março 2018
 O uso da água para a geração de energia termelétrica nos empreendimentos das Empresas Eletrobras GTRH-EE Fórum Mundial da Água Março 2018 Apresentação Este trabalho foi elaborado pelo Grupo de Trabalho
O uso da água para a geração de energia termelétrica nos empreendimentos das Empresas Eletrobras GTRH-EE Fórum Mundial da Água Março 2018 Apresentação Este trabalho foi elaborado pelo Grupo de Trabalho
VIMCOR AÇO INOXIDÁVEL DE ALTA USINABILIDADE PARA MOLDES PLÁSTICOS
 AÇO INOXIDÁVEL DE ALTA USINABILIDADE PARA MOLDES PLÁSTICOS CONTRIBUIÇÕES PARA A COMPETITIVIDADE DA FERRAMENTARIA NACIONAL Eng. M. Eng. Paulo Haddad Assessoria Técnica TRABALHANDO PARA O FORTALECIMENTO
AÇO INOXIDÁVEL DE ALTA USINABILIDADE PARA MOLDES PLÁSTICOS CONTRIBUIÇÕES PARA A COMPETITIVIDADE DA FERRAMENTARIA NACIONAL Eng. M. Eng. Paulo Haddad Assessoria Técnica TRABALHANDO PARA O FORTALECIMENTO
PRECIPITAÇÃO DA AUSTENITA SECUNDÁRIA DURANTE A SOLDAGEM DO AÇO INOXIDÁVEL DUPLEX S. A. Pires, M. Flavio, C. R. Xavier, C. J.
 PRECIPITAÇÃO DA AUSTENITA SECUNDÁRIA DURANTE A SOLDAGEM DO AÇO INOXIDÁVEL DUPLEX 2205 S. A. Pires, M. Flavio, C. R. Xavier, C. J. Marcelo Av. dos Trabalhadores, n 420, Vila Santa Cecília, Volta Redonda,
PRECIPITAÇÃO DA AUSTENITA SECUNDÁRIA DURANTE A SOLDAGEM DO AÇO INOXIDÁVEL DUPLEX 2205 S. A. Pires, M. Flavio, C. R. Xavier, C. J. Marcelo Av. dos Trabalhadores, n 420, Vila Santa Cecília, Volta Redonda,
MELHORES PRÁTICAS DE AMOSTRAGEM DE ÁGUA DE CALDEIRA E VAPOR
 MELHORES PRÁTICAS DE AMOSTRAGEM DE ÁGUA DE CALDEIRA E VAPOR O tratamento de água de caldeira é crucial para evitar corrosão, deposição, arraste, alto consumo de combustível, falhas de tubos, paradas não
MELHORES PRÁTICAS DE AMOSTRAGEM DE ÁGUA DE CALDEIRA E VAPOR O tratamento de água de caldeira é crucial para evitar corrosão, deposição, arraste, alto consumo de combustível, falhas de tubos, paradas não
Nuclebrás Equipamentos Pesados S.A. NUCLEP
 Nuclebrás Equipamentos Pesados S.A. NUCLEP MISSÃO DA NUCLEP Projetar, desenvolver, fabricar e comercializar componentes pesados relativos a usinas nucleares e a outros projetos, atendendo as demandas estratégicas
Nuclebrás Equipamentos Pesados S.A. NUCLEP MISSÃO DA NUCLEP Projetar, desenvolver, fabricar e comercializar componentes pesados relativos a usinas nucleares e a outros projetos, atendendo as demandas estratégicas
CC-MD 24 RESERVATORIO ELEVADO 16agosto17
 CC-MD 24 RESERVATORIO ELEVADO 16agosto17 INTRODUÇÃO: O presente Memorial descreve e especifica os requisitos mínimos para fornecimento e instalação de reservatório de agua potável e incêndio, para a Escola
CC-MD 24 RESERVATORIO ELEVADO 16agosto17 INTRODUÇÃO: O presente Memorial descreve e especifica os requisitos mínimos para fornecimento e instalação de reservatório de agua potável e incêndio, para a Escola
TUBOS DE AÇO Sem Costura
 BTL STEEL WORKS foi fundada em 2009 com intuito de suprir a necessidade de abastecimento do mercado nacional com SEM COSTURA. Originária da experiência de mais de 40 anos em trefilação e conformação de
BTL STEEL WORKS foi fundada em 2009 com intuito de suprir a necessidade de abastecimento do mercado nacional com SEM COSTURA. Originária da experiência de mais de 40 anos em trefilação e conformação de
ESTUDO DE TRATAMENTO TÉRMICO DE PINO J*
 ESTUDO DE TRATAMENTO TÉRMICO DE PINO J* Lucas Silva Fontes 1 Silvando Vieira dos Santos 2 Abraão Santos Silva 3 Sandro Griza 4 Resumo Este estudo trata da metodologia de projeto de tratamento térmico para
ESTUDO DE TRATAMENTO TÉRMICO DE PINO J* Lucas Silva Fontes 1 Silvando Vieira dos Santos 2 Abraão Santos Silva 3 Sandro Griza 4 Resumo Este estudo trata da metodologia de projeto de tratamento térmico para
C R E E M SOLDAGEM DOS MATERIAIS. UNESP Campus de Ilha Solteira. Prof. Dr. Vicente A. Ventrella
 C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
Soldagem por Fricção
 Soldagem por Fricção Prof. Alexandre Queiroz Bracarense Soldagem por Atrito 1. Introdução A soldagem por atrito é um processo de união no estado sólido, no qual a coalescência entre as peças metálicas
Soldagem por Fricção Prof. Alexandre Queiroz Bracarense Soldagem por Atrito 1. Introdução A soldagem por atrito é um processo de união no estado sólido, no qual a coalescência entre as peças metálicas
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
WSSA 工業有限公司. Catálogo de Alumínios. Catalog of Aluminun
 WSSA 工業有限公司 Catálogo de Alumínios Catalog of Aluminun 2 WSSA Industrial Limited 03 04 05 06 07 07 08 09 10 11 11 índice Apresentação Alumínio e suas Ligas de Placas e Chapas Alumínio e suas Ligas Slitters
WSSA 工業有限公司 Catálogo de Alumínios Catalog of Aluminun 2 WSSA Industrial Limited 03 04 05 06 07 07 08 09 10 11 11 índice Apresentação Alumínio e suas Ligas de Placas e Chapas Alumínio e suas Ligas Slitters
INFLUÊNCIA DA SOLDA NA VIDA EM FADIGA DO AÇO SAE 1020
 INFLUÊNCIA DA SOLDA NA VIDA EM FADIGA DO AÇO SAE 1020 H. W. L. Silva, M. P. Peres, H. J. C. Woorwald Rua Sebastião Martins, 55 - Lagoa Dourada I - Cruzeiro - SP - CEP: 12711-390 e-mail: hwlsilva@dglnet.com.br
INFLUÊNCIA DA SOLDA NA VIDA EM FADIGA DO AÇO SAE 1020 H. W. L. Silva, M. P. Peres, H. J. C. Woorwald Rua Sebastião Martins, 55 - Lagoa Dourada I - Cruzeiro - SP - CEP: 12711-390 e-mail: hwlsilva@dglnet.com.br
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
Título do projeto: SOLDABILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA
 Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica.
 CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
DESENVOLVIMENTO DO PROCESSO DE LAMINAÇÃO DO AÇO PARA A PRODUÇÃO DO VERGALHÃO CA50 32mm*
 DESENVOLVIMENTO DO PROCESSO DE LAMINAÇÃO DO AÇO PARA A PRODUÇÃO DO VERGALHÃO CA50 32mm* Márcio de Fátima Rosa 1 Ademir de Oliveira Junior 2 Aline da Costa Miranda Lima 3 Resumo Os vergalhões CA50 32mm
DESENVOLVIMENTO DO PROCESSO DE LAMINAÇÃO DO AÇO PARA A PRODUÇÃO DO VERGALHÃO CA50 32mm* Márcio de Fátima Rosa 1 Ademir de Oliveira Junior 2 Aline da Costa Miranda Lima 3 Resumo Os vergalhões CA50 32mm
Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento.
 1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Normas Aplicadas aos Revestimentos Executados pela Neoprex
 Revestimento em Suportes Após desenvolvimento do elastômero, que pode ter como base o Neoprene, revestimos os suportes, que podem receber o elastômero já vulcanizado (adesão a frio) ou ter o elastômero
Revestimento em Suportes Após desenvolvimento do elastômero, que pode ter como base o Neoprene, revestimos os suportes, que podem receber o elastômero já vulcanizado (adesão a frio) ou ter o elastômero
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
MÁQUINAS TÉRMICAS E PROCESSOS CONTÍNUOS
 MÁQUINAS TÉRMICAS E PROCESSOS CONTÍNUOS AULA 13 TURBINAS A VAPOR PROF.: KAIO DUTRA Usinas Termoelétricas As turbinas a vapor são máquinas que utilizam a elevada energia cinética da massa de vapor expandido
MÁQUINAS TÉRMICAS E PROCESSOS CONTÍNUOS AULA 13 TURBINAS A VAPOR PROF.: KAIO DUTRA Usinas Termoelétricas As turbinas a vapor são máquinas que utilizam a elevada energia cinética da massa de vapor expandido
DIMENSIONAMENTO DE UNIÕES UTILIZANDO CONECTORES METÁLICOS PARAFUSOS
 03/12/2015 14:18:18 1 Manaus, 2015 MINICURSO Eng. Civil A SEREM ABORDADOS NESTE MINICURSO: - Contextualização; - Características dos Conectores Metálicos - Parafusos; - Normas; - Princípios básicos da
03/12/2015 14:18:18 1 Manaus, 2015 MINICURSO Eng. Civil A SEREM ABORDADOS NESTE MINICURSO: - Contextualização; - Características dos Conectores Metálicos - Parafusos; - Normas; - Princípios básicos da
Propriedades típicas e algumas aplicações das ligas de alumínio conformadas
 1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
Simulação de Diferentes Tratamentos Térmicos na Aceitação do Aço 2,25Cr-1Mo Adotado em Equipamentos para Hidrotratamento de Derivados de Petróleo
 Murilo Fonseca Leal Simulação de Diferentes Tratamentos Térmicos na Aceitação do Aço 2,25Cr-1Mo Adotado em Equipamentos para Hidrotratamento de Derivados de Petróleo Dissertação de Mestrado Dissertação
Murilo Fonseca Leal Simulação de Diferentes Tratamentos Térmicos na Aceitação do Aço 2,25Cr-1Mo Adotado em Equipamentos para Hidrotratamento de Derivados de Petróleo Dissertação de Mestrado Dissertação
ANÁLISE DE SOLDA COM ELETRODO REVESTIDO EM AÇO SAE Acadêmico de Engenharia Mecânica, IFPI, Teresina-PI,
 Congresso Técnico Científico da Engenharia e da Agronomia CONTECC 2018 Maceió - AL 21 a 24 de agosto de 2018 ANÁLISE DE SOLDA COM ELETRODO REVESTIDO EM AÇO SAE 1020 MATHEUS GABRIEL ALMEIDA 1 ; NATÁLIA
Congresso Técnico Científico da Engenharia e da Agronomia CONTECC 2018 Maceió - AL 21 a 24 de agosto de 2018 ANÁLISE DE SOLDA COM ELETRODO REVESTIDO EM AÇO SAE 1020 MATHEUS GABRIEL ALMEIDA 1 ; NATÁLIA
RECUPERAÇÃO DE ROLOS DE LAMINAÇÃO *
 108 RECUPERAÇÃO DE ROLOS DE LAMINAÇÃO * Enilson dos Anjos Rodrigues 1 Resumo Com a crescente demanda do mercado siderúrgico por aumento de produtividade e melhoria dos produtos laminados, tem surgido a
108 RECUPERAÇÃO DE ROLOS DE LAMINAÇÃO * Enilson dos Anjos Rodrigues 1 Resumo Com a crescente demanda do mercado siderúrgico por aumento de produtividade e melhoria dos produtos laminados, tem surgido a
Visão estratégica da INB a 2034
 Visão estratégica da INB - 2009 a 2034 Posição final do Conselho de Desenvolvimento do Programa Nuclear Brasileiro Alfredo Tranjan Filho. 16/06/2009 CONVERSÃO DO U 3 O 8 EM UF 6 MINERAÇÃO E PRODUÇÃO DE
Visão estratégica da INB - 2009 a 2034 Posição final do Conselho de Desenvolvimento do Programa Nuclear Brasileiro Alfredo Tranjan Filho. 16/06/2009 CONVERSÃO DO U 3 O 8 EM UF 6 MINERAÇÃO E PRODUÇÃO DE
SAN.A.IN.NA 16. Norma ISO PAS/ Freight containers Mechanical seals;
 1 / 7.11.2013 Data da Sumário: 1. FINALIDADE 2. REFERÊNCIAS NORMATIVAS 3. CARACTERÍSTICAS TÉCNICAS 4. INSPEÇÃO E RECEBIMENTO 5. CONSIDERAÇÕES FINAIS 6. REFERÊNCIAS 7. ANEXOS 1. FINALIDADE Esta norma estabelece
1 / 7.11.2013 Data da Sumário: 1. FINALIDADE 2. REFERÊNCIAS NORMATIVAS 3. CARACTERÍSTICAS TÉCNICAS 4. INSPEÇÃO E RECEBIMENTO 5. CONSIDERAÇÕES FINAIS 6. REFERÊNCIAS 7. ANEXOS 1. FINALIDADE Esta norma estabelece
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
SELEÇÃO DE PROCESSOS
 SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
A INFLUÊNCIA DO TRATAMENTO TÉRMICO PÓS SOLDAGEM PARA ALÍVIO DE TENSÕES NA DUREZA DA SOLDA COM MATERIAL DE ADIÇÃO ER410NIMO *
 458 A INFLUÊNCIA DO TRATAMENTO TÉRMICO PÓS SOLDAGEM PARA ALÍVIO DE TENSÕES NA DUREZA DA SOLDA COM MATERIAL DE ADIÇÃO ER410NIMO * Thiago Viana de Oliveira Turra 1 Alexandre Bueno 2 André de Albuquerque
458 A INFLUÊNCIA DO TRATAMENTO TÉRMICO PÓS SOLDAGEM PARA ALÍVIO DE TENSÕES NA DUREZA DA SOLDA COM MATERIAL DE ADIÇÃO ER410NIMO * Thiago Viana de Oliveira Turra 1 Alexandre Bueno 2 André de Albuquerque
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
SOLDA POR FRICÇÃO EM AÇO CARBONO
 SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
A Travi fornece chapas com largura de até 1500 mm e comprimento de acordo com a sua necessidade. Turbulência
 06 PEÇAS USINADAS Para aplicações especiais Com equipamentos de última geração e mão de obra altamente qualificada, a Travi é especialista na fabricação de peças usinadas para diversos segmentos da indústria.
06 PEÇAS USINADAS Para aplicações especiais Com equipamentos de última geração e mão de obra altamente qualificada, a Travi é especialista na fabricação de peças usinadas para diversos segmentos da indústria.
Propriedades Mecânicas e Geométricas dos Perfis Estruturais. Curso de Projeto e Cálculo de Estruturas metálicas
 Propriedades Mecânicas e Geométricas dos Perfis Estruturais DEFINIÇÃO DE AÇO: AÇO = LIGA METÁLICA COMPOSTA POR Fe + C (Ferro + Carbono) ENSAIO DE TRAÇÃO: σ = F A Tensão σ (F/A) DIAGRAMA TENSÃO X DEFORMAÇÃO:
Propriedades Mecânicas e Geométricas dos Perfis Estruturais DEFINIÇÃO DE AÇO: AÇO = LIGA METÁLICA COMPOSTA POR Fe + C (Ferro + Carbono) ENSAIO DE TRAÇÃO: σ = F A Tensão σ (F/A) DIAGRAMA TENSÃO X DEFORMAÇÃO:
INVESTIGAÇÃO DA TRANSFERÊNCIA METÁLICA POR MEIO DO PROCESSAMENTO DIGITAL DE IMAGEMM
 6º CONGRESSO BRASILEIRO DE ENGENHARIAA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS
6º CONGRESSO BRASILEIRO DE ENGENHARIAA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA
 PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA Lucio Salgado *, Francisco Ambrozio Filho * * Instituto de Pesquisas Energéticas e Nucleares, Comissão Nacional de Energia Nuclear, C.P. 11049
PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA Lucio Salgado *, Francisco Ambrozio Filho * * Instituto de Pesquisas Energéticas e Nucleares, Comissão Nacional de Energia Nuclear, C.P. 11049
Corte com arco plasma
 Corte com arco plasma Valter Augusto Santiago (UNIFEI) valteraugusto@yahoo.com.br Resumo O desenvolvimento de novos equipamentos tem feito do corte com arco plasma, um processo bastante atrativo para as
Corte com arco plasma Valter Augusto Santiago (UNIFEI) valteraugusto@yahoo.com.br Resumo O desenvolvimento de novos equipamentos tem feito do corte com arco plasma, um processo bastante atrativo para as
ANÁLISE DE INTEGRIDADE ESTRUTURAL EM UM VASO DE PRESSÃO DE UMA UNIDADE DE CRAQUEAMENTO
 ANÁLISE DE INTEGRIDADE ESTRUTURAL EM UM VASO DE PRESSÃO DE UMA UNIDADE DE CRAQUEAMENTO Jéferson Silveira Martins, jeferson.martins@magnor.com.br 1 Luiz Brandão, luiz.brandão@magnor.com.br 1 Cassio Silveira
ANÁLISE DE INTEGRIDADE ESTRUTURAL EM UM VASO DE PRESSÃO DE UMA UNIDADE DE CRAQUEAMENTO Jéferson Silveira Martins, jeferson.martins@magnor.com.br 1 Luiz Brandão, luiz.brandão@magnor.com.br 1 Cassio Silveira
Centro de Desenvolvimento da Tecnologia Nuclear Instituto de Pesquisas Energéticas e Nucleares RESUMO 1.
 2005 International Nuclear Atlantic Conference - INAC 2005 Santos, SP, Brazil, August 28 to September 2, 2005 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 85-99141-01-5 CONSTRUÇÃO DE UM SISTEMA
2005 International Nuclear Atlantic Conference - INAC 2005 Santos, SP, Brazil, August 28 to September 2, 2005 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 85-99141-01-5 CONSTRUÇÃO DE UM SISTEMA
APLICAÇÃO DA TÉCNICA DE TERMOGRAFIA ATIVA NA INSPEÇÃO NÃO-DESTRUTIVA DE TAMBORES DE REJEITO NUCLEAR
 APLICAÇÃO DA TÉCNICA DE TERMOGRAFIA ATIVA NA INSPEÇÃO NÃO-DESTRUTIVA DE TAMBORES DE REJEITO NUCLEAR Aluno: Igor Szczerb Orientador: Marcos Venicius Soares Pereira Introdução A termografia ativa é um método
APLICAÇÃO DA TÉCNICA DE TERMOGRAFIA ATIVA NA INSPEÇÃO NÃO-DESTRUTIVA DE TAMBORES DE REJEITO NUCLEAR Aluno: Igor Szczerb Orientador: Marcos Venicius Soares Pereira Introdução A termografia ativa é um método
ANÁLISE DA INFLUÊNCIA DOS TIPOS DE PROCESSOS DE SOLDAGEM NAS PROPRIEDADES MECÂNICAS DAS JUNTAS SOLDADAS EM AÇO INOXIDÁVEL ASTM A743 CA-6NM
 ANÁLISE DA INFLUÊNCIA DOS TIPOS DE PROCESSOS DE SOLDAGEM NAS PROPRIEDADES MECÂNICAS DAS JUNTAS SOLDADAS EM AÇO INOXIDÁVEL ASTM A743 CA-6NM Vinicios Elieser Araldi* João Henrique Bagetti* Resumo O presente
ANÁLISE DA INFLUÊNCIA DOS TIPOS DE PROCESSOS DE SOLDAGEM NAS PROPRIEDADES MECÂNICAS DAS JUNTAS SOLDADAS EM AÇO INOXIDÁVEL ASTM A743 CA-6NM Vinicios Elieser Araldi* João Henrique Bagetti* Resumo O presente
Processo de Soldagem Eletrodo Revestido
 Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1
 1") CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
CÂMARAS PARA INJEÇÃO DE ALUMÍNIO SOB ALTA PRESSÃO (VARIAÇÕES TÉRMICAS E SUAS CONSEQUÊNCIAS) 1 Ednelson Silva 2 Vinicius Úbeda 3 Wilmar Fischer 4 Partindo-se de um modelo de câmara de injeção de alumínio
Barras e fios de aço para armaduras de concreto
 Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
N o v a Tec n o l o g ia
 N o v a Tec n o l o g ia O processo HPW ( High Performance Weld) é um novo método de solda Thermit para trilhos. A vantagem esta na introdução seletiva de elementos de liga no boleto. 1 A maior parte do
N o v a Tec n o l o g ia O processo HPW ( High Performance Weld) é um novo método de solda Thermit para trilhos. A vantagem esta na introdução seletiva de elementos de liga no boleto. 1 A maior parte do
Meios de Ligação. Ligações nas Estruturas Metálicas Aço. O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido. Objetivo.
 O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido Meios de Ligação 4 Objetivo Conhecer os sistemas de ligação utilizados nas estruturas de aço Ligações nas Estruturas Metálicas Aço As ligações nas
O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido Meios de Ligação 4 Objetivo Conhecer os sistemas de ligação utilizados nas estruturas de aço Ligações nas Estruturas Metálicas Aço As ligações nas
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
ACEITAÇÃO DE SISTEMAS DE RESFRIAMENTO DE EMERGÊNCIA DO NÚCLEO DE REATORES A ÁGUA LEVE
 1.20 CNEN NE novembro/1985 ACEITAÇÃO DE SISTEMAS DE RESFRIAMENTO DE EMERGÊNCIA DO NÚCLEO DE REATORES A ÁGUA LEVE Aceitação de Sistemas de Resfriamento de Emergência do Núcleo de Reatores a Água Leve Resolução
1.20 CNEN NE novembro/1985 ACEITAÇÃO DE SISTEMAS DE RESFRIAMENTO DE EMERGÊNCIA DO NÚCLEO DE REATORES A ÁGUA LEVE Aceitação de Sistemas de Resfriamento de Emergência do Núcleo de Reatores a Água Leve Resolução
Elementos de máquina. Diego Rafael Alba
 E Diego Rafael Alba Rebites Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. A solda é um bom meio de fixação, mas, por causa do calor, ela
E Diego Rafael Alba Rebites Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. A solda é um bom meio de fixação, mas, por causa do calor, ela
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
Artigo ENEM Usina Nuclear Prof. Thiago Magalhães F. Menezes
 Artigo ENEM Usina Nuclear Prof. Thiago Magalhães F. Menezes thiagobiofarma@hotmail.com 1. Justificativa do Tema: Acidente Nuclear em Fukushima no Japão. 2. Funcionamento de uma Usina Nuclear: Figura 01
Artigo ENEM Usina Nuclear Prof. Thiago Magalhães F. Menezes thiagobiofarma@hotmail.com 1. Justificativa do Tema: Acidente Nuclear em Fukushima no Japão. 2. Funcionamento de uma Usina Nuclear: Figura 01