Figura Substrato de metal duro com textura jateada sem revestimento.
|
|
|
- Thais Deluca Estrada
- 6 Há anos
- Visualizações:
Transcrição
.")
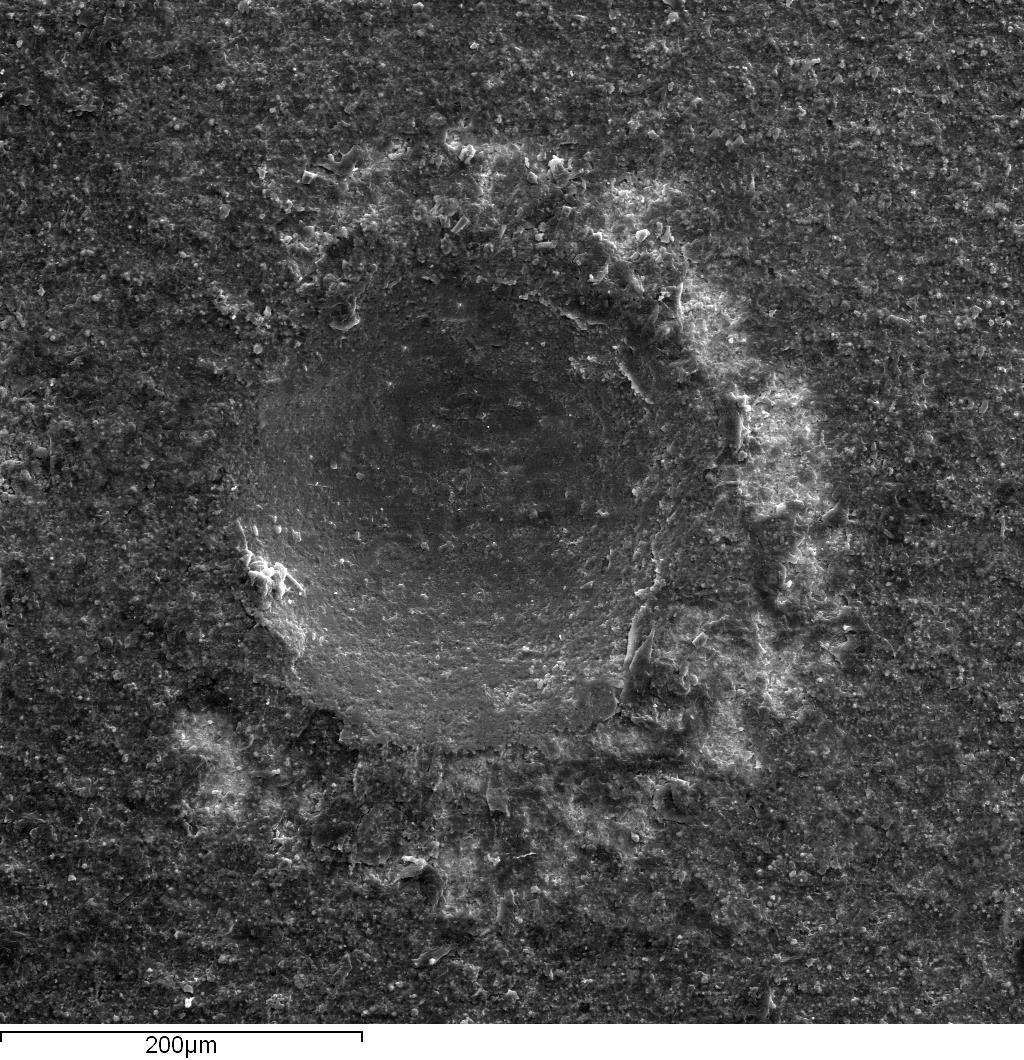
 mostra o aspecto das gotículas de material resolidificado na superfície do substrato de metal duro após a passagem do feixe de.")
1 113 vaporização de camadas micrométricas por ablação do material. O processo de ablação promove uma rápida transição de líquido superaquecido para uma mistura de vapor e gotículas na superfície do substrato (Lima et al., 2005). A ablação não influencia nas propriedades mecânicas do substrato modificado, mas melhora significativamente as propriedades superficiais (Dumitru et al., 2005). A Figura 4.32(b) mostra o aspecto das gotículas de material resolidificado na superfície do substrato de metal duro após a passagem do feixe de. A densidade de potência do utilizado, 683 MW/cm², poderia até mesmo provocar uma intensa evaporaçãosublimação de Co e WC, em virtude das altas temperaturas pontuais geradas no substrato durante o pulso do, que não dura mais do que 30 ns. As mudanças de fase do Co e WC também dependem da quantidade de pulsos do utilizado no processamento da superfície. Lee (1998) e Tiejun et al., (2001) observaram em seus estudos que para uma intensidade de potência do de 32 MW/cm² ocorre fusão do Co, com 80 MW/cm² o WC funde e o Co evapora, e com uma intensidade de 200 MW/cm² o WC sofre evaporação. O Co possui um ponto de fusão de aproximadamente 1495ºC e a uma temperatura acima de 2927ºC ocorre sua evaporação. O WC funde a aproximadamente 2870ºC e sofre evaporação à cerca de 6000ºC. 200X Figura Substrato de metal duro com textura sem revestimento. 2000X


2 X 2000X Figura Substrato de metal duro com textura sem revestimento. Nas Figuras 4.31 e 4.32 observa-se, também, que o substrato modificado por feixe de apresenta um aspecto mais rugoso do que o substrato modificado por jateamento. A Tabela em anexo I.1 e as Figs a 4.36 mostram os resultados dos parâmetros topográficos de amplitude obtidos por perfilometria 3D dos substratos jateado e. As rugosidades 3D da Tab. I.1 e das Figs a 4.36 foram obtidas por meio da varredura das áreas, A1 e A2 com 2x2 mm², na superfície de saída das ferramentas. Parâmetro de amplitude - Sa Rugosidade - [µm] 0,7 0,6 0,5 0,4 A1 0,3 A2 0,2 0,1 0 Laser Figura Desvio aritmético médio da superfície (Sa) das ferramentas texturizadas por jateamento e, medido por meio das áreas de varredura A1 e A2.
3 115 Parâmetro de amplitude - Sq Rugosidade - [µm] 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 Laser A1 A2 Figura Desvio quadrático médio da superfície (Sq) das ferramentas texturizadas por jateamento e, medido por meio das áreas de varredura A1 e A2. Parâmetro de amplitude - Sz 7 Rugosidade - [µm] A1 A2 0 Laser Figura Altura média das dez maiores distâncias pico-vale (Sz) das ferramentas texturizadas por jateamento e, medida por meio das áreas de varredura A1 e A2.
4 116 Parâmetro de amplitude - St 8 Rugosidade - [µm] A1 A2 Laser Figura Altura total da superfície (St) das ferramentas texturizadas por jateamento e, medida por meio das áreas de varredura A1 e A2. Nas Figuras 4.33 a 4.36 os valores dos parâmetros de amplitude Sa, Sq, Sz e St mostram que o substrato sem revestimento modificado por jateamento (-) apresenta uma menor rugosidade em relação ao substrato sem revestimento tratado com (-). Dentre os parâmetros de amplitude selecionados, o Sq é o parâmetro mais representativo estatisticamente, uma vez que o seu resultado indica que a dispersão da rugosidade é maior para o substrato modificado por feixe de. A maior dispersão da rugosidade para o substrato modificado por pode estar relacionada à severidade do processo, à intensa formação das gotículas de material resolidificado, como indica a Fig. 4.32(b), que se sobrepõem ao atingirem o substrato e a absorção preferencial do feixe de ao interagir com os materiais constituintes do substrato. Outra característica observada nas Figs a 4.36 é que as rugosidades dos substratos - e - aumentam após a deposição dos revestimentos, - e -. Provavelmente isso ocorre em virtude da formação de macro partículas ou grânulos na superfície do substrato após a deposição do revestimento. A formação dessas macro partículas é a principal desvantagem do processo de deposição PVD por evaporação por arco catódico, processo utilizado neste trabalho. As macro partículas são resultantes da formação de gotículas durante a evaporação do arco de materiais com baixo ponto de fusão, caso do alumínio constituinte dos revestimentos. Acredita-se também que a evaporação muito rápida durante o processo de arco catódico produz um excesso de átomos que não são completamente ionizados antes de atingirem a
5 117 superfície do substrato. Este excesso de átomos neutros pode coalescer para formar macro partículas durante o voo antes de atingirem o substrato (PalDey e Deevi, 2003). As Figuras 4.37 e 4.38 mostram os valores obtidos para os parâmetros de distribuição de amplitude ou estatísticos das superfícies das ferramentas texturizadas por jateamento e, Ssk (Skewness) e Sku (Curtose). O Ssk representa o grau de assimetria das amplitudes da rugosidade da superfície sobre o plano médio. Mais especificamente, ele indica que uma superfície constituída predominantemente por vales tenderá a um Ssk menor que zero, ao passo que uma superfície constituída predominantemente por picos tenderá a um Ssk maior que zero (Cohen, 2008). Conforme a Figura 4.37, o Ssk do substrato sem revestimento e jateado (-) indica uma superfície com a preponderância de vales. Já o substrato sem revestimento tratado com (-) indica uma superfície com a preponderância de picos. Após a deposição dos revestimentos, somente o manteve o Ssk negativo do substrato -, os revestimentos - e - apresentaram Ssk positivos, como pode ser observado na Fig Já para o substrato -, após a deposição do o Ssk torna-se negativo, enquanto que o - e o - mantiveram o mesmo sinal do Ssk do substrato -, como indica a Fig A Sku está relacionada à curva de distribuição de amplitudes da rugosidade da superfície, mais precisamente à forma da curva. Se as amplitudes da superfície seguem uma distribuição Normal ou Gaussiana, então a Sku é igual a 3, e o Ssk é igual a zero. Se a curva se apresenta mais aguda a Sku é maior, e tende a ser maior que 3, e se mais achatada a Sku tende para menor que 3 (Griffiths, 2001). Para Cohen (2008) a Sku indica a presença excessiva de elevados picos/vales profundos na superfície analisada, tendendo para uma Sku maior que 3, ou a ausência destes, tendendo para a Sku menor que 3. Os resultados da Fig mostram que todos os substratos testados, revestidos ou não, apresentaram uma Sku maior do que 3, indicando que a distribuição das amplitudes dos perfis dos substratos estudados não são Gaussianas, tendendo a uma distribuição com maior quantidade de picos elevados ou vales profundos. Pelos dados da Fig verifica-se que os substratos tratados a estão mais próximos de uma distribuição Gaussiana, conforme análise da Sku dos substratos. O substrato texturizado a e revestido de (-) é o que mais se aproxima de uma superfície com distribuição normal, para Ssk próximo de zero (Ssk = -0,07) e Sku próxima de 3 (Sku = 3,12), conforme área de varredura A1. Já o substrato texturizado por jateamento e revestido de - (- ) é o que apresenta a curva de distribuição de amplitudes mais aguda, com a maior Sku igual a 8,67, e
6 118 caracterizado por picos desordenados na superfície, com maior Ssk igual a 1,01, conforme área de varredura A2. Parâmetro de distribuição de amplitude - Ssk Skewness 1,2 1 0,8 0,6 0,4 0,2 0-0,2-0,4-0,6-0,8 A1 A2 Laser Figura Skewness (Ssk) das ferramentas texturizadas por jateamento e, medido por meio das áreas de varredura A1 e A2. Parâmetro de distribuição de amplitude - Sku Curtose A1 A2 Laser Figura Curtose (Sku) das ferramentas texturizadas por jateamento e, medida por meio das áreas de varredura A1 e A2.
7 119 Os parâmetros de distribuição de amplitude, Ssk e Sku, tendem a sofrer de uma pobre repetibilidade, uma vez que pontos muito elevados ou muito baixos de amplitude da superfície podem afetar o cálculo destes parâmetros. Por isso, no cálculo destes parâmetros deve-se fazer medições suficientes da superfície para fornecer valores estatisticamente significativos (Cohen, 2008). Neste trabalho apenas duas áreas foram varridas por perfilometria, o que pode afetar os valores obtidos dos parâmetros de distribuição Ssk e Sku. No caso dos substratos revestidos, as dispersões dos resultados dos parâmetros de amplitude podem também ser influenciadas pelas características específicas do processo de deposição dos revestimentos, que afetam, sobretudo, a morfologia do filme. O aumento da complexidade na nucleação e crescimento dos revestimentos, pela quantidade de elementos constituintes dos mesmos, aumenta a possibilidade do aparecimento de defeitos, como poros, na morfologia do revestimento, podendo implicar numa maior dispersão das rugosidades do substrato revestido. Como a topografia de uma superfície é tridimensional por natureza, para caracterizar melhor a morfologia dos substratos estudados foram também adquiridos e analisados dois parâmetros para a descrição de propriedades espaciais das superfícies. Os parâmetros adquiridos e analisados por meio do software Mountains Map foram à densidade de picos (Sds) e a razão da textura superficial (Str). A densidade de picos (Sds) é caracterizado como o número de picos por unidade de área, utilizando o critério de definição de pico, como o maior dos oito picos vizinhos da área medida tomada no plano médio. Já a razão da textura superficial (Str) indica numa superfície analisada a direcionalidade da textura, ou seja, qual a direção preferencial da textura da superfície. As Figuras 4.39 e 4.40 mostram os histogramas com as estimativas dos picos dos substratos sem revestimentos texturizados por jateamento e, respectivamente. De acordo com a Fig. 4.39, para o substrato - a maior densidade de picos da superfície, cerca de 2900 a 3300 pks/mm², está concentrada em picos com altura em torno de 2,4 a 2,6 µm, conforme áreas analisadas A1 e A2. Para o substrato - a maior densidade de picos da superfície, cerca de 1900 a 2000 pks/mm², concentra-se em picos com altura em torno de 3 a 3,4 µm, de acordo com as áreas A1 e A2, conforme Fig


8 120 Figura Estimativa da densidade de picos do substrato texturizado por jateamento sem revestimento, áreas de varredura A1 e A2. Figura Estimativa da densidade de picos do substrato texturizado a sem revestimento, áreas de varredura A1 e A2. As Figuras 4.41 a 4.43 mostram a densidade de picos dos substratos - e - após a deposição dos revestimentos, - e -. A deposição dos revestimentos aumentou a densidade dos picos, e de maneira geral, a faixa de altura dos picos das superfícies.



9 121 Figura Estimativa da densidade de picos dos substratos jateado e após a deposição do revestimento -, área de varredura A1. Figura Estimativa da densidade de picos dos substratos jateado e após a deposição do revestimento -, área de varredura A1. Figura Estimativa da densidade de picos dos substratos jateado e após a deposição do revestimento -, área de varredura A1.
10 122 A densidade e a altura dos picos são fatores que podem controlar as ligações químicas entre a superfície do substrato alvo e os átomos dos elementos constituintes dos revestimentos durante o processo de deposição. Além desses fatores, a distribuição angular da deposição dos átomos do revestimento (adatoms) também influencia diretamente nessas ligações químicas revestimento-substrato (Mattox, 1996). A densidade e a altura dos picos das superfícies dos substratos - e - podem ser um indicativo da adesividade do revestimento, uma vez que uma pobre adesividade pode ser atribuída a um baixo grau de ligações químicas entre os átomos do revestimento e do substrato (Mattox, 1996). A altura dos picos pode ser uma condição desfavorável à deposição do revestimento, uma vez que picos muito elevados dificultam a incidência dos átomos dos elementos constituintes do revestimento nos vales do perfil de rugosidade (Mattox, 1996). A princípio, uma elevada densidade de picos da superfície também dificultaria a movimentação dos átomos do revestimento em direção ao perfil mais baixo da rugosidade do substrato, formando uma interface defeituosa, com a presença de vazios. Para Bouzakis et al. (2001) o espaçamento médio entre sucessivos picos do perfil de rugosidade da superfície pode influenciar no travamento mecânico do revestimento sobre o substrato. Assim, um aumento na densidade dos picos diminuiria o espaçamento entre os picos do perfil de rugosidade, podendo efetivamente aumentar o travamento mecânico do revestimento. Os dados obtidos nas Figs e 4.40 identificam para os substratos - e - concentrações de picos em alturas diferentes, dificultando uma análise direta da influência destes picos na adesividade dos revestimentos. Além do que, é uma tarefa difícil diferenciar os efeitos dos picos das superfícies em relação às ligações químicas entre o substrato e o revestimento, e em relação ao travamento mecânico do revestimento sobre o substrato. As Figuras 4.39 a 4.43 mostram também que os substratos modificados por apresentam uma distribuição de picos que se aproxima de uma distribuição normal em relação aos substratos jateados, justificando a Sku próxima de 3 para o substrato -, conforme a Fig Outro aspecto peculiar que diferencia os substratos texturizados é a aparente ordenação periódica da textura, particularmente dos picos, do substrato - em relação ao substrato -, como pode ser verificado nas imagens em perfilometria 3D da rugosidade dos substratos, Figs e 4.45.

11 123 Figura Perfilometria 3D da rugosidade do substrato sem revestimento modificado por jateamento. Figura Perfilometria 3D da rugosidade do substrato sem revestimento modificado por.


12 124 As Figuras 4.46 e 4.47 mostram a foto simulação por perfilometria 3D das texturas superficiais dos substratos modificados por jateamento e. Por meio da Figura 4.46 observa-se que o feixe de cria realmente uma textura direcional no substrato de metal duro. Sem revestimento - jateado Sem revestimento - Figura Foto simulação por perfilometria 3D da textura superficial dos substratos jateado e sem revestimento. Pela Figura 4.47 observa-se que mesmo após o processo de deposição dos revestimentos a direcionalidade da textura do substrato modificado por é mantida. As imagens em perfilometria 3D, Figs e 4.45, deixam claro que o processo de jateamento gera uma textura superficial desordenada, sem uma orientação, ou seja, uma textura um tanto mais isotrópica do que a textura direcional provocada pelo feixe de. O grau de isotropia e direcionalidade das texturas e podem ser comparados por meio de gráficos polares, como indicados nas Figs e A textura de uma superfície é considerada isotrópica quando ela apresenta características idênticas, independente da direção de medida (Blateyron, 2006). Este é o caso de superfícies com uma textura aleatória, como são as superfícies geradas por jateamento ou tratadas quimicamente, que não apresentam nenhuma textura destacada. A textura superficial que apresenta uma orientação periódica é dada como anisotrópica. Uma maneira de determinar e quantificar a isotropia de uma superfície é por meio da aplicação da transformada de Fourier. Com a FFT é possível construir um parâmetro espacial que será um indicador da isotropia de uma superfície. Esse parâmetro é a relação de aspecto da textura ou razão da textura superficial, Str.






13 Figura Foto simulação por perfilometria 3D da textura superficial dos substratos jateado e revestidos.
14 126 O parâmetro Str compreende um valor entre 0 e 1, sem unidade. Ele também pode ser expresso como uma porcentagem entre 0 e 100 %. Uma superfície isotrópica tem Str próximo de 1 (100 %), enquanto uma superfície fortemente anisotrópica terá Str próximo de 0. As Figuras 4.48 e 4.49 mostram, respectivamente, que a superfície do substrato de metal duro após o jateamento apresenta uma isotropia de 75,4 %, enquanto que a superfície do substrato de metal duro após a modificação por feixe de apresenta uma isotropia de 38,7 %. Esses resultados são a indicação de que realmente o feixe de provoca uma maior direcionalidade da textura superficial do substrato em relação ao jateamento. Além disso, com os gráficos polares é possível determinar as direções preferenciais da textura, por meio dos espectros mais intensos. No caso da textura, Fig. 4.48, as direções preferenciais indicadas são de 1 e 179, mostrando uma superfície com direcionalidade aleatória. Para a textura as direções preferenciais são 25 e 54,5, indicando u ma direcionalidade da textura próxima dos ângulos de interação do feixe de com o substrato, ângulos de 30 e 60. Figura Gráfico polar da indicação da textura para o substrato -.
15 127 Figura Gráfico polar da indicação da textura para o substrato -. Os resultados obtidos e discutidos neste item mostram as diferenças entre as texturas dos substratos de metal duro modificadas por jateamento e, baseadas principalmente na topografia de cada textura, em que a textura é caracterizada pelo seu aspecto randômico e a textura caracterizada pela distribuição semiordenada de picos e vales. Os aspectos das duas texturas pode ser um diferencial na adesividade dos revestimentos posteriormente depositados. Numa relação direta dos parâmetros topográficos de amplitude analisados neste item, pode-se dizer que o aumento da rugosidade nas ferramentas texturizadas a é um indicativo para uma melhor adesividade dos revestimentos, e posteriormente pelo melhor desempenho médio destas ferramentas no ensaios de vida no fresamento frontal de ferro fundido vermicular. O item seguinte averigua por meio de ensaios de indentação estática e dinâmica, se a mudança proposital e ordenada da textura do substrato pode melhorar o ancoramento do revestimento. Além disso, o item seguinte dá continuidade na discussão das características morfológicas das texturas.
16 Avaliação da Adesividade dos Revestimentos Ensaio de Indentação Rockwell As indentações mecânicas com penetrador Rockwell e cargas estáticas de 30, 60 e 100 kgf foram realizadas na superfície de saída das ferramentas de metal duro, como mostrado na Fig Para as cargas de 60 e 100 kgf, tanto nas ferramentas com textura quanto nas ferramentas com textura ocorreu delaminação dos revestimentos. No entanto, as ferramentas com textura apresentaram maiores áreas de delaminação do revestimento ao redor das indentações, como pode ser verificado na Fig ,9 0,8 Área de delaminação - [mm²] 0,7 0,6 0,5 0,4 0,3 0,2 0, Carga de indentação - [kgf] Figura Área de delaminação dos revestimentos para as ferramentas com textura e após indentação estática com cargas de 30, 60 e 100 kgf. As Figuras 4.51 a 4.53 mostram as indentações com carga de 100 kgf na superfície de saída das ferramentas. Na Figura 4.51 observa-se uma grande área de delaminação do revestimento - depositado sobre a ferramenta, expondo o substrato de metal duro na cor cinza claro. Na ferramenta com textura também se constata a delaminação do -, porém, a área de delaminação é efetivamente menor, e descontínua. As Figuras 4.52 e 4.53 indicam o mesmo aspecto de delaminação dos conjugados revestimento/substrato da Fig Os aumentos das Figs a 4.53 nas ferramentas s e texturizadas a foram diferenciados, para evidenciar a maior área de delaminação dos revestimentos depositados sobre os substratos jateados.





17 129 Jateada 100X Laser 200X Figura Indentação com carga de 100 kgf para o revestimento -. Jateada 100X Laser 200X Figura Indentação com carga de 100 kgf para o revestimento -. Jateada Laser 200X 200X Figura Indentação com carga de 100 kgf para o revestimento -.
Figura Indentação mecânica com carga de 60 kgf para a ferramenta com textura jateada e revestida de TiAlN-Futura. 250X 250X 250X 150X.
 13 Nas ferramentas jateadas a área de delaminação do revestimento AlCrN-Alcrona é superior à dos revestimentos AlCrN-Hélica e TiAlN-Futura, sendo que o revestimento com menor área de delaminação foi o
13 Nas ferramentas jateadas a área de delaminação do revestimento AlCrN-Alcrona é superior à dos revestimentos AlCrN-Hélica e TiAlN-Futura, sendo que o revestimento com menor área de delaminação foi o
5 Crescimento de filmes de Ti-B-N
 5 Crescimento de filmes de Ti-B-N 5.1. Introdução O sistema Ti-B-N tem sido estudado há pouco mais de uma década [79-81] devido principalmente a suas boas propriedades mecânicas e tribológicas. Estes compostos
5 Crescimento de filmes de Ti-B-N 5.1. Introdução O sistema Ti-B-N tem sido estudado há pouco mais de uma década [79-81] devido principalmente a suas boas propriedades mecânicas e tribológicas. Estes compostos
PREPARO DE FILMES CONTENDO ACETILACETONATO DE ALUMÍNIO. PREPARATION OF FILMS CONTAINING ALUMINIUM ACETYLACETONATE.
 PREPARO DE FILMES CONTENDO ACETILACETONATO DE ALUMÍNIO. PREPARATION OF FILMS CONTAINING ALUMINIUM ACETYLACETONATE. Leonardo A. D. Bandeira, Elidiane Cipriano Rangel Campus de Sorocaba Engenharia de Controle
PREPARO DE FILMES CONTENDO ACETILACETONATO DE ALUMÍNIO. PREPARATION OF FILMS CONTAINING ALUMINIUM ACETYLACETONATE. Leonardo A. D. Bandeira, Elidiane Cipriano Rangel Campus de Sorocaba Engenharia de Controle
CAPÍTULO VI AVALIAÇÃO DO REVESTIMENTO EM AÇO INOXIDÁVEL AUSTENÍTICO E LIGAS DE COBALTO
 CAPÍTULO VI AVALIAÇÃO DO REVESTIMENTO EM AÇO INOXIDÁVEL AUSTENÍTICO E LIGAS DE COBALTO São apresentados e discutidos, a seguir as características geométricas, rendimento de deposição, propriedades mecânicas
CAPÍTULO VI AVALIAÇÃO DO REVESTIMENTO EM AÇO INOXIDÁVEL AUSTENÍTICO E LIGAS DE COBALTO São apresentados e discutidos, a seguir as características geométricas, rendimento de deposição, propriedades mecânicas
EVOLUÇÃO MORFOLÓGICA DE FILMES FINOS DE ZnO CRESCIDOS POR RF MAGNETRONS SPUTTERING
 EVOLUÇÃO MORFOLÓGICA DE FILMES FINOS DE ZnO CRESCIDOS POR RF MAGNETRONS SPUTTERING MORPHOLOGICAL EVOLUTION OF ZnO THIN FILMS GROWN BY RF MAGNETRON SPUTTERING Michel Chaves, Andressa M. Rosa, Érica P. da
EVOLUÇÃO MORFOLÓGICA DE FILMES FINOS DE ZnO CRESCIDOS POR RF MAGNETRONS SPUTTERING MORPHOLOGICAL EVOLUTION OF ZnO THIN FILMS GROWN BY RF MAGNETRON SPUTTERING Michel Chaves, Andressa M. Rosa, Érica P. da
Aula 17 - Transformações no estado sólido. Transformações Estruturais a nível de tamanho e formato dos grãos
 Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
5 Filmes de Carbono Amorfo Fluorados
 5 Filmes de Carbono Amorfo Fluorados 5.1 Introdução Neste capítulo descreve-se os parâmetros de deposição e resultados da deposição dos filmes de a-c:f:h, utilizando como substratos aço inoxidável 316L.
5 Filmes de Carbono Amorfo Fluorados 5.1 Introdução Neste capítulo descreve-se os parâmetros de deposição e resultados da deposição dos filmes de a-c:f:h, utilizando como substratos aço inoxidável 316L.
7 Extração de Dados Quantitativos
 Capítulo 7 - Extração de Dados Quantitativos 119 7 Extração de Dados Quantitativos A técnica de medição desenvolvida e descrita nos capítulos anteriores produz como resultado a variação temporal da espessura
Capítulo 7 - Extração de Dados Quantitativos 119 7 Extração de Dados Quantitativos A técnica de medição desenvolvida e descrita nos capítulos anteriores produz como resultado a variação temporal da espessura
5 Efeito da Rugosidade nas Propriedades Supercondutoras
 5 Efeito da Rugosidade nas Propriedades Supercondutoras Neste capítulo, discutiremos o efeito de rugosidade da interface entre um supercondutor (SC) e ferromagneto (FM) nas propriedades supercondutoras
5 Efeito da Rugosidade nas Propriedades Supercondutoras Neste capítulo, discutiremos o efeito de rugosidade da interface entre um supercondutor (SC) e ferromagneto (FM) nas propriedades supercondutoras
4. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS
 4. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS Este capítulo apresenta e discute os resultados obtidos na análise de rugosidade, quantificação do dano e microdureza das amostras submetidas às diferentes condições
4. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS Este capítulo apresenta e discute os resultados obtidos na análise de rugosidade, quantificação do dano e microdureza das amostras submetidas às diferentes condições
e.) Microscopia eletrônica de varredura (MEV) e espectroscopia de energia dispersiva (EDS):
 Microscopia eletrônica de varredura (MEV) e espectroscopia de energia dispersiva (EDS):") e.) Microscopia eletrônica de varredura (MEV) e espectroscopia de energia dispersiva (EDS): Para se caracterizar as superfícies dos depósitos obtidos em relação a suas propriedades e composição, foram
e.) Microscopia eletrônica de varredura (MEV) e espectroscopia de energia dispersiva (EDS): Para se caracterizar as superfícies dos depósitos obtidos em relação a suas propriedades e composição, foram
Capítulo 1. Introdução
 Capítulo 1 Introdução O desenvolvimento e a construção de lasers marcaram um período importante no desenvolvimento da Física em meados do século passado. A geração de um gás quase totalmente ionizado (plasma)
Capítulo 1 Introdução O desenvolvimento e a construção de lasers marcaram um período importante no desenvolvimento da Física em meados do século passado. A geração de um gás quase totalmente ionizado (plasma)
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 02 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Transferência metálica em soldagem com arco elétrico Tabela periódica Modelo atômico Elétrons Partículas carregadas negativamente que
02 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Transferência metálica em soldagem com arco elétrico Tabela periódica Modelo atômico Elétrons Partículas carregadas negativamente que
5.2 Relação de Desgaste (RD)
") 54 5.2 Relação de Desgaste (RD) A relação de desgaste, conforme definido anteriormente, é definida como o volume de material removido da peça pelo volume de material removido (gasto) da ferramenta, conforme
54 5.2 Relação de Desgaste (RD) A relação de desgaste, conforme definido anteriormente, é definida como o volume de material removido da peça pelo volume de material removido (gasto) da ferramenta, conforme
TRIBOLOGIA Topografia de superfície
 TRIBOLOGIA Topografia de superfície Topografia de superfície INTRODUÇÃO - a superfície de um sólido delimita seu volume e define a região onde as interações com o ambiente ocorrem. É a fronteira geométrica
TRIBOLOGIA Topografia de superfície Topografia de superfície INTRODUÇÃO - a superfície de um sólido delimita seu volume e define a região onde as interações com o ambiente ocorrem. É a fronteira geométrica
7 O processo de deformação mecânica do InP em nanoindentações utilizando uma ponta Berkovich
 7 O processo de deformação mecânica do InP em nanoindentações Nanoindentações com forças variadas foram realizadas no cristal de InP (1) utilizando uma ponta tipo Berkovich. As curvas de nanoindentação
7 O processo de deformação mecânica do InP em nanoindentações Nanoindentações com forças variadas foram realizadas no cristal de InP (1) utilizando uma ponta tipo Berkovich. As curvas de nanoindentação
RESENHA 1. Aluno: Rodrigo de Almeida Muniz Doutorando: Engenharia de Sistemas Agrícolas
 RESENHA 1 Aluno: Rodrigo de Almeida Muniz Doutorando: Engenharia de Sistemas Agrícolas VARIABILIDADE ESPACIAL DO ESTOQUE DE CARBONO NOS TABULEIROS COSTEIROS DA PARAÍBA: SOLO SULTIVADO COM CANA DE AÇÚCAR.
RESENHA 1 Aluno: Rodrigo de Almeida Muniz Doutorando: Engenharia de Sistemas Agrícolas VARIABILIDADE ESPACIAL DO ESTOQUE DE CARBONO NOS TABULEIROS COSTEIROS DA PARAÍBA: SOLO SULTIVADO COM CANA DE AÇÚCAR.
Regras para uma boa colagem
 Regras para uma boa colagem Fabricio Gomes Gonçalves Informações gerais: 1) Propiciar condições para um íntimo contato entre o adesivo líquido e a superfície sólida ao longo da interface. usar superfície
Regras para uma boa colagem Fabricio Gomes Gonçalves Informações gerais: 1) Propiciar condições para um íntimo contato entre o adesivo líquido e a superfície sólida ao longo da interface. usar superfície
Capítulo 3. Resultados e discussão
 Capítulo 3 Resultados e discussão Para a caracterização das blendas utilizamos algumas técnicas diferentes. A fim de determinar a composição química da superfície utilizamos a espectroscopia de elétrons
Capítulo 3 Resultados e discussão Para a caracterização das blendas utilizamos algumas técnicas diferentes. A fim de determinar a composição química da superfície utilizamos a espectroscopia de elétrons
TEMPERATURE EFFECTS ON CRYSTALLINE STRUCTURE AND WETTABILITY OF TiOx FILMS DEPOSITED BY TRIODE MAGNETRON SPUTTERING ON GLASS
 TEMPERATURE EFFECTS ON CRYSTALLINE STRUCTURE AND WETTABILITY OF TiOx FILMS DEPOSITED BY TRIODE MAGNETRON SPUTTERING ON GLASS Thais Macedo Vieira Julio César Sagás Rodrigo Sávio Pessoa INTRODUÇÃO Aplicações
TEMPERATURE EFFECTS ON CRYSTALLINE STRUCTURE AND WETTABILITY OF TiOx FILMS DEPOSITED BY TRIODE MAGNETRON SPUTTERING ON GLASS Thais Macedo Vieira Julio César Sagás Rodrigo Sávio Pessoa INTRODUÇÃO Aplicações
4 Resultados Metal de base Temperatura ambiente. (a)
") 4 Resultados 4.1. Análise de difração de Raios-X Após os corpos de prova serem submetidos ao meio contendo CO 2 (ensaio de imersão) por, estes foram levados para análise de Raios-X. Esta análise foi realizada
4 Resultados 4.1. Análise de difração de Raios-X Após os corpos de prova serem submetidos ao meio contendo CO 2 (ensaio de imersão) por, estes foram levados para análise de Raios-X. Esta análise foi realizada
Forças Intermoleculares
 Forças Intermoleculares Você já se perguntou por que a água forma gotas ou como os insetos conseguem caminhar sobre a água? Gota d'água caindo sobre a superfície da água. Inseto pousado sobre a superfície
Forças Intermoleculares Você já se perguntou por que a água forma gotas ou como os insetos conseguem caminhar sobre a água? Gota d'água caindo sobre a superfície da água. Inseto pousado sobre a superfície
6 Autorrecuperação Adicional
 6 Autorrecuperação Adicional Nos capítulos anteriores apresentamos um estudo do processo de deformação dos filmes de GaN e sugerimos um mecanismo de deformação para este material. Um dos pontos importantes
6 Autorrecuperação Adicional Nos capítulos anteriores apresentamos um estudo do processo de deformação dos filmes de GaN e sugerimos um mecanismo de deformação para este material. Um dos pontos importantes
Estrutura atômica e ligação interatômica. Profa. Daniela Becker
 Estrutura atômica e ligação interatômica Profa. Daniela Becker Referências Callister Jr., W. D. Ciência e engenharia de materiais: Uma introdução. LTC, 5ed., cap 2, 2002. Shackelford, J.F. Ciências dos
Estrutura atômica e ligação interatômica Profa. Daniela Becker Referências Callister Jr., W. D. Ciência e engenharia de materiais: Uma introdução. LTC, 5ed., cap 2, 2002. Shackelford, J.F. Ciências dos
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
CAPÍTULO 7. Os homens nascem ignorantes, mas são necessários anos de. estudo para torná-los estúpidos.
 CAPÍTULO 7 Os homens nascem ignorantes, mas são necessários anos de estudo para torná-los estúpidos. George Bernard Shaw (1856 1950), dramaturgo irlandês Experiência é o nome que damos aos nossos próprios
CAPÍTULO 7 Os homens nascem ignorantes, mas são necessários anos de estudo para torná-los estúpidos. George Bernard Shaw (1856 1950), dramaturgo irlandês Experiência é o nome que damos aos nossos próprios
(a) (b) Figura 6.70 (a) MEV 50x; (b) MEV 250X; (c) MEV 1000 x região i e (d) MEV 1000x região ii
 (b) Figura 6.70 (a) MEV 50x; (b) MEV 250X; (c) MEV 1000 x região i e (d) MEV 1000x região ii") 249 Região ii Região i 2 mm (a) Região ii Região i 3 µm (b) 1 µm 1 µm (c) (d) Figura 6.7 (a) MEV 5x; (b) MEV 25X; (c) MEV 1 x região i e (d) MEV 1x região ii Como no MIG/MAG duplo arame paralelo um dos
249 Região ii Região i 2 mm (a) Região ii Região i 3 µm (b) 1 µm 1 µm (c) (d) Figura 6.7 (a) MEV 5x; (b) MEV 25X; (c) MEV 1 x região i e (d) MEV 1x região ii Como no MIG/MAG duplo arame paralelo um dos
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Figura C. 47 Força registrada para o sétimo teste do segundo ensaio da placa de depósito brasado de granulometria grossa com 150 RPM
 164 Figura C. 47 Força registrada para o sétimo teste do segundo ensaio da placa de depósito brasado de granulometria grossa com 150 RPM Figura C. 48 Força registrada para o oitavo teste do segundo ensaio
164 Figura C. 47 Força registrada para o sétimo teste do segundo ensaio da placa de depósito brasado de granulometria grossa com 150 RPM Figura C. 48 Força registrada para o oitavo teste do segundo ensaio
5. Conclusões e Perspectivas
 5. Conclusões e Perspectivas Neste estudo experimental foram apresentados resultados da caracterização de chamas turbulentas não pré-misturadas de spray de etanol e ar. Para realização deste estudo foi
5. Conclusões e Perspectivas Neste estudo experimental foram apresentados resultados da caracterização de chamas turbulentas não pré-misturadas de spray de etanol e ar. Para realização deste estudo foi
Figura Fluxograma para produção das cavidades seladas e respectivos testes; A = HMDS ou HFE; Int. = intermixing, HMDS/HFE
 59 Figura 4.8 - Fluxograma para produção das cavidades seladas e respectivos testes; A = HMDS ou HFE; Int. = intermixing, HMDS/HFE Foi definido um grupo de 50 condições distintas para serem testadas. Estas
59 Figura 4.8 - Fluxograma para produção das cavidades seladas e respectivos testes; A = HMDS ou HFE; Int. = intermixing, HMDS/HFE Foi definido um grupo de 50 condições distintas para serem testadas. Estas
2.1 Princípios gerais da ligação química. Ligações químicas
 2.1 Princípios gerais da ligação química Ligações químicas A associação de átomos formando moléculas, ou em agregados de maiores dimensões como, por exemplo, nos metais, é possível pelo estabelecimento
2.1 Princípios gerais da ligação química Ligações químicas A associação de átomos formando moléculas, ou em agregados de maiores dimensões como, por exemplo, nos metais, é possível pelo estabelecimento
7 Identificação de Regiões de Tensão ao Redor das Indentações por Catodoluminescência
 7 Identificação de Regiões de Tensão ao Redor das Indentações por Catodoluminescência Neste capítulo será apresentado o estudo sobre a identificação de regiões de tensão ao redor de nanoindentações realizadas
7 Identificação de Regiões de Tensão ao Redor das Indentações por Catodoluminescência Neste capítulo será apresentado o estudo sobre a identificação de regiões de tensão ao redor de nanoindentações realizadas
Capítulo 5 Validação Numérica. 5 Validação Numérica
 Capítulo 5 Validação Numérica 5 Validação Numérica Neste capítulo são mostradas as comparações das respostas numéricas e analíticas para várias condições de contorno, com o objetivo de validar numericamente
Capítulo 5 Validação Numérica 5 Validação Numérica Neste capítulo são mostradas as comparações das respostas numéricas e analíticas para várias condições de contorno, com o objetivo de validar numericamente
O Arco. O eletrodo revestido é um eletrodo de produção de arco e metal de adição ao mesmo tempo.
 O Arco Alexandre de Freitas - alexandre.freitas1@fatec.sp.gov.br Alexandre marques de lima - alexandre1203@msn.com Alfredo Feitosa - alfredo.feitosa@hotmail.com Everaldo Sena de moura - everaldo.moura@fatec.sp.gov.br
O Arco Alexandre de Freitas - alexandre.freitas1@fatec.sp.gov.br Alexandre marques de lima - alexandre1203@msn.com Alfredo Feitosa - alfredo.feitosa@hotmail.com Everaldo Sena de moura - everaldo.moura@fatec.sp.gov.br
Aplicação do Estimador de densidade por Kernel
 LABORATÓRIO 1: ANÁLISE DE PADRÕES DE DISTRIBUIÇÃO DE PONTOS O objetivo deste laboratório é ilustrar as várias formas de analisar padrão de pontos, a partir de alguns conjuntos de dados. As ferramentas
LABORATÓRIO 1: ANÁLISE DE PADRÕES DE DISTRIBUIÇÃO DE PONTOS O objetivo deste laboratório é ilustrar as várias formas de analisar padrão de pontos, a partir de alguns conjuntos de dados. As ferramentas
Laboratório 5 Geoestatística Linear. Disciplina. Introdução ao Geoprocessamento SER 300. Prof. Antonio Miguel Vieira Monteiro
 Laboratório 5 Geoestatística Linear Disciplina Introdução ao Geoprocessamento SER 300 Prof. Antonio Miguel Vieira Monteiro Aluno: Matheus Caetano Rocha de Andrade INPE, São José dos Campos. Junho, 2013.
Laboratório 5 Geoestatística Linear Disciplina Introdução ao Geoprocessamento SER 300 Prof. Antonio Miguel Vieira Monteiro Aluno: Matheus Caetano Rocha de Andrade INPE, São José dos Campos. Junho, 2013.
5 A Influência dos dopantes na deformação mecânica do Nitreto de Gálio por nanoindentação
 5 A Influência dos dopantes na deformação mecânica do Nitreto de Gálio por nanoindentação Neste capítulo será apresentado o estudo sobre a influência da dopagem nas propriedades mecânicas de filmes de
5 A Influência dos dopantes na deformação mecânica do Nitreto de Gálio por nanoindentação Neste capítulo será apresentado o estudo sobre a influência da dopagem nas propriedades mecânicas de filmes de
FONTES DE ENERGIA FONTES DE ENERGIA
 FONTES DE ENERGIA A soldagem por fusão é realizada pela aplicação de energia localizada em uma parte da junta de forma a conseguir a sua fusão localizada, de preferência afetando termicamente ao mínimo
FONTES DE ENERGIA A soldagem por fusão é realizada pela aplicação de energia localizada em uma parte da junta de forma a conseguir a sua fusão localizada, de preferência afetando termicamente ao mínimo
Deposição Física de Vapores Physical Vapour Deposition (PVD)
") Deposição Física de Vapores Physical Vapour Deposition (PVD) Microelectrónica III Mestrado em Eng.ª Microelectrónica e Nanotecnologia 1 Sumário Tecnologia de Vácuo para Microfabricação Revisões de Física
Deposição Física de Vapores Physical Vapour Deposition (PVD) Microelectrónica III Mestrado em Eng.ª Microelectrónica e Nanotecnologia 1 Sumário Tecnologia de Vácuo para Microfabricação Revisões de Física
ULTRASSOM EM SOLDA A PONTO
 1 ULTRASSOM EM SOLDA A PONTO 2 Fundamentos da Soldagem Soldagem por resistência Definição: É um processo de pressão, produzido a partir da superfície de contato entre duas chapas distintas, por meio do
1 ULTRASSOM EM SOLDA A PONTO 2 Fundamentos da Soldagem Soldagem por resistência Definição: É um processo de pressão, produzido a partir da superfície de contato entre duas chapas distintas, por meio do
5 Análise dos Resultados
 5 Análise dos Resultados Neste capítulo é apresentada a análise dos resultados obtidos mediante o uso do código computacional existente, levando-se em conta as modificações que foram feitas. Nesta análise
5 Análise dos Resultados Neste capítulo é apresentada a análise dos resultados obtidos mediante o uso do código computacional existente, levando-se em conta as modificações que foram feitas. Nesta análise
CAPÍTULO INTRODUÇÃO GENERALIDADES
 1 CAPÍTULO INTRODUÇÃO GENERALIDADES Há um crescente interesse no uso de materiais com revestimentos em componentes mecânicos em diversas áreas que vão desde ferramentas na produção industrial, passando
1 CAPÍTULO INTRODUÇÃO GENERALIDADES Há um crescente interesse no uso de materiais com revestimentos em componentes mecânicos em diversas áreas que vão desde ferramentas na produção industrial, passando
Processos de tratamentos térmicos dos metais ferrosos e não ferrosos Parte 2/2
 Processos de tratamentos térmicos dos metais ferrosos e não ferrosos Parte 2/2 - Recozimento, normalização, têmpera, revenido - cementação e nitretação - solubilização e envelhecimento Definições e conceitos
Processos de tratamentos térmicos dos metais ferrosos e não ferrosos Parte 2/2 - Recozimento, normalização, têmpera, revenido - cementação e nitretação - solubilização e envelhecimento Definições e conceitos
3.1. Introdução do Estudo de Super-Resfriamento e Nucleação
 Página 45 3 Resultados 3.1. Introdução do Estudo de Super-Resfriamento e Nucleação Neste capítulo são mostradas curvas características apresentadas durante a realização dos testes desta pesquisa. 3.1.1.
Página 45 3 Resultados 3.1. Introdução do Estudo de Super-Resfriamento e Nucleação Neste capítulo são mostradas curvas características apresentadas durante a realização dos testes desta pesquisa. 3.1.1.
Material e Métodos 46
 Material e Métodos 46 Figura 10: Apalpador do rugosímetro percorrendo a superfície do fio. O apalpador, a partir do ponto central, foi programado para percorrer 2.5mm em direção à extremidade esquerda.
Material e Métodos 46 Figura 10: Apalpador do rugosímetro percorrendo a superfície do fio. O apalpador, a partir do ponto central, foi programado para percorrer 2.5mm em direção à extremidade esquerda.
III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo.
 51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
SIMULAÇÃO DOS PROBLEMAS DE CONTATO PARA A OTIMIZAÇÃO DA ESPESSURA DE REVESTIMENTO Luciano de Oliveira Castro Lara; José Daniel Biasoli de Mello.
 21º POSMEC Simpósio do Programa de Pós-graduação UNIVERSIDADE FEDERAL DE UBERLÂNDIA Faculdade de Engenharia Mecânica Programa de Pós-graduação em Engenharia Mecânica www.posgrad.mecanica.ufu.br SIMULAÇÃO
21º POSMEC Simpósio do Programa de Pós-graduação UNIVERSIDADE FEDERAL DE UBERLÂNDIA Faculdade de Engenharia Mecânica Programa de Pós-graduação em Engenharia Mecânica www.posgrad.mecanica.ufu.br SIMULAÇÃO
Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda
 14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
Roteiro. Definição de termos e justificativa do estudo Estado da arte O que está sendo feito
 Roteiro Definição de termos e justificativa do estudo Estado da arte O que está sendo feito Definição de termos e justificativa do estudo Hidrossedimentologia O que é? Por que estudar? Como pesquisar?
Roteiro Definição de termos e justificativa do estudo Estado da arte O que está sendo feito Definição de termos e justificativa do estudo Hidrossedimentologia O que é? Por que estudar? Como pesquisar?
Fotografia 29 - Microestrutura destacada em vermelho na Fotografia 28
 60 Fotografia 29 - Microestrutura destacada em vermelho na Fotografia 28 Fotografia 30 - Microestrutura destacada em amarelo na Fotografia 28 61 Tabela 11- Composição química do revestimento da chapa L
60 Fotografia 29 - Microestrutura destacada em vermelho na Fotografia 28 Fotografia 30 - Microestrutura destacada em amarelo na Fotografia 28 61 Tabela 11- Composição química do revestimento da chapa L
RESTAURAÇÃO E RECONSTRUÇÃO DE IMAGENS. Nielsen Castelo Damasceno
 RESTAURAÇÃO E RECONSTRUÇÃO DE IMAGENS Nielsen Castelo Damasceno Restauração de imagem Procura recuperar uma imagem corrompida com base em um conhecimento a priori do fenômeno de degradação. Restauração
RESTAURAÇÃO E RECONSTRUÇÃO DE IMAGENS Nielsen Castelo Damasceno Restauração de imagem Procura recuperar uma imagem corrompida com base em um conhecimento a priori do fenômeno de degradação. Restauração
Cálculo de Tensões Residuais em Filmes Finos Através de Difração de Raios-X com Ângulo de incidência Rasante
 Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecânica Laboratório de Fenômenos de Superfícies Cálculo de Tensões Residuais em Filmes Finos Através de Difração de Raios-X com
Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecânica Laboratório de Fenômenos de Superfícies Cálculo de Tensões Residuais em Filmes Finos Através de Difração de Raios-X com
Demandas concentradas na superfície. Engenharia de Superfície
 Demandas concentradas na superfície Engenharia de Superfície Abordagens da Engenharia de Superfície : Modificação da Superfície Adição de Camada Superficial Sem alteração da composição Têmpera Fusão Com
Demandas concentradas na superfície Engenharia de Superfície Abordagens da Engenharia de Superfície : Modificação da Superfície Adição de Camada Superficial Sem alteração da composição Têmpera Fusão Com
Volume e forma - não são tão fixos como na teoria. Os sólidos sofrem dilatação com o aumento da temperatura, embora outros se contraem.
 Roberto Márcio Assinado de forma digital por Roberto Márcio DN: CN = Roberto Márcio, C = BR, O = Área 1, OU = Faculdade de Ciência e Tecnologia Motivo: Sou o autor deste documento Dados: 2004.08.10 21:56:32-03'00'
Roberto Márcio Assinado de forma digital por Roberto Márcio DN: CN = Roberto Márcio, C = BR, O = Área 1, OU = Faculdade de Ciência e Tecnologia Motivo: Sou o autor deste documento Dados: 2004.08.10 21:56:32-03'00'
AULA 5 Adsorção, isotermas e filmes monomoleculares. Prof a Elenice Schons
 AULA 5 Adsorção, isotermas e filmes monomoleculares Prof a Elenice Schons ADSORÇÃO É um processo de acumulação e concentração seletiva de um ou mais constituintes contidos num gás ou líquido sobre superfícies
AULA 5 Adsorção, isotermas e filmes monomoleculares Prof a Elenice Schons ADSORÇÃO É um processo de acumulação e concentração seletiva de um ou mais constituintes contidos num gás ou líquido sobre superfícies
(a) (b) (c) (d) (e) (f)
 (b) (c) (d) (e) (f)") 87 (a) (b) (c) (d) (e) (f) Figura 4.25 - Micrografias em MEV do risco do ensaio 05 (penetrador cônico de 40 em PC). As posições correspondentes no risco são indicadas na Fig. 4.24. Micrografia (d) possui
87 (a) (b) (c) (d) (e) (f) Figura 4.25 - Micrografias em MEV do risco do ensaio 05 (penetrador cônico de 40 em PC). As posições correspondentes no risco são indicadas na Fig. 4.24. Micrografia (d) possui
METROLOGIA II. Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões O. L. Agostinho.
 METROLOGIA II Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões. Samuel Sander de Carvalho samuel.carvalho@ifsudestemg.edu.br Juiz de Fora - MG Introdução: Nesse capítulo, falaremos
METROLOGIA II Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões. Samuel Sander de Carvalho samuel.carvalho@ifsudestemg.edu.br Juiz de Fora - MG Introdução: Nesse capítulo, falaremos
% % 40
 5 Simulação Física O comportamento da corrente de turbidez foi avaliado segundo as observações dos experimentos conduzidos juntamente com o Núcleo de Estudos de Correntes de Densidade, NECOD, do Instituto
5 Simulação Física O comportamento da corrente de turbidez foi avaliado segundo as observações dos experimentos conduzidos juntamente com o Núcleo de Estudos de Correntes de Densidade, NECOD, do Instituto
7 Análise das frequências e dos modos de vibração
 7 Análise das frequências e dos modos de vibração 7.1 Introdução Inicialmente a resposta dinâmica dos pisos estudados é determinada, mediante a obtenção das frequências naturais e dos modos de vibração
7 Análise das frequências e dos modos de vibração 7.1 Introdução Inicialmente a resposta dinâmica dos pisos estudados é determinada, mediante a obtenção das frequências naturais e dos modos de vibração
5 Resultados Caracterização Microestrutural
 5 Resultados 5.. Caracterização Microestrutural A análise microestrutural foi realizada através de microscopia ótica (MO) e microscopia eletrônica de varredura (MEV). As amostras foram preparadas pelo
5 Resultados 5.. Caracterização Microestrutural A análise microestrutural foi realizada através de microscopia ótica (MO) e microscopia eletrônica de varredura (MEV). As amostras foram preparadas pelo
5.2 - TESTES DE ULTRAMICRODUREZA
 5.2 - TESTES DE ULTRAMICRODUREZA Para a extracção dos valores de ultramicrodureza das multicamadas de TiN/ZrN empregou-se o ultramicrodurómetro Fischerscope H1 existente no Departamento de Engenharia Mecânica
5.2 - TESTES DE ULTRAMICRODUREZA Para a extracção dos valores de ultramicrodureza das multicamadas de TiN/ZrN empregou-se o ultramicrodurómetro Fischerscope H1 existente no Departamento de Engenharia Mecânica
Interações com a Atmosfera. Disciplina: Sensoriamento Remoto Prof. Dr. Raoni W. D. Bosquilia
 Interações com a Atmosfera Disciplina: Sensoriamento Remoto Prof. Dr. Raoni W. D. Bosquilia Interação com a Atmosfera A energia eletromagnética proveniente do sol, deve atravessar a atmosfera antes de
Interações com a Atmosfera Disciplina: Sensoriamento Remoto Prof. Dr. Raoni W. D. Bosquilia Interação com a Atmosfera A energia eletromagnética proveniente do sol, deve atravessar a atmosfera antes de
POR QUE ESTUDAR O ARCO ELÉTRICO?
 POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
2. Considerando a figura dada na questão 2, explique a principal dificuldade de conformação da sílica fundida em relação ao vidro de borosilicato.
 Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
4.2. ETAPA 1 Primeiro lote de ferramentas texturizadas (7 texturas) - Influência dos parâmetros do LASER na textura produzida na ferramenta
 - Influência dos parâmetros do LASER na textura produzida na ferramenta") 91 4.2. ETAPA 1 Primeiro lote de ferramentas texturizadas (7 texturas) - Influência dos parâmetros do LASER na textura produzida na ferramenta 4.2.1 Análise visual e topográfica do primeiro lote de ferramentas
91 4.2. ETAPA 1 Primeiro lote de ferramentas texturizadas (7 texturas) - Influência dos parâmetros do LASER na textura produzida na ferramenta 4.2.1 Análise visual e topográfica do primeiro lote de ferramentas
Prof. Dr. Engenharia Ambiental, UNESP
 INTRODUÇÃO A ESTATÍSTICA ESPACIAL Análise Exploratória dos Dados Estatística Descritiva Univariada Roberto Wagner Lourenço Roberto Wagner Lourenço Prof. Dr. Engenharia Ambiental, UNESP Estrutura da Apresentação
INTRODUÇÃO A ESTATÍSTICA ESPACIAL Análise Exploratória dos Dados Estatística Descritiva Univariada Roberto Wagner Lourenço Roberto Wagner Lourenço Prof. Dr. Engenharia Ambiental, UNESP Estrutura da Apresentação
8 Análise de Vibração Forçada Caminhar Humano 8.1 Considerações iniciais
 8 Análise de Vibração Forçada Caminhar Humano 8.1 Considerações iniciais Neste capítulo, verifica-se o comportamento dinâmico de pisos mistos submetidos a excitações dinâmicas associadas ao caminhar humano,
8 Análise de Vibração Forçada Caminhar Humano 8.1 Considerações iniciais Neste capítulo, verifica-se o comportamento dinâmico de pisos mistos submetidos a excitações dinâmicas associadas ao caminhar humano,
Sinopse. 1. Introdução
 COTEQ-204 VARIÁVEIS QUE INFLUENCIAM OS RESULTADOS DO ENSAIO DE MATERIAIS FERROMAGNÉTICOS PELA ANÁLISE DO RUÍDO MAGNÉTICO BARKHAUSEN Silvério Ferreira da Silva Júnior 1, Donizete Anderson de Alencar 2,
COTEQ-204 VARIÁVEIS QUE INFLUENCIAM OS RESULTADOS DO ENSAIO DE MATERIAIS FERROMAGNÉTICOS PELA ANÁLISE DO RUÍDO MAGNÉTICO BARKHAUSEN Silvério Ferreira da Silva Júnior 1, Donizete Anderson de Alencar 2,
Na natureza, esses vidros são encontráveis em forma de silicatos ou em compostos de silício e oxigênio, mas não são vistos na forma
 VIDROS METÁLICOS Tarciso Antônio Grandi Depto de Física UFSC Florianópolis SC Introdução Quando um metal líquido é resfriado abaixo da sua temperatura de fusão, inicia-se um processo de nucleação dos átomos,
VIDROS METÁLICOS Tarciso Antônio Grandi Depto de Física UFSC Florianópolis SC Introdução Quando um metal líquido é resfriado abaixo da sua temperatura de fusão, inicia-se um processo de nucleação dos átomos,
Interação da radiação com a atmosfera
 Universidade Federal de Campina Grande Centro de Ciências e Tecnologia Agroalimentar Interação da radiação com a atmosfera Professora Valéria Peixoto Borges COMPONENTE B : Processos de atenuação da radiação
Universidade Federal de Campina Grande Centro de Ciências e Tecnologia Agroalimentar Interação da radiação com a atmosfera Professora Valéria Peixoto Borges COMPONENTE B : Processos de atenuação da radiação
6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE. Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no
 98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
Capítulo 4. Procedimento Experimental Apresentação
 Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
6 Efeito da Temperatura do Substrato
 6 Efeito da Temperatura do Substrato 6.1. Introdução Neste Capítulo são apresentados os resultados obtidos no estudo da influência da temperatura do substrato na deposição e na estrutura de filmes de a-c:h.
6 Efeito da Temperatura do Substrato 6.1. Introdução Neste Capítulo são apresentados os resultados obtidos no estudo da influência da temperatura do substrato na deposição e na estrutura de filmes de a-c:h.
ESCOLA SECUNDÁRIA DE CASQUILHOS
 ESCOLA SECUNDÁRIA DE CASQUILHOS 4º teste sumativo de FQA 4. fevereiro. 2015 Versão 1 11º Ano Turma A Professor: Maria do Anjo Albuquerque Duração da prova: 90 minutos. Este teste é constituído por 7páginas
ESCOLA SECUNDÁRIA DE CASQUILHOS 4º teste sumativo de FQA 4. fevereiro. 2015 Versão 1 11º Ano Turma A Professor: Maria do Anjo Albuquerque Duração da prova: 90 minutos. Este teste é constituído por 7páginas
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
4 Resultados Experimentais
 77 4 Resultados Experimentais As amostras soldadas de acordo com os parâmetros da tabela 3-2 do capítulo 3 foram submetidas aos ensaios mecânicos de tração e rigidez, análises térmicas (calorimetria diferencial
77 4 Resultados Experimentais As amostras soldadas de acordo com os parâmetros da tabela 3-2 do capítulo 3 foram submetidas aos ensaios mecânicos de tração e rigidez, análises térmicas (calorimetria diferencial
5 Protótipo de guia de onda operando na faixa de freqüências de (15 60) GHz
 GHz") 5 Protótipo de guia de onda operando na faixa de freqüências de (15 60) GHz 76 Este capítulo apresenta inicialmente o desenvolvimento, a realização e a medição de um protótipo de guia de onda em um substrato
5 Protótipo de guia de onda operando na faixa de freqüências de (15 60) GHz 76 Este capítulo apresenta inicialmente o desenvolvimento, a realização e a medição de um protótipo de guia de onda em um substrato
Prof. MSc. David Roza José 1/26
 1/26 Mecanismos Físicos A condensação ocorre quando a temperatura de um vapor é reduzida para abaixo da temperatura de saturação. Em equipamentos industriais o processo normalmente decorre do contato entre
1/26 Mecanismos Físicos A condensação ocorre quando a temperatura de um vapor é reduzida para abaixo da temperatura de saturação. Em equipamentos industriais o processo normalmente decorre do contato entre
INSTRUÇÕES. . A prova é realizada no espaço em branco do próprio enunciado; podem ser utilizadas as costas da folha
 Prova de Ingresso ao IST Maiores de 23 Anos Prova de Física e Química 23 de Junho de 2010, 11h Duração: 1h30 INSTRUÇÕES. A prova é realizada no espaço em branco do próprio enunciado; podem ser utilizadas
Prova de Ingresso ao IST Maiores de 23 Anos Prova de Física e Química 23 de Junho de 2010, 11h Duração: 1h30 INSTRUÇÕES. A prova é realizada no espaço em branco do próprio enunciado; podem ser utilizadas
DESVIOS MACROGEOMÉTRICOS. Forma, orientação, posição e batimento (NBR 6409)
") Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Moagem Fina à Seco e Granulação vs. Moagem à Umido e Atomização na Preparação de Massas de Base Vermelha para Monoqueima Rápida de Pisos Vidrados
 Moagem Fina à Seco e Granulação vs. Moagem à Umido e Atomização na Preparação de Massas de Base Vermelha para Monoqueima Rápida de Pisos Vidrados G. Nassetti e C. Palmonari Centro Cerâmico Italiano, Bologna,
Moagem Fina à Seco e Granulação vs. Moagem à Umido e Atomização na Preparação de Massas de Base Vermelha para Monoqueima Rápida de Pisos Vidrados G. Nassetti e C. Palmonari Centro Cerâmico Italiano, Bologna,
ONDAS DE SUPERFÍCIE NO OCEANO
 ONDAS DE SUPERFÍCIE NO OCEANO MECÂNICA DAS ONDAS (TEORIA LINEAR) Hipóteses: Movimento irrotacional; Fluido incompressível; EXISTÊNCIA DE UM POTENCIAL DE VELOCIDADE QUE SATISFAZ A EQUAÇÃO DA CONTINUIDADE.
ONDAS DE SUPERFÍCIE NO OCEANO MECÂNICA DAS ONDAS (TEORIA LINEAR) Hipóteses: Movimento irrotacional; Fluido incompressível; EXISTÊNCIA DE UM POTENCIAL DE VELOCIDADE QUE SATISFAZ A EQUAÇÃO DA CONTINUIDADE.
Capítulo 7 - Solidificação
 Capítulo 7 - Solidificação Solidificação - resultado do vazamento de material líquido 2 etapas Nucleação: Formação de núcleos sólidos (agregados ou cachos de átomos) Crescimento: crescimento dos núcleos
Capítulo 7 - Solidificação Solidificação - resultado do vazamento de material líquido 2 etapas Nucleação: Formação de núcleos sólidos (agregados ou cachos de átomos) Crescimento: crescimento dos núcleos
Figura 1.1: Variação de T c em função de vol% Co para nanopartículas de Co, comparado com o caso de átomos de Co e de nanopartículas de Cu [Xing10].
![Figura 1.1: Variação de T c em função de vol% Co para nanopartículas de Co, comparado com o caso de átomos de Co e de nanopartículas de Cu [Xing10].](/thumbs/76/73491639.jpg "Figura 1.1: Variação de T c em função de vol% Co para nanopartículas de Co, comparado com o caso de átomos de Co e de nanopartículas de Cu [Xing10].") 1 Introdução 1.1 Sistemas Híbridos Supercondutor/Ferromagneto Materiais compósitos na escala nanométrica, os chamados nanocompósitos, constituem atualmente um campo muito interessante de pesquisa. Dentro
1 Introdução 1.1 Sistemas Híbridos Supercondutor/Ferromagneto Materiais compósitos na escala nanométrica, os chamados nanocompósitos, constituem atualmente um campo muito interessante de pesquisa. Dentro
SIMULAÇÃO DA DEPOSIÇÃO DE FILMES FINOS ATRAVÉS DO PROGRAMA SIMTRA. 1
 SIMULAÇÃO DA DEPOSIÇÃO DE FILMES FINOS ATRAVÉS DO PROGRAMA SIMTRA. 1 Julio César Sagás 2, Júlia Karnopp 3. Palavras-chave: Filmes. Simulação. SIMTRA. Deposições de filmes de titânio, alumínio, gadolínio
SIMULAÇÃO DA DEPOSIÇÃO DE FILMES FINOS ATRAVÉS DO PROGRAMA SIMTRA. 1 Julio César Sagás 2, Júlia Karnopp 3. Palavras-chave: Filmes. Simulação. SIMTRA. Deposições de filmes de titânio, alumínio, gadolínio
propriedades comparáveis ao diamante cristalino. Apesar disto, não existem evidências experimentais claras da formação de β C 3
 1 Introdução Uma das técnicas que permitem modificar as propriedades superficiais de um material consiste em aplicar sobre ele um revestimento na forma de filme fino de modo que as propriedades finais
1 Introdução Uma das técnicas que permitem modificar as propriedades superficiais de um material consiste em aplicar sobre ele um revestimento na forma de filme fino de modo que as propriedades finais
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
Noções de Exatidão, Precisão e Resolução
 Noções de Exatidão, Precisão e Resolução Exatidão: está relacionada com o desvio do valor medido em relação ao valor padrão ou valor exato. Ex : padrão = 1,000 Ω ; medida (a) = 1,010 Ω ; medida (b)= 1,100
Noções de Exatidão, Precisão e Resolução Exatidão: está relacionada com o desvio do valor medido em relação ao valor padrão ou valor exato. Ex : padrão = 1,000 Ω ; medida (a) = 1,010 Ω ; medida (b)= 1,100
Trabalho de MCC. Ações do fogo nas Estruturas de Concreto Enrico Deperon, Gabriel Cielo, Gustavo Henrique da Silva, Magno, Pedro Porton
 Trabalho de MCC Ações do fogo nas Estruturas de Concreto Enrico Deperon, Gabriel Cielo, Gustavo Henrique da Silva, Magno, Pedro Porton Como ocorre? O calor irradiado das chamas atinge o combustível e este
Trabalho de MCC Ações do fogo nas Estruturas de Concreto Enrico Deperon, Gabriel Cielo, Gustavo Henrique da Silva, Magno, Pedro Porton Como ocorre? O calor irradiado das chamas atinge o combustível e este
7 INTERPRETAÇÃO E ANÁLISE DOS DADOS
 Capítulo 7 Interpretação e Análise dos Dados 11 7 INTERPRETAÇÃO E ANÁLISE DOS DADOS 7.1 EFICIÊNCIA DO MÉTODO DESENVOLVIDO O comportamento do sistema sem fios no que diz respeito à eficiência do método
Capítulo 7 Interpretação e Análise dos Dados 11 7 INTERPRETAÇÃO E ANÁLISE DOS DADOS 7.1 EFICIÊNCIA DO MÉTODO DESENVOLVIDO O comportamento do sistema sem fios no que diz respeito à eficiência do método
7 Estruturas Submetidas a Sismos Reais e Artificias com Interação Solo-Estrutura
 167 7 Estruturas Submetidas a Sismos Reais e Artificias com Interação Solo-Estrutura Com a validação da formulação da análise no domínio do tempo no Capítulo 4, e com base no estudo em frequência realizado
167 7 Estruturas Submetidas a Sismos Reais e Artificias com Interação Solo-Estrutura Com a validação da formulação da análise no domínio do tempo no Capítulo 4, e com base no estudo em frequência realizado
Tecnicas analiticas para Joias
 Tecnicas analiticas para Joias Técnicas avançadas de analise A caracterização de gemas e metais da área de gemologia exige a utilização de técnicas analíticas sofisticadas. Estas técnicas devem ser capazes
Tecnicas analiticas para Joias Técnicas avançadas de analise A caracterização de gemas e metais da área de gemologia exige a utilização de técnicas analíticas sofisticadas. Estas técnicas devem ser capazes
5 Resultado e Discussão
 53 5 Resultado e Discussão 5.1 Preparação da Membrana A O processo de extrusão descrito anteriormente resultou numa fita de PTFE com aparência homogênea (Figura 24). Como um óleo foi inicialmente empregado
53 5 Resultado e Discussão 5.1 Preparação da Membrana A O processo de extrusão descrito anteriormente resultou numa fita de PTFE com aparência homogênea (Figura 24). Como um óleo foi inicialmente empregado
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
Processamento de Cerâmicas I COLAGEM 20/6/17
 Processamento de Cerâmicas I COLAGEM 20/6/17 Umidade (%) 100 0 Líquido Plástico Semi-Sólido Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP Limite de Contração -
Processamento de Cerâmicas I COLAGEM 20/6/17 Umidade (%) 100 0 Líquido Plástico Semi-Sólido Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP Limite de Contração -
COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
Processo de Soldagem por Difusão
 Processo de Soldagem por Difusão Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇÃO O processo de Soldagem por difusão é utilizado para unir materiais : iguais, com composição química semelhante
Processo de Soldagem por Difusão Prof. Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti INTRODUÇÃO O processo de Soldagem por difusão é utilizado para unir materiais : iguais, com composição química semelhante
Fadiga dos Materiais Metálicos Prof. Carlos Baptista. Cap. 2 ABORDAGEM TENSÃO-VIDA LEITURA 2: ESTIMATIVA DA CURVA S-N
 Fadiga dos Materiais Metálicos Prof. Carlos Baptista Cap. 2 ABORDAGEM TENSÃO-VIDA LEITURA 2: ESTIMATIVA DA CURVA S-N Na ausência de dados experimentais S-N, métodos para estimar o comportamento em fadiga
Fadiga dos Materiais Metálicos Prof. Carlos Baptista Cap. 2 ABORDAGEM TENSÃO-VIDA LEITURA 2: ESTIMATIVA DA CURVA S-N Na ausência de dados experimentais S-N, métodos para estimar o comportamento em fadiga
Prova 05/06/2012. Halliday Vol 3-6ª edição Cap 29, 30, 31,32. Halliday Vol 3-8ª edição Cap 28, 29, 30, 32. Aulas 9-15
 7. Campo Magnético 7.1 - Campo magnético de uma corrente elétrica 7.2 - Linhas de força 7.3 - Fluxo magnético e indução magnética 7.4 - Campo magnético de uma espira 7.5 - Lei de Ampère 7.6 - Campo magnético
7. Campo Magnético 7.1 - Campo magnético de uma corrente elétrica 7.2 - Linhas de força 7.3 - Fluxo magnético e indução magnética 7.4 - Campo magnético de uma espira 7.5 - Lei de Ampère 7.6 - Campo magnético