Técnicas e cuidados na soldagem de tubulações e equipamentos
|
|
|
- Wilson Brás Pereira
- 8 Há anos
- Visualizações:
Transcrição
1 Técnicas e cuidados na soldagem de tubulações e equipamentos

2 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões

3 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões

4 1. Metais e Soldagem O que são metais e como é a estrutura dos metais? Como a soldagem atua? O que pode provocar?

5 1. Metais e Soldagem O que são metais e como é a estrutura dos metais? São elementos químicos que formam aglomerados com caráter metálico e que possuem: Brilho metálico: formam sólidos com brilho metálico (reflexão de luz) característico; Plasticidade: podem ter sua geometria alterada radicalmente por forças externas (conformação); Resistência: podem apresentar uma alta resistência mecânica. Condutibilidade: apresentam excelente capacidade de condução térmica e elétrica; Tenacidade: conseguem absorver muita energia antes de serem rompidos.

6 1. Metais e Soldagem

7 1. Metais e Soldagem
8 1. Metais e Soldagem

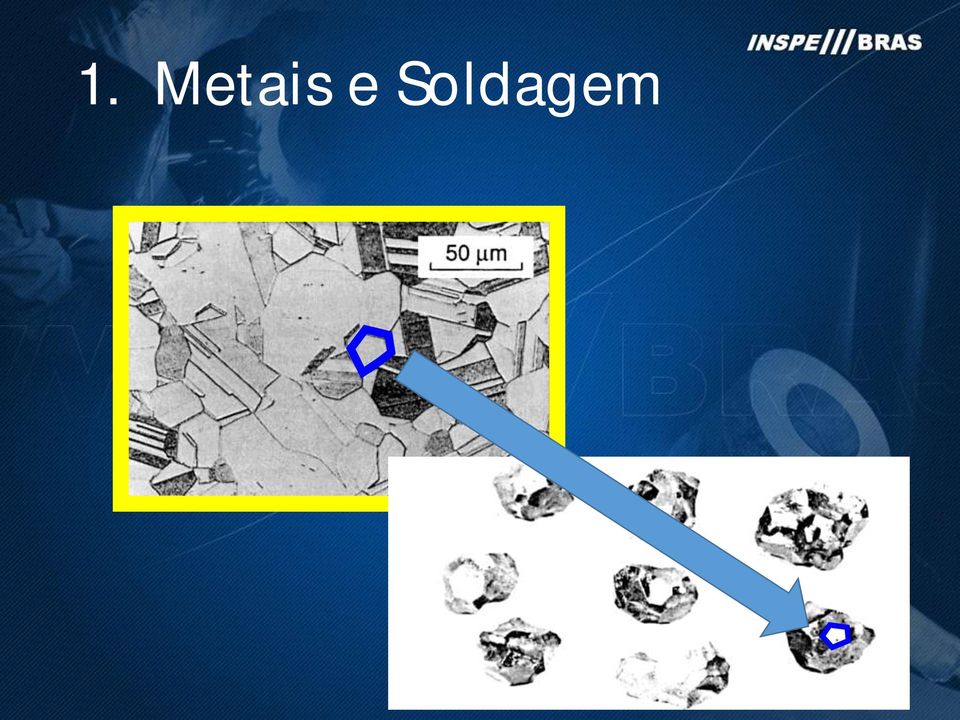
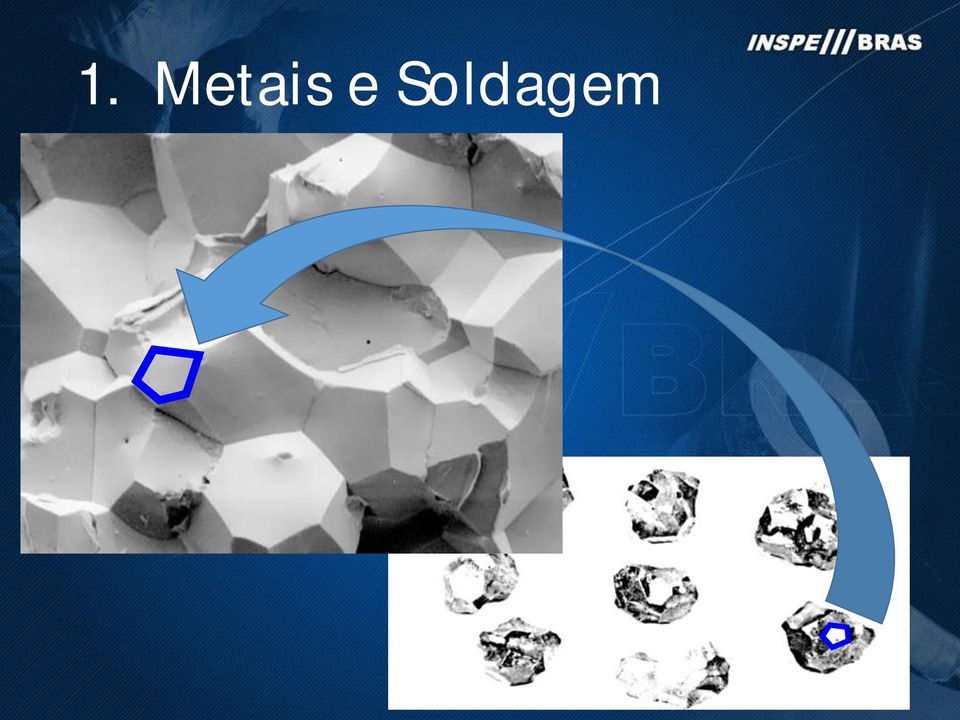
9 1. Metais e Soldagem O que são metais e como é a estrutura dos metais? Os metais são formados de átomos que se agrupam formando uma estrutura cristalina. Um componente metálico normalmente é formado por uma grande quantidade de cristais microscópicos. Veja como isso ocorre...

10 1. Metais e Soldagem Componentes Metálicos: dutos, tubos, válvulas e conexões.

11 1. Metais e Soldagem. Visão dos cristais formadores de um metal (exemplo aço inoxidável normalizado).

12 1. Metais e Soldagem
13 1. Metais e Soldagem
14 1. Metais e Soldagem Arranjos de átomos formadores dos cristais.

15 1. Metais e Soldagem
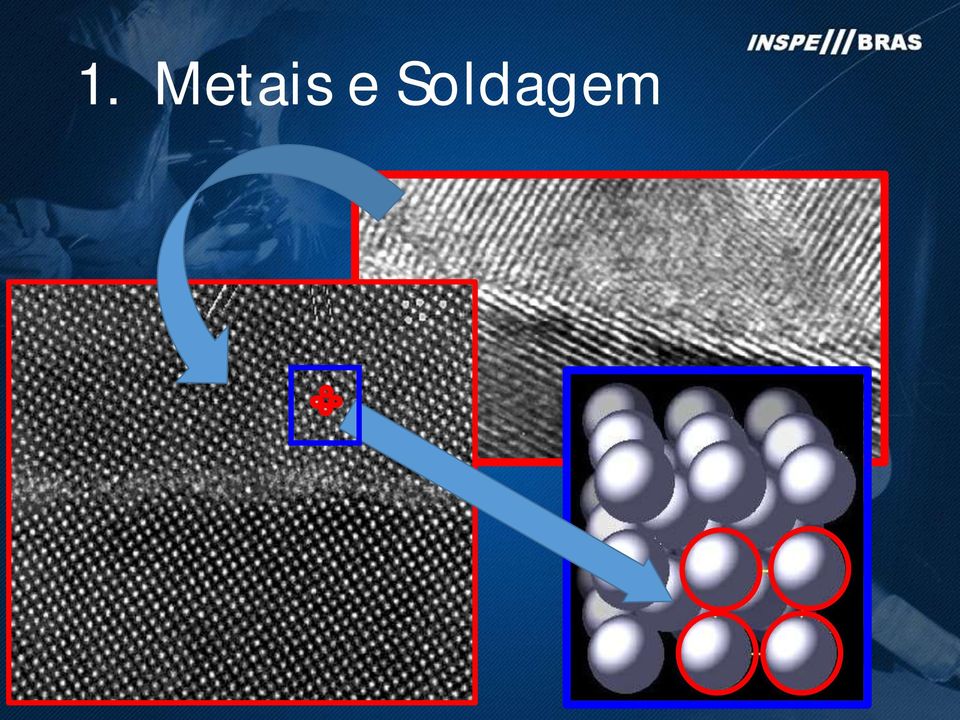
16 1. Metais e Soldagem O que são metais e como é a estrutura dos metais? Porém os átomos dos metais podem se organizar de formas diferentes Arranjos de átomos formadores dos cristais.

17 1. Metais e Soldagem Possíveis formas de arranjos dos átomos formadores das estruturas cristalinas dos metais.

18 1. Metais e Soldagem Diferentes tipos de mecanismos e estruturas alteram suas características em função do tipo de processamento efetuado. Exemplo do aço SAE 1045, processado de formas diferentes...

19 1. Metais e Soldagem Estrutura Dendrítica SAE 1045 Fundido. 1,00 0,80 0,60 0,40 0,20 0,00 Resistência Plasticidade Tenacidade Obtenção: resfriamento direto do metal líquido em um grande molde.

20 1. Metais e Soldagem Estrutura Ferrítica-Perlítica (pró eutetóide). SAE 1045 Laminado a quente (barra ou tubo) 1,00 0,80 0,60 0,40 0,20 0,00 Resistência Plasticidade Tenacidade Obtenção: laminação em temperaturas entre 1000 e 1200 C.

21 1. Metais e Soldagem Estrutura Ferrítica-Perlítica SAE 1045 Normalizado. 1,00 0,80 0,60 0,40 0,20 0,00 Resistência Plasticidade Tenacidade Obtenção: tratamento térmico de normalização a 850 C durante 30 min.
22 1. Metais e Soldagem Estrutura ferrítica com carbonetos esferoidizados SAE 1045 Esferoidizado. 1,00 0,80 0,60 0,40 0,20 0,00 Resistência Plasticidade Tenacidade Obtenção: tratamento térmico de esferoidização a 700 C durante 20 horas.
23 1. Metais e Soldagem Estrutura Bainítica SAE 1045 Austemperado. 1,00 0,80 0,60 0,40 0,20 0,00 Resistência Plasticidade Tenacidade Obtenção: tratamento térmico de austêmpera a 400 C durante 10min.
24 1. Metais e Soldagem Estrutura Martensítica. SAE 1045 Temperado. 1,00 0,80 0,60 0,40 0,20 0,00 Resistência Plasticidade Tenacidade Obtenção: tratamento térmico de têmpera em água.
25 1. Metais e Soldagem Diferentes diagramas permitem avaliar e prever características dos metais em função do tipo de processamento ocorrido : Em função da composição e temperatura Em função da taxa de resfriamento Em função do ciclo térmico
26 1. Metais e Soldagem Resumidamente: Os metais apresentam grande diversidade de propriedades físicas e químicas, conforme a pressão, temperatura e outras variáveis. As variações de características dos metais podem ser quantificadas através da análise do processo e das propriedades do metal em questão.
27 1. Metais e Soldagem Como a solda atua? A soldagem é um método de união localizada de materiais. Objetiva-se que a união ocorre de forma semelhante à existente no restante do material.
28 1. Metais e Soldagem Como a solda atua? A soldagem pode envolver ou não a fusão localizada do material, mas geralmente sempre envolve calor.
29 1. Metais e Soldagem
30 1. Metais e Soldagem Como a solda atua? A soldagem pode envolver ou não a fusão localizada do material, mas geralmente sempre envolve calor.
31 1. Metais e Soldagem Como a solda atua? Na maioria dos casos, a produção de uma solda envolve o uso de calor e/ou deformação plástica. O objetivo é manter a continuidade de propriedades e desempenho entre solda e metal de base. Mas na prática é gerada uma estrutura metalúrgica sensivelmente diferente da estrutura do metal base. Soldas podem, também, apresentar descontinuidades como vazios, trincas, material incluso, etc.
32 1. Metais e Soldagem Como a solda atua? Calor é empregado na soldagem:
33 1. Metais e Soldagem Como a solda atua? Calor é empregado na soldagem:
34 1. Metais e Soldagem Como a solda atua? O calor é transmitido através da peça: Os metais conduzem calor muito bem!! 500 C 700 C 1000 C 1300 C
35 1. Metais e Soldagem Como a solda atua? Este calor altera a estrutura dos metais envolvidos... Alteração da estrutura cristalina para o caso do aço-carbono 500 C 700 C 1000 C 1300 C
36 1. Metais e Soldagem Como a solda atua?...e o resfriamento não é igual! Radiação 500 C 700 C 1000 C 1300 C
37 1. Metais e Soldagem Como a solda atua?...e o resfriamento não é igual! Convecção Radiação Convecção 500 C 700 C 1000 C 1300 C
38 1. Metais e Soldagem Como a solda atua?...e o resfriamento não é igual! CONVECÇÃO RADIAÇÃO CONVECÇÃO CONDUÇÃO CONDUÇÃO
39 1. Metais e Soldagem Como a solda atua? A condução pelo metal é a principal forma de dissipação do calor da solda: Radiação Convecção Meio Ambiente PEÇA SOLDADA Condução (maior parte do calor) Restante da Estrutura
40 1. Metais e Soldagem Resumidamente: A soldagem introduz alterações nos metais sendo unidos, especialmente devido ao aporte térmico. O calor envolvido na soldagem é transmitido pelo metal através da condução.
41 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
42 2. Fundamentos básicos da Soldagem Diagrama de Repartição Térmica junta soldada Ciclo Térmico - junta soldada
43 2. Fundamentos básicos da Soldagem Diagrama de Repartição Térmica junta soldada Os gráficos de repartição térmica ilustram a história térmica de uma junta soldada. A história térmica de uma junta soldada é composta pela repartição térmica que ocorre no diferentes ciclos térmicos da soldagem.
44 2. Fundamentos básicos da Soldagem Diagrama de Repartição Térmica junta soldada A história térmica é determinada: pelas propriedades físicas do material; pela temperatura inicial do metal de base; pela a geometria da junta (introdução e extração do calor); pela energia de soldagem líquida e pelo formato da fonte de calor.
45 2. Fundamentos básicos da Soldagem Diagrama de Repartição Térmica junta soldada Construção da curva em um ponto: Temperatura. A (t 4 ). t4. t3. t2. A (t 3 ). A (t 2 ) Tempo. t1 Tempo. A (t 1 )
46 . A (t 7 ). A (t 6 ). A (t 5 ) Temperatura. A (t 4 ) Tempo. t4. A (t 3 ). t3. t5. t2. t1. t6. t7. A (t 2 ) Tempo. A (t 1 )
47 2. Fundamentos básicos da Soldagem Diagrama de Repartição Térmica junta soldada
48 2. Fundamentos básicos da Soldagem Diagrama de Repartição Térmica junta soldada Casos:
49 2. Fundamentos básicos da Soldagem Ciclo Térmico A descrição da região soldada é possível associando-se: A histórica térmica (gráficos de repartição térmica) Os diagramas de análise dos metais (diagramas de fase, CCT, etc.) Diagramas de repartição térmica Diagramas de fases, TTT, etc... Características da junta soldada
50 2. Fundamentos básicos da Soldagem Ciclo Térmico Aço carbono tipo SAE 1010
51 2. Fundamentos básicos da Soldagem Ciclo Térmico Região do metal depositado Região intensamente afetada pelo calor Restante do componente Alteração do tamanho dos cristais do alumínio puro soldado
52 Temperatura de Pico Aço inox Supermartensítico Temperatura ( C) 2. Fundamentos básicos da Soldagem Distância da linha de fusão %Cromo %Níquel
53 2. Fundamentos básicos da Soldagem Ciclo Térmico Aço inox Dúplex
54 2. Fundamentos básicos da Soldagem Região do metal depositado Região intensamente afetada pelo calor Restante do componente Super Duplex UNS S32750
55 2. Fundamentos básicos da Soldagem Ciclo Térmico. Testes feitos em amostras de aço API (soldável) retiradas nas regiões transformadas pelos ciclos de repartição térmica: SLE SLR %Along ,2 27,8 27,6 31,1 A B C D A B C D
56 2. Fundamentos básicos da Soldagem Resumidamente: É possível descrever a história térmica de uma junta soldada. Associando-se a história térmica com diagramas conhecidos para os metais é possível prever qual é o tipo de estrutura formada. A estrutura formada dita as propriedades da junta e o desempenho da união soldada.
57 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
58 3. Pré e Pós Aquecimento Pré aquecimento. Introdução de calor adicional à peça sendo soldada. Visa diminuir a velocidade de resfriamento de uma junta soldada. Não pré aquecido Pré aquecido
59 3. Pré e Pós Aquecimento Não pré aquecido Pré aquecido SOLDAGEM
60 3. Pré e Pós Aquecimento Resfriamento mais rápido e heterogêneo: Geração de Tensões térmicas Maior presença de tensões residuais Transformação de fases Distorções Resfriamento lento e homogeneizado: Menor geração de Tensões Desidrogenação Redução nas variações de propriedade mecânica Temperatura Distância da linha de fusão Distância da linha de fusão
61 3. Pré e Pós Aquecimento Resultados do Pré aquecimento: Reduzir as alterações de dureza na ZTA; Favorecer a desidrogenaçãode aços; Diminuir as tensões térmicas e residuais (reduzir o risco de trincas); Facilitar as operações de soldagem (metais bons condutores de calor); Remover a umidade se estiver presente quando a solda estiver sendo executada;
62 3. Pré e Pós Aquecimento Pré aquecimento. Os principais parâmetros empregados para definir um pré aquecimento: composição química e condições metalúrgicas do metal, a espessura da peça, o processo de soldagem e seu aporte de energia e, o nível de restrição a que a junta está sendo submetida.
63 3. Pré e Pós Aquecimento Um metal base é considerado facilmente soldável pelo processo SMAW (ER). 0,40% 0,60% Deve-se usar préaquecimento para juntas com espessura acima de 20 mm. 0,90% Absolutamente necessário préaquecimento a uma temperatura elevada para todos os casos. %C EQ (CARBONO EQUIVALENTE)
64 Mais quente 3. Pré e Pós Aquecimento Valores típicos para o Pré aquecimento para ligas ferrosas:
65 3. Pré e Pós Aquecimento Maiores espessuras precisam de um pré-aquecimento em torno de 100 C. Temperaturas maiores podem ser utilizadas para juntas complexas com pequena liberdade de movimento (alta restrição).
66 Pré aquecimento ( C) Mais quente 3. Pré e Pós Aquecimento Recomendação das temperaturas de pré-aquecimento e de interpasse para aços de alta resistência e baixa liga (HSLA) Processos com baixo hidrogênio Mais espesso Espessura (mm)
67 3. Pré e Pós Aquecimento Recomendação das temperaturas de pré-aquecimento e de interpasse para aços liga comuns : Mais espesso Mais quente Média: 225 C Média: 267 C Média: 292 C
68 3. Pré e Pós Aquecimento As temperaturas também dependem do aporte térmico dos processos de soldagem: Aporte térmico do processo em kj/mm
69 3. Pré e Pós Aquecimento Pré aquecimento. O uso da alta temperatura de pré-aquecimento levanta os custos da soldagem devido ao aumento do uso de energia para aquecer a peça de trabalho. É possível minimizar este custo usando materiais com maior capacidade de soldagem ou processos mais eficientes ou bem controlados.
70 3. Pré e Pós Aquecimento Pós aquecimento Tratamento de eliminação de hidrogênio (desidrogenação) em aços carbono e de baixa liga. Aquecimento da junta soldada aprox. de 150 C a 300 C; Duração de algumas horas; Feito imediatamente após a soldagem e Aproveitando o pré-aquecimento.
71 3. Pré e Pós Aquecimento Aquecimento por chama: Menor eficiência (< 50%); Aquecimento heterogêneo; Imprecisão no controle da temperatura (superfícies internas x externas); Restrições de uso em determinados ambientes;
72 3. Pré e Pós Aquecimento Aquecimento por chama: Geração de resíduos (óxidos, fumos, fuligem); Envolvimento de temperaturas elevadas; Necessidade de habilidade para uso.
73 3. Pré e Pós Aquecimento Aquecimento por resistência: Boa eficiência térmica ao envolver a junta a ser aquecida; Depende da disponibilidade de uma fonte de energia, sem grandes restrições do ambiente; Gera muito menos desconforto térmico na região de trabalho; Permite o controle automático da temperatura; Aquece de forma mais homogênea;
74 3. Pré e Pós Aquecimento Aquecimento por resistência:
75 3. Pré e Pós Aquecimento Aquecimento por indução: Processo muito eficiente; Os dispositivos de aquecimento (bobinas) não se aquecem; Aquecimento interno no próprio material; Maior segurança e menor impacto nos operadores; Maior habilidade de obter e manter a temperatura desejada.
76 3. Pré e Pós Aquecimento
77 3. Pré e Pós Aquecimento Resumidamente: A distribuição do calor e a história térmica podem ser alterados pelo pré e pós aquecimento. Um pré e pós aquecimento adequados melhoram a homogeneidade da junta e o seu desempenho final. A quantidade de calor aplicada depende da temperatura a ser atingida que é função da espessura, geometria e composição química da junta.
78 3. Pré e Pós Aquecimento PRÉ AQUECIMENTO Técnicas para Tubulações: ASM B 31.3 N-133 N-115 Técnicas para Equipamentos: ASME VIII Div. 2
79 3. Pré e Pós Aquecimento PÓS AQUECIMENTO Técnicas para Tubulações: ASM B 31.3 Técnicas para Equipamentos: ASME VIII Div. 2
80 3. Pré e Pós Aquecimento
81 3. Pré e Pós Aquecimento
82 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
83 4. Controle de Temperatura durante a soldagem Trincas podem ocorrer durante a soldagem Em ligas de composição química sensível ao trincamento. Em seções espessas ou com muitas juntas.
84 4. Controle de Temperatura durante a soldagem Alguns metais que apresentam mudança de fase durante a soldagem, introduzem alterações e/ou distorções geométricas na junta soldada levando a trincas. Adicionalmente fases frágeis geradas na transformação de fases do metal podem gerar trincas durante ou após a soldagem. Martensita nos aços carbono Ferrita delta nos aços inoxidáveis,
85 4. Controle de Temperatura durante a soldagem Para prevenir trincas durante a soldagem a temperatura de pré-aquecimento e interpasse deve estar: acima da temperatura de formação da martensita; abaixo da temperatura de formação da ferrita delta. O controle da temperatura de pré-aquecimento e interpasse deve ser tal que evite a transformação de microestruturas frágeis durante o resfriamento da solda.
86 4. Controle de Temperatura durante a soldagem Sensibilidade dos aços carbono e liga ao trincamento: Diagrama de GRAVILLE Mapa de soldabilidade dos aços em função do C EQ e do conteúdo em C.
87 4. Controle de Temperatura durante a soldagem Aços inoxidáveis são um pouco mais difíceis de soldar que aços de baixo carbono. Estas dificuldades variam com o tipo de aço: diagrama de SCHAEFFLER Permite prever a microestrutura da ZF.
88 4. Controle de Temperatura durante a soldagem Formação de trincas por solidificação ou perda de ductilidade acima de 1250 C diagrama de SCHAEFFLER Permite prever a microestrutura da ZF.
89 4. Controle de Temperatura durante a soldagem Fragilização por formação de fases intermetálicas por aquecimento entre 450 a 900 C diagrama de SCHAEFFLER Permite prever a microestrutura da ZF.
90 4. Controle de Temperatura durante a soldagem diagrama de SCHAEFFLER Fragilização por crescimento de grão Permite prever a microestrutura da ZF.
91 4. Controle de Temperatura durante a soldagem diagrama de SCHAEFFLER Fragilização e fissuração por formação de martensita Permite prever a microestrutura da ZF.
92 4. Controle de Temperatura durante a soldagem Seções com grande quantidade de metal apresentam grande tendência à formação de trincas. Nestes casos, ocorre uma rápida perda de calor por condução no metal. A condução é favorecida em peças mais espessas ou com grande quantidade de juntas. Lembrando: os metais conduzem calor muito bem!!
93 4. Controle de Temperatura durante a soldagem Extração de calor em diferentes tipos de juntas (ref. A): Temperatura no ponto A Junta relativamente fina tempo CALOR A. CALOR
94 4. Controle de Temperatura durante a soldagem Extração de calor em diferentes tipos de juntas (ref. A): Temperatura no ponto A Junta relativamente espessa tempo CALOR A. CALOR
95 CALOR 4. Controle de Temperatura durante a soldagem Extração de calor em diferentes tipos de juntas (ref. A): Temperatura no ponto A Junta relativamente espessa com junção tempo CALOR A. CALOR
96 4. Controle de Temperatura durante a soldagem Extração de calor em diferentes tipos de juntas (ref. A): Temperatura no ponto A Junta relativamente espessa com várias junções tempo CALOR A. CALOR
97 4. Controle de Temperatura durante a soldagem Resumidamente: Um bom controle de temperatura impede a ocorrência de eventos indesejáveis nos metais sendo soldados. A temperatura envolvida não depende apenas do metal, mas também das condições geométricas (espessura e número de juntas) da solda.
98 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
99 5. Tratamentos Térmicos O Tratamento Térmico em metais tem como objetivo melhorar suas propriedades ou conferir-lhes características pré-determinadas. Constituem-se em um conjunto de operações envolvendo: aquecimento, permanência em determinadas temperaturas e, Resfriamento......sob condições controladas.
100 5. Tratamentos Térmicos Os principais tratamentos térmicos associados às operações de soldagem são: Recozimento Normalização Têmpera Revenimento Solubilização Alívio de tensões
101 5. Tratamentos Térmicos Pré e Pós aquecimento: realizado para controlar o aquecimento e resfriamento. Objetivos: minimizar distorções pela dilatação e contração; reduzir a taxa de resfriamento, evitando transformações de fase; promover desidrogenação;
102 5. Tratamentos Térmicos Desidrogenação: pós aquecimento feito a temperaturas relativamente baixas (de 150 a 300 C) durante um curto período de tempo (30min. a 2 horas). Objetivos: promover a retirada o hidrogênio; evitar o trincamento da junta; melhorar o desempenho da solda.
103 5. Tratamentos Térmicos Alívio de tensões: aquecimento em uma temperatura relativamente baixa em um período de tempo proporcional à espessura, seguido de um resfriamento lento. Objetivos: reduzir as tensões residuais; melhoria da ductilidade; melhorar as condições da ZTA. Consiste no tratamento mais empregado para juntas soldadas.
104 5. Tratamentos Térmicos Normalização: aquecimento dos aços até a uma temperatura um pouco acima da austenitização e resfriamento ao ar. Objetivos: refinar o grão; homogeneizar a estrutura e as propriedades e; melhorar a tenacidade. (outros similares ao recozimento).
105 5. Tratamentos Térmicos Recozimento: aquecimento da peça até uma temperatura onde haja recristalização e/ou transformação em uma nova fase seguida de resfriamento lento. Objetivos: reduzir a dureza; melhorar a usinabilidade; remover o encruamento; aliviar as tensões internas; homogeneizar a microestrutura.
106 5. Tratamentos Térmicos Solubilização: aquecimento do metal até uma temperatura que solubilize os elementos de liga presentes na forma de precipitados. O tratamento ocorre em um tempo suficientemente longo para permitir a dissolução e distribuição homogênea dos elementos de liga na matriz. Este tratamento é tipicamente seguido de uma têmpera para manter a dissolução obtida em temperaturas nas quais os elementos estariam precipitados. Objetivos: dissolver elementos de liga precipitados no metal (exemplo carboneto de cromo no aço inox);
107 5. Tratamentos Térmicos Têmpera: resfriamento brusco após solubilização de uma liga (no caso dos aços austenitização). Objetivos: obter elementos de liga dissolvidos no metal (exemplo cobre no alumínio ou cromo no aço inox); nos aços em particular - obter estruturas endurecidas como a martensita (especialmente) ou a bainita.
108 5. Tratamentos Térmicos Revenimento: aquecimento de uma peça de aço anteriormente temperada entre 450 e 750 C durante um tempo de 30 minutos a 4 horas, seguido de resfriamento controlado. Objetivos: aliviar tensões internas produzidas por têmpera; diminuir a fragilidade e aumentar a tenacidade. Chama-se beneficiamento ao conjunto de operações de têmpera seguida de revenimento.
109 5. Tratamentos Térmicos Envelhecimento: aquecimento de ligas solubilizadas até uma temperatura e durante um tempo suficientemente longo para permitir a precipitação de compostos químicos na estrutura do metal. Objetivos: estabilizar as propriedades mecânicas; aumentar a resistência e dureza; melhorar a tenacidade.

110 5. Tratamentos Térmicos Alívio de tensões Os métodos de soldagem envolvem calor e causam dilatações e retrações diferenciadas do metal durante o ciclo de aquecimento e resfriamento. Compressão residual Tração residual
111 5. Tratamentos Térmicos Alívio de tensões Estas dilatações e retrações localizadas induzem tensões residuais e distorção. A distorção pode representar um grande problema, já que o produto final não apresenta a forma desejada.
112 5. Tratamentos Térmicos Alívio de tensões Redução da quantidade de distorção angular e contração lateral por: a) redução do volume do metal de solda;
113 5. Tratamentos Térmicos Alívio de tensões Redução da quantidade de distorção angular e contração lateral por: b) soldagem de passe único;
114 5. Tratamentos Térmicos Alívio de tensões Redução da quantidade de distorção angular e contração lateral por: c) soldagem feitas próximas ao eixo neutro;
115 5. Tratamentos Térmicos Alívio de tensões Redução da quantidade de distorção angular e contração lateral por: d) solda balanceada; Não balanceada Balanceada
116 5. Tratamentos Térmicos Resumidamente: Tratamentos térmicos podem ser executados de forma a alterar e adaptar as propriedades mecânicas dos metais. Em juntas soldadas, os tratamentos térmicos podem corrigir variações das propriedades mecânicas. O alívio de tensões e a normalização são os tratamentos mais empregados.
117 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
118 6. Medidas de Controle Para verificar a qualidade da solda são empregados métodos para analisar: a execução da soldagem; o aspecto externo da solda; a continuidade interna da solda; a integridade metalúrgica da solda e do metal soldado.
119 6. Medidas de Controle A verificação pode empregar os seguintes testes: 1. Visual de ajuste (VA); 2. Visual de solda (VS); 3. Líquidos penetrantes (LP); 4. Partículas Magnéticas (PM); 5. Ultra Som (US); 6. Correntes Parasitas ou Eddy Current (ED); 7. Teste Hidrostárico (TH) 8. Radiografia (Rx); 9. Dureza (HV); 10. Ensaios Mecânicos.
120 6. Medidas de Controle 1. Visual de Ajuste (VA) Visa garantir que todas as condições estabelecidas no procedimento de soldagem serão cumpridas. Ocorre diretamente na obra executando o controle e acompanhando da junta a ser soldada durante todo o seu processo. O exame é baseado nos parâmetros estabelecidos nas instruções da execução e inspeção de soldagem. Este exame evita retrabalho e condições inseguras durante e após a operação de soldagem.
121 6. Medidas de Controle 1. Visual de Ajuste (VA) Para sua execução torna-se necessário: boa condição superficial (limpeza); preparação da superfície adequada; iluminação suficiente; instrumentos necessários; envolvimento do pessoal.
122 6. Medidas de Controle 1. Visual de Ajuste (VA) A medição e comprovação das dimensões determina o grau de precisão na fabricação de peças Desta forma, ajuda a revelar os erros e prevenir possíveis defeitos.
123 6. Medidas de Controle 2. Visual de Solda (VS) Tem por finalidade, o controle de qualidade imediatamente e após qualquer operação de soldagem. Todos os outros ensaios não destrutivos devem ser executados após uma boa inspeção visual, que pode ser feito: à vista desarmada, com auxilio de lupa ou com aparelhos ou instrumentos para inspeção remota. Para este tipo de ensaio, a Petrobrás através da norma N-1597, fixa condições exigíveis para a realização deste tipo de ensaio.
124 6. Medidas de Controle 2. Visual de Solda (VS) Ensaio importantíssimo, através do qual uma solda pode ser desqualificada com rapidez e economicidade. Com isso ganha-se tempo e poupa-se recursos nos ajustes ou retrabalho para obter uma solda com qualidade aceitável. Entretanto a inspeção visual não tem capacidade de avaliar a continuidade interna da peça ou sua integridade metalúrgica.
125 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Desalinhamentos e distorções Trincas (Rx, PM e LP); Falta de fusão (Rx); Falta de penetração (Rx); Mordeduras, assimetrias (Rx); Respingos; Porosidades e inclusão de escórias (Rx). Entre parêntesis as outras técnicas que poderiam ser empregadas.
126 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Desalinhamentos e distorções
127 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Trincas (Rx, PM e LP);
128 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Falta de fusão (Rx);
129 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Falta de penetração (Rx);
130 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Mordeduras e assimetrias (Rx);
131 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Mordeduras e assimetrias (Rx);
132 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Respingos;
133 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Desalinhamentos e distorções
134 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Porosidades e inclusão de escórias (Rx).
 Exemplo de")

135 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Porosidades e inclusão de escórias (Rx).
136 6. Medidas de Controle Exame Visual de Ajuste visa garantir que todas as
137 6. Medidas de Controle 2. Visual de Solda (VS) Exemplo de defeitos que podem ser detectados: Desalinhamentos Trincas (Rx, PM e LP); Falta de fusão (Rx); Falta de penetração (Rx); Mordeduras (Rx); Porosidades (Rx).
138 6. Medidas de Controle 3. Líquidos Penetrantes O ensaio por meio de líquido penetrante é relativamente simples, rápido e de fácil execução. Utilizado na detecção de descontinuidades abertas para a superfície de materiais sólidos não porosos. A detecção das descontinuidades independem do tamanho, orientação, configurações da descontinuidade e da estrutura interna ou composição química do material.
139 6. Medidas de Controle 4. Partículas Magnéticas Utilizado para localizar descontinuidades superficiais e sub-superficiais em peças de material ferromagnéticos, tais como, as ligas de ferro e níquel. O método consiste na aplicação de uma corrente de magnetização, ou de um campo magnético à peça inspecionada. A presença de descontinuidades superficiais ou sub-superficiais irá produzir campos de fuga na região da descontinuidade. Esta perturbação no campo magnético é acusada pelas disposição de partículas ferromagnéticas aplicadas sobre a peça durante
140 6. Medidas de Controle 5. Ultra som O ensaio por ultra-som usa a transmissão do som a freqüências acima da faixa audível. A técnica pulso-eco usa pulsos de alta freqüência, emitidos por um transdutor, que caminham através do material. Estes pulsos refletem quando encontram uma descontinuidade ou uma superfície do material. Esta energia mecânica (som) é recebida de volta pelo cristal, que transforma o sinal mecânico em sinal elétrico, que é visto na tela do aparelho.
141 6. Medidas de Controle 6. Correntes Parasitas (Eddy Current) Técnica baseada na introdução da corrente elétrica no material e observação da interação entre correntes e um material condutor delgado. As correntes parasitas são geradas por meio de bobinas eletromagnéticas que têm impedância continuamente monitorada. Como se trata de um ensaio que emprega indução eletromagnética, não necessita de contato entre a sonda e a peça, requerendo apenas, que o material seja condutor elétrico.
142 6. Medidas de Controle 7. Teste Hidrostático Teste hidráulico para verificação de possíveis vazamentos em tubulações, vasos, trocadores, juntas e vedações. O teste é realizado nos equipamentos de acordo com sua classe de pressão e aplicação. Antes de se iniciar o teste de pressão de qualquer sistema de tubulação, deve ser realizado um exame visual de todas as linhas que compõem o sistema e adotadas medidas de segurança.
143 6. Medidas de Controle 8. Radiografia O ensaio radiográfico utiliza os raios X ou raios gama para enxergar descontinuidades internas ao material. O método baseia-se na capacidade que os raios X e gama possuem de penetrar em sólidos. Esta capacidade depende de vários fatores, tais como comprimento da onda da radiação, tipo e espessura do material. Quando menor for o comprimento de onda, maior é a capacidade de penetração da radiação.
144 6. Medidas de Controle 8. Radiografia Parte da radiação atravessa o material e parte é absorvida. A quantidade de radiação absorvida depende da espessura do material. Onde existe um vazio ou descontinuidade há menos material para absorver a radiação. Assim, a quantidade de radiação que atravessa o material não é a mesma em toda as regiões. A radiação após atravessar o material irá impressionar um filme, formando uma imagem do material.
145 6. Medidas de Controle 8. Radiografia
146 6. Medidas de Controle 9. Dureza Resistência à deformação permanente. Também pode ser associado à resistência ao risco, abrasão ou corte. Quantifica o comportamento mecânico localizado de um material. Ensaio mecânico relativamente simples. Diferentes formas de se quantificar a dureza: Penetração; Rebote (escleroscópico); Ultrasom.
147 6. Medidas de Controle 9. Dureza Penetração
148 6. Medidas de Controle 9. Dureza Escleroscópica
149 6. Medidas de Controle 9. Dureza Ultrasom
150 6. Medidas de Controle 9. Dureza Mapeamento de durezas Vickers (HV) em juntas soldadas de tubulação de aço P91:


151 6. Medidas de Controle 9. Dureza Mapeamento de durezas Vickers (HV) em juntas soldadas de tubulação de aço P91:


152 6. Medidas de Controle 9. Dureza Mapeamento de durezas Vickers (HV) em juntas soldadas de tubulação de aço P91:
153 6. Medidas de Controle 9. Dureza Mapeamento de durezas Vickers (HV) em juntas soldadas de tubulação de aço P91:
154 6. Medidas de Controle Resumidamente: A inspeção visual e acompanhamento dos procedimentos de solda é a principal técnica que garante um desempenho adequado e condições de uso seguro da solda. Vários ensaios podem ser empregados para verificar a integridade interna da solda e da estrutura metalúrgica do metal. O resultado dos ensaios documentam as condições reais da junta soldada.
155 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
156 7. Possíveis problemas Nem sempre o que parece certo é seguro! Esta solda vai deixar a ximbica segura!
157 7. Possíveis problemas Acidente no Golfo do México No dia 20 de abril de 2010, uma explosão na plataforma Deepwater Horizon da British Petroleum, no Golfo do México, matou 11 pessoas e rompeu tubulações no fundo do oceano. Desde então, uma quantidade estimada entre 3 e 4 milhões de barris de petróleo vazou, fazendo deste o maior acidente ambiental da história dos Estados Unidos. Em 15 de julho, a petroleira anunciou que o vazamento, enfim, foi estancado.
158 7. Possíveis problemas Acidente no Golfo do México
159 7. Possíveis problemas Entre 2,1 e 4,3 milhões de barris de petróleo foram vazados para o mar. Foram coletados menos de 1 milhão de barris. Com a diferença seria possível: abastecer com gasolina 3 milhões de veículos populares ou; suprir toda a necessidade de petróleo do Brasil por um dia.
160 7. Possíveis problemas
161 7. Possíveis problemas 19/Set./2010: com uma descarga final de cimento, a British Petroleum (BP) "selou" permanentemente o poço Macondo no Golfo do México.
162 7. Possíveis problemas Estaleiro Canadense Eram empregados processos MIG e Arame Tubular para soldar as fragatas da Marinha. Os poucos engenheiros e inspetores de solda disponíveis não eram autorizados a dizer aos soldadores o que fazer. O resultado final foi a qualidade da solda estaleiro e da produtividade ficou nas mãos dos soldadores. FONTE:
163 7. Possíveis problemas Estaleiro Canadense FONTE:
164 7. Possíveis problemas Casos similares se repetem ao longo dos anos... Década de 40 Alguns meses atrás
165 7. Possíveis problemas Ayrton Senna Em 1994 Ayrton Senna, piloto profissional da Fórmula 1 veio a óbito após perder o controle da sua Willians FW16, em Ímola, na Itália E um dos motivos aponta para uma solda mal planejada executada na barra de direção do carro.
166 7. Possíveis problemas Ayrton Senna Os especialistas que conduziram o caso foram tão catedráticos que, surpreendidos, não imaginavam que uma pequena solda poderia causar tamanho estrago na barra de direção do carro.
167 7. Possíveis problemas Bondinho de Santa Tereza Há mais de cem anos, o bondinho de Santa Teresa executa seu percurso pelo tradicional bairro boêmio do Rio de Janeiro. Ele serve de meio de transporte diário para os moradores da região, além de encantar quem faz o trajeto pela primeira vez
168 7. Possíveis problemas Bondinho de Santa Tereza 27 de agosto de 2011: Seis pessoas morreram e outras 57 ficaram feridas depois que um bonde de Santa Teresa descarrilou e tombou. A perícia no sistema de frenagem dos veículos deixou claro que houve uma mistura de peças novas com antigas, inclusive recuperadas com solda...
169 7. Possíveis problemas Elevador...
170 Agenda 1. Metais e soldagem 2. Estudo básico da soldagem 3. Pré e pós-aquecimento 4. Controle de temperatura durante a soldagem 5. Tratamentos térmicos 6. Medidas de controle 7. Possíveis problemas 8. Conclusões
171 8. Conclusões A segurança e confiabilidade de uma junta soldada dependem de procedimentos desenvolvidos em função das diversas variáveis envolvidas na soldagem. A inspeção e acompanhamento dos trabalhos são formas importantes de garantir a boa execução dos serviços. O retrabalho ou um acidente causam muito mais perdas de tempo e recursos do que uma prática rápida mal embasada.
172 8. Conclusões A segurança e confiabilidade de uma junta soldada dependem de procedimentos desenvolvidos em função das diversas variáveis envolvidas na soldagem. Cumprimento dos padrões, inspeção e verificação dos trabalhos são as formas de garantir a boa execução dos serviços. O retrabalho ou um acidente causam muito mais perdas de tempo e recursos do que uma prática rápida mal embasada.
173 Obrigado e boa tarde!
174
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem
 Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
materiais ou produtos,sem prejudicar a posterior utilização destes, contribuindo para o incremento da
 Definição De acordo com a Associação Brasileira de Ensaios Não Destrutivos, ABENDE, os Ensaios Não Destrutivos (END) são definidos como: Técnicas utilizadas no controle da qualidade, d de materiais ou
Definição De acordo com a Associação Brasileira de Ensaios Não Destrutivos, ABENDE, os Ensaios Não Destrutivos (END) são definidos como: Técnicas utilizadas no controle da qualidade, d de materiais ou
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Tratamento térmico. A.S.D Oliveira
 Tratamento térmico Porque fazer Tratamentos Térmicos? Modificação de propriedades sem alterar composição química, pela modificação da microestrutura Sites de interesse: www.infomet.com.br www.cimm.com.br
Tratamento térmico Porque fazer Tratamentos Térmicos? Modificação de propriedades sem alterar composição química, pela modificação da microestrutura Sites de interesse: www.infomet.com.br www.cimm.com.br
GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS
 1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3. ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE...
... 4 ACABAMENTO DE SUPERFÍCIE...") ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3 ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE... 5 FUNDAMENTOS DOS TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3 ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE... 5 FUNDAMENTOS DOS TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Suportes de Tubulações
 Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP. Tecnologia Mecânica
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Ensaios Não Destrutivos
 Ensaios Não Destrutivos DEFINIÇÃO: Realizados sobre peças semi-acabadas ou acabadas, não prejudicam nem interferem a futura utilização das mesmas (no todo ou em parte). Em outras palavras, seriam aqueles
Ensaios Não Destrutivos DEFINIÇÃO: Realizados sobre peças semi-acabadas ou acabadas, não prejudicam nem interferem a futura utilização das mesmas (no todo ou em parte). Em outras palavras, seriam aqueles
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 5 Tratamento Térmico Tratamento Térmico O tratamento térmico pode ser definido de forma simples como um processo de aquecimento e/ou
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 5 Tratamento Térmico Tratamento Térmico O tratamento térmico pode ser definido de forma simples como um processo de aquecimento e/ou
Disciplina CIÊNCIA DOS MATERIAIS A. Marinho Jr. Materiais polifásicos - Processamentos térmicos
 Tópico 7E Materiais polifásicos - Processamentos térmicos Introdução Já vimos que a deformação plástica de um metal decorre da movimentação interna de discordâncias, fazendo com que planos cristalinos
Tópico 7E Materiais polifásicos - Processamentos térmicos Introdução Já vimos que a deformação plástica de um metal decorre da movimentação interna de discordâncias, fazendo com que planos cristalinos
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Lista de cargos e funções disponíveis no Consórcio Ipojuca
 Lista de cargos e funções disponíveis no Consórcio Ipojuca 1. INSPETOR CONTROLE DE QUALIDADE- Atuar com inspeção de processos / final, ensaios de rotina, controle de qualidade e verificação de falhas na
Lista de cargos e funções disponíveis no Consórcio Ipojuca 1. INSPETOR CONTROLE DE QUALIDADE- Atuar com inspeção de processos / final, ensaios de rotina, controle de qualidade e verificação de falhas na
Ensaio de Emissão Acústica Aplicado em Cilindros sem Costura para Armazenamento de Gases
 Ensaio de Emissão Acústica Aplicado em Cilindros sem Costura para Armazenamento de Gases Pedro Feres Filho São Paulo, Brasil e-mail: pedro@pasa.com.br 1- Resumo Este trabalho teve como objetivo apresentar
Ensaio de Emissão Acústica Aplicado em Cilindros sem Costura para Armazenamento de Gases Pedro Feres Filho São Paulo, Brasil e-mail: pedro@pasa.com.br 1- Resumo Este trabalho teve como objetivo apresentar
Ensaios não-destrutivos
 Universidade Estadual de Maringá Departamento de Engenharia Mecânica Ensaios não-destrutivos Prof. Dr. Fábio Lúcio Santos => Partículas Magnéticas => Líquidos Penetrantes Partículas Magnéticas => O ensaio
Universidade Estadual de Maringá Departamento de Engenharia Mecânica Ensaios não-destrutivos Prof. Dr. Fábio Lúcio Santos => Partículas Magnéticas => Líquidos Penetrantes Partículas Magnéticas => O ensaio
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM
 1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Tratamentos térmicos de ferros fundidos
 FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid
 Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Tratamentos Térmicos [7]
![Tratamentos Térmicos [7]](/thumbs/27/10127646.jpg "Tratamentos Térmicos [7]") [7] Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. alívio de tensões controle da dureza e resistência mecânica usinabilidade
[7] Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. alívio de tensões controle da dureza e resistência mecânica usinabilidade
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Radiologia Industrial. Radiografia de Soldas. Agenda. Tubulações e Equipamentos 23/08/2009. Walmor Cardoso Godoi, M.Sc.
 Radiologia Radiografia de Soldas Prof.: Walmor Cardoso Godoi, M.Sc. http://www.walmorgodoi.com Walmor Cardoso Godoi, M.Sc. Agenda Tubulações e Equipamentos Tubulações e equipamentos Descontinuidades em
Radiologia Radiografia de Soldas Prof.: Walmor Cardoso Godoi, M.Sc. http://www.walmorgodoi.com Walmor Cardoso Godoi, M.Sc. Agenda Tubulações e Equipamentos Tubulações e equipamentos Descontinuidades em
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
MANUTENÇÃO PREDITIVA 13.12.11
 1 MANUTENÇÃO PREDITIVA conceito 2 É aquela que indica as condições reais de funcionamento das máquinas com base em dados que informam o seu desgaste ou processo de degradação. objetivos 3 determinar, antecipadamente,
1 MANUTENÇÃO PREDITIVA conceito 2 É aquela que indica as condições reais de funcionamento das máquinas com base em dados que informam o seu desgaste ou processo de degradação. objetivos 3 determinar, antecipadamente,
O que são os Ensaios Não Destrutivos
 Resumo Nesse relatório vamos identificar as descontinuidade de uma peça usando ensaio por líquidos penetrantes, o qual consiste na aplicação do líquido penetrante e de um revelador que irá identificar
Resumo Nesse relatório vamos identificar as descontinuidade de uma peça usando ensaio por líquidos penetrantes, o qual consiste na aplicação do líquido penetrante e de um revelador que irá identificar
Sua confiança em inspeção.
 , Sua confiança em inspeção. Inspeção que trás segurança. A TND Inspeções Técnicas trás a experiência de seus gestores, que atuam há mais de 10 anos no seguimento de inspeção. A capacidade técnica de sua
, Sua confiança em inspeção. Inspeção que trás segurança. A TND Inspeções Técnicas trás a experiência de seus gestores, que atuam há mais de 10 anos no seguimento de inspeção. A capacidade técnica de sua
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
AÇOS ESTRUTURAIS. Fabio Domingos Pannoni, M.Sc., Ph.D. 1
 ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
endurecíveis por precipitação.
 Introdução Tipos de Aços Inoxidáveis Aço inoxidável é o nome dado à família de aços resistentes à corrosão e ao calor contendo no mínimo 10,5% de cromo. Enquanto há uma variedade de aços carbono estrutural
Introdução Tipos de Aços Inoxidáveis Aço inoxidável é o nome dado à família de aços resistentes à corrosão e ao calor contendo no mínimo 10,5% de cromo. Enquanto há uma variedade de aços carbono estrutural
TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS -
 TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS - Através da têmpera por indução e por chama consegue-se um efeito similar ao do tratamento de cementação e têmpera, quando se compara a
TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS - Através da têmpera por indução e por chama consegue-se um efeito similar ao do tratamento de cementação e têmpera, quando se compara a
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
INSPECTORES DE SOLDADURA SISTEMA AWS / CWI PROGRAMA DO CURSO AWS / CWI
 INSPECTORES DE SOLDADURA SISTEMA AWS / CWI PROGRAMA DO CURSO AWS / CWI Programa de Formação AWS / CWI, Documentos a distribuir aos Formandos, exames AWS conteúdo e respectiva classificação para aprovação
INSPECTORES DE SOLDADURA SISTEMA AWS / CWI PROGRAMA DO CURSO AWS / CWI Programa de Formação AWS / CWI, Documentos a distribuir aos Formandos, exames AWS conteúdo e respectiva classificação para aprovação
Participantes Alunos regularmente matriculados no Curso Superior de Tecnologia em Radiologia da UNIP
 1 Participantes Alunos regularmente matriculados no Curso Superior de Tecnologia em Radiologia da UNIP Pré-requisitos Ter estudado e compeendido o conteúdo das páginas 5 até 23 do e-book Radiologia Industrial
1 Participantes Alunos regularmente matriculados no Curso Superior de Tecnologia em Radiologia da UNIP Pré-requisitos Ter estudado e compeendido o conteúdo das páginas 5 até 23 do e-book Radiologia Industrial
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
 ENSAIOS NÃO DESTRUTIVOS - END Ensaios realizados em materiais, acabados ou semi acabados, para verificar a existência ou não de descontinuidades ou defeitos, através de princípios físicos definidos, sem
ENSAIOS NÃO DESTRUTIVOS - END Ensaios realizados em materiais, acabados ou semi acabados, para verificar a existência ou não de descontinuidades ou defeitos, através de princípios físicos definidos, sem
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
SOLDAGEM DOS METAIS CAPÍTULO 11 TENSÕES E DEFORMAÇÕES EM SOLDAGEM
 82 CAPÍTULO 11 TENSÕES E DEFORMAÇÕES EM SOLDAGEM 83 TENSÕES E DEFORMAÇÕES EM SOLDAGEM Nas operações de soldagem, principalmente as que envolvem a fusão dos materiais, temos uma variação não uniforme e
82 CAPÍTULO 11 TENSÕES E DEFORMAÇÕES EM SOLDAGEM 83 TENSÕES E DEFORMAÇÕES EM SOLDAGEM Nas operações de soldagem, principalmente as que envolvem a fusão dos materiais, temos uma variação não uniforme e
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
DISSOLUÇÃO DA FERRITA DELTA EM AÇO INOXIDÁVEL ENDURECIDO POR PRECIPITAÇÃO
 1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Alexandre Afonso Alves de Moura Marcos Paulo Pereira de Toledo Ricardo Breviglieri Alves Castilho DISSOLUÇÃO DA FERRITA DELTA EM AÇO INOXIDÁVEL
1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Alexandre Afonso Alves de Moura Marcos Paulo Pereira de Toledo Ricardo Breviglieri Alves Castilho DISSOLUÇÃO DA FERRITA DELTA EM AÇO INOXIDÁVEL
Dureza de materiais metálicos
 Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Teste Hidrostático. Projeto de Dutos
 Teste hidrostático Definição (NBR 12712) Teste (ensaio) de pressão com água, que demonstra que um tubo ou um sistema de tubulação possui resistência mecânica compatível com suas especificações ou suas
Teste hidrostático Definição (NBR 12712) Teste (ensaio) de pressão com água, que demonstra que um tubo ou um sistema de tubulação possui resistência mecânica compatível com suas especificações ou suas
Aula 17 Projetos de Melhorias
 Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
Realizando o ensaio de ultra-som
 Realizando o ensaio de ultra-som A UU L AL A Na aula anterior, você ficou sabendo que o ultra-som é uma onda mecânica que se propaga de uma fonte emissora até uma fonte receptora, através de um meio físico.
Realizando o ensaio de ultra-som A UU L AL A Na aula anterior, você ficou sabendo que o ultra-som é uma onda mecânica que se propaga de uma fonte emissora até uma fonte receptora, através de um meio físico.
UNIVERSIDADE SANTA. Objetivo Metodologia Introdução. Método Experimental Resultados Experimentais Conclusão Grupo de Trabalho
 UNIVERSIDADE SANTA CECÍLIA ENGENHARIA MECÂNICA INDUSTRIAL Análise dos Parâmetros que Influenciaram a Falha dos Parafusos Calibrados Aço1045 A do Acoplamento de Engrenagem da Mesa Giratória ria do Laminador
UNIVERSIDADE SANTA CECÍLIA ENGENHARIA MECÂNICA INDUSTRIAL Análise dos Parâmetros que Influenciaram a Falha dos Parafusos Calibrados Aço1045 A do Acoplamento de Engrenagem da Mesa Giratória ria do Laminador
ULTRA-SOM MEDIÇÃO DE ESPESSURA PROCEDIMENTO DE END PR 036
 Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Ensaio de fadiga. Em condições normais de uso, os produtos. Nossa aula. Quando começa a fadiga
 A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Engenharia Diagnóstica
 Engenharia Diagnóstica Ensaios Não Destrutivos - END Concreto Armado e Instalações PATOLOGIAS, DANOS E ENSAIOS NÃO DESTRUTIVOS NA CONSTRUÇÃO CIVIL ENG. LEONARDO MEDINA ROSARIO,ESP,MBA Engenharia Diagnóstica
Engenharia Diagnóstica Ensaios Não Destrutivos - END Concreto Armado e Instalações PATOLOGIAS, DANOS E ENSAIOS NÃO DESTRUTIVOS NA CONSTRUÇÃO CIVIL ENG. LEONARDO MEDINA ROSARIO,ESP,MBA Engenharia Diagnóstica
BR 280 - KM 47 - GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com
 TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
1.OBJETIVO. Os principais objetivos da prática de soldagem com eletrodo revestido são:
 1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
GRSS. Resistance WELDING SOLDAGEM POR RESISTÊNCIA ELÉTRICA
 SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
DEPARTAMENTO DE ENGENHARIA MECÂNICA SOLDAGEM II
 1 DEPARTAMENTO DE ENGENHARIA MECÂNICA SOLDAGEM II METALURGIA DA SOLDAGEM 1- Introdução A soldagem é geralmente realizada com a aplicação de calor e/ou deformação plástica. como resultado, alterações das
1 DEPARTAMENTO DE ENGENHARIA MECÂNICA SOLDAGEM II METALURGIA DA SOLDAGEM 1- Introdução A soldagem é geralmente realizada com a aplicação de calor e/ou deformação plástica. como resultado, alterações das
COPINAVAL 24/10/2007. END s Aplicação no setor naval Certificação
 COPINAVAL 24/10/2007 END s Aplicação no setor naval Certificação O que significa END? Ensaios Não Destrutivos: Verificar a existência de descontinuidades; Verificar a propriedade de um material; Não causa
COPINAVAL 24/10/2007 END s Aplicação no setor naval Certificação O que significa END? Ensaios Não Destrutivos: Verificar a existência de descontinuidades; Verificar a propriedade de um material; Não causa
D S E C S R C I R ÇÃ Ç O Ã E E C AR A AC A T C ER E Í R ST S ICAS A S TÉC É N C I N CAS
 1984 / 2014 30 anos DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS Resistência do vidro a Choque Térmico As diferenças de temperatura entre dois pontos de um mesmo vidro, provocam sobre ele tensões que podem ocasionar
1984 / 2014 30 anos DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS Resistência do vidro a Choque Térmico As diferenças de temperatura entre dois pontos de um mesmo vidro, provocam sobre ele tensões que podem ocasionar
DIAGRAMA Fe-C. DIAGRAMA Fe-Fe 3 C
 1 DIAGRAMA Fe-C DIAGRAMA Fe-Fe 3 C ALOTROPIA DO FERRO PURO Na temperatura ambiente, o ferro puro apresenta estrutura cristalina cúbica de corpo centrado (CCC), denominada ferrita alfa (α). A estrutura
1 DIAGRAMA Fe-C DIAGRAMA Fe-Fe 3 C ALOTROPIA DO FERRO PURO Na temperatura ambiente, o ferro puro apresenta estrutura cristalina cúbica de corpo centrado (CCC), denominada ferrita alfa (α). A estrutura
Ensaio de torção. Diz o ditado popular: É de pequenino que
 A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
DE PESSOAL EM ENSAIOS NÃO DESTRUTIVOS
 Página: 1 de 18 1. OBJETIVO Complementar a norma ABENDE NA-001, no que se refere ao estabelecimento da sistemática para Qualificação e Certificação de Pessoal em Ensaios Não Destrutivos nos setores industriais
Página: 1 de 18 1. OBJETIVO Complementar a norma ABENDE NA-001, no que se refere ao estabelecimento da sistemática para Qualificação e Certificação de Pessoal em Ensaios Não Destrutivos nos setores industriais
Ensaios Não Destrutivos END CONCRETO ARMADO
 Ensaios Não Destrutivos END CONCRETO ARMADO Engenharia de Diagnóstico A engenharia Diagnóstica é a disciplina da ciência que procura a natureza e a causa das anomalias patológicas das construções, com
Ensaios Não Destrutivos END CONCRETO ARMADO Engenharia de Diagnóstico A engenharia Diagnóstica é a disciplina da ciência que procura a natureza e a causa das anomalias patológicas das construções, com
AVALIAÇÃO DE DESCONTINUIDADE TIPO TRINCA DETECTADA NO VASO DE NITROGÊNIO
 AVALIAÇÃO DE DESCONTINUIDADE TIPO TRINCA DETECTADA NO VASO DE NITROGÊNIO Controle de revisões 3 2 1 0 Rev Descrição Verificação Aprovação Data RESPONSÁVEIS TÉCNICOS Preparação e verificação Aprovação ART
AVALIAÇÃO DE DESCONTINUIDADE TIPO TRINCA DETECTADA NO VASO DE NITROGÊNIO Controle de revisões 3 2 1 0 Rev Descrição Verificação Aprovação Data RESPONSÁVEIS TÉCNICOS Preparação e verificação Aprovação ART
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Forjaria A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Forjaria A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
Resultados e Discussões 95
 Resultados e Discussões 95 É interessante observar, que a ordem de profundidade máxima não obedece à ordem de dureza Shore A. A definição de dureza é exatamente a dificuldade de se penetrar na superfície
Resultados e Discussões 95 É interessante observar, que a ordem de profundidade máxima não obedece à ordem de dureza Shore A. A definição de dureza é exatamente a dificuldade de se penetrar na superfície
EMENTA PROGRAMA DETALHADO. O que são Técnicas de Inspeção e Controle de Qualidade?
 CURSO: ENGENHEIRO DE CAMPO - CONSTRUÇÃO E MONTAGEM DISCIPLINA: TÉCNICAS DE INSPEÇÃO E CONTROLE DA QUALIDADE CARGA HORÁRIA TOTAL: 30 horas TEÓRICAS: 22 PRÁTICAS: _08 EMENTA Introdução. O que são as técnicas
CURSO: ENGENHEIRO DE CAMPO - CONSTRUÇÃO E MONTAGEM DISCIPLINA: TÉCNICAS DE INSPEÇÃO E CONTROLE DA QUALIDADE CARGA HORÁRIA TOTAL: 30 horas TEÓRICAS: 22 PRÁTICAS: _08 EMENTA Introdução. O que são as técnicas
BOLETIM TÉCNICO PROCESSO MIG BRAZING
 O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
Título: TREFILAÇÃO DE ARAME ATRAVÉS DE FIEIRAS E ANÉIS
 Título: TREFILAÇÃO DE ARAME ATRAVÉS DE FIEIRAS E ANÉIS Autor: Fabrício Dias Ferreira 200410658 Marco Túlio Silveira de Azevedo 200410652 Luiz Carlos de Azevedo Júnior 200410090 Palavras-chaves: trefilação,
Título: TREFILAÇÃO DE ARAME ATRAVÉS DE FIEIRAS E ANÉIS Autor: Fabrício Dias Ferreira 200410658 Marco Túlio Silveira de Azevedo 200410652 Luiz Carlos de Azevedo Júnior 200410090 Palavras-chaves: trefilação,
Propriedades dos Materiais CAP 3
 Universidade Federal do Ceará Resistência dos Materiais I Propriedades dos Materiais CAP 3 Profa. Tereza Denyse de Araújo Março/2010 Roteiro de aula Ensaio de Cisalhamento Ensaio de Torção Falhas de Materiais
Universidade Federal do Ceará Resistência dos Materiais I Propriedades dos Materiais CAP 3 Profa. Tereza Denyse de Araújo Março/2010 Roteiro de aula Ensaio de Cisalhamento Ensaio de Torção Falhas de Materiais
 Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
TRATAMENTO DA ÁGUA PARA GERADORES DE VAPOR
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira MÁQUINAS TÉRMICAS AT-101 Dr. Alan Sulato de Andrade alansulato@ufpr.br 1 INTRODUÇÃO: A água nunca está em estado puro, livre de
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira MÁQUINAS TÉRMICAS AT-101 Dr. Alan Sulato de Andrade alansulato@ufpr.br 1 INTRODUÇÃO: A água nunca está em estado puro, livre de
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA. 15 de Abril de 2010
 FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
AÇOS. Construção Mecânica
 AÇOS Construção Mecânica SÃO CERCA DE 10.000 TONELADAS EM AÇOS E METAIS A PRONTA ENTREGA GGD 10 Composição Química C Mn Si Cr Al P S 0,17 0,24 0,18 0,23 0, 0,60 0,60 0,90 0, máx 0,15 0, ----- --- 0, 0,
AÇOS Construção Mecânica SÃO CERCA DE 10.000 TONELADAS EM AÇOS E METAIS A PRONTA ENTREGA GGD 10 Composição Química C Mn Si Cr Al P S 0,17 0,24 0,18 0,23 0, 0,60 0,60 0,90 0, máx 0,15 0, ----- --- 0, 0,
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
TRATAMENTOS TÉRMICOS E TERMO - QUÍMICOS
 TRATAMENTOS TÉRMICOS E TERMO - QUÍMICOS Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos Operações de aquecimento de um material
TRATAMENTOS TÉRMICOS E TERMO - QUÍMICOS Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos Operações de aquecimento de um material
MFL DE ALTA RESOLUÇÃO PARA CHAPAS DE FUNDO E TETO DE TANQUES DE ARMAZENAMENTO
 MFL DE ALTA RESOLUÇÃO PARA CHAPAS DE FUNDO E TETO DE TANQUES DE ARMAZENAMENTO Certificada ISO 9001:2008 1 A técnica de MFL consiste na magnetização com imãs permanentes poderosos capazes de criar um campo
MFL DE ALTA RESOLUÇÃO PARA CHAPAS DE FUNDO E TETO DE TANQUES DE ARMAZENAMENTO Certificada ISO 9001:2008 1 A técnica de MFL consiste na magnetização com imãs permanentes poderosos capazes de criar um campo
Propriedades do Concreto
 Universidade Federal de Itajubá Instituto de Recursos Naturais Propriedades do Concreto EHD 804 MÉTODOS DE CONSTRUÇÃO Profa. Nívea Pons PROPRIEDADES DO CONCRETO O concreto fresco é assim considerado até
Universidade Federal de Itajubá Instituto de Recursos Naturais Propriedades do Concreto EHD 804 MÉTODOS DE CONSTRUÇÃO Profa. Nívea Pons PROPRIEDADES DO CONCRETO O concreto fresco é assim considerado até
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS. Introdução
 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
A importância da Manutenção de Máquina e Equipamentos
 INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem?
 1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem? (a) Controle de Desempenho de Soldadores e Operadores de Soldagem.. (b) Registro da
1 Qual dos documentos apresentados a seguir não necessita ser mantido sob a responsabilidade do Inspetor de Soldagem? (a) Controle de Desempenho de Soldadores e Operadores de Soldagem.. (b) Registro da
Ensaiar é preciso! Como você se sentiria se a chave que acabou
 A U A UL LA Acesse: http://fuvestibular.com.br/ Ensaiar é preciso! Introdução Como você se sentiria se a chave que acabou de mandar fazer quebrasse ao dar a primeira volta na fechadura? Ou se a jarra de
A U A UL LA Acesse: http://fuvestibular.com.br/ Ensaiar é preciso! Introdução Como você se sentiria se a chave que acabou de mandar fazer quebrasse ao dar a primeira volta na fechadura? Ou se a jarra de
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
Desempenamento. desempenamento de uma barra
 A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Equipamentos Elétricos e Eletrônicos de Potência Ltda.
 Equipamentos Elétricos e Eletrônicos de Potência Ltda. Confiança e economia na qualidade da energia. Recomendações para a aplicação de capacitores em sistemas de potência Antes de iniciar a instalação,
Equipamentos Elétricos e Eletrônicos de Potência Ltda. Confiança e economia na qualidade da energia. Recomendações para a aplicação de capacitores em sistemas de potência Antes de iniciar a instalação,
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
TRANSFORMADORES. P = enrolamento do primário S = enrolamento do secundário
 TRANSFORMADORES Podemos definir o transformador como sendo um dispositivo que transfere energia de um circuito para outro, sem alterar a frequência e sem a necessidade de uma conexão física. Quando existe
TRANSFORMADORES Podemos definir o transformador como sendo um dispositivo que transfere energia de um circuito para outro, sem alterar a frequência e sem a necessidade de uma conexão física. Quando existe
A TECNOLOGIA APLICADA EM TUBOS E PERFIS WWW.STARTECNOLOGIA.COM.BR. FERRITES & IMPEDERS APLICAÇÕES
 FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
Informações Gerais Trocadores de Calor / Chiller de Placas
 Informações Gerais Trocadores de Calor / Chiller de Placas Somos especializados em trocadores de calor e importamos desde 2009. Eles são fabricados sob a supervisão de um técnico nosso e foram adaptados
Informações Gerais Trocadores de Calor / Chiller de Placas Somos especializados em trocadores de calor e importamos desde 2009. Eles são fabricados sob a supervisão de um técnico nosso e foram adaptados
Tratamentos térmicos. 1. Introdução
 Universidade Estadual do Norte Fluminense Centro de Ciências e Tecnologias Agropecuárias Laboratório de Engenharia Agrícola EAG 3204 Mecânica Aplicada * Tratamentos térmicos 1. Introdução O tratamento
Universidade Estadual do Norte Fluminense Centro de Ciências e Tecnologias Agropecuárias Laboratório de Engenharia Agrícola EAG 3204 Mecânica Aplicada * Tratamentos térmicos 1. Introdução O tratamento