PRECISÃO E ERROS DE USINAGEM
|
|
|
- Sebastião Domingues Fialho
- 9 Há anos
- Visualizações:
Transcrição
1 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência à corrosão, etc.) Parâmetros mecânicos (dureza, resistência à fadiga, etc.). Determinados pelo projetista Parâmetros reais Parâmetros definidos no projeto Qualidade da peça.
2 Precisão de usinagem = grau de coincidência entre os parâmetros macro-geométricos (dimensão e forma) de uma peça Qualidade da superfície = grau de coincidência entre os parâmetros micro-geométricos reais (acabamento superficial) Erro de usinagem = diferença entre os parâmetros de uma peça usinada e aqueles de uma peça perfeita (absolutamente precisa) especificada no desenho. Limites de tolerância
3 Precisão de usinagem de superfícies da peça: Precisão de dimensões de superfícies (p.ex. precisão dos diâmetros de superfícies cilíndricas e esféricas, ângulos de cones) Precisão de formas de superfícies (p.ex. planicidade, circularidade, cilindricidade) Precisão de usinagem de posições relativas entre superfícies: Precisão das dimensões entre superfícies (p.ex. a distância entre dois planos paralelos ou entre os centros de dois furos) Precisão de relações posicionais entre superfícies (p.ex. paralelismo e perpendicularismo entre dois planos ou dois eixos) Rugosidades
4 Métodos para Obter a Precisão Dimensional Exigida (a) Tentativas baixa eficiência, e não é adequado para um volume de produção elevado. a máquina-ferramenta não precisa ser preparada anteriormente. o efeito da variação dimensional da matéria-prima (forma, tamanho, dureza, etc.) pode ser reduzido nas operações de usinagem.
5 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática Uso de ferramentas de dimensão e forma fixas Usinagem em máquinas presetadas. Uso de dispositivos guia.
 Método da dimensão automática")
6 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática
7 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática Uso de máquinas de Comando Numérico. alta eficiência na produção, fornece a possibilidade de alocação racional de mão-de-obra na tarefa difícil de preparação ( set-up ) da máquina, pré-requisito para a realização da automação de processos de usinagem.

8 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática Uso de máquinas de Comando Numérico. Erros de programação revelados por simulação volumétrica NC
9 Fatores que Causam Erros de Usinagem: Preparação imprecisa da máquina: posições precisas das peças em relação à máquina (disp.fix.) + posições corretas das ferramentas em relação à máquina = posições relativas entre as ferramentas e as peças Fixação imprecisa da peça. Processos de usinagem.
10 Fatores que Causam Erros de Usinagem: Imprecisão Teórica Processo Pfaulter (fresamento com fresa caracol)
11 Fatores que Causam Erros de Usinagem: Imprecisão Geométrica de Máquinas e Ferramentas fabricação imprópria e/ou desgaste. Erros causados por imprecisões entre o barramento e o eixo de rotação da peça no torneamento
12 Fatores que Causam Erros de Usinagem: imprecisão das ferramentas. Usinagem com ferramentas de tamanho fixo, como brocas, alargadores, bedames e brochas. Usinagem com ferramentas de forma em operações de torneamento, fresamento e retificação. Parâmetros de geometria ou forma de ferramenta de tornear desgaste da ferramenta será maior do que o esperado
13 Deformação do Sistema de Usinagem sob forças externas: Um sistema de usinagem máquina, dispositivo de fixação, ferramenta e peça ( MFFP, ou MFTW em inglês). Deformação no sistema de usinagem sob as forças de corte, fixação, gravitacionais e inerciais altera a posição relativa entre a ferramenta e a peça que foi presetada corretamente, e portanto causa erros de usinagem. A rigidez de um sistema MFTW = capacidade deste sistema de resistir à ação de uma força externa causando deformação quociente entre a força radial exercida sobre a peça (perpendicular à superfície da peça), e o deslocamento da aresta de corte em relação à superfície da peça, medida na mesma direção da força.
14 Variação da força de corte: Reprodução do erro
15 Variação da posição de atuação da força: Erros de forma causados pela variação da rigidez ao longo da peça
16 Efeitos de outras forças externas: Erros de forma causados por forças de fixação
17 Deformação Térmica de Sistemas de Usinagem: Ferramenta: PRECISÃO E ERROS DE dilatação da ferramenta: τ ξ ξ max ( 1 e c ) onde: τ c = constante relativa à massa da ferramenta, ao calor específico, à área da seção do corpo da ferramenta, e o coeficiente de transferência de calor (em minutos) 3 < τ c < 6 minutos. = Na usinagem contínua, τ=4τ c (ξ=0.98ξ max ). τ
18 Deformação Térmica de Sistemas de Usinagem : Curvas de dilatação da ferramenta sob a presença de altas temperaturas
19 Deformação Térmica de Sistemas de Usinagem: Peça: PRECISÃO E ERROS DE L = a L t onde: L - deformação térmica da peça (mm) a - coef. exp. linear do material da peça (para o aço, a = 1, / C) t - aumento da temperatura da peça ( C) L - dimensão da peça na direção da deformação térmica (mm)
20 Deformação Térmica de Sistemas de Usinagem: Na retificação de uma superfície cilíndrica de uma luva com diâmetro externo de 112mm, a temperatura da peça aumenta de 18 C até 37 C uniformemente, então a deformação térmica pode ser calculada como se segue: d = 1, (37-18) = 0,025mm
21 Deformação Térmica de Sistemas de Usinagem: Erro de forma causado pela deformação térmica quando da retificação de uma luva de paredes finas
22 Deformação da Peça Devido a Tensões Internas: Processos a quente (p.ex. fundição, forjamento, soldagem) diferentes taxas de resfriamento em vários pontos, e a transformação na estrutura metalográfica do material. Processos a frio (p.ex. usinagem, estampagem). deformação plástica da peça a baixa temperatura, e também devido ao calor da usinagem.
23 Estado de equilíbrio Se uma camada de metal é removida (p.ex. por usinagem), estas tensões internas são redistribuídas, causando distorções na peça. Tensões internas na camada superficial > limite de ruptura trincas arranjo de operações apropriadas de tratamento térmico (especialmente antes ou depois de operações de desbaste) dividir de forma apropriada os processos de usinagem em estágios seleção de parâmetros apropriados de usinagem
24 Erros de Medição imprecisão dos instrumentos, medições executadas de forma inadequada, influência da temperatura ambiente.

25 Exemplo de Parâmetros de Precisão e Erros no Fresamento Um exemplo do processo de fresamento

26 Exemplo de Parâmetros de Precisão e Erros no Fresamento Diâmetro adequado da fresa
 falha prematura da ferramenta; (2) encruamento nas áreas de entrada e saída da")
27 Exemplo de Parâmetros de Precisão e Erros no Fresamento Diâmetro inadequado da fresa (igual à largura da peça): (1) cavaco fino (não levam o calor gerado) falha prematura da ferramenta; (2) encruamento nas áreas de entrada e saída da peça.

28 Exemplo de Parâmetros de Precisão e Erros no Fresamento Diâmetro e posicionamento adequado da fresa

29 Exemplo de Parâmetros de Precisão e Erros no Fresamento Situações ilustrando problemas na fixação de peças prismáticas para efetuar operações de fresamento

30 Exemplo de Parâmetros de Precisão e Erros no Fresamento Situações ilustrando problemas na fixação de peças prismáticas para efetuar operações de fresamento

31 Efeito do ângulo de saída nas forças resultantes do processo de fresamento

32 Efeito do raio de quina na rugosidade superficial no processo de fresamento
33 Métodos para Determinar a Precisão de Usinagem: Erros sistemáticos. Furos de 10mm de diâmetro alargador de 10,02mm de diâmetro Erros aleatórios. Furos de 10mm de diâmetro alargador de 10,00 mm de diâmetro variações irregulares dos tamanhos dos furos produzidos antes desta operação, as variações na dureza da peça, e muitos outros fatores. método estatístico.
34 Controle de Qualidade: Inspeção 100% é lenta, cara, e não elimina todas as peças defeituosas. Operadores sofrem fadiga; e os instrumentos de medição desgastamse mais frequentemente. O risco da passagem de peças defeituosas é variável e de magnitude não definida, enquanto que através do procedimento de amostragem este risco pode ser calculado. Fusíveis ou palitos de fósforo não podem sofrer inspeção de 100% A inspeção tem um custo, e não agrega valor ao produto que foi produzido de acordo com as especificações.
35 Manufatura intercambiável peças a serem montadas devem ser selecionadas aleatoriamente de um grande número de peças. Um equilíbrio deve ser estabelecido entre o custo de manufatura e a facilidade de montagem.
36 Análise Estatística de Erros de Usinagem: Modelos matemáticos descrevendo curvas de distribuição reais são construídos. De acordo com a teoria da probabilidade, a curva de distribuição é a soma de um elevado número de variáveis independentes, e sempre aproxima-se à distribuição normal. Já foi provado que durante a operação de usinagem em máquinas automáticas, com uma baixa taxa de desgaste, e também sem nenhum fator predominante afetando a precisão de usinagem, que a distribuição das dimensões da peça após a usinagem apresenta-se segundo a distribuição normal. erros sistemáticos distribuição normal.
37 Influência de erros sistemáticos constantes na curva de distribuição
38 Desgaste da ferramenta Deformação térmica
39 Porcentagem das áreas da curva de distribuição normal
40 Capacidade do Processo: Estudo da capacidade aplica-se a um processo, máquina: ou dispositivo de inspeção Capacidade de qualquer máquina ou processo for superestimada perda financeira imediata e contínua Capacidade de qualquer máquina ou processo for subestimada capital foi gasto adquirindo-se capacidade excedente e não pode ser investida em outros lugares.
41 Aplicações: PRECISÃO E ERROS DE Seleção de máquinas baseadas na sua capacidade em relação aos requisitos de produto Máquinas com faixas do processo 50 a 75% da tolerância da peça, permitindo um controle razoável das variações e uma pequena quantidade de desgaste para que procedimentos econômicos de manutenção possam ser estabelecidos.
42 Condição onde a especificação da peça é menor que a capacidade da máquina ou processo
43 Condição onde a especificação da peça é maior que a capacidade da máquina ou processo
44 Estabelecimento de programas de manutenção preventiva: Estudos de capacidade de máquina contínuos estabelecer agendas de manutenção preventiva. Capacidade da máquina devido ao desgaste novas agendas Máquina próxima de manutenção ou substituição não deve ser selecionada
45 Métodos para Determinar Capacidades O uso da amplitude de dispersão R como fator determinante (método da amplitude) O uso da média X e da amplitude R como fatores determinantes (método da média). A tolerância natural encontrada por estes dois métodos é a estimativa 6σ para a máquina ou processo no teste.

46 Gráfico de análise de médias e faixas
47 Diagrama de médias e amplitudes

48 Fatores para o cálculo dos limites de controle e capabilidade de máquina


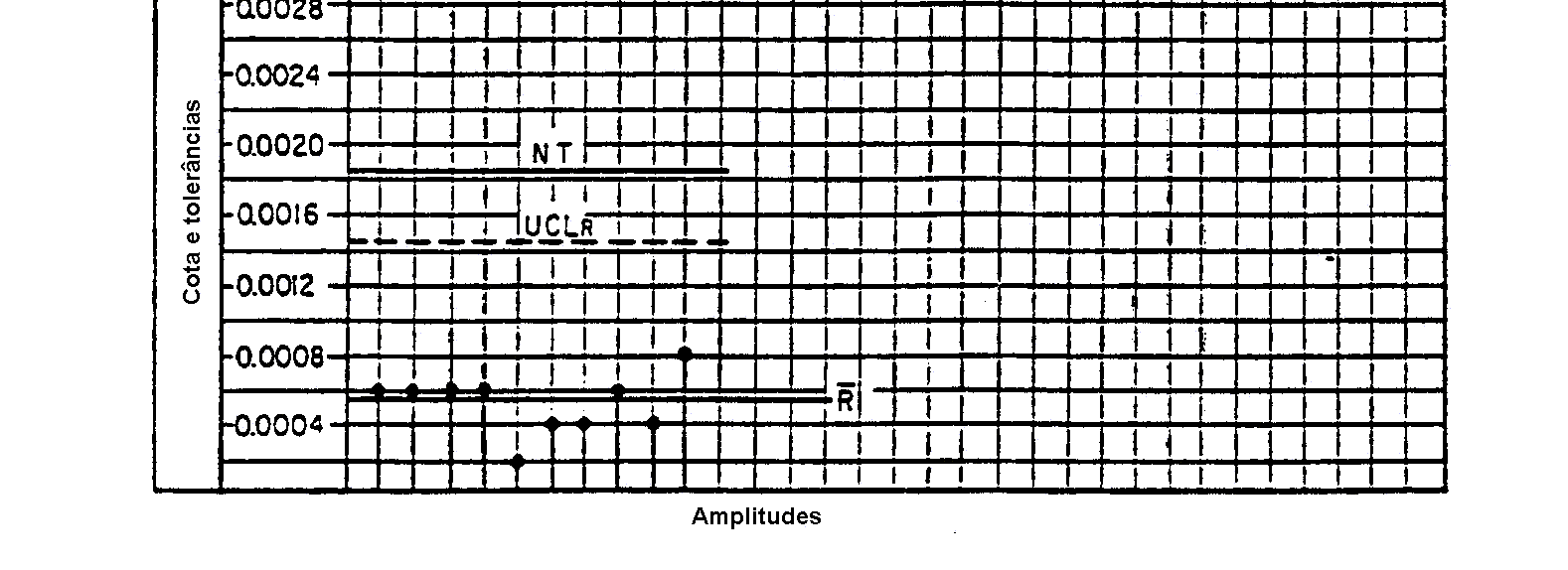
49 Gráfico de análise de médias e amplitudes
50 Índices de Capabilidade do Processo: C p Processo considerado estável média do processo centrada no valor nominal da faixa de tolerância (isto é, na média do projeto da peça): C p LTS 6σ LTI = C p >1,33 ou 1,5 ou 1,66
51 Índices de Capabilidade do Processo: C pk Processo não necessariamente estável: C = Min pk ( C ps, C pi ) C ps = LTS 3σ x C pi = x LTI 3σ
52 Índices de Capabilidade do Processo: Valor de Cp ou Cpk 1,00 1,20 1,30 1,33 1,66 2,00 C p : ppm fora da tolerância <60 <1 <10-5 C pk : ppm acima ou abaixo da faixa de tolerâncias <30 <1 <10-5
53 Exercício: Para uma determinada peça, a especificação de uma cota de projeto é de 20 ±0.3 mm. Tem-se à disposição três máquinas, cujos dados a respeito da média das médias e média das amplitudes estão tabelados abaixo. Faça uma análise de quais destas máquinas é a mais conveniente para a obtenção daquela cota de projeto.
Capítulo 2. Precisão e Erros de Usinagem
 Capítulo 2 Precisão e Erros de Usinagem 2.1. Introdução 2.2. Conceito de Precisão de Usinagem A qualidade de um produto é sempre de grande importância na manufatura. Deve-se dar a máxima prioridade a ela
Capítulo 2 Precisão e Erros de Usinagem 2.1. Introdução 2.2. Conceito de Precisão de Usinagem A qualidade de um produto é sempre de grande importância na manufatura. Deve-se dar a máxima prioridade a ela
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
PLANEJAMENTO DO ROTEAMENTO DO PROCESSO
 Tarefas Envolvidas no Planejamento do Roteamento do Processo As tarefas seguintes são desempenhadas no planejamento do roteamento: Análise do desenho da peça Seleção dos processos e rotas de usinagem para
Tarefas Envolvidas no Planejamento do Roteamento do Processo As tarefas seguintes são desempenhadas no planejamento do roteamento: Análise do desenho da peça Seleção dos processos e rotas de usinagem para
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Tolerâncias. Normas técnicas para tolerâncias
 1 Tolerâncias As medidas das peças têm variabilidade e, dentro de certos limites, a qualidade da peça não é prejudicada. Tolerância é uma variação permitida da dimensão ou na geometria da peça. Normas
1 Tolerâncias As medidas das peças têm variabilidade e, dentro de certos limites, a qualidade da peça não é prejudicada. Tolerância é uma variação permitida da dimensão ou na geometria da peça. Normas
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
TOLERÂNCIA GEOMÉTRICA
 TOLERÂNCIA GEOMÉTRICA FORMA Um erro de forma corresponde à diferença entre a superfície real da peça e a forma geométrica teórica. POSIÇÃO A tolerância de posição estuda a relação entre dois ou mais elementos.
TOLERÂNCIA GEOMÉTRICA FORMA Um erro de forma corresponde à diferença entre a superfície real da peça e a forma geométrica teórica. POSIÇÃO A tolerância de posição estuda a relação entre dois ou mais elementos.
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
DESENHO TÉCNICO MECÂNICO I (SEM0564) AULA 07 ESTADO DE SUPERFÍCIE TOLERÂNCIAS DIMENSIONAIS TOLERÂNCIAS GEOMÉTRICAS
 AULA 07 ESTADO DE SUPERFÍCIE TOLERÂNCIAS DIMENSIONAIS TOLERÂNCIAS GEOMÉTRICAS") DESENHO TÉCNICO MECÂNICO I (SEM0564) AULA 07 ESTADO DE SUPERFÍCIE TOLERÂNCIAS DIMENSIONAIS TOLERÂNCIAS GEOMÉTRICAS ESTADO DE SUPERFÍCIE SUPERFÍCIES Ideal Real SIMBOLOGIA QUALITATIVA SIMBOLOGIA QUANTITATIVA
DESENHO TÉCNICO MECÂNICO I (SEM0564) AULA 07 ESTADO DE SUPERFÍCIE TOLERÂNCIAS DIMENSIONAIS TOLERÂNCIAS GEOMÉTRICAS ESTADO DE SUPERFÍCIE SUPERFÍCIES Ideal Real SIMBOLOGIA QUALITATIVA SIMBOLOGIA QUANTITATIVA
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
AULA 3 TOLERÂNCIA GEOMÉTRICA. Disciplina. SEM Fabricação Mecânica por Usinagem. Professores
 AULA 3 TOLERÂNCIA GEOMÉTRICA Disciplina SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius DEFINIÇÕES Tolerância Dimensional: não garante a obtenção
AULA 3 TOLERÂNCIA GEOMÉTRICA Disciplina SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius DEFINIÇÕES Tolerância Dimensional: não garante a obtenção
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Capítulo 5. Projeto de Operações de Usinagem
 95 Capítulo 5 Projeto de Operações de Usinagem 5.1. Tarefas Envolvidas no Projeto de Operações de Usinagem As operações requeridas para fabricar uma peça são identificadas no planejamento do roteamento
95 Capítulo 5 Projeto de Operações de Usinagem 5.1. Tarefas Envolvidas no Projeto de Operações de Usinagem As operações requeridas para fabricar uma peça são identificadas no planejamento do roteamento
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Controle Geométrico. Trata dos procedimentos de determinação de medições, forma e posição de sólidos. Para tal deve-se considerar:
 Controle Geométrico O objetivo do controle geométrico é dar suporte à gestão de processos de fabricação na obtenção da qualidade geométrica dos produtos. Para tal, contribui: na avaliação de conformidade
Controle Geométrico O objetivo do controle geométrico é dar suporte à gestão de processos de fabricação na obtenção da qualidade geométrica dos produtos. Para tal, contribui: na avaliação de conformidade
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS
 ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS Alta performance em equipamentos vibratórios Rolamentos para Equipamentos Vibratórios Designações dos rolamentos NSK para equipamentos vibratórios Rolamentos para
ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS Alta performance em equipamentos vibratórios Rolamentos para Equipamentos Vibratórios Designações dos rolamentos NSK para equipamentos vibratórios Rolamentos para
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
O que é Tratamento Térmico de Aços?
 O que é Tratamento Térmico de Aços? Definição conforme norma NBR 8653 Operação ou conjunto de operações realizadas no estado sólido compreendendo o aquecimento, a permanência em determinadas temperaturas
O que é Tratamento Térmico de Aços? Definição conforme norma NBR 8653 Operação ou conjunto de operações realizadas no estado sólido compreendendo o aquecimento, a permanência em determinadas temperaturas
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
8. TOLERÂNCIAS GEOMÉTRICAS
 8. TOLERÂNCIAS GEOMÉTRICAS 8.1. INTRODUÇÃO As Tolerâncias Geométricas são as tolerâncias necessárias para que um conjunto de peças possam ser montados e funcionem da forma esperada. Ao definir as Tolerâncias
8. TOLERÂNCIAS GEOMÉTRICAS 8.1. INTRODUÇÃO As Tolerâncias Geométricas são as tolerâncias necessárias para que um conjunto de peças possam ser montados e funcionem da forma esperada. Ao definir as Tolerâncias
Metrologia. Capítulo 8 Tolerâncias Geométricas. José Stockler C. Filho Flávio de Marco Filho
 Metrologia Capítulo 8 Tolerâncias Geométricas José Stockler C. Filho Flávio de Marco Filho 1 Atenção => Esta apresentação é para apoio para aula do curso de Metrologia da UFRJ. => A bibliografia indicada
Metrologia Capítulo 8 Tolerâncias Geométricas José Stockler C. Filho Flávio de Marco Filho 1 Atenção => Esta apresentação é para apoio para aula do curso de Metrologia da UFRJ. => A bibliografia indicada
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]
![Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]](/thumbs/72/66319740.jpg "Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]") Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
FRESADORA. Equipe: Bruno, Desyrêe, Guilherme, Luana
 FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
CONJUNTOS MECÂNICOS. Figura 1. Representação de conjunto mecânico usando vistas ortográficas.
 CONJUNTOS MECÂNICOS Tão importante quanto conhecer os elementos de máquinas e projetá-los, é saber representar graficamente e interpretar esses elementos em desenhos técnicos. Máquinas (torno mecânico,
CONJUNTOS MECÂNICOS Tão importante quanto conhecer os elementos de máquinas e projetá-los, é saber representar graficamente e interpretar esses elementos em desenhos técnicos. Máquinas (torno mecânico,
Aula 1 Nomenclatura - Sistema de Tolerâncias e Ajustes Pág
 Aula 1 Nomenclatura - Sistema de Tolerâncias e Ajustes Pág. - 1-11 1- NOMENCLATURA NBR 6158 1.1- Objetivos Esta Norma fixa o conjunto de princípios, regras e tabelas que se aplicam à tecnologia mecânica,
Aula 1 Nomenclatura - Sistema de Tolerâncias e Ajustes Pág. - 1-11 1- NOMENCLATURA NBR 6158 1.1- Objetivos Esta Norma fixa o conjunto de princípios, regras e tabelas que se aplicam à tecnologia mecânica,
SELEÇÃO DE PROCESSOS
 SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Legislação: AUTORIZADO PELA PORTARIA Nº 788 DE 13 DE SETEMBRO DE 2007, PUBLICADA NO DOU DE 14 DE SETEMBRO OBRIGATÓRIA OBRIGATÓRIA OBRIGATÓRIA
 1 de 5 Período 01 MEC101 - Algorítmos e Programação I - Ativa desde: MEC102 - Cálculo I - Ativa desde: MEC103 - Comunicação e Produção Técnica Científica - Ativa desde: 28/01/2007 MEC104 - Expressão Gráfica
1 de 5 Período 01 MEC101 - Algorítmos e Programação I - Ativa desde: MEC102 - Cálculo I - Ativa desde: MEC103 - Comunicação e Produção Técnica Científica - Ativa desde: 28/01/2007 MEC104 - Expressão Gráfica
Recomendações práticas para o melhor resultado no tratamento térmico
 Recomendações práticas para o melhor resultado no tratamento térmico Vendramim, J.C., Eng.MSc* 1. Introdução O processo térmico é realizado para modificar as propriedades mecânicas, elétricas e magnéticas
Recomendações práticas para o melhor resultado no tratamento térmico Vendramim, J.C., Eng.MSc* 1. Introdução O processo térmico é realizado para modificar as propriedades mecânicas, elétricas e magnéticas
TOLERÂNCIAS GEOMÉTRICAS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS CCT ENGENHARIA DE PRODUÇÃO E SISTEMAS TOLERÂNCIAS GEOMÉTRICAS ELANA TAWANE PUCHOLOBEK HEBERT FELIPE ZULIAN MASTELARI HELOISA
UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS CCT ENGENHARIA DE PRODUÇÃO E SISTEMAS TOLERÂNCIAS GEOMÉTRICAS ELANA TAWANE PUCHOLOBEK HEBERT FELIPE ZULIAN MASTELARI HELOISA
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: [email protected] Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: [email protected] Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
TÉCNICO EM ELETROMECÂNICA METROLOGIA. Prof. Fábio Evangelista Santana, MSc. Eng.
 TÉCNICO EM ELETROMECÂNICA METROLOGIA Prof. Fábio Evangelista Santana, MSc. Eng. [email protected] PROGRAMAÇÃO Aula 1 2 Data 05/11 07/11 Conteúdo Correção da avaliação, blocos-padrão, calibradores,
TÉCNICO EM ELETROMECÂNICA METROLOGIA Prof. Fábio Evangelista Santana, MSc. Eng. [email protected] PROGRAMAÇÃO Aula 1 2 Data 05/11 07/11 Conteúdo Correção da avaliação, blocos-padrão, calibradores,
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DESENHO TÉCNICO MECÂNICO I (SEM 0502)
") DESENHO TÉCNICO MECÂNICO I (SEM 0502) Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas 10. 02 Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas TOLERÂNCIA GEOMÉTRICA: FORMA
DESENHO TÉCNICO MECÂNICO I (SEM 0502) Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas 10. 02 Aula 10 Tolerância de forma e posição, roscas, parafusos e porcas TOLERÂNCIA GEOMÉTRICA: FORMA
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
UFPR TOLERÂNCIAS GEOMÉTRICAS PROF. ALESSANDRO MARQUES. Especificações Geométricas de Produto. Geometrical Product Specifications (GPS)
") UFPR METROLOGIA MECÂNICA DIMENSIONAL Especificações Geométricas de Produto Geometrical Product Specifications (GPS) TOLERÂNCIAS GEOMÉTRICAS PROF. ALESSANDRO MARQUES Tolerâncias geométricas As peças ao
UFPR METROLOGIA MECÂNICA DIMENSIONAL Especificações Geométricas de Produto Geometrical Product Specifications (GPS) TOLERÂNCIAS GEOMÉTRICAS PROF. ALESSANDRO MARQUES Tolerâncias geométricas As peças ao
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
AULA 1 ESTADO DE SUPERFÍCIE. Professores
 AULA 1 ESTADO DE SUPERFÍCIE SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius INTRODUÇÃO Superfícies de peças: devem ser adequadas à função
AULA 1 ESTADO DE SUPERFÍCIE SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius INTRODUÇÃO Superfícies de peças: devem ser adequadas à função
TOOLS NEWS B218Z. Acabamento de sede de válvulas com fixação hidráulica. Produto novo HVF. Redução significativa de tempo e custos!
 TOOLS NEWS Acabamento de sede de válvulas com fixação hidráulica HVF B218Z Produto novo Redução significativa de tempo e custos! Em cooperação com Acabamento de sede de válvulas com fixação hidráulica
TOOLS NEWS Acabamento de sede de válvulas com fixação hidráulica HVF B218Z Produto novo Redução significativa de tempo e custos! Em cooperação com Acabamento de sede de válvulas com fixação hidráulica
Conjuntos mecânicos V
 A U A UL LA Acesse: http://fuvestibular.com.br/ Conjuntos mecânicos V Introdução Os funcionários acharam importante a aula anterior porque puderam conhecer bem o calço-regulável e as diversas formas pelas
A U A UL LA Acesse: http://fuvestibular.com.br/ Conjuntos mecânicos V Introdução Os funcionários acharam importante a aula anterior porque puderam conhecer bem o calço-regulável e as diversas formas pelas
Rugosidade. O supervisor de uma empresa verificou que. Acesse: Um problema. Rugosidade das superfícies
 A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Sabendo-se que a peça abaixo é constituida de aço AISI 1020,
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
Torno Automático CNC de cabeçote móvel. Torno Automático CNC de torneamento curto TNL12 TNL12K
 Torno Automático CNC de cabeçote móvel Torno Automático CNC de torneamento curto TNL12 TNL12K TNL12 - Ideal para qualquer tarefa de usinagem O conceito da máquina TNL12 foi adaptado para as necessidades
Torno Automático CNC de cabeçote móvel Torno Automático CNC de torneamento curto TNL12 TNL12K TNL12 - Ideal para qualquer tarefa de usinagem O conceito da máquina TNL12 foi adaptado para as necessidades
Software Form Control
 Medição pelo clique do mouse. É fácil assim que e a inspeção da peça no centro de usinagem com a ajuda do software de medição FormControl. Não faz diferença se a peça tem uma superfície de forma livre
Medição pelo clique do mouse. É fácil assim que e a inspeção da peça no centro de usinagem com a ajuda do software de medição FormControl. Não faz diferença se a peça tem uma superfície de forma livre
SEM DESENHO TÉCNICO MECÂNICO I
 SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2018 Aula 06 Tolerâncias: dimensional, forma e posição Prof. Assoc. Carlos Alberto Fortulan Departamento de Engenharia Mecânica Escola de Engenharia
SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2018 Aula 06 Tolerâncias: dimensional, forma e posição Prof. Assoc. Carlos Alberto Fortulan Departamento de Engenharia Mecânica Escola de Engenharia
Leitura e Interpretação de Desenho Técnico Mecânico
 Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 02 Tolerância de forma e posição Símbolos, inscrições e interpretações sobre o desenho (norma ISO R 1101-1969) As tolerâncias de forma
Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 02 Tolerância de forma e posição Símbolos, inscrições e interpretações sobre o desenho (norma ISO R 1101-1969) As tolerâncias de forma
SEM534 Processos de Fabricação Mecânica. Professor - Renato G. Jasinevicius. Aula: Máquina ferramenta- Torno. Torno
 SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
Toleranciamento Geométrico João Manuel R. S. Tavares
 DAC Desenho Assistido por Computador Toleranciamento Geométrico João Manuel R. S. Tavares Bibliografia Simões Morais, José Almacinha, Texto de Apoio à Disciplina de Desenho de Construção Mecânica (MiEM),
DAC Desenho Assistido por Computador Toleranciamento Geométrico João Manuel R. S. Tavares Bibliografia Simões Morais, José Almacinha, Texto de Apoio à Disciplina de Desenho de Construção Mecânica (MiEM),
17/10/2016. Mostra desenhos de peças com indicações de acabamento superficial. Rugosímetro
 Mostra desenhos de peças com indicações de acabamento superficial Rugosímetro 1 INTRODUÇÃO O acabamento superficial pode influenciar no desempenho em operação de: Freios de automóveis, mancais, rolamentos
Mostra desenhos de peças com indicações de acabamento superficial Rugosímetro 1 INTRODUÇÃO O acabamento superficial pode influenciar no desempenho em operação de: Freios de automóveis, mancais, rolamentos
Engenharia da Qualidade II. Prof. Fabrício Maciel Gomes Departamento de Engenharia Química Escola de Engenharia de Lorena EEL
 Engenharia da Qualidade II Prof. Fabrício Maciel Gomes Departamento de Engenharia Química Escola de Engenharia de Lorena EEL Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente.
Engenharia da Qualidade II Prof. Fabrício Maciel Gomes Departamento de Engenharia Química Escola de Engenharia de Lorena EEL Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente.
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
UNIVERSIDADE SÃO JUDAS TADEU
 CURSO DE ENGENHARIA MECÂNICA CURRÍCULO PLENO BACHARELADO 1 CICLO/MÓDULO A Ciências Exatas I Cálculo Diferencial 06 0 06 120 Desenho Técnico 0 02 02 40 Física I Mecânica da Partícula 04 02 06 120 Projeto
CURSO DE ENGENHARIA MECÂNICA CURRÍCULO PLENO BACHARELADO 1 CICLO/MÓDULO A Ciências Exatas I Cálculo Diferencial 06 0 06 120 Desenho Técnico 0 02 02 40 Física I Mecânica da Partícula 04 02 06 120 Projeto
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
NYLON 6.0 DATASHEET.
 Pág. 1 / 6 Devido às suas propriedades, o NYLON permite as mais variadas aplicações em peças e elementos de máquinas. Produzido a partir da Poliamida 6. CARACTERÍSTICAS Alta resistência mecânica Alta resistência
Pág. 1 / 6 Devido às suas propriedades, o NYLON permite as mais variadas aplicações em peças e elementos de máquinas. Produzido a partir da Poliamida 6. CARACTERÍSTICAS Alta resistência mecânica Alta resistência