TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
|
|
|
- Octavio Bardini Barata
- 6 Há anos
- Visualizações:
Transcrição
1 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS

2 Peça Torneada
3

4
5 Operações de Torneamento
6 Operações de Torneamento

7 Operações de Torneamento
8 Operações de Aplainamento

9 Operações de Furação

10 Operações de Furação

11 Operações de Furação

12 Operações de Furação

13 Operações de Furação

14 Operações de Furação

15 Operações de Alargamento
16 Operações de Rebaixamento
17 Operações de Mandrilamento

18 Peça Fresada
19 Operações de Fresamento
20 Operações de Fresamento
21 Operações de Serramento

22 Operações de Roscamento
23 Operações de Roscamento

24 Outras Operações
25 Operação de Retificação

26 Operação de Retificação

27 Operação de Retificação

28 Outras Operações

29 Operação de torneamento
30 Operação de torneamento

31 Operação de torneamento

32 Operação de faceamento

33 Operação de abertura de canal

34 Formação do Cavaco: Fatores que influenciam

35 Corte ortogonal e corte oblíquo.

36 Parâmetros do corte ortogonal
37 Formação do Cavaco No início do corte ponta da cunha da ferramenta penetra no material da peça e, com isso, uma pequena porção do material (ainda solidária à peça) é recalcada (resultante de deformações elásticas e plásticas) contra a superfície de saída da ferramenta.
38 Formação do Cavaco Esta deformação plástica aumenta progressivamente, até que as tensões de cisalhamento se tornem suficientemente grandes, de modo a se iniciar um deslizamento (sem que haja perda de coesão) entre a porção de material recalcada e a peça.

39 Formação do Cavaco Continuando a penetração da ferramenta, haverá uma ruptura (por cisalhamento) parcial ou completa do cavaco, acompanhando o plano de cisalhamento e dependendo da ductilidade do material e das condições de usinagem.

40 Formação do Cavaco Devido ao movimento relativo entre a ferramenta e a peça, inicia-se um escorregamento da porção do material deformada e cisalhada (cavaco) sobre a superfície de saída da ferramenta. Enquanto isso, nova porção do material está se formando e cisalhando, a qual ir também escorregar sobre a superfície de saída da ferramenta, repetindo o fenômeno.

41 Na região de formação de cavaco a deformação plástica pode ser dividida em 3 regiões:
42 Na peça ocorre cisalhamento (a), passando para cavaco em (b).
43 Deformação plástica na região de cisalhamento na usinagem de materiais frágeis pode levar à separação do material na região por cisalhamento.
44 Se o material tiver uma capacidade de deformação maior a separação só ocorre diante do gume na região (e).
45 Solicitação de tração + Pressão vertical sobre a ferramenta em combinação com as temperaturas elevadas deformações na camada superficial da superfície (c) e na superfície (d).

46 No deslizamento sobre a superfície da ferramenta se formam superfícies que também sofrem deformações plásticas complementares Encruamento

47 Formação do Cavaco Fenômeno periódico Recalque Saída Ruptura Deslizamento Para cada lamela

48 Um dos modelos de formação do cavaco

49 Cavacos gerados no acabamento e no desbaste

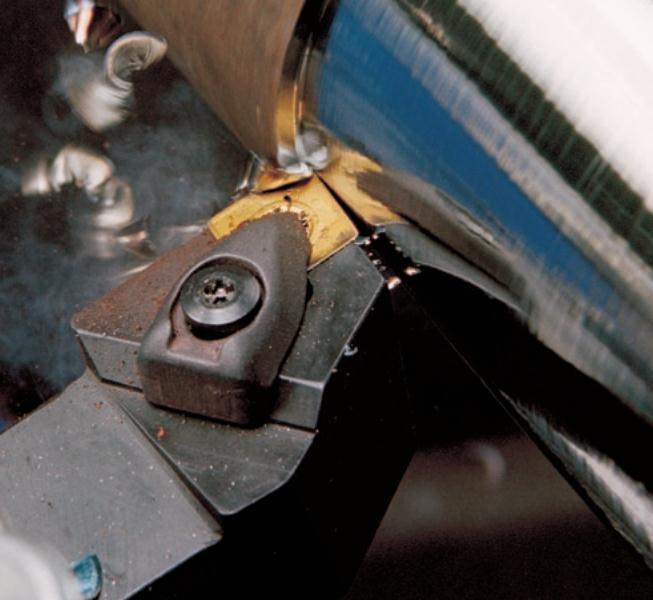
50 Dispositivos Quick-Stop Desenvolvido para provocar a interrupção do corte durante a formação do cavaco deixando, dessa forma, a superfície do cavaco com sua constituição íntegra durante sua formação.
51 Formação do Cavaco
52 Cavaco formado na figura acima cavaco em forma de fita. Outras formas de cavaco cavaco em lamela, cisalhado e arrancado.

53 Acabamento Superficial: Como a força de corte varia muito pouco devido à contínua formação do cavaco a qualidade superficial é muita boa. Classificação dos Cavacos quanto ao Tipo Cavaco Contínuo: Características: lamelas justapostas numa disposição contínua lado de baixo geralmente suave Formação do cavaco: fluxo contínuo do material elementos do cavaco não se separam em zonas de cisalhamento Condições de formação: alta velocidade de corte grandes ângulos de usinagem

54 Cavaco Lamelar (ou de Cisalhamento): Características: superfície fortemente indentada Formação do cavaco: fluxo não contínuo do material são levemente deformados no plano de cisalhamento e novamente soldados Condições de formação: materiais com baixa ductilidade descontinuidade é causada por irregularidades no material, vibrações, ângulo de saída pequeno, elevada profundidade de corte, baixa velocidade de corte. Acabamento Superficial: inferior à obtida com cavaco contínuo, devido à variação da força de corte força cresce com a formação do cavaco e diminui bruscamente com sua ruptura, gerando fortes vibrações e uma superfície com ondulações.
 condições desfavoráveis de usinagem (ângulo de saída com valores muito baixos, nulos ou negativos) Acabamento Superficial: o cavaco rompe em forma de concha gerando uma")
55 Cavaco de Ruptura: Características: - fragmentos arrancados de peças usinadas Formação do cavaco: fluxo não contínuo do material completa desintegração do cavaco Condições de formação: materiais com baixa ductilidade (frágeis) condições desfavoráveis de usinagem (ângulo de saída com valores muito baixos, nulos ou negativos) Acabamento Superficial: o cavaco rompe em forma de concha gerando uma superfície com qualidade superficial inferior
 Cavaco espiral (d) Cavaco em lascas ou")
56 Classificação dos Cavacos quanto à Forma (a) Cavaco em fita (b) Cavaco helicoidal (c) Cavaco espiral (d) Cavaco em lascas ou pedaços
57 Inconveniências do cavaco contínuo (em fita) Pode ocasionar acidentes, visto que eles se enrolam em torno da peça, da ferramenta ou dos componentes da máquina; Possíveis danos à ferramenta e à peça; Dificulta a refrigeração direcionada, desperdiçando o fluido de corte; Dificulta o transporte e manuseio, devido ao grande volume que ele ocupa; Prejudica o corte, podendo afetar o acabamento, as forças de corte e a vida útil das ferramentas.

58 Inconveniências do cavaco contínuo (em fita)

59 Diversas formas de cavaco

60 Classificação dos cavacos quanto à forma e utilização

61 Classificação dos cavacos quanto à forma e utilização
62 - Influência do f e do a p na forma dos cavacos

63 - Influência do f e do a p na forma dos cavacos

64 - Influência do ângulo de saída na forma dos cavacos

65 - Influência da profundidade de corte e do ângulo de posição na forma dos cavacos

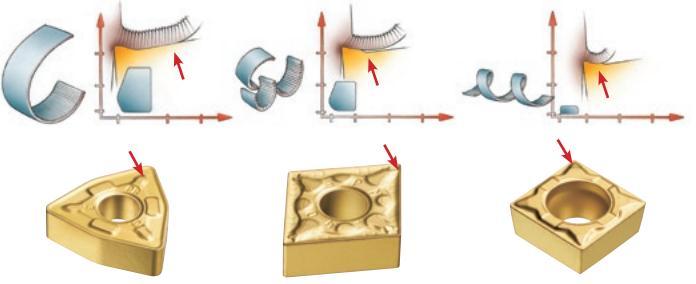
66 - Diferentes quebras de cavacos
67 - Usinagem de materiais frágeis com ângulo positivo segudo Astakhov
68 - Usinagem de materiais frágeis com ângulo negativo segudo Astakhov
69 - Vídeos: Video 1 Video 2 Video 3
70 - Quebra-cavacos Apesar das condições de corte poderem ser escolhidas para evitar ou pelo menos reduzir a tendência de formação de cavacos longos em fita (contínuo ou cisalhado), até o momento, o método mais efetivo e popular para produzir cavacos curtos é o uso de dispositivos que promovem a quebra mecânica deles, que são os quebra-cavacos.
 Quebra-cavaco em pastilha")
71 - Tipos de Quebra-cavacos (a) Quebra-cavaco fixado mecanicamente; (b) Quebra-cavaco usinado diretamente na ferramenta; (c) Quebra-cavaco em pastilha sinterizada.
72 - Quebra-cavacos
73 - Diferentes geometrias de Quebracavacos
74 - Diferentes Quebra-cavacos postiços
75 - Vantagem do uso de Quebra-cavacos Redução de transferência de calor para a ferramenta por reduzir o contato entre o cavaco e ferramenta; Maior facilidade de remoção dos cavacos; Menor riscos de acidentes para o operador; Obstrução menor ao direcionamento do fluido de corte sobre o gume de corte da ferramenta.
76 - Vídeos sobre quebra-cavacos: Video 1 Video 2

77 Gume Postiço

78 Gume Postiço Gume postiço massa mais ou menos estacionária de metal, soldada na face da ferramenta (superfície de saída). Formado devido a um forte atrito entre o cavaco e a ferramenta produz o arrancamento de pequenas partículas de material da ferramenta.
79 Gume Postiço Gume postiço eventualmente quebra e é levado pelo cavaco e/ou deposita-se aleatoriamente na superfície da peça Gume postiço aumenta artificialmente o raio de quina da ferramenta Produz um péssimo acabamento da superfície da peça usinada Apesar de ser geralmente indesejado, um fino e estável gume postiço pode reduzir o desgaste e proteger a face da ferramenta Para reduzir a probabilidade do gume postiço: Reduzir a profundidade de corte; Aumentar a velocidade de corte; Aumentar o ângulo de saída; Usar uma ferramenta afiada; Usar um fluido de corte eficaz.

80 Fator de Recalque

81 Fator de Recalque Fator de recalque = comprimento de corte / comprimento do cavaco

82 Fator de Recalque onde: m = peso do cavaco (g); f = avanço (mm); a p = profundidade de corte [mm]; ρ = peso específico do material [g/mm 3 ]; l = comprimento do cavaco [mm].
83 Fator de Recalque Grande importância na teoria da usinagem orienta sobre fatores de usinabilidade como: pressão específica do cavaco sobre a ferramenta; volume de cavaco produzido por unidade de potência; temperatura; quanto o cavaco se deformou. Exemplo: Torneamento de cobre com ferramenta de MD condições: V c = 69 m/min, f=0,06 mm/rot, a p =1,6 mm, γ=4,5, h = 7; Sob as mesmas condições de usinagem, mas com ferramenta de diamante h = 1,8;
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada.
 1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
1 6 Materiais para Ferramentas e Características dos Cavacos 6.1 - Materiais para ferramentas O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas,
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
Mecanismo de formação e controle do cavaco
 Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 1 2 3 IPT, WZL Aachen
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
Controle do cavaco. Formas de Cavacos. Cavaco em fita. Cavaco helicoidal. Cavaco espiral. Cavaco em lascas ou pedaços
 Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Usinagem I Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]
![Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]](/thumbs/72/66319740.jpg "Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]") Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE
 NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE 3.1. INTRODUÇÃO A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, na usinagem dos metais. É necessário portanto definir
NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE 3.1. INTRODUÇÃO A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, na usinagem dos metais. É necessário portanto definir
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 Mecanismo ; Mecanismo de Formação de Cavaco; Etapas da
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
a p Velocidade de Corte m/min Profundidade de Corte mm Avanço mm/rot Diâmetro Usinado mm Movimentos e Grandezas nos Processos de Usinagem
 Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
Movimentos e Grandezas nos Processos de Usinagem p Velocidade de Corte m/min Proundidade de Corte mm Vc Avanço mm/rot Diâmetro Usinado mm a p Da ísica temos que: Onde: E V=Velocidade V E=Espaço T T=Tempo
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
FUNDAMENTOS DA USINAGEM DA MADEIRA. Teoria de Corte da Madeira
 FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
Processos de geometria definida: Brochamento
 Processos de geometria definida: Brochamento Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br Aula 09 TEORIA E PRÁTICA DA USINAGEM OBJETIVOS: ENTENDER O PROCESSO DE GEOMETRIA DEFINIDA POR BROCHAMENTO;
Processos de geometria definida: Brochamento Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br Aula 09 TEORIA E PRÁTICA DA USINAGEM OBJETIVOS: ENTENDER O PROCESSO DE GEOMETRIA DEFINIDA POR BROCHAMENTO;
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
Nomenclatura e geometria das ferramentas de corte
 Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Disciplina: Processos de Corte em Madeiras - AT081. Usinagem da madeira e de produtos base-madeira
 Disciplina: Processos de Corte em Madeiras - AT081 Prof. Ivan Venson Usinagem da madeira e de produtos base-madeira Quinta-feira: 20h30 Sala 2 Avaliações: 2 provas + trabalhos em sala Objetivos da disciplina:
Disciplina: Processos de Corte em Madeiras - AT081 Prof. Ivan Venson Usinagem da madeira e de produtos base-madeira Quinta-feira: 20h30 Sala 2 Avaliações: 2 provas + trabalhos em sala Objetivos da disciplina:
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
Ferramentas de pedra lascada.
 1 Um subgrupo da norma DIN 8580 sob o termo "Separar", compreende os processos de fabricação com remoção de cavaco com ferramenta de geometria definida, que se caracteriza pela aplicação de ferramentas
1 Um subgrupo da norma DIN 8580 sob o termo "Separar", compreende os processos de fabricação com remoção de cavaco com ferramenta de geometria definida, que se caracteriza pela aplicação de ferramentas
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Acesse:
 Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
2 Revisão Bibliográfica
 2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
2 Revisão Bibliográfica Estre capítulo visa apresentar o estado da arte da modelagem numérica do corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na literatura é encontrado um
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
COMPÓSITOS. Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS. Compósito Cerâmica. Polímero
 Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
Engenharia Aeronáutica USINAGEM DE MATERIAIS NÃO METÁLICOS COMPÓSITOS Compósito Cerâmica Polímero Classificação dos Materiais Definição Sem definição universal Composto formado por partes Depende da escala
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Definição sobre usinagem
 Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
TECNOLOGIA DA USINAGEM DOS MATERIAIS
 Prof. Dr. Nivaldo Lemos Coppini Atualmente, o professor Coppini atua como consultor em pesquisa e ensino de cursos de pós-graduação em Engenharia Mecânica e Engenharia de Produção. É professor titular
Prof. Dr. Nivaldo Lemos Coppini Atualmente, o professor Coppini atua como consultor em pesquisa e ensino de cursos de pós-graduação em Engenharia Mecânica e Engenharia de Produção. É professor titular
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
AT411 Processos de corte Prof. Carlos Eduardo Camargo de Albuquerque
 1 2 GRANDEZAS DE CORTE CONCORDANTE Pe: plano de trabalho, em que passando pelo ponto de corte escolhido contém as direções de corte e avanço; Vc: velocidade de corte (m/s); Ve: velocidade eetiva (m/s);
1 2 GRANDEZAS DE CORTE CONCORDANTE Pe: plano de trabalho, em que passando pelo ponto de corte escolhido contém as direções de corte e avanço; Vc: velocidade de corte (m/s); Ve: velocidade eetiva (m/s);
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Fundamentos da Lubrificação e Lubrificantes Aula 5
 Fundamentos da Lubrificação e Lubrificantes Aula 5 PROF. DENILSON J. VIANA Classificação do Tipo de Lubrificação A lubrificação pode ser classificada em três tipos básicos de acordo com a película lubrificante.
Fundamentos da Lubrificação e Lubrificantes Aula 5 PROF. DENILSON J. VIANA Classificação do Tipo de Lubrificação A lubrificação pode ser classificada em três tipos básicos de acordo com a película lubrificante.
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
CoroMill 390 Fresas de topo com pastilhas tamanho 07 Classe GC1130 para aços
 CoroMill 390 Fresas de topo com pastilhas tamanho 07 Classe GC1130 para aços Com as novas fresas de topo em diâmetros pequenos, com pastilhas tamanho 07, o desempenho comprovado da CoroMill 390 está agora
CoroMill 390 Fresas de topo com pastilhas tamanho 07 Classe GC1130 para aços Com as novas fresas de topo em diâmetros pequenos, com pastilhas tamanho 07, o desempenho comprovado da CoroMill 390 está agora
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
UNIVERSIDADE FEDERAL DE JUIZ DE FORA GRADUAÇÃO EM ENGENHARIA MECÂNICA
 UNIVERSIDADE FEDERAL DE JUIZ DE FORA GRADUAÇÃO EM ENGENHARIA MECÂNICA JÉSSICA CONCEIÇÃO LOBATO ANÁLISE DO ENCRUAMENTO DO CAVACO NA FABRICAÇÃO DE PEÇAS EM TORNEAMENTO CONVENCIONAL UTILIZANDO O MÉTODO DOS
UNIVERSIDADE FEDERAL DE JUIZ DE FORA GRADUAÇÃO EM ENGENHARIA MECÂNICA JÉSSICA CONCEIÇÃO LOBATO ANÁLISE DO ENCRUAMENTO DO CAVACO NA FABRICAÇÃO DE PEÇAS EM TORNEAMENTO CONVENCIONAL UTILIZANDO O MÉTODO DOS
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Curso de Engenharia Mecânica Automação de Sistemas MELHORIA NO PROCESSO DE TORNEAMENTO SEM A UTILIZAÇÃO DE FLUIDO REFRIGERANTE
 Curso de Engenharia Mecânica Automação de Sistemas MELHORIA NO PROCESSO DE TORNEAMENTO SEM A UTILIZAÇÃO DE FLUIDO REFRIGERANTE Fábio Tracci Itatiba São Paulo Brasil Novembro de 2005 ii Curso de Engenharia
Curso de Engenharia Mecânica Automação de Sistemas MELHORIA NO PROCESSO DE TORNEAMENTO SEM A UTILIZAÇÃO DE FLUIDO REFRIGERANTE Fábio Tracci Itatiba São Paulo Brasil Novembro de 2005 ii Curso de Engenharia
Corte por Arranque de Apara. Tecnologia Mecânica 1
 Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
Tecnologia Mecânica 1 Temas Abordados: Breve História do Arranque de Apara Fundamentos Processos e Aplicação Características das Máquinas-Ferramenta Características das Ferramentas Softwares de CAD/CAM
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir