Soldas Especiais. ESAB BR Assistência Técnica Consumíveis.
|
|
|
- Ágata Stachinski Barreto
- 5 Há anos
- Visualizações:
Transcrição

1 Soldas Especiais ESAB BR Assistência Técnica Consumíveis
2 SOLDAS ESPECIAIS AÇOS INOXIDÁVEIS FERRO FUNDIDO REVESTIMENTO DURO
3 CONSUMO DE AÇOS INOXIDÁVEIS Transporte, energia, celulose e papel, têxtil, construção em geral 30% Produtos de consumo 25% 20% Indústrias química e petroquímica 25% Indústria de alimentos e cervejarias
4 CUSTO DOS AÇOS INOXIDÁVEIS Aços Inoxidáveis Altamente Ligados Aços Inoxidáveis Aços C-Mn
5 CUSTO DO CICLO DE VIDA Manutenção Custo aço Aços Inoxidáveis Altamente Ligados Aços Inoxidáveis Aços C-Mn
6 AÇOS INOXIDÁVEIS O que é um aço inoxidável? é uma liga metálica apresentando como elementos principais o ferro (Fe), o carbono (C), o cromo (Cr) e o níquel (Ni) Como é a proteção contra a corrosão? geralmente, a proteção contra a corrosão é feita criando-se sobre a superfície do aço inoxidável uma película protetora formada por óxido de cromo que separa o metal do meio corrosivo
7 AÇOS INOXIDÁVEIS São utilizados quando há necessidade de: resistência à corrosão boa tenacidade a baixas temperaturas resistência a altas temperaturas Tipos de aços inoxidáveis: austeníticos ferríticos martensíticos duplex (austeno-ferríticos)




8 AÇOS INOXIDÁVEIS Celulose e papel Indústria petroquímica Indústria de alimentos Trocadores de calor
9 COMPOSIÇÃO QUÍMICA Principais elementos % C Cr Ni Mo Austeníticos < 0,25 16,0-26,0 8,0-40,0 0-5,0 Ferríticos < 0,25 12,0-30,0 0-5,0 0-2,0 Duplex < 0,15 18,0-30,0 4,0-10,0 0-2,0 Martensíticos 0,1-0,3 11,0-17,0 0-3,0 0-2,0
10 AÇOS INOXIDÁVEIS AUSTENÍTICOS Aplicações trocadores de calor vasos de pressão tubulações para as indústrias química alimentícia de energia classificações série , 302, 303, 304, 308, 309, 310, 316, 317, 321, 347 sufixo L baixo teor de carbono
11 AÇOS INOXIDÁVEIS FERRÍTICOS Aplicações equipamentos e utensílios domésticos peças para a indústria automobilística classificações série , 406, 430, 442, 443, 446

12 AÇOS INOXIDÁVEIS DUPLEX Duplex = austeno-ferríticos Aplicações indústria petroquímica oleodutos gasodutos Seção reta de uma solda em um aço inoxidável duplex. O metal de solda está à esquerda e o metal de base à direita. A ferrita é azul e a austenita é branca (20x)
13 AÇOS INOXIDÁVEIS MARTENSÍTICOS Aplicações ferramentas peças de máquinas cutelaria classificações série , 410, 414, 416, 431, 420, 440
14 Tipos de corrosão CORROSÃO generalizada (general corrosion) intergranular (intergranular corrosion) localizada (pitting corrosion) galvânica (crevice corrosion) trincamento por corrosão sob tensão (stress corrosion cracking)
15 CORROSÃO GENERALIZADA Os aços inoxidáveis são protegidos contra a corrosão por uma camada muito fina de óxido de Cr que se forma na superfície do metal. Essa camada apassivada pode ser danificada por ação mecânica ou química. Se a camada de proteção for destruída em um ambiente agressivo, o material sofrerá corrosão.
16 CORROSÃO INTERGRANULAR É um ataque localizado e adjacente aos contornos de grão. Alguns aços inoxidáveis são sensíveis à corrosão intergranular a temperaturas elevadas ( C), onde ocorre a precipitação de carbonetos nos contornos de grão, resultando em regiões com baixo teor de Cr, que possuem resistência à corrosão inferior. A precipitação de carbonetos de Cr pode ser evitada baixando-se o teor de C ou adicionando elementos estabilizadores como o Nb e o Ti.
17 CORROSÃO LOCALIZADA (PITTING) É um tipo de ataque localizado altamente destrutivo, resultando em buracos no metal. Esse tipo de ataque é comumente encontrado em aços inoxidáveis em meios contendo cloretos. A resistência contra a corrosão localizada (pitting corrosion) é melhorada adicionando-se Cr, Mo e N.
18 CORROSÃO GALVÂNICA (CREVICE) É um tipo de corrosão (crevice corrosion) que ocorre em fendas estreitas preenchidas com um líquido e onde o nível de O 2 é muito baixo como, por exemplo, em superfícies de vedação, juntas sobrepostas e sob cabeças de parafusos e rebites. Uma forma especial de corrosão galvânica (crevice corrosion) é chamada de corrosão em depósito (deposit corrosion), quando a corrosão é encontrada sob depósitos não metálicos ou revestimentos na superfície do metal. Aços com boa resistência à corrosão localizada (pitting corrosion) também apresentam boa resistência à corrosão galvânica.
19 TRINCAMENTO POR CORROSÃO SOB TENSÃO É um tipo de ataque (stress corrosion cracking) em um metal sujeito a tensões trativas e exposto a um ambiente corrosivo. Durante o trincamento por corrosão sob tensão (stress corrosion cracking), o metal pode permanecer virtualmente ileso na maioria de sua superfície, enquanto finas trincas propagam-se através do metal. Para aços austeníticos, o risco de sofrer trincamento por corrosão sob tensão (stress corrosion cracking) é alto em soluções contendo cloretos ou outros halogenetos. O risco aumenta com o aumento da concentração de sal, tensão trativa e também com a temperatura. Raramente é encontrado em soluções com temperaturas abaixo de 60 C. A resistência dos aços inoxidáveis austeníticos ao trincamento por corrosão sob tensão (stress corrosion cracking) aumenta com o teor de Ni. Aços ferríticos ao Cr completamente sem Ni são insensíveis a esse fenômeno sob condições normais, bem como aços duplex (austeno-ferríticos).
20 Limite de Escoamento (MPa) PROPRIEDADES Super Duplex Duplex Duplex Pobre Super austenítico Resistência à corrosão localizada (Pitting corrosion resistance) PRE N = %Cr %Mo + 16 %N
21 SOLDAGEM DE AÇOS INOXIDÁVEIS Limpeza a soldagem de aços inoxidáveis requer uma limpeza especial da junta a ser soldada e do local da soldagem não se deve utilizar as mesmas ferramentas empregadas para a limpeza de aços carbono, para evitar contaminação não se deve soldar aços inoxidáveis no mesmo local de soldagem de aços carbono
22 SOLDAGEM DE AÇOS INOXIDÁVEIS Pré-aquecimento aços inoxidáveis não são pré-aquecidos para evitar: a precipitação de carbonetos nos contornos de grão, que pode levar à corrosão intergranular; a formação de fase sigma, uma fase frágil e dura que aumenta sobremaneira o risco de trincamento. exceção: aços ferríticos ou ferrítico-martensíticos 13%Cr e aços ferríticos 17-25% Cr, onde um préaquecimento de C diminui o risco de trincamento.
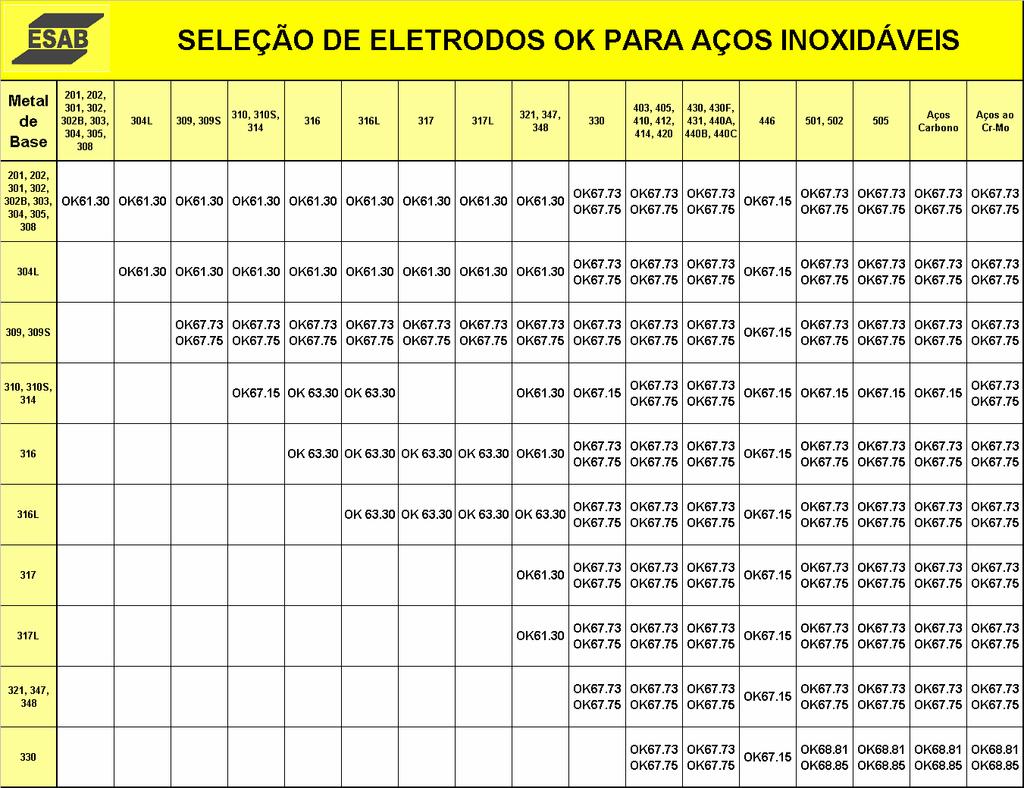
23 consumíveis inoxidáveis SUFIXOS
24 DIAGRAMA DE SCHAEFFLER Cromo equivalente Cr eq = %Cr + %Mo + 1,5x%Si + 0,5x%Nb Níquel equivalente Ni eq = %Ni + 30x%C + 0,5x%Mn

25 DIAGRAMA DE SCHAEFFLER
26 Cromo equivalente DIAGRAMA DE DeLong Cr eq = %Cr + %Mo + 1,5x%Si + 0,5x%Nb Níquel equivalente Ni eq = %Ni + 30x%C + 30x%N + 0,5x%Mn

27 DIAGRAMA DE DeLong

28 SOLDAGEM DE AÇOS DISSIMILARES
29 SOLDAGEM DE AÇOS DISSIMILARES O metal de solda em uma junta dissimilar não deve criar fases intermediárias frágeis. Uma junta entre aços dissimilares não resultará em melhores propriedades de resistência mecânica nem de resistência à corrosão que o lado "mais fraco". Para evitar trincas induzidas por hidrogênio, recomenda-se na maioria dos casos o uso de consumíveis básicos. Na soldagem de juntas dissimilares, ambas as superfícies devem ser pré-aquecidas conforme requerido por cada aço individualmente.
30 CARBONO EQUIVALENTE A soldabilidade dos aços diminui com o aumento de sua temperabilidade, daí a importância da avaliação desse parâmetro. A maneira mais usada de calcular a temperabilidade é o "carbono equivalente" (C eq ). Mn Cr + Mo + V Ni + Cu C eq = %C + % + % + %
31 PRÉ-AQUECIMENTO O pré-aquecimento reduz: o risco de trincas induzidas por hidrogênio tensões de contração dureza excessiva na zona termicamente afetada (ZTA) A necessidade de pré-aquecimento aumenta com os seguintes fatores: teor de carbono do material de base teor de liga do material de base tamanho da peça temperatura ambiente velocidade de soldagem diâmetro do consumível
32 TEMPERATURA DE PRÉ-AQUECIMENTO Controle de dois fatores: teor de carbono do material de base teor de liga do material de base Determinação da temperatura de pré-aquecimento depende do C eq considerar tempo de encharcamento considerar velocidade de resfriamento
33 DILUIÇÃO DO METAL DE SOLDA Velocidade de soldagem Polaridade CC- AC ± CC+ Aporte de calor Técnica de soldagem filetado trançado Posição de soldagem VA P,H,VD Número de camadas Tipo de metal de solda Stick-out elementos de liga sensibilidade à diluição
34 SOLDAGEM DE AÇOS DISSIMILARES Na soldagem de aços carbono, de baixa liga, aços ferramenta e aços de composição desconhecida: no caso de diferentes C eq, os parâmetros de soldagem são determinados pelo aço com maior C eq e os consumíveis pelo aço com menor C eq ; é importante evitar consumíveis com C eq muito alto, pois isso aumenta o risco de trincamento; com a escolha correta dos consumíveis e dos parâmetros de soldagem, a temperabilidade e as propriedades mecânicas do metal de solda ficarão entre as dos dois aços diferentes; O C eq também influenciará a temperatura de préaquecimento requerida, que deve ser escolhida de acordo com o aço de maior C eq.
35 PRÉ-AQUECIMENTO C eq < 0,4 0,4-0,6 > 0,6 Aços ferramenta, aços mola, aços de composição desconhecida Temperatura de pré-aquecimento recomendada < 100 C C C ~ 300 C
36 AÇO INOXIDÁVEL + AÇO CARBONO Considerando o Diagrama de Schaeffler: a composição química do metal de solda depositado não deve cair em nenhuma das áreas contendo martensita; se o metal de solda cair em uma área totalmente austenítica, devem ser tomadas algumas precauções contra o trincamento a quente, a menos que o metal de solda seja ligado com mais de 4% Mn. Soldando aços inoxidáveis estabilizados ao Nb ou ao Ti com aços inoxidáveis não estabilizados: os consumíveis devem ser ou estabilizados ou de aços de baixa liga; jamais devem ser empregados consumíveis não estabilizados com alto teor de C. A soldagem deve ser executada com limitado aporte térmico.
37 AÇO INOXIDÁVEL + AÇO CARBONO Deve ser considerada a diluição do metal de solda pelo metal de base para evitar a formação de micro-constituintes frágeis: isso é feito empregando-se um consumível com composição diferente de ambos os metais de base um metal de adição de aço carbono resultará em uma microestrutura martensítica de alta liga na região da solda próxima do aço inoxidável um metal de adição de mesma composição química do aço inoxidável resultará na mesma microestrutura martensítica na região da solda próxima do aço carbono essa microestrutura resultará em trincamento generalizado, freqüentemente muito difícil de ser observado O metal de adição adequado deve ter alto teor de Ni para garantir um metal de solda dúctil. Esses metais de adição podem tolerar uma diluição considerável do aço carbono sem sofrer endurecimento.


38 AÇO INOXIDÁVEL + AÇO CARBONO Soldagem de um aço inoxidável com um eletrodo de aço carbono: trincas no metal de solda (27x) Soldagem de um aço carbono com um eletrodo E308L. Observe o aumento da dureza próximo ao aço carbono
39 AÇO INOXIDÁVEL + AÇO BAIXA LIGA Na soldagem de um aço inoxidável a um aço ao Cr-Mo resistente à fluência para temperaturas de serviço superiores a 200 C: empregar preferencialmente metais de adição à base de Ni para evitar a migração de C do aço resistente à fluência para o aço austenítico, visto que a descarbonetação do aço ao Cr-Mo diminuirá sua resistência à fluência.

40 AÇO INOXIDÁVEL + AÇO BAIXA LIGA Soldagem de um aço inoxidável 16Cr 10Ni Nb com um aço 2,3Cr 1Mo com um eletrodo de aço inoxidável 18Cr 10Ni Nb: zona de fusão frágil no metal de solda causada pela migração de C do aço ao Cr-Mo (100x).
: nenhuma carbonetação na zona de fusão do metal de solda")
41 AÇO INOXIDÁVEL + AÇO BAIXA LIGA Soldagem de um aço inoxidável 16Cr 13Ni Nb com um aço 2,3Cr 1Mo com um eletrodo de liga incolloy (base Ni): nenhuma carbonetação na zona de fusão do metal de solda (300x).
42
43 AÇO BAIXA LIGA + AÇO CARBONO Parâmetros de soldagem de acordo com o aço de baixa liga. Consumíveis de acordo com o aço carbono. A limitada contribuição dos elementos de liga provenientes do aço de baixa liga durante a soldagem geralmente não aumentará muito a temperabilidade do metal de solda. Conseqüentemente, consumíveis de baixa liga de composição adequada podem perfeitamente ser usados para esta combinação. No entanto, esses consumíveis de baixa liga não terão influência positiva na resistência da junta.
44 AÇO BAIXA LIGA + AÇO CARBONO Eletrodo revestido Arco submerso Arame tubular Arame sólido Eletrodo revestido Arco submerso Arame tubular Arame sólido Aço carbono com C eq 0,4 OK OK Autrod / OK Flux 10.61B OK Autrod / OK Flux 10.62B OK Tubrod 75 OK Autrod Aço carbono com C eq 0,5 OK OK Autrod / OK Flux OK Autrod / OK Flux 429 OK Tubrod 75 OK Autrod 12.51
45 AÇOS BAIXA LIGA DIFERENTES Se ambos os aços forem do mesmo tipo, embora com C eq diferente, os consumíveis devem ser similares ao tipo de aço de baixa liga. Se possível, o C eq do consumível deve ser similar ao C eq do aço menos temperável. Quanto mais temperável for o aço, menos adequado será o uso de outros processos de soldagem que não seja o eletrodo revestido.
46 AÇOS BAIXA LIGA DIFERENTES A soldagem deve ser realizada com limitado aporte térmico, já que aportes térmicos muito altos podem resultar em zonas termicamente afetadas (ZTA) muito largas, aumentando, portanto o risco de trincamento. Por isso, deve-se evitar uma velocidade de soldagem muito baixa.
47 AÇOS BAIXA LIGA DIFERENTES Aços ao Cr-Ni (Mo) de alta resistência e alta temperabilidade, que requerem altas temperaturas de pré-aquecimento, freqüentemente necessitam de tratamento térmico de recozimento para alívio de tensões, podendo causar problemas na soldagem devido às dificuldades com o tratamento térmico. Nesses casos, é melhor buscar o meio-termo e usar um eletrodo de aço inoxidável (OK ou OK 68.85) e uma temperatura de pré-aquecimento inferior.
48 AÇOS BAIXA LIGA DIFERENTES aço ao ordem prefer. aço ao CrNi(Mo) aço ao CrMo(V) aço ao NiMo(Mn Mn) aço ao MnMo I OK OK OK OK MnMo II OK III OK NiMo(Mn Mn) I OK OK OK CrMo(V) I II OK OK OK CrNi(Mo) I II OK OK consumíveis de baixa liga
49 AÇO FERRAMENTA / MOLA + AÇO CARBONO / BAIXA LIGA Esses aços podem ser muito difíceis de soldar, já que as transformações de fase durante os ciclos de aquecimento ou de resfriamento aumentam o risco de distorção ou trincamento. A soldagem pode eventualmente envolver tratamentos especiais que são difíceis e às vezes impossíveis de executar em juntas dissimilares (por exemplo, soldagem intercalada). Contudo, com alguns consumíveis especiais, podem ser obtidas soldas de boa qualidade.
50 AÇO FERRAMENTA / MOLA + AÇO CARBONO / BAIXA LIGA Consumíveis recomendados: OK OK OK Em alguns casos (por exemplo, peças de pequena espessura, 10 mm), a soldagem pode ser realizada sem pré-aquecimento mas, para a maioria das soldas, de ser mantida uma temperatura de pré-aquecimento em torno de 300 C durante a soldagem. O aporte térmico deve ser baixo para limitar a largura da ZTA e a poça de fusão deve ser pequena para limitar a diluição do metal de base no metal de solda.
51 AÇO INOXIDÁVEL + AÇO FERRAMENTA / MOLA Só devem ser usados consumíveis não temperáveis, insensíveis à diluição e com suficiente ductilidade, ou seja, consumíveis de aço inoxidável austenítico ou de ligas à base de Ni. Os eletrodos OK e OK são muito tolerantes quanto à diluição, sendo portanto superiores a outros consumíveis nessa combinação. No entanto, são sensíveis ao trincamento quando aquecidos a temperaturas entre C devido à formação de fase sigma. Por isso, não devem ser utilizados se tiver que ser executado um recozimento para alívio de tensões, ou em seções espessas com juntas multipasses. Em casos onde a solda estará sujeita a flutuações de temperatura, é melhor aplicar o eletrodo OK
52 AÇO INOXIDÁVEL + AÇO FERRAMENTA / MOLA Sem recozimento para alívio tensões Com recozimento para alívio de tensões OK OK OK OK 67.75
53 AÇOS DE COMPOSIÇÃO DESCONHECIDA Essa combinação ocorre, por exemplo, quando um aço antigo deve ser reparado ou quando a composição química do aço é impossível de ser determinada por razões técnicas ou econômicas. Aços de composição desconhecida devem sempre ser considerados como aços difíceis de soldar e tratados como tal. Por esta razão, os mesmos consumíveis para aços ferramenta e aços mola devem ser escolhidos. O processo de soldagem preferencial é o eletrodo revestido. Evitar pré-aquecimento de aços não magnéticos. Todos os outros aços de composição química desconhecida devem ser pré-aquecidos em torno de 300 C. Evitar poças de fusão grandes e manter a diluição baixa.

54 FERRO FUNDIDO
55 FERRO FUNDIDO O que é um ferro fundido (FoFo)? liga metálica à base de ferro (Fe) com teores de 2-5% de carbono (C), 1-3% de silício (Si) e até 1% de manganês (Mn). Soldabilidade afetada por: alto teor de carbono (C) teores de fósforo (P) e de enxofre (S) acima dos teores usuais dos aços Características: baixa ductilidade baixa dureza baixa resistência alta fragilidade
56 FERRO FUNDIDO Melhoria das propriedades tratamento térmico adição de elementos de liga Tipos de ferro fundido: cinzento branco maleável dúctil grafita compacta ligado
57 FERRO FUNDIDO CINZENTO O mais comum (70%). Microestrutura: veios de grafita distribuídos em uma matriz de ferrita e/ou de perlita; grafita resistência nula a ruptura sempre iniciar-se-á nesta fase como a grafita é cinza, a aparência da superfície de fratura será cinza Composição química: 4,5% C até 3,0% Si Fabricado por resfriamento lento do fundido.
58 FERRO FUNDIDO BRANCO Características: dureza mais elevada que a do ferro fundido cinzento; resistência ao desgaste; composição química similar à do ferro fundido cinzento, porém com teor de Si menor; algumas vezes ligado com elementos estabilizadores de carbonetos, tais como Cr, Mo e V. Microestrutura: carbonetos distribuídos em uma matriz martensítica ou perlítica; os carbonetos são duros e frágeis e tornam a superfície de fratura com uma coloração esbranquiçada. Fabricado com resfriamento rápido. Deve ser considerado como não soldável para juntas de união, podendo, em alguns casos, sofrer soldas de enchimento com OK Autrod
59 FERRO FUNDIDO DÚCTIL Composição química similar à do ferro fundido cinzento, porém com maior pureza. Adição de magnésio (Mg) transforma a grafita na forma esferoidal, uniformemente dispersa em toda a microestrutura, em vez dos veios que aparecem no ferro fundido cinzento no estado recozido, torna as propriedades mecânicas similares às de um aço carbono Raramente a soldagem será difícil com este tipo de ferro fundido. No entanto, os tratamentos térmicos envolvidos na soldagem, juntamente com a diluição do ferro fundido, faz necessário ainda o uso de eletrodos especiais e um planejamento cuidadoso do procedimento de soldagem.
60 FERRO FUNDIDO GRAFITA COMPACTA Pode ser considerado como um intermediário entre o ferro fundido dúctil e o cinzento. Elementos de liga: doses controladas de magnésio (Mg), titânio (Ti) e cério (Ce) composição similar à do ferro fundido cinzento A soldagem deve ser executada de forma similar à do ferro fundido cinzento.
61 FERRO FUNDIDO MALEÁVEL Ferros fundidos maleáveis são produzidos por tratamento térmico de ferros fundidos brancos para torná-los mais dúcteis que os ferros fundidos cinzentos. Possuem menores teores de C e Si que os ferros fundidos cinzentos para assegurar a solidificação como ferros fundidos brancos. Microestrutura: nódulos de grafita agregados e irregulares distribuídos em uma matriz de ferrita, perlita ou martensita revenida. Propriedades mecânicas similares às do ferro fundido dúctil. A soldagem do ferro fundido maleável pode produzir uma fina zona de ferro fundido branco na solda e na ZTA adjacente ao metal de solda. Normalmente, peças produzidas para serem soldadas sofrem um tratamento térmico de descarbonetação para evitar essa ocorrência.
62 FERRO FUNDIDO LIGADO Os elementos de liga são adicionados para melhorar propriedades como resistência à corrosão, ao desgaste e ao calor e para aumentar a resistência mecânica. Exemplos: Ni-resist resistente à corrosão nicrosilal resistente ao calor meehanite alta resistência à tração Esses ferros fundidos apresentam soldabilidade similar à dos ferros fundidos dúcteis. O ferro fundido ligado do tipo Ni-hard é semelhante a um ferro fundido branco e portanto é considerado como não soldável.
63 SOLDAGEM DE FERROS FUNDIDOS A soldabilidade dos ferros fundidos depende principalmente dos seguintes fatores: tensões de resfriamento forma irregular do fundido endurecimento da ZTA migração de carbono do metal de base impregnação por óleo do ferro fundido
64 SOLDAGEM DE FERROS FUNDIDOS Tensões de resfriamento o metal de solda contrai-se mais que o ferro fundido, devendo ser capaz de absorver as tensões de resfriamento resultantes sem trincar Como evitar: usar parâmetros de soldagem corretos cordões curtos e filetados, baixa corrente e planejamento da seqüência de passes soldagem multipasse: os passes subseqüentes reaquecem os anteriores, aliviando as tensões resultantes da soldagem progressão descendente menor aporte térmico (OK 92.58) usar consumíveis que produzam um metal de solda dúctil pré-aquecer as peças para reduzir a influência das tensões de contração martelamento dos cordões para introduzir tensões compressivas no metal de solda, que é o método mais efetivo para evitar trincas em soldas de ferro fundido
65 SOLDAGEM DE FERROS FUNDIDOS Forma irregular do fundido para evitar trincas devido às tensões de contração provenientes da soldagem, é indicado pré-aquecer a peça de formato irregular para balancear essas tensões (préaquecimento indireto) é preferível pré-aquecer uma grande área a uma baixa temperatura no entanto, um pré-aquecimento localizado a alta temperatura pode ainda ser necessário se for requerida uma solda macia e usinável

66 SOLDAGEM DE FERROS FUNDIDOS
67 SOLDAGEM DE FERROS FUNDIDOS Endurecimento da ZTA a ZTA do ferro fundido adjacente à solda endurecerá durante a soldagem devido ao alto teor de C a dureza e a extensão da ZTA são principalmente dependentes da taxa de resfriamento, do aporte térmico e da temperatura de pico Como evitar: a dureza da ZTA pode ser reduzida pelo pré-aquecimento porém, para atingir uma redução de dureza considerável, é necessário aquecer o fundido a aproximadamente 500 C a dureza da zona parcialmente refundida próxima à linha de fusão pode ser reduzida diminuindo-se o tempo de permanência à temperatura de pico durante a soldagem (por exemplo, aplicando baixas correntes)
68 SOLDAGEM DE FERROS FUNDIDOS Migração de C do metal de base a diluição com o metal de base causa a migração de C do metal de base (também do P e do S) Como evitar: sempre ocorre na soldagem de ferros fundidos há dois métodos para minimizar esse efeito: pré-aquecimento combinado com resfriamento lento para evitar os efeitos deletérios da captura do C, sendo essa prática essencial quando se usam consumíveis à base de Fe usar consumíveis insensíveis à captura de C, que é a prática mais empregada, com consumíveis à base de Ni
69 SOLDAGEM DE FERROS FUNDIDOS Impregnação por óleo o óleo pode ser absorvido pela grafita e por microporos, penetrando profundamente no ferro fundido durante a soldagem, o óleo evapora e causa porosidade no metal de solda Como evitar: quando o óleo já penetrou profundamente no ferro fundido, não há como removê-lo com um desengraxante, que só agirá na superfície nesse caso, a remoção do óleo deve ser através de sua queima por tratamento térmico a 500 C / 4-8h nos casos em que esse tratamento térmico não for possível, pode-se goivar com o eletrodo OK 21.03
70 SOLDAGEM DE FERROS FUNDIDOS Limpeza óleo, graxa, etc. evita porosidade se a contaminação for recente, empregar desengraxante caso contrário, tratamento térmico a 500 C / 4-8h se não for possível o tratamento térmico, goivagem com OK para queima local do óleo poeira, carepa, etc. consumíveis à base de Ni são mais sensíveis a esses agentes limpeza mecânica na região próxima à solda até 20 mm
71 SOLDAGEM DE FERROS FUNDIDOS Preparação da junta os ângulos da junta devem ser mais largos que os usuais para aços carbono, em torno de arestas devem ser adoçadas para minimizar as concentrações de tensões chanfros em U são preferenciais aos chanfros em V essa é o principal motivo porque a goivagem é melhor que o lixamento na preparação de juntas de ferro fundido trincas devem ser totalmente abertas para permitir acesso, sendo recomendável empregar o eletrodo OK abrir e limpar todas as cavidades
72 SOLDAGEM DE FERROS FUNDIDOS
73 SOLDAGEM DE FERROS FUNDIDOS Pré-aquecimento local geral reduz a taxa de resfriamento da junta soldada reduz as tensões internas reduz a taxa de resfriamento da junta soldada a partir de 450 C há aumento da ductilidade, reduzindo as distorções e, conseqüentemente, a tendência ao trincamento e a dureza da solda e da ZTA indireto balanceia as tensões de contração causadas pela soldagem
74 SOLDAGEM DE FERROS FUNDIDOS Níveis de pré-aquecimento temperatura ambiente garante que não haverá condensação de vapor d'água C garante que as superfícies fiquem secas e livres do hidrogênio C útil no ferro fundido dúctil para evitar a formação de martensita na ZTA não pré-aquecer esses ferros fundidos na faixa C para evitar a formação de cementita pró-eutetóide, que reduz consideravelmente sua ductilidade até 500 C o pré-aquecimento indireto é aplicado em todas as faixas de temperatura; quanto mais alta a temperatura, melhor, desde que o aquecimento e o resfriamento sejam lentos C aplicado aos ferros fundidos cinzento e grafita compacta para atingir a mínima dureza possível na ZTA
75 SOLDAGEM DE FERROS FUNDIDOS Geral Pré-aquecimento temperatura ambiente (soldagem fria) 250 C (soldagem morna) 500 C (soldagem quente) Tipos de soldagem camadas de almofadamento solda monopasse solda multipasse
76 SOLDAGEM DE FERROS FUNDIDOS Camadas de almofadamento razões metalúrgicas evitar a formação de constituintes frágeis em soldas dissimilares razões mecânicas transferir as tensões de contração da ZTA do ferro fundido para o almofadamento dúctil as tensões de contração serão distribuídas por uma área maior os constituintes duros da ZTA serão recozidos empregadas principalmente em: soldas multipasse soldas entre ferro fundido e outros metais reparos de defeitos em grandes superfícies soldas executadas sob condições severas de restrição
77 SOLDAGEM DE FERROS FUNDIDOS Soldagem fria cordões curtos filetados (20-30 mm) eletrodos de pequeno diâmetro baixa corrente soldar em CC- menor diluição particularmente benéfico na soldagem de ferros fundidos cinzentos com eletrodo de níquel puro (OK 92.18) temperatura entrepasses abaixo de 100 C soldar intercalado martelar o cordão com um martelo de bola logo após a soldagem, com o cordão ainda rubro não martelar perpendicularmente, mas do fim para o início do cordão isso é para evitar trincas originadas pela operação de martelamento
78 SOLDAGEM DE FERROS FUNDIDOS Soldagem morna empregado principalmente para o ferro fundido dúctil temperatura entrepasses até 250 C cordões curtos e filetados (máximo 50 mm) soldar preferencialmente intercalado eletrodos de pequeno diâmetro martelar o cordão resfriamento lento é imperativo
79 SOLDAGEM DE FERROS FUNDIDOS Soldagem quente pequenos fundidos melhor para ferros fundidos cinzento e grafita compacta para o ferro fundido grafita compacta, não exceder 350 C no pré-aquecimento seqüência de soldagem semelhante à de aços, porém martelar os cordões OK é preferencial ao OK a alta temperatura de pré-aquecimento aumentará a diluição do metal de base, sendo o eletrodo OK mais tolerante a esse respeito resfriamento lento é imperativo
80 SOLDAGEM DE FERROS FUNDIDOS Soldagem multipasse todos os cordões em contato com o ferro fundido devem ser soldados com o mesmo procedimento para a soldagem monopasse o último cordão não deve ser soldado diretamente sobre o ferro fundido, mas no topo de um cordão previamente soldado (temper bead) os melhores resultados na soldagem multipasse em ferros fundidos são sempre obtidos pela técnica de almofadamento
81 SOLDAGEM DE FERROS FUNDIDOS Soldagem multipasse camadas de almofadamento
82 SOLDAGEM DE FERROS FUNDIDOS Tratamento térmico pós-soldagem o mais comum é o recozimento para alívio de tensões o revenimento também é aplicado quando a soldagem é executada com consumíveis à base de Fe
83 SOLDAGEM DE FERROS FUNDIDOS Resfriamento resfriamento lento ferros fundidos apresentam baixa dilatação térmica em comparação com a maioria dos metais de solda empregados forma complexa dos fundidos
84 SOLDAGEM DE FERROS FUNDIDOS consumíveis de ferro fundido
85 SOLDAGEM DE FERROS FUNDIDOS

86 GOIVAGEM CORTE PERFURAÇÃO Procedimento Recomendado O OK é um eletrodo para goivagem, corte e preparação de juntas de aço carbono, aço inoxidável, ferro fundido, aços ao manganês e metais não-ferrosos como alumínio e ligas de cobre. O eletrodo é utilizado com transformadores comuns ou retificadores. Não é necessário o uso de ar comprimido, gases ou porta-eletrodo especiais. Siga a amperagem recomendada na embalagem. Um corte bastante limpo é obtido com pequena ou nenhuma limpeza final necessária antes da soldagem. O arco é aberto da mesma forma que um eletrodo para soldagem, mas ele é empurrado para frente a um ângulo baixo (5-15 ), utilizando-se um movimento de serra. Para cortes mais profundos, este procedimento é repetido. O OK pode ser utilizado em todas as posições e é um eletrodo CA / CC-. Consumível OK 21.03
87 REVESTIMENTO DURO
88 CAMADAS DE AMANTEIGAMENTO Depósitos intermediários entre o material de base e o revestimento duro garantir uma boa ligação com o material de base evitar trincas sob cordão induzidas por hidrogênio mesmo em peças pré-aquecidas limitar o efeito da diluição evitar abaulamento nas camadas duras subseqüentes evitar possíveis trincas na camada de revestimento duro depositada no material de base Consumíveis austeníticos são largamente empregados em camadas de amanteigamento
89 Dureza HB ± 25 HRc -3 / + 2 Processo de soldagem G soldagem a gás E soldagem manual MF soldagem com arames tubulares TIG soldagem TIG MSG soldagem com gás de proteção UP soldagem ao arco submerso Grupo de liga Tipo de metal de adição ou de metal de solda Ligado, com as propriedades dos aços rápidos Ligado com mais de 5%Cr, com no máximo 0,2%C Ligado com mais de 5%Cr com 0,2 a 2,0%C Aços austeníticos ao Cr-Ni-Mn NORMA DIN 8555 Não ligado até 0,4%C ou baixa liga até 0,4%C e até um máximo total de 5% de Cr, Mn, Mo, Ni Não ligado com mais de 0,4%C ou baixa liga com mais de 0,4%C e até um máximo total de 5% de Cr, Mn, Mo, Ni Ligado, com as propriedades dos aços para trabalho a quente Aços austeníticos com 11 a 18%Mn, mais de 0,5%C e até 3%Ni Aços ao Cr-Ni (resistentes à carepa, aos ácidos e ao calor) Com alto %C e %Cr e sem elementos adicionais formadores de carbonetos DIN 8555 E X UM YYY Z Método de Produção GW laminado GO fundido GZ trefilado GS sinterizado GF tubular UM revestido Propriedades do metal de solda C resistente à corrosão G resistente à abrasão K capaz de encruar N não magnetizável P resistente ao impacto R resistente à carepa S para corte (aços rápidos) T resistência a alta temperatura (aços ferramenta para trabalho a quente Z resistente ao calor (sem carepa) para temperaturas > 600 C
90 SELEÇÃO DE ELETRODOS REVESTIDOS Desgaste Metal Metal Metal Metal Corrosão Impacto Abrasão Mineral Abrasão + Impacto Calor, Corrosão, Oxidação Eletrodo OK OK OK OK OK OK OK OK OK OK DIN 8555 E1-UM UM-350 E6-UM UM-55-R E7-UM UM-200-K E8-UM UM-200-K E10-UM UM-60-Z E2-UM UM-60 E6-UM UM-60-R E2-UM UM-60 E6-UM UM-55-R E4-UM UM-60-S
91 SELEÇÃO DE ELETRODOS REVESTIDOS BAIXA RESISTÊNCIA À ABRASÃO ALTA OK OK OK HRc OK > 50 HRc OK OK OK OK OK BAIXA RESISTÊNCIA AO CALOR E À CORROSÃO OK OK OK OK OK ALTA ALTA RESISTÊNCIA AO IMPACTO BAIXA
92 PRODUTOS OK Eletrodos Revestidos Arames Tubulares Fluxos aços dissimilares ferro fundido revestimento duro
93 ELETRODOS REVESTIDOS OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK 86.18
94 OK Eletrodo rutílico Classificações: ASME SFA-5.4 E308L-17 ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni L.R. (MPa) A (%) 0,03 0,80 0,80 19,60 9, HOMOLOGADO FBTS CA / CC+
95 OK Aplicações deposita aço inoxidável tipo 19/10 baixíssimo teor de Carbono soldagem de aços com composição química similar também usado em aços endurecíveis ao ar, aços ferríticos e martensíticos resistente à corrosão intergranular
96 OK Eletrodo rutílico Classificações: ASME SFA-5.4 E316L-17 ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo L.R. (MPa) A (%) 0,03 0,70 0,70 18,70 11,70 2, HOMOLOGADO FBTS CA / CC+
97 OK Aplicações deposita aço inoxidável tipo 19/12 Mo baixíssimo teor de Carbono soldagem de aços com composição química similar usado em aços estabilizados não sujeitos a ataque corrosivo muito severo resistente à corrosão intergranular
98 OK Eletrodo básico Classificação: ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni L.R. (MPa) A (%) 0,06 0,25 1,65 25,60 20, HOMOLOGADO FBTS CC+
99 OK Aplicações deposita aço inoxidável tipo 25/20 soldagem de aços com composição química similar usado em aços de soldabilidade limitada e na união de materiais diversos como, por exemplo, aço inoxidável ao aço carbono sensível à corrosão sulfúrica em altas temperaturas
100 OK Eletrodo rutílico Classificação: ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo L.R. (MPa) A (%) 0,06 0,65 3,90 20,00 10,00 0, SINTÉTICO ALTÍSSIMO RENDIMENTO CA / CC+
101 OK Aplicações deposita aço inoxidável tipo 19/9 Mn soldagem de aços de soldabilidade limitada, principalmente aços ao Mn do tipo Hadfield produção e manutenção e equipamentos de terraplenagem e mineração revestimento de ferramentas para trabalho a quente válvulas e peças em aço carbono e baixa liga resistentes ao desgaste restauração de turbinas sujeitas à cavitação
102 OK Eletrodo básico Classificação: DIN 8555 E 18 8 Mn6 B20 Composição Química / Propriedades Mecânicas C Si Mn Cr Ni L.R. (MPa) A (%) 0,07 0,25 6,95 18,10 9, CC+
103 OK Aplicações deposita aço inoxidável tipo 19/9 Mn soldagem de aços de soldabilidade limitada, principalmente aços ao Mn do tipo Hadfield aços ligados sujeitos a tratamento térmico produção e manutenção e equipamentos de terraplenagem e mineração revestimento de ferramentas para trabalho a quente válvulas e peças em aço carbono resistentes ao desgaste restauração de turbinas sujeitas à cavitação
104 OK Eletrodo rutílico Classificação: ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo L.R. (MPa) A (%) 0,10 0,40 1,30 24,00 13,25 0, HOMOLOGADO FBTS CA / CC+
105 OK Aplicações deposita aço inoxidável tipo 23/12 soldagem de aços com composição química similar em estado fundido ou forjado soldagem de aços dissimilares como, por exemplo, aço inoxidável tipo 18/8 ao aço carbono soldagem do lado placado em aço inoxidável tipo 18/8 revestimentos inoxidáveis
106 OK Eletrodo básico Classificação: ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo L.R. (MPa) A (%) 0,05 0,30 1,70 24,45 13,10 0, CC+
107 OK Aplicações deposita aço inoxidável tipo 23/12 considerando-se uma diluição de até 20% do metal de base não ligado, proporciona um passe com composição química aproximadamente do tipo 18/10 soldagem da zona de transição em chapas placadas com aço inoxidável união de aço inoxidável ao aço carbono ou de baixa liga
108 OK Eletrodo rutílico Classificação: ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni L.R. (MPa) A (%) 0,07 0,70 1,40 29,30 9, CA / CC+
109 OK Aplicações deposita aço inoxidável tipo 29/9 especialmente indicado na soldagem de aços de composição desconhecida, de escassa soldabilidade ou dissimilares aços inoxidáveis em geral aços ao manganês aços para molas aços ferramenta ideal para a camada de amanteigamento antes do revestimento duro
110 OK Eletrodo básico Classificação: ASME SFA-5.4 E Composição Química / Propriedades Mecânicas C Si Mn Cr Ni L.R. (MPa) A (%) 0,06 0,35 1,50 29,00 9, CC+
111 OK Aplicações deposita aço inoxidável tipo 29/9 soldagem de aços com composição química similar aços de difícil soldabilidade aços dissimilares aços ao manganês recuperação de engrenagens, eixos e virabrequins revestimento de ferramentas, cilindros, matrizes para plásticos, almofada em fresas, brocas, engrenagens, etc. soldagem de aços inoxidáveis
112 OK Eletrodo básico Classificação: ASME SFA-5.5 E9018-D1 Composição Química / Propriedades Mecânicas C Si Mn Mo L.R. (MPa) A (%) Ch V (J) 0,06 0,30 1,40 0, C CA / CC+
113 OK Aplicações soldagem de grande responsabilidade em aços estruturais de baixa liga de mesma composição ou propriedades mecânicas também para certos aços resistentes ao calor, aços sujeitos a tratamento térmico após soldagem especialmente indicado para a soldagem de trilhos
114 OK Eletrodo básico Classificação: ASME SFA-5.5 E9018-M ASME SFA-5.5 E9018-G Composição Química / Propriedades Mecânicas C Si Mn Ni Mo L.R. (MPa) A (%) Ch V (J) 0,05 0,50 1,10 1,60 0, C CA / CC+
115 OK Aplicações soldagem de grande responsabilidade em aços de elevada resistência e baixa liga, com propriedades mecânicas equivalentes, com ou sem tratamento térmico de alívio de tensões especialmente indicado para a soldagem de aço do tipo USI SAR-60 aplicável no ponteamento e na soldagem de passes de raiz e juntas de ângulo em aços do tipo T1, N-A-XTRA-70, HY-80 e HY-90 aplicável também aos demais aços de altíssima resistência, temperados e revenidos, onde é requerida ótima ductilidade
116 OK Eletrodo básico Classificação: ASME SFA-5.5 E10018-G Composição Química / Propriedades Mecânicas C Si Mn Ni Mo V L.R. (MPa) A (%) 0,05 0,25 0,80 1,85 0,70 0, CC+
117 OK Aplicações soldagem de grande responsabilidade em aços revenidos e outros com elevada resistência à tração, onde não é possível pré-aquecimento e tratamento térmico posterior
118 OK Eletrodo básico Classificação: ASME SFA-5.5 E11018-G Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo L.R. (MPa) A (%) 0,06 0,25 1,70 0,35 1,70 0, CA / CC+
119 OK Aplicações soldagem de grande responsabilidade em aços de construção de altíssima resistência e baixa liga, com ou sem pré-aquecimento especialmente indicado em aços USS T-1 e similares o metal depositado é insensível à fragilidade do revenido
120 OK Eletrodo básico Classificação: ASME SFA-5.5 E12018-G Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo L.R. (MPa) A (%) Ch V (J) 0,06 0,35 1,50 1,50 1,80 0, C C CC+
121 OK Aplicações soldagem de aços de altíssima resistência onde são requeridas tensões mínimas de 830 MPa especialmente indicado para soldagem de aços SAE 4340, peças forjadas, placas fundidas de alta resistência e vasos de pressão apresenta baixo hidrogênio, sendo também indicado para aplicações onde são requeridas soldas de alta resistência com propriedades de impacto a baixas temperaturas
122 OK Eletrodo básico Classificação: ASME SFA-5.5 E8018-B2 Composição Química / Propriedades Mecânicas C Si Mn Cr Mo L.R. (MPa) A (%) 0,06 0,50 0,60 1,30 0, HOMOLOGADO FBTS CA / CC+
123 OK Aplicações soldagem de aços de baixa liga resistentes ao calor, do tipo 1% Cr - 0,5% Mo, usados na fabricação e reparo de caldeiras, tubos, super-aquecedores, etc., que trabalham entre 400 C e 500 C recomenda-se pré-aquecimento e tratamento térmico posterior
124 OK Eletrodo básico Classificação: ASME SFA-5.5 E9018-G Composição Química / Propriedades Mecânicas C Si Mn Cr Mo L.R. (MPa) A (%) 0,13 0,25 0,70 0,95 0, CC+
125 OK Aplicações soldagem de aços de alta resistência e de baixa liga, do tipo 1% Cr - 0,2% Mo, sujeitos a tratamento térmico após soldagem recomenda-se pré-aquecimento e tratamento térmico posterior indicado em aços SAE 4130 e similares soldagem de aços baixa liga
126 OK Eletrodo básico Classificação: DIN 8555 E não temperável Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza média 0,14 0,25 0,60 3, HB CA / CC+
127 OK Aplicações recuperação de: material ferroviário sapatas de freio trilhos agulhas e cruzamentos piso e friso de rodas material rodante de máquinas roletes rodas de guia pinos elos peças gastas em aços de baixa liga ou aços fundidos eixos cilindros ferramentas de forja grandes engrenagens
128 OK Eletrodo básico Classificação: DIN 8555 E 2-60 temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza média 0,55 1,10 1,50 1,60 58 HRc CA / CC+
129 OK Aplicações recuperação de: material ferroviário sapatas de freio trilhos curvos agulhas e cruzamentos peças de máquinas de terraplenagem elos dentes de caçamba de escavadeiras peças de máquinas diversas rodas de ventiladores braços misturadores sem-fim de alimentadores chapas de desgaste
130 OK Eletrodo básico Classificação: DIN 8555 E 6-60 r temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Cr Mo Dureza média 0,60 0,60 0,70 6,80 0,50 58 HRc CA / CC+
131 OK Aplicações revestimento tipo xadrez em caçambas e dentes de escavadeiras recuperação de várias peças para britadores, moinhos e misturadores sem-fim de alimentadores chapas de desgaste para revestimento duro em partes de máquinas expostas ao desgaste por minérios, pedra, areia, solo, coque, etc.
132 OK Eletrodo básico Classificação: DIN 8555 E 2-60 temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza média 0,70 3,70 0,40 2,65 58 HRc CA / CC+
133 OK Aplicações revestimento tipo xadrez em caçambas de pá carregadeira e dentes de escavadeiras recuperação de várias peças para britadores moinhos viradores de vagões rodas de ventiladores braços e pás de misturadores sem-fim de alimentadores chapas de desgaste
134 OK Eletrodo básico Classificação: DIN 8555 E 6-55 r temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza média 0,30 0,20 0,40 15,00 55 HRc CA / CC+
135 OK Aplicações recuperação de peças de máquinas em geral: eixos engrenagens de baixa liga sede de válvulas em aço fundido braços e pás de misturadores sem-fim de alimentadores facas caçambas de pá carregadeira rodas motrizes pinos elos
136 OK Eletrodo rutílico Classificação: DIN 8555 E 6-55 r temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza média 0,55 0,80 0,60 9,00 55 HRc CA / CC+ / CC-
137 OK Aplicações revestimento de peças sujeitas a desgaste abrasivo severo por solo, pedra, minérios e carvão aplicável em máquinas / equipamentos agrícolas e de terraplenagem este produto pode ser usado facilmente em qualquer máquina de solda, inclusive pequenos transformadores com baixa tensão em vazio
138 OK Eletrodo básico Classificação: DIN 8555 E z temperável ao ar, resistente ao calor (700 C) Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza média 4,00 2,40 0,40 25,00 60 HRc CA / CC+
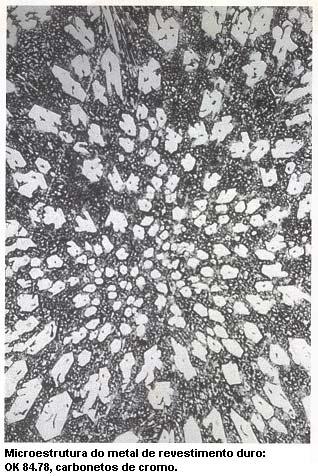
139 OK Aplicações revestimento rico em carbonetos de cromo altamente resistente ao desgaste abrasivo de metais e minérios, especialmente desenvolvido para revestimento de partes móveis na indústria de mineração aplicável a: transformadores helicoidais facas trituradoras partes de escavadoras britadores e moinhos misturadores perfuratrizes
140 OK Eletrodo básico Classificação: DIN 8555 E 4-60 s temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Cr Mo V W Dureza média 0,90 1,60 1,60 4,50 7,10 1,40 1,80 58 HRc CA / CC+
141 OK Aplicações revestimento em ferramentas para trabalhos a frio: corte plaina fresa ferramentas similares para: usinagem estampagem perfuração recuperação de ferramentas de aço rápido
142 OK Eletrodo básico Classificação: DIN 8555 E k temperável ao ar, resistente ao calor ( C) Composição Química / Propriedades Mecânicas C Si Mn Mo Dureza média 0,80 0,10 13,00 1,10 58 HRc CA / CC+
143 OK Aplicações revestimento em aço ao manganês ou partes de aços ao carbono que requerem resistência ao desgaste no trabalho a frio exemplos: dentes de carregadeiras e escavadeiras mandíbulas de britadores para minério e pedra martelos de moinho
144 OK Eletrodo básico Classificação: DIN 8555 E k endurecível por trabalho a frio Composição Química / Propriedades Mecânicas C Si Mn Ni Dureza após trabalho a frio 0,60 0,40 12,00 3,80 45 HRc CA / CC+
145 OK Aplicações revestimento em aço ao manganês ou partes de aços ao carbono que requerem resistência ao desgaste no trabalho a frio exemplos: dentes de escavadeiras cones e placas de britadores trilhos sapatas de freio desembobinadeiras também usado para soldagem de aço ao manganês entre si ou com aço ao carbono
146 OK Eletrodo com alma de Ni Classificação: ASME SFA-5.15 E Ni-CI Composição Química / Propriedades Mecânicas C Si Mn Ni L.R. (MPa) Dureza Ch V (J) 0,32 0,20 0,20 98, HB C HOMOLOGADO FBTS CA / CC+ / CC-
147 OK Aplicações alma de níquel puro soldagem de ferro fundido a frio ou com moderado préaquecimento, quando o metal depositado necessita de usinagem posterior também usado para enchimento de falhas de fundição e união de ferro fundido ao aço
148 OK Eletrodo com alma à base de Ni Classificação: ASME SFA-5.15 E NiFe-CI Composição Química / Propriedades Mecânicas C Si Mn Ni L.R. (MPa) Dureza Ch V (J) 1,14 0,85 0,80 60, HB C HOMOLOGADO FBTS CA / CC+
149 OK Aplicações alma de níquel-ferro soldagem de ferro fundido cinzento maleável nodular a frio ou com moderado pré-aquecimento, quando o metal depositado necessita de usinagem posterior também usado para enchimento de falhas de fundição o depósito apresenta a mesma coloração da peça fundida
150 ARAMES TUBULARES OK TUBROD com gás de proteção OK Tubrod 409 Ti OK Tubrod 410 NiMo OK Tubrod 410 NiMo MC para arco submerso OK Tubrod 316 L OK Tubrod 430 S
151 Arame tubular metálico 1,2 mm Classificação: OK TUBROD 409 Ti ASME SFA-5.9 EC409 Composição Química / Propriedades Mecânicas C 0,05 Gás de Proteção: 98% Ar / 2% CO 2 ou 96% Ar / 4% CO 2 L.R. L.E. A Dureza Si Mn Cr Ti (MPa) (MPa) (%) (HB) 0,60 0,70 11,0 1, CC+ 130

152 OK TUBROD 409 Ti Aplicações: soldagem de conversores catalíticos, sistemas de exaustão para indústria automotiva, manifolds tubulações, flanges e conectores flexíveis onde são requeridos resistência à oxidação, à alta temperatura, tensão por fadiga e coeficiente de expansão térmica
153 OK TUBROD 410 NiMo Arame tubular rutílico 1,6 mm Classificação: ASME SFA-5.22 E410 NiMoT0-1/4 (aprox.) DIN 8556: SG 13 4 Composição Química / Propriedades Mecânicas(*) Gás de Proteção: Ar % CO 2 ou 100% CO 2 L.R. L.E. A C Si Mn Cr Ni Mo (MPa) (MPa) (%) 0,04 0,40 1,50 12,4 5,0 0, (*) Ar % CO 2 T.T ºC / 8h Ch V (J) 45 (Amb.) 38 (-20 C) CC+
154 OK TUBROD 410 NiMo Aplicações: soldagem de componentes de turbinas hidroelétricas Francis e Pelton soldagem de aços de composição química semelhante Microestrutura: como soldado: martensítica 1-2% ferrita δ e 1-2% austenita retida após T.T.: martensítica com 20-25% de austenita finamente dispersa
 DIN 8556: SG 13 4 Composição Química / Propriedades Mecânicas Gás de Proteção: 98% Ar / 2% CO 2 ou 96% Ar / 4% CO 2 L.R. L.E.")
155 OK TUBROD 410 NiMo MC Arame tubular metálico 1,2 1,6 mm Classificação: ASME SFA-5.9 EC410 NiMo (aprox.) DIN 8556: SG 13 4 Composição Química / Propriedades Mecânicas Gás de Proteção: 98% Ar / 2% CO 2 ou 96% Ar / 4% CO 2 L.R. L.E. A C Si Mn Cr Ni Mo (MPa) (MPa) (%) 0,04 0,52 1,70 13,2 4,5 (*) Ar + 4% CO 2 T.T ºC / 8h 0, CC+ Ch V (J) 50 (0 C) 45 (-20 C)

156 OK TUBROD 410 NiMo MC Aplicações: soldagem de componentes de turbinas hidroelétricas Francis e Pelton soldagem de aços de composição química semelhante Microestrutura: como soldado: martensítica 1-2% ferrita δ e 1-2% austenita retida após T.T.: martensítica com 20-25% de austenita finamente dispersa
157 OK TUBROD 316 L Arame tubular metálico 2,4 mm Fluxo: OK Flux 10.61B Composição Química / Propriedades Mecânicas C Si Mn Cr Ni Mo 0,03 0,50 0,90 18,50 11,50 2,70
158 OK TUBROD 316 L Aplicações designado para aplicações de ciclagem térmica, ataque corrosivo severo e resistência à corrosão intergranular soldagem de aços de composição química similar revestimento de rolos de lingotamento contínuo revestimentos anti-corrosivos
159 OK TUBROD 430 S Arame tubular metálico 2,4 3,2 mm Fluxo: OK Flux 10.61B Composição Química / Propriedades Mecânicas C Si Mn Cr Dureza (HB) 0,05 0,50 1,20 16,50 250
160 OK TUBROD 430 S Aplicações soldagem de aços similares revestimento contra processos corrosivos, ciclagem e fadiga térmica amanteigamento e/ou camada intermediária entre o metal de base e revestimentos duros que contêm teor de Cromo em torno de 12% (OK Tubrodur 410 NiMo, 410 M e 412 N)
161 OK Flux B FLUXOS OK
162 OK FLUX B Fluxo aglomerado ligado Composição Química Arame C Si Mn Cr Ni Mo ASME SFA-5.9 ER 308L 0,03 0,80 1,50 18,0 10,0 - ASME SFA-5.9 ER 309L 0,03 0,90 1,50 22,0 12,0 0,09 ASME SFA-5.9 ER 316L 0,03 0,90 1,50 18,0 12,0 2,0 CC+
163 OK FLUX B Aplicações fluxo aglomerado ligado ao Cr baixo teor de carbono soldagem em CC+ de aço inoxidável placagem em aços carbono combinação com arames e fitas compensa a perda de Cr no arco elétrico durante a soldagem produz cordões com excelente acabamento e fácil remoção de escória
164 Seu parceiro em soldagem e corte
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
METAIS FERROSOS MATERIAIS DE CONSTRUÇÃO MECÂNICA. Prof.(a) : Graziele Braga ENGENHARIA MECÂNICA.
 : Graziele Braga ENGENHARIA MECÂNICA.") METAIS FERROSOS MATERIAIS DE CONSTRUÇÃO MECÂNICA ENGENHARIA MECÂNICA Prof.(a) : Graziele Braga Email: grazi_gbraga@hotmail.com Betim 2016 DIAGRAMAS DE EQUILÍBRIO Fases presentes Composição dessas fases
METAIS FERROSOS MATERIAIS DE CONSTRUÇÃO MECÂNICA ENGENHARIA MECÂNICA Prof.(a) : Graziele Braga Email: grazi_gbraga@hotmail.com Betim 2016 DIAGRAMAS DE EQUILÍBRIO Fases presentes Composição dessas fases
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. Dr. Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60% -
AÇOS E FERROS FUNDIDOS Prof. Dr. Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60% -
O teor de C (>2%) está acima do teor que pode ser retido em solução sólida na austenita. " Consequência
 está acima do teor que pode ser retido em solução sólida na austenita. Consequência") 1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
SOLDABILIDADE DOS AÇOS INOXIDÁVEIS RESUMO DA SOLDABILIDADE DOS AÇOS INOXIDÁVEIS
 SOLDABILIDADE DOS AÇOS INOXIDÁVEIS RESUMO DA SOLDABILIDADE DOS AÇOS INOXIDÁVEIS Ramón S. Cortés Paredes, Dr. Eng. LABATS DEMEC UFPR 1 Diagrama de Schaeffler (1) Formação de trincas de solidificação ou
SOLDABILIDADE DOS AÇOS INOXIDÁVEIS RESUMO DA SOLDABILIDADE DOS AÇOS INOXIDÁVEIS Ramón S. Cortés Paredes, Dr. Eng. LABATS DEMEC UFPR 1 Diagrama de Schaeffler (1) Formação de trincas de solidificação ou
Ferro Fundido. A.S.D Oliveira
 Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono
 Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Soldadura de Aços Inoxidáveis e Resistentes ao Calor
 Soldadura de Aços Inoxidáveis e Resistentes ao Calor Cn > 11% Resistência à corrosão Forma-se uma película de óxido de crómio superficial que não permite a oxidação do material no interior. Ni, Mo, Cu,
Soldadura de Aços Inoxidáveis e Resistentes ao Calor Cn > 11% Resistência à corrosão Forma-se uma película de óxido de crómio superficial que não permite a oxidação do material no interior. Ni, Mo, Cu,
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
- Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval.
 Aço -Histórico - Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval. - Conversor Bessemer Fonte Infomet Processamento
Aço -Histórico - Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval. - Conversor Bessemer Fonte Infomet Processamento
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
Revestimentos e Metalização
 Revestimentos e Metalização Conteúdo Iniciação à engenharia de superfície (conceitos e aplicações); Revestimento x tratamento de superfícies; Aspersão térmica a gás fundamentos, processos, equipamentos,
Revestimentos e Metalização Conteúdo Iniciação à engenharia de superfície (conceitos e aplicações); Revestimento x tratamento de superfícies; Aspersão térmica a gás fundamentos, processos, equipamentos,
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
 EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
DEFEITOS EM SOLDAGEM. Preparado por: Ramón S. C. Paredes, Dr. Engº.
 DEFEITOS EM SOLDAGEM Preparado por: Ramón S. C. Paredes, Dr. Engº. 1 Trinca longitudinal na ZTA. 2 Trinca longitudinal na ZF 3 Trinca de cratera Defeitos do metal de solda Alguns dos defeitos que podem
DEFEITOS EM SOLDAGEM Preparado por: Ramón S. C. Paredes, Dr. Engº. 1 Trinca longitudinal na ZTA. 2 Trinca longitudinal na ZF 3 Trinca de cratera Defeitos do metal de solda Alguns dos defeitos que podem
Soldagem arco submerso III
 Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Efeito dos elementos de liga nos aços
 Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
AÇO-CARBONO AÇO-LIGA ALOTROPIA DO FERRO
 AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
SUMÁRIO. 1 Introdução Obtenção dos Metais Apresentação do IBP... xiii. Apresentação da ABENDI... Apresentação da ABRACO...
 SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
FERROS FUNDIDOS. Peças de geometria complexa. Peças onde a deformação plástica é inadmissível.
 FERROS FUNDIDOS FERROS FUNDIDOS Peças de geometria complexa. Peças onde a deformação plástica é inadmissível. FERROS FUNDIDOS FF CINZENTO (Gray iron) FF DÚCTIL ou Nodular (Spheroidal iron) FF BRANCO
FERROS FUNDIDOS FERROS FUNDIDOS Peças de geometria complexa. Peças onde a deformação plástica é inadmissível. FERROS FUNDIDOS FF CINZENTO (Gray iron) FF DÚCTIL ou Nodular (Spheroidal iron) FF BRANCO
AÇOS INOXIDÁVEIS (Fe-Cr-(Ni))
)") AÇOS INOXIDÁVEIS (Fe-Cr-(Ni)) Ligas à base de Fe, com um mínimo de 11%Cr em solução para prevenir a corrosão Podem apresentar estrutura ferrítica, austenítica, martensítica, ou mista, consoante às % de
AÇOS INOXIDÁVEIS (Fe-Cr-(Ni)) Ligas à base de Fe, com um mínimo de 11%Cr em solução para prevenir a corrosão Podem apresentar estrutura ferrítica, austenítica, martensítica, ou mista, consoante às % de
OMNIWELD Reparaturschweißlegierungen
 Ligas de soldadura de reparação Reparaturschweißlegierungen Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info@omniweld.de Programa de fornecimento
Ligas de soldadura de reparação Reparaturschweißlegierungen Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info@omniweld.de Programa de fornecimento
MATERIAIS METÁLICOS AULA 4
 UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA CURSO DE ENGENHARIA CIVIL DEPARTAMENTO DE TECNOLOGIA MATERIAIS DE CONSTRUÇÃO I E (TEC 156) MATERIAIS METÁLICOS AULA 4 Profª. Cintia Maria Ariani Fontes 1 METAIS
UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA CURSO DE ENGENHARIA CIVIL DEPARTAMENTO DE TECNOLOGIA MATERIAIS DE CONSTRUÇÃO I E (TEC 156) MATERIAIS METÁLICOS AULA 4 Profª. Cintia Maria Ariani Fontes 1 METAIS
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1
 Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
FERROS FUNDIDOS. Materiais Metálicos Profa.Dr. Lauralice Canale
 FERROS FUNDIDOS Materiais Metálicos Profa.Dr. Lauralice Canale Ferros Fundidos - Introdução - Ligas ferrosas contendo 1,7 a 4,0% C e 0,5 a 3,5% Si - Composição torna excelente para fundição (fluidez) Utilizados
FERROS FUNDIDOS Materiais Metálicos Profa.Dr. Lauralice Canale Ferros Fundidos - Introdução - Ligas ferrosas contendo 1,7 a 4,0% C e 0,5 a 3,5% Si - Composição torna excelente para fundição (fluidez) Utilizados
Descontinuidades na solda
 Descontinuidade & Defeito 1. Dimensionais 2. Estruturais 3. Relacionadas com propriedades indesejáveis no perfil da solda 4. Relacionadas com as propriedades do metal de base 1.Descontinuidades Dimensionais:
Descontinuidade & Defeito 1. Dimensionais 2. Estruturais 3. Relacionadas com propriedades indesejáveis no perfil da solda 4. Relacionadas com as propriedades do metal de base 1.Descontinuidades Dimensionais:
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
Tratamentos térmicos de aços inoxidáveis
 Tratamentos térmicos de aços inoxidáveis Aços inoxidáveis Aços de alta liga contendo ao menos 10% Cr Originados no início do século XX Stainless Steel Aço sem mancha Principal característica: resistência
Tratamentos térmicos de aços inoxidáveis Aços inoxidáveis Aços de alta liga contendo ao menos 10% Cr Originados no início do século XX Stainless Steel Aço sem mancha Principal característica: resistência
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy. Resultados: - Microestruturas diferentes; - Durezas diferentes.
 Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Revestimento de Aço Carbono com Aço Inoxidável Austenítico
 Ronaldo Paranhos Esta é uma aplicação muito comum na indústria. Os motivos para esta grande utilização incluem, do lado dos aços carbono e C-Mn de grau estrutural, o seu menor custo em relação aos aços
Ronaldo Paranhos Esta é uma aplicação muito comum na indústria. Os motivos para esta grande utilização incluem, do lado dos aços carbono e C-Mn de grau estrutural, o seu menor custo em relação aos aços
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
Características. Fundamentos. Histórico SOLDAGEM COM ARAME TUBULAR
 Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Processo de Soldagem Eletrodo Revestido
 Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Eletrodo Revestido Arame Sólido Arame Tubular Tipo de Aplicação
 UTP 81 UTP 85FN UTP 715 Hook UTP LEDURIT 65 UTP Vanadium 500 UTP Vanadium SG UTP 8NIF UTP 85FN UTP AF 8FN UTP AF DUR 600 MP UTP AF 7114 UTP AF 715 Hook UTP AF Vanadium 500 UTP AF Vanadium SG UTP AF 8FN
UTP 81 UTP 85FN UTP 715 Hook UTP LEDURIT 65 UTP Vanadium 500 UTP Vanadium SG UTP 8NIF UTP 85FN UTP AF 8FN UTP AF DUR 600 MP UTP AF 7114 UTP AF 715 Hook UTP AF Vanadium 500 UTP AF Vanadium SG UTP AF 8FN
Soldagem de Aços Inoxidáveis
 Soldagem de Aços Inoxidáveis Conceito de Soldabilidade Previsão da soldabilidade Ramón S. Cortés Paredes, Dr. Eng. LABATS DEMEC UFPR Soldagem de Aços Inoxidáveis A Americam Welding AWS define Soldabilidade
Soldagem de Aços Inoxidáveis Conceito de Soldabilidade Previsão da soldabilidade Ramón S. Cortés Paredes, Dr. Eng. LABATS DEMEC UFPR Soldagem de Aços Inoxidáveis A Americam Welding AWS define Soldabilidade
Ferro Fundido. A.S.D Oliveira
 Ferro Fundido Ferros fundidos Ligas ferrosas contendo comumente de 2.1%-4% C e 1%-3% Si Ferros fundidos com mais de 4%-4.5%C não são interessantes comercialmente devido à alta fragilidade; São considerados
Ferro Fundido Ferros fundidos Ligas ferrosas contendo comumente de 2.1%-4% C e 1%-3% Si Ferros fundidos com mais de 4%-4.5%C não são interessantes comercialmente devido à alta fragilidade; São considerados
SEU PARCEIRO EM SOLDAGEM E CORTE
 OK Fluxos Aglomerados SEU PAREIRO EM SOLDAGEM E ORTE Pg. 3 Revestimento duro Pg. 3 s Pg. 4 Pg. 7 Aplicações especiais T rabalhamos para sermos os parceiros preferenciais, em nível mundial, dos clientes
OK Fluxos Aglomerados SEU PAREIRO EM SOLDAGEM E ORTE Pg. 3 Revestimento duro Pg. 3 s Pg. 4 Pg. 7 Aplicações especiais T rabalhamos para sermos os parceiros preferenciais, em nível mundial, dos clientes
Eletrodos Inoxidáveis
 Eletrodos Inoxidáveis ÍNDICE ELETRODOS INOXIDÁVEIS... 1 CÁLCULO DE FERRITA O DIAGRAMA DE DE LONG... 6 ARMAZENAGEM DE ELETRODOS INOXIDÁVEIS EM EMBALAGENS ABERTAS.. 10 SOLDAGEM DE AÇOS INOXIDÁVEIS COM ELETRODOS
Eletrodos Inoxidáveis ÍNDICE ELETRODOS INOXIDÁVEIS... 1 CÁLCULO DE FERRITA O DIAGRAMA DE DE LONG... 6 ARMAZENAGEM DE ELETRODOS INOXIDÁVEIS EM EMBALAGENS ABERTAS.. 10 SOLDAGEM DE AÇOS INOXIDÁVEIS COM ELETRODOS
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
SOLDAGEM DOS METAIS CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO
 37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Elaboração de Especificação de Procedimento de Soldagem EPS N 13.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
Processo d e soldagem
 Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
TECNOLOGIA MECÂNICA. Aula 02. Introdução ao Estudo dos Materiais
 Aula 02 Introdução ao Estudo dos Materiais Prof. Me. Dario de Almeida Jané Introdução ao Estudo dos Materiais - Definição - Tipos de Materiais / Classificação - Propriedades dos Materiais Introdução ao
Aula 02 Introdução ao Estudo dos Materiais Prof. Me. Dario de Almeida Jané Introdução ao Estudo dos Materiais - Definição - Tipos de Materiais / Classificação - Propriedades dos Materiais Introdução ao
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
SOLDAS ESPECIAIS ÍNDICE 6.0 USO DE CAMADAS DE AMANTEIGAMENTO E CAMADAS DE REVESTIMENTO DURO
 ÍNDICE 1.0 INTRODUÇÃO 2.0 ABREVIATURAS 3.0 GOIVAGEM - CORTE - PERFURAÇÃO 4.0 PRÉ-AQUECIMENTO E TEMPERATURA ENTRE-PASSES 5.0 CONTROLE DA DILUIÇÃO DO METAL DE ADIÇÃO 6.0 USO DE CAMADAS DE AMANTEIGAMENTO
ÍNDICE 1.0 INTRODUÇÃO 2.0 ABREVIATURAS 3.0 GOIVAGEM - CORTE - PERFURAÇÃO 4.0 PRÉ-AQUECIMENTO E TEMPERATURA ENTRE-PASSES 5.0 CONTROLE DA DILUIÇÃO DO METAL DE ADIÇÃO 6.0 USO DE CAMADAS DE AMANTEIGAMENTO
Página 1 de 7 CRITÉRIOS PARA CLASSIFICAÇÃO DOS AÇOS
 Página 1 de 7 CRITÉRIOS PARA CLASSIFICAÇÃO DOS AÇOS A classificação dos aços não obedece a um único critério, existindo classificações quanto à composição química, processamento, microestrutura, propriedades
Página 1 de 7 CRITÉRIOS PARA CLASSIFICAÇÃO DOS AÇOS A classificação dos aços não obedece a um único critério, existindo classificações quanto à composição química, processamento, microestrutura, propriedades
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
AÇOS INOXIDÁVEIS (RESISTENTE À CORROSÃO - ALTA TEMPERATURA - DUPLEX - SUPER DUPLEX)
") MIX 38 Mx MIX G 38 MIX S 38 AWS 5.4 E308-17 (5,0=150-20) AWS 5.9 ER308 Diâmetros Disponíveis: 1,60mm 2,00mm 2,50mm 3,20mm AWS 5.9 ER308 Diâmetros Disponíveis: 0,80mm 1,00mm 1,20mm 1,60mm C
MIX 38 Mx MIX G 38 MIX S 38 AWS 5.4 E308-17 (5,0=150-20) AWS 5.9 ER308 Diâmetros Disponíveis: 1,60mm 2,00mm 2,50mm 3,20mm AWS 5.9 ER308 Diâmetros Disponíveis: 0,80mm 1,00mm 1,20mm 1,60mm C
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
Curso de MIQ - Profa. Simone P. Taguchi Borges DEMAR/EEL/USP Aços e Ferro fundido 1. Aços inoxidáveis
 Curso de MIQ - Profa. Simone P. Taguchi Borges DEMAR/EEL/USP Aços e Ferro fundido 1 Aços inoxidáveis Os aços inoxidáveis são aços de baixo teor de carbono, ligados principalmente ao: Cromo Níquel Molibdênio
Curso de MIQ - Profa. Simone P. Taguchi Borges DEMAR/EEL/USP Aços e Ferro fundido 1 Aços inoxidáveis Os aços inoxidáveis são aços de baixo teor de carbono, ligados principalmente ao: Cromo Níquel Molibdênio
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 4 O Material aço Índice Características de Aço da Construção Civil Propriedades Modificadas Ligas Metálicas Ligas Ferrosas Ligas Não-Ferrosas Teor de Carbono
Sistemas Estruturais Prof. Rodrigo mero Aula 4 O Material aço Índice Características de Aço da Construção Civil Propriedades Modificadas Ligas Metálicas Ligas Ferrosas Ligas Não-Ferrosas Teor de Carbono
Ciência e Engenharia de Materiais I Introdução aos Materiais
 Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1
 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
AÇOS CARBONO E BAIXA LIGA (DOCE - CORTEN - PATINAX - CORALDUR - SAC 50 - USIAR)
") MAC BLUE AÇOS CARBONO E BAIXA LIGA (DOCE - CORTEN - PATINAX - CORALDUR - SAC 50 - USIAR) DESENV. ESPECIAL (2,5=60-90) (3,2=80-120) (4,0=110-160) (5,0=150-200) Eletrodo Revest. Rutílico Posições de Soldagem:
MAC BLUE AÇOS CARBONO E BAIXA LIGA (DOCE - CORTEN - PATINAX - CORALDUR - SAC 50 - USIAR) DESENV. ESPECIAL (2,5=60-90) (3,2=80-120) (4,0=110-160) (5,0=150-200) Eletrodo Revest. Rutílico Posições de Soldagem:
MANTA DE CARBETO DE TUNGSTÊNIO
 MANTA O Carbeto de Tungstênio é um dos materiais com maior resistência ao desgaste e a é especializada neste e em outros materiais de liga especial e em suas formas de aplicação. Como manta sinterizada,
MANTA O Carbeto de Tungstênio é um dos materiais com maior resistência ao desgaste e a é especializada neste e em outros materiais de liga especial e em suas formas de aplicação. Como manta sinterizada,
C R E E M SOLDAGEM DOS MATERIAIS. UNESP Campus de Ilha Solteira. Prof. Dr. Vicente A. Ventrella
 C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
Aços Alta Liga Resistentes a Corrosão IV
 Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
Trabalho de solidificação. Soldagem. João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza
 Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
Seleção de Materiais
 METAIS Ferrosos Ligas de Aluminio Superligas - Aços carbono - Al puro - ligas Fe-Ni - Aços ferramenta - Al-Cu - ligas Ni - Ferros fundidos - Al-Mg - Ligas Co - Aços inoxdáveis - Al-Si Elevada resistência
METAIS Ferrosos Ligas de Aluminio Superligas - Aços carbono - Al puro - ligas Fe-Ni - Aços ferramenta - Al-Cu - ligas Ni - Ferros fundidos - Al-Mg - Ligas Co - Aços inoxdáveis - Al-Si Elevada resistência
Sistema da Qualidade Certificado
 Sistema da Qualidade Certificado FBTS DP-E100170 Rev.13 DESDE 1968 PRODUZINDO QULIDDE ESCRITÓRIO: v. Cardeal rcoverde, 1240 Água Branca - Contagem - MG - CEP 32371-000 TEL.: 55 (31) 3888-4788 / FX 3443-3287
Sistema da Qualidade Certificado FBTS DP-E100170 Rev.13 DESDE 1968 PRODUZINDO QULIDDE ESCRITÓRIO: v. Cardeal rcoverde, 1240 Água Branca - Contagem - MG - CEP 32371-000 TEL.: 55 (31) 3888-4788 / FX 3443-3287
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Metalurgia da Soldagem dos Aços Inoxidáveis Duplex
 Metalurgia da Soldagem dos Aços Inoxidáveis Duplex Soldagem dos Aços Inoxidáveis Duplex Aspectos Gerais São ligas de uso relativamente recente. Microestrutura tipos austenitico e ferrítico. Em função de
Metalurgia da Soldagem dos Aços Inoxidáveis Duplex Soldagem dos Aços Inoxidáveis Duplex Aspectos Gerais São ligas de uso relativamente recente. Microestrutura tipos austenitico e ferrítico. Em função de
Ciência dos materiais Aula 8. Profª Mª Patrícia Cristina Costa Ladeira
 Ciência dos materiais Aula 8 Profª Mª Patrícia Cristina Costa Ladeira patricialadeira@aedu.com patricia.ladeira@yahoo.com.br Materiais metálicos e ligas 2 Ferrosos Materiais e ligas que possuem o Fe como
Ciência dos materiais Aula 8 Profª Mª Patrícia Cristina Costa Ladeira patricialadeira@aedu.com patricia.ladeira@yahoo.com.br Materiais metálicos e ligas 2 Ferrosos Materiais e ligas que possuem o Fe como
Ligas de Alumínio e Cobre. Noções Básicas e Aplicações
 Ligas de Alumínio e Cobre Noções Básicas e Aplicações 1 Ligas de Alumínio Aplicação Geral ESTAMPAGEM EXTRUSÃO USINAGEM Aplicação Oxigen SOLDAGEM FORJAMENTO 2 Ligas de Alumínio Fabricação 3 LIGAS DE ALUMÍNIO
Ligas de Alumínio e Cobre Noções Básicas e Aplicações 1 Ligas de Alumínio Aplicação Geral ESTAMPAGEM EXTRUSÃO USINAGEM Aplicação Oxigen SOLDAGEM FORJAMENTO 2 Ligas de Alumínio Fabricação 3 LIGAS DE ALUMÍNIO
COMPARAÇÃO DAS TÉCNICAS DE SOLDAGEM A QUENTE E A FRIO EM FERRO FUNDIDO
 COMPARAÇÃO DAS TÉCNICAS DE SOLDAGEM A QUENTE E A FRIO EM FERRO FUNDIDO Mateus Marodin 1 Warley Augusto Pereira 2 RESUMO A soldagem em peças de ferro fundido sempre foi uma tarefa difícil devido à baixa
COMPARAÇÃO DAS TÉCNICAS DE SOLDAGEM A QUENTE E A FRIO EM FERRO FUNDIDO Mateus Marodin 1 Warley Augusto Pereira 2 RESUMO A soldagem em peças de ferro fundido sempre foi uma tarefa difícil devido à baixa
consumíveis de solda
 consumíveis de solda TOTALFIX APRESENTA HYUNDAI WELDING TOTALFIX, uma empresa especializada na distribuição exclusiva de marcas que representam qualidade e alto padrão tecnológico, apresenta mais uma inovação.
consumíveis de solda TOTALFIX APRESENTA HYUNDAI WELDING TOTALFIX, uma empresa especializada na distribuição exclusiva de marcas que representam qualidade e alto padrão tecnológico, apresenta mais uma inovação.
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
LOM 3080 PROCESSOS DA INDÚSTRIA METALÚRGICA E SIDERÚRGICA
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais LOM 3080 PROCESSOS DA INDÚSTRIA METALÚRGICA E SIDERÚRGICA Prof. Dr. Cassius O.F.T. Ruchert, Professor Associado
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais LOM 3080 PROCESSOS DA INDÚSTRIA METALÚRGICA E SIDERÚRGICA Prof. Dr. Cassius O.F.T. Ruchert, Professor Associado
Tratamentos térmicos de Recozimento e Normalização para os aços
 Tratamentos térmicos de Recozimento e Normalização para os aços Figura 10.1. Indicação das temperaturas recomendadas em aços carbonos, para austenitização e efetivação dos tratamentos térmicos de Normalização
Tratamentos térmicos de Recozimento e Normalização para os aços Figura 10.1. Indicação das temperaturas recomendadas em aços carbonos, para austenitização e efetivação dos tratamentos térmicos de Normalização
A PLACADUR É ESPECIALISTA EM PRODUTOS RESISTENTES AO DESGASTE.
 A PLACADUR É ESPECIALISTA EM PRODUTOS RESISTENTES AO DESGASTE. Com uma visão holística, trabalha junto ao cliente para aumentar a disponibilidade mecânica e a vida útil dos seus equipamentos, reduzindo
A PLACADUR É ESPECIALISTA EM PRODUTOS RESISTENTES AO DESGASTE. Com uma visão holística, trabalha junto ao cliente para aumentar a disponibilidade mecânica e a vida útil dos seus equipamentos, reduzindo
PRODUÇÃO DE FERRO E AÇO FERROS FUNDIDOS. Ciência e Engenharia dos Materiais I Profa. Dra. Lauralice Canale
 PRODUÇÃO DE FERRO E AÇO FERROS FUNDIDOS Ciência e Engenharia dos Materiais I Profa. Dra. Lauralice Canale Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais
PRODUÇÃO DE FERRO E AÇO FERROS FUNDIDOS Ciência e Engenharia dos Materiais I Profa. Dra. Lauralice Canale Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais
CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO
 CATÁLOGO GERAL CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO ELETRODOS REVESTIDOS HS 613 E 6013 Eletrodo Especial para USO GERAL, em TODAS AS POSIÇÕES, indicado para AÇOS COMUNS. SERRALHERIAS. Soldas de ÓTIMO
CATÁLOGO GERAL CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO ELETRODOS REVESTIDOS HS 613 E 6013 Eletrodo Especial para USO GERAL, em TODAS AS POSIÇÕES, indicado para AÇOS COMUNS. SERRALHERIAS. Soldas de ÓTIMO
TERMINOLOGIA UTILIZADA NOS TRATAMENTOS TÉRMICOS
 TERMINOLOGIA UTILIZADA NOS TRATAMENTOS TÉRMICOS Austêmpera Austenitização Beneficiamento Boretação Carbonitretação Tratamento isotérmico composto de aquecimento até a temperatura de austenitização, permanência
TERMINOLOGIA UTILIZADA NOS TRATAMENTOS TÉRMICOS Austêmpera Austenitização Beneficiamento Boretação Carbonitretação Tratamento isotérmico composto de aquecimento até a temperatura de austenitização, permanência
Soldagem de metais ferrosos para a indústria de energia
 Soldagem de metais ferrosos para a indústria de energia LEADRO FERREIRA E-mail: inspetor@infosolda.com.br LUIZ GIMENES E-mail: gimenes@infosolda.com.br Figura 1. Macrografia da soldagem de um aço carbono
Soldagem de metais ferrosos para a indústria de energia LEADRO FERREIRA E-mail: inspetor@infosolda.com.br LUIZ GIMENES E-mail: gimenes@infosolda.com.br Figura 1. Macrografia da soldagem de um aço carbono
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P. Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0
 C Si Mn S P. Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0") FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0 Branco 1,8-3,6 0,5-1,9 0,25-0,80 0,06-0,20 0,06-0,18 Maleável 2,0-2,6 1,1-1,6 0,20-1,0
FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0 Branco 1,8-3,6 0,5-1,9 0,25-0,80 0,06-0,20 0,06-0,18 Maleável 2,0-2,6 1,1-1,6 0,20-1,0
Tratamentos Térmicos. Recozimento. Objetivos:
 Recozimento Objetivos: Reduzir a dureza; Aumentar a usinabilidade; Facilitar o trabalho a frio; Atingir microestrutura e propriedades desejadas Recozimento pleno Conceitos: Tratamentos Térmicos - TEMPERATURAS
Recozimento Objetivos: Reduzir a dureza; Aumentar a usinabilidade; Facilitar o trabalho a frio; Atingir microestrutura e propriedades desejadas Recozimento pleno Conceitos: Tratamentos Térmicos - TEMPERATURAS
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
Aços Ferramenta. A.S.D Oliveira
 Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
Aços Ligados (Aço Inoxidável e Aço Ferramenta)
") Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística Aços Ligados (Aço Inoxidável e Aço Ferramenta) Engenharia e Ciência dos
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística Aços Ligados (Aço Inoxidável e Aço Ferramenta) Engenharia e Ciência dos
Faculdade SENAI de Tecnologia Nadir Dias de Figueiredo Pós Graduação Latu Sensu Inspeção e Automação em Soldagem
 Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
Defeitos de Fundição Trincas
 Defeitos de Fundição Trincas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.3 - Trincas Trincas
Defeitos de Fundição Trincas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.3 - Trincas Trincas
Processo de Soldagem Eletroescória HISTÓRICO
 Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Eletrodos Revestidos
 Eletrodos Revestidos O eletrodo revestido é um consumível composto formado por duas partes: uma metálica, chamada de alma, e outra na forma de massa, chamada de revestimento. Na soldagem de aços-carbono
Eletrodos Revestidos O eletrodo revestido é um consumível composto formado por duas partes: uma metálica, chamada de alma, e outra na forma de massa, chamada de revestimento. Na soldagem de aços-carbono
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
Tensões Residuais de Soldagem
 "Neste artigo apresentaremos um assunto sobre o qual quase todos temos dúvidas, que são as tensões residuais de soldagem. Por que são geradas, quais as implicações reais de sua presença durante a soldagem
"Neste artigo apresentaremos um assunto sobre o qual quase todos temos dúvidas, que são as tensões residuais de soldagem. Por que são geradas, quais as implicações reais de sua presença durante a soldagem
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
Processos Metalúrgicos PROF.: KAIO DUTRA
 Processos Metalúrgicos AULA 6 LIGAS FERROAS E DIAGRAMA DE FASES PROF.: KAIO DUTRA Ligas Ferrosas As ligas ferrosas são, em princípio, divididas em dois grupos: Aços, com teores de carbono até 2,11%; Ferros
Processos Metalúrgicos AULA 6 LIGAS FERROAS E DIAGRAMA DE FASES PROF.: KAIO DUTRA Ligas Ferrosas As ligas ferrosas são, em princípio, divididas em dois grupos: Aços, com teores de carbono até 2,11%; Ferros