4. Resultados Mapeamento de descontinuidades não aceitáveis.
|
|
|
- Clara Rico Aveiro
- 6 Há anos
- Visualizações:
Transcrição
1 83 4. Resultados 4.1. Mapeamento de descontinuidades não aceitáveis. Mediante a avaliação dos ensaios não destrutivos de radiografia e de ultrasom determinou-se que só duas de seis juntas soldadas atenderam as exigências de aceitabilidade da norma API 1104 [66], sendo estas juntas soldadas a JS-01 e a JS-06. As outras juntas soldadas foram desaprovadas por apresentar descontinuidades tais como porosidade e inclusão de escória, acima dos limites permissíveis. Estes resultados mostraram que a eficiência de repetibilidade, juntas aceitas, para este procedimento é baixa. Para o presente estudo foram escolhidas as juntas JS-02, JS-04 e JS-06, sendo reservada a junta soldada JS-01 para posteriores ensaios de ser requeridos. A JS-02 e a JS-04 apresentaram menor número de descontinuidades não aceitáveis de entre as quatro juntas soldadas não aceitas. Com base na avaliação por o ensaio de radiografia foram definidas as regiões com descontinuidades ao longo da soldagem circunferencial. Cada junta soldada apresentou diferentes regiões de descontinuidades. Na Fig. 46 são apresentadas as regiões que foram indicadas com descontinuidades não aceitáveis para estas juntas. Figura 46. Distribuição das descontinuidades não aceitáveis para os corpos de prova JS- 02 e JS-04, segundo a norma API 1104 [66].
2 84 A distribuição dos corpos de prova para cada um dos ensaios mencionado no capitulo três, foram da seguinte maneira: os corpos de prova para o ensaio de impacto Charpy V foram extraídos de forma integral das juntas soldadas JS-02 e JS-04, na JS-02 foram utilizados os quadrantes superior e inferior esquerdos para os corpos de prova do metal de soda da raiz, e os quadrantes superior e inferior direitos foram utilizados para os corpos de prova do metal de solda do topo. Na JS-04 foram utilizados os quadrantes superior e inferior esquerdos para os corpos de prova da LF e os quadrantes superior e inferior direitos foram utilizados para os corpos de prova da ZTA. Da JS-06 foram extraídos os corpos de prova exigidos pela norma API 1104 [66] ademais dos corpos de prova para o ensaio metalográfico e de microdureza. Esta distribuição de corpos de prova por ensaio em cada junta soldada, é apresentada em resumo na Tabela 13. Tabela 13. Distribuição de ensaios por JS Ensaio Charpy V Topo Raiz Charpy V ZTA LF Tração API 1104 Dobramento API 1104 Ruptura ao entalhe API 1104 Dureza Metalografía Junta Soldada JS-02 JS-04 JS-06 X X X X X X X 4.2. Cálculos do Aporte de Calor e Tempo de resfriamento Para os cálculos do aporte de calor foi utilizada a fórmula 2-4, considerando eficiências unitárias para os dois processos de soldagem utilizados. No processo MAG-CCC a corrente utilizada no cálculo do aporte de calor foi a corrente média obtida pela leitura direta nos cabos, por médio de um amperímetro. A corrente medida no lado esquerdo da junta soldada para as diferentes juntas soldadas teve uma variação ao longo da solda circunferencial entre 145 a 151 A e no lado direito da junta soldada esteve entre 148 a 154 A. Esta maneira, adotada, para a medida da corrente média no processo MAG-CCC permite, de forma rápida, ter um controle em uma situação de soldagem de campo. Medidas mais conservadoras são realizadas fazendo uso
3 85 de formulas que relacionam o tipo de onda da corrente e os tempos em que estas são geradas [63, 70]. A Fig. 47 apresenta os gráficos que foram elaborados a partir do cálculo do aporte de calor para um dos passes, raiz (R), passe quente (Q) e cada um dos passes de enchimento (3P, 4P e 5P) e passes de acabamento (6P e 7P). Nos passes realizados com o processo FCAW-G (a partir do passe quente), onde a voltagem permaneceu constante, pode-se observar a influencia exercida pela mudança da posição da tocha durante a soldagem, o que é refletido na diminuição de aporte de calor na medida em que o arco elétrico vai ascendendo em cada quadrante durante o processo de soldagem FCAW-G. Este fato pode ser relacionado ao comprimento da distancia tubo de contacto à peça de trabalho, o que esta relacionado com a posição de apoio do soldador. A influencia da posição no aporte de calor é apresentada de maneira esquemática na Fig. 48, onde o eixo radial é o aporte de calor. Os valores calculados dos aportes de calor médios dos passes para cada junta soldada são resumidos na Tabela 14, não se observa variação significativa nestes valores, sendo para o processo MAG-CCC, os valores médios máximo e mínimo 0,976 kj/mm e 0,618 kj/mm, respectivamente. E para o processo FCAW-G, os valores máximo e mínimo foram 1,926 kj/mm e 1,184 kj/mm, respectivamente. O cálculo dos tempos de resfriamento médio dos passes para cada junta soldada foi segundo as relações do Dilthey [37], por se tratar de um aço de baixa liga o material utilizado no presente trabalho. Estes cálculos estão resumidos na Tabela 15. Para o passe de raiz se tem uma média de 2,6 s, para o passe quente uma média de 7,5 s, para os passes de enchimento de 9,6 s e para os passes de acabamento de 9,4 s. Por ser de interesse os aportes de calor para a JS-02. JS-04 e JS-06 são apresentados nas Tabelas 16, 17 e 18, respectivamente.
4 86 Aporte de Calor (kj/mm) IE SE SD X80-4 JS-01 ID Aporte de Calor (kj/mm) IE SE SD X80-4 JS-02 ID Posição dos pontos de controle Posição dos pontos de controle a) X80-4 JS-01 b) X80-4 JS-02 Aporte de Calor (kj/mm ) IE SE SD X80-4 JS-03 ID Aporte de Calor (kj/mm) 2.4 X80-4 JS IE SE SD ID Posição dos pontos de controle Posição dos pontos de controle c) X80-4 JS-03 d) X80-4 JS-04 Aporte de Calor (kj/mm) 2.4 X80-4 JS IE SE SD ID Aporte de Calor (kj/mm) 2.4 X80-4 JS IE SE SD ID Posição dos pontos de controle Posição dos pontos de controle e) X80-4 JS-05 f) X80-4 JS-06 R Q 3P 4P 5P 6P 7P Figura 47. Gráficos de aporte de calor para cada das juntas soldadas.
5 87 Figura 48. Influencia da posição de soldagem no aporte de calor na soldagem em progressão ascendente. Onde a linha em vermelho indica a queda o aporte de calor na medida em que a tocha de soldagem vai mudando de posição. Tabela 14. Aporte de Calor por junta soldada. Passe Aporte de Calor efetivo médio (kj/mm) JS-01 JS-02 JS-03 JS-04 JS-05 JS-06 Raiz 0,792 0,695 0,808 0,688 0,916 0,618 A quente 1,251 1,184 1,336 1,309 1,650 1,236 Passe 3 1,894 1,769 1,540 1,795 1,848 1,900 Passe 4 1,365 1,381 1,926 1,417 1,291 1,273 Passe 5 1,314 1,596 1,394 1,677 1,496 1,478 Passe 6 1,505 1,555 1,464 1,682 1,663 1,592 Passe 7 1,462 1,595 1,639 1,426 1,425 1,520 Tabela 15. Tempo de resfriamento por junta soldada. Tempo de esfriamento t 8-5 (s) Passe JS-01 JS-02 JS-03 JS-04 JS-05 JS-06 Raiz 2,6 2,3 2,8 2,1 4,0 1,6 A quente 6,5 6,1 7,5 7,5 10,9 6,2 Passe 3 11,7 10,6 9,3 10,7 11,5 11,7 Passe 4 8,0 8,3 11,7 8,6 7,5 6,6 Passe 5 7,6 10,5 8,5 10,7 9,5 8,8 Passe 6 9,1 9,3 9,0 10,3 10,3 9,8 Passe 7 9,0 9,5 10,1 8,7 8,7 9,4
6 88 Tabela 16. Aportes de calor por ponto de controle ao longo da circunferência da JS-02. Lado Ponto Passe (kj/mm) Raiz Quente ,760 1,134 2,046 1,537 1,817 1,467 1, ,764 1,114 2,015 1,473 1,733 1,450 1, ,741 1,121 1,933 1,556 1,670 1,442 1, ,760 1,148 1,990 1,579 1,651 1,385 1, ,769 1,114 2,012 1,490 1,670 1,402 1, ,717 1,107 2,023 1,481 1,716 1,385 1, ,760 1,094 1,967 1,498 1,688 1,412 1, ,656 1,280 1,497 1,201 1,430 1,663 1, ,645 1,259 1,545 1,166 1,439 1,642 1, ,649 1,257 1,526 1,256 1,457 1,701 1, ,630 1,224 1,592 1,271 1,529 1,591 1, ,623 1,247 1,545 1,231 1,475 1,642 1, ,634 1,208 1,516 1,276 1,529 1,745 1, ,627 1,263 1,564 1,314 1,538 1,835 1,715 Média Esquerda 0,753 1,119 1,998 1,516 1,706 1,420 1,557 Média Direita 0,638 1,248 1,541 1,245 1,485 1,689 1,634 Média total 0,695 1,184 1,769 1,381 1,596 1,555 1,595 Esquerdo Direito Tabela 17. Aportes de calor por ponto de controle ao longo da circunferência da JS-04. Lado Ponto Passe (kj/mm) Raiz Quente ,742 1,063 1,983 1,408 1,914 1,750 1, ,729 1,076 1,952 1,341 1,863 1,710 1, ,724 1,045 1,879 1,333 1,894 1,700 1, ,733 1,057 1,827 1,356 1,945 1,730 1, ,724 1,051 1,868 1,341 1,904 1,690 1, ,715 1,027 1,817 1,348 1,894 1,710 1, ,769 1,033 1,796 1,333 1,914 1,730 1, ,683 1,498 1,706 1,385 1,474 1,594 1, ,668 1,568 1,675 1,403 1,342 1,626 1, ,660 1,608 1,633 1,473 1,389 1,703 1, ,584 1,598 1,675 1,561 1,421 1,683 1, ,644 1,528 1,759 1,499 1,500 1,576 1, ,636 1,578 1,769 1,491 1,474 1,633 1, ,624 1,598 1,790 1,561 1,545 1,713 1,490 Média Esquerda 0,734 1,050 1,874 1,351 1,904 1,717 1,422 Média Direita 0,643 1,568 1,715 1,482 1,449 1,647 1,431 Média total 0,688 1,309 1,795 1,417 1,677 1,682 1,426 Esquerdo Directo
7 89 Tabela 18. Aportes de calor por ponto de controle ao longo da circunferência da JS-06. Lado Ponto Passe (kj/mm) Raiz Quente ,659 1,061 2,003 1,243 1,667 1,539 1, ,703 1,031 1,961 1,230 1,659 1,512 1, ,629 1,037 1,897 1,184 1,624 1,503 1, ,637 1,031 2,001 1,217 1,571 1,521 1, ,646 1,074 1,905 1,177 1,659 1,451 1, ,664 1,049 1,982 1,184 1,641 1,503 1, ,655 1,092 1,971 1,197 1,633 1,530 1, ,617 1,413 1,837 1,376 1,332 1,623 1, ,624 1,404 1,849 1,352 1,291 1,644 1, ,624 1,432 1,883 1,384 1,316 1,717 1, ,543 1,395 1,849 1,368 1,332 1,612 1, ,580 1,404 1,791 1,295 1,291 1,675 1, ,551 1,432 1,814 1,271 1,324 1,696 1, ,525 1,442 1,860 1,343 1,349 1,759 1,573 Média Esquerda 0,656 1,054 1,960 1,204 1,636 1,508 1,473 Média Direita 0,581 1,417 1,840 1,341 1,319 1,675 1,568 Média total 0,618 1,236 1,900 1,273 1,478 1,592 1,520 Esquerdo Direito 4.3. Macrografia da Junta Soldada Foram medidas as dimensões da largura da ZTA obtidas com o processo MAG-CCC e o processo FCAW-G, Tabela 19, sendo a variação da ZTA associada ao processo MAG-CCC entre 3,8 a 4,6 mm e a variação associada ao processo FCAW-G entre 2,2 a 2,7 mm. Observou-se que a altura do passe de raiz apresenta uma variação com relação à posição de soldagem, sendo maior nas posições de 1 a 3, Fig. 24, quando comparadas com as posições 5 a 7; sendo a altura média medida na JS-06 de 3,9 mm. Na Fig. 49 e Fig. 50, são apresentadas as imagens das macrografias com as descontinuidades encontradas durante a avaliação e são mostradas em detalhe. Segundo as considerações da norma API 1104 [] para a avaliação de placas radiográficas todas as indicações encontradas na seção transversal da junta soldada estão dentro dos limites de aceitação. Para que uma junta soldada seja aceitável por inspeção visual (superfície externa e interna da junta soldada), com a mesma norma deve de estar em acordo com as seguintes considerações: a) O desalinhamento máximo aceitável da junta soldada é de 3 mm, b) O excesso de penetração não deve ser maior a 6 mm, e dentro de um comprimento qualquer continuo de 300 mm a somatória dos excessos de penetração máximos não deve exceder dos 13 mm, e c) O reforço da junta
8 90 soldada não deve estar abaixo do nível da superfície externa do tubo nem pode se elevar acima de 1,6 mm sobre o nível da superfície externa do tubo. Tabela 19. Dimensões geométricas da JS-06, dimensões em milímetros. CP Reforço Excesso de Penetração ZTA em FCAW-G ZTA em MAG-CCC Altura do passe de raiz Desalinhamento Mín. Máx. Mín. Máx. Mín. Máx. 4M11 0,25 1,39 0,79 2,00 2,31 2,86 3,38 5,31 0,24 4M12 0,53 1,81 0,99 1,90 2,13 3,15 3,98 5,01 0,29 4M21 1,03 2,78 0,71 2,18 2,52 4,37 6,03 2,96 0,36 4M22 0,82 2,84 0,37 2,33 3,00 4,20 5,40 3,34 0,27 4M31 0,87 0,91 0,70 2,42 2,74 3,25 3,65 4,12 0,00 4M32 0,37 1,56 1,46 2,21 2,67 4,30 5,31 2,49 0,00 4M41 0,16 1,36 1,20 2,25 2,94 3,70 3,77 4,41 0,00 4M42 0,64 1,37 1,19 2,34 2,85 4,21 5,49 3,40 0,37 Médias 0,58 1,75 0,93 2,20 2,65 3,76 4,63 3,88 0,19








9 91 Sem Imagem CP: 4M11 Observação: Inclusão de escória entre os passes 5 e 7 em forma de floco. CP: 4M12 Observação: Possível F.F. no passe quente próximo ao passe de raiz. E I.E. de 0,08 mm de diâmetro aproximado. Observação: I.E. entre os passes de 2 e 3 alongada, Sem Imagem CP: 4M21 Observação: - I.E. entre os passes 3 e 4, de forma alongada Sem Imagem Sem Imagem CP: 4M22 Observação: Sem indicações. Figura 49. Macrografías correspondentes às amostras obtidas do lado direito da JS-06.









10 92 CP: 4M31 Observação:- Mordeduras no lado esquerdo e direito com profundidades de 0,29 mm e 0,40 mm respectivamente. Sem Imagem CP: 4M32 Observação: - Porosidade ou inclusão de escória no passe 2 de 0,12 mm de diâmetro. CP: 4M41 Observação: Porosidade ou F.F. passe de raiz, de forma elíptica de 0,06 mm e 0,02 mm de diâmetros. Observação: Possível F.F. no passe de raiz de 0,31mm de comprimento Sem Imagem Sem Imagem CP: 4M42 Observação: Sem indicações. Figura 50. Macrografías correspondentes às amostras obtidas do lado esquerdo da JS- 06
11 93 Na Fig. 51 resumem-se de forma gráfica as dimensões do reforço e excesso de penetração para cada amostra. Na curva de penetração, linha em vermelho, realizado com o processo MAG-CCC com progressão descendente, ao se comparar as posições diametralmente simétricas entre cada soldador, se pode observar que a influencia esta em função da técnica de soldagem e não na posição de soldagem, já que não existe uma tendência na gráfica. No mesmo gráfico, Fig. 51, são representadas as curvas de reforço mínimo e máximo, em cor azul. Em caso de que a curva de reforço mínimo se encontre abaixo da superfície externa do tubo, linha em verde, gera uma secção transversal ao cordão de solda de menor área que pode iniciar falhas mecânicas devido a uma concentração de tensões. Comparando novamente entre cada soldador e partindo da Fig. 47, gráfico X80-4 JS-06, se pode inferir que o passe 4P (1,204 kj/mm, Tabela 18), no caso do soldador esquerdo foi executado com uma velocidade de soldagem maior, já que ao manter uma corrente e tensão quase constantes a única variável que pode abaixar o calor de aporte é a velocidade de soldagem, o que permitiu realizar um cordão mas fino e consequentemente menor altura de material de aporte, sendo o seu passe 5P com maior aporte de calor (1,636 kj/mm, Tabela 18), que permitiu cobrir esta camada de enchimento. Esta técnica permite deixar uma altura adequada entre a superfície da camada de enchimento e a superfície externa do tubo onde será executado o passe de acabamento, garantindo que o reforço não atinja alturas que possam não ser aceitas pela norma API 1104 [66]. No caso do soldador direito, seus passes 4P e 5P (1,341 e 1,319 kj/mm respectivamente, Tabela 18), possuem aportes de calor similares o que quer dizer cordões de enchimento com a mesma quantidade de aporte de material, deixando menos altura entre a superfície livre da camada de enchimento e a superfície externa do tubo. E ainda os passes 6P e 7P do soldador direito possuem maiores aportes de calor que os passes correspondentes do soldador esquerdo, o que se vê refletido na Fig. 51, que apresenta um reforço excessivo sobre tudo nas posições vertical, verticalsobrecabeça e sobrecabeça, onde a força de gravidade age de forma não benéfica. Novamente a técnica de soldagem tem influencia significativa na geometria do cordão.
12 94 Alturas (mm) Excesso de Penetração Reforço Mínimo Reforço Máximo API ,6 mm Superficie externa Superficie Interna IE SE SD ID M31 4M32 4M41 4M42 4M11 4M12 4M21 4M22 -- CP por Quadrante Figura 51. Alturas de reforço e excesso de penetração ao longo da junta soldada Análise química Das amostras retiradas para as macrografías da JS-06 foram obtidos os valores da composição química dos elementos presentes nas regiões que compõem o metal de solda, tal como é apresentado na Tabela 20. Com base nestes resultados da análise química calculou-se que para o passe de raiz o P CM = 0,237 e CE IIW = 0,462, para os passes de enchimento o P CM = 0,233 e CE IIW = 0,465 e para os passes de acabamento o P CM = 0,236 e CE IIW = 0,468. Tabela 20. Composição química do metal de solda. Elementos Região (% em peso) P. Raiz P. Enchimento P. Acabamento C 0,100 0,067 0,067 Mn 1,540 1,708 1,713 Si 0,394 0,355 0,361 Mo 0,378 0,276 0,268 Ni 0,118 0,625 0,690 Cr 0,055 0,052 0,048 Cu 0,147 0,036 0,036 Nb 0,005 0,012 0,012 V 0,006 0,019 0,020 Ti 0,012 0,044 0,043 Al 0,002 0,002 0,002 P 0,011 0,012 0,012 S 0,014 0,011 0,012 B 0,002 0,007 0,007

![definido pela norma API 5L [35] o qual é 621 MPa.](/docs-images/77/76500938/images/13-1.jpg "Todos os corpos de prova fraturaram no material de base fora da junta soldada e não foi evidenciado trincamento no metal de solda. Na Fig.")


13 Ensaios Mecânicos Ensaio de tração O valor médio dos resultados obtidos no ensaio de tração foi de 674 MPa, valor acima do valor mínimo no limite de ruptura definido pela norma API 5L [35] o qual é 621 MPa. Todos os corpos de prova fraturaram no material de base fora da junta soldada e não foi evidenciado trincamento no metal de solda. Na Fig. 52 são mostrados os corpos de prova após ensaio, onde pode ser observado que existiu um trincamento na região central da espessura do tubo, círculos em amarelo, como possível conseqüência da etapa de laminação da chapa da qual foi conformado o tubo. A propagação da trinca por este plano de falha lamelar possui um comprimento entre os 16 a 23 mm. Na Fig. 53, se mostra o detalhe o plano de formação do trincamento nos corpos de prova de tração após ensaio. Os valores de tração obtidos para cada quadrante são apresentados na Tabela 21 e Fig. 54. a) CP de tração 4S1 - SD (661 Mpa) b) CP de tração 4S2 ID (668 MPa) c) CP de tração 4S3 IE (689 MPa) d) CP de tração 4S1 SE (679 MPa) Figura 52. Resultado dos corpos de prova de tração após ensaio.

 700")
 IE SE SD ID Quadrante da Junta Soldada Figura 54.")
14 96 Figura 53. Superfície da área resultante do ensaio de tração. Tabela 21. Resultados dos ensaios de tração. CP Quadrante Limite de Resistência LR (MPa) 4S1 SD 661 4S2 ID 668 4S3 IE 689 4S4 SE 679 Média 674 Limite de Resistência (MPa) MPa 679 MPa 668 MPa 661 MPa API 5L (621MPa) IE SE SD ID Quadrante da Junta Soldada Figura 54. Gráfico dos resultados do ensaio de tração
15 Ensaio de dobramento O resultado do ensaio de dobramento não foi satisfatório, segundo a norma API 1104 [66], porque o corpo-de-prova 4D41 apresentou uma descontinuidade maior que 3 mm por falta de fusão no passe de raiz. Nos outros corpos de prova que apresentaram alguma descontinuidade esta se originou, na sua maioria, no passe de raiz. Outros quatro corpos de prova também apresentaram descontinuidades, as quais estiveram dentro do critério de aceitabilidade da norma API 1104 [66]. Principalmente estas descontinuidades se apresentaram no passe de raiz. O resultado de todos os corpos de prova para este ensaio é apresentado na Tabela 22, e as imagens correspondentes na Fig. 55. Tabela 22. Resultados do ensaio de dobramento. CP Dimensões (mm) Resultados 4D x Sem descontinuidade 4D x Apresentou descontinuidade < 1/8" 4D x Apresentou descontinuidade < 1/8" 4D x Apresentou descontinuidade < 1/8" 4D x Apresentou descontinuidade < 1/8" 4D x Sem descontinuidade 4D x Apresentou descontinuidade > 1/8" 4D x Sem descontinuidade















16 98 CP 4D11 Sem descontinuidade CP 4D12 Descontinuidade <1/8 (3 mm) CP 4D21 Descontinuidade <1/8 (3 mm) CP 4D22 Descontinuidade <1/8 (3 mm) CP 4D31 Descontinuidade <1/8 (3 mm) CP 4D32 Sem descontinuidade CP 4D41 Descontinuidade >1/8 (3 mm) CP 4D42 Sem descontinuidade Figura 55. Imagens dos corpos de prova de dobramento após ensaio. Defeitos marcados em círculos amarelos

![segundo a norma API 1104 [66], onde não foi](/docs-images/77/76500938/images/17-1.jpg "observado sobre as superfícies indicações de")






17 Ensaio de Nick- Break. Os resultados deste ensaio foram satisfatórios, segundo a norma API 1104 [66], onde não foi observado sobre as superfícies indicações de falta de fusão, porosidade ou inclusão de escória. Todos os corpos de prova foram ensaiados em tração. Na Tabela 23, é resumido os resultados e na Fig. 56 são apresentadas as superfícies obtidas após ensaio. Tabela 23. Resultados do ensaio de ruptura por entalhe. CP Dimensões (mm) Resultados 4N1 25,17 x 19,39 Sem indicações 4N2 25,20 x 19,37 Sem indicações 4N3 25,16 x 19,38 Sem indicações 4N4 25,18 x 19,39 Sem indicações CP 4N1 Sem indicações. CP 4N2 Sem indicações. CP 4N3 Sem indicações. CP 4N4 Sem indicações. Figura 56 Corpos de prova de Nick-Break após ensaio. Escala em milímetros.
18 Ensaio de Microdureza Vickers. As medições da microdureza Vickers nas quatro amostras obtidas do JS- 06 para o eixo superior e eixo inferior, tal como indicado na Fig. 31, são apresentados na Tabela 24 e Tabela 25, respectivamente. A Fig. 57 apresenta o mapeamento dos valores de microdureza para ambos dos eixos. No eixo superior, Fig. 57a, o valor médio máximo calculado na região da ZTA foi de 275 HV, sendo o valor máximo individual de 318 HV. Estes valores, assim como os valores máximos na ZTA, encontraram-se nos pontos próximos à LF (pontos -5 e 5, ver Fig. 32). Na região do metal de solda encontrou-se uma grande variação nos valores de microdureza, os quais se encontraram entre 216 a 322 HV, esta variação nos valores se pode dever à heterogeneidade microestrutural existente nesta região como conseqüência de regiões de grãos colunares e regiões reaquecidas. No eixo inferior, Fig. 57b, o valor médio máximo calculado na região da ZTA foi de 241 HV localizado, também, na região próxima à LF. Os valores de microdureza na região do metal de solda se encontraram entre 218 a 238 HV, apresentando uma menor variação em comparação ao eixo superior. Esta variação pode ser devido a que o material de aporte utilizado foi diferente ao passes de enchimento. Deve ser observado que em nenhum dos casos das medições de microdureza nas regiões próximas à ZTA, sejam de forma pontual ou na média os valores, ultrapassaram os valores de 366 HV e 250 HV [22], para a borda superior e borda inferior da junta soldada respectivamente, que garantem não ser susceptíveis a trincas.
19 101 Tabela 24. Pontos obtidos para as diferentes regiões no eixo superior, valores de microdureza HV. MB CP ZTA MS M M M M Média Tabela 25. Pontos obtidos para as diferentes regiões no eixo inferior, valores de microdureza HV. MB CP -7-6 ZTA MS ZTA MB M M M M Média ZTA MB
20 102 Dureza HV (200 gf) MB ZTA MS ZTA 4M12 4M22 4M32 4M42 Média MB Perfil de dureza, Eixo Superior (a) D ureza H V (200 gf) HV 4M12 4M22 4M32 4M42 Média MB ZTA MS ZTA MB Perfil de dureza, Eixo Inferior Figura 57. Resultados do ensaio de microdureza Vickers a) eixo superior da junta soldada, e b) eixo inferior da junta soldada. (b)
21 Ensaio de Impacto Charpy V Como antes mencionado a posição do entalhe nos corpos de prova Charpy permite que a propagação da fratura percorra zonas tais como a ZTA, MB e/ou MS, cada uma com diferentes capacidades de absorção ao impacto. Para possuir una noção da zona dominante em cada região da avaliação de absorção de impacto da junta soldada, realizaram-se medições sobre todas as macrografias da JS-06, simulando a posição do entalhe para as diferentes regiões de avaliação. Este permitiu inferir a zona ou zonas dominantes, em porcentagem, para cada corpo-de-prova de impacto Charpy V por região de avaliação. Estas medições são apresentadas na Tabela 26 para o entalhe posicionado na LF e ZTA e na Tabela 27, para a raiz e topo. Tabela 26. Zonas de propagação da fratura inferidas nas medições sobre as macrografías da JS-06. Regiões de LF e ZTA. Valores em fração. CP CVN LF CVN ZTA MB ZTA MS MB ZTA MS 4M11 0,000 0,500 0,500 0,266 0,395 0,339 4M12 0,000 0,500 0,500 0,233 0,503 0,264 4M21 0,000 0,500 0,500 0,215 0,513 0,272 4M22 0,000 0,500 0,500 0,274 0,447 0,279 4M31 0,000 0,500 0,500 0,298 0,377 0,325 4M32 0,000 0,500 0,500 0,174 0,566 0,260 4M41 0,000 0,500 0,500 0,154 0,652 0,194 4M42 0,123 0,377 0,500 0,181 0,499 0,320 Média 0,015 0,485 0,500 0,224 0,494 0,282 Tabela 27. Zonas de propagação da fratura inferidas nas medições sobre as macrografías da JS-06. Regiões de Raiz e Topo. Valores em fração. CP CVN Raiz CVN Topo 1 Passe 2 Passe 3 Passe 2 Passe 3 Passe C/Enchim. C/Acabam. 4M11 0,404 0,515 0,081 0,315 0,081 0,498 0,106 4M12 0,388 0,436 0,176 0,237 0,220 0,465 0,078 4M21 0,175 0,575 0,250 0,000 0,389 0,495 0,116 4M22 0,199 0,261 0,540 0,000 0,233 0,658 0,109 4M31 0,296 0,225 0,479 0,000 0,217 0,483 0,300 4M32 0,133 0,423 0,444 0,000 0,370 0,630 0,000 4M41 0,306 0,289 0,405 0,000 0,469 0,416 0,115 4M42 0,174 0,391 0,435 0,000 0,365 0,485 0,150 Média 0,259 0,389 0,351 0,069 0,293 0,516 0,122 Os valores resultantes do ensaio de impacto para as diferentes regiões são apresentados na Tabela 28 e os valores médios destes valores por região na
22 104 Tabela 29 e no gráfico da Fig. 58. Onde MBL refere-se ao material de base testado na posição longitudinal. Na Fig. 58 observa-se que a energia de impacto absorvida na região da ZTA, curva em vermelho, é superior ao do MB, curva em azul escuro, na faixa de temperatura de -20 a 0 ºC. Já abaixo da temperatura de -40 ºC, esta superioridade não é evidenciada. Esta queda pode estar relacionada com a diminuição da capacidade de absorção de energia do metal de solda (o qual se trata na sua totalidade do E 101T1-GM-H8), para baixas temperaturas (46 J a - 29 ºC segundo fabricante, Tabela 7), já que como pode ser observado na Tabela 25, as medições realizadas para esta região de avaliação de impacto (ZTA), sugere que um 28% das zonas por onde se propaga a trinca esta composta de MS. A avaliação da curva de absorção de impacto para a região da LF, em cor preta na Fig. 58, apresentou uma queda proporcional à diminuição da temperatura, originando uma curva suave a qual segui a tendência à curva da ZTA na faixa de temperatura de -40 a -80 ºC. Esta tendência pode ter relação com os valores médios inferidos das zonas por onde a trinca pode ter propagado Tabela 26, os quais são 48,5 % de ZTA, 50 % de MS e 1,5 % de MB, esta alta porcentagem de MS, pode ser o fator que reduz a capacidade de absorção de energia, quando comparado com a região da ZTA. O metal de solda esta composto integralmente do E 101 T1-GM-H8, o qual como foi antes dito, possui uma absorção de energia relativamente baixa de 46 J a -29 ºC segundo fabricante, Tabela 7. A avaliação da energia de impacto para as regiões da raiz e topo da junta soldada pertencentes ao material de solda estão representadas na Fig. 58 pelas curvas em cores roxo e azul, respectivamente. A curva para a região da raiz quando comparada com a curva da região do topo apresenta melhores resultados para todas as temperaturas de avaliação no presente trabalho, a diferença é marcante entre as temperaturas de -20 a 0 ºC. Esta diferença podese dever a que na região da raiz, esta composta do metal de aporte ER 80S-G (material utilizado no passe de raiz em um valor sugerido de 25,9 % segundo os cálculos inferidos e representados na Tabela 26), o qual possui segundo o fabricante para uma temperatura de -29 ºC uma absorção de impacto de 148 J, Tabela 7, conferindo uma maior energia de impacto. Já para os valores compreendidos entre as temperaturas de -80 a -40 ºC estes são muitos similares descrevendo curvas com a mesma tendência lineal.
23 105 No caso dos corpos de prova pertencentes à região do topo outro fator que pode ter influenciado na obtenção de um valor médio de 43,2 para 0 ºC abaixo do valor mínimo de aceitação (56 J), ademais de estar integramente composto pelo material de solda E 101 T1-GM-H8 o qual possui baixa absorção ao impacto quando comparado com o E 80S-G para -29 ºC, é só ter realizado a camada de acabamento com dois passes. Resultados posteriores ao presente trabalho demonstraram que a camada de acabamento com três passes com o mesmo material de solda E 101 T1-GM-H8 permitiram atingir um valor médio de 77,5 J para 0 ºC nesta região [71]. O incrementar o número de passes permite realizar um revenido entre estes passes.
24 106 Tabela 28. Valores médios dos ensaios de impacto Charpy V. Região Temperatura (ºC) CP Energia (J) CP Energia (J) CP Energia (J) CP Energia (J) CP Energia (J) 4L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R T T T T T T T T T T T T T T T T T T T T T T T T T T T T T T B B B B B B B B B B B B B B B MBL Topo Raiz ZTA Linha de fusão
25 107 Tabela 29. Valores médios resultantes do ensaio de impacto Charpy V. Temperatura Energia de impacto média por regiões (J) (ºC) LF ZTA Raiz Topo MB L 0 147,4 205,6 64,8 43,2 191, ,6 202,4 41,7 23,8 138, ,7 82,9 22,2 18,5 145, ,5 57,0 14,2 10,7 121, ,7 31,2 9,9 8,3 103,3 Energía de Impacto (J) ZTA LF MS Raíz MS Topo MB Long. DNV-OF-101 (56J) Temperatura ( C) Figura 58. Valores médios resultantes do ensaio de impacto Charpy V. Do anterior, as regiões da junta soldada para a temperatura de 0 ºC, com exceção da região do metal de solda referente ao topo, cumprem com os critérios de aceitação especificados pela norma DNV-OS-F101 [67] Influencia da posição de soldagem Procurar uma relação entre o aporte de calor e a energia de impacto absorvida por cada corpo-de-prova do ensaio Charpy V, para a soldagem circunferencial, torna-se complexo devido à mudança de posição circunferencial da fonte de calor e por se tratar de uma soldagem multipasse, onde os aportes
26 108 de calor vão se somando fazendo uma mudança microestrutural da junta soldada complexa de predizer. Esta mudança de posição, somado à técnica de soldagem, tem uma relação direta com a transferência metálica o que afeta à poça de fusão e, por conseguinte, à microestrutura da junta soldada. Mesmo sendo complexa a análise em uma junta soldada circunferencial, pode-se tentar ter um conceito da influencia da posição em relação à energia de impacto absorvida. No gráfico da Fig. 59 é representada a variação da energia de impacto com a variação da posição da tocha ao longo da soldagem circunferencial. Realizado para a temperatura de 0 ºC se observa por meio das linhas descontinuas que indistintamente das regiões da junta soldada (ZTA, LF, raiz e topo), existe um tendência de queda da energia de impacto absorvida na posição vertical (V2 e V3), sendo este fato mais evidente nos valores médios resultantes para a região da LF. Esta tendência pode ter relação com o valor inferido de 50% do metal de solda nesta região, Tabela 26, no plano por onde propagou a fratura. Tendências similares podem ser observadas para as regiões do metal de solda da raiz e topo. No caso da região da ZTA a energia de impacto apresenta uma alta dispersão, este fato pode ser atribuído à presença do metal de base na região por onde propagou a fratura. Cálculos inferidos da Tabela 26 sugerem que nesta região existe uma porcentagem de 22,4% de material de base. A influência do metal de base sobre os resultados de impacto é baseada na microestrutura deste devido ao processo de laminação da chapa e conformação do tubo, não sendo influenciado pela posição de soldagem. Energia absorvida (J) ZTA LF MS Raíz MS Topo Quadrante Superior Temperatura 0 'C Quadrante Inferior P V1 V2 V3 V4 S Posição do CP Charpy V Figura 59. Gráfico da variação da energia de impacto para as diferentes regiões e posições de soldagem para a temperatura de 0 ºC.
27 Fractrografia dos CPs de Impacto Charpy V após ensaio Foi escolhido um CP fraturado por região e temperatura, do qual foram obtidas seis imagens de cada um, totalizando 120 imagens analisadas as quais são apresentadas, por temperaturas, desde a Fig. 60 até a Fig. 64, três imagens representativas para cada CP. Onde os pontos descritos para cada região se referem aquelas da Fig. 40, considerado no capítulo Temperatura de ensaio 0 ºC A superfície de ruptura do corpo-de-prova da ZTA apresentou uma superfície com presença de microcavidades dúcteis finas, Fig. 60a e Fig. 60c, e dúcteis grosseiras, Fig. 60b. No primeiro caso pode-se dever ao tratamento térmico ao qual foi exposta a ZTA devido aos ciclos térmicos da soldagem multipasse, no segundo caso pode-se dever a um tratamento térmico com resfriamento lento durante o qual as partículas de carbetos grosseiros precipitam. A superfície de ruptura do corpo-de-prova da LF apresentou uma mistura de regiões dúcteis e frágeis, Fig. 60d e Fig. 60f, com algumas áreas frágeis isoladas, Fig. 60e. Na Fig. 60f nota-se a presença de uma microcavidade dúctil grosseira isolada perto da superfície de fratura frágil por clivagem, esta microcavidade talvez esteja associada à presença de uma inclusão não metálica, própria do metal de solda. A superfície de ruptura do corpo-de-prova da raiz apresentou uma superfície com inícios de rupturas por clivagem, Fig. 60h, e regiões com microcavidades dúcteis finas isoladas, Fig. 60i, A superfície de ruptura do corpo-de-prova do topo apresentou uma transição rápida da superfície dúctil inicial perto da zona do entalhe a uma superfície frágil (fratura por clivagem), Fig. 60j. Na Fig. 60k e Fig. 60l nota-se superfícies de fratura típicas por clivagem com presença de microtrincas secundarias, Fig. 60k, e alvéolos, Fig. 60l, que podem ser conseqüência de inclusões não metálicas Temperatura de ensaio -20 ºC A superfície de ruptura do corpo-de-prova da ZTA apresentou uma região de microcavidades dúcteis grosseiras próximas à região do entalhe, Fig. 61a, mudando a uma mistura superficial de microcavidades dúcteis finas e inícios de fratura por clivagem, Fig. 61b, com presença de alguns alvéolos grosseiros, Fig.
28 110 61c. A superfície de ruptura do corpo-de-prova da LF apresenta uma superfície marcadamente de fratura por clivagem e trincas secundarias, Fig. 61e, com regiões isoladas de microcavidades dúcteis, Fig. 61f. A superfície de ruptura do corpo-de-prova da raiz apresentou fratura por clivagem, Fig. 61i com regiões dúcteis isoladas, Fig. 61h, talvez pela presença de partículas não metálicas. Na Fig. 61h nota-se a presença de microporosidades isoladas as quais podem ter aparecido como conseqüência próprias do processo de soldagem. A superfície de ruptura do corpo-de-prova do topo apresenta uma superfície de fratura por clivagem, Fig. 61l, com zonas dúcteis de microcavidades com deformação alongada, Fig. 61k Temperatura de ensaio -40 ºC A superfície de ruptura do corpo-de-prova da ZTA apresentou uma fratura por clivagem, Fig. 62b e Fig. 62c, com pouca presença de regiões dúcteis, Fig. 62c, o que sugere que a temperatura de transição se encontra acima dos -40 ºC. A superfície de ruptura do corpo-de-prova da LF apresentou zonas de fratura por clivagem, Fig. 62e e Fig. 62f, com presença de microcavidades dúcteis. A superfície de ruptura do corpo-de-prova da raiz apresentou diferentes planos de clivagem, Fig. 62h, com presença de trincas secundarias, Fig. 62i. A superfície de ruptura do corpo-de-prova do topo apresentou uma transição rápida da região dúctil perto do entalhe a uma região de fratura por clivagem, Fig. 62j. As regiões da superfície foram frágeis (fratura por clivagem), Fig. 62k e Fig. 62l Temperatura de ensaio -60 ºC A superfície de ruptura do corpo-de-prova da ZTA apresentou fratura frágil por clivagem, não existe presença de regiões dúcteis. A superfície de ruptura do corpo-de-prova da LF apresentou fratura frágil por clivagem, Fig. 63e e Fig. 63f. A superfície de ruptura do corpo-de-prova da raiz apresentou fratura por clivagem na totalidade da sua superfície, Fig. 63h e Fig. 63i. A superfície de ruptura do corpo-de-prova do topo apresentou uma transição rápida da região dúctil perto do entalhe a uma região de fratura frágil por clivagem, Fig. 63j. A superfície apresentou ser fratura por clivagem, Fig. 63h e Fig. 63l.
29 Temperatura de ensaio -80 ºC A esta temperatura todas as superfícies de ruptura dos corpos de prova das diferentes regiões apresentam superfícies de fratura por clivagem. No caso das superfícies dos corpos de prova da LF e topo, Fig. 64f e Fig. 64l respectivamente, nota-se a presença de colônias isoladas de microcavidades dúcteis, possivelmente como conseqüência de regiões com precipitados não metálicos. Na Tabela 30, é apresentado o tipo de superfície de fratura por região para cada uma das temperaturas de avaliação. Tabela 30. Superfície de fratura para cada CP do ensaio de impacto Charpy V. Temperatura Região (ºC) ZTA Linha de fusão Raiz Topo 0 Dúctil Dúctil Dúctil Clivagem Clivagem Clivagem -20 Dúctil Dúctil Clivagem Dúctil Clivagem Clivagem -40 Clivagem Clivagem Clivagem Clivagem -60 Clivagem Clivagem Clivagem Clivagem -80 Clivagem Clivagem Clivagem Clivagem
 a)")
")
 d)")
")
 g)")
")
 j)")
")




30 112 4Z02 (205,9 J) a) Ponto 3 b) Ponto 4 c) Ponto 5 4L05 (125,5 J) d) Ponto 2 e) Ponto 5 f) Ponto 6 4R05 (62,8 J) g) Ponto 3 h) Ponto 4 i) Ponto 5 4T03 (43,2 J) j) Ponto 3 k) Ponto 4 l) Ponto 5 Figura 60. Imagens das superfícies de fraturas para as diferentes regiões a 0 ºC com aumento de 1000x, obtidas por MEV.
 a)")
")
 d)")
")
 g)")
")
 j)")
")




31 113 4Z24 (217,7 J) a) Ponto 2 b) Ponto 4 c) Ponto 6 4L24 (102,0 J) d) Ponto 2 e) Ponto 5 f) Ponto 6 4R23 (33,3 J) g) Ponto 2 h) Ponto 5 i) Ponto 6 4T24 (17,7 J) j) Ponto 3 k) Ponto 4 l) Ponto 6 Figura 61. Imagens das superfícies de fraturas para as diferentes regiões a -20 ºC com aumento de 1000x, obtidas por MEV.
 a)")
")
 d)")
")
 g)")
")
 j)")
")




32 114 4Z42 (76,5 J) a) Ponto 1 b) Ponto 4 c) Ponto 6 4L42 (62,8 J) d) Ponto 1 e) Ponto 4 f) Ponto 5 4R44 (25,5 J) g) Ponto 3 h) Ponto 4 i) Ponto 6 4T41 (21,6 J) j) Ponto 2 k) Ponto 5 l) Ponto 6 Figura 62. Imagens das superfícies de fraturas para as diferentes regiões a -40 ºC com aumento de 1000x e 2000X, obtidas por MEV.
 a)")
")
 d)")
")
 g)")
")
 j)")
")




33 115 4Z66 (54,9 J) a) Ponto 2 b) Ponto 4 c) Ponto 5 4L63 (23,5 J) d) Ponto 1 e) Ponto 5 f) Ponto 6 4R64 (15,7 J) g) Ponto 3 h) Ponto 4 i) Ponto 6 4T62 (11,8 J) j) Ponto 3 k) Ponto 5 l) Ponto 6 Figura 63. Imagens das superfícies de fraturas para as diferentes regiões a -60 ºC com aumento de 1000x, obtidas por MEV.
 a)")
")
 d)")
")
 g)")
")
 j)")
")




34 116 4Z83 (31,4 J) a) Ponto 1 b) Ponto 4 c) Ponto 5 4L84 (15,7 J) d) Ponto 3 e) Ponto 4 f) Ponto 5 4R84 (9,8 J) g) Ponto 1 h) Ponto 4 i) Ponto 5 4T85 (7,8 J) j) Ponto 3 k) Ponto 5 l) Ponto 6 Figura 64. Imagens das superfícies de fraturas para as diferentes regiões a -80 ºC com aumento de 1000x e 2000x, obtidas por MEV.
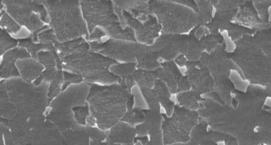
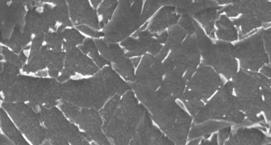
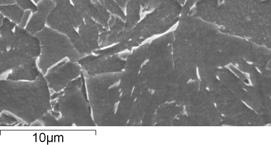
35 Caracterização da Junta Soldada As imagens obtidas pelo microscópio eletrônico foram da região ZTA-GG próxima à LF, ZTA-GG propriamente dita e ZTA-GF. Na obtenção das imagens pelo microscópio eletrônico de varredura foram mantidas na medida do possível as mesmas regiões que para o microscópio eletrônico Microestrutura da ZTA A ZTA associada ao passe de raiz na região próxima à linha de fusão apresentou microestrutura ferrítica preferencialmente ferrita de limite de grão com alguns precipitados de carbetos esferoidais com tamanho de grão heterogêneo, Fig. 65a. Observou-se também a possível presença de austenita retida, marcados em círculos de cor amarela, talvez como conseqüência do resfriamento ocorrido no passe de raiz devido ao material se encontrava relativamente frio (aproximadamente a 100 C). Na região da ZTA-GG, Fig. 65c, apresentou uma microestrutura ferritica com tamanho de grão menor quando comparado com a região próxima à LF, Fig. 65a. Na região da ZTA-GF, Fig. 65e, mesmo apresentando grão de tamanho bem menor que nas regiões anteriores, observaram-se grãos de tamanho relativamente maior quando comparados com outros grãos nesta região, marcados em círculos de cor amarela. Também se encontrou a presença de ferrita intragranular, marcada em circulo de cor vermelha. A ZTA associada ao passe a quente próxima à linha de fusão, Fig. 65b, apresentou microestrutura ferritica de maior tamanho de grão quando comparado à mesma região associada ao passe de raiz, Fig. 65a, com precipitados de carbetos os quais possuem morfologias esferoidais e elípticas ligeiramente alongadas orientadas na largura dos grãos que os contêm. Na região da ZTA-GG, Fig. 65d, observou-se grãos ferríticos de crescimento intragranular, marcados em círculos de cor amarela, e de crescimento intergranular, marcados em círculos de cor vermelha. Observaram-se outras fases de forma intragranular em grãos ferríticos, marcados em círculos de cor azul, o que poderia ser microestruturas de alto teor de carbono. Na região da ZTA-GF, Fig. 65f, encontrou-se uma microestrutura ferritica de tamanho de grão variado entre fino e médio.
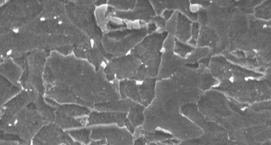
36 118 A ZTA associada à camada de enchimento próxima à LF, Fig. 66a, apresentou um tamanho de grão relativamente bem maior em comparação com às mesmas regiões associadas ao passe de raiz e ao passe a quente, Fig. 65a e Fig. 65b, respectivamente. Este pode ser conseqüência ao aporte de calor (1,3 1,9 kj/mm, Tabela 17), à qual foi submetida esta região devido aos passes de enchimento, sendo por conseguinte o tempo de resfriamento ( t 8-5 ) relativamente alto permitindo o crescimento de grão. Os grãos apresentaram precipitados de carbetos os quais não apresentaram orientações definidas, sendo estes alongados e esferoidais em outros casos. Assim mesmo encontraram-se partículas de segunda fase intragranular e precipitados de contorno de grão. As regiões da ZTA-GG, Fig. 66c, e região da ZTA-GF, Fig. 66e, apresentaram quase as mesmas características microestruturais da região vistas na região próxima à linha de fusão, só que o tamanho de grão foi diminuindo para cada região na ordem mencionada. A ZTA associada à camada de acabamento na região próxima à linha de fusão apresentou uma microestrutura com tamanho de grãos maiores a 50 µm, Fig. 66b, com precipitados intragranulares de carbonetos alongados perpendiculares ao crescimento de ferrita na direção do centro dos grãos. A região da ZTA-GG, Fig. 66d, o tamanho de grão diminui a um tamanho inferior de 25 µm continuando com a presença de precipitados intragranulares de carbonetos alongados. A região da ZTA-GF, Fig. 66f, o tamanho de grão é inferior de 10 µm, aproximadamente. Os precipitados encontrados nesta região são, na sua maioria, carbonetos esferoidais.





.")
37 119 ZTA associada ao passe de raiz. ZTA associada ao passe a quente. Linha de fusão a b ZTA de Grão grosseiros c d ZTA de Grão fino e f Figura 65. Microestrutura das ZTAs associadas ao passe de raiz (a,c,e) e ao passe quente (b,d,f). Todas as imagens foram obtidas com aumento de 500x.

 e à")



 acompanhado de ferrita de contorno de grão (PF(G))")
38 120 ZTA associada à camada de enchimento ZTA associada à camada de acabamento Linha de fusão a b ZTA de Grão Grosseiro c d ZTA de Grão Fino e f Figura 66. Microestrutura das ZTAs associadas à camada de enchimento (a, c, e) e à camada de acabamento (b,d,f). Todas as imagens foram obtidas com aumento de 500x Microestrutura do Metal de Solda A Fig. 67 apresenta quatro imagens representativas associadas à microestrutura resultante do metal de solda. A microestrutura associada ao passe de raiz, Fig. 67a, apresentou na sua maioria uma microestrutura fina com presença de ferrítica acicular (AF) acompanhado de ferrita de contorno de grão (PF(G)) dispersa de forma aleatória e ferrita com partículas de segunda fase não alinhadas (FS(NA)). A microestrutura associada ao passe a quente, Fig., 67b, apresentou uma maior presença de PF(G), com microestrutura AF espalhada aleatoriamente



.")
39 121 além de FS(NA) e ferrita poligonal intragranular (PF(I)). O tamanho de grão é heterogêneo e fino, com presença de grãos relativamente grossos. A microestrutura associada à camada de enchimento, Fig. 67c, apresentou uma marcada presença de PF(G) com presença de precipitados de carbetos esferoidais localizados nos limites de grão e intragranular. O tamanho do grão é relativamente maior quando é comparado com a microestrutura associada ao passe a quente, Fig. 67b, o que pode ter relação com o incremento do aporte de calor nesta camada o que permitiu um maior tempo de resfriamento e, por conseguinte, o crescimento do grão. A microestrutura associada à camada de acabamento, Fig. 67d, apresentou a presença de precipitados de carbetos extremamente alongados e orientados em grupos pequenos em direções perpendiculares com respeito a outros grupos, típico de uma microestrutura martensita (M). Também observouse a presença de microestrutura AF acompanhada de PF(I) e ferrita com partículas secundarias alinhadas (FS(A)). a) MS do Passe de Raiz. b) MS do Passe a quente. c) MS do Enchimento. d) MS do Acabamento. Figura 67. Mapa microestrutura do Metal de solda obtido por MO. Todas as imagens foram obtidas com aumento de 500x.

40 122 O material de base apresenta uma microestrutura basicamente ferrítica de grãos de tamanhos diversos e alongados, Fig. 68. Figura 68. Microestrutura do material de base, obtido por MO, aumento de 500x Caracterização do microconstituinte A-M Foi determinada, com base nas imagens obtidas por MEV, a porcentagem de microconstituinte A-M para cada região da ZTA e do MS, associados a cada passe de soldagem, por médio de uma seqüência de sentencias de comando de edição de imagens com o programa KS400 V3. Os resultados obtidos na quantificação da porcentagem superficial existente do microconstituinte A-M de cada imagem são apresentados na Tabela 31. Com base nesta quantificação e nos dados de aporte de calor para a JS-06 apresentados na Tabela 18, além de considerar os pontos de extração para os corpos de prova de quantificação mencionados, realizou-se a Tabela 32 onde procura-se relacionar o aporte de calor com a porcentagem do microconstituinte A-M quantificado, para a região da ZTA próxima à LF.
41 123 Tabela 31. Quantificação do constituinte A-M por regiões para a ZTA, MS e MB, em porcentagem. CP Passe LF ZTA GG GF MS MB Raiz 1,78 2,32 2,43 3,44 4M12 Quente 1,73 2,80-3,33 Enchimento 2,12 2,64-2,41 0,321 Acabamento 5,65 5,87-5,24 Raiz 4,97 2,30 4,00 2,93 4M22 Quente 4,44 4,08 5,31 6,17 Enchimento 2,12 4,72 5, Acabamento 5, Raiz 2,37 1,62 6,27 2,37 4M32 Quente 2,67 2,34 2,26 - Enchimento 2,45 2,95 3, Acabamento 1,15 3,28 3,68 - Raiz 2,78 2,57 2,01 4,15 4M42 Quente 2,92 1,25 2,63 3,90 Enchimento 2,35 1,56 3,11 7,51 0,315 Acabamento 1,25 2,73 3,51 5,62 Raiz 2,98 2,20 3,68 3,22 Média Quente 2,94 2,62 3,40 4,46 Enchimento 2,26 2,97 3,74 4,96 0,318 Acabamento 3,27 3,96 3,59 5,43 Tabela 32. Tabela de associação entre os aportes de calor para cada região e a porcentagem de constituinte A-M quantificado para a região da ZTA próxima à linha fusão associado a cada passe de soldagem. Aporte de Calor (kj/mm) Constituinte A-M (%) Acab. A Ench. Acab. A Ench. Média CP Raiz quente Média Média Raiz quente Média 4M12 0,624 1,432 1,528 1,654 1,78 1,73 2,12 5,65 4M22 0,525 1,442 1,517 1,666 4,97 4,44 2,12 5,03 4M32 0,629 1,037 1,568 1,499 2,37 2,67 2,45 1,15 4M42 0,655 1,092 1,600 1,473 2,78 2,92 2,35 1,25 Na Fig. 69 é apresentado o gráfico onde é relacionada ao aporte de calor e a porcentagem do microconstituinte A-M na região da ZTA próxima à LF associado a cada passe de soldagem, Tabela 32. Tendo em consideração que todas as amostras para a avaliação da porcentagem do microconstituinte A-M pertencem ao mesmo tubo, pode-se dizer que a composição química não apresenta variação.
42 124 C onstituinte A-M (% ) Raiz A quente Enchimento Acabamento Aporte de Calor (kj/mm) Figura 69. Gráfico de relação entre a fração percentual do constituinte A-M e o Aporte de calor na ZTA associada a cada passe de soldagem próximo à LF, para o aço API 5L X80. Antes de descrever o gráfico da Fig. 69 é necessário destacar que as imagens para a quantificação do microconstituinte A-M foram obtidas das regiões próximas á LF indicadas em pontos vermelhos, tal como é detalhado na Fig. 70. Figura 70. Localização das regiões da obtenção de imagens para a caracterização por médio do MEV. A ZTA associada ao passe de raiz apresentou uma tendência de maior porcentagem de A-M quanto menor a quantidade do aporte de calor. Pode-se dizer que a formação do microconstituinte A-M encontrado foi como conseqüência do ciclo térmico do passe de raiz e não pela influencia do ciclo térmico do passe a quente, este devido a que foi determinado na caracterização metalográfica, Tabela 19, que o passe de raiz teve uma altura média de 3,9 mm e a ZTA média máxima no processo FCAW-G foi de 2,6 mm e como na Fig. 70 é descrito que as imagens da região associada ao passe de raiz foram obtidas o
43 125 mais próximo á borda inferior da junta soldada e ademais que a borda mas afastada de uma ZTA é formada à temperatura crítica inferior (721 C), se reduz a possibilidade de qualquer transformação nesta região. A ZTA associada aos passes seguintes apresentou que existe um incremento da porcentagem do microconstituiente A-M na medida em que se incrementa o aporte de calor, sendo maior na camada de acabamento talvez pela falta de passes posteriores de revenido. A análise nestas regiões é algo complexa devido à influência dos passes posteriores, já que como pode ser observado na Fig. 70 as regiões de onde foram obtidas as imagens foram influenciadas pela ZTA dos passes posteriores. Considerando que a altura total da junta soldada é de 19 mm e a altura do passe de raiz teve como média 3,9 mm, restam 15,1 mm de altura para ser preenchido. Dividindo esta altura em quatro camadas (passe quente, terceiro passe, camada de enchimento e camada de acabamento, ver Fig. 17b), teremos por camada uma altura média de 3,7 mm e considerando que a ZTA do processo FCAW-G é de 2,7 mm de largura, Tabela 19, estas regiões serão afetadas pelo ciclo térmico dos passes posteriores. A Fig. 71 apresenta uma agrupação das imagens obtidas por MEV que apresentam um mapa das regiões da ZTA associadas a cada passe de soldagem. Pode-se observar de maneira geral que a morfologia do microconstituinte A-M apresenta uma mudança na medida em que os cordões de solda foram executados, sendo na raiz grãos finos com geometrias poligonais e na camada de acabamento grãos alongados localizados preferentemente nos limites de grão assim como grãos de alta concentração de carbono com geometrias em forma de agulhas. A ZTA associada ao passe de raiz na região da L.F., Fig. 71a, apresentou o microconstituinte A-M com dimensões inferiores a 2 µm, distribuídos de forma isolada. Na região da ZTA-GG, Fig. 71b, e ZTA-GF, Fig. 71c, apareceram grãos com maior área superficial e tamanhos inferiores de 3 µm. A ZTA associada ao passe a quente na região da LF, Fig. 71d, apresentou o microconstituinte A-M com tamanhos inferiores de 3 µm e agrupações de grãos com tamanhos inferiores de 2 µm, indicado com o circulo. Na região da ZTA-GG, Fig. 71e, encontrou-se grãos inferiores a 1 µm e na região da ZTA-GF, Fig. 71f, apresentou uma maior presença de partículas do microconstituinte A-M com tamanhos entre 2 a 3 µm. A ZTA associada à camada de enchimento na região da LF, Fig. 71g, encontrou-se o microconstituinte A-M de tamanho inferior a 3 µm, além de
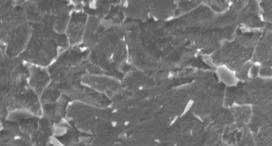
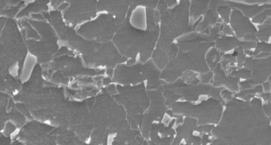
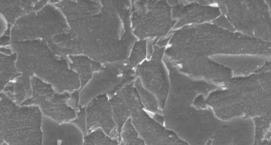
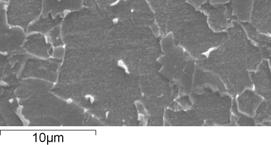
44 126 precipitados de alta concentração de carbono, os quais as partículas pontuais brancas brilhantes. Na região da ZTA-GG, Fig. 71h, o microconstituinte A-M encontrou-se também acompanhado de partículas de alta concentração de carbono as quais poderiam ser também microconsituintes A-M. Na região da ZTA-GF, Fig. 71i, encontrou-se agrupações e partículas isoladas do microconstituinte A-M. A ZTA associada à camada de enchimento na região da LF, Fig. 71j, o microconstituinte A-M encontrou-se preferentemente nos limites de grão e a presença de partículas de alto conteúdo de carbono em cor branca brilhante que apresentaram uma orientação preferencial na direção da largura dos grãos. Nas regiões da ZTA-GG e ZTA-GF, Fig. 71k e Fig. 71l respectivamente, não apresentaram diferença com o mencionado na região da ZTA na região da LF. A Fig. 72 apresenta quatro imagens obtidas por MEV correspondentes às regiões do metal de solda. Em todas as regiões encontrou-se a presença do microconstituinte A-M e partículas com alta concentração de carbono, localizados de forma intragranular e nos contornos de grão. A região pertencente ao passe de raiz, Fig. 72a, apresentou partículas do microconstituinte A-M inferiores de 3 µm isoladas e localizadas preferentemente nos contornos de grão. Na região pertencente ao passe a quente, Fig. 72b, o microconstituinte A-M apresentou um grão fino acompanhado de partículas com alta concentração de carbono. A presença de grão fino pode ser produto do reaquecimento do passe posterior. Na região pertencente à camada de enchimento, Fig. 72c, o microconstituinte A-M encontrou-se de maneira massiva e com tamanhos de grãos heterogêneo. Não se observou uma tendência de orientação, mas preferentemente localizou-se nos contornos de grão. Na região pertencente à camada de acabamento, Fig. 72d, o microconstituinte A-M apresenta uma geometria alongada localizada nos contornos de grão assim como de maneira intragranular, acompanhada de partículas de alto conteúdo de carbono que apresentam geometrias alongadas em forma de agulhas. A Fig. 73 apresenta partículas de microconstituinte A-M encontradas no material de base. A presença é de forma isolada e localizada nos contornos de grão. A quantificação do microconstituinte A-M no metal de base por médio do programa realizado no KS-400 deu um resultado aproximado de 0,32%, Tabela 31, o que é refletido na imagem apresentada.







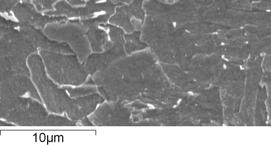
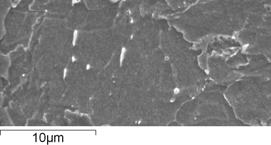


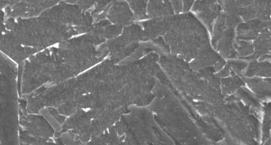

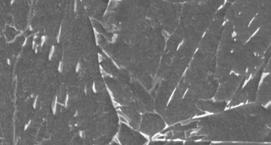
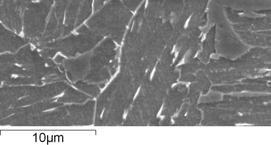
45 127 Linha de Fusão ZTA de Grãos Grosseiros ZTA de Grãos Finos Enchimento Acabamento A quente Raiz a b c d e f g h i j k l Figura 71. Mapa das regiões da ZTA associados ao passes de soldagem, mediante o uso do MEV, todas as imagens com aumento de 3000x.










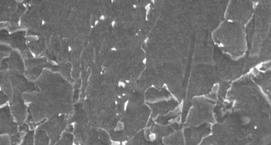
46 128 a) MS do Passe de Raiz. b) MS do Passe a quente. c) MS do Enchimento. d) MS do Acabamento. Figura 72. Mapa da microestrutura do material de solda, obtido mediante o MEV, todas as imagens com aumento de 3000x. Figura 73. Microestrutura do material de base, obtido mediante o MEV, imagem com aumento de 3000x.
4 Resultados. 4.1.Perfil do cordão de solda
 4 Resultados 4.1.Perfil do cordão de solda A figura 27 mostra quatro macrografias das amostras retiradas dos quatro quadrantes do perímetro como mostrado na tabela 8. Elas apresentam as distintas regiões
4 Resultados 4.1.Perfil do cordão de solda A figura 27 mostra quatro macrografias das amostras retiradas dos quatro quadrantes do perímetro como mostrado na tabela 8. Elas apresentam as distintas regiões
5 Discussão Desempenho da soldagem
 5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
4 Resultados e Discussão
 4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa
 95 9 Resultados 9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa As análises realizadas pela UFMG para cada tipo de consumível resultaram nas seguintes quantidades de hidrogênio
95 9 Resultados 9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa As análises realizadas pela UFMG para cada tipo de consumível resultaram nas seguintes quantidades de hidrogênio
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
5.1.1.Região de grãos grosseiros inalterados (RGGI ZTA) 1200 C
 1200 C") 5. Discussão Neste capitulo serão avaliadas as diferenças entre as propriedades mecânicas e microestruturais existentes nas diferentes regiões da ZTA, correspondente a uma solda multipasse. Uma primeira
5. Discussão Neste capitulo serão avaliadas as diferenças entre as propriedades mecânicas e microestruturais existentes nas diferentes regiões da ZTA, correspondente a uma solda multipasse. Uma primeira
5 Discussão dos Resultados
 79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
3. Material e Procedimento Experimental
 56 3. Material e Procedimento Experimental Neste capitulo detalha-se os matérias empregados, o procedimento de soldagem seguido desde a montagem da junta, execução da soldagem e metodologia de avaliação
56 3. Material e Procedimento Experimental Neste capitulo detalha-se os matérias empregados, o procedimento de soldagem seguido desde a montagem da junta, execução da soldagem e metodologia de avaliação
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
5.1.Caracterização microestrutural e de microdureza dos aços estudados
 5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
3 - Metodologia Experimental
 3 - Metodologia Experimental Neste capitulo serão apresentados os materiais e métodos que foram utilizados durante o desenvolvimento deste trabalho. 3.1. Descrição do método experimental Para a realização
3 - Metodologia Experimental Neste capitulo serão apresentados os materiais e métodos que foram utilizados durante o desenvolvimento deste trabalho. 3.1. Descrição do método experimental Para a realização
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
A composição química das amostras de metal solda, soldadas a 10 m de profundidade, está listada na Tabela 2.
 52 4 Resultados 4.1. Análise Química A composição química das amostras de metal solda, soldadas a 10 m de profundidade, está listada na Tabela 2. Tabela 2: Composição química do metal de solda (porcentagem
52 4 Resultados 4.1. Análise Química A composição química das amostras de metal solda, soldadas a 10 m de profundidade, está listada na Tabela 2. Tabela 2: Composição química do metal de solda (porcentagem
5 Resultados (Parte 02)
") 5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo.
 51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
7 Resultados (Parte 04)
") 7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
5 Resultados 5.1.Características operacionais dos eletrodos
 5 Resultados Os resultados deste conjunto de experimentos serão apresentados da seguinte forma: Características operacionais dos eletrodos, incluindo avaliação visual da qualidade da solda e curvas tensão-corrente;
5 Resultados Os resultados deste conjunto de experimentos serão apresentados da seguinte forma: Características operacionais dos eletrodos, incluindo avaliação visual da qualidade da solda e curvas tensão-corrente;
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
11 Resultados (Parte 08)
") Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Caracterização microestrutural do aço ASTM-A soldado por GMAW.
 UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA
 CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA Neste capítulo são apresentados os resultados dos ensaios de tração, dobramento e embutimento realizados nos corpos de prova dos dois metais de base,
CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA Neste capítulo são apresentados os resultados dos ensaios de tração, dobramento e embutimento realizados nos corpos de prova dos dois metais de base,
MICROESTRUTURA E TENACIDADE DO AÇO API 5LX GRAU 70 SOLDADO COM ARAME TUBULAR AWS E-81T1-Ni1 E ELETRODO REVESTIDO AWS E-8010-G
 MICROESTRUTURA E TENACIDADE DO AÇO API 5LX GRAU 70 SOLDADO COM ARAME TUBULAR AWS E-81T1-Ni1 E ELETRODO REVESTIDO AWS E-8010-G Vicente Afonso Ventrella ventrella@dem.feis.unesp.br Prof. Assistente Doutor
MICROESTRUTURA E TENACIDADE DO AÇO API 5LX GRAU 70 SOLDADO COM ARAME TUBULAR AWS E-81T1-Ni1 E ELETRODO REVESTIDO AWS E-8010-G Vicente Afonso Ventrella ventrella@dem.feis.unesp.br Prof. Assistente Doutor
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
Dependendo da habilidade do material em deformar plasticamente antes da fratura, dois tipos de fratura pode ocorrer: Dúctil Frágil.
 Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
SOLDAGEM DO AÇO API 5LX - GRAU 70 COM ARAME TUBULAR AWS E-81T1-Ni1 E ELETRODO REVESTIDO AWS E-8010-G.
 SOLDAGEM DO AÇO API 5LX - GRAU 70 COM ARAME TUBULAR AWS E-81T1-Ni1 E ELETRODO REVESTIDO AWS E-8010-G. Vicente Afonso Ventrella RESUMO Neste trabalho estudou-se a microestrutura e a tenacidade ao impacto
SOLDAGEM DO AÇO API 5LX - GRAU 70 COM ARAME TUBULAR AWS E-81T1-Ni1 E ELETRODO REVESTIDO AWS E-8010-G. Vicente Afonso Ventrella RESUMO Neste trabalho estudou-se a microestrutura e a tenacidade ao impacto
Título do projeto: SOLDABILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA
 Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
TENACIDADE AO IMPACTO DO METAL DE SOLDA DO AÇO API X70 SOLDADO COM ARAME TUBULAR AWS E-81T1-Ni1
 TENACIDADE AO IMPACTO DO METAL DE SOLDA DO AÇO API X70 SOLDADO COM ARAME TUBULAR AWS E-81T1-Ni1 Vicente Afonso Ventrella RESUMO Neste trabalho estudou-se a tenacidade ao impacto do metal de solda do aço
TENACIDADE AO IMPACTO DO METAL DE SOLDA DO AÇO API X70 SOLDADO COM ARAME TUBULAR AWS E-81T1-Ni1 Vicente Afonso Ventrella RESUMO Neste trabalho estudou-se a tenacidade ao impacto do metal de solda do aço
12, foram calculados a partir das equações mostradas seguir, com base nas análises químicas apresentadas na Tabela 8.
 5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
Transição Dúctil-Frágil
 Transição Dúctil-Frágil O Problema : fratura dos navios da série Liberty ancorados nos portos ou navegando: De 4.694 navios > 1.289 apresentaram fratura no casco (233 perda total, 19 partiram ao meio)
Transição Dúctil-Frágil O Problema : fratura dos navios da série Liberty ancorados nos portos ou navegando: De 4.694 navios > 1.289 apresentaram fratura no casco (233 perda total, 19 partiram ao meio)
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3 - Metodologia Experimental
 3 - Metodologia Experimental Neste capítulo serão apresentados a metodologia experimental, os materiais utilizados e os métodos de análise empregados. 3.1. Descrição do método experimental A norma API
3 - Metodologia Experimental Neste capítulo serão apresentados a metodologia experimental, os materiais utilizados e os métodos de análise empregados. 3.1. Descrição do método experimental A norma API
10 Resultados (Parte 07)
") 10 Resultados (Parte 07) Devido ao fato do tubo deste estudo ser UOE com solda longitudinal é necessário observar os efeitos do curvamento com freqüência de 500 Hz e potência de 205 kw na junta soldada
10 Resultados (Parte 07) Devido ao fato do tubo deste estudo ser UOE com solda longitudinal é necessário observar os efeitos do curvamento com freqüência de 500 Hz e potência de 205 kw na junta soldada
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
Material conforme recebido (CR) e/ou metal base (MB)
 e/ou metal base (MB)") 85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
C R E E M SOLDAGEM DOS MATERIAIS. UNESP Campus de Ilha Solteira. Prof. Dr. Vicente A. Ventrella
 C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
8 Resultados (Parte 05)
") 8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Richard Zacarías Sanz Durand
 Richard Zacarías Sanz Durand Avaliação da Microestrutura e Propriedades Mecânicas da Soldagem Circunferencial do Aço API 5L X80 por Processos de Soldagem Semi-Automáticos com Proteção Gasosa Dissertação
Richard Zacarías Sanz Durand Avaliação da Microestrutura e Propriedades Mecânicas da Soldagem Circunferencial do Aço API 5L X80 por Processos de Soldagem Semi-Automáticos com Proteção Gasosa Dissertação
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW
 Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
3 Materiais e Métodos
 42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
ESTUDO COMPARATIVO DA SOLDABILIDADE DO AÇO PARA GASODUTOS API 5L X80 COM AÇOS TEMPERADOS E REVENIDOS
 XXXVIII CONSOLDA Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012 Ouro Preto, MG, Brasil ESTUDO COMPARATIVO DA SOLDABILIDADE DO AÇO PARA GASODUTOS API 5L X80 COM AÇOS TEMPERADOS E REVENIDOS Angel
XXXVIII CONSOLDA Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012 Ouro Preto, MG, Brasil ESTUDO COMPARATIVO DA SOLDABILIDADE DO AÇO PARA GASODUTOS API 5L X80 COM AÇOS TEMPERADOS E REVENIDOS Angel
5.3. ANÁLISE QUÍMICA 5.4. ENSAIO DE DUREZA
 35 5.3. ANÁLISE QUÍMICA A composição química dos parafusos foi determinada por Espectrometria de Emissão Óptica. A Tabela 04 apresenta a composição percentual dos elementos mais relevantes. A Norma SAE
35 5.3. ANÁLISE QUÍMICA A composição química dos parafusos foi determinada por Espectrometria de Emissão Óptica. A Tabela 04 apresenta a composição percentual dos elementos mais relevantes. A Norma SAE
Soldagem arco submerso III
 Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS
 Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Maria Fernanda Nunes Slade Orientador: Ivani de Souza ott Coorientador: Adriana Forero Introdução O rasil vive
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Maria Fernanda Nunes Slade Orientador: Ivani de Souza ott Coorientador: Adriana Forero Introdução O rasil vive
3 Materiais e Métodos
 41 3 Materiais e Métodos Serão apresentados neste capitulo os materiais e os métodos que foram utilizados no desenvolvimento deste trabalho. Durante a experiência foram utilizados cinco eletrodos oxi-rutílicos
41 3 Materiais e Métodos Serão apresentados neste capitulo os materiais e os métodos que foram utilizados no desenvolvimento deste trabalho. Durante a experiência foram utilizados cinco eletrodos oxi-rutílicos
Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda
 14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
ENSAIO DE IMPACTO UNIVERSIDADE ESTADUAL PAULISTA CAMPUS DE GUARATINGUETÁ DEPARTAMENTO DE MATERIAIS E TECNOLOGIA
 ENSAIO DE IMPACTO Ana Carolina Rosifini Alves Claro carolina.rosifini@hotmail.com Faculdade de Engenharia de Guaratinguetá, Departamento de Materiais e Tecnologia Turma 341 Resumo: O ensaio de impacto,
ENSAIO DE IMPACTO Ana Carolina Rosifini Alves Claro carolina.rosifini@hotmail.com Faculdade de Engenharia de Guaratinguetá, Departamento de Materiais e Tecnologia Turma 341 Resumo: O ensaio de impacto,
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE SOLDAGEM SOBRE UM EIXO RECUPERADO
 ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE SOLDAGEM SOBRE UM EIXO RECUPERADO COF-2015-0480 Resumo: A soldagem de manutenção é um meio ainda muito utilizado para prolongar a vida útil das peças de máquinas
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE SOLDAGEM SOBRE UM EIXO RECUPERADO COF-2015-0480 Resumo: A soldagem de manutenção é um meio ainda muito utilizado para prolongar a vida útil das peças de máquinas
DEFEITOS EM SOLDAGEM. Preparado por: Ramón S. C. Paredes, Dr. Engº.
 DEFEITOS EM SOLDAGEM Preparado por: Ramón S. C. Paredes, Dr. Engº. 1 Trinca longitudinal na ZTA. 2 Trinca longitudinal na ZF 3 Trinca de cratera Defeitos do metal de solda Alguns dos defeitos que podem
DEFEITOS EM SOLDAGEM Preparado por: Ramón S. C. Paredes, Dr. Engº. 1 Trinca longitudinal na ZTA. 2 Trinca longitudinal na ZF 3 Trinca de cratera Defeitos do metal de solda Alguns dos defeitos que podem
I CONGRESSO PAN-AMERICANO DE SOLDAGEM XL CONSOLDA CONGRESSO NACIONAL DE SOLDAGEM SÃO PAULO BRASIL 20 23, Outubro, 2014
 I CONGRESSO PAN-AMERICANO DE SOLDAGEM XL CONSOLDA CONGRESSO NACIONAL DE SOLDAGEM SÃO PAULO BRASIL 20 23, Outubro, 2014 CT-80 Determinação da resistência ao impacto da região de grão grosseiro da ZTA do
I CONGRESSO PAN-AMERICANO DE SOLDAGEM XL CONSOLDA CONGRESSO NACIONAL DE SOLDAGEM SÃO PAULO BRASIL 20 23, Outubro, 2014 CT-80 Determinação da resistência ao impacto da região de grão grosseiro da ZTA do
Prof. Dr. André Paulo Tschiptschin ANÁLISE DE FALHA EM CORRENTE DE TRANSMISSÃO DUPLA INTERESSADO:
 ANÁLISE DE FALHA EM CORRENTE DE TRANSMISSÃO DUPLA INTERESSADO: JUNHO DE 2012 Introdução Prof. Dr. André Paulo Tschiptschin Uma corrente de transmissão dupla rompida em serviço foi enviada para análise
ANÁLISE DE FALHA EM CORRENTE DE TRANSMISSÃO DUPLA INTERESSADO: JUNHO DE 2012 Introdução Prof. Dr. André Paulo Tschiptschin Uma corrente de transmissão dupla rompida em serviço foi enviada para análise
Ferro Fundido. A.S.D Oliveira
 Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG DEFEITOS EM SOLDAGEM E ENSAIOS NÃO DESTRUTIVOS
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
O tipo de Metal de Base (MB) escolhido é um aço ASTM A 36, de espessura 3/8 e
 escolhido é um aço ASTM A 36, de espessura 3/8 e") A INFLUÊNCIA DAS VELOCIDADES DE VENTO NO CORDÃO DE SOLDA NO PROCESSO DE SOLDAGEM ARAME TUBULAR AUTO PROTEGIDO Autores : Cristiano José TURRA¹; Mario Wolfart JUNIOR². Identificação autores: 1 Graduando,
A INFLUÊNCIA DAS VELOCIDADES DE VENTO NO CORDÃO DE SOLDA NO PROCESSO DE SOLDAGEM ARAME TUBULAR AUTO PROTEGIDO Autores : Cristiano José TURRA¹; Mario Wolfart JUNIOR². Identificação autores: 1 Graduando,
Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento.
 1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
Laboratório: Laboratório de Caracterização de Materiais Metálicos (LCAM).
.") UNIVERSIDADE FEDERAL DO PARÁ PRÓ-REITORIA DE PESQUISA E EDUCAÇÃO DIRETORIA DE PESQUISA PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO CIENTÍFICA PIBIC : CNPq, CNPq/AF, UFPA, UFPA/AF, PIBIC/INTERIOR, PARD,
UNIVERSIDADE FEDERAL DO PARÁ PRÓ-REITORIA DE PESQUISA E EDUCAÇÃO DIRETORIA DE PESQUISA PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO CIENTÍFICA PIBIC : CNPq, CNPq/AF, UFPA, UFPA/AF, PIBIC/INTERIOR, PARD,
DESENVOLVIMENTO DE JUNTAS SOLDADAS DE AÇO CARBONO E API OBTIDAS PELO PROCESSO ARCO SUBMERSO
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO ENGENHARIA MECÂNICA DESENVOLVIMENTO DE JUNTAS SOLDADAS DE AÇO CARBONO E API OBTIDAS PELO PROCESSO ARCO SUBMERSO VITÓRIA 2006 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO ENGENHARIA MECÂNICA DESENVOLVIMENTO DE JUNTAS SOLDADAS DE AÇO CARBONO E API OBTIDAS PELO PROCESSO ARCO SUBMERSO VITÓRIA 2006 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO
Tabela 4. Composição química dos aços API5LX80 (% em peso).
.") 41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL
 3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
Prof. Dr. André Paulo Tschiptschin ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO
 ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO SETEMBRO DE 2010 Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3. Figura 1- Cilindro
ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO SETEMBRO DE 2010 Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3. Figura 1- Cilindro
Brasil 2017 AVALIAÇÃO DE INTEGRIDADE EM DUTOS E MINERODUTOS
 Brasil 2017 AVALIAÇÃO DE INTEGRIDADE EM DUTOS E AVALIAÇÃO DE INTEGRIDADE EM DUTOS E 2 A IB-NDT possui amplo escopo de fornecimento para dutos ou minerotudos, são eles: a) Inspeção com ultrassom automatizado
Brasil 2017 AVALIAÇÃO DE INTEGRIDADE EM DUTOS E AVALIAÇÃO DE INTEGRIDADE EM DUTOS E 2 A IB-NDT possui amplo escopo de fornecimento para dutos ou minerotudos, são eles: a) Inspeção com ultrassom automatizado
Palavras-chave: Ensaio de Impacto Charpy; Aço ABNT 1020; Aço ABNT 1045; Concentração de Carbono em Aços; Corpos de provas.
 EQUIPAMENTO DE ENSAIOS CHARPY: ANÁLISE DA INFLUENCIA DA CONCENTRAÇÃO DE CARBONO NA FRAGILIDADE EM AÇOS. André Rezende de Figueiredo Oliveira 1 (PQ), Mauricio Pereira Bastos 1 (EG), Rafael Ferreira Silva
EQUIPAMENTO DE ENSAIOS CHARPY: ANÁLISE DA INFLUENCIA DA CONCENTRAÇÃO DE CARBONO NA FRAGILIDADE EM AÇOS. André Rezende de Figueiredo Oliveira 1 (PQ), Mauricio Pereira Bastos 1 (EG), Rafael Ferreira Silva
Têmpera. Lauralice Canale
 Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior
 Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior frequência no inverno. As hipóteses levantadas na época
Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior frequência no inverno. As hipóteses levantadas na época
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO
 ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO Quando um equipamento é fabricado conforme um projeto, tem-se por objetivo garantir suas propriedades mecânicas e trabalho dentro
ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO Quando um equipamento é fabricado conforme um projeto, tem-se por objetivo garantir suas propriedades mecânicas e trabalho dentro
Faculdade SENAI de Tecnologia Nadir Dias de Figueiredo Pós Graduação Latu Sensu Inspeção e Automação em Soldagem
 Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
Ensaio Visual e Dimensional Duração: 180 minutos. 1ª PARTE Inspeção Visual e Dimensional de Juntas. Preparadas Para Soldagem
 Ensaio Visual e Dimensional Duração: 180 minutos Introdução Nesta prova prática, o aluno deve verificar as condições exigíveis para a realização de ensaio visual e dimensional de juntas preparadas para
Ensaio Visual e Dimensional Duração: 180 minutos Introdução Nesta prova prática, o aluno deve verificar as condições exigíveis para a realização de ensaio visual e dimensional de juntas preparadas para
Capítulo XII. Soldagem de Juntas em Aresta por Plasma, TIG e MIG/MAG
 107 Capítulo XII Soldagem de Juntas em Aresta por Plasma, TIG e MIG/MAG 12.1. Objetivo Neste capítulo procurou-se avaliar os processos de soldagem TIG e MIG/MAG aplicados em juntas em aresta de aço ao
107 Capítulo XII Soldagem de Juntas em Aresta por Plasma, TIG e MIG/MAG 12.1. Objetivo Neste capítulo procurou-se avaliar os processos de soldagem TIG e MIG/MAG aplicados em juntas em aresta de aço ao
Aços de Alta Liga resistentes à corrosão III
 Aços de Alta Liga resistentes à corrosão III O esquema a seguir mostra um levantamento sobre os tipos mais comuns de aços austeníticos resistentes a corrosão. Historicamente o primeiro aço austenitico
Aços de Alta Liga resistentes à corrosão III O esquema a seguir mostra um levantamento sobre os tipos mais comuns de aços austeníticos resistentes a corrosão. Historicamente o primeiro aço austenitico
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
Norma Técnica Interna SABESP NTS 035
 Norma Técnica Interna SABESP NTS 035 Consumíveis de Soldagem Especificação São Paulo Dezembro - 1999 NTS 035 : 1999 Norma Técnica Interna SABESP S U M Á R I O 1 QUALIFICAÇÃO DE CONSUMÍVEIS DE SOLDAGEM...1
Norma Técnica Interna SABESP NTS 035 Consumíveis de Soldagem Especificação São Paulo Dezembro - 1999 NTS 035 : 1999 Norma Técnica Interna SABESP S U M Á R I O 1 QUALIFICAÇÃO DE CONSUMÍVEIS DE SOLDAGEM...1
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
RELAÇÃO ENTRE MICROESTRUTURA / TENACIDADE AO IMPACTO DO METAL DE SOLDA DO AÇO API X-70 SOLDADO POR ELETRODO REVESTIDO AWS E8010-G
 RELAÇÃO ENTRE MICROESTRUTURA / TENACIDADE AO IMPACTO DO METAL DE SOLDA DO AÇO API X-70 SOLDADO POR ELETRODO REVESTIDO AWS E8010-G * D. V. Bubnoff, ** V. A. Ventrella * Aluno do Programa de Pós-Graduação
RELAÇÃO ENTRE MICROESTRUTURA / TENACIDADE AO IMPACTO DO METAL DE SOLDA DO AÇO API X-70 SOLDADO POR ELETRODO REVESTIDO AWS E8010-G * D. V. Bubnoff, ** V. A. Ventrella * Aluno do Programa de Pós-Graduação
6 ENSAIO DE IMPACTO E TRANSIÇÃO DÚCTIL-FRÁGIL. Ensaios Mecânicos Prof. Carlos Baptista EEL
 6 ENSAIO DE IMPACTO E TRANSIÇÃO DÚCTIL-FRÁGIL Considerações Iniciais: O Titanic Considerações Iniciais: Nenhum outro naufrágio deixou uma marca tão forte na consciência pública como o do RMS Titanic em
6 ENSAIO DE IMPACTO E TRANSIÇÃO DÚCTIL-FRÁGIL Considerações Iniciais: O Titanic Considerações Iniciais: Nenhum outro naufrágio deixou uma marca tão forte na consciência pública como o do RMS Titanic em
Efeito dos elementos de liga nos aços
 Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Descontinuidades na solda
 Descontinuidade & Defeito 1. Dimensionais 2. Estruturais 3. Relacionadas com propriedades indesejáveis no perfil da solda 4. Relacionadas com as propriedades do metal de base 1.Descontinuidades Dimensionais:
Descontinuidade & Defeito 1. Dimensionais 2. Estruturais 3. Relacionadas com propriedades indesejáveis no perfil da solda 4. Relacionadas com as propriedades do metal de base 1.Descontinuidades Dimensionais:
ESFEROIDIZAÇÃO DO AÇO SAE 1080*
 ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
ENSAIO DE DUREZA E DE IMPACTO
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais ENSAIO DE DUREZA E DE IMPACTO Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale Dureza
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais ENSAIO DE DUREZA E DE IMPACTO Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale Dureza
PROVA DE SELEÇÃO 2016 Página: 1 de 7
 Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,