ARGAMASSAS INDUSTRIAIS PARA REBOCOS DE EDIFÍCIOS ANTIGOS - COMPORTAMENTO FACE À ACÇÃO DE SAIS SOLÚVEIS
|
|
|
- Flávio Sá Carreiro
- 6 Há anos
- Visualizações:
Transcrição

1 ARGAMASSAS INDUSTRIAIS PARA REBOCOS DE EDIFÍCIOS ANTIGOS - COMPORTAMENTO FACE À ACÇÃO DE SAIS SOLÚVEIS Ana Nicolau Cosme Nobre Ferreira Dissertação para obtenção do Grau de Mestre em Engenharia Civil Júri Presidente: Professor Albano Luís Rebelo da Silva das Neves e Sousa Orientador: Professora Doutora Ana Paula Teixeira Ferreira Pinto França de Santana Orientador: Professor Doutor Augusto Martins Gomes Vogal: Doutora Teresa Cláudia Diaz Gonçalves Enes Dias Vogal: Engenheiro José Delgado Rodrigues Novembro 2013
2 1
3 Agradecimentos Gostaria de agradecer: - À minha família pelo apoio, incentivo, compreensão e paciência que hoje e sempre têm demonstrado. Sem eles não me seria possível chegar onde cheguei e ter as ferramentas para chegar mais longe; - À minha orientadora Professora Ana Paula Pinto pelos conhecimentos transmitidos, pela sua capacidade de incentivo, motivação e disponibilidade demonstradas ao longo de todo o trabalho. Também gostaria de agradecer ao meu co-orientador Professor Augusto Gomes pela sua colaboração e disponibilidade; - À Drª. Teresa Cláudia Diaz Gonçalves Enes Dias e Eng. José Delgado Rodrigues pelo seu contributo para a melhoria do trabalho apresentado; - À Eng. Rita Nogueira pela constante disponibilidade para o esclarecimento de dúvidas; - Ao Sr. Leonel e Sr. João pela boa disposição e auxílio prestado na realização dos ensaios. I
4 II
5 Resumo A utilização de argamassas industriais em rebocos de edifícios antigos tem vindo a aumentar. As vantagens da sua aplicação são, entre outras, a menor variabilidade de características dos rebocos, maior velocidade de execução e a não necessidade de mão-de-obra especializada. Sendo estas argamassas produtos industriais, a sua composição exacta é desconhecida, aspecto que justifica a importância de aprofundar o estudo das suas características antes da sua aplicação em obra, particularmente em edifícios antigos, nos quais as exigências de compatibilidade são mais difíceis de garantir. A presente dissertação teve como objectivos actualizar o estudo de mercado realizado por Gomes (2009) e complementar a caracterização por ele efectuada através da avaliação da susceptibilidade à cristalização de sais das argamassas industriais. A actualização do estudo de mercado revelou a presença de novos produtos, facto que reforça o interesse do estudo destes materiais. Encontrando-se a acção da cristalização de sais frequentemente associada à degradação de rebocos de edifícios antigos, o estudo da susceptibilidade a este tipo de fenómenos é importante no apoio à selecção das argamassas para este tipo de revestimento. A presente dissertação procedeu à análise comparativa da susceptibilidade à degradação por cristalização de sais de quatro argamassas industriais e três argamassas formuladas em laboratório. O estudo desenvolvido evidenciou um comportamento diferenciado face à acção de cristalização de sais simulada. Duas das argamassas industriais não manifestaram degradação, enquanto que as outras duas revelaram susceptibilidade à acção dos sais. As argamassas formuladas em laboratório revelam níveis de degradação intermédios dos registados nas argamassas industriais. Palavras-chave: Argamassas, Industriais, Tradicionais, Rebocos, Edifícios antigos, Cristalização de sais solúveis III
6 IV
7 Abstract The use of industrial mortars for plastering in old buildings has been increasing in the last few years. The advantages of their application are, among others, less variability in characteristics of the plasters, higher execution speed and less need for skilled labour. Since these mortars are industrial products, their exact composition is usually unknown. This aspect justifies the importance of further study of their characteristics before applying them on site, particularly in old buildings, where the compatibility requirements are more difficult to guarantee. The present work had as goals, the update the market study by Gomes (2009) and the complement of the characterization made by this author, through the assessment of susceptibility of industrial mortars to salts crystallization. The updated of the market study revealed new products, which enhances the interest in the study of these materials. Considering that the action of salt crystallization is often associated with degradation of plaster in old buildings, the study of susceptibility to this type of phenomena is important in supporting the selection of mortars for this type of coating. This thesis undertook the comparative analysis of susceptibility to degradation by salt crystallization of four industrial mortars and three mortars formulated in the laboratory. The study conducted showed different behaviours to the simulated action of salt crystallization. Two of industrial mortars did not show degradation, while the other two showed susceptibility to the action of salts. The mortars formulated in the laboratory show intermediate levels of degradation between the ones registered for industrial mortars. Key words Mortars, Industrial, Traditional, Plaster, Old buildings, Degradation by crystallization of soluble salts V
8 VI
9 Índice geral 1. Introdução Enquadramento e justificação do tema Objectivos Organização do texto Estado de Arte Argamassas para rebocos de edifícios antigos Argamassas Industriais Cristalização de sais solúveis Apresentação e Descrição do Plano de Trabalhos Introdução Actualização do estudo de mercado relativo às argamassas industriais Argamassas estudadas e Materiais utilizados Resumo das propriedades das argamassas estudadas com base na caracterização efectuada em outros trabalhos Plano de trabalhos experimental Produção e condições de cura das argamassas Ensaios de caracterização das argamassas no estado fresco Ensaios de caracterização física das argamassas Ensaios de caracterização mecânica das argamassas Ensaio de cristalização de sais Actualização do Estudo de Mercado Considerações Iniciais Constituição Classificação normativa Características mecânicas Características físicas Informação adicional Considerações Finais Apresentação e Análise do Trabalho Experimental Considerações Gerais Caracterização das argamassas no estado fresco Caracterização física das argamassas Caracterização mecânica das argamassas Análise comparativa da caracterização efectuada com a obtida em outros estudos Susceptibilidade das argamassas à cristalização de sais Conclusões e Desenvolvimentos Futuros Conclusões Propostas para desenvolvimentos futuros Referências bibliográficas Anexos... I.1 Anexo I - Fichas técnicas dos materiais utilizados... I.2 Anexo II Fichas técnicas dos materiais resultantes da actualização do estudo de mercado... II.13 Anexo III Registo fotográfico da evolução dos provetes durante o ensaio de cristalização de sais... III.69 VII
10 VIII
11 Índice de figuras Capitulo 2 Figura 2.1 Diagrama de solubilidade do cloreto de sódio (Esq.) e diagrama de fase do cloreto de sódio em função da HR e temperatura (Dir.) adaptado de (Gonçalves, 2007) Figura 2.2 Representação dos diferentes comportamentos exibidos pelos rebocos, face à cristalização de sais solúveis - adaptado de (Gonçalves, 2007) Capitulo 3 Figura Curvas granulométricas para as argamassas industriais (Gomes, 2009) Figura 3.2 Curvas granulométricas dos agregados das argamassas industriais (Gomes, 2009) Figura 3.3 Comparação da granulometria dos agregados das argamassas industriais e das argamassas formuladas em laboratório (Gomes, 2009) Figura 3.4. Plano de ensaios Figura 3.5 Misturadora utilizada na produção de argamassa Figura 3.6 Preparação do molde com alonga (Esq.) e distribuição da argamassa no interior do molde (Dir.) Figura 3.7 Compactação da argamassa (Esq.) e acabamento final dos provetes (Dir.) Figura 3.8 Armazenamento dos provetes durante a cura Figura 3.9 Condições de temperatura (Esq.) e humidade relativa (Dir.) durante a cura Figura 3.10 Preenchimento do molde (Esq.) e rasamento da superfície (Dir.) Figura Argamassa após retirada do molde (Esq.) e medição do espalhamento (Dir.) Figura 3.12 Exsicador e bomba de vácuo (Esq.) e introdução de água no exsicador (Dir.) Figura 3.13 Determinação do teor em água às 48 horas Figura 3.14 Impermeabilização dos provetes (Esq.) e colocação da película aderente (Dir.) 50 Figura 3.15 Pesagem dos provetes após 48 horas de imersão (Esq.) e aspecto dos provetes durante o ensaio de secagem (Dir.) Figura 3.16 Prensa para ensaios de flexão e compressão em argamassas Figura 3.17 Início do ensaio de resistência à flexão (Esq.) e fim do ensaio de resistência à flexão (Dir.) Figura 3.18 Ensaio de resistência à compressão Figura 3.19 Avaliação da profundidade de carbonatação Figura 3.20 Avanço da franja liquida ao longo do tempo Capitulo 5 Figura Curvas de absorção de água por capilaridade das argamassas estudadas aos 28 dias de idade Figura 5.2 Curvas de absorção de água por capilaridade das argamassas industriais (Esq.) e formuladas em laboratório (Dir.) ensaiadas aos 28 e 90 dias de idade Figura 5.3 Ascensão da franja liquida nos provetes ensaiados aos 28 dias (Esq.) e aos 90 dias de idade (Dir.) Figura 5.4 Curvas de secagem resultantes do ensaio de cinética de secagem para as argamassas ensaiadas aos 90 dias Figura Curvas de secagem das argamassas formuladas em laboratório ensaiadas aos 28 dias (Esq.) e sua análise comparativa aos 90 dias (Dir.) Figura 5.6 Resistência à flexão (Esq.) e compressão (Dir.) das argamassas aos 28 dias e aos 90 dias Figura 5.7 Comparação da ductilidade (Esq.) e da espessura carbonatada (Dir.) dos provetes ensaiados aos 28 e 90 dias de idade Figura 5.8 Valores de velocidade de ultra-sons (Esq.) e comparação com a tensão de compressão (Dir.) nos provetes ensaiados aos 28 e 90 dias de idade Figura 5.9 Análise comparativa da consistência (Esq.) e da massa volúmica aparente (Dir.) 93 Figura 5.10 Análise comparativa dos valores de porosidade (Esq.) e teor em água às 48 horas (Dir.) (28 dias) Figura 5.11 Comparação das curvas de absorção de água por capilaridade obtidas por (Silva, 2010) e as obtidas no presente estudo IX
12 Figura 5.12 Comparação das curvas de absorção de água por capilaridade obtidas por Gomes (Gomes, 2009) e no presente estudo Figura 5.13 Comparação dos valores dos coeficientes de capilaridade (Esq.) e assimptóticos (Dir.) obtidos no ensaio de absorção de água por capilaridade Figura Comparação das curvas de secagem obtidas por Silva (Silva, 2010) (Esq.) com as obtidas no presente estudo (Dir.) Figura 5.15 Análise comparativa dos valores do índice de secagem aos 28 dias das argamassas formuladas em laboratório Figura 5.16 Análise comparativa dos valores da velocidade de ultra-sons Figura Análise comparativa das tensões de rotura à flexão (Esq.) e compressão (Dir.). 98 Figura 5.18 Análise comparativa da espessura carbonatada Figura 5.19 Aspecto dos provetes antes do ensaio de cristalização de sais (90 dias de idade) Figura Evolução da massa dos provetes ao longo do ensaio de cristalização de sais Figura 5.21 Argamassa A susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura Argamassa B susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura Argamassa C susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura Argamassa D susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura Argamassa CA susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura Argamassa CACH susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura 5.27 Argamassa CACI susceptibilidade à degradação ao longo do ensaio de cristalização de sais Figura 5.28 Variação da massa registada ao longo do ensaio de cristalização de sais Figura 5.29 Aspecto dos provetes após dessalinização Figura Comparação dos valores de porosidade (Esq.) e massa volúmica real (Dir.) antes e após o ensaio de cristalização de sais (CS) Figura 5.31 Comparação dos valores do teor em água às 48 horas antes e após o ensaio de cristalização de sais (CS) Figura 5.32 Comparação da cinética de absorção de água por capilaridade das argamassas formuladas em laboratório antes e após o ensaio de cristalização de sais (CS) Figura 5.33 Comparação das curvas de absorção capilar das argamassas industriais antes e após o ensaio de cristalização de sais (CS) Figura Comparação dos coeficientes de absorção de água por capilaridade (Esq.) e dos valores assimptóticos (Dir.) antes e após o ensaio de cristalização de sais (CS) Figura 5.35 Comparação dos resultados dos ensaios de flexão (Esq.) e compressão (Dir.) para argamassas ensaiadas antes e após o ensaio de cristalização de sais (CS) X
13 Índice de quadros Capitulo 2 Quadro Características mecânicas recomendadas para rebocos de substituição (Veiga, 2003)... 6 Quadro 2.2 Características físicas recomendadas para rebocos de substituição (Veiga, 2003)... 7 Quadro 2.3 Parâmetros para a classificação das argamassas de reboco no estado endurecido, segundo a norma NP EN Quadro 2.4 Classificação das argamassas em termos de resistência à compressão e absorção capilar, de acordo com a norma NP EN Capitulo 3 Quadro 3.1 Listagem das argamassas industriais estudadas Quadro 3.2 Argamassas formuladas em laboratório estudadas Quadro 3.3 Granulometria das argamassas industriais (Gomes, 2009) Quadro Granulometria dos agregados das argamassas industriais (Gomes, 2009) Quadro 3.5 Comparação das dimensões das argamassas industriais e dos agregados utilizados em argamassas formuladas em laboratório (Gomes, 2009), (Silva, 2010) Quadro 3.6 Massa volúmica aparente (Gomes, 2009), (Silva, 2010) Quadro 3.7 Resultados dos ensaios de espalhamento, retenção de água e massa volúmica (Gomes, 2009), (Silva 2010) Quadro Valores da tensão de rotura à flexão e à compressão e da velocidade de ultrasons (28 dias) (Gomes, 2009), (Silva, 2010) Quadro Resultados dos ensaios de absorção de água por capilaridade e teor em água às 48 horas (28 dias) (Gomes, 2009), (Silva, 2010) Quadro Resultados dos ensaios de cinética de secagem, porosidade aberta e massa volúmica (28 dias) (Gomes, 2009), (Silva, 2010) Quadro 3.11 Quantidade de material utilizado em cada amassadura Quadro 3.12 Tempos utilizados no ensaio de cristalização de sais Capitulo 4 Quadro 4.1 Listagem dos produtos constantes no estudo de mercado realizado por Gomes (Gomes, 2009) Quadro 4.2 Listagem dos produtos resultante da actualização do estudo de mercado realizado por Gomes (Gomes, 2009) Quadro 4.3 Tipo de ligante presente nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro 4.4 Adjuvantes e outras adições presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro 4.4 Adjuvantes e outras adições presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Quadro Agregados presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro Agregados presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Quadro 4.6 Água de amassadura necessária nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro 4.7 Classificação normativa das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro 4.7 Classificação normativa das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Quadro 4.8 Características mecânicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro 4.8 Características mecânicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Quadro 4.9 Características físicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos XI
14 Quadro 4.9 Características físicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Quadro 4.10 Informação adicional sobre as argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Quadro 4.10 Informação adicional sobre as argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Capitulo 5 Quadro 5.1 Valor médio de Espalhamento e da Massa Volúmica das argamassas no estado fresco Quadro 5.2 Porosidade, massa volúmica e teor em água às 48 horas Quadro 5.3 Valor médio do coeficiente de absorção de água por capilaridade e do valor assimptótico Quadro 5.4 Valor médio do Índice de secagem Quadro 5.5 Resultados dos ensaios de determinação da profundidade de carbonatação, velocidade de ultra-sons, resistência à flexão e á compressão aos 28 dias Quadro 5.6 Resultados dos ensaios determinação da profundidade de carbonatação, velocidade de ultra-sons, resistência à flexão e à compressão aos 90 dias Quadro 5.7 Evolução da massa dos provetes ao longo do ensaio de cristalização de sais Quadro 5.8 Valor médio e desvio-padrão da variação de massa em cada ciclo do ensaio de cristalização de sais Quadro 5.9 Valor médio e desvio-padrão da porosidade, teor em água às 48 horas e massa volúmica real antes e após o ensaio de cristalização de sais (CS) das argamassas estudadas Quadro Absorção de água por capilaridade antes e após o ensaio de cristalização de sais (CS) Quadro 5.11 Resistência à flexão e à compressão antes e após o ensaio de cristalização de sais (CS) XII
15 1. Introdução 1.1. Enquadramento e justificação do tema Nos últimos anos tem-se vindo a assistir a uma evolução no mercado das argamassas industriais com vista a responder à procura crescente, imposta pelo sector da reabilitação de edifícios antigos. Hoje em dia é sabido que as argamassas utilizadas neste tipo de intervenções devem possuir características bem definidas, de forma a melhorar a performance das mesmas, ao mesmo tempo que cumprem a sua função e não contribuem para a degradação da estrutura subjacente. No entanto, este tipo de argamassas apresenta uma grande variedade, quer em termos de constituintes quer em termos de critérios de aplicação. Acresce a estes factores o facto de, na maior parte dos casos, não serem totalmente conhecidas as proporções dos diversos elementos ou mesmo a constituição integral das argamassas. Diversos estudos têm sido desenvolvidos no sentido de caracterizar o comportamento destas argamassas (Gonçalves, 2002), (Gomes, 2009), (Santos, 2009), (Ferreira, 2012), no entanto, há ainda muito a fazer nesta área. Por outro lado, a temática de cristalização de sais solúveis tem sido também diversas vezes estudada, (Menezes, 2006), (Gonçalves, 2007), (Agostinho, 2008), (Naldini, 2009), (Groot, 2009), (Hees, 2009), (Nappi, 2010), (Puim, 2010), (Algarvio, 2010), (Gentillini, 2012), sem contudo a esgotar. Este fenómeno é bastante comum e contribui frequentemente para a degradação das estruturas e dos seus revestimentos, em especial em edifícios antigos. Considerou-se, portanto, pertinente associar estes dois temas, desenvolvendo um trabalho de investigação orientado para o estudo do comportamento de argamassas industriais face à cristalização de sais solúveis. Em 2009, Gomes (Gomes, 2009) realizou um estudo de mercado visando promover um incremento de conhecimento sobre as argamassas industriais para substituição de rebocos antigos existentes no mercado português (Gomes, 2009). Da actualização do estudo de mercado resultou a identificação de novos produtos presentes no mercado, facto que justifica o interesse do estudo deste tipo de materiais. A presente dissertação procedeu à análise comparativa da susceptibilidade à degradação por cristalização de sais de quatro argamassas industriais e três argamassas formuladas em laboratório, das quais uma de cal aérea e duas bastardas (cal aérea e cal hidráulica; cal aérea e cimento). As argamassas industriais escolhidas haviam já sido caracterizadas por Gomes (Gomes, 2009) e as argamassas formuladas em laboratório haviam sido caracterizadas por 1
16 Silva (Silva, 2010). Este facto permitiu efectuar a comparação dos resultados e incrementar o conhecimento já existente. A caracterização das argamassas estudadas foi realizada aos 28 dias de idade e 90 dias de idade. A susceptibilidade à cristalização de sais das argamassas foi avaliada aos 90 dias de idade. As argamassas sofreram nova caracterização após terem sido submetidas ao ensaio de cristalização de sais. O protocolo do ensaio de cristalização de sais adoptado resultou do trabalho continuado desenvolvido no âmbito de investigação do grupo de materiais de construção do I.S.T. com o objectivo de desenvolver um procedimento que permitisse estudar o comportamento de argamassas face à cristalização de sais, sem que se incorresse na destruição dos provetes (Agostinho, 2008), (Algarvio, 2010), (Pavão, 2010). Este trabalho culminou com o procedimento descrito em Algarvio (Algarvio, 2010), o qual foi utilizado neste trabalho. O procedimento consiste, resumidamente, na alternância de fases de molhagem e secagem ao ar dos provetes, sendo que, numa primeira fase promove-se a introdução de sais nos provetes e nas seguintes fases o movimento dos sais ao longo do provete. A adopção deste procedimento revelou-se bastante eficaz na obtenção de um padrão de degradação relativamente homogéneo nos provetes ensaiados e na distinção da susceptibilidade das argamassas estudadas à degradação por cristalização de sais Objectivos O estudo realizado teve como ponto de partida resultados obtidos em trabalhos anteriores, e permitiu contribuir com novos conhecimentos para os temas abordados. O presente estudo teve como principais objectivos proceder à actualização do estudo de mercado realizado em 2009 por Gomes (Gomes, 2009) e ao estudo da susceptibilidade de argamassas industriais e formuladas em laboratório, à cristalização de sais. Muito embora a dissertação tenha como objectivo o estudo da susceptibilidade à degradação por sais solúveis de argamassas industriais, inclui também a análise do comportamento de três argamassas formuladas em laboratório, cal aérea (CA), bastarda de cal aérea e cal hidráulica (CACH) e bastarda de cal aérea e cimento (CACI), com o objectivo de proceder a uma análise comparativa do comportamento das argamassas industriais face a argamassas formuladas em obra. O potencial do mercado da reabilitação justificou o interesse em proceder à actualização do estudo de mercado realizado por Gomes (Gomes, 2009). A recolha de dados partiu da 2
17 informação apresentada no trabalho referido e desenvolveu-se para abranger novos produtos existentes no mercado. Por outro lado, uma vez que, os dados apresentados nas fichas técnicas e facultados pelos fabricantes são algo limitados, foi efectuada uma nova caracterização das argamassas previamente estudas por Gomes (Gomes, 2009). Como termo de comparação, foram também caracterizadas novamente algumas das argamassas previamente estudas por Silva (Silva, 2010). De forma a atingir o segundo objectivo estabelecido para a dissertação as argamassas acima referidas foram submetidas à acção de cristalização de sais, adoptando o procedimento descrito por Algarvio (Algarvio, 2010). A análise dos resultados obtidos foi efectuada procurando avaliar o potencial desempenho das argamassas estudadas como constituintes de rebocos de substituição de edifícios antigos Organização do texto A presente dissertação encontra-se organizada em seis capítulos. No primeiro capítulo é apresentado o tema da dissertação, justificada a sua relevância e definidos os objectivos estabelecidos para o trabalho. O segundo capítulo, designado estado da arte, apresenta um resumo da informação compilada com base na pesquisa bibliográfica realizada. Neste capítulo procurou-se enquadrar o tema fazendo referência à função dos rebocos e às características que as argamassas utilizadas em rebocos de edifícios antigos devem respeitar. De seguida, procedeu-se ao enquadramento das argamassas industriais, das vantagens e desvantagens da sua utilização e da temática dos sais solúveis, focando quais os tipos de sais mais comuns, suas origens, anomalias que podem provocar nos rebocos e os diferentes comportamentos dos rebocos face à acção dos sais. O terceiro capítulo apresenta e descreve o plano de trabalhos e os procedimentos experimentais adoptados na sua concretização. Neste capítulo são também apresentados os principais resultados obtidos nos estudos que serviram de base a este trabalho, (Gomes, 2009) e (Silva, 2010). A actualização do estudo de mercado encontra-se descrita no capítulo quatro. A análise das argamassas industriais inventariadas foi efectuada com base nas características presentes nas fichas técnicas e em informação disponibilizada pelos fabricantes. Este capítulo encontra-se 3
18 dividido em vários subcapítulos, de forma a sistematizar a informação de forma clara e organizada. A apresentação dos resultados obtidos, assim como a sua discussão e comparação com resultados obtidos em trabalhos anteriores, é efectuada no capítulo cinco. No capítulo seis são apresentadas as conclusões do trabalho desenvolvido, bem como sugestões para desenvolvimentos futuros dentro da temática das argamassas industriais e sua utilização em rebocos de edifícios antigos. Por fim, apresentam-se as referências bibliográficas e os anexos, que contemplam as fichas técnicas das argamassas industriais disponíveis no mercado após
19 2. Estado de Arte 2.1. Argamassas para rebocos de edifícios antigos As argamassas de substituição destinadas a rebocos de edifícios antigos devem ser seleccionadas de forma cuidada e criteriosa. A substituição de rebocos de forma indevida tem sido responsável pela sua rápida degradação, muitas vezes associada a danos nas alvenarias de suporte. É portanto fundamental ter uma noção muito clara da função dos rebocos, que características devem ter as argamassas a utilizar nestes rebocos e quais os critérios que devem ser respeitados Funções dos rebocos Os rebocos e barramentos constituem-se como camadas de regularização, protecção e sacrifício das alvenarias, além de poderem, nalguns casos, possuir funções decorativas. A função de protecção tem ainda mais importância quando se tem em conta que os edifícios em causa são, em geral, baseados em paredes estruturais (autoportantes), cuja degradação acaba por afectar a segurança estrutural da construção. Para cumprirem as funções que lhes estão destinadas no edifício, os revestimentos de ligante mineral devem satisfazer determinadas exigências funcionais. As argamassas a usar em paredes antigas devem ter características que assegurem determinados requisitos (vd. subcapítulo 2.1.2), sob pena de contribuírem para a degradação dos edifícios em vez de os proteger Características das argamassas para rebocos de paredes de edifícios antigos Para garantir que os rebocos desempenham as funções acima descritas, estes devem apresentar: - Boa aderência ao suporte; - Reduzida fendilhação; - Boa capacidade de impermeabilização em zona não-fendilhada - Boa capacidade de promover a saída do vapor de água formado no interior da alvenaria e da água infiltrada, por evaporação; - As características estéticas necessárias; - Durabilidade adequada. 5
20 Estes requisitos devem ser cumpridos por qualquer tipo de reboco para que este seja considerado funcional. No entanto, os rebocos de substituição aplicados em edifícios antigos, devem respeitar um conjunto ainda mais apertado de condições. Seguidamente procede-se à descrição desses requisitos, os quais têm em vista o facto de os rebocos de substituição necessitarem de ser compatíveis com os suportes que constituem as alvenarias antigas e não contribuírem para a sua degradação Requisitos mínimos dos rebocos de substituição O principal requisito dos rebocos de substituição é a sua compatibilidade com o substrato. Ensaios e observações realizados por inúmeros investigadores permitiram a definição de determinados requisitos que os revestimentos aplicados em edifícios antigos devem respeitar de forma a assegurar melhor compatibilidade. Nos Quadros 2.1 e 2.2 encontram-se resumidas as exigências respeitantes às características físicas, mecânicas, químicas que, de acordo com Veiga (2003), os rebocos de substituição devem possuir para que sejam considerados como boas soluções a adoptar. Quadro Características mecânicas recomendadas para rebocos de substituição (Veiga, 2003) Características Mecânicas (MPa) Uso Rt Rc E 2000 Reboco exterior 0,2 0,7 0,4 2, Reboco interior 0,2 0,7 0,4 2, Juntas 0,4 0,8 0, Aderência (MPa) 0,1 0,3 ou rotura coesiva pelo reboco 0,1 0,5 ou rotura coesiva pela junta Comportamento à retracção restringida Frmáx G CREF CSAF (N) (N.mm) (mm) < 70 > 40 > 1,5 > 0,7 < 70 > 40 > 1,5 > 0,7 < 70 > 40 > 1,5 > 0,7 Em que: Rt Resistência à tracção; Rc Resistência à compressão; E Módulo de elasticidade; Frmáx Força máxima devida à retracção restringida; G energia de rotura por tracção; CSAF Coeficiente de segurança à abertura da 1ª fenda (Rt/Frmáx); CREF Coeficiente de resistência à evolução da fendilhação (G/Frmáx). 6
21 Quadro 2.2 Características físicas recomendadas para rebocos de substituição (Veiga, 2003) Uso Comportamento à água Ensaios clássicos Ensaio com humidímetro S D C M S H (m) Kg/m 2.h 1/2 (h) (h) (mv.h) Reboco exterior < 0,08 < 12; > 8 > 0,1 < 120 < Reboco interior < 0, < Juntas < 0,10 < 12; > 8 > 0,1 < 120 < Em que: S D Espessura da camada de ar de difusão equivalente (valor relacionado com a permeância), quanto maior for, menor será a permeabilidade ao vapor de água; C Coeficiente de capilaridade, que exprime a taxa de absorção de água por capilaridade nos instantes iniciais, enquanto esta se mantiver constante; M Atraso na molhagem, definido como o período de tempo desde a aplicação da água até esta atingir o suporte; S Período de humedecimento, que define o tempo em que o suporte permanece húmido; H Intensidade de molhagem, que define a quantidade de molhagem sofrida durante o ensaio, expressa através da área entre a linha que define a variação da tensão eléctrica com o tempo e a linha correspondente ao valor da tensão no estado seco. As argamassas destinadas a rebocos interiores e exteriores de alvenaria deverão satisfazer o disposto na norma NP EN Segundo esta norma o conceito de "argamassa de renovação" refere-se a uma argamassa usada em rebocos de paredes de alvenaria, húmidas e contendo sais solúveis, que apresente elevada porosidade e permeabilidade ao vapor mas promova a redução da acção de capilaridade. Quanto às argamassas de uso geral (GP) estas são definidas como argamassas que satisfazem as necessidades gerais, sem possuir características especiais. Os Quadros 2.3 e 2.4 resumem os parâmetros adoptados pela NP EN para a classificação das argamassas de reboco no estado endurecido. De notar que, para o corrente trabalho, as argamassas classificadas como de renovação (R) são as que devem ser consideradas. Acima de tudo, os rebocos de substituição não devem constituir-se como causa de degradação dos elementos preexistentes, ou seja, o suporte e as argamassas de assentamento. De um modo geral, as características descritas nos Quadros 2.1 e 2.2 têm como objectivo garantir este aspecto, quer fazendo com que as tensões sobre um suporte fraco e com problemas de coesão não sejam excessivas, quer evitando a retenção de água no suporte por menor permeabilidade ao vapor de água, quer não intensificando as anomalias associadas à humidade e à presença de sais solúveis. 7
22 Quadro 2.3 Parâmetros para a classificação das argamassas de reboco no estado endurecido, segundo a norma NP EN Parâmetro de ensaio Norma de ensaio Massa volúmica aparente [Kg/m3] Intervalo de valores declarado Resistência à compressão [categoria(s)] CS I a CS IV CS II Aderência [N/mm2 a tipo de fractura A, B ou C] Valor declarado e tipo de fractura Absorção de água por capilaridade (para argamassas a usar no exterior) [categorias] Penetração de água após o ensaio de absorção de água [mm] Coeficiente de permeabilidade ao vapor de água [mil, para argamassas a usar no exterior] GP W0 a W2 R 0,3 Kg/m2 após 24 horas Valor declarado Condutividade térmica [w/m.k] EN 1745:2002 Valor tabulado Reacção ao fogo [Euroclasse] EN Euroclasse declarada 15 Em que: R - renovação GP - uso geral Quadro 2.4 Classificação das argamassas em termos de resistência à compressão e absorção capilar, de acordo com a norma NP EN Propriedades Categoria Valores CS.I 0,4 2,5 N/mm 2 Resistência à compressão CS.II 1,5 5,0 N/mm 2 (28 dias) CS.III 3,5 7,5 N/mm 2 CS.IV > 6 N/mm 2 W0 Não especificado Absorção capilar (coeficiente de absorção capilar) W1 C 0,40 Kg/m 2.min 0,5 W2 C 0,20 Kg/m 2.min 0,5 Assim, o módulo de elasticidade das argamassas para rebocos de substituição deve ser menor ou igual ao do suporte, decrescendo do interior para o exterior nas várias camadas que constituam o reboco. A retracção das argamassas deve ser baixa e o coeficiente de variação dimensional por acções térmicas deve ser similar ao do suporte, devendo também apresentar boa capacidade de relaxação perante variações dimensionais restringidas. A permeabilidade ao vapor de água e a cinética de secagem dos rebocos são factores determinantes quando existem problemas de sais solúveis e não deverão ser inferiores à do suporte, aumentando de dentro para fora nas várias camadas do reboco. Com este requisito pretende-se promover a rápida evaporação da água que se introduz no interior dos elementos da construção, evitando a sua acumulação na interface suporte/recobrimento. 8
23 Outro factor de extrema importância é o teor em sais solúveis. As argamassas para rebocos de substituição devem conter o menor teor possível destes elementos, sob pena de agravar as patologias já existentes no suporte. Também a durabilidade é um factor importante na escolha de um reboco de substituição, Assim, a durabilidade do revestimento e a sua contribuição para a durabilidade do conjunto deverá ser maximizada, sem comprometer a compatibilidade com a estrutura pré-existente. Os factores que contribuem para esta durabilidade são a resistência à colonização biológica, adequada resistência mecânica, coesão, aderência ao suporte e comportamento face à presença de sais solúveis. Por fim, deve evitar-se a descaracterização do edifício e procurar não afectar o seu aspecto estético, escolhendo soluções que promovam a conservação da imagem global do edifício. Note-se porém que, o respeito pelas condições estipuladas anteriormente não garante, por si só, o sucesso das soluções encontradas para determinado caso. Isto porque, cada caso tem as suas particularidades e a interacção dos diferentes agentes de degradação pode ter consequências inesperadas. No entanto, a procura pela satisfação destes requisitos é um bom ponto de partida para evitar escolhas pouco cuidadas que, no passado, mostraram ter resultados desfavoráveis Argamassas Industriais Generalidades O desenvolvimento de produtos pré-doseados surge com o intuito de satisfazer as exigências de rapidez na execução das obras, tentando manter a qualidade do produto final. Inicialmente o conceito foi aplicado apenas a produtos cimentícios, mas nos últimos anos tem-se vindo a assistir a uma evolução no mercado das argamassas industriais com vista a responder à procura imposta pelo sector da reabilitação de edifícios antigos. Os rebocos sempre tiveram como função prevenir a deterioração da alvenaria e melhorar as condições de habitabilidade dos espaços. Em condições normais, estes rebocos requerem manutenção frequente, facto que se intensifica quando se verifica a ocorrência de sais solúveis nas paredes e patologias a eles associadas. As argamassas de cal aérea utilizadas no passado possuíam baixa resistência mecânica e, sendo materiais porosos, favoreciam a migração dos sais para a superfície do reboco. As soluções encontradas para minorar os problemas derivados da cristalização de sais poderão ter passado pela mistura de gorduras animais ou vegetais nas argamassas, os quais agiam como hidrófugos. Noutros casos, o reboco era aplicado sobre uma armadura constituída por tecido de algodão. Disposição que 9
24 provavelmente favorecia a criação de uma fina camada de ar, a qual impediria o transporte líquido do substrato para o reboco (Gonçalves, 2007). No entanto não existem evidências científicas da performance e durabilidade destas soluções. Hoje em dia é sabido que a as argamassas utilizadas neste tipo de intervenção devem apresentar diversas de características bem definidas, de forma a garantir o seu adequado desempenho, não contribuindo para a degradação da estrutura subjacente. As limitações das argamassas de cal aérea e a reduzida compatibilidade de argamassas de cimento com suportes antigos, levaram a que argamassas industriais específicas para paredes com problemas de cristalização de sais solúveis viessem a ser desenvolvidas. As argamassas especialmente formuladas com o objectivo de procurar assegurar os critérios de durabilidade e compatibilidade exigidos pelo sector da conservação e restauro são geralmente adequadas Definição De acordo com a norma NP EN 998-1:2010, as argamassas podem ser classificadas em função do local de produção segundo: a) Argamassas industriais argamassas doseadas e misturadas em fábrica. Podem apresentar-se em pó, requerendo apenas a adição de água, ou em pasta, já amassadas fornecidas prontas a aplicar; b) Argamassas industriais semi-acabadas argamassas pré-doseadas, a modificar em obra. Deste grupo fazem parte as argamassas pré-doseadas e as pré-misturadas: - Argamassas pré-doseadas componentes doseados em fábrica e fornecidos em obra, onde serão misturados segundo instruções e condições do fabricante como, por exemplo, o silo multi-câmara. - Argamassas pré-fabricadas componentes doseados e misturados em fábrica, fornecidos à obra, onde serão adicionados outros componentes que o fabricante especifica ou também fornece como, por exemplo, o cimento. No âmbito deste trabalho, de acordo com a definição normativa, foram utilizadas argamassas industriais. 10
25 Vantagens e desvantagens As argamassas industriais apresentam diversas vantagens em relação às argamassas preparadas em obra. Entre as quais, a menor necessidade de especialização por parte do operador, assistência técnica por parte do fabricante, certificação de qualidade, menor desperdício, condições de conservação facilitadas, entre outras. A composição destas argamassas é estuda e testada para assegurar que o produto final tem as características pretendidas. Os processos de produção destes materiais permitem um controlo apertado das suas características, assegurando a qualidade do produto que chega à obra. Este tipo de argamassa apresenta uma grande variedade, quer em termos de constituintes quer em termos de âmbito de aplicação, permitindo ao utilizador escolher a combinação que melhor se adapta ao seu problema. Porém, a existência de segredo industrial, constitui uma desvantagem importante. As empresas procuram salvaguardar know-how omitindo informação e, na maior parte dos casos, não são totalmente conhecidas as proporções dos diversos elementos constituintes ou mesmo a composição integral das argamassas. Esta falta de informação pode ser bastante condicionante, uma vez que a existência de produtos desconhecidos na composição da argamassa, pode induzir reacções inesperadas quando o produto é aplicado, em especial, nos casos em que existe cristalização de sais solúveis Cristalização de sais solúveis Generalidades A presença de sais solúveis nos elementos construtivos de edifícios antigos é um facto bastante comum, o qual complica a escolha das soluções de reparação destas estruturas, devido à complexidade dos processos envolvidos na cristalização de sais solúveis. O tema da degradação por cristalização de sais solúveis tem vindo a atrair cada vez mais atenção por parte da comunidade científica. Nas últimas décadas verificou-se um aumento do número de artigos de investigação nesta área, no entanto, apesar do progresso feito, os mecanismos de deterioração resultantes da cristalização de sais continuam a ser pouco compreendidos. O aumento da exigência em termos de requisitos de durabilidade de materiais aumentou, não só porque melhores desempenhos são esperados por parte dos usuários finais, mas também devido aos elevados custos associados a trabalhos de reparação e manutenção. A indústria dos materiais de construção, através de uma abordagem científica e empírica combinada, tenta responder às necessidades dos utilizadores finais. Por outro lado, a comunidade científica tenta desenvolver sistemas de diagnóstico e auxilio à decisão, baseados 11
26 no conhecimento adquirido até ao momento, que permitam a realização de intervenções mais bem sucedidas por parte do utilizador final Tipos de sais e seu comportamento Os sais solúveis que, mais frequentemente se encontram associados a processos de degradação de elementos construtivos, são o sulfato de cálcio, cloreto de sódio, sulfato de sódio e carbonatos. No entanto, qualquer sal solúvel 1 é susceptível de contribuir para o aparecimento de anomalias, se existir uma fonte desse sal nas imediações da construção e condições de temperatura e humidade relativa propicias à ocorrência de processos de cristalização e dissolução. Sais solúveis são compostos que, em contacto com a água, rapidamente se dissolvem, formando soluções iónicas. Enquanto estes iões (sulfatos, nitratos, cloretos, sódio, potássio, magnésio e cálcio) se encontram em solução não causam danos, embora contribuam para o aumento da humidade presente nos materiais em que se encontram. A evaporação da água destas soluções provoca um aumento da concentração de iões até que a solução fica saturada. Se a evaporação continuar inicia-se a re-cristalização dos sais. A cristalização induz tensões nos poros quando, no sentido de continuarem o seu crescimento os cristais formados exercem pressão sobre as paredes dos poros. Apesar do processo descrito parecer simples, a cristalização de sais solúveis é um processo bastante complexo, uma vez que se trata de um fenómeno que depende não só das condições ambientais mas também dos sais solúveis presentes e das características dos materiais em que ocorre. A combinação de todos estes factores resulta numa grande diversidade de comportamentos, o que torna o estudo e diagnóstico deste fenómeno bastante difícil. O processo de cristalização de sais pressupõe três factores essenciais (Gonçalves, 2007): - a preexistência de humidade e sais solúveis; - substrato constituído por um material poroso onde o processo de cristalização se desenrole; - condições de temperatura e humidade relativa propícias. A não existência de humidade torna impossível a dissolução e transporte de sais através das construções. Por outro lado, demasiada humidade tende a constituir um impedimento à cristalização dos mesmos. Este é portanto um factor determinante na forma como os sais se movem através dos materiais, e dos locais em que ocorre a cristalização. 1 Por exemplo cloretos, sulfatos, nitratos e carbonatos de sódio, potássio, magnésio ou cálcio. 12
27 Como já foi referido, os edifícios antigos são constituídos por materiais porosos que tendem a facilitar a circulação da humidade. A utilização de materiais nas intervenções que pretendam bloquear a circulação de humidade tem resultado em insucessos. Verifica-se assim, que os dois primeiros factores referidos são, geralmente, presenças incontornáveis quando se fala de edifícios antigos (Woolfitt, 2000). As condições ambientais de temperatura e humidade relativa são portanto os parâmetros passíveis de ser controlados de forma a diminuir a probabilidade da cristalização de sais, nomeadamente em elementos interiores. No entanto, existe uma grande variedade de sais passíveis de existirem em solução e cada um tem um comportamento característico, reagindo de forma diferente para diferentes condições ambientais. A cristalização de sais pode resultar de alterações de temperatura para sais cujos solubilidade varia com a temperatura. Também podem surgir a partir do contacto entre a solução salina e cristais de sal pré-existentes, quando estas correspondem a fases com solubilidade diferente. O sulfato de sódio é um exemplo de um sal que pode cristalizar por ambos os processos. No entanto, em edifícios, é provável que a cristalização evaporativa seja o processo mais relevante. Os iões salinos geralmente migram pelos materiais porosos por capilaridade ou advecção 2, transportados pela água circulante. No entanto, a difusão de iões na fase líquida pode também ocorrer devido a gradientes de concentração dos mesmos. Por exemplo, em processos de evaporação, aumenta a concentração de iões na frente de secagem criando um gradiente de concentração que induz a migração de iões (Gonçalves, 2007). O comportamento dos sais em função da forma como cristalizam, pode ser descrito de forma simplificada segundo (Silveira, 2002): - Sais muito solúveis - podem existir em grande concentração sem cristalizar mas, quando tal ocorre, em geral surgem eflorescências; - Sais levemente solúveis - são os mais nefastos, uma vez que, apesar da sua menor solubilidade, têm maior probabilidade de atingir a saturação, cristalizam preferencialmente sob os paramentos; - Sais quase insolúveis - em geral não causam efeitos prejudiciais, apesar de cristalizarem no interior dos materiais, as suas concentrações são reduzidas e a sua lenta e gradual cristalização pode de certa forma melhorar a micro-coesão ou reduzir a porosidade do material. Os sais solúveis cristalizam principalmente como consequência de processos de evaporação ou mudanças de temperatura. Neste contexto, as duas características fundamentais dos sais 2 Deslocamento horizontal de massas de água com características físicas distintas. 13
28 solúveis são solubilidade e humidade relativa de equilíbrio. A humidade relativa do ar influencia a maior ou menor evaporação, enquanto que, mudanças de temperatura condicionam a solubilidade dos sais. A solubilidade pode ser expressa como a quantidade máxima de sal que pode ser dissolvido, neste caso em água, a uma determinada temperatura. À medida que a água contida numa solução salina evapora, a concentração da solução aumenta. Quando a concentração correspondente à solubilidade máxima do sal for excedida, o sal em excesso pode cristalizar. A cristalização pode também resultar de alterações de temperatura no caso de sais cujos solubilidade varia com a temperatura. A cristalização de sais a partir de soluções ocorre em duas fases principais. Na primeira fase, chamada fase de nucleação, formam-se aleatoriamente cristais muito pequenos. Na fase seguinte, a fase de crescimento, os núcleos desenvolvem-se para formar cristais. A nucleação ocorre mais facilmente em soluções em que existam partículas de poeira do que em soluções homogéneas, facto que condiciona fortemente a capacidade de uma solução de sal sobresaturar (Gonçalves, 2007). A humidade relativa de equilíbrio (HReq sat) de um sal corresponde à humidade relativa do ar (HR) abaixo do qual o cristal sólido se encontra em equilíbrio com o ar a uma certa temperatura. Quando a HR ambiental atinge este valor, o sal absorve humidade do ar e origina uma solução saturada. Quanto mais alta for a HR do ar, acima da HReq do sal, mais diluída é a solução salina resultante. Inversamente, quando uma solução de sal é exposta a uma HR do ar menor do que a HReq do sal, o sal em solução cristaliza enquanto o solvente (água) se evapora. Muitos sais solúveis possuem fases cristalinas de equilíbrio diferentes para distintas condições de temperatura ou HR. As diferentes fases de um sal, ou de uma solução de salina, e as condições sob as quais existe cada fase são expressas em diagramas de fase. Nestes diagramas, as linhas de equilíbrio (limites de fase) são usados para representar as transições de fase que a substância possa sofrer. Os diagramas de fase que têm interesse no âmbito deste estudo são os diagramas de fases de solubilidade, onde a concentração da solução é representada em função da temperatura (Figura 2.1 Esq.) e os diagramas de fase HR-temperatura, que expressam as condições ambientais sob as quais o sal é estável numa determinada fase cristalina ou como solução (Figura 2.1 Dir.). O sulfato de sódio e o cloreto de sódio encontram-se no grupo dos sais presentes em edifícios antigos com problemas de sais solúveis. Além disso, estes são os sais geralmente utilizados em ensaios laboratoriais de estudo de fenómenos de cristalização de sais. O cloreto de sódio é talvez o mais simples e mais conhecido de todos os sais solúveis envolvidos na degradação de edifícios antigos. Acima de 0 C, o cloreto de sódio possui uma 14
29 única forma cristalina, a halite anidra (NaCl). A solubilidade do cloreto de sódio praticamente não varia com a temperatura e normalmente, este não atinge elevada sobresaturação, cristalizando facilmente com uma concentração de cerca de seis molal (concentração de cerca de 25%) (Gonçalves, 2007). Todos estes factores foram determinantes para a escolha do cloreto de sódio como o sal a utilizar no ensaio realizado no âmbito deste trabalho. Figura 2.1 Diagrama de solubilidade do cloreto de sódio (Esq.) e diagrama de fase do cloreto de sódio em função da HR e temperatura (Dir.) adaptado de (Gonçalves, 2007) Por outro lado, o sulfato de sódio é, provavelmente, um dos sais mais complexos envolvido em processos de degradação por cristalização de sais. Este sal pode formar três fases cristalinas distintas, pode facilmente sobresaturar e a sua solubilidade é fortemente dependente da temperatura. Por esta razão e pelo carácter geralmente destrutivo que a degradação causada pela cristalização deste sal apresenta, não foi incluído no corrente estudo. A situação torna-se ainda mais complicada, uma vez que, os materiais de construção raramente contêm um único tipo de sal. Normalmente, ocorre uma mistura de sais que resultam em soluções salinas mistas cujas propriedades não podem, geralmente, ser previstas por extrapolação das propriedades dos sais individuais, devido à interacção entre os iões dissolvidos. Além disso, a solubilidade dos sais podem ser alterada na presença de outros sais. Apenas em soluções muito diluídas pode essa interacção ser negligenciada (Gonçalves, 2007). Além de cristalizarem sob diferentes condições ambientais, sais diferentes produzem também reacções diferentes nos mesmos materiais. Por outro lado, o mesmo tipo de sal afecta materiais distintos de formas diferentes, como foi possível verificar no presente estudo. Num estudo realizado ao longo de 12 anos (Nappi, 2010), foi possível observar os efeitos da degradação causada por diferentes sais em diferentes amostras de argamassa. Os resultados deste estudo permitiram concluir que, em geral, as argamassas tradicionais evidenciam maior degradação resultante da cristalização de sais do que as argamassas especialmente 15
30 formuladas para rebocos de renovação. No que diz respeito ao comportamento das argamassas face a diferentes tipos de sais, o estudo constatou que as argamassas de cal foram pouco afectadas pelas soluções contendo nitratos e que os sulfatos foram os que produziram maior degradação inicial, mas que esta estabilizou ao longo do tempo. A argamassa de cimento apresentou o mesmo comportamento face aos sulfatos, no entanto, sofreu uma degradação muito mais acentuada para a solução com nitrato, levando mesmo à destruição do provete. Em ambos os casos a degradação provocada pela solução de cloretos foi moderada. O estudo realizado por Agostinho (Agostinho, 2008), que procedeu à análise da susceptibilidade à degradação por sais solúveis de argamassas de cal em pó e em pasta, permitiu observar que as argamassas formuladas com cal em pó revelam ser mais sensíveis às acções simuladas pelos ensaios de cristalização de sais implementados. Por outro lado, o estudo comparativo de argamassas com relações água/ligante distintas, realizado por Algarvio (Algarvio, 2010), apontou para que argamassas com uma relação água/ligante intermédia (a/l=1,6) manifestam um melhor desempenho face à acção simulada de cristalização de sais. Os resultados obtidos parecem indicar que o melhor comportamento face à acção da cristalização de sais de cloreto de sódio não está directamente relacionado com as melhores resistências mecânicas. Estudos como os desenvolvidos por Menezes (Menezes, 2006), Gonçalves (Gonçalves, 2007) e projectos de âmbito internacional como o projecto COMPASS têm permitido um melhor entendimento dos fenómenos relacionados com a cristalização de sais Origem dos sais As origens dos sais solúveis são diversas e por vezes contribuem para a dificuldade em eliminar completamente as anomalias que originam. Eles existem na natureza, podem ser resultado das actividades quotidianas e industriais do Homem, ou podem surgir na construção como elemento constituinte da mistura de alguns materiais de construção. Apesar do intenso controlo exercido, hoje em dia, sobre as matérias-primas utilizadas na construção, é impossível excluir completamente os sais solúveis da constituição dos mesmos. De facto, materiais como o cimento são fonte incontornável de sais solúveis. Muitos materiais utilizados na construção podem conter sais, alguns deles incorporados na sua composição química, enquanto outros se encontram depositados nos poros do material ou dissolvidos na água presente no seu interior. Exemplos de materiais que podem ser fonte de sais são as areias retiradas do mar ou dos estuários dos rios, o cimento Portland (contém em torno de 0,01 % da sua massa total de sal) e até a água potável pode conter iões de cloreto. 16
31 Também se podem encontrar sais nos tijolos fabricados com argilas contaminadas por pirite (FeS2) que, durante o cozimento, se transforma em sulfato de um metal alcalino (potássio, sódio) ou de um metal alcalino terroso (cálcio, magnésio) (Nappi, 2010). O solo é outra fonte frequente de sais dado que as construções se encontram em contacto directo com ele através das fundações/paredes. Os sais são arrastados pela água que ascende nos elementos construtivos por capilaridade. A estrutura dos edifícios antigos baseia-se em paredes de elevada espessura, construídas com materiais porosos e hidrófilos que contactam directamente com o terreno. A conjugação destes factores favorece a permanência de humidade no interior das paredes, uma vez que não existem cortes de capilaridade e a água do solo ascende facilmente, sendo retida pelos materiais porosos. Quanto mais antigo o edifício mais longa será a sua história de acumulação de água e de sais de origem diversa, tornando qualquer intervenção um problema complexo em que nem sempre é fácil identificar as causas das anomalias e consequentes soluções. As águas salobras contêm cloretos e sulfatos e, embora raramente se construa em locais onde haja acção directa da água do mar, muitas obras são executadas sobre aterros em regiões com nível freático elevado, nomeadamente próximo de rios. Também deve ser referida a presença nas águas freáticas de sulfatos e cloretos, provenientes de fertilizantes, de efluentes industriais e da decomposição de material orgânico. Podem também provir do ambiente envolvente, como no caso de estruturas construídas em ambiente marítimo e ambientes com elevada poluição atmosférica ou de produtos que tenham estado armazenados no espaço/construção, por exemplo, compartimentos para salga de alimentos, abrigo de animais ou armazenamento de pesticidas. Os combustíveis que contém enxofre, ao sofrerem um processo de combustão, geram o dióxido de enxofre (SO 2 ). Na atmosfera, parte deste dióxido é oxidada, transformando-se em trióxido de enxofre (SO 3 ). Este pode reagir com a água e retornar à superfície através da chuva ácida (H 2 SO 4 ). Esta chuva contém ácido sulfúrico que, por ser muito reactivo, ataca especialmente os carbonatos (CaCO 3 ) das argamassas, das pinturas à base de cal e de algumas pedras naturais, formando o sulfato de cálcio (gesso). Por sua vez, o sulfato de cálcio, quando formado no exterior das paredes gera uma camada que pode desaparecer por dissolução (Nappi, 2010). 17
32 Certas soluções utilizadas para reparar a ocorrência de outras anomalias, como por exemplo a utilização de biocidas para controlo da colonização biológica, podem também contribuir para o acréscimo de sais solúveis presentes na construção. Muitas vezes o tipo de sal presente numa construção é o melhor indicador da sua origem. O cloreto de sódio, por exemplo, frequentemente surge a partir do contacto directo dos materiais de construção com água do mar, névoa marinha, spray de água salgada ou água subterrânea contaminada. Cloreto de sódio pode também provir de bens salgados armazenados no edifício ou mesmo, devido ao consumo humano, a partir de águas subterrâneas contaminadas por resíduos domésticos. As águas subterrâneas muitas vezes transportam nitratos, produzidos pela decomposição de materiais orgânicos, especialmente nas imediações de solos tratados com fertilizantes orgânicos. Os nitratos podem também ser introduzidos por excrementos de animais, por exemplo em edifícios usados como estábulos ou colonizados por pombos, e por actividade microbiana em materiais de construção. Os sulfatos de sódio, também podem provir dos solos e sais de carbonato têm tipicamente origem em materiais com elevado conteúdo alcalino, por exemplo, as argamassas à base de cimento (Gonçalves, 2007) Anomalias causadas por fenómenos de cristalização de sais Quando ocorrem processos de cristalização de sais por evaporação, os cristais precipitam na frente de secagem, onde se dá a evaporação do soluto e, portanto, a concentração da solução aumenta até (ou supera), a máxima solubilidade do sal. Nestes processos, a frente de secagem tende a localizar-se na zona em que ocorre uma igualdade entre os fluxos de líquido e vapor, que atravessam o material (Gonçalves, 2007). Em função de onde se localiza esta frente de secagem, assim se designam as formações de cristais precipitados como: - Eflorescências formações constituídas por cristais salinos resultantes da cristalização de sais solúveis na superfície dos elementos construtivos ou revestimentos; - Criptoflorescências / Subflorescências formações constituídas por cristais salinos resultantes da cristalização de sais solúveis no interior dos poros dos materiais de construção. As eflorescências induzem danos menores e com cariz mais superficial, no que se refere à degradação dos materiais, podendo ser removidas com relativa facilidade. As criptoflorescências são as principais responsáveis pela degradação dos materiais, resultante da fadiga originada pela natureza cíclica dos processos de cristalização, hidratação dos sais 18
33 solúveis nos poros dos materiais. De referir que, devido a alterações das condições ambientais, as eflorescências e criptoflorescências podem sofrer ciclos de dissolução/recristalização. Outras anomalias associadas aos fenómenos de cristalização de sais são os problemas de humidade excessiva. A higroscopicidade dos sais pode, sob certas condições ambientais, resultar na acumulação de humidade nas paredes, tornando os espaços insalubres. A humidade excessiva, a ocorrência de eflorescências ou a degradação resultante da cristalização de sais, podem também provocar danos puramente estéticos Factores que condicionam a formação de eflorescências/criptoflorescências De acordo com Silveira (Silveira, 2002), o mecanismo de formação das eflorescências pode ser descrito de forma simplificada através das seguintes fases: - Dissolução e transporte de sais solúveis pela água presente ou surgida no interior dos revestimentos e dos seus suportes; - Migração da água com os sais dissolvidos, através dos poros dos materiais; - Evaporação superficial da água e cristalização, com aumento de volume, dos sais nela dissolvidos. É portanto fácil deduzir que, para que se formem eflorescências, é necessário que ocorram três factores em simultâneo: presença de humidade, existência de sais solúveis nos materiais constituintes do revestimento ou do suporte e pressão hidrostática que propicie a migração da solução para a superfície dos mesmos. Uma vez que as criptoflorescências podem ser consideradas como um caso particular de eflorescências cuja cristalização se manifestam sob os paramentos, o mecanismo de formação anteriormente descrito também se aplica às mesmas. De referir que, a evaporação rápida pode favorecer a formação de criptoflorescências em vez de eflorescências pois nestas condições a frente de secagem tende a localizar-se mais profundamente no material. Além disso, a evaporação rápida induz uma maior sobresaturação e, por conseguinte, uma maior pressão de cristalização (Gonçalves, 2007). A porosidade dos materiais, as características de secagem, a permeabilidade ao vapor e o seu coeficiente de absorção também condicionam o processo. Como foi visto anteriormente, as paredes de edifícios antigos são particularmente susceptíveis a problemas de humidade ascensional. Por este motivo, um dos requisitos para a ocorrência de eflorescências é automaticamente verificado. 19
34 Como já foi referido, as fontes de sais são muito variadas e na maioria dos casos, muito difíceis de eliminar. A utilização, nos materiais constituintes das paredes, de tijolos e pedras com nódulos de calcário ou elevado teor de sais, areias com partículas argilosas, salitrosas ou ferruginosas, água salgada ou com matéria orgânica, enchimentos terrosos no interior das paredes e a utilização de pigmentos de terra natural na pintura tradicional, era frequente aquando da construção dos edifícios. Por outro lado, apesar do apertado controlo exercido hoje em dia, factores como má utilização de retardadores de presa ou endurecedores de natureza mineral, manuseamento com ferramentas pouco limpas ou desconhecimento das características dos materiais utilizados, podem também contribuir para a contaminação com sais. Também o transporte de sais do solo em águas ascendentes por capilaridade é um fenómeno praticamente incontornável em edifícios antigo, portanto o segundo critério necessário para a ocorrência de eflorescências verifica-se. A pressão hidrostática que propicia a migração das soluções através dos materiais depende das condições de evaporação existentes. Se as condições de humidade e evaporação variarem de forma significativa e rápida ao longo do tempo, os ciclos de dissolução e cristalização intensificam-se, factor que acelera a degradação dos materiais. É precisamente a alternância destes ciclos que tem consequências nefastas para as estruturas. Por fim, os cristais de sal podem apresentar diferentes formas, isto é, diferentes hábitos. Os hábitos não dependem exclusivamente da estrutura interna do cristal, dado que são influenciados pelas condições sob as quais o cristal cresce. A forma dos cristais assim como a resistência mecânica e tamanho dos poros dos materiais são também factores que influenciam o resultado da cristalização de sais Consequências da formação de eflorescências/criptoflorescências O fenómeno de cristalização de sais solúveis nos elementos construtivos tem inúmeras consequências negativas, com graus de importância diversos. Estas vão desde a diminuição das condições de salubridade e habitabilidade, deterioração das alvenarias e progressiva diminuição da segurança estrutural das mesmas. A ocorrência de danos materiais depende em grande medida da profundidade à qual os sais cristalizam. É geralmente aceite que os danos materiais resultam das tensões internas, no sistema de poros do material, que se formam quando ocorre a cristalização de sais. O dano ocorre quando um cristal confinado cresce contra as paredes dos poros, sendo que, quanto maior a sobresaturação da solução, maior a pressão exercida pelo crescimento de cristal (Gonçalves, 20
35 2007). O tema da pressão de cristalização é ainda um tema aberto a discussão e estudo, apesar dos avanços feitos nesta área (Martín, 2000), (Silveira, 2002), (Tai, 2009), (Bouzid, 2011), (Gentilini, 2012). A pressão hidratação foi durante muito tempo considerada como o possível mecanismo de dano, no entanto, evidências práticas contradizem essa possibilidade. Em primeiro lugar, muitos sais, tais como o cloreto de sódio, não possuem hidratos na gama de temperatura normal. Em segundo lugar, a hidratação consiste, provavelmente, na dissolução da fase anidra seguida pela re-precipitação da fase hidratada, ao invés de absorção directa de humidade pela fase anidra (Gonçalves, 2007). Outros mecanismos de degradação têm vindo a ser estudados com o objectivo de explicar os danos causados pela cristalização de sais nos materiais de construção. No entanto, o estudo deste tema está longe se esgotar pois os factores envolvidos nestes fenómenos são muitos e nem sempre fáceis de analisar. Os mecanismos descritivos da degradação resultante da cristalização de sais ainda estão longe de estar completamente definidos, no entanto, a pressão linear de cristalização parece ser hoje o mecanismo mais amplamente aceite. De referir ainda que, quando a pressão de cristalização é inferior à resistência mecânica do material, os sais solúveis têm um efeito de cimentação em vez de um efeito destrutivo. Neste caso, os danos podem ocorrer devido ao comportamento diferencial entre o material contaminado e o material não contaminado. Os danos resultantes da cristalização de sais solúveis que ocorrem à superfície ou perto dela, produzindo eflorescências, são em geral problemas de humidade ou danos na camada superficial do reboco. Mas a cristalização de sais pode também ocorrer no interior da parede. Nestes casos os danos podem não ser imediatamente visíveis como, por exemplo, desprendimento entre camadas de reboco ou entre o reboco e o substrato. Esse tipo de danos muitas vezes pode ser detectado, mesmo quando não há sinais visíveis, simplesmente tocando na superfície, a qual produzirá um som oco. Quando os sais solúveis cristalizam nos poros dos materiais de construção podem ter um efeito de cimentação em vez de um efeito destrutivo. Também neste caso, é provável que os danos não se manifestem imediatamente, no entanto, a camada que sofreu endurecimento pela cristalização de sais tende a comportar-se de forma diferente da envolvente em termos de dilatação térmica ou hídrica, o que pode eventualmente levar à sua separação. O padrão de degradação alveolar (ou de favo de mel), que pode surgir à superfície dos materiais consiste na ocorrência de numerosas pequenas cavidades separadas por paredes endurecidas. Este padrão é tipicamente observado em estruturas de pedra, mas também pode 21
36 ocorrer em rebocos. Uma vez que, este tipo de degradação necessita, em geral, de longos períodos de tempo para se desenvolver, não é espectável que tenha impacto relevante em edifícios submetidos a manutenção periódica (Gonçalves, 2007). Este tipo de fenómenos, quando em fase avançada de desenvolvimento, implicam elevados custos de reparação e, normalmente, exigem acções de manutenção recorrentes. Os danos provocados por este tipo de fenómenos podem ter consequências estruturais em edifícios antigos. Acrescenta à importância deste fenómeno a relevância histórica e artística dos componentes afectados, as quais obrigam a uma intervenção muito mais cuidada e consequentemente, mais onerosa. A degradação, em geral, tem inicio na superfície dos elementos construtivos, podendo progredir para o seu interior à medida que a camada exterior se degrada, ou quando as condições de permeabilidade da mesma são alteradas. Excepção feita aos casos em que se formam criptoflorescências. No entanto, procura-se que os rebocos sejam os materiais mais intensamente afectados pela cristalização de sais, cumprindo assim a sua função de protecção das alvenarias subjacentes. Recentemente, através do projecto COMPASS (Hees, 2009), pretendeu-se prover o usuário final com orientações que ajudem no diagnóstico dos danos apresentados pelas estruturas de forma a melhor planear uma intervenção Soluções As soluções para tratamento desta anomalia variam consoante a sua gravidade, podendo ir desde a simples escovagem e remoção periódica dos sais cristalizados, até intervenções mais profundas que envolvam a substituição das camadas de reboco e o tratamento das alvenarias subjacentes. Em qualquer dos casos deve tentar-se remover as fontes de sais, efectuar um controlo da humidade e das condições termo-higrométricas, de forma a evitar o mais possível a ocorrência repetida de ciclos de dissolução/cristalização (Selwitz, 2002) Cuidados a ter com os revestimentos Apesar dos estudos que têm vindo a ser realizados neste âmbito e dos cuidados que actualmente se tem quando se está perante intervenções em que é necessária a substituição dos revestimentos de paredes de alvenaria antiga, continuam a ocorrer sistematicamente situações de agravamento da degradação devida à cristalização de sais solúveis, após a aplicação de rebocos de substituição. Isto deve-se a diversos factores, estando a montante de todos eles o facto do diagnóstico efectuado antes da intervenção ser incompleto ou simplesmente não existir. Apesar de toda a 22
37 experiência adquirida ao longo do tempo e do controlo exercido sobre os materiais utilizados para estes casos, podem ainda ocorrer situações em que o material utilizado é inadequado, indo contribuir para um aumento da degradação que se pretendia justamente evitar. Como se referiu anteriormente, o fenómeno de cristalização de sais está muito dependente do fluxo de água no elemento afectado, portanto qualquer alteração a este fluxo pode contribuir para um agravamento da situação. É exemplo disso a utilização de pinturas impermeáveis sobre os revestimentos, impedido a passagem do vapor de água para o exterior e podendo levar a que em vez da ocorrência de eflorescências, se desenvolvam criptoflorescências. Outro factor que pode afectar os padrões de circulação e evaporação da água existente no substrato, levando a intensificação dos fenómenos de degradação, é a utilização de camadas superficiais hidrófobas. A deficiente execução de rebocos de substituição pode também contribuir para o insucesso da intervenção. Ao ser mal executado, o reboco não irá desempenhar as suas funções devidamente. Exemplos disso são os rebocos com fendilhação excessiva, permitindo a entrada de água pluvial, a qual muitas vezes transporta consigo sais. A escolha da argamassa correcta para execução de rebocos em edifícios antigos passa pelo estudo prévio, quer dos materiais disponíveis quer do substrato no qual vai ser aplicado o reboco. No que diz respeito ao estudo do comportamento dos materiais porosos face à cristalização de sais, ele é geralmente efectuado recorrendo ao estudo dos materiais face à acção de ensaios de cristalização de sais. Nestes ensaios, as amostras são contaminadas através da absorção de soluções salinas, seguindo um procedimento bem definido. Posteriormente, as amostras são deixadas a secar em condições ambientais monitorizadas. Normalmente procede-se á realização de diversos ciclos de molhagem/secagem, sendo alguns testes conduzidos com imersão parcial continua dos provetes. Nestes casos, a molhagem e secagem ocorrem simultaneamente por extremos opostos do provete. A degradação dos materiais pode ser avaliada ao longo do ensaio ou no final do mesmo, por observação visual e registando/ensaiando certas propriedades das amostras (Gonçalves, 2007) (Agostinho, 2008) (Algarvio, 2010). Apesar do desenvolvimento do estudo dos fenómenos de cristalização de sais e das suas consequências nos materiais porosos, não existe ainda um ensaio normalizado específico para argamassas de reboco. Em 2002 teve inicio um projecto de investigação promovido pela União Europeia com o objectivo final de desenvolver um modelo de decisão para a escolha e aplicação de rebocos 23
38 compatíveis com substratos contaminados com sais solúveis na presença de humidade. Estes rebocos deveriam ser escolhidos com base nas suas características de resistência à degradação por cristalização de sais, durabilidade e retratabilidade. O estudo teve como objectivos contribuir para a definição de modelos de degradação por cristalização de sais, com o intuito de descrever o processo, prever e prevenir danos, bem como definir requisitos para a produção de argamassas resistentes à cristalização de sais e recomendações de como testar o desempenho dos rebocos. O projecto teve a designação COMPASS e envolveu especialistas de quatro países (Holanda, França, Espanha e Portugal), tendo sido dado como terminado em 2005, (Groot, 2009) (Hees, 2009) (Naldini, 2009). Este projecto não só permitiu alargar o conhecimento sobre os fenómenos associados à cristalização de sais em edifícios antigos, como também resultou na criação de linhas de orientação para o diagnóstico dos problemas e escolha da solução mais adequada para cada caso, por parte do usuário final. Exemplo disso são, o sistema desenvolvido para selecção de rebocos para substratos de alvenaria contendo sais solúveis (Groot, 2009) e o sistema de diagnóstico de danos em alvenaria antiga (Naldini, 2009) Tipos de revestimentos de acordo com o seu comportamento face à presença de sais solúveis Segundo o descrito em Gonçalves (2010), os rebocos podem ser agrupados em quatro categorias, função do seu funcionamento face à presença de sais solúveis (Figura 2.2): - Rebocos de transporte - também denominados de rebocos de saneamento. Estes rebocos possibilitam a migração das soluções salinas através de toda a sua espessura para que a cristalização dos sais se dê à superfície com a consequente formação de eflorescências. Estas podem então ser facilmente eliminadas por escovagem do revestimento, procedimento que exige manutenção periódica. Este comportamento verifica-se, em geral, nos rebocos tradicionais de cal aérea. Quando são efectuados acabamentos de pintura sobre a superfície do reboco, estes podem por em causa o processo de transporte dos sais até à superfície, comprometendo todo o princípio de funcionamento do reboco; - Rebocos de acumulação - também denominados de rebocos absorventes. Estes rebocos permitem o transporte das soluções liquidas provenientes do suporte, impedindo ao mesmo tempo que estas soluções atinjam a superfície. A cristalização tende, assim, a ocorrer na massa do reboco. O funcionamento destes rebocos faculta a acumulação de sais através da existência de uma camada com estrutura macroporosa que permite que as soluções salinas sejam nela retidas e à medida que a água, no estado de vapor migra até à superfície da parede, os sais cristalizam nos poros desta camada. Muitos rebocos industriais são actualmente formulados de forma a conterem 24

39 vazios que acomodem este tipo de comportamento. No entanto, para elevados níveis de saturação salina na referida camada macroporosa haverá risco de ocorrência de criptoflorescências; - Rebocos de bloqueio - permitem o transporte de vapor mas não de líquido. A cristalização tende por isso a ocorrer junto à interface reboco/alvenaria, favorecendo a degradação, quer do suporte, quer do reboco e promovendo o destaque do mesmo. Exemplos são os rebocos, tradicionais ou industriais, com características hidrófugas; - Rebocos selantes - não permitem a migração de vapor nem de líquido. Este tipo de funcionamento actua no pressuposto de que assim não ocorrerá cristalização uma vez que não há evaporação. No entanto, na prática, verifica-se que as soluções são desviadas para elementos adjacentes que permitam a ocorrência de evaporação e/ou se existirem pontos de escape (por exemplo, fissuração do reboco), irá ocorrer cristalização localizada nesses pontos, alargando progressivamente a zona afectada. Figura 2.2 Representação dos diferentes comportamentos exibidos pelos rebocos, face à cristalização de sais solúveis - adaptado de (Gonçalves, 2007) Quando o suporte em causa é uma parede de alvenaria antiga, o reboco aplicado deve, preferencialmente, funcionar como um meio de transporte, sendo uma camada sacrificial que sofre os danos provocados pela cristalização dos sais solúveis e protege o suporte. Quanto muito, podem ser aplicados rebocos de acumulação e de bloqueio. Contudo, a utilização de rebocos de bloqueio poderá levar à formação de criptoflorescências, as quais podem causar danos na parede que suporta o reboco. 25
40 26
41 3. Apresentação e Descrição do Plano de Trabalhos 3.1. Introdução A campanha experimental desenvolvida foi realizada no Laboratório de Construção do DECivil, do Instituto Superior Técnico, com o objectivo de estudar o comportamento de um conjunto de argamassas face à acção de cristalização de sais solúveis. O conjunto de argamassas estudadas inclui quatro argamassas industriais destinadas a rebocos de edifícios antigos, previamente caracterizadas por Gomes (Gomes, 2009), e três argamassas formuladas em laboratório, cujo comportamento físico e mecânico foi efectuado no âmbito do trabalho de investigação realizado por Silva (Silva, 2010). O grupo das argamassas formuladas em laboratório inclui uma argamassa de cal aérea, uma argamassa bastarda de cal aérea e cal hidráulica e uma argamassa bastarda de cal aérea e cimento. A argamassa de cal aérea estudada possui traço volumétrico 1:3. A selecção deste traço teve como justificação o facto de ser um traço de utilização frequente neste tipo de argamassas. Dado que a produção de argamassas com base na relação ponderal entre o ligante e o agregado permite reduzir a variabilidade associada ao recurso ao traço volumétrico, optou-se, no presente trabalho, por converter o traço volumétrico da argamassa de cal aérea em traço ponderal, tendo-se obtido o traço ponderal de 1:8. Adicionalmente, uma vez que a maioria das argamassas industrias aqui estudadas é constituída por uma mistura de ligantes, optou-se pelo estudo das duas argamassas bastardas atrás referidas, de forma a permitir uma melhor comparação entre as argamassas mais correntemente utilizadas em obra e as industriais. Do grupo de argamassas bastardas estudadas por Silva (Silva, 2010) foram seleccionadas, para o desenvolvimento do presente trabalho, as argamassas bastardas em que a mistura ligante é constituída por 50% de cal aérea hidratada e 50% de ligante hidráulico e cuja razão água/ligante permitiu a obtenção de consistências que originaram valores de espalhamento da ordem de 165 mm. O trabalho experimental incluiu a caracterização das sete argamassas seleccionadas, no estado fresco e endurecido. A caracterização no estado endurecido foi efectuada com base em provetes prismáticos, aos 28 e 90 dias de idade das argamassas. A caracterização aos 90 dias teve como objectivo avaliar as propriedades destas argamassas antes de serem submetidas ao ensaio de cristalização de sais e, deste modo, ser possível a avaliação da acção simulada. 27
42 A caracterização das argamassas aos 28 dias de idade teve como objectivo proceder à análise comparativa das características das argamassas produzidas no âmbito da presente dissertação e no âmbito dos estudos de Gomes (Gomes, 2009) e Silva (Silva, 2010). Após a produção e desmoldagem, os provetes foram mantidos em condições semelhantes às adoptadas por Gomes (Gomes, 2009), até aos 28 dias ou 90 dias de idade, altura em que se deu inicio à sua caracterização no estado endurecido. A cura decorreu em ambiente de laboratório com uma temperatura média de 20ºC e uma humidade relativa média de 60%. A caracterização das argamassas no estado fresco realizou-se logo após a sua produção e incluiu a determinação da consistência por espalhamento e a massa volúmica aparente. Para a concretização dos objectivos propostos, por cada tipo de argamassa, foram produzidos 18 provetes prismáticos com as dimensões 40x40x160 (mm) Actualização do estudo de mercado relativo às argamassas industriais A actualização do estudo de mercado realizado por Gomes (Gomes, 2009) teve início com a verificação dos dados presentes nesse estudo. Para tal foram consultadas as moradas electrónicas das empresas e as fichas técnicas dos materiais listados por Gomes (Gomes, 2009). Uma pesquisa mais alargada revelou a existência no mercado de novas argamassas industriais para rebocos de edifícios antigos. Estas foram adicionadas à lista já existente e procedeu-se à recolha dos dados necessários à sua caracterização. Procurou-se sempre recolher a informação mais actual, tendo-se consultado directamente o fabricante quando esta não estava disponível de outra forma. No entanto, apesar das diligências efectuadas, nem sempre foi possível obter a informação desejada, quer por inexistência da mesma nas fichas técnicas, quer por desconhecimento dos representantes contactados ou devido à não divulgação por parte dos fabricantes Argamassas estudadas e Materiais utilizados Todos os materiais utilizados foram fornecidos em saco e conservados em barricas desde o momento da sua recepção e durante todo o período inerente ao desenvolvimento do trabalho experimental. As argamassas industriais estudadas foram as listadas no Quadro 3.1, tendo a mesmas sido alvo de estudo no trabalho de Gomes (Gomes, 2009). 28
43 Quadro 3.1 Listagem das argamassas industriais estudadas Água/kg de Espalhamento Designação adoptada Designação adoptada argamassa seca [mm] em em (Gomes, 2009) no presente estudo [L/kg] em (Gomes, 2009) (Gomes, 2009) Arg.A A 0, Arg.B B 0, Arg.C C 0, Arg.D D 0, A argamassa A possui como ligante a cal hidráulica e como adjuvantes um retentor de água, um hidrófugo e um introdutor de ar. As argamassas B e C possuem como ligante uma mistura de cal aérea e cal hidráulica. No entanto, enquanto C possui como adjuvantes um retentor de água, um hidrófugo e um introdutor de ar, B possui apenas adjuvantes para conferir trabalhabilidade. Quanto à argamassa D, esta possui na sua composição uma mistura ligante de cal aérea e cimento, adjuvantes (cujo fabricante não identificou) e fibras. O Quadro 3.2 apresenta as argamassas estudadas por Silva (Silva, 2010), que são também objecto de estudo da presente dissertação. Quadro 3.2 Argamassas formuladas em laboratório estudadas Designação Designação Traço cal aérea: ligante Espalhamento adoptada adoptada hidráulico : areia amarela : Água/ligante [mm] em (Silva, no presente areia de rio (Silva, 2010) (Silva, 2010) (Silva, 2010) 2010) estudo Volumétrico Ponderal CA CA 1:0:1.5:1,5 1:0:4:4 1, CACH III.3 (cal aérea e CACH 1:0,59:3,15:3,15 0,5:0,5:4:4 1, cal hidráulica) CACI III.3 (cal aérea e cimento) CACI 1:0,53:3,15:3,15 0,5:0,5:4:4 1, A cal aérea utilizada foi uma cal hidratada em pó do tipo CL 90 da marca Calcidrata. Tal como foi referido anteriormente, esta cal foi utilizada em vários estudos recentes no domínio das argamassas (Agostinho, 2008), (Fernandes, 2009), (Silva, 2010), (Algarvio, 2010), facilitando deste modo uma eventual análise comparativa de resultados. As suas características podem ser consultadas na respectiva ficha técnica do produto, fornecida no local de venda e presente no Anexo I. 29
44 A cal hidráulica utilizada foi do tipo NHL 5, da Secil Martingança, por ser um ligante muito utilizado em Portugal na produção de argamassas, inclusive de reabilitação. Este material foi utilizado na produção de argamassas que foram alvo de vários estudos recentes (Mendonça, 2007), (Cruz, 2008), (Penas, 2008), (Lima, 2009). As características deste produto encontramse na respectiva ficha técnica, constante no Anexo I. Por último, o cimento Portland utilizado foi do tipo CEM II/B - L 32,5N da Secil por ser dos ligantes mais vulgarmente utilizados em Portugal no fabrico de argamassas correntes. A sua utilização em argamassas foi já estudada por Mendonça (2007), Cruz (2008), Martins (2008) e Lima (2009). As suas características podem ser consultadas no Anexo I. Tal como sucede com os ligantes, as areias utilizadas correspondem às já utilizadas em estudos anteriores, facilitando, deste modo, a análise comparativa com outros trabalhos de investigação. Por conseguinte, a caracterização dos agregados presente neste trabalho (vd. Secção 3.4.1) resulta da consulta de Cruz (2008), Martins (2008), Fernandes (2009) e Silva (2010). A água utilizada foi proveniente da rede pública Resumo das propriedades das argamassas estudadas com base na caracterização efectuada em outros trabalhos Neste trabalho pretendeu-se aprofundar o conhecimento já adquirido em dissertações anteriores sobre diversas argamassas, nomeadamente, no que diz respeito ao seu comportamento face à cristalização de sais. De seguida será efectuado um resumo dos resultados obtidos nos estudos predecessores. Esta dissertação centrou-se essencialmente sobre as argamassas industriais previamente caracterizadas por Gomes (2009). Como termo de comparação foi estudada uma argamassa de cal aérea (Calcidrata) com traço volumétrico 1:3, previamente caracterizada por Silva (Silva, 2010). Foram ainda estudadas duas argamassas bastardas, uma de cal aérea/cal hidráulica e outra de cal aérea/cimento, cujas formulações foram também estudadas e caracterizadas por Silva (2010). Para a formulação das argamassas bastardas adoptou-se uma mistura ligante em que 50% da sua massa é constituída por cada ligante. Os Quadros 3.1 e 3.2 resumem as argamassas estudadas em trabalhos anteriores cuja susceptibilidade à degradação por sais solúveis é objecto do presente estudo. 30
45 Por motivos de simplificação, quando neste trabalho são mencionadas as designações CACH e CACI, estas equivalem às designações CACH III.3 e CACI III.3 utilizadas em Silva (Silva, 2010) enquanto que as designações A, B, C e D equivalem às designações Arg A, Arg B, Arg C e Arg D utilizadas em Gomes (Gomes, 2009), respectivamente. Os resultados da caracterização destas argamassas realizada em trabalhos anteriores, nomeadamente em Gomes (Gomes, 2009) e Silva (Silva, 2010), são apresentados com o objectivo de conhecer as características das argamassas estudadas, bem como permitir a possível identificação de alterações na formulação das argamassas industriais Características no estado seco Segue-se a exposição resumida dos resultados da caracterização das argamassas e agregados, descritos por Gomes (Gomes, 2009) e Silva (Silva, 2010). O Quadro 3.3 e a Figura 3.1 apresentam os resultados obtidos por Gomes (Gomes, 2009) da granulometria das argamassas industriais. O estudo granulométrico das argamassas industriais permitiu verificar que as argamassas B e C apresentam teores próximos de constituintes finos (<0,063 mm), distinguindo-se das argamassas A e D, as quais apresentam maior teor de finos. A granulometria dos agregados presentes nas argamassas industriais foi determinada por Gomes (Gomes, 2009) considerando que o agregado correspondia ao material retido no peneiro 0,063 mm. Os resultados são apresentados no Quadro 3.4 e Figura 3.2. Quadro 3.3 Granulometria das argamassas industriais (Gomes, 2009) Material Passado Acumulado [%] Peneiro [mm] A B C D 8 100,00 100,00 100,00 100, ,00 100,00 100,00 100, ,97 95,68 100,00 100, ,11 83,11 99,95 89,20 0,5 71,58 61,97 91,98 75,66 0,25 52,36 37,86 38,85 43,77 0,125 38,88 27,74 27,39 29,25 0,063 23,28 6,46 4,39 12,70 Granulometria do fabricante [mm] < 1,2 < 3 < 1,2 < 2 A análise da Figura 3.2 e do Quadro 3.4 permite verificar que a granulometria dos agregados das argamassas A e D é muito semelhante bem como que todas elas possuem percentagens de material acumulado passado da mesma ordem de grandeza na gama de dimensões compreendida entre 0 e 0,25mm. 31
 Material Passado Acumulado [%] Peneiro [mm] A B C D 8 100,00 100,00 100,00 100,00 4 100,00 100,00 100,00 100,00 2 99,96 95,38")
46 Figura Curvas granulométricas para as argamassas industriais (Gomes, 2009) Quadro Granulometria dos agregados das argamassas industriais (Gomes, 2009) Material Passado Acumulado [%] Peneiro [mm] A B C D 8 100,00 100,00 100,00 100, ,00 100,00 100,00 100, ,96 95,38 100,00 100, ,63 81,94 99,95 87,63 0,5 62,96 59,34 91,61 72,12 0,25 37,90 33,57 36,04 35,59 0,125 20,33 22,75 24,06 18,96 0,063 0,00 0,00 0,00 0,00 Dmáx [mm] 1 2 0,5 2 Dmin [mm] 0,125 0,125 0,125 0,125 Módulo de Finura 1,85 2,07 1,48 1,86 A Figura 3.3 apresenta a granulometria dos agregados constituintes de todas as argamassas estudadas e permite verificar que os agregados das argamassas industriais revelam maior percentagem de percentagem de partículas compreendidas entre 0 e 0,25 mm, bem como granulometria com características intermédias às das areias de rio e amarela. Comparando os agregados presentes nas argamassas industriais com os utilizados em argamassas formuladas em laboratório (Quadro 3.5), verificou-se que, para todos os parâmetros, os primeiros apresentam valores inferiores aos segundos. 32
 Quadro 3.")
![5 Comparação das dimensões das argamassas industriais e dos agregados utilizados em argamassas formuladas em laboratório (Gomes, 2009), (Silva, 2010) Areia Amarela Areia de Rio A B C D D máx [mm]](/docs-images/68/58677247/images/47-1.jpg "2,38 2,38 1 2 0,5 2 D min [mm] 0,149 0,149 0,125 0,125 0,125 0,125 Módulo de Finura 3,0 2,6 1,85 2,07 1,48 1,86 O Quadro 3.")
47 Figura 3.2 Curvas granulométricas dos agregados das argamassas industriais (Gomes, 2009) Figura 3.3 Comparação da granulometria dos agregados das argamassas industriais e das argamassas formuladas em laboratório (Gomes, 2009) Quadro 3.5 Comparação das dimensões das argamassas industriais e dos agregados utilizados em argamassas formuladas em laboratório (Gomes, 2009), (Silva, 2010) Areia Amarela Areia de Rio A B C D D máx [mm] 2,38 2, ,5 2 D min [mm] 0,149 0,149 0,125 0,125 0,125 0,125 Módulo de Finura 3,0 2,6 1,85 2,07 1,48 1,86 O Quadro 3.6 apresenta os valores de massa volúmica aparente (baridade) das argamassas industriais e dos constituintes das argamassas formuladas em laboratório. A argamassa D apresentou uma massa volúmica aparente claramente menor do que as restantes argamassas industriais, característica de alguma forma esperada, fruto da pesquisa efectuada em Gomes (Gomes, 2009) onde se colocou a hipótese deste produto incluir agregados leves. 33
48 Quadro 3.6 Massa volúmica aparente (Gomes, 2009), (Silva, 2010) Argamassa Massa Vol. [Kg/m 3 ] Valor Fabricante [Kg/m 3 ] A ± 200 B C D Cal Aérea Cal Hidráulica Cimento Areia de rio Areia amarela Características no estado fresco Os ensaios de espalhamento realizados com as argamassas industriais revelam que as argamassas produzidas com dosagem de água semelhante (A e B; C e D), Quadro 3.7, manifestaram valores de espalhamento diferentes, o que foi atribuído ao tipo e dosagem de adjuvante presente e pelo teor de elementos finos, entre outros aspectos. Quando comparadas com as argamassas formuladas em laboratório, verifica-se que as argamassas C e D se encontram dentro da mesma gama de valores de espalhamento, sendo classificadas como tendo consistência normal (Quadro 3.7). As argamassas A e B apresentam consistência muito seca e seca, respectivamente. Quadro 3.7 Resultados dos ensaios de espalhamento, retenção de água e massa volúmica (Gomes, 2009), (Silva 2010) Argamassa Espalhamento [mm] Retenção de água [%] Massa volúmica [Kg/m 3 ] Água/sólidos* [L/Kg] A ,16 B , ,14 C , ,23 D , ,22 CA , ,17 * CACH , ,16 * CACI , ,15 * *O cálculo da razão água/sólidos foi efectuado considerando como sólidos a mistura ligante e os agregados. 34
49 No que diz respeito à retenção de água, as argamassas industriais apresentam valores superiores aos das argamassas bastardas o que, provavelmente, se fica a dever à existência de adjuvantes retentores de água na composição das argamassas industriais. Tal facto é bastante benéfico, não apenas no sentido de reduzir o fenómeno de retracção durante a cura, mas também perante determinadas condições climatéricas aquando da sua aplicação, como temperaturas elevadas e vento seco e, ainda, quando sujeitas a suportes bastante absorventes (como é o caso das alvenarias antigas). (Gomes, 2009) Em termos de massa volúmica, verifica-se que as argamassas industriais apresentam valores de massa volúmica inferiores ao das argamassas formuladas em laboratório. Característica esta que permite reduzir a probabilidade de descolamento das camadas de reboco por aderência insuficiente face ao peso do revestimento. Verifica-se que as duas argamassas que apresentam maiores valores de massa volúmica (A e B), além de apresentarem características mecânicas semelhantes (seguidamente apresentadas), são as que se revelam mecanicamente mais resistentes, entre as quatro estudadas. (Gomes, 2009) Características no estado endurecido (28 dias) No que diz respeito à caracterização mecânica das argamassas, verificou-se que as argamassas industriais apresentam valores de resistência à compressão e flexão superiores aos das argamassas formuladas em laboratório, com excepção do valor de resistência à compressão da argamassa bastarda com cimento (Quadro 3.8). Quadro Valores da tensão de rotura à flexão e à compressão e da velocidade de ultra-sons (28 dias) (Gomes, 2009), (Silva, 2010) Argamassa Flexão Compressão Ductilidade Velocidade de Ultra-sons 28 dias [MPa] [MPa] Flexão/Compressão [m/s] A 1,48 5,26 0, B 1,66 5,58 0, C 0,61 1,28 0, D 0,8 1,87 0, CA 0,24 0,47 0, CACH 0,18 0,65 0, CACI 0,41 1,47 0, De notar que de entre as argamassas industriais existem dois grupos com comportamentos distintos: 35
50 Grupo 1 constituído pelas argamassas A e B; Grupo 2 - constituído pelas argamassas C e D. As argamassas do Grupo 1 revelaram valores de resistência à compressão de 5,3 a 5,6 MPa, os quais permitem inserir as mesmas na categoria CS.III de acordo com a norma NP EN 998-1:2010. Por seu lado, as argamassas do Grupo 2 apresentam valores de 1,3 a 1,9 MPa, o que as insere na categoria CS.I e CS.II, respectivamente, de acordo com a mesma norma. Quanto às argamassas formuladas em laboratório, estas incluem-se na categoria CS.I, com excepção da argamassa bastarda de cal aérea e cimento, a qual se insere na categoria CS.II. Pela a análise do Quadro 3.9 foi possível verificar que as argamassas A e B revelaram características de absorção de água por capilaridade semelhantes. A argamassa C foi a que revelou maior capacidade de absorção e a D foi o que manifestou menor capacidade de absorção. As argamassas C, A e B apresentaram coeficientes de capilaridade muito semelhantes, reveladores de velocidades de absorção equivalentes nos primeiros instantes do ensaio, sendo que C manteve a taxa inicial de absorção durante bastante mais tempo que as restantes, sensivelmente até às 24 horas. Verificou-se que as argamassas formuladas em laboratório revelaram cinéticas de absorção semelhantes, sendo caracterizadas por uma absorção inicial muito rápida (até às 3 a 6 horas de ensaio, período que corresponde à chegada da franja capilar ao topo do provete), prosseguindo depois a um ritmo bastante mais lento até estabilizar. Quadro Resultados dos ensaios de absorção de água por capilaridade e teor em água às 48 horas (28 dias) (Gomes, 2009), (Silva, 2010) Argamassa Absorção de água por capilaridade C.C. V.A. [Kg/m 2.s 1/2 ] [Kg/m 2 ] Teor em água 48h [%] A 0,16 30,88 9,3 B 0,18 29,75 8,8 C 0,17 35,13 19,9 D 0,08 13,50 13,0 CA 0,230 29,43 10,2 CACH 0,270 31,00 10,1 CACI 0,219 29,21 9,4 C.C. Coeficiente de absorção de água por capilaridade V.A. Valor assimptótico 36
51 Comparando os resultados das argamassas, formuladas em laboratório, que contêm cal hidráulica (CACH) e a que contêm cimento (CACI), verificou-se que para o mesmo traço em ligante, as primeiras absorvem mais rapidamente água por capilaridade que as segundas. Ao analisar os valores do índice de secagem (Quadro 3.10) verifica-se que a argamassa A é a que apresenta o valor mais elevado, evidenciando maior dificuldade de secagem. Por oposição, as argamassas formuladas em laboratório apresentam índices de secagem baixos, o que atesta a secagem rápida das mesmas. As argamassas C e D apresentaram um comportamento de secagem intermédio. Em termos de porosidade (Quadro 3.10), obtiveram-se valores entre os 16% e os 30%, sendo que a argamassa B foi a que apresentou menor porosidade e a argamassa C foi a que apresentou maior porosidade. Por sua vez, os valores de porosidade da argamassa D encontra-se próximo do valor registado na argamassa de cal aérea formulada em laboratório. No que diz respeito à massa volúmica, as argamassas industriais apresentam, em geral, valores superiores aos facultados nas fichas técnicas dos materiais. As argamassas D e C são as que apresentam menores valores de massa volúmica, enquanto que, as restantes argamassas apresentam valores dentro da mesma ordem de grandeza. Quadro Resultados dos ensaios de cinética de secagem, porosidade aberta e massa volúmica (28 dias) (Gomes, 2009), (Silva, 2010) Argamassa Índice de Secagem Massa Volúmica Porosidade [Kg/m 3 ] [%] Aparente Real Fabricante A 0,30 18, /- 200 B 0,24 16, C 0,20 29, D 0,27 23, CA 0,142 24, CACH 0,112 20, CACI 0,168 20,

52 3.5. Plano de trabalhos experimental A Figura 3.4 apresenta o plano de ensaios desenvolvido de forma a caracterizar convenientemente as argamassas estudadas e a obter resultados comparáveis com os obtidos em estudos anteriores. Figura 3.4 Plano de ensaios * Não foi realizado ensaio de secagem aos 28 dias para as argamassas industriais. 38
53 3.6. Produção e condições de cura das argamassas A produção dos provetes necessários à concretização do plano de trabalhos foi efectuada na sequência de um conjunto de amassaduras realizadas em três fases distintas. A primeira fase visou a produção dos provetes que foram sujeitos ao ensaio de cristalização de sais aos 90 dias. A segunda fase de amassaduras teve como objectivo produzir os provetes necessários para a caracterização das argamassas aos 90 dias de idade. Finalmente, na terceira fase, foram produzidos os provetes utilizados na caracterização das argamassas aos 28 dias de idade. O Quadro 3.11 apresenta a quantidade de material utilizado em cada amassadura. A quantidade de água utilizada na produção das argamassas industriais foi definida com base nas indicações fornecidas pelos fabricantes. Quanto às argamassas formuladas em laboratório, a formulação utilizada (incluindo a quantidade de água), foi a definida por Silva (Silva, 2010) de forma a obter uma consistência por espalhamento da ordem de 165 mm. Quadro 3.11 Quantidade de material utilizado em cada amassadura Argamassa Ligante [g] Agregados [g] Água [g] A B C D Argamassa Cal aérea [g] Ligante hidráulico [g] Areia Amarela [g] Areia de Rio [g] Água [g] CA ,0 CACH ,5 CACI ,5 A produção das argamassas formuladas em laboratório adoptou o procedimento geral usado na produção das argamassas foi baseado nas indicações da NP EN (1996). A produção de argamassa teve início com a pesagem prévia de todos os seus constituintes. Após pesagem dos constituintes, introduziu-se, no recipiente pré-humedecido da misturadora (Figura 3.7), a água, seguida da mistura ligante. Ligou-se a misturadora em movimento lento (140±5 r.p.m.). Ao fim de 30 segundos adicionou-se os dois tipos de areia. Esta operação demorou cerca de 30 segundos. A mistura prosseguiu durante 30 segundos em movimento rápido (285±5 r.p.m.). Findo este período de tempo, a misturadora interrompeu o seu funcionamento e raspou-se as paredes do recipiente com uma raspadeira de borracha, deixando em seguida a mistura em repouso durante cerca de 75 segundos. A fase final da amassadura decorreu em movimento rápido durante um período de 60 segundos. Uma vez que se optou pelo funcionamento automático da misturadora (Figura 3.5), tal operação facilitou a 39

54 adição dos componentes nos tempos definidos pela máquina, uma vez iniciado o processo de amassadura. Figura 3.5 Misturadora utilizada na produção de argamassa No que diz respeito à produção das argamassas industriais, em todas as amassaduras foi dada especial atenção ao cumprimento da quantidade de água aconselhada pelos fabricantes (Quadro 3.11). Após pesagem dos constituintes, introduziu-se, no recipiente pré-humedecido da misturadora parte da água, seguida da totalidade da mistura ligante. Procedeu-se à mistura manual de forma a evitar a dispersão da mistura seca aquando do início da amassadura e evitar perda de material no fundo da misturadora, por carência de hidratação. De seguida, colocou-se o recipiente na misturadora e adicionou-se a restante água. Ligou-se a misturadora em movimento lento (140±5 r.p.m.), durante 15 segundos. Findos os 15 segundos passou-se a um movimento rápido (285±5 r.p.m.), o qual se manteve durante dois minutos e quinze segundos. Ao fim deste tempo deu-se por terminada a amassadura. Para a concretização do plano de ensaios apresentado na Figura 3.4, foi necessário produzir 18 provetes de cada tipo de argamassa em estudo. Para tal, procedeu-se ao enchimento de 6 moldes, cada um dos quais permitindo a moldagem de três provetes com as dimensões 40x40x160 (mm). A preparação dos provetes seguiu as indicações presentes na NP EN (1996), assim, após a avaliação das características das argamassas no estado fresco, que incluiu a determinação da consistência por espalhamento e a massa volúmica aparente, procedeu-se à preparação e moldagem dos provetes. A moldagem dos provetes teve início com a aplicação de óleo descofrante nas superfícies do molde, sendo este depois posicionado e fixado, com a alonga montada, sobre a mesa do aparelho de compactação mecânica (Figura 3.6 Esq.). 40
.")
 e distribuição da argamassa no interior do molde (Dir.")


55 Seguidamente, procedeu-se à colocação de uma primeira camada de argamassa, até metade da capacidade do molde, recorrendo a uma espátula metálica adequada para efectuar a distribuição da argamassa numa camada uniforme (Figura Dir.). Esta operação é feita na vertical, apoiada nos bordos da alonga e com movimento de vaivém. Figura 3.6 Preparação do molde com alonga (Esq.) e distribuição da argamassa no interior do molde (Dir.) Procedeu-se então à compactação da primeira camada, submetendo-a a 60 pancadas do aparelho de compactação (Figura 3.7 Esq.). Completou-se o enchimento do molde, com um ligeiro acréscimo, distribuindo-se a argamassa desta segunda camada nas mesma condições que as enunciadas para a primeira camada. Ligou-se novamente o aparelho, submetendo a argamassa a mais 60 pancadas para a sua correcta compactação. Por fim, o molde foi retirado do aparelho, a alonga foi removida, rasou-se e alisou-se a superfície com recurso à aresta de uma colher de pedreiro com a qual se retirou o excesso de argamassa (Figura 3.7 Dir.). Figura 3.7 Compactação da argamassa (Esq.) e acabamento final dos provetes (Dir.) Depois de concluída esta operação, os moldes foram identificados com a designação da argamassa e a data de amassadura, e armazenados em ambiente de laboratório até à sua desmoldagem. 41

56 Ao fim de 7 dias procedeu-se à desmoldagem cuidada dos provetes, com o auxílio de um martelo de borracha. O tempo referido foi estabelecido de modo a garantir a desmoldagem de todos os provetes à mesma idade. Após a desmoldagem, os provetes foram conservados em ambiente de laboratório, onde a cura prosseguiu até aos 28 dias ou aos 90 dias, idades às quais se iniciaram os ensaios de caracterização no estado endurecido. Quanto ao condicionamento dos provetes, os prismas foram posicionados sobre ripas de madeira (Figura 3.8), procurando assim garantir-se condições de cura semelhantes em todas as faces. Figura 3.8 Armazenamento dos provetes durante a cura A Figuras 3.9 apresenta as condições de temperatura e humidade relativa registadas durante a cura dos provetes Temperatura [ºC] Humidade Relativa [%] Nov 02-Jan 02-Mar 01-May 30-Jun 29-Aug 03-Nov 02-Jan 02-Mar 01-May 30-Jun 29-Aug Figura 3.9 Condições de temperatura (Esq.) e humidade relativa (Dir.) durante a cura 42
57 3.7. Ensaios de caracterização das argamassas no estado fresco Massa volúmica A determinação da massa volúmica das argamassas no estado fresco baseou-se nos procedimentos dispostos na EN (1998) e foi efectuada após a produção das argamassas. O ensaio teve início com a avaliação da massa do recipiente (m 1 ) e registo do seu volume (V). Seguidamente, introduziu-se no recipiente, com auxílio de uma colher, uma quantidade de argamassa correspondente a metade da capacidade do mesmo. Procedeu-se à compactação da argamassa, aplicando 15 pancadas uniformemente distribuídas, recorrendo, para tal, a um varão de compactação. Após a compactação, completou-se o enchimento do recipiente, com ligeiro excesso, e procedeu-se à compactação desta segunda camada, nas mesmas condições que a anterior. Em seguida, rasou-se a superfície do recipiente com o auxílio de uma colher. Limpou-se o exterior do recipiente de eventuais derrames de argamassa que tenham caído após regularização da superfície e pesou-se o recipiente com argamassa, registando a massa do conjunto, m 2. A massa volúmica aparente da argamassa fresca foi calculada com base na seguinte expressão: m2 m1 3 ρ = ( Kg / m ) (1) V em que: m 1 Massa do recipiente (kg); m 2 Massa do conjunto (recipiente com argamassa) (kg); V Volume do recipiente (m 3 ) Consistência por espalhamento A avaliação da consistência por espalhamento procura informar relativamente à fluidez das argamassas e fornece uma indicação sobre a deformabilidade das mesmas, quando submetidas a determinado tipo de acção. A caracterização da consistência das argamassas foi avaliada através do ensaio de espalhamento, cujo procedimento seguido se baseou na EN (1999). 43


 e limpou-se a superfície livre da mesa de eventuais fragmentos de argamassa que possam ter caído no decorrer da regularização da superfície.")
.")
58 Este ensaio foi realizado em amostras de cada tipo de argamassa estudada, logo após a sua produção. Antes de se ter dado início ao ensaio, limpou-se a superfície do disco da mesa de espalhamento e as paredes do molde com um pano humedecido, tendo o cuidado de assegurar sempre o mesmo grau de humedecimento dos utensílios. Colocou-se então o molde tronco cónico centrado sobre o prato da mesa de espalhamento. Com o molde fixo, introduziu-se a argamassa no seu interior em duas camadas, sendo cada camada compactada com 25 golpes de varão de aço, bem distribuídos por toda a superfície e de modo a atingir toda a espessura da camada (Figura 3.10 Esq.). Após o preenchimento do molde, rasou-se a superfície pelo topo do mesmo, com o auxílio de uma colher de pedreiro (Figura 3.10 Dir.) e limpou-se a superfície livre da mesa de eventuais fragmentos de argamassa que possam ter caído no decorrer da regularização da superfície. Em seguida, retirou-se cuidadosamente o molde na vertical e aplicaram-se 25 pancadas à mesa de espalhamento, em cerca de 15 segundos, a uma frequência constante, por rotação do volante da mesa (Figura 3.11 Esq.). Posteriormente, com recurso a uma craveira, mediu-se o diâmetro (d i ), em milímetros, do espalhamento da argamassa, segundo os três diâmetros inscritos no prato da mesa (Figura 3.11 Dir.). Figura 3.10 Preenchimento do molde (Esq.) e rasamento da superfície (Dir.) Figura Argamassa após retirada do molde (Esq.) e medição do espalhamento (Dir.) O valor do espalhamento foi obtido através da expressão: Espalhamento di = ( mm) (2) 3 44

59 Em que d i são os diâmetros do espalhamento medidos em milímetros Ensaios de caracterização física das argamassas Porosidade Aberta e Massa Volúmica Estes ensaios foram realizados segundo os procedimentos da RILEM Test No. I.1 e Test No. I.2 (1980), tendo sido utilizados dois meios provetes resultantes do ensaio de flexão, para cada uma das argamassas em estudo. Inicialmente os provetes foram colocados na estufa, a uma temperatura de 60±5 ºC até apresentarem massa constante, o que foi conseguido em 72 horas. Findo este período, transferiram-se os provetes para um exsicador, onde arrefeceram, durante 24 horas, após o que foram pesados (m 1 ). Seguidamente, os provetes foram colocados num exsicador, no qual foi induzido vácuo, reduzindo-se gradualmente a pressão até 2,667 Pa (20 mm Hg). Estas condições foram mantidas durante 24 horas com o intuito de eliminar o ar no interior dos poros da argamassa (Figura 3.12 Esq.). Na fase seguinte, introduziu-se lentamente água no interior do exsicador, até os provetes ficarem submersos e, mantendo sempre o vácuo, os provetes permaneceram nestas condições 24 horas (Figura 3.12 Dir.). Figura 3.12 Exsicador e bomba de vácuo (Esq.) e introdução de água no exsicador (Dir.) Findo este período, os provetes permaneceram imersos em água à pressão atmosférica, durante as 24 horas seguintes. Finalmente, procedeu-se à pesagem hidrostática (m 2 ) dos provetes e, imediatamente a seguir, procedeu-se à remoção da água livre presente na superfície dos provetes com o auxílio de um pano húmido, para determinação da sua massa saturada (m 3 ). 45
60 A porosidade aberta pode ser obtida com base na seguinte expressão: m3 m1 P ab = 100(%) (3) m m 3 2 Em que: m 1 Massa do provete seco (g); m 2 Massa do provete saturado, pesado dentro de água (g); m 3 Massa do provete saturado (g). A massa volúmica real e a massa volúmica aparente foram determinadas de acordo com as expressões (4) e (5), respectivamente: M m1 3 3 = 10 ( Kg / ) (4) m m vol. real m 1 2 M m1 3 3 = 10 ( Kg / ) (5) m m vol. aparente m Teor em Água às 48h Com este ensaio pretendeu-se caracterizar a capacidade de absorção de água das argamassas quando submetidas a um período de imersão de 48 horas. A determinação do teor em água às 48 horas baseou-se no procedimento RILEM Test No. II.5 (1980) e foi efectuada sobre um provete por cada tipo de argamassa. Inicialmente, os provetes foram colocados na estufa a uma temperatura de 60±5 ºC, até atingirem massa constante, o que foi conseguido ao fim de 72 horas. Seguiu-se o arrefecimento em exsicador durante 24 horas. Passado esse tempo, procedeu-se à avaliação da massa seca (m 0 ) dos provetes. Posteriormente, os provetes foram imersos em água, inclinados a 45º para evitar a acumulação de bolhas de ar na superfície dos mesmos (Figura 3.13). Após 48 horas de imersão, os provetes foram retirados da água e limpos com um pano húmido de modo a retirar a água superficial e pesados (m 1 ). 46
 (6) m 0 Em que: m 0 Massa do provete seco (g); m 1 Massa")
61 Figura 3.13 Determinação do teor em água às 48 horas O teor em água ao fim de 48 horas, obteve-se recorrendo à seguinte equação: m1 m0 W48 h = 100(%) (6) m 0 Em que: m 0 Massa do provete seco (g); m 1 Massa do provete saturado, ao fim de 48 horas em imersão (g) Absorção de Água por Capilaridade Pretendeu-se, com este ensaio, avaliar o comportamento das argamassa quando submetidas a fenómenos de ascensão de água por capilaridade. Esta absorção de água é fortemente condicionada pelas características intrínsecas das argamassas, dependendo do tipo e da distribuição dos seus vazios. O ensaio de absorção de água por capilaridade foi realizado com base nos procedimentos da EN (2003), em três provetes prismáticos de cada argamassa estudada. Inicialmente, os provetes foram secos em estufa a 60±5 ºC até massa constante, tendo-se considerado que esta foi atingida ao fim de 72 horas. Terminado este período, seguiu-se o arrefecimento e conservação dos provetes em exsicador devidamente fechado e isento de humidade, durante 24 horas, após o que se procedeu à avaliação da massa seca dos provetes (m 0 ). Os provetes foram então colocados num tabuleiro metálico, com uma das faces de menor área apoiada sobre varetas de vidro. De seguida, adicionou-se água ao tabuleiro, de modo a perfazer uma altura de 5±1 mm (marcada previamente numa face dos provetes) acima das 47
62 bases dos provetes. De forma a evitar o humedecimento das restantes faces, a água foi colocada lenta e cuidadosamente. O conjunto, tabuleiro e provetes, foi depois protegido por recurso a uma campânula de modo a evitar a evaporação da água durante o ensaio. No entanto, o nível da água foi verificado periodicamente, tendo sido ajustado sempre que necessário, com o auxílio de um esguicho. A massa dos provetes em ensaio foi avaliada aos 5min, 10min, 15min, 30min, 1h, 1h 30min, 2h, 3h, 6h, 24h, e daí em diante, diariamente, a contar do início do ensaio até se registar a saturação dos provetes por capilaridade, ou seja, até que a curva de absorção de água estabilizasse. Cada medição implicou retirar a campânula e o provete do tabuleiro, remover a água superficial por recurso a um pano húmido, avaliando-se depois a sua massa numa balança de precisão 0,01 g (m i ). Mediu-se ainda a altura de ascensão capilar (em mm) nas quatro faces perpendiculares à face em contacto com a água. O reposicionamento dos provetes no tabuleiro foi efectuado segundo um ângulo de 45º, com o objectivo de evitar o aprisionamento de bolhas de ar na superfície de contacto dos provetes com a água. A quantidade de água absorvida por unidade de superfície, por cada provete, pode ser calculada, para um dado instante i, da seguinte forma: M i mi m0 2 = ( Kg / m ) (7) S Em que: m 0 Massa do provete seco, no inicio do ensaio (kg); m i Massa do provete ao fim de um dado tempo i (kg); S Área da face de contacto com a água (0,04x0,04=0,0016 m 2 ). A altura de ascensão capilar, em cada instante, resultou da média aritmética das alturas registadas (em mm) nas quatro faces laterais do provete. Os resultados do ensaio foram expressos através da curva de absorção de água por capilaridade, que traduz a quantidade de água absorvida por unidade de área da base do provete (kg/m 2 ), em função da raiz quadrada do tempo decorrido (s 1/2 ), pelo coeficiente de absorção de água por capilaridade e pelo valor assimptótico. O coeficiente de absorção de água por capilaridade diz respeito ao coeficiente angular do segmento de recta do troço inicial da curva em que a absorção de água ocorre a taxa 48
63 constante, caracterizando a velocidade com que a absorção se dá entre os instantes iniciais t 1 e t 2. M 2 M 1 2 C. C. t ( Kg / m. s 2 t = 1 t t 2 1 1/ 2 (8) ) Por sua vez, o valor assimptótico, corresponde ao valor de massa (M i ), quando a diferença entre dois valores de massa consecutivos (M i e M i-1 ) for inferior a 1%. Este valor quantifica o total de água que, por unidade de superfície, penetra na argamassa Cinética de Secagem Este ensaio teve como objectivo avaliar a cinética de secagem das argamassas estudadas. Como já foi referido anteriormente, um dos requisitos que as argamassas de substituição devem respeitar é o de facilitar a evaporação da água eventualmente presente na alvenaria. Isto traduz-se na necessidade das argamassas revelarem capacidade para permitir facilmente a evaporação de água. Para este ensaio foram utilizados dois meios provetes, provenientes do ensaio de flexão, para cada uma das argamassas analisadas. Os procedimentos adoptados para a realização deste ensaio foram baseados na RILEM Test No. II.5 (1980) e na metodologia desenvolvida por Ferreira Pinto (Ferreira, 2002) no âmbito da sua tese de doutoramento. O ensaio teve inicio com a preparação dos meios provetes, regularizando a superfície de rotura com o auxílio de uma lixa fina e removendo eventuais partículas soltas. De forma a garantir que a evaporação de água se desse segundo um fluxo unidireccional no sentido ascensional, quatro faces laterais dos provetes foram impermeabilizadas com recurso a uma resina epoxi do tipo 32 N da Sikadur (vd. Anexo I). A resina foi aplicada numa camada fina, a qual se deixou secar durante 24 horas (Figura 3.14 Esq.). Foi então aplicada outra camada fina do mesmo produto, deixando-se secar durante 24 horas. Após a secagem da última camada, os provetes foram colocados em estufa a 60±5 ºC, durante 72 horas. Passado esse período, deixaram-se arrefecer em exsicador durante as 24 horas seguintes, tendo-se no final registado a sua massa seca (m 0 ). Os provetes foram saturados por imersão em água, durante 48 horas. Seguidamente, retiraram-se os meios provetes da água e, com o auxílio de um pano húmido, removeu-se a água em excesso. A superfície inferior dos provetes foi então envolvida com duas camadas de 49

 Posteriormente, foi registada a massa do conjunto (provete + elástico + película aderente), de 2 em 2 horas, até perfazer 6 horas, e depois diariamente")

 No final do ensaio procedeu-se ao traçado da curva de secagem e ao cálculo do índice de secagem, I.S. para cada provete.")
64 película aderente, prendendo-se com um elástico, como mostra a Figura 3.14 Dir.. Pretendeu-se assim vedar a face inferior, para que a evaporação ocorresse de forma unidireccional, isto é, apenas pela face superior do provete. Figura 3.14 Impermeabilização dos provetes (Esq.) e colocação da película aderente (Dir.) Posteriormente, foi registada a massa do conjunto (provete + elástico + película aderente), de 2 em 2 horas, até perfazer 6 horas, e depois diariamente até se atingir massa constante (Figura 3.15 Esq.). De referir que, ao longo do ensaio, os provetes foram conservados em ambiente de laboratório, em tabuleiros metálicos com a face descoberta voltada para cima (Figura 3.15 Dir.). Figura 3.15 Pesagem dos provetes após 48 horas de imersão (Esq.) e aspecto dos provetes durante o ensaio de secagem (Dir.) No final do ensaio procedeu-se ao traçado da curva de secagem e ao cálculo do índice de secagem, I.S. para cada provete. A curva de secagem corresponde à representação gráfica da evolução do teor em água do provete, W i, ao longo do tempo, t i. O valor do teor em água pode ser obtido através da expressão: em que: mi m W = 0 i 100(%) (9) m 0 m i Massa do provete num dado instante i (g); m 0 Massa do provete seco (g). 50
 w t 0 f Em que: t f Tempo final do ensaio (h); w 0 Quantidade de água inicial, expressa em percentagem relativamente à massa seca (%); f(w i ) Quantidade de água no interior do provete em")
65 O índice de secagem, I.S., pode ser determinado com base nas curvas de secagem através da seguinte expressão (Ferreira Pinto, 2002): t f t0 f ( w ) dt i I. S. = (10) w t 0 f Em que: t f Tempo final do ensaio (h); w 0 Quantidade de água inicial, expressa em percentagem relativamente à massa seca (%); f(w i ) Quantidade de água no interior do provete em função do tempo, expressa em percentagem relativamente à massa seca. O valor de índice de secagem apresentado corresponde ao valor médio dos valores obtidos nos 2 provetes ensaiados para cada argamassa Ensaios de caracterização mecânica das argamassas Resistência à flexão O ensaio de determinação da tensão de rotura à flexão baseou-se no disposto na EN (1999), tendo sido utilizado o equipamento de ensaio representado na Figura A determinação da resistência à flexão foi efectuada em 5 provetes, nos quais se procedeu previamente à avaliação da velocidade de propagação de ultra-sons. Figura 3.16 Prensa para ensaios de flexão e compressão em argamassas 51
.")
. Figura 3.17 Início do ensaio de resistência à flexão (Esq.) e fim do ensaio de resistência à flexão (Dir.")
66 O ensaio iniciou-se posicionando o provete na máquina de ensaio com uma das faces laterais de moldagem sobre os roletes, centrada, e com o seu eixo longitudinal perpendicular aos apoios (Figura 3.17 Esq.). Posteriormente, desceu-se o cutelo da máquina até estabelecer contacto com a face superior do provete e aplicaram-se forças gradualmente crescentes, à taxa de 50±10 N/s, de modo contínuo e sem choques, até à rotura do provete (Figura 3.17 Dir.). Figura 3.17 Início do ensaio de resistência à flexão (Esq.) e fim do ensaio de resistência à flexão (Dir.) Finalmente registou-se a força de rotura obtida. A tensão de rotura à flexão, em MPa, foi obtida através da seguinte expressão: F f l f f = 1,5 ( MPa) (11) 2 bd Em que: F f Força de rotura à flexão (N); l Distância entre os apoios (mm); b Largura do prisma (mm); d Espessura do prisma (mm). O valor final da tensão de rotura à flexão de cada argamassa corresponde à média dos valores obtidos para os provetes ensaiados Resistência à compressão O ensaio de determinação da resistência à compressão baseou-se no disposto na EN (1999), tendo sido utilizado o equipamento de ensaio apresentado na Figura O ensaio de resistência à compressão realizou-se em 6 meios provetes resultantes do ensaio de determinação da resistência à flexão. 52

67 Começou-se por centrar cuidadosamente o meio provete, por uma das faces laterais de moldagem, no prato da máquina de ensaio (Figura 3.18). Figura 3.18 Ensaio de resistência à compressão De seguida, fez-se descer o prato superior da máquina até estabelecer contacto com a face superior do provete e aplicaram-se forças gradualmente crescentes, à taxa de 2400±200 N/s, de modo contínuo e sem choques, até à rotura do provete. Finalmente, registou-se a força de rotura obtida. A tensão de rotura à compressão, em MPa, é dada pela seguinte expressão: em que: Fc f c = (MPa) (12) A F c Força de rotura à compressão (N); A Área de aplicação da carga (40x40 mm). O valor final da tensão de rotura à compressão de cada argamassa corresponde à média dos valores obtidos para os provetes ensaiados Profundidade de carbonatação As argamassas caracterizam-se por possuírem ph elevados, dado serem constituídas por materiais alcalinos (hidróxido de cálcio). No entanto, o hidróxido de cálcio ao reagir com o dióxido de carbono presente na atmosfera transforma-se em carbonato de cálcio através de uma reacção de carbonatação. O consumo de hidróxido de cálcio nesta reacção origina a diminuição da alcalinidade, sendo este um processo que se estabelece do exterior para o interior da argamassa e com a frente paralela à superfície. A redução de ph desencadeada 53
68 pela carbonatação pode ser detectada utilizando uma solução de fenolftaleína, desde que esta redução seja detectável pelo intervalo de viragem daquele indicador (ph entre 8 e 10). A profundidade de carbonatação depende de factores como a permeabilidade da argamassa e a humidade relativa do ambiente. De facto, quanto mais permeável for a argamassa, mais facilmente o dióxido de carbono entra em contacto com a mesma, acelerando o processo de carbonatação. Estudos anteriores (Van Balen e van Gemert, 1994), concluíram que ambientes com humidades relativas na ordem dos 60%, favorecem a carbonatação das argamassas. A avaliação da espessura carbonatada foi efectuada imediatamente após terminado o ensaio de resistência à flexão, pulverizando com uma solução de fenolftaleína a 0,2%, as superfícies de rotura dos meios provetes (Figura 3.19). Figura 3.19 Avaliação da profundidade de carbonatação As zonas que se mantiveram incolores correspondem a áreas em que a solução de fenolftaleína aponta como se encontrando carbonatadas e aquelas em que o indicador mudou de cor para carmim são as não carbonatadas, sendo assim possível avaliar a profundidade da frente de carbonatação. Mediram-se então as profundidades de carbonatação na perpendicular aos quatro lados do provete e registaram-se os respectivos valores. A profundidade de carbonatação apresentada, para cada idade ensaiada, corresponde ao valor médio dos valores registados Velocidade de propagação de ultra-sons Este ensaio baseia-se na medição da velocidade de propagação de ultra-sons através do material em análise. Uma vez que a velocidade de propagação é tanto maior quanto mais compacto for o meio, este ensaio permite identificar a presença de descontinuidades, tais como vazios, origina uma diminuição da velocidade. O princípio de funcionamento do aparelho consiste na quantificação do tempo que os ultrasons demoram a percorrer o espaço compreendido entre o transdutor emissor (Tx) e o transdutor receptor (Rx). 54
69 Com o objectivo de melhorar o contacto entre os provetes e os transdutores foi utilizado material de contacto na interposição, neste caso foi utilizada vaselina. Nos provetes prismáticos, a velocidade de propagação de ultra-sons foi determinada de forma directa, tendo o ensaio começado com a calibração do equipamento, procurando assegurar que o tempo decorrido entre os dois topos da barra de calibração fosse igual a 25 μs. Uma vez calibrado o aparelho, procedeu-se à avaliação do tempo de propagação dos ultra-sons nos provetes em ensaio. Efectuaram-se três leituras por provete, registando o tempo que as ondas ultra-sónicas demoram a percorrer os 16 cm de comprimento de cada provete. A velocidade de propagação foi depois obtida com base na seguinte expressão: s = t i i i 10 6 ( m / s) ν (13) Em que: ν i Velocidade de ultra-sons (m/s); s i Distância percorrida pela onda entre o emissor e o receptor (m); t i Tempo que a onda demora a percorrer a distância si (μs). O valor final da velocidade de ultra-sons de cada argamassa corresponde à média dos valores obtidos para os provetes ensaiados Ensaio de cristalização de sais O protocolo adoptado na realização do ensaio de cristalização de sais foi elaborado com base em diversos trabalhos de investigação desenvolvidos neste domínio, que culminaram os procedimentos adoptados por Algarvio (Algarvio, 2010). A submissão das argamassas a este tipo de ensaio tem como objectivo avaliar a sua susceptibilidade à degradação por acção de sais solúveis e a sua resistência relativa a este fenómeno. O procedimento adoptado implica a prévia caracterização da absorção de água por capilaridade das argamassas, de forma a obter a quantidade de água e o instante em que a franja líquida atinge: - metade da altura do provete (t 1 ); - três quartos da altura do provete (t 2 ); - o topo do provete (t 3 ). 55
70 Cada ciclo tem a duração de 28 dias e é constituído por duas fases distintas: Fase A e Fase B. Na Fase A promove-se a absorção de solução salina, enquanto na Fase B promove-se a absorção de água destilada, com o objectivo de mobilizar os sais retidos durante a Fase A. A solução salina consiste numa solução de cloreto de sódio com uma concentração de 15% (850g água + 150g NaCl). Fase A: 1. Salinização Introdução de sais nos provetes através de absorção de solução de cloreto de sódio por capilaridade durante o tempo t 1 ; 2. Registo fotográfico e pesagem; 3. Manutenção dos provetes em ambiente de laboratório durante sete dias, com o objectivo de permitir a evaporação de parte da água absorvida; 4. Registo fotográfico e pesagem; Fase B: 1. Absorção de água destilada por capilaridade durante o tempo (t 3 ); 2. Registo fotográfico e pesagem; 3. Secagem ao ar durante sete dias; 4. Registo fotográfico e pesagem; 5. Absorção de água destilada por capilaridade durante o tempo (t 2 ); 6. Registo fotográfico e pesagem; 7. Secagem ao ar durante sete dias; 8. Registo fotográfico e pesagem; 9. Absorção de água destilada por capilaridade durante o tempo (t 1 ); 10. Registo fotográfico e pesagem; 11. Secagem ao ar durante sete dias; 12. Registo fotográfico e pesagem. A absorção da solução salina e da água destilada foi efectuada através da mesma face do provete em cada ciclo e em faces alternadas em ciclos sucessivos. A susceptibilidade à degradação foi avaliada em seis provetes prismáticos de cada uma das argamassas em estudo, após terem sido sujeitos ao ensaio de absorção de água por capilaridade. Neste ensaio procedeu-se ao registo da quantidade de água absorvida e do avanço da franja líquida ao longo do tempo. A Figura 3.20 apresenta o avanço da franja líquida ao longo do tempo e o Quadro 3.12 resume o tempo necessário para a franja liquida atingir metade da altura do provete (t 1 ), três quartos da altura do provete (t 2 ) e o topo do provete (t 3 ), de todas as argamassas estudadas. Antes do início do ensaio, procedeu-se à identificação dos topos dos provetes (com os números 1 e 2) e de todas as suas arestas, com o objectivo de facilitar a monitorização do 56
71 desenvolvimento da degradação durante o ensaio. A numeração dos topos dos provetes teve como objectivo garantir que em cada ciclo, a absorção salina e de água destilada ocorria, de forma alternada em cada ciclo, por cada topo dos provetes. O protocolo de ensaio adoptado teve como objectivo criar condições para obtenção de uma degradação homogénea ao longo dos provetes. Figura 3.20 Avanço da franja líquida ao longo do tempo Quadro 3.12 Tempos utilizados no ensaio de cristalização de sais Argamassa t 1 t 2 t 3 A 72h 168h 264h B 7h30min 24h 48h C 2h30min 5h45min 12h D 7h30min 24h 48h CA 1h 2h 4h CACH 1h 2h 4h CACI 45min 2h 4h Foram ainda traçadas linhas horizontais em todas as faces longitudinais dos provetes, às alturas indicadas anteriormente, com o objectivo de controlar a franja líquida em cada etapa de absorção de água e solução salina de cada ciclo. 57
72 Todos os provetes submetidos ao ensaio de cristalização de sais foram previamente secos em estufa, a uma temperatura de 60±5 ºC, durante cerca de 72 horas, até atingirem massa constante. Findo este período, os provetes foram colocados num exsicador contendo sílica gel durante 24 horas, de forma a garantir o seu correcto arrefecimento até atingirem a temperatura ambiente. De seguida, procedeu-se ao registo da massa seca inicial de cada provete seco (m 0 ) e iniciouse o 1º ciclo do ensaio, constituído pelas Fases A e B. Os provetes foram posicionados na vertical sobre roletes de vidro, dentro de um tabuleiro, com a face 2 virada para baixo. Posteriormente, introduziu-se no tabuleiro a solução de cloreto de sódio, com uma concentração de 15%, até atingir um nível de aproximadamente 2 mm acima da face inferior do provete, cobrindo-se o conjunto com uma campânula de modo a minimizar a evaporação. Decorrido o período de tempo correspondente à subida da franja capilar até metade da altura do provete (t 1 ), removeu-se o excesso de líquido da superfície e procedeu-se ao registo da massa do provete (massa do provete após absorção de solução salina 1º ciclo). Após a pesagem, procedeu-se ao registo fotográfico e descrição visual dos provetes. Em seguida, os provetes foram colocados na vertical, sobre os roletes de vidro, para secagem ao ar durante sete dias. Passado este período, foi de novo efectuado o registo fotográfico e de massa dos provetes (massa do provete seco ao ar após absorção da solução salina - 1º ciclo) finalizando-se assim a Fase A, do 1º ciclo. Na Fase B, os provetes foram submetidos à absorção de água destilada por capilaridade, de acordo com o procedimento atrás descrito, durante o tempo necessário para a franja capilar atingir o topo dos provetes (t 3 ). Removeu-se então o excesso de líquido superficial dos provetes com um pano húmido e procede-se ao registo fotográfico e de massa dos provetes. Em seguida, os provetes foram submetidos a secagem ao ar sob as condições referidas anteriormente para a Fase A. As etapas de absorção de água destilada e secagem ao ar durante 7 dias foram repetidas para a subida de franja capilar até aos três quartos e metade da altura dos provetes. Foram realizados três ciclos, compostos pelas duas fases acima descritas sendo que, no segundo ciclo o topo assinalado com o número 1 foi colocado para baixo e no terceiro ciclo o 58
73 topo 2 foi de novo colocado para baixo. Tirando este detalhe o procedimento foi idêntico ao acima descrito para o primeiro ciclo. De forma a poder avaliar a variação de algumas propriedades utilizadas para controlar a degradação promovida pelos 3 ciclos realizados, os provetes foram sujeitos a dessalinização antes de se efectuar a avaliação final da variação de massa e dos ensaios referidos em 3.5. A dessalinização foi realizada por imersão dos provetes em água da torneira, tendo esta sido substituída a cada dois dias. Antes de efectuar cada substituição de água procedeu-se à medição da sua condutividade, sendo que o processo se repetiu até que os valores de condutividade estabilizassem. Após os valores de condutividade se terem tornado constantes, os provetes passaram a estar imersos em água destilada até que a condutividade da água fosse inferior à condutividade da água da torneira. Chegado ao fim deste processo de dessalinização, os provetes foram de novo fotografados e pesados. O controlo da evolução da massa ao longo do ensaio foi efectuado, em cada etapa, tendo como referência a massa seca em estufa dos provetes ensaiados. A variação de massa total no final do ensaio, foi calculada com base nos valores de massa seca em estufa antes do ensaio e após ter sido considerado terminada a fase de dessalinização. 59
74 60
75 4. Actualização do Estudo de Mercado 4.1. Considerações Iniciais Com o objectivo de proceder à actualização do estudo de mercado realizado por Gomes (Gomes, 2009), em 2012 procedeu-se a uma nova consulta ao mercado português com o objectivo de recolher informação sobre a oferta disponível no âmbito das argamassas industriais para rebocos de edifícios antigos. O Quadro 4.1 apresenta a lista de empresas e produtos constantes no estudo de mercado realizado por Gomes (Gomes, 2009), enquanto que, o Quadro 4.2 identifica as empresas e produtos resultantes da actualização desse mesmo estudo de mercado. Quadro 4-1 Listagem dos produtos constantes no estudo de mercado realizado por Gomes (Gomes, 2009) Empresa BASF Albaria SP2 Produto Normale Rinzaffo Solfato Resistente Intonaco macroporoso Arriacciato Desumidificante Tonachino Desumidificante Albaria Intonaco Ciarga ACH Secil-Martingança Reabilita RBA01 Kerakoll Sanabuild Lena Argamassas Lena 822 LusoMapei Weber Tradibau Mape-Antique MC Weber.dry Sane Weber.rev Tradition Medolago Maxit Maxit 158 De referir que, a argamassa Maxit 158, comercializada pela Maxit passou a ser comercializada pela Weber, sob a designação de Weber ver Após efectuada a recolha de informação através da visita ao site das empresas, foi estabelecido contacto com as mesmas de forma a obter mais detalhes sobre os produtos fornecidos, nomeadamente em termos de preços e aconselhamento técnico das melhores soluções para paredes com problemas de sais solúveis. 61
76 Nesta fase registou-se, por parte das empresas que prestaram informação, dois comportamentos distintos. Na maioria dos casos foi de imediato apresentado um produto como solução para um reboco de substituição em paredes antigas com problemas de sais. Este tipo de comportamento pode ser uma das causas que levam à ineficácia das soluções adoptadas ou até ao agravamento do estado de degradação. Isto porque propõe uma solução única para um problema bastante complexo, em que podem estar envolvidos sais com características e comportamentos diferentes. No entanto, algumas empresas responderam ao pedido de informação com mais moderação, argumentando inclusive que só poderiam efectuar uma sugestão após uma visita ao local e avaliação detalhada da situação. Quadro 4.2 Listagem dos produtos resultante da actualização do estudo de mercado realizado por Gomes (Gomes, 2009) Empresa Ciarga Kerakoll LusoMapei Produto AC Sanabuild Eco Sanabuild Eco Fondo Sanabuild Eco Finitura Mape-Antique Rinzaffo Weber Weber.rev 158 Tisapex Diera Fradical Tradibau Tisagran GR Tisagran RA Tisagran RL Diera RV cal base Diera RV cal médio Cal aérea hidrofugada em pasta Cal aérea não hidrofugada em pasta Argamassa Ecológica Hidrófuga (H-E) enchimento Argamassa Ecológica não Hidrófuga (NH-E) enchimento Argamassa Ecológica não Hidrófuga (NH-A) acabamento Limepor DF Limepor FN acabamento Limepor LGS Limepor macro Limepor marmorino Limepor MT Limepor RZ Medolago desumidificante Medolago Finish XF Medomatic A informação recolhida, quer nas fichas técnicas dos produtos, quer por contacto directo com a empresa, foi sistematizada sob a forma de tabelas resumo. 62
77 Em certos casos não foi possível obter/confirmar/actualizar a informação, encontrando-se cada caso devidamente assinalado. As fichas técnicas dos materiais constantes no Quadro 4.2 podem ser consultadas no Anexo II. De forma a facilitar a leitura, nos quadros que se seguem as argamassas constantes no estudo de mercado de Gomes (Gomes, 2009) surgem referidas com cor preta, enquanto que, as argamassas resultantes da actualização do estudo de mercado são referidas a cor azul Constituição A especificação das argamassas industriais é efectuada através das exigências estabelecidas na Norma Europeia NP EN para os rebocos obtidos a partir destas argamassas. O facto de, na generalidade dos casos, não ser conhecida a composição integral destes materiais leva a que a sua aplicação como reboco de substituição em edifícios antigo deva implicar cuidados adicionais. Como foi visto anteriormente, um dos critérios a ter em conta aquando da realização deste tipo de intervenção, é o de assegurar que o reboco de substituição não irá introduzir componentes que contribuam para a degradação do suporte. Factor este com ainda mais importância se o elemento em causa apresenta já anomalias resultantes da cristalização de sais solúveis. Com vista a esclarecer este aspecto, no que diz respeito às argamassas industriais existentes no mercado com aplicação específica em edifícios antigos, foram elaborados diversos quadros resumo. No Quadro 4.3 consta a informação relativa ao tipo de ligante presente nas argamassas em que foi possível apurar este factor. Da análise deste quadro é possível verificar que o ligante predominantemente utilizado é a cal hidráulica. Isto deve-se ao facto de esta constituir um meio-termo entre os ligantes utilizados em edifícios antigos (cal aérea), e o cimento, que é o ligante mais utilizado actualmente. De facto, a cal hidráulica possui características físicas e mecânicas mais próximas da cal aérea, possuindo também hidraulicidade, a qual lhe confere um endurecimento mais rápido. Em certos casos, esta conjugação de efeitos procura obter-se através de argamassas bastardas nas quais é feita uma mistura de cal aérea com ligantes hidráulicos ou adições pozolânicas. O tópico mais difícil de apurar engloba as adições e adjuvantes (Quadro 4.4). Uma vez que estes tendem a ser os factores diferenciadores entre os produtos das diversas marcas, a divulgação de quais estão presentes e das suas quantidades é, em geral, negada. 63
78 Quadro 4.3 Tipo de ligante presente nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Ligante Empresa Produto Cal Cal Aérea Hidraulica Cimento Rinzaffo Normale - X - Solfato Resistente - - X Albaria SP2 Intonaco macroporoso X X - BASF Arriacciato Desumidificante - X - Tonachino Desumidificante X X - Albaria Intonaco - X - Ciarga Secil- Martingança Kerakoll Lena Argamassas LusoMapei Weber Tisapex Diera Fradical Tradibau ACH - X - AC - X - Reabilita RBA01 X* X* - Sanabuild Eco - X - Sanabuild Eco Fondo Sanabuild Eco Finitura Lena 822 X* X* - Mape-Antique MC - X - Mape-Antique Rinzaffo Weber.dry Sane X* - X* Weber.rev Tradition X* X* Weber.rev X - Tisagran GR Tisagran RA Tisagran RL Diera RV cal base Diera RV cal médio Cal aérea hidrofugada em pasta X - - Cal aérea não hidrofugada em pasta X - - Argamassa Ecológica Hidrófuga (H-E) enchimento X - - Argamassa Ecológica não Hidrófuga (NH-E) enchimento X - - Argamassa Ecológica não Hidrófuga (NH-A) acabamento X - - Limepor DF - X - Limepor FN acabamento - X - Limepor LGS - X - Limepor macro - X - Limepor marmorino - X - Limepor MT - X - Limepor RZ - X - Medolago - X - Medolago desumidificante - X - Medolago Finish XF Medomatic - X - * Informação constante no trabalho realizado por Gomes (Gomes, 2009) e que não possível confirmar 64
79 Quando é dada informação sobre os adjuvantes presentes, constata-se que os mais utilizados são hidrófugos, sendo também referidos introdutores de ar, retentores de água e secantes. Quanto às adições, estas são em geral constituídas por cargas calcárias, podendo em alguns casos ser de fibras ou pozolanas. Quadro 4.4 Adjuvantes e outras adições presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa Produto Adições Adjuvantes Fibras Albaria SP BASF Albaria Intonaco - - Possui Retentor de água*, Não ACH - Ciarga Hidrófugo, Introdutor de ar* possui AC Secil- Adjuvantes para conferir Não Reabilita RBA01 - Martingança trabalhabilidade* possui Sanabuild Eco Kerakoll Sanabuild Eco Fondo - Hidrófugos - Sanabuild Eco Finitura Lena Retentor de água*, Não Lena Argamassas Hidrófugo, Introdutor de ar* possui * LusoMapei Mape-Antique MC Possui, não revela* - Possui Mape-Antique Rinzaffo Possui, não revela - Possui Cargas calcárias e Weber Weber.dry Sane pigmentos minerais Possui, não revela - Weber.rev Tradition Cargas Possui, não revela Possui Weber.rev 158 Cargas Possui, não revela - Tisagran GR Possui, não revela - - Tisapex Tisagran RA Possui, não revela - - Tisagran RL Possui, não revela - - Diera Diera RV cal base Diera RV cal médio Cal aérea hidrofugada em pasta Aditivo Pozolânico Hidrófugo - Cal aérea não hidrofugada em pasta Aditivo Pozolânico - - Argamassa Ecológica Aditivo Pozolânico - - Hidrófuga (H-E) enchimento Fradical Argamassa Ecológica não Hidrófuga (NH-E) enchimento Aditivo Pozolânico Hidrófugo - Argamassa Ecológica não Hidrófuga (NH-A) acabamento Aditivo Pozolânico - - * Informação constante no trabalho realizado por Gomes (Gomes, 2009) e que não possível confirmar 65
80 Quadro 4.4 Adjuvantes e outras adições presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Empresa Produto Adições Adjuvantes Fibras Limepor DF Pozolanas - - Limepor FN acabamento Pozolanas - - Limepor LGS Pozolanas - Possui Limepor macro Pozolanas - Limepor marmorino Cargas calcárias, Metacaolino, pode ter pigmentos naturais - - Tradibau Micro-sílicas Aditivos de origem Limepor MT pozolânicas vegetal - Limepor RZ pozolanas - - Medolago - Possui, não revela Não possui Medolago desumidificante Medolago Finish XF Medomatic Segundo informação facultada pelos fabricantes (Gomes, 2009), o uso de retentores de água serve para minorar a retracção, os agentes hidrófugos para diminuir a permeabilidade à água no estado líquido e os agentes introdutores de ar para conferir trabalhabilidade. Quadro Agregados presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa Produto Natureza do agregado Granulometria Albaria SP2 - - BASF Albaria Intonaco - - Ciarga ACH Calcária* < 1,2 mm* AC - - Secil-Martingança Reabilita RBA01 Calcária e siliciosa 3 mm* Sanabuild Eco Siliciosa e calcária 2,5 mm Kerakoll Sanabuild Eco Fondo - - Sanabuild Eco Finitura Siliciosa e calcária 0,4 mm Lena Argamassas Lena LusoMapei Mape-Antique MC Siliciosa 2,5 mm Mape-Antique Rinzaffo - - Weber.dry Sane - < 0,4 mm Weber Weber.rev Tradition Calcária e siliciosa* < 1,2 mm* Weber.rev 158-2,4 mm * Informação constante no trabalho realizado por Gomes (Gomes, 2009) e que não possível confirmar 66
81 No que diz respeito aos agregados, a sua composição e granulometria variam bastante. No entanto, a granulometria dos agregados nunca ultrapassa os 3mm e as granulometrias mais finas encontram-se nas argamassas destinadas a acabamento (Quadro 4.5). Quadro Agregados presentes nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Empresa Produto Natureza do agregado Granulometria Tisagran GR - 2,5 mm Tisapex Tisagran RA Siliciosa - Tisagran RL Calcária e siliciosa 2 mm Diera Diera RV cal base - - Diera RV cal médio - - Cal aérea hidrofugada em pasta - - Cal aérea não hidrofugada em pasta - - Argamassa Ecológica Hidrófuga (H-E) - 2 mm enchimento Fradical Argamassa Ecológica não Hidrófuga (NH- E) enchimento - 2 mm Argamassa Ecológica não Hidrófuga (NH- A) acabamento Não tem - Limepor DF Não tem - Limepor FN acabamento - - Limepor LGS - - Limepor macro - - Limepor marmorino Siliciosa 1 mm Tradibau Limepor MT Siliciosa 3 mm Limepor RZ Não tem < 0.09 mm Medolago Siliciosa 3 mm Medolago desumidificante Não tem 0,1 mm Medolago Finish XF - 3 mm Medomatic Siliciosa 3 mm Verifica-se que o agregado predominantemente utilizado é o de natureza siliciosa. Agregados que consistem numa mistura de materiais calcários e siliciosos são também bastante utilizados. No Quadro 4.6 é listada a quantidade de água recomendada pelo fabricante. Verifica-se que as quantidades variam bastante, de produto para produto, sendo que em geral, se encontram entre 4 e 7 litros de água por saco de argamassa. 67
82 Quadro 4.6 Água de amassadura necessária nas argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa Produto Quantidad Água de amassadura e/ saco [L/saco] Albaria SP2 25 Kg - BASF Albaria Intonaco 25 Kg 4 4,5 Ciarga ACH 25 Kg 5 AC 25 Kg 4 Secil- Martingança Reabilita RBA01 4,1 Sanabuild Eco 25 Kg 5,5 Kerakoll Sanabuild Eco Fondo 25 Kg - Sanabuild Eco Finitura 25 Kg 5,5 Lena Argamassas Lena Kg 6,5 7 LusoMapei Mape-Antique MC 25 Kg 3,5 4 Mape-Antique Rinzaffo 20 Kg 5-5,5 Weber.dry Sane 30 Kg 6 6,5 Weber Weber.rev Tradition 30 Kg 5 7 Weber.rev Kg 7 7 Tisagran GR 25 ou 30 Kg 8 a 10 Tisapex Tisagran RA 30 Kg 7 a 9,5 Tisagran RL 25 ou 30 Kg - Diera Diera RV cal base 30 Kg 6,6 a 7,2 Diera RV cal médio 30 Kg 4,8 a 5,1 Cal aérea hidrofugada em pasta 15 L já tem Cal aérea não hidrofugada em pasta 15L já tem Argamassa Ecológica Hidrófuga (H-E) enchimento 1ton já tem Fradical Argamassa Ecológica não Hidrófuga (NH-E) enchimento 1ton já tem Argamassa Ecológica não Hidrófuga (NH-A) acabamento 1ton já tem Limepor DF 25 Kg 5-5,5 Limepor FN acabamento 25 Kg Limepor LGS 15 Kg - Limepor macro 25 Kg Limepor marmorino 20 Kg 9 a 10 Tradibau Limepor MT 25 Kg - Limepor RZ 25 Kg 5 a 6 Medolago 25 Kg 5 Medolago desumidificante 20 Kg - Medolago Finish XF 20 Kg - Medomatic 25 Kg - 68
83 4.3. Classificação normativa Nos dias que correm, a classificação CE é parte essencial do processo de comercialização de qualquer produto dentro do espaço europeu. No entanto, verificou-se que essa informação nem sempre se encontra presente, quer nos catálogos online, quer nas fichas técnicas dos produtos. A norma europeia aplicável às argamassas industriais para rebocos exteriores e interiores, é a NP EN e nela encontram-se definidos os requisitos para argamassas no estado endurecido. O Quadro 4.7 pretende listar o tipo de argamassa e o seu princípio de funcionamento, de acordo com o estabelecido na norma referida. Quadro 4.7 Classificação normativa das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa Produto Classificação segundo NP EN 998-1:2010 Principio de funcionamento Albaria SP2 R* Reboco de acumulação BASF Albaria Intonaco GP* - Ciarga ACH GP Reboco de transporte AC GP - Secil- Martingança Reabilita RBA01 GP Reboco de transporte* Sanabuild Eco R Reboco de transporte Kerakoll Sanabuild Eco Fondo - - Sanabuild Eco Finitura - - Lena Argamassas Lena 822 R Reboco de acumulação LusoMapei Mape-Antique MC R* - Mape-Antique Rinzaffo - Reboco de bloqueio Weber.dry Sane R Reboco de acumulação Weber Weber.rev Tradition R* Reboco de transporte Weber.rev 158 R* Reboco de transporte Tisagran GR - Impermeável à água; permeável ao vapor Tisapex Tisagran RA - Impermeável à água; permeável ao vapor Tisagran RL - Impermeável à água; permeável ao vapor Diera Diera RV cal base - - Diera RV cal médio - - R - renovação GP - uso geral * Informação constante no trabalho realizado por Gomes (Gomes, 2009) e que não possível confirmar 69
84 Quadro 4.7 Classificação normativa das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Empresa Produto Classificação segundo NP EN 998-1:2010 Principio de funcionamento Cal aérea hidrofugada em pasta - - Cal aérea não hidrofugada em pasta - - Argamassa Ecológica Hidrófuga (H-E) - - enchimento Fradical Argamassa Ecológica não Hidrófuga (NH-E) enchimento - - Argamassa Ecológica não Hidrófuga (NH-A) acabamento - - Limepor DF - Reboco de acumulação Limepor FN acabamento - - Limepor LGS - - Limepor macro - Reboco de acumulação Limepor marmorino - Impermeável à água; permeável ao vapor Tradibau Limepor MT - Impermeável à água; permeável ao vapor Limepor RZ - - Medolago GP* Reboco de acumulação Medolago desumidificante - Reboco de acumulação Medolago Finish XF - - Medomatic - Impermeável à água; permeável ao vapor R - renovação GP - uso geral * Informação constante em Gomes (2009) mas que não foi possível confirmar Características mecânicas Devido à cada vez maior exigência normativa e também dos consumidores, algumas características físicas e mecânicas dos materiais são incluídas nas respectivas fichas técnicas. Constata-se no entanto que, em alguns casos, estas fichas técnicas ou são inexistentes ou são bastante incompletas. Nestes casos, tentou-se obter mais informação através do contacto directo com a empresa, nem sempre com resultados positivos. Ao analisar os dados constantes no Quadro 4.8 verifica-se que, em termos de características mecânicas avaliadas, existe uma certa variação dos seus valores, quer de fabricante para fabricante, quer dentro dos produtos do mesmo fabricante. Isto pode dever-se ao tipo de ligante presente (em algumas formulações são utilizadas quantidades pequenas de cimento, que irá necessariamente aumentar a resistência final da argamassa), mas também às cargas e adjuvantes adicionados, os quais podem promover uma maior compacidade. 70
85 A grande maioria das argamassas listadas insere-se, de acordo com a classificação da norma EN 998-1, na categoria de resistência à compressão CS.II. O que constitui um dos parâmetros essenciais para que as argamassas possam ser classificadas como argamassas de renovação. Algumas das argamassas listadas apresentam valores de resistência à compressão superiores a 5 MPa, o que compromete a sua aplicação em rebocos de edifícios antigos, uma vez que, argamassas excessivamente resistentes podem resultar numa incompatibilidade mecânica com o suporte. O excesso de rigidez do revestimento resulta na incapacidade de absorção de movimentos do suporte e, no extremo, à fissuração e destruição do reboco. Para as argamassas identificadas como tendo rotura coesiva (B), não foi fornecida informação sobre se esta ocorre pelo suporte ou pelo reboco. Este facto deve ser tido em consideração antes da escolha da argamassa, uma vez que, caso a rotura coesiva ocorra pelo suporte correse o risco de danificar o mesmo. Quadro 4.8 Características mecânicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa BASF Ciarga Secil- Martinganç a Kerakoll Lena Argamass as LusoMapei Weber Tisapex Diera Aderência Resistência Resistência Módulo de Produto à compressão à tracção elasticidade Tensão Tipo de [MPa] [MPa] [MPa] [MPa] Rotura Albaria SP2 2,3-3,4 - - A - Albaria Intonaco 1,8-0,13 A 3000 ACH 1,5 2 0,1 A < 2500 AC 1, Reabilita RBA01 1, Sanabuild Eco 1,5 5-0,2 B - Sanabuild Eco Fondo Sanabuild Eco Finitura 1, Lena 822 1,5 3,5 0,2 0,2 A - Mape-Antique MC 1,5 5-0,4 B 5000 Mape-Antique Rinzaffo < 8000 Weber.dry Sane 1,5 > 0,5 0,05 B - Weber.rev Tradition 1,25 0,5 0,3 B < 5000 Weber.rev ,5 0,1 B < 5000 Tisagran GR 1 0,5 0,2 B 2283 Tisagran RA 1,83 1,3 0,3 B 2283 Tisagran RL 1,83 1, Diera RV cal base Diera RV cal médio
86 Quadro 4.8 Características mecânicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Aderência Resistência à Resistência à Módulo de Empresa Produto compressão tracção elasticidade Tensão Tipo de [MPa] [MPa] [MPa] [MPa] Rotura Cal aérea hidrofugada em pasta 4,7 ± 0,5 2,3 ± 0, ,350 ± 500 Cal aérea não hidrofugada em pasta 8,55 ± 0,5 4,1 ± 0, ,350 ± 500 Argamassa Ecológica Hidrófuga (H-E) 4,8 ± 0,5 1,9 ± 0, ,350 ± 500 Fradical enchimento Argamassa Ecológica não Hidrófuga (NH-E) enchimento Argamassa Ecológica não Hidrófuga (NH-A) acabamento Limepor DF Limepor FN acabamento Limepor LGS Limepor macro Limepor marmorino Tradibau Limepor MT 2, Limepor RZ Medolago 3,1 0, Medolago desumidificante 3, Medolago Finish XF Medomatic 5 1, A rotura adesiva B rotura coesiva 4.5. Características físicas No que diz respeitos às características físicas, existe uma certa uniformidade dos valores apresentados (Quadro 4.9). O comportamento dos rebocos face à água, nomeadamente a sua permeabilidade à água e ao vapor, é um factor de extrema importância quando se trata de rebocos de substituição para paredes antigas. A análise do Quadro 4.9 permite verificar que nem todos os fabricantes disponibilizaram as características físicas das argamassas e quando o fazem a maioria refere-se apenas ao cumprimento dos requisitos mínimos da NP EN
87 Quadro 4.9 Características físicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa Produto Massa Volúmica Aparente [kg/m 3 ] Estado Estado endureci fresco do Consistência [mm] μ Coeficiente de Capilaridade [Kg/m 2.min 1/2 ] Absorção capilar [Kg/m 2 ] Profundidade de penetração de água [mm às 24h] BASF Ciarga Secil- Martinga nça Kerakoll Lena Argamas sas LusoMap ei Weber Tisapex Diera Albaria SP Albaria Intonaco , ACH 1650 ± 1500 ± 160 ± , AC 1650 ± 1501 ± 160 ± Reabilita RBA ,3 5 Sanabuild Eco <7-0,3 5 Sanabuild Eco Fondo Sanabuild Eco Finitura < Lena ,3 5 Mape- < Antique MC 10-3,5 - Mape < Antique semi-fluido Rinzaffo Weber.dry 1900 ± 1550 ± Sane ± < 0,05 0,3 5 Weber.rev Tradition < 0,5 a 0,75 0,3 - Weber.rev > 0, Tisagran GR Tisagran RA Tisagran RL Diera RV cal base Diera RV cal médio
88 Quadro 4.9 Características físicas das argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Empresa Fradical Tradibau Massa Volúmica Profundidade Coeficiente de Absorção Aparente [kg/m 3 ] de penetração Consistência Capilaridade capilar Produto Estado μ de água [mm Estado [mm] [Kg/m 2.min 1/2 ] [Kg/m 2 ] endure às 24h] fresco cido Cal aérea 1550 ± hidrofugada em 200 pasta Cal aérea não 1590 ± hidrofugada em 200 pasta Argamassa Ecológica 1590 ± Hidrófuga (H-E) 200 enchimento Argamassa Ecológica não 1800 Hidrófuga (NH- ±100 E) enchimento Argamassa Ecológica não 1800 Hidrófuga (NH- ±100 A) acabamento 1240 ± ,1 ± 0, ± ,1 ± 0, ± ,1 ± 0, ± ± 5 mm ± ± 5 mm Limepor DF Limepor FN acabamento Limepor LGS Limepor macro Limepor marmorino Limepor MT 1.300± Limepor RZ 1.760± Medolago Medolago 1.630± desumidificante , Medolago Finish 1.570± XF Medomatic Segundo a EN , quanto menor for o valor de μ, maior a permeabilidade ao vapor de água e, consequentemente, mais respirável se tornará o revestimento. As argamassas da gama Sanabuild Eco e a argamassa Mape-Antique MC, são as que apresentam maior permeabilidade ao vapor de água. As restantes argamassas apresentam valores semelhantes, 74
89 com a excepção da argamassa Mape-Antique Rinzaffo, a qual apresenta muito baixa permeabilidade ao vapor de água. Facto este que está de acordo com a sua classificação de reboco de bloqueio. No que diz respeito à absorção de água por capilaridade, a norma EN considera que, para rebocos de renovação, a absorção após 24 horas deve ser superior a 0,3 Kg/m 2. Este critério é respeitado por todas as argamassas que revelam informação sobre este parâmetro Informação adicional Foi ainda realizada a recolha de informação respeitante ao tipo de aplicação, à espessura recomendada e preço por saco, informação essa que se encontra resumida no Quadro Quadro 4.10 Informação adicional sobre as argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos Empresa Produto Espessura Espessura/ Modo de Preço Quantidade/ total [cm] camada [cm] aplicação [ /saco] saco Min. Máx. Min. Max. Manual ou BASF Albaria SP2 projecção Kg Albaria Intonaco Manual ou projecção ,5 25 Kg Ciarga ACH Manual ou projecção 1,5 2 1,5 2 2,15* 25 Kg AC Manual 1,5-1, Kg Secil- Martinganç a Reabilita RBA01 Sanabuild Eco Manual ou projecção ,25* 25 Kg Kerakoll Sanabuild Eco Fondo Kg Sanabuild Eco Finitura Manual ou projecção 0,1 0,5 0,1 0,3 25 Kg Lena Argamassa Lena 822 Projecção ,14* 30 Kg s LusoMapei Mape-Antique MC Manual ou projecção* Kg Mape-Antique Rinzaffo - 0, Kg Weber.dry Sane Manual Kg Weber Weber.rev Tradition Manual ou projecção 1,5 5 1,5 3 12,9* 30 Kg Weber.rev 158 Manual ou projecção 1,5 5 1, Kg * Valores constantes em Gomes (2009) mas que não foi possível confirmar. 75
90 Quadro 4.10 Informação adicional sobre as argamassas industriais passíveis de serem utilizadas em rebocos de edifícios antigos (continuação) Empresa Produto Espessura Espessura/ Modo de Preço Quantidade/ total [cm] camada [cm] aplicação [ /saco] saco Min. Máx. Min. Max. Tisagran GR Manual ou 11,00 ou projecção 13,20 25 ou 30 Kg Tisapex Tisagran RA Manual ou 14,12 ou projecção 14, Kg 11,75 ou Tisagran RL Manual ,10 25 ou 30 Kg Diera RV cal base Diera Diera RV cal médio Cal aérea hidrofugada em pasta Cal aérea não hidrofugada em pasta Argamassa Ecológica Hidrófuga (H-E) Fradical enchimento Argamassa Ecológica não Hidrófuga (NH-E) enchimento Argamassa Ecológica não Hidrófuga (NH-A) acabamento Manual ou projecção 1, Kg Manual ou projecção 1 1, Kg Manual ou projecção IVA 15 L Manual ou projecção IVA 15L Manual ou , projecção IVA 1ton Manual ou , projecção IVA 1ton Manual ou , projecção IVA 1ton Limepor DF Manual Kg Limepor FN acabamento Manual Kg Limepor LGS Manual ou projecção Kg Limepor macro Manual ou projecção Kg Limepor marmorino Manual Kg Tradibau Manual ou Limepor MT projecção Kg Limepor RZ Manual ,5-25 Kg Medolago Manual* 7* 10* 1,5* 3* 9,5 + IVA 25 Kg Medolago Manual ou desumidificante projecção Kg Medolago Finish XF Manual IVA 20 Kg Medomatic Manual ou projecção ,5 + IVA 25 Kg * Valores constantes em Gomes (2009) mas que não foi possível confirmar. 76
91 4.8. Considerações Finais A actualização do estudo de mercado revelou uma certa diversidade de argamassas industriais especificamente direccionadas para reboco de edifícios antigos. Esta diversidade, associada ao facto de, em edifícios antigos, ser mais difícil garantir os requisitos de compatibilidade das argamassas de reboco, justifica o interesse do estudo deste tipo de materiais. 77
92 78
93 5. Apresentação e Análise do Trabalho Experimental 5.1. Considerações Gerais A análise dos resultados do trabalho experimental inclui: - a caracterização no estado fresco e endurecido das argamassas estudadas, bem como a evolução das suas características entre os 28 e os 90 dias de idade; - a análise comparativa da caracterização das argamassas estudadas, realizada aos 28 dias de idade, no âmbito do presente estudo com a apresentada em trabalhos anteriores (Gomes, 2009; Silva, 2010); - o estudo da susceptibilidade à degradação por cristalização de sais das argamassas. Um dos factores a ter em conta na análise dos resultados é a composição das argamassas estudadas. Em termos de ligantes, estudou-se uma argamassa de cal aérea (CA), uma argamassa de cal hidráulica (A), três argamassas com uma mistura de cal aérea e cal hidráulica (B, C, CACH) e duas argamassas com uma mistura ligante de cal aérea e cimento (D e CACI). A mistura ligante das argamassas formuladas em laboratório (CACH e CACI) é constituída por 50% de cal aérea hidratada e 50% de ligante hidráulico. No que diz respeito à presença de adjuvantes, duas das argamassas industriais (A e C) possuem um retentor de água, um hidrófugo e um introdutor de ar, a argamassa B possui apenas adjuvantes para conferir trabalhabilidade. A argamassa D possui adjuvantes na sua composição, no entanto, o fabricante recusou identificar quais. De referir ainda que D é a única argamassa que possui fibras na sua constituição. Nenhuma das argamassas formuladas em laboratório possui adjuvantes na sua composição Caracterização das argamassas no estado fresco A caracterização das argamassas no estado fresco incluiu a avaliação da consistência, por recurso ao ensaio de espalhamento e da massa volúmica. O Quadro 5.1 resume a caracterização efectuada, apresentando os resultados obtidos nos ensaios de consistência por espalhamento e de massa volúmica, assim como os valores presentes nas fichas técnicas das argamassas industriais. A análise dos valores de espalhamento permite verificar que a utilização da dosagem de água recomendada pelos fabricantes origina argamassas com consistências bastante diferentes. 79
94 Quadro 5.1 Valor médio de Espalhamento e da Massa Volúmica das argamassas no estado fresco Argamassa Relação água/sólidos [L/Kg] Espalhamento [mm] Massa volúmica aparente [Kg/m 3 ] Por Por Médio Média Ficha técnica amassadura amassadura A 0,16 B 0,14 C 0,23 D 0,22 CA 0,17 CACH 0,16 CACI 0, ± Verificou-se que argamassas com teores de água semelhantes (A e B; C e D), apresentam consistências distintas. A diferença de consistências tem origem na composição das argamassas, nomeadamente no que se refere à presença de adjuvantes e do teor de elementos finos. Por outro lado, os valores obtidos permitem verificar que argamassas com consistências semelhantes (D e CA ou CACI), podem ser obtidas com recurso a teores de água distintos. Este facto torna-se ainda mais notório uma vez que as argamassas D e CACI apresentam o mesmo tipo de ligantes na sua composição. Este facto poderá ser explicado pela presença de retentores de água na argamassa D. De referir que a consistência das argamassas originou uma trabalhabilidade adequada, com excepção da consistência das argamassas A e C. A argamassa A revelou-se demasiado seca e a argamassa C demasiado fluida. A consistência destas argamassas pode dificultar a sua adequada aplicação em rebocos. No que diz respeito à massa volúmica no estado fresco, verificou-se que os valores obtidos para as argamassas industriais se encontram muito próximos dos valores apresentados pelos fabricantes. As argamassas formuladas em laboratório apresentaram valores de massa 80
95 volúmica superiores aos das argamassas industriais e da mesma ordem de grandeza dos obtidos no âmbito de outros estudos (Gomes, 2009), (Silva, 2010). Entre as argamassas formuladas em laboratório, verifica-se também que, as formuladas com ligantes hidráulicos apresentam maior massa volúmica devido ao facto de estes ligantes possuírem valores de massa volúmica real mais elevados do que a cal aérea Caracterização física das argamassas A caracterização física das argamassas incluiu a determinação da massa volúmica real e aparente, porosidade aberta, teor em água às 48 horas, absorção de água por capilaridade e cinética de secagem. Os resultados dos ensaios de determinação da porosidade aberta, massa volúmica e teor em água às 48 horas encontram-se resumidos no Quadro 5.2. Quadro 5.2 Porosidade, massa volúmica e teor em água às 48 horas Idade - 28 dias Idade - 90 dias Argamassa Massa Volúmica [Kg/m 3 ] Ficha Aparente Real Técnica Porosidade Aberta [%] Teor em Água às 48h [%] Massa Volúmica [Kg/m 3 ] Aparente Real Porosidade Aberta [%] Teor em Água às 48h [%] A 1500 ± ,2 9, ,6 10,4 B ,5 11, ,5 11,7 C ,0 22, ,8 22,0 D ,5 16, ,6 16,4 CA ,1 10, ,6 10,3 CACH ,5 9, ,8 9,5 CACI ,6 11, ,3 10,1 Verificou-se que os valores de massa volúmica aparente obtidos para as argamassas industriais são da mesma ordem de grandeza dos referidos nas fichas técnicas (Quadro 5.2), com excepção da argamassa D, para a qual se obteve um valor de massa volúmica superior ao referido pelo fabricante. Os valores de porosidade das argamassas estudadas, aos 28 dias, foram superiores aos obtidos por Gomes (Gomes, 2009) e Silva (Silva, 2010), Quadro 5.2. Note-se porém que os valores de porosidade obtidos para as argamassas aos 90 dias de idade registam diferenças menos significativas face aos valores obtidos pelos referidos autores (aos 28 dias). 81
96 A variabilidade dos valores de porosidade tem como origem mais provável a diferença de meios de ensaio utilizados. No presente estudo foi necessário recorrer, na avaliação da porosidade aos 28 dias, a equipamento diferente do utilizado nos estudos anteriores. Na avaliação da porosidade aos 90 dias já foi possível recorrer ao equipamento utilizado por Gomes (Gomes, 2009) e Silva (Silva, 2010). No que diz respeito às argamassas formuladas em laboratório ensaiadas aos 90 dias, os valores de porosidade obtidos são superiores aos mencionados em estudos anteriores. Esta situação deverá ter como justificação o facto de as argamassas produzidas durante este trabalho apresentaram valores de espalhamento superiores ao esperado, apesar do teor de água de amassadura ter sido o estipulado pelos fabricantes e por Silva (Silva, 2010) de forma a obter uma consistência por espalhamento da ordem de 165mm. Uma menor consistência é indicativa de maior teor de água e argamassas produzidas com maior teor de água apresentam, em geral, maior porosidade. Ao observar os valores de porosidade das argamassas formuladas em laboratório aos 90 dias de idade verifica-se que estes se encontram dentro da mesma ordem de grandeza, com CA apresentando o valor mais elevado e CACH o mais baixo. Analisando os valores de porosidade das argamassas industriais aos 90 dias de idade é possível verificar que as argamassas A e B foram as que apresentaram valores mais baixos e a argamassa C foi a que apresentou o valor mais elevado de porosidade aberta. As restantes argamassas apresentaram valores intermédios, compreendidos entre 26% e 29%. Ao comparar os valores obtidos para argamassas com o mesmo tipo de ligante, B, C e CACH, verificou-se existirem diferenças consideráveis no que diz respeito à sua porosidade. A presença de adjuvantes introdutores de ar na argamassa C parece explicar a sua maior porosidade. A diferença encontrada entre as argamassas B e CACH poderá ficar a dever-se à granulometria mais cuidada dos materiais constituintes da argamassa B, característica das argamassas industriais. Quanto às argamassas D e CACI, em que a mistura ligante é constituída por cimento e cal aérea, os valores de porosidade obtidos são bastante semelhantes. Em termos do teor em água às 48 horas, os resultados obtidos foram bastante semelhantes para as argamassas ensaiadas aos 28 e aos 90 dias de idade. A argamassa C foi a que apresentou o teor de água mais elevado. Facto consistente com o valor de porosidade aberta determinado para esta argamassa, o qual foi também o mais elevado. A segunda argamassa com o teor em água mais elevado foi a argamassa D, seguida das restantes argamassas, as quais apresentaram valores muito próximos entre si. Os menores valores de teor em água foram registados nas argamassas CACH e A. O facto de a argamassa A apresentar o menor teor em água de entre as argamassas industriais pode advir do facto de esta possuir adjuvante hidrófugo na sua composição e ser das argamassas com menor porosidade aberta. 82
97 Os resultados do ensaio de absorção de água por capilaridade, realizados aos 28 e 90 dias de idade das argamassas, encontram-se representados nas Figuras 5.1 e ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] A B C D CA CACH CACI Figura Curvas de absorção de água por capilaridade das argamassas estudadas aos 28 dias de idade ΔM/s [Kg/m 2 ] ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] A (28 dias) B (28 dias) C (28 dias) D (28 dias) A (90 dias) B (90 dias) C (90 dias) D (90 dias) Tempo [s 1/2 ] CA (28 dias) CACH (28 dias) CACI (28 dias) CA (90 dias) CACH (90 dias) CACI (90 dias) Figura 5.2 Curvas de absorção de água por capilaridade das argamassas industriais (Esq.) e formuladas em laboratório (Dir.) ensaiadas aos 28 e 90 dias de idade A análise da Figuras 5.2 permite verificar que a absorção de água por capilaridade das argamassas não revelou variações significativas dos 28 para os 90 dias de idade, com excepção das argamassas B e D. A argamassa D, apresentou uma taxa inicial de absorção de água mais gradual quando ensaiada aos 90 dias de idade, enquanto que a argamassa B evidenciou uma maior capacidade de absorção de água quando ensaiada aos 90 dias. 83
98 No geral, as argamassas industriais revelaram uma taxa de absorção de água inicial inferior à das argamassas formuladas em laboratório. As argamassas industriais que mais se aproximam das argamassas formuladas em laboratório em termos de absorção de água por capilaridade são a argamassa C e D. Estas, em conjunto com CA, CACH e CACI são as argamassas em que a absorção decorre mais rapidamente inicialmente e cujos valores estabilizam mais rapidamente. A argamassa com menor velocidade de absorção inicial foi a argamassa A, sendo também a que revelou absorver menos água de forma global. A menor velocidade de absorção inicial nas argamassas industriais A e B poderá ser explicada pela presença de adjuvantes hidrófugos na sua composição. O Quadro 5.3 apresenta o valor médio do coeficiente de absorção de água por capilaridade e os valores assimptóticos obtidos nos ensaios realizados. Estes valores resumem a capacidade de absorção da água por capilaridade das argamassas. Quadro 5.3 Valor médio do coeficiente de absorção de água por capilaridade e do valor assimptótico Idade - 28 dias Idade - 90 dias Argamassa Coeficiente de capilaridade [Kg/m 2.s 1/2 ] Valor assimptótico [Kg/m 2 ] Coeficiente de capilaridade [Kg/m 2.s 1/2 ] Valor assimptótico [Kg/m 2 ] A 0,03 16,38 0,04 18,00 B 0,07 22,81 0,11 27,79 C 0,18 37,88 0,20 36,68 D 0,16 35,75 0,13 34,37 CA 0,23 31,40 0,26 31,76 CACH 0,21 30,41 0,25 29,95 CACI 0, 24 36,53 0,29 35,67 Tal como se verificou através da análise das curvas de absorção, os coeficientes de capilaridade e os valores assimptóticos obtidos são próximos para as argamassas ensaiadas a idades diferentes. Com excepção da argamassa B, cujo aumento do valor assimptótico reflecte a maior capacidade de absorção quando ensaiada aos 90 dias. Analisando o Quadro 5.3 verifica-se que as argamassas CA, CACH e CACI apresentaram valores mais elevados de coeficiente de capilaridade, factor indicativo de uma velocidade de absorção mais rápida na fase inicial do ensaio. São também as argamassas formuladas em laboratório que apresentaram o maior incremento de coeficiente de capilaridade para as argamassas ensaiadas aos 90 dias. 84
99 A argamassa A foi a que apresentou menor coeficiente de capilaridade, factor que confirma a baixa velocidade de absorção de água por capilaridade na fase inicial do ensaio, evidenciada pela análise da Figura 5.1. A argamassa C foi a argamassa que maior quantidade de água absorveu, o que se coaduna com a sua também mais elevada porosidade aberta. Por seu lado, a argamassa A foi a que menos água absorveu. Este facto pode ser explicado não só por ser das argamassas menos porosas entre as estudadas, mas também pelo facto de conter adjuvantes hidrófugos na sua composição. Mais uma vez se registaram diferenças significativas no comportamento de argamassas com o mesmo tipo de ligantes na sua composição. Comparando a argamassa D e argamassa CACI verificou-se uma diferença marcada na velocidade inicial de absorção, no entanto, ambas apresentam valores semelhantes de água total absorvida. Como já foi referido, as argamassas C e CACH apresentam comportamentos semelhantes em termos de velocidade inicial de absorção, no entanto, a argamassa C absorveu uma maior quantidade de água. A argamassa B mais uma vez apresentou um comportamento distinto das outras argamassas com os mesmos componentes ligantes (C e CACH), quer em termos de velocidade de absorção inicial, quer de quantidade total de água absorvida. Este comportamento leva a supor que na composição desta argamassa estejam presentes adjuvantes hidrófugos, hipótese já avançada por Gomes (Gomes, 2009). No que diz respeito à ascensão da franja capilar (Figura 5.3), não se verificam grandes diferenças de comportamento entre os provetes ensaiados aos 28 e aos 90 dias de idade. No entanto, nas argamassas industriais a franja capilar atingiu o topo dos provetes mais rapidamente nos provetes ensaiados aos 90 dias do que nos provetes ensaiados aos 28 dias. As argamassas formuladas em laboratório apresentaram uma mais rápida progressão da franja capilar do que as argamassas industriais. De entre as argamassas formuladas em laboratório, CACI foi a que primeiro teve a franja capilar a atingir o topo dos provetes. De entre as argamassas industriais, a argamassa A destaca-se pela mais lenta ascensão da franja capilar, tendo sido a última na qual a franja capilar atingiu o topo dos provetes. As argamassas B, C e D apresentam comportamentos muito próximos para os provetes ensaiados aos 28 dias, no entanto, o comportamento das argamassas B e D distancia-se mais do comportamento da argamassa C para os provetes ensaiados aos 90 dias de idade. 85
100 Altura [mm] Tempo [horas] A B C D CA CACH CACI Altura [mm] Tempo [horas] A B C D CA CACH CACI Figura 5.3 Ascensão da franja líquida nos provetes ensaiados aos 28 dias (Esq.) e aos 90 dias de idade (Dir.) No Quadro 5.4, nas Figuras 5.4 e 5.5 encontram-se representados os resultados do ensaio da cinética de secagem. Os índices de secagem apresentados correspondem ao valor médio dos resultados obtidos em três provetes por argamassa estudada. A análise da Figura 5.4 permite verificar que, na sua generalidade, a secagem das argamassas ocorre mais rapidamente nos primeiros dias, diminuindo drasticamente a velocidade de secagem a partir dos 5 dias. A argamassa D foi a que apresentou um teor de água residual mais elevado, facto que pode dever-se à presença de hidrófugos retentores de água na composição desta argamassa. As argamassas B e C apresentaram curvas de secagem próximas após os primeiros 5 dias. As argamassas formuladas em laboratório mostraram um comportamento de secagem muito semelhante, do início ao fim do ensaio. Estas foram também as argamassas com menor teor de água residual. A argamassa C apresentou o teor de água inicial mais elevado, no entanto, foi de entre as argamassas industriais, a que apresentou menor teor de água residual. O índice de secagem da argamassa C vem comprovar que esta argamassa tem um comportamento mais próximo das argamassas formuladas em laboratório. Analisando as curvas de secagem das argamassas formuladas em laboratório ensaiadas aos 28 dias (Figura 5.5 Esq.) verificou-se um comportamento muito semelhante entre as argamassas, sendo a CA a argamassa cuja secagem ocorreu mais rapidamente e a CACI a que sofreu secagem mais lenta. Comparando estes resultados com os obtidos no ensaio aos 90 dias de idade (Quadro 5.4), constatou-se um ligeiro aumento do índice de secagem das argamassas formuladas em laboratório, em especial nas argamassas CACH e CACI. Esta evolução parece estar de acordo com os resultados mencionados na bibliografia consultada (Fernandes, 2009). De facto, ao observar a Figura 5.5 verifica-se que as argamassas 86
101 ensaiadas aos 90 dias apresentam uma secagem mais lenta nos primeiros dias do ensaio. No entanto, no final do ensaio, estas argamassas apresentaram menores teores de água residual Teor em água [%] Tempo [dias] A B C D CA CACH CACI Figura 5.4 Curvas de secagem resultantes do ensaio de cinética de secagem para as argamassas ensaiadas aos 90 dias Teor em água [%] Teor em água [%] Tempo [dias] Tempo [dias] CA CACH CACI CA (90 dias) CACH (90 dias) CACI (90 dias) CA (28 dias) CACH (28 dias) CACI (28 dias) Figura Curvas de secagem das argamassas formuladas em laboratório ensaiadas aos 28 dias (Esq.) e sua análise comparativa aos 90 dias (Dir.) As argamassas que revelam maiores coeficientes de capilaridade foram as que apresentaram índices de secagem mais baixos. Baixos índices de secagem indicam uma maior facilidade de secagem, facto que se coaduna com a maior porosidade das argamassas em causa e também com a rapidez com que absorvem água por capilaridade. 87
102 Quadro 5.4 Valor médio do Índice de secagem Índice de Secagem (I.S.) Argamassa Idade dias Idade dias A - 0,47 B - 0,42 C - 0,17 D - 0,54 CA 0,06 0,10 CACH 0,08 0,13 CACI 0,10 0, Caracterização mecânica das argamassas As características mecânicas das argamassas dependem de diversos factores, nomeadamente, da natureza e dosagem do ligante, da razão água/ligante, da granulometria, das condições de aplicação, entre outras. A caracterização mecânica das argamassas estudadas foi efectuada por recurso aos ensaios de determinação da velocidade de propagação de ultra-sons, resistência à flexão e de resistência à compressão. Os Quadros 5.5 e 5.6 apresentam os resultados da caracterização das argamassas aos 28 e 90 dias de idade, respectivamente. Neles constam os resultados da sua resistência à flexão, resistência à compressão e profundidade de carbonatação. Os valores apresentados correspondem ao valor médio e ao desvio padrão dos resultados obtidos. Os resultados obtidos nestes ensaios foram consistentes com a informação revelada pelas velocidades de propagação de ultra-sons. As argamassas apontadas como tendo uma estrutura mais compacta com base no ensaio de ultra-sons, correspondem às argamassas com valores de resistência à flexão e compressão mais elevados e vice-versa. A análise da Figura 5.6 permite verificar que, como seria de esperar, registou-se o aumento dos valores de resistência à flexão e compressão com o aumento da idade das argamassas ensaiadas. 88
103 Quadro 5.5 Resultados dos ensaios de determinação da profundidade de carbonatação, velocidade de ultrasons, resistência à flexão e á compressão aos 28 dias Argamassa Tensão de Flexão [MPa] Tensão de Compressão [MPa] Ductilidade Profundidade de Carbonatação [mm] Velocidade de Ultra-sons [m/s] A 1,71 ± 0,73 7,1 ± 0,14 0,24 1, ± 30 B 1,47 ± 0,09 3,9 ± 0,18 0,38 0, ± 24 C 0,63 ± 0,04 1,2 ± 0,02 0,53 0, ± 23 D 0,77 ± 0,03 1,9 ± 0,12 0,41 0, ± 11 CA 0,30 ± 0,03 0,5 ± 0,04 0,60 1, ± 30 CACH 0,23 ± 0,02 0,7 ± 0,03 0,33 2, ± 43 CACI 0,32 ± 0,13 1,5 ± 0,03 0,21 1, ± 48 Quadro 5.6 Resultados dos ensaios determinação da profundidade de carbonatação, velocidade de ultrasons, resistência à flexão e à compressão aos 90 dias Argamassa Tensão de Flexão [MPa] Tensão de Compressão [MPa] Ductilidade Profundidade de Carbonatação [mm] Velocidade de Ultra-sons [m/s] A 2,15 ± 0,39 7,5 ± 0,47 0,29 2, ± 30 B 1,75 ± 0,11 5,5 ± 0,07 0,32 2, ± 28 C 0,68 ± 0,06 1,3 ± 0,08 0,52 3, ± 7 D 1,12 ± 0,17 3,3 ± 0,10 0,34 1, ± 12 CA 0,42 ± 0,01 1,1 ± 0,07 0,38 6, ± 16 CACH 0,45 ± 0,00 1,0 ± 0,05 0,45 12, ± 10 CACI 0,51 ± 0,00 2,3 ± 0,13 0,22 9, ± Tensão [MPa] 2 1 Tensão [MPa] A B C D CA CACH CACI 0 A B C D CA CACH CACI Argamassa Argamassa 28 dias 90 dias 28 dias 90 dias Figura 5.6 Resistência à flexão (Esq.) e compressão (Dir.) das argamassas aos 28 dias e aos 90 dias 89
104 Comparando os resultados obtidos para as argamassas industriais ensaiadas aos 28 dias de idade com os valores fornecidos pelos fabricantes verificou-se que, em geral, os valores obtidos se encontram dentro dos limites referidos. No caso da argamassa D, os valores de resistência à flexão e compressão são, de modo geral, superiores aos indicados pelo fabricante. Ao comparar as argamassas entre si, verificou-se que as argamassas industriais apresentaram valores superiores aos das argamassas formuladas em laboratório. A argamassa A foi a que apresentou valores mais elevados de resistência à flexão e à compressão. Valores esses que, de acordo com a norma NP EN 998-1, colocam esta argamassa na categoria CS.III. De acordo com a mesma norma, a argamassa B pertence também à categoria CS.III, enquanto que, as argamassas C, CA e CACH pertencem à categoria CS.I e as restantes pertencem à categoria CS.II. A argamassa C foi a que apresentou valores mais próximos das argamassas formuladas em laboratório, particularmente para os ensaios realizados aos 90 dias de idade. É interessante notar que as argamassas com o mesmo tipo de ligante (cal aérea e cal hidráulica) apresentam valores de resistência mecânica bastante distintos. No caso das argamassas C e CACH, as diferenças podem dever-se essencialmente à proporção relativa de cada ligante. Os resultados obtidos por Silva (Silva, 2010), mostraram que a resistência mecânica das argamassas se pode relacionar com a composição da mistura ligante. Assim, verificou-se que para misturas ligantes com maior teor de cal hidráulica e menor teor de cal aérea, os valores de resistência à flexão e compressão eram superiores aos valores obtidos para a proporção inversa. No entanto, quando comparamos C e CACH com a argamassa B, a diferença dificilmente poderia ser explicada da mesma forma. Pensa-se que esta diferença de comportamento se deva à existência de materiais na constituição desta argamassa que não foram revelados pelo fabricante. Analisando as argamassas quanto à sua ductilidade (Figura 5.7 Esq.), verificou-se existirem comportamentos diferentes quando se compararam os valores obtidos nos ensaios aos 28 dias e aos 90 dias de idade. Aos 28 dias de idade, as argamassas com maior ductilidade foram a argamassa CA, C e D. No entanto, das argamassas ensaiadas aos 90 dias, a argamassa C, CACH e CA são as que apresentaram maior ductilidade. Em ambos os casos a argamassa que apresentou menor ductilidade foi CACI. Mais uma vez se verificou que argamassas com o mesmo tipo de ligante na sua composição apresentaram comportamentos diferentes. A argamassa D apresenta valores de ductilidade mais elevados do que a argamassa CACI, facto que pode ficar a dever-se à presença de fibras na constituição da argamassa D. Verificou-se um comportamento próximo nas argamassas C e CACH (em especial nas argamassas ensaiadas aos 90 dias). No entanto, apesar de possuir o mesmo tipo de ligantes, a argamassa B apresentou sempre valores de ductilidade inferiores aos das argamassas C e CACH. Os 90
105 valores mais elevados de ductilidade indicam uma argamassa capaz de absorver melhor as deformações do suporte. Como seria de esperar, os valores de espessura de carbonatação (Figura 5.7 Dir.) para os provetes ensaiados aos 90 dias são superiores aos obtidos aos 28 dias de idade, sendo a evolução mais evidente nos provetes de argamassas formuladas em laboratório. No geral, as argamassas industriais apresentaram valores muito inferiores às argamassas formuladas em laboratório. De notar que a argamassa que apresentou menor espessura de material carbonatado foi a argamassa D. Mais uma vez se verificou que os valores obtidos para a argamassa D são bastante distintos dos valores obtidos para argamassa com o mesmo tipo de ligante, CACI. A argamassa CACH foi a que apresentou maior espessura material carbonatado. As argamassas B e C, embora apresentem o mesmo tipo de ligante na sua constituição, apresentam também valores distintos da argamassa CACH. A eventual presença de componentes ou formação de compostos que introduzam alterações ao ph do material, independentemente do estado de carbonatação real, poderá constituir uma justificação para os valores obtidos. 0,7 14 Ductilidade 0,6 0,5 0,4 0,3 0,2 0,1 0,0 A B C D CA CACH CACI Espessura carbonatada [mm] A B C D CA CACH CACI Argamassa 28 dias 90 dias Argamassa 28 dias 90 dias Figura 5.7 Comparação da ductilidade (Esq.) e da espessura carbonatada (Dir.) dos provetes ensaiados aos 28 e 90 dias de idade Analisando os resultados obtidos no ensaio de ultra-sons verificou-se que não existe grande variação entre as argamassas ensaiadas aos 28 dias e as ensaiadas aos 90 dias de idade (Figura 5.8 Esq.). Os valores mais elevados de velocidade correspondem às argamassas A e B. As argamassas D e CACI apresentaram valores intermédios de velocidade, sendo os mesmos muito próximos entre si. Os resultados obtidos para as restantes argamassas correspondem às velocidades mais baixas e apresentaram valores bastante próximos entre si. Apesar de as argamassas obtidas neste trabalho terem sido realizadas com as quantidades de água preconizadas pelos fabricantes e por Silva (Silva, 2010), as consistências obtidas foram 91
106 superiores às auferidas em estudos anteriores. Existe uma relação entre os resultados do ensaio de espalhamento e a velocidade de ultra-sons na medida em que, à medida que os provetes produzidos secam, a água vai abandonando os poros, deixando vazios no seu lugar. A presença destes vazios no interior dos provetes atrasa a velocidade de propagação dos ultrasons. Estes resultados são também consistentes com os valores obtidos no ensaio de porosidade uma vez que, uma elevada porosidade corresponde a uma estrutura interna menos compacta e com mais vazios, os quais acarretam uma maior resistência à passagem das ondas ultra-sónicas. Por outro lado, à medida que decorre a cura dos materiais e consequente hidratação dos ligantes hidráulicos, formando-se compostos que tendem a colmatar os poros do material. Este processo resulta no aumento da velocidade de ultra-sons em argamassas com idades superiores. A velocidade de ultra-sons é utilizada frequentemente com o objectivo de avaliar, de forma indirecta, a resistência mecânica e a homogeneidade de materiais. A Figura 5.8 Dir. permite verificar que existe uma boa relação entre a velocidade de ultra-sons e a resistência à compressão das argamassas estudadas Velocidade de Ultra-sons [m/s] A B C D CA CACH CACI Argamassas 28 dias 90 dias Figura 5.8 Valores de velocidade de ultra-sons (Esq.) e comparação com a tensão de compressão (Dir.) nos provetes ensaiados aos 28 e 90 dias de idade 5.5. Análise comparativa da caracterização efectuada com a obtida em outros estudos Este sub-capítulo procede à análise comparativa das características das argamassas analisadas no âmbito do presente estudo e dos trabalhos realizados por Gomes (Gomes, 2009) e Silva (Silva, 2010) aos 28 dias de idade. De uma forma geral, foi possível observar que os resultados obtidos neste trabalho foram semelhantes aos resultados descritos em trabalhos precedentes, nomeadamente os desenvolvidos por Gomes (Gomes, 2009) e Silva (Silva, 2010). 92
107 A Figura 5.9 apresenta os resultados relativos à consistência e massa volúmica aparente no estado fresco das argamassas e permite verificar que se registaram diferenças entre a consistência das argamassas produzidas no decurso deste trabalho e nos trabalhos anteriores, apesar das formulações e materiais utilizados serem idênticos. A consistência das argamassas produzidas no presente estudo revelou-se ligeiramente mais fluida do que as produzidas por Gomes (Gomes, 2009) e Silva (Silva, 2010), mantendo-se, no entanto, a ordenação relativa das argamassas industriais em termos de consistência. Assim, a argamassa A continua a ser a mais seca e a C a mais fluida, sendo que as argamassas B e D apresentam consistência intermédia. Quanto às argamassas formuladas em laboratório, as diferenças de consistência encontradas podem dever-se ao facto das amassaduras realizadas por Silva (Silva, 2010) terem tido lugar na primavera/verão enquanto que as amassaduras realizadas para este trabalho foram produzidas durante o inverno. No que diz respeito aos valores de massa volúmica das argamassas no estado fresco, não se verificou uma variação acentuada entre os valores obtidos em estudos anteriores e os valores que resultaram do presente estudo. A diferença mais acentuada correspondeu aos valores de massa volúmica das argamassas A e B, dado que foram inferiores aos obtidos por Gomes (Gomes, 2009), (Figura 5.9 Dir.). No entanto, os valores obtidos no âmbito do presente estudo encontram-se em conformidade com os valores indicados pelo fabricante Espalhamento [mm] (Gomes, 2009) (Silva, 2010) CACH B CACI CA D C Massa Volumica [Kg/m 3 ] (Gomes, 2009) (Silva, 2010) D B C A CACH CA CACI 130 A Espalhamento [mm] Massa Volumica [Kg/m 3 ] Figura 5.9 Análise comparativa da consistência (Esq.) e da massa volúmica aparente (Dir.) Os valores de porosidade (Figura 5.10 Esq.) obtidos no âmbito do presente estudo foram superiores aos obtidos por Gomes (Gomes, 2009) e Silva (Silva, 2010), possivelmente devido ao facto de se terem revelado mais fluidas e à utilização de meios laboratoriais diferentes, dos utilizados por Gomes (Gomes, 2009) e Silva (Silva, 2010), na avaliação da porosidade. 93
108 Ao analisar os resultados do ensaio determinação do teor em água às 48 horas (Figura 5.10 Dir.), verifica-se que os valores obtidos neste trabalho foram tendencialmente superiores aos apresentados em Gomes (Gomes, 2009) e Silva (Silva, 2010). Comportamento compatível com o facto das argamassas terem manifestado maiores valores de porosidade, uma vez que, quanto maior for este parâmetro maior poderá ser a absorção de água. As argamassas A, CA e CACH foram excepção, uma vez que os valores se mantiveram muito semelhantes aos obtidos nos estudos anteriores. A Figura 5.11 apresenta as curvas de absorção de água por capilaridade das argamassas formuladas em laboratório obtidas no âmbito do presente estudo e do realizado por Silva (Silva, 2010). A análise desta figura permite verificar que a argamassa de cal aérea (CA) revelou comportamento semelhante, enquanto que as argamassas bastardas de cal hidráulica (CACH) e de cimento (CACI) no presente estudo revelaram-se com maior e menor capacidade de absorção, respectivamente face à obtida por Silva (Silva, 2010) Porosidade Aberta [%] (Gomes, 2009) (Silva, 2010) CACI CA CACH A B C D Teor em água às 48h [%] (Gomes, 2009) (Silva, 2010) CACH CA A CACI B D C Porosidade Aberta [%] Teor em água às 48h [%] Figura 5.10 Análise comparativa dos valores de porosidade (Esq.) e teor em água às 48 horas (Dir.) (28 dias) Na Figura 5.12 encontram-se representadas as curvas de absorção de água por capilaridade das argamassas industriais obtidas no âmbito deste trabalho e do realizado por Gomes (Gomes, 2009). A sua análise permitiu verificar que as curvas de absorção das argamassas A e C são semelhantes, no entanto, as argamassas B e D revelaram comportamentos diferentes dos obtidos por Gomes (Gomes, 2009). Em geral, as argamassas produzidas no estudo actual atingiram valores assimptóticos superiores, com excepção da argamassa B (Figura 5.13 Dir.). Este facto está de acordo com a porosidade mais elevada apresentada pelas argamassas estudadas neste trabalho. 94
109 No que diz respeito aos valores do coeficiente de capilaridade (Figura 5.13 Esq.), as argamassas A, B e CACH apresentaram valores inferiores aos obtidos em estudos anteriores, enquanto que, as argamassas C e CACI apresentam valores superiores. As argamassas D e CA apresentam valores de coeficiente de capilaridade semelhantes aos registados por Gomes (Gomes, 2009) e Silva (Silva, 2010) ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] CA CACH CACI CA (Silva, 2010) CACH (Silva, 2010) CACI (Silva, 2010) Figura 5.11 Comparação das curvas de absorção de água por capilaridade obtidas por (Silva, 2010) e as obtidas no presente estudo ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] A B C D A (Gomes, 2009) B (Gomes, 2009) C (Gomes, 2009) D (Gomes, 2009) Figura 5.12 Comparação das curvas de absorção de água por capilaridade obtidas por Gomes (Gomes, 2009) e no presente estudo 95
110 Coeficiente de Capilaridade [Kg/m2.s1/2] (Gomes, 2009) (Silva, 2010) 0,4 0,3 CACH CA CACI 0,2 B C D 0,1 A 0,0 0,0 0,1 0,2 0,3 0,4 Coeficiente de Capilaridade [Kg/m 2.s 1/2 ] Valor Assintótico [Kg/m 2 ] (Gomes, 2009) (Silva, 2010) A B CACH CA C D CACI Valor Assintótico [Kg/m 2 ] Figura 5.13 Comparação dos valores dos coeficientes de capilaridade (Esq.) e assimptóticos (Dir.) obtidos no ensaio de absorção de água por capilaridade A cinética de secagem manifestada pelas argamassas bastardas (CACH e CACI) no presente estudo e no elaborado por Silva (Silva, 2010) é semelhante, Figura A argamassa de cal aérea (CA) revelou tendência para uma secagem mais lenta no estudo elaborado por Silva (Silva, 2010), face ao agora obtido Teor em água [%] Tempo [dias] CA CACH CACI CA (Silva, 2010) CACH (Silva, 2010) CACI (SIlva, 2010) Figura Comparação das curvas de secagem obtidas por Silva (Silva, 2010) (Esq.) com as obtidas no presente estudo (Dir.) 96
111 Comparando os valores do índice de secagem das argamassas formuladas em laboratório (Figura 5.15) verificou-se que, em geral, os obtidos no presente trabalho foram inferiores aos obtidos por Silva (Silva, 2010). Este comportamento reflecte os resultados obtidos para o ensaio de porosidade, uma vez que, uma maior porosidade dos materiais facilita a secagem dos mesmos. 0,17 0,15 CACI Indice de Secagem (Silva, 2010) 0,13 0,11 0,09 CA CACH 0,07 0,05 0,05 0,07 0,09 0,11 0,13 0,15 0,17 Indice de Secagem Figura 5.15 Análise comparativa dos valores do índice de secagem aos 28 dias das argamassas formuladas em laboratório Os valores de velocidade de ultra-sons obtidos no presente estudo foram da mesma ordem de grandeza dos obtidos em estudos anteriores, com excepção das argamassas A e B que revelaram no presente estudo valores superiores e inferiores, respectivamente, (Figura 5.16) Velocidade de Ultra-sons [m/s] (Gomes, 2009) (Silva, 2010) C CA D CACI B A CACH Velocidade de Ultra-sons [m/s] Figura 5.16 Análise comparativa dos valores da velocidade de ultra-sons 97
112 Com excepção das argamassas A e B, as características mecânicas, em termos de tensão de rotura à flexão e compressão, das argamassas estudadas no âmbito do presente estudo e das realizadas por Silva (Silva, 2010) e Gomes (Gomes, 2009) foram semelhantes, Figura Tensão de Flexão [MPa] (Gomes, 2009) (Silva, 2010) 1,8 1,6 1,4 1,2 1,0 0,8 0,6 C D A B 0,4 CACI 0,2 CA CACH 0,0 0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 Tensão de Flexão [MPa] Tensão de Compressão [MPa] (Gomes, 2009) (Silva, 2010) B A D 2 C CACI 1 CA CACH Tensão de Compressão [MPa] Figura Análise comparativa das tensões de rotura à flexão (Esq.) e compressão (Dir.) Ao analisar os resultados respeitantes à espessura carbonatada (Figura 5.18), verifica-se que, no caso das argamassas industriais ensaiadas aos 28 dias, os valores obtidos são da mesma ordem de grandeza. No que diz respeito às argamassas formuladas em laboratório Silva (Silva, 2010) obteve maiores espessuras carbonatadas face às obtidas no presente estudo, tal situação terá como possível justificação o facto da cura nos dois estudos ter sido realizada de forma diferente. De facto, a cura dos provetes ensaiados por Silva (Silva, 2010), foi realizada em câmara condicionada, enquanto que, a cura dos provetes actuais foi obtida em ambiente de laboratório devido a restrições de espaço na câmara condicionada. Isto explica os valores mais elevados de espessura carbonatada nos provetes curados em câmara condicionada. 8 Espessura carbonatada [mm] (Gomes, 2009) (Silva, 2010) 7 CACH 6 CACI 5 CA A 1 B D C Espessura carbonatada [mm] Figura 5.18 Análise comparativa da espessura carbonatada 98
113 5.6. Susceptibilidade das argamassas à cristalização de sais O estudo da susceptibilidade das argamassas à cristalização de sais foi efectuado adoptando o protocolo adoptado por Algarvio (Algarvio, 2010) e descrito em Seis provetes de cada argamassa, com 90 dias de idade, foram submetidos a três ciclos de ensaio. A monitorização da evolução da acção simulada foi efectuada todos os ciclos através da observação e descrição visual dos provetes, bem como da variação de massa registada, tendo como referência a massa seca dos provetes antes do início do ensaio. No decorrer do ensaio de cristalização de sais foi efectuado o registo fotográfico da evolução dos provetes, assim como, o registo descritivo. A Figura 5.19 mostra uma foto ilustrativa de um provete de cada uma das argamassas ensaiadas. O Anexo III apresenta um conjunto de fotos ilustrativas da evolução de todos os provetes ensaiados. A degradação produzida pelos 3 ciclos realizados do ensaio de cristalização de sais foi avaliada, após a dessalinização dos provetes, com base nas variações registadas, antes e após ensaio (CS), na resistência mecânica à compressão e flexão, massa volúmica, porosidade, teor em água após 48h de imersão e absorção de água por capilaridade. O Quadro 5.7 e a Figura 5.20 apresentam a evolução da massa dos provetes ao longo do ensaio de cristalização de sais. Analisando o gráfico da Figura 5.20 pode observar-se que os maiores valores de massa coincidem, em geral, com o inicio da Fase A do ensaio (provetes sujeitos à absorção de solução salina até esta atingir a meia altura do provete). O segundo valor mais alto corresponde ao início da Fase B do ensaio (provetes sujeitos à absorção de água destilada até esta atingir o topo dos provetes). Nota-se uma certa tendência geral para o aumento do valor de massa ao longo dos primeiros ciclos do ensaio, e uma redução de massa após a dessalinização dos provetes. Quadro 5.7 Evolução da massa dos provetes ao longo do ensaio de cristalização de sais Valor médio e desvio padrão da massa seca dos 6 provetes ensaiados [g] Arga 1º ciclo 2º ciclo 3º ciclo massa Após Inicial Final Final Final Final Final Final dessalinização fase A fase B fase A fase B fase A fase B A 451,62 458,34 467,25 465,63 465,65 468,93 468,69 ± 5,56 ± 6,75 ± 5,77 ± 7,16 ± 7,25 ± 6,44 ± 6,89 454,37 ± 6,66 B 422,57 425,74 426,61 440,72 429,42 433,63 415,73 ± 12,82 ± 12,49 ± 12,61 ± 11,64 ± 12,17 ± 12,47 ± 13,55 392,23 ± 13,05 C 335,41 338,67 343,26 352,97 344,07 347,67 ± 7,73 ± 7,76 ± 7,23 ± 6,94 ± 7,55 ± 8,06-319,65 ± 7,26 D 342,61 347,32 350,82 359,66 352,07 357,12 356,23 ± 17,02 ± 17,02 ± 16,48 ± 16,93 ± 16,83 ± 16,75 ± 16,77 346,44 ± 12,39 CA 476,29 478,13 479,22 487,28 483,59 489,05 475,25 ± 3,17 ± 2,90 ± 2,58 ± 2,28 ± 2,49 ± 2,94 ± 5,81 438,15 ± 5,06 CACH 495,46 496,76 499,16 506,51 502,34 508,05 502,80 ± 3,09 ± 3,00 ± 2,46 ± 2,36 ± 2,48 ± 2,02 ± 1,99 485,27 ± 5,74 CACI 504,41 506,07 509,95 520,61 512,90 519,56 514,26 ± 4,69 ± 4,76 ± 4,14 ± 4,03 ± 4,50 ± 4,04 ± 4,21 496,00 ± 6,27 99





114 A B C D CA CACH CACI Figura 5.19 Aspecto dos provetes antes do ensaio de cristalização de sais (90 dias de idade) 100




115 Figura Evolução da massa dos provetes ao longo do ensaio de cristalização de sais A argamassa A foi a que revelou menor susceptibilidade ao ensaio realizado (Figura 5.21). A observação dos provetes durante o primeiro ciclo do ensaio não revelou qualquer alteração dos mesmos, sendo apenas possível detectar uma fina camada pulverulenta pelo toque. Durante o segundo e terceiro ciclo foi observada a formação de algumas eflorescências, dispersas na secção central dos provetes, mas não se verificou qualquer outra alteração no aspecto dos provetes. Note-se porém que, foram registadas alterações de cor na argamassa ao longo do ensaio, facto que poderá ser um pormenor negativo, do ponto de vista puramente estético. Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura 5.21 Argamassa A susceptibilidade à degradação ao longo do ensaio de cristalização de sais 101



116 A argamassa B (Figura 5.22), manifestou sensibilidade ao ensaio logo no primeiro ciclo, apresentando eflorescências nas zonas superiores dos provetes e alguma pulverização nas arestas. Durante o segundo ciclo os provetes apresentaram degradação mais evidente na zona central e ao longo das arestas, com a formação de eflorescências numa das faces dos provetes. No terceiro ciclo, registou-se o incremento na formação de eflorescências e a degradação superficial da secção central dos provetes e das suas arestas tornou-se ainda bastante evidente. Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura Argamassa B susceptibilidade à degradação ao longo do ensaio de cristalização de sais Os provetes da argamassa C (Figura 5.23), não mostraram alterações relevantes durante o primeiro ciclo, apresentando apenas alguma degradação de arestas e a presença de um depósito fino apenas perceptível pelo tacto. Durante o segundo ciclo, acentuou-se a degradação dos cantos e arestas, observaram-se algumas eflorescências dispersas e o início de empolamento dos provetes ao longo do seu nível médio. O ensaio deu-se por terminado após a Fase A do terceiro ciclo uma vez que os provetes da argamassa C manifestaram degradação muito acentuada devido à ocorrência de criptoflorescências. Todos os provetes perderam grande quantidade de matéria na zona central, levando até à fractura de um provete. De forma a tentar evitar a destruição total dos provetes, deu-se o ensaio por terminado e procedeu-se à dessalinização dos provetes. A argamassa D (Figura 5.24), revelou um comportamento semelhante ao da argamassa A, dado que não registou degradação evidente. No entanto, ao contrário da argamassa A, os provetes de argamassa D apresentaram eflorescências abundantes desde o primeiro ciclo e até ao final do ensaio. 102

, durante o primeiro ciclo esta apresentou alguma degradação dos cantos e arestas, verificando-se a formação de um depósito pulverulento apenas identificável pelo tacto.")

117 Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura Argamassa C susceptibilidade à degradação ao longo do ensaio de cristalização de sais As argamassas formuladas em laboratório apresentaram comportamento mais uniforme entre si, verificando-se o desenvolvimento progressivo da degradação, sendo os provetes de CACI os que apresentaram menor degradação e os de CA os que apresentaram maior degradação. No que diz respeito à argamassa CA (Figura 5.25), durante o primeiro ciclo esta apresentou alguma degradação dos cantos e arestas, verificando-se a formação de um depósito pulverulento apenas identificável pelo tacto. Durante o segundo ciclo a degradação das arestas e cantos progrediu, passando também a afectar ligeiramente as faces dos provetes, e registouse a formação de eflorescências, em especial nos topos dos provetes. No terceiro ciclo o comportamento dos provetes foi idêntico ao anterior, com intensificação da degradação e formação de eflorescências. Quanto à argamassa CACH (Figura 5.26), o seu comportamento foi semelhante ao da argamassa CA, muito embora sendo de referir que se registou uma presença mais significativa de eflorescências ao longo das arestas dos provetes, variando a sua localização em altura. Globalmente, a argamassa CACH degradou-se de forma semelhante a CA, muito embora com menor intensidade. Os provetes de argamassa CACI (Figura 5.27), não apresentaram indícios de degradação durante o primeiro ciclo, tendo-se apenas registado a presença de um fino depósito superficial apenas perceptível pelo tacto. Durante o segundo ciclo, verificou-se a formação de eflorescências, especialmente ao longo das arestas, continuando a não apresentar indícios de 103





118 degradação. A argamassa CACI apenas manifestou alguma degradação dos cantos e arestas dos provetes e um aumento da presença de eflorescências no terceiro ciclo. Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura Argamassa D susceptibilidade à degradação ao longo do ensaio de cristalização de sais Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura Argamassa CA susceptibilidade à degradação ao longo do ensaio de cristalização de sais 104






119 Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura Argamassa CACH susceptibilidade à degradação ao longo do ensaio de cristalização de sais Final do 1º ciclo Final do 2º ciclo Final do 3º ciclo Figura 5.27 Argamassa CACI susceptibilidade à degradação ao longo do ensaio de cristalização de sais O Quadro 5.8 e a Figura 5.28 apresentam a variação da massa dos provetes ao longo do ensaio, tendo como referência os valores de massa seca dos provetes antes do inicio do ensaio de cristalização de sais realizado. A análise do Quadro 5.8 e a Figura 5.28 permite verificar que a maioria das argamassas não registou perda de massa durante o ensaio de cristalização de sais. No entanto, após a 105
120 dessalinização, registaram-se valores de perda de massa consideráveis, com excepção das argamassas A e D. O incremento de massa durante o ensaio resulta da acumulação de sais no interior dos provetes. Sais esses que se pretende remover durante a dessalinização, levando à perda de massa. Nas argamassas B e CA a perda de massa teve início no 3º ciclo do ensaio, na sequência da degradação exterior dos provetes que ocorreu de forma mais intensa. Quadro 5.8 Valor médio e desvio-padrão da variação de massa em cada ciclo do ensaio de cristalização de sais Variação de massa [%] Argamassa 1º Ciclo 2º Ciclo 3º Ciclo Após dessalinização A 3,46 ± 0,10 3,11 ± 0,36 3,78 ± 0,26 0,61 ± 0,26 B 0,96 ± 0,09 1,62 ± 0,21-1,62 ± 0,49-7,18 ± 0,52 C 2,34 ± 0,46 2,58 ± 0, ,70 ± 1,26 D 2,40 ± 0,34 2,76 ± 0,23 3,98 ± 0,32 1,12 ± 1,51 CA 0,62 ± 0,14 1,53 ± 0,19-0,22 ± 0,62-8,01 ± 1,05 CACH 0,75 ± 0,24 1,39 ± 0,20 1,48 ± 0,30-2,06 ± 0,92 CACI 1,10 ± 0,28 1,68 ± 0,10 1,95 ± 0,18-1,67 ± 0, Variação de massa [%] A B C D CA CACH CACI 1º Ciclo 2º Ciclo 3º Ciclo Após dessalinização Figura 5.28 Variação da massa registada ao longo do ensaio de cristalização de sais Ao longo dos dois primeiros ciclos, todas as argamassas registaram incremento de massa. A redução de massa teve início no 3º ciclo e intensificou-se ao longo do ciclo. Os valores máximos de redução de massa registaram-se após a dessalinização dos provetes. Os provetes das argamassas A e D não registaram redução de massa ao longo do ensaio tendo atingido o final do ensaio (após dessalinização) com ligeiro incremento de massa, sem nunca descer abaixo da massa inicial. 106







121 Os provetes de argamassa C registaram degradação significativa a meia altura, devido à formação de criptoflorescências. De modo a tentar preservar a integridade dos provetes para a futura realização de ensaios, deu-se por terminado o ensaio de degradação após a fase A do 3º ciclo e procedeu-se à dessalinização dos provetes. Apesar dos cuidados tidos durante a dessalinização, os provetes de argamassa C não resistiram ao processo de dessalinização e partiram-se sensivelmente a meia altura. Esta ocorrência inviabilizou a monitorização da acção da degradação, nesta argamassa, com base nos ensaios de resistência à flexão e absorção de água por capilaridade. A B C D CA CACH CACI Figura 5.29 Aspecto dos provetes após dessalinização 107
122 Verificaram-se também diferenças no comportamento de argamassas com o mesmo tipo de ligante na sua constituição, face à cristalização de sais. As argamassas B e C (ambas com uma mistura ligante de cal aérea e cal hidráulica) apresentaram susceptibilidade semelhante, se bem que com intensidades diferentes. Ambas foram predominantemente afectadas a nível da meia altura dos provetes. No entanto, o mesmo não aconteceu com os provetes de argamassa CACH a qual possui o mesmo tipo de mistura ligante. Foram também detectadas diferenças no comportamento das argamassas D e CACI (ambas possuindo cal aérea e cimento na sua mistura ligante), uma vez que, a primeira quase não evidenciou ter sofrido degradação, enquanto que, a segunda apresentou sinais externos de degradação. Pensa-se que as diferenças de comportamento se fiquem a dever a outros componentes presentes nas argamassas industriais, nomeadamente, adjuvantes, fibras e outras adições. Terminado o ensaio de cristalização de sais, com a dessalinização dos provetes (Figura 5.29), procedeu-se à caracterização dos provetes com o objectivo de avaliar as alterações promovidas pela acção da cristalização de sais simulada nas características físicas e mecânicas das argamassas. Os provetes foram então submetidos a novos ensaios de caracterização, de forma a avaliar a sua porosidade aberta, massa volúmica, absorção de água às 48 horas, absorção de água por capilaridade, resistência à flexão e resistência à compressão. Os resultados desta caracterização foram comparados com os obtidos em provetes não submetidos ao ensaio de cristalização de sais. O Quadro 5.9 apresenta os valores de porosidade, massa volúmica real e teor em água das argamassas, antes e após a realização do ensaio de cristalização de sais. Estes valores encontram-se representados graficamente na Figura Quadro 5.9 Valor médio e desvio-padrão da porosidade, teor em água às 48 horas e massa volúmica real antes e após o ensaio de cristalização de sais (CS) das argamassas estudadas Argamassa Massa Volúmica Real [Kg/m 3 ] Teor de água às 48 horas [%] Porosidade Aberta [%] Antes Após CS Antes Após CS Antes Após CS A ,4 9,6 20,6 29,5 B ,7 11,2 17,5 33,8 C ,0 22,0 32,8 44,6 D ,4 18,5 26,6 46,0 CA ,3 11,3 28,6 25,1 CACH ,5 10,5 25,8 25,4 CACI ,1 10,4 26,3 23,3 No que diz respeito aos resultados do ensaio de determinação da massa volúmica real verificou-se que os valores se encontram dentro da mesma ordem de grandeza com excepção das argamassas B, C e D, cuja massa volúmica apresentou um aumento significativo após o 108
123 ensaio de cristalização de sais. Este aumento poderá relacionar-se com a acumulação de sais no interior dos provetes Porosidade após CS [%] B A CACI D C CA CACH Massa Volumica Real após CS [Kg/m 3 ] A CACI CACH CA B C D Porosidade [%] Massa Volumica Real [Kg/m 3 ] Figura Comparação dos valores de porosidade (Esq.) e massa volúmica real (Dir.) antes e após o ensaio de cristalização de sais (CS) Quanto à porosidade aberta, as argamassas industriais registaram incrementos significativos da porosidade após o ensaio de cristalização de sais. Por outro lado, as argamassas formuladas em laboratório apresentaram menores valores de porosidade após o ensaio de cristalização de sais. Isto leva-nos a pensar que as argamassas formuladas em laboratório apresentam um comportamento que favorece o transporte dos sais para o exterior dos provetes e sua cristalização na superfície dos mesmos, facto que não afectaria tanto a porometria no interior dos provetes. No entanto, a diminuição da porosidade verificada, pode dever-se à cristalização de sais no interior dos provetes, colmatando parcialmente os poros. Por outro lado, as argamassas industriais parecem apresentar um comportamento indicativo da acumulação de sais no seu interior. Facto que leva à alteração da porometria dos provetes quando estes sais cristalizam com aumento de volume. A análise da Figura 5.31 permite verificar que o teor em água das argamassas após 48 horas de imersão não revelou alterações significativas após o ensaio de cristalização de sais. De facto, as diferenças mais significativas correspondem a um ligeiro aumento deste teor nas argamassas D, CA e CACH e uma ligeira redução para a argamassa A. As Figuras e o Quadro 5.10 apresentam as características da absorção de água por capilaridade das argamassas estudadas, antes e após (CS) terem sido submetidas ao ensaio de cristalização de sais. 109
124 25 Teor em água às 48h após CS [%] CA B CACH CACI A D C Teor em água às 48h [%] Figura 5.31 Comparação dos valores do teor em água às 48 horas antes e após o ensaio de cristalização de sais (CS) O coeficiente de absorção de água por capilaridade das argamassas formuladas em laboratório (Figura 5.32) registou uma ligeira diminuição, em consequência da acção simulada. Facto que é consistente com a diminuição de porosidade destas argamassas. A análise das Figuras 5.32 e 5.34 permite verificar que, a argamassa CACH manifestou valores assimptóticos antes e após o ensaio de cristalização de sais, semelhantes, enquanto que as argamassas CA e CACI registaram redução da capacidade de absorção após o ensaio. Tal comportamento ficou a dever-se ao facto da porosidade da argamassa CACH ter sido pouco afectada pelo ensaio, enquanto que as argamassas CA e CACI revelam redução da porosidade, Figura Quadro Absorção de água por capilaridade antes e após o ensaio de cristalização de sais (CS) Argamassa Coeficiente de capilaridade [Kg/m 2.s 1/2 ] Valor assimptótico [Kg/m 2 ] Antes Após CS Antes Após CS A 0,04 0,06 18,00 30,06 B 0,11 0,13 27,79 30,69 C 0,20-36,68 - D 0,13 0,16 34,37 39,25 CA 0,26 0,20 31,76 30,88 CACH 0,25 0,20 29,95 32,75 CACI 0,29 0,25 35,67 32,56 110
125 ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] CA (CS) CA ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] CACH (CS) CACH CACI (CS) CACI Figura 5.32 Comparação da cinética de absorção de água por capilaridade das argamassas formuladas em laboratório antes e após o ensaio de cristalização de sais (CS) O ensaio de cristalização de sais originou em todas as argamassas industriais um incremento da capacidade de absorção de água que se manifestou por um incremento dos coeficientes de absorção de água por capilaridade e dos valores assimptóticos, Figuras 5.33 e Este comportamento é concordante com o aumento da porosidade registado nestas argamassas. 111
126 ΔM/s [Kg/m 2 ] ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] Tempo [s 1/2 ] A (CS) A B (CS) B ΔM/s [Kg/m 2 ] Tempo [s 1/2 ] D (CS) D Figura 5.33 Comparação das curvas de absorção capilar das argamassas industriais antes e após o ensaio de cristalização de sais (CS) Coeficiente de Capilaridade após CS [Kg/m 2.s 1/2 ] 0,4 0,3 0,2 0,1 A D B CACH CA CACI 0,0 0,0 0,1 0,2 0,3 0,4 Coeficiente de Capilaridade [Kg/m 2.s 1/2 ] Valor Assimptótico após CS [Kg/m2] 40 D 35 CACH CACI 30 A B CA Valor Assimptótico [Kg/m 2 ] Figura Comparação dos coeficientes de absorção de água por capilaridade (Esq.) e dos valores assimptóticos (Dir.) antes e após o ensaio de cristalização de sais (CS) 112
127 O Quadro 5.11 apresenta os valores das tensões de rotura à compressão e flexão das argamassas antes e após o ensaio de cristalização de sais. As argamassas A e D distinguemse das restantes pelo facto dos resultados indicarem tendência para o incremento de resistência após o ensaio de cristalização de sais, muito embora a sua porosidade tenha incrementado de forma significativa. Este incremento deverá ter como justificação o facto destas argamassas terem atingido o final do ensaio sem registarem redução de massa, bem como devido à acumulação de sais no interior dos provetes, contribuindo estes para tornar a estrutura interna dos mesmos mais compacta. Quadro 5.11 Resistência à flexão e à compressão antes e após o ensaio de cristalização de sais (CS) Argamassa Tensão de Flexão [MPa] Tensão de Compressão [MPa] Antes Após CS Antes Após CS A 2,15 ± 0,39 2,67 7,46 ± 0,47 11,88 B 1,75 ± 0,11 0,06 5,48 ± 0,07 0,99 C 0,68 ± 0,06-1,31 ± 0,08 0,75 D 1,12 ± 0,17 1,43 3,25 ± 0,10 3,43 CA 0,42 ± 0,01 0,31 1,07 ± 0,07 0,44 CACH 0,45 ± 0,00 0,38 0,97 ± 0,05 0,96 CACI 0,51 ± 0,00 0,45 2,26 ± 0,13 1,73 As argamassas industriais B e C foram as que revelaram maior redução da sua capacidade resistente em resultado da acção simulada. O ensaio de cristalização originou a redução da resistência mecânica de todas as argamassas formuladas em laboratório, tendo este sido mais acentuado, particularmente à compressão, para a argamassa de cal aérea (CA), Quadro Tensão de Flexão após CS [MPa] 3,0 A 2,5 2,0 1,5 D 1,0 0,5 CACI CACH CA 0,0 B 0,0 0,5 1,0 1,5 2,0 2,5 3,0 Tensão de Flexão [MPa] Tensão de Compressão após CS [MPa] A D 2 C CACI CACH B CA Tensão de Compressão[MPa] Figura 5.35 Comparação dos resultados dos ensaios de flexão (Esq.) e compressão (Dir.) para argamassas ensaiadas antes e após o ensaio de cristalização de sais (CS) 113
128 De uma formal geral, a intensidade da degradação nas argamassas, e que foi possível observar visualmente, influenciou o valor das propriedades avaliadas da forma que seria de esperar. Isto é, as argamassas que exteriormente apresentaram maiores indícios de degradação após o ensaio de cristalização de sais, viram a sua resistência mecânica diminuir. Enquanto que, as argamassas que não evidenciaram sinais de degradação (A e D) viram a sua resistência mecânica aumentar. A análise dos resultados do ensaio de cristalização de sais, identificou as argamassas B e C como tendo sido as mais afectadas pela degradação simulada. As argamassas menos afectadas foram a A e a D, enquanto que as argamassas formuladas em laboratório apresentaram um comportamento intermédio entre estes extremos. O facto da porosidade de algumas das argamassas estudadas ter aumentado consideravelmente (todas as argamassas industriais) após serem sujeitas a ciclos de cristalização de sais, torna-as mais susceptíveis à absorção de água por capilaridade, promovendo a ocorrência de problemas associados à presença de humidade e não desempenhando devidamente a sua função de protecção, em especial em rebocos exteriores. As argamassas formuladas em laboratório apresentaram um comportamento mais previsível quando sujeitas ao ensaio de cristalização de sais. No geral, não se verificaram variações significativas nas propriedades físicas e mecânicas ensaiadas. 114
129 6. Conclusões e Desenvolvimentos Futuros 6.1. Conclusões A presente dissertação procurou contribuir para um melhor conhecimento do comportamento face a cristalização de sais solúveis de argamassas industriais disponíveis no mercado nacional destinadas a serem aplicadas em rebocos de edifícios antigos. Pretendeu-se também complementar o conhecimento adquirido no âmbito dos trabalhos de investigação desenvolvidos por Gomes (Gomes, 2009) e Silva (Silva, 2010). Como já foi referido, as argamassas destinadas à aplicação em rebocos de edifícios antigos devem respeitar uma série de características específicas, com vista a evitar danificar as estruturas que suportam os mesmos. Na maioria dos casos, a composição detalhada das argamassas industriais é desconhecida, facto que torna o estudo do seu comportamento e a sua selecção difícil. O estudo de três argamassas formuladas em laboratório teve como objectivo permitir a análise comparativa do comportamento das argamassas industriais com o comportamento de argamassas formuladas em obra. Uma vez que a composição da argamassa de cal aérea (CA) e das duas argamassas bastardas (CACH e CACI) era conhecida e, estas argamassas já haviam sido caracterizadas por Silva (Silva, 2010), elas serviram de referência no estudo do comportamento face à cristalização de sais. O incremento dos trabalhos de investigação desenvolvidos no âmbito dos rebocos de substituição para edifícios antigos tem permitido uma melhor compreensão do comportamento dos materiais utilizados nesses rebocos. Como tal, os fabricantes de argamassas industriais têm tentado acompanhar a crescente procura de argamassas com características específicas, lançando no mercado produtos destinados ao restauro. A actualização do estudo de mercado permitiu identificar novos produtos, recomendados para rebocos de substituição em edifícios antigos. A grande maioria dos produtos encontrados tem como ligante a cal hidráulica ou uma mistura de cal aérea e cal hidráulica. Verificou-se que a informação mais difícil de obter relativamente à constituição destas argamassas diz respeito às adições e adjuvantes presentes nestas argamassas. No que diz respeito à caracterização das argamassas, procedeu-se à análise comparativa da caracterização das argamassas realizadas no âmbito do presente estudo com os resultados obtidos nos estudos elaborados por Gomes (Gomes, 2009) e Silva (Silva, 2010). Esta análise permitiu verificar uma certa coerência dos resultados, sendo que as diferenças mais significativas foram observadas nos resultados das argamassas industriais. Estas diferenças 115
130 poderão dever-se a alterações na formulação das argamassas, ocorridas entre o estudo realizado por Gomes (2009) e o trabalho actual, uma vez que estes produtos são alvo de constante aperfeiçoamento de forma a garantir o melhor desempenho possível. De facto, alguns dos fabricantes deram indicações de que o seu produto teria sofrido melhoramentos, sem no entanto especificar quais as alterações efectuadas. Com a excepção da argamassa C, as argamassas industriais evidenciaram comportamentos distintos das argamassas formuladas em laboratório. A argamassa C foi a argamassa p industrial que revelou as características físicas e mecânicas mais próximas das manifestadas pelas argamassas formuladas em laboratório. Note-se porém que tal não se reflectiu na susceptibilidade à degradação por cristalização de sais, dado que esta foi a que se revelou mais sensível à acção simulada. Em termos de consistência, verificou-se que, à excepção das argamassas A e C (as quais apresentaram a menor e maior fluidez, respectivamente), as argamassas estudadas revelaram consistências semelhantes. As argamassas industriais apresentaram maior resistência mecânica do que as formuladas em laboratório. De entre as argamassas industriais, a argamassas C foi a que apresentou resistência mecânica mais próxima das argamassas formuladas em laboratório. Os resultados obtidos no ensaio de resistência à compressão permitiram classificar as argamassas estudadas segundo a norma NP EN Segundo esta classificação as argamassas A e B inserem-se na categoria CS.III, enquanto que, as argamassas C, CA e CACH pertencem à categoria CS.I e as restantes pertencem à categoria CS.II. Tendo em conta esta classificação, e ainda de acordo com o estabelecido na norma referida, apenas as argamassas D e CACI podem vir a ser consideradas como argamassas de renovação (R). Quanto aos valores de porosidade aberta, verificou-se que a distinção entre argamassas industriais e formuladas em laboratório não foi tão acentuada como para outras propriedades. Foi entre as argamassas industriais que se verificaram os valores mais baixos (argamassas A e B), e os valores mais elevados de porosidade (argamassa C), mantendo-se, no entanto, próximos dos valores das restantes argamassas. O elevado valor de porosidade da argamassa C pode dever-se ao facto de esta argamassa possuir na sua composição adjuvantes introdutores de ar. Apesar de ter sido indicado que este tipo de adjuvante também se encontrava presente na composição da argamassa A, este factor aparentemente não se reflectiu nos valores de porosidade desta argamassa. Isto pode dever-se ao facto de estes adjuvantes terem formas de actuar diferentes. 116
131 Também os resultados do ensaio de determinação do teor em água às 48 horas foram relativamente semelhantes para todas as argamassas, destacando-se a argamassa CACI com os valores mais baixos e a argamassa C com os valores mais elevados. No que diz respeito às características de absorção de água por capilaridade, foram identificados comportamentos distintos entre as argamassas industriais e as formuladas em laboratório. Em geral, as argamassas industriais revelaram uma absorção de água mais lenta, com a excepção da argamassa C, cujo comportamento se aproximou mais uma vez do comportamento das argamassas formuladas em laboratório. Este comportamento é compatível com a presença de adjuvantes hidrófugos na composição das argamassas industriais. A argamassa A foi a que mais se distanciou das restantes, quer em termos de velocidade de absorção de água, quer em termos de quantidade total de água absorvida, mostrando valores inferiores aos de todas as outras argamassas. O estudo da cinética de secagem veio reforçar as diferenças entre as argamassas industriais e as formuladas em laboratório, observadas no ensaio de absorção de água por capilaridade. Mais uma vez, a argamassa industriais cujo comportamento de secagem mais se aproximou do comportamento exibido pelas argamassas formuladas em laboratório, foi a argamassa C. No geral, as argamassas formuladas em laboratório apresentaram uma cinética de secagem mais rápida, evidenciada pelos baixos valores do seu índice de secagem. Estas argamassas apresentaram também os valores mais baixos de teor de água residual, facto que associado à secagem mais rápida, as torna mais adequadas à aplicação como argamassas de renovação (R). Os resultados do ensaio de determinação da espessura carbonatada revelaram uma diferença clara no comportamento das argamassas. As argamassas industriais apresentaram espessuras de material carbonatado muito inferiores às registadas nas argamassas formuladas em laboratório. Esta diferença de comportamento pode ficar a dever-se a diferenças de composição, as quais nem sempre são fáceis de conhecer devido à reduzida informação disponibilizada nas fichas técnicas sobre a composição exacta das argamassas industriais, ou à influência que os adjuvantes podem ter no desenvolvimento do processo de carbonatação. A análise do comportamento das argamassas face à acção da cristalização de sais, permitiu identificar comportamentos diferenciados nas argamassas, desde as pouco afectadas pelo processo, até aquela em que se registou a destruição dos provetes antes do fim do ensaio. As argamassas A e D inserem-se no grupo das que se revelaram pouco sensíveis ao processo de cristalização de sais simulado, dado que os provetes mantiveram a sua aparência sem evidenciar qualquer degradação. No que diz respeito à argamassa A, a sua baixa susceptibilidade à degradação por cristalização de sais poderá estar associada à baixa 117
132 velocidade de absorção de água e baixa velocidade de secagem evidenciada por esta argamassa. Também a argamassa D apresentou velocidades de secagem baixas. Este facto leva a pensar que a evaporação de água nestas argamassas, entre fases do ensaio de cristalização de sais, não terá sido suficiente para induzir a cristalização dos sais suficiente para provocar a degradação dos provetes. A argamassa formulada em laboratório CACI, aproximou-se do comportamento acima referido em termos de aspecto exterior. No entanto, foi a argamassa que evidenciou mais rápida absorção de água por capilaridade nos instantes iniciais do ensaio. Pensa-se portanto que a resistência à degradação por cristalização de sais se deve à presença de cimento na mistura ligante, facto que é também comum à argamassa D. Pelos motivos já referidos, pensa-se que esta argamassa (CACI) também não será a mais indicada para rebocos de edifícios antigos com problemas de sais solúveis. A argamassa C revelou elevada sensibilidade à cristalização de sais, associada à formação de criptoflorescências. O facto de esta argamassa apresentar elevada absorção de água na fase inicial do ensaio, ser a que absorveu a maior quantidade de água e ser uma das argamassas com mais baixa resistência mecânica, podem ser factores que propiciaram a degradação acelerada dos provetes. As restantes argamassas apresentaram um comportamento intermédio, com alguma degradação mas sem destruição dos provetes. O processo de dessalinização pôs em evidência a degradação exterior dos provetes, em especial no que diz respeito às argamassas B, C, CA e CACH. A caracterização das argamassas após a realização do ensaio de cristalização de sais facultou resultados interessantes. A porosidade das argamassas industriais após o ensaio de cristalização de sais registou um aumento significativo. No entanto, no que diz respeito às argamassas formuladas em laboratório, foi registada uma ligeira diminuição da sua porosidade. Estes dados parecem apontar para que a cristalização de sais no interior dos provetes das argamassas industriais origine o alargamento dos seus poros, resultando num aumento de porosidade. A observação dos provetes das argamassas formuladas em laboratório, indicia que a degradação ocorreu superficialmente. Este facto parece indicar que a sua estrutura interna facilita o transporte dos sais para o exterior, bem como que os poros existentes possuem dimensões adequadas à cristalização dos sais sem que estes exerçam pressão que causem abertura dos poros ou uma combinação de ambos. A diminuição da porosidade nestas argamassas pode dever-se ao facto de o processo de dessalinização não ter permitido a total remoção dos sais presentes no seu interior. 118
133 O aumento da porosidade das argamassas industriais reflectiu-se na capacidade de absorção de água por capilaridade, dado que se registou um aumento significativo da velocidade de absorção de água por capilaridade assim como da quantidade total de água absorvida. Quanto às argamassas formuladas em laboratório, as argamassas CA e CACI apresentaram uma diminuição na quantidade de água absorvida, enquanto que a argamassa CACH apresentou um aumento desta quantidade. Com a excepção das argamassas A e D, a cristalização de sais originou a redução da resistência à flexão e à compressão das argamassas. As argamassas A e D registaram incremento da sua resistência à flexão e compressão. Este facto pode ficar a dever-se à presença de sais solúveis no interior da estrutura porosa destas argamassas, e à sua contribuição para tornar a sua estrutura interna mais compacta. Tendo em consideração o exposto anteriormente, as argamassas formuladas em laboratório parecem ser as que apresentam um melhor comportamento face à cristalização de sais solúveis. De registar que a metodologia utilizada no ensaio de cristalização de sais permitiu simular os ciclos de cristalização de sais a que as argamassas de reboco estão muitas vezes sujeitas, e a forma como este fenómeno afecta argamassas com composições distintas, bem como garantir a degradação relativamente homogénea dos provetes. Os resultados obtidos permitiram analisar e distinguir as argamassas estudadas face à acção da cristalização de sais. Argamassas com maior tendência para a formação de criptoflorescências revelam-se mais difíceis de estudar devido à maior dificuldade em garantir um processo de degradação gradual. O protocolo de ensaio revelou-se muito interessante para o estudo da susceptibilidade à cristalização de sais de argamassas com propriedades diferentes, dado que permitiu distinguir comportamentos e promoveu processos de degradação, de um modo geral, graduais e relativamente homogéneos ao longo dos provetes ensaiados. O comportamento das argamassas face à cristalização de sais, quando aplicadas em camada de reboco, depende de factores que vão desde as características das próprias argamassas, tipo de substrato, condições de cura ou até forma de aplicação. Não é, portanto, razoável especular sobre qual das argamassas estudadas apresentará melhor comportamento quando aplicada em camada de reboco em edifícios antigos. Ao finalizar este trabalho considera-se que foram alcançados os objectivos inicialmente estabelecidos. A actualização do estudo de mercado permitiu identificar novos materiais disponíveis no mercado nacional. O estudo do comportamento das argamassas estudadas face à cristalização de sais solúveis, permitiu recolher informação relevante e identificar diferenças de comportamento e susceptibilidade das argamassas. 119
134 6.2. Propostas para desenvolvimentos futuros As possibilidades de estudo do comportamento das argamassas industriais utilizáveis em rebocos de edifícios antigos não se extinguem com este trabalho. Como se viu pela actualização do estudo de mercado, este é um sector em crescimento, estando constantemente a ser desenvolvidos novos produtos. Qualquer dos produtos existentes no mercado poderá ser alvo do mesmo tipo análise da desenvolvida no presente estudo, de forma a adquirir um melhor conhecimento dos mesmo e potenciar escolhas mais conscientes das soluções a empregar. Por outro lado, seria interessante aprofundar o estudo sobre as argamassas em causa neste trabalho, tentando apurar uma relação entre as características do seu espaço poroso, a sua permeabilidade ao vapor e o seu comportamento face à cristalização de sais. A campanha experimental realizada não contemplou a análise das propriedades destas argamassas quando aplicadas como camada de revestimento. Uma vez que o estudo da interacção argamassas/substrato é de extrema importância no caso de edifícios antigos, pensa-se que seria benéfico recolher informação sobre a mesma. Sugere-se o desenvolvimento de um estudo neste domínio que inclua também a susceptibilidade à degradação por cristalização de sais do conjunto suporte/argamassa. Seria também interessante estudar o comportamento destas, e outras argamassas, à cristalização sob acção de outros sais solúveis frequentemente presentes na construção, que não o cloreto de sódio. Por último, sugere-se o estudo do comportamento destas argamassas quando aplicadas em situações reais. Isto é, a aplicação das argamassas in situ sobre suportes de edifícios antigos ou em muretes executados segundo técnicas tradicionais. 120
135 Referências bibliográficas AGOSTINHO, Cláudia; Estudo da evolução do desempenho no tempo de argamassas de cal aérea. Dissertação de Mestrado de Bolonha em Construção, Instituto Superior Técnico Universidade Técnica de Lisboa, ALGARVIO, Maria Paula; Influência da razão água/ligante nas características das argamassas de cal aérea para rebocos de edifícios antigos. Dissertação de Mestrado de Bolonha em Construção, Instituto Superior Técnico Universidade Técnica de Lisboa, APFAC; Argamassas Fabris: Produção, Famílias, Normas. Associação Industrial Portuguesa, Auditório COPRAI, Lisboa, 2007 APFAC; Argamassas fabris em Portugal: secas e estabilizadas, ano Documento elaborado pela APFAC, BOUZID, Majda; MERCURY, Lionel; LASSIN, Arnault; MATRAY, Jean-Michel; AZAROUAL, Mohamed; In-pore tensile stress by drying-induced capillary bridges inside porous materials. Journal of Colloid And Interface Science, Vol.355(2), 2011, pp BROGGI, Alessandra; PETRUCCI, Elisabetta; BRACCIALE, Maria Paola; SANTARELLI, Maria Laura; FT-Raman spectroscopy for quantitative analysis of salt efflorescences. Journal of Raman Spectroscopy, Vol.43, 2012, pp CARDIANO, Paola; et all; Study and characterization of the ancient bricks of monastery of San Filippo di Fragalà in Frazzanò (Sicily). Analytica Chimica Acta, Vol.519(1), 2004, pp CRUZ, Nuno; Estudo da Influência da Granulometria das Areias no Desempenho de Rebocos de Ligante Hidráulico. Dissertação de Mestrado em Engenharia Civil, Lisboa, Instituto Superior Técnico Universidade Técnica de Lisboa, FARIA, Paulina; Estudo comparativo de diferentes argamassas tradicionais de cal aérea e areia. PATORREB º Encontro Nacional sobre Patologia e Reabilitação de Edifícios, FEUP, FARIA, Paulina; Argamassas de revestimento para alvenarias antigas. Contribuição para o estudo da influência dos ligantes. PhD thesis, Faculdade de Ciências e Tecnologia da Universidade Nova de Lisboa,
136 FARIA, Paulina; HENRIQUES, Fernando; RATO, Vasco; Análise Comparativa de Argamassas Pré-doseadas para Aplicação em Rebocos de Edifícios Antigos. 1º Congresso Nacional de Argamassas de Construção. Lisboa, FARIA, Paulina; Resistência aos cloretos e aos sulfatos de argamassas de cal aérea e diferentes pozolanas. Seminário Internacional Sais Solúveis em Argamassas de Edifícios Antigos - Danos, Processos, SoluçÂões. LNEC - Projecto COMPASS, LNEC, FARIA, Paulina; HENRIQUES, Fernando; RATO, Vasco; Caracterização de argamassas prédoseadas de fabrico nacional. PATORREB Encontro sobre Patologia e Reabilitação de Edifícios, FEUP, FARIA, Paulina; Sais solúveis em argamassas de edifícios antigos. DEC, Faculdade de Ciências e Tecnologia da Universidade Nova de Lisboa, FARIA, Paulina; Argamassas para edifícios antigos. Tipos de aplicação, requisitos e características, constituintes e formulações, investigação e metodologias. Apresentação de apoio a aula do curso de mestrado e pós-graduação em reabilitação do espaço construído da FCT da universidade de Coimbra. DEC, Faculdade de Ciências e Tecnologia da Universidade Nova de Lisboa, FERNANDES, Manuel; Estudo da influência da granulometria das areias no desempenho de rebocos para edifícios antigos. Dissertação de Mestrado de Bolonha em Construção, Instituto Superior Técnico Universidade Técnica de Lisboa, FERREIRA PINTO, Ana Paula; Conservação de pedras carbonatadas: estudo e selecção de tratamentos. Tese apresentada para obtenção do grau de Doutor em Engenharia Civil, Lisboa, Instituto Superior Técnico Universidade Técnica de Lisboa, FERREIRA, Micael; Análise das características mecânicas de amostras de argamassas prédoseadas. Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico Universidade Técnica de Lisboa, GENTILINI, Cristina; FRANZONI, Elisa; BANDINI, Simone; NOBILE, Lucio; Effect of salt crystallisation on the shear behaviour of masonry walls: An experimental study. Construction and Building Materials, Vol.37, 2012, pp GOMES, Francisco; Argamassas pré-doseadas para rebocos de edifícios antigos. Dissertação de Mestrado de Bolonha em Construção, Instituto Superior Técnico Universidade Técnica de Lisboa,
137 GONÇALVES, Teresa; Pesquisa de mercado sobre revestimentos para paredes sujeitas à acção de sais solúveis. Cadernos Edifícios, Número 02, LNEC, GONÇALVES, Teresa; Salt crystallization in plastered or rendered walls. Tese de Doutoramento, Lisboa, IST/LNEC, GONÇALVES, Teresa; PEL, Leo; RODRIGUES, Jose; Influence of paints on drying and salt distribution processes in porous building materials. Construction and Building Materials, Vol. 23, Elsevier Ltd., 2009, p.1751(9). GONÇALVES, Teresa; RODRIGUES, José; Argamassas de Revestimento para Paredes Afectadas por cristalização de Sais Solúveis: Influência do substrato. Actas do 3º Congresso Português de Argamassas de Construção (organizado pela APFAC), LNEC, Lisboa, GRAVE, J.; KRAGE, L.; LUSIS, R.; VITINA, I.; Desalination of brick masonry and stone carvings in capitullum hall of riga dome cathedral. IOP Conference Series: Materials Science and Engineering, Vol.25(1); 2011, pp (7pp), p (7pp). GROOT Caspar; HEES, Van; WIJFFELS, Tomas; Selection of plasters and renders for salt laden masonry substrates. Construction and Building Materials, Vol. 23, Elsevier Ltd., 2009, pp HENRIQUES, Fernando; The Effects of Hygroscopic Soluble Salts in Masonries. Seminário sobre Sais Solúveis em Argamassas de Edifícios Antigos, LNEC, Lisboa, HEES, Van; GROOT, Caspar; PEL, Leo - Compatibility of plasters and renders with salt loaded substrates in historic buildings. 5th EC Conference on Cultural Heritage Research. Cracóvia, HEES, Van; NALDINI, Silvia; RODRIGUES, Jose; Plasters and renders for salt laden substrates. Construction and Building Materials, Vol. 23, Elsevier Ltd., 2009, pp HOLMSTROM, Ingmar; Durability or repeated repairs? Criteria for long term maintenance. International Workshop on Urban Heritage and Building Maintenance VII. PLASTER. Zurich, LIMA, Pedro; Estudo da influência da mistura ligante no comportamento de rebocos hidráulicos. Dissertação de Mestrado em Engenharia Civil, Lisboa, Instituto Superior Técnico Universidade Técnica de Lisboa,
138 MAGALHÃES, Ana; Patologia de rebocos antigos. LNEC, Cadernos de Edifícios, nº 2, MAGALHÃES, Ana; COSTA, Dória; VEIGA, M. Rosário; Diagnóstico de anomalias de revestimentos de paredes com técnicas de ensaio in situ. Avaliação da resistência mecânica. 3º Encore, Encontro sobre Conservação e Reabilitação de Edifícios, LNEC, Lisboa, MAGALHÃES, Ana; VEIGA, M. Rosário; Estudo comparativo de possíveis soluções de argamassas para revestimentos de paredes de edifícios antigos. 1º Congresso Nacional de Argamassas de Construção. Lisboa, MALTA DA SILVEIRA, Paulo; VEIGA, M. Rosário; BRITO, Jorge; Patologia de estuques antigos. Construção Magazine, n.º 2, Ano 1, 2.º trimestre de MALVA, Marta; Argamassas de reboco para edifícios antigos: contributo para a avaliação do seu desempenho através de técnicas de ensaio "in situ" e laboratoriais. Dissertação para a obtenção do Grau de Mestre em Recuperação e Conservação do Património Construído, Instituto Superior Técnico Universidade Técnica de Lisboa, MARTÍN, M.; CUEVAS, J.; LEGUEY, S.; Diffusion of soluble salts under a temperature gradient after the hydration of compacted bentonite. Applied Clay Science, Vol.17(1), 2000, pp MARTINHO, E.; ALEGRIA, F.; DIONISIO, A.; GRANGEIA, C.; ALMEIDA, F.; 3D-resistivity imaging and distribution of water soluble salts in Portuguese Renaissance stone bas-reliefs. Engineering Geology, Vol.141, 2012, pp MARTINS, André; Estudo da influência da dosagem de cimento no desempenho de argamassas de reboco. Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico Universidade Técnica de Lisboa, MENDONÇA, Bruno; Estudo do Desempenho das Argamassas Hidráulicas Influência do Ligante. Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico Universidade Técnica de Lisboa, MENEZES, R. R.; FERREIRA, H. S.; NEVES, G. A.; FERREIRA, H. C.; Sais solúveis e eflorescência em blocos cerâmicos e outros materiais de construção revisão. Cerâmica, Vol.52, 2006, p
139 NALDINI, Silvia; HEES, Van; LUBELLI, Barbara; The development of MDDS-COMPASS. Compatibility of plasters with salt loaded substrates. Construction and Building Materials, Vol. 23, Elsevier Ltd., 2009, pp NAPPI, Sérgio; LALANE, Manuela; A Salinidade em Edifícios Antigos. Cinpar 2010, VI Congresso Internacional sobre Patologia y Recuperación de Estructuras, Córdoba, Argentina, PAULO, Raquel; Caracterização de Argamassas Industriais. Dissertação para obtenção do grau de Mestre em Gestão Ambiental, Materiais e Valorização de Resíduos, Universidade de Aveiro. Aveiro, PAVÃO, João; Estudo da influência da dosagem de ligante no desempenho de rebocos para edifícios antigos. Dissertação de Mestrado em Engenharia Civil, Lisboa, Instituto Superior Técnico Universidade Técnica de Lisboa, PENAS, Filipa; Argamassas de Cal Hidráulica para Revestimentos de Paredes. Dissertação de Mestrado em Engenharia Civil, Lisboa, Instituto Superior Técnico Universidade Técnica de Lisboa, PONTÍFICE, Pedro; VEIGA, M. Rosário; CARVALHO, Fernanda; Homologação do LNEC e a marcação CE de produtos de construção. O caso das argamassas pré-doseadas de revestimento de paredes. 1º Congresso Nacional de Argamassas de Construção, Lisboa, PUIM, Pedro; Controlo e reparação de anomalias devidas à presença de sais solúveis em edifícios antigos. Dissertação para obtenção do Grau de Mestre em Engenharia Civil, Instituto Superior Técnico Universidade Técnica de Lisboa, RODRIGUES, J. D.; GONÇALVES T.D.; LUXÁN, M.P.; VERGÈS-BELMIN, V.; WIJFELS, T.; LUBELLI, B - A proposal for classification of salt crystallisation behaviour of plasters and renders. Relatório final do projecto COMPASS, SANTOS, Sérgio; Argamassas Pré-Doseadas para Rebocos de Edifícios Recentes. Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico Universidade Técnica de Lisboa, SELWITZ, C., & DOWHNE, E.; The evaluation of crystallization modifiers for controlling salt damage to limestone. Journal of Cultural Heritage Nr. 3,
140 SILVA, Bruna; Influência da Mistura Ligante no Desempenho de Argamassas Bastardas para Rebocos de Edifícios Antigos. Dissertação de Mestrado de Bolonha em Construção, Instituto Superior Técnico Universidade Técnica de Lisboa, SILVEIRA, Paulo Malta da; VEIGA, Rosário; BRITO, Jorge de; Eflorescências em estuques antigos. Ingenium. Rev. Ordem dos Engenheiros. Lisboa, IIª Série Nº 68 (Jul./Agos.) TAI, Clifford Y; Experimental techniques for identifying operating variables of crystal growth and nucleation From readily soluble salts to sparingly soluble salts. Journal of the Taiwan Institute of Chemical Engineers, Vol.40(6), 2009, pp VAZQUEZ, Maria Auxiliadora; GALAN, Emilio; GUERRERO, Maria Angeles; ORTIZ, Pilar; Digital image processing of weathered stone caused by efflorescences: a tool for mapping and evaluation of stone decay.(report). Construction and Building Materials, April, Vol.25(4), 2011, p.1603(9). VEIGA, M. Rosário; CARVALHO, Fernanda; Argamassas de reboco para paredes de edifícios antigos: requisitos e características a respeitar. LNEC, Cadernos de Edifícios, nº 2, VEIGA, M. Rosário; et al.; Methodologies for characterisation and repair of mortars of ancient buildings. Comunicação apresentada ao International Seminar Historical Constructions Guimarães: Universidade do Minho, 2001, LNEC, Lisboa, VEIGA, M. Rosário; Argamassas para revestimento de paredes de edifícios antigos. Características e campo de aplicação de algumas formulações mais correntes. Encontro sobre Conservação e Reabilitação de Edifícios, 3º Encore, LNEC, Lisboa, VEIGA, M. Rosário; Acção de formação sobre revestimentos exteriores de paredes. 2º Congresso Nacional de Construção. CONSTRUÇÃO2004: Repensar a Construção. Sessão de actualização técnica. Porto, VEIGA, M. Rosário; AGUIAR, José; SILVA, António; CARVALHO, Fernanda; Conservação e renovação de revestimentos de paredes de edifícios antigos. Lisboa, LNEC, VEIGA, M. Rosário; Argamassas de cal na conservação de edifícios antigos. Ordem dos Engenheiros, Lisboa. Lisboa: LNEC, Com 117, VEIGA, Maria do Rosário; Characteristics of repair mortars for historic buildings concerning water behaviour. Quantification and requirements. Repair Mortars for Historic Masonry, RILEM. Delft,
141 VEIGA, M. Rosário; Comportamento de rebocos para edifícios antigos: Exigências gerais e requisitos específicos para edifícios antigos. Seminário Sais solúveis em argamassas de edifícios antigos. Lisboa, LNEC, VEIGA, M. Rosário; Intervenções em revestimentos antigos: Conservar, Substituir ou Destruir. Patorreb 2006: 2º Encontro sobre Patologias e Reabilitação de Edifícios. Porto, FEUP, VEIGA, M. Rosário; Argamassas Compatíveis para Intervenção em Edifícios Antigos. Oficina Técnicas Tradicionais de Revestimento. Beja, VELOSA, Ana; VEIGA, M. Rosário; The use of pozzolans as additives in lime mortars for employment in building rehabilitation. Comunicação ao International Seminar Historical Constructions Guimarães: Universidade do Minho, VERGÈS-BELMIN, V.; WIJFELS, T.; GONÇALVES, T.D.; NASRAOUI, M. - The COMPASS salt crystallization test as a way to figure out how salts migrate and accumulate in renovation plasters. Relatório final do projecto COMPASS, WOOLFITT, Catherine; Soluble Salts in Masonry. The Building Conservation Directory, Sites Consultados (consultado em ) (consultado em ) (consultado em ) (consultado em ) (consultado em ) (consultado em ) (consultado em ) (consultado em ) 127
142 (consultado em ) (consultado em ) (consultado em ) (consultado em ) Referências Normativas EN Specification for mortar for masonry - Part 1: Rendering and plastering mortar. European Committee for Standardization (CEN), Brussels, EN Methods of test mortar for masonry - Part 3: Determination of consistence of fresh mortar (by flow table). European Committee for Standardization (CEN), Brussels, EN Methods of test mortar for masonry - Part 6: Determination of bulk density of fresh mortar. European Committee for Standardization (CEN), Brussels, EN Methods of test mortar for masonry - Part 11: Determination of flexural and compressive strength of hardened mortar. European Committee for Standardization (CEN), Brussels, EN Methods of test mortar for masonry - Part 18: Determination of water absorption coefficient due to capillary action of hardened mortar. European Committee for Standardization (CEN), Brussels, Especificação LNEC E 394 Betões. Determinação da absorção de água por imersão Ensaio à pressão atmosférica. Laboratório Nacional de Engenharia Civil, Lisboa, NP EN Cimento - Parte 1: composição, especificações e critérios de conformidade para cimentos correntes. Instituto Português da Qualidade, NP EN Cal de construção - Parte 1: definições, especificações e critérios de conformidade. Instituto Português da Qualidade, NP EN Especificações de argamassas para alvenarias - Parte 1: Argamassas para alvenarias. Instituto Português da Qualidade,
143 RILEM, Test No. I.1 Porosity accessible to water. RILEM 25-PEM Recommandations provisoires. Essais recommandés pour mesurer l altération des pierres et évaluer l éfficacité des méthodes de traitement. Matériaux et Construction, Vol.13, Nº75, RILEM, Test No. I.2 Bulk densities and real densities. RILEM 25-PEM Recommandations provisoires. Essais recommandés pour mesurer l altération des pierres et évaluer l éfficacité des méthodes de traitement. Matériaux et Construction, Vol.13, Nº75, RILEM, Test No. II.5 Evaporation curve. RILEM 25-PEM Recommandations provisoires. Essais recommandés pour mesurer l altération des pierres et évaluer l éfficacité des méthodes de traitement. Matériaux et Construction, Vol.13, Nº75,
144 Anexos 130
145 Anexo I - Fichas técnicas dos materiais utilizados Cal Aérea Hidratada em Pó CL
146 132
147 133
148 134

149 Cal Hidráulica NHL 5 135
150 136

151 Cimento CEM II/B-L 32,5N 137
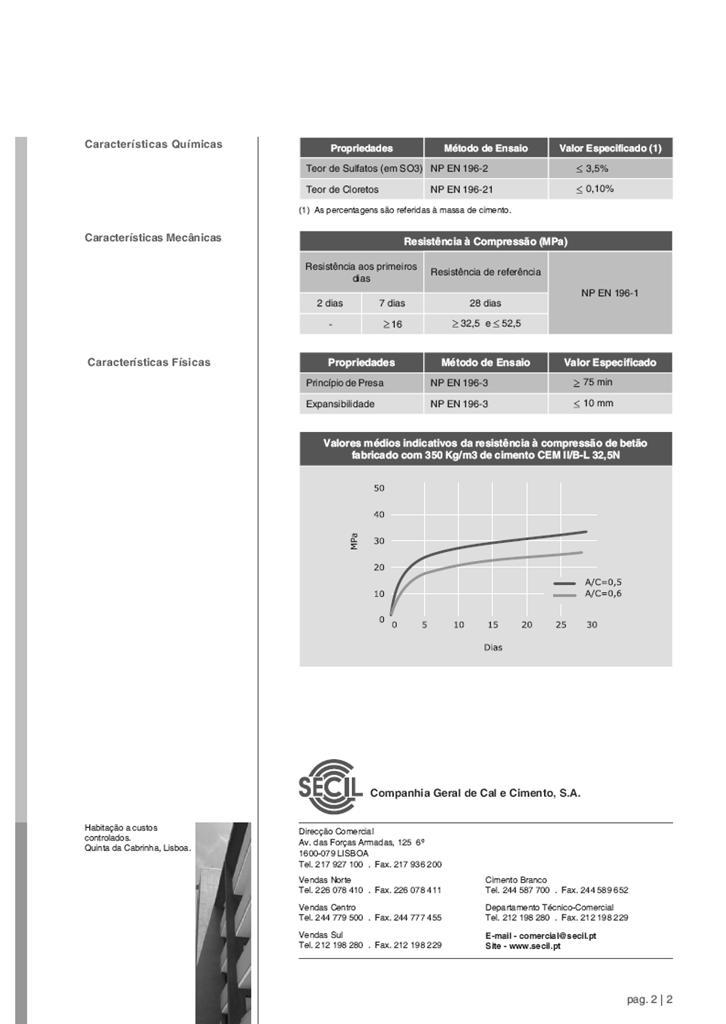
152 138

153 Resina Epoxídica 139
154 140
155 141

156 Anexo II Fichas técnicas dos materiais resultantes da actualização do estudo de mercado 142
157 143
158 144
159 145
160 146
161 147
162 148
163 149
164 150
165 151



166 152

167 153
168 154


169 155

170 156
171 157


172 158
173 159
174 160



175 161



176 162
177 163
178 164
179 165
180 166
181 167


182 168
183 169
184 170
185 171
186 172
187 173
188 Cal Aérea Hidrófuga em Pasta Ficha Técnica Ficha Técnica de Segurança Ficha de Dados de Segurança TIPO DE MATERIAL Cal aérea como ligante natural hidrofugado a partir de utilização de subproduto do azeite CL 90 de acordo com EN CARACTERISTICAS DO MATERIAL Fendilhação nula após conclusão dos trabalhos Boa aderência aos materiais de suporte Baixo coeficiente de capilaridade Elevada durabilidade Boa plasticidade Hidrófuga Condutibilidade térmica constante Bactericida Permeável ao vapor de água Boa trabalhabilidade Óptimo envelhecimento Carbonatação: 240 dias para 1,5 cm de espessura (variável em função da humidade relativa) FUNÇÕES Fabrico de argamassas para revestimentos exteriores de edifícios, assentamento em alvenarias. APLICAÇÕES 1) Revestimentos Exteriores de paredes antigas (Reabilitações): (Alvenaria de pedra e tijolo burro ou maciço) Picar até ao osso sempre que as argamassas existentes não se apresentem em boas condições e limpar o suporte com ajuda de escovas, jacto de água ou ar comprimido. Sempre que as argamassas existentes reúnem condições para permanecer parcialmente, propomos a execução das novas argamassas com Cal Aérea Não Hidrófuga em Pasta D.Fradique Deverão ser previamente verificadas as condições de drenagem em profundidade e drenagem superficial das fundações das 174
189 paredes a revestir. Igualmente deverão ser verificadas as condições de funcionamento das coberturas Sempre que se justificar deverão ser aplicados biocidas nas condições indicadas pelos fornecedores. Após a eliminação das entradas de água no suporte, aplicar quando necessário, produto neutralizador de salitre. Humedecer bem as alvenarias existentes (Deixar escorrer água, em pequenas quantidades de cada vez, ao longo da parede) Efectuar os encasques pontuais e emboços necessários com espessura não superior a 1,5 cm em cada um, utilizando traço 1 : 3,5 (1vol. Cal Aérea Hidrófuga em Pasta D.Fradique + 2 vol. areia do rio, ou areia média lavada, e 1.5 vol. areia fina lavada) com Aditivo Pozolânico D.Fradique à taxa de 15% do volume da cal. Efectuar o reboco (ultima camada) com espessura não superior a 0,5 cm. traço 1 : 3 ( 1 vol. Cal Aérea Hidrófuga em Pasta D.Fradique + 3 vol. areia fina lavada) com Aditivo Pozolânico D.Fradique à taxa de 15% do volume da cal. O acabamento final poderá ser areado, ou apertado à costa da colher Em alternativa o acabamento final poderá ser um barramento, podendo ser dispensada a argamassa ao traço 1:3 com areia fina. Assim a argamassa a utilizar no reboco é igual à do emboço e a camada não deverá ter espessura inferior a 1cm dada a dimensão máxima das areias. Será executado um acabamento talochado e aplicado com a massa sezoada mas não endurecida, um barramento com Massa Especial de Barramento D.Fradique com Aditivo Pozolânico D.Fradique passado, à taxa de 7% do volume desta massa de barramento. A execução de qualquer camada será sempre precedida do conveniente humedecimento da anterior (recomendamos a pulverização ou em alternativa a caiação com água utilizando brocha) O aperto das argamassas quando começam a sezoar, isto é, a perder a água de amassadura e o posterior reaperto sobretudo no reboco, (ultima camada do revestimento), constituem procedimentos indispensáveis a uma boa compactação e ausência de fendilhação por dessecação nos primeiros dias a seguir à aplicação da argamassa. A fendilhação a aparecer no emboço será sempre eliminada pela aplicação da última camada. Para situações em que a espessura total do revestimento é não 175
190 superior a 1,5cm, sugerimos a leitura do texto existente na ficha técnica do Aditivo Pozolânico Pintar com tintas de base de cal ou de silicatos com adequada permeabilidade ao vapor de água. 2) Revestimentos Exteriores de paredes em obras novas: (Alvenaria de tijolo furado ou perfurado e betão) Deverá ser efectuada adequada limpeza do suporte Deverão ser previamente verificadas as condições de drenagem em profundidade e drenagem superficial das fundações das paredes a revestir. Igualmente deverão ser verificadas as condições de funcionamento das coberturas Executar salpisco de cimento ao traço 1:3. após prévio humedecimento de suporte Voltar a humedecer bem as alvenarias existentes (Deixar escorrer água, em pequenas quantidades de cada vez, ao longo da parede) Efectuar os desempenos e emboços necessários com espessura não superior a 1,5 cm em cada um, utilizando traço 1 : 3,5 (1vol. Cal Aérea Hidrófuga em Pasta D.Fradique + 2 vol. areia do rio, ou areia média lavada, e 1.5 vol. areia fina lavada) com Aditivo Pozolânico D.Fradique à taxa de 15% do volume da cal. Efectuar o reboco (ultima camada) com espessura não superior a 0,5 cm. traço 1 : 3 ( 1 vol. Cal Aérea Hidrófuga em Pasta D.Fradique + 3 vol. areia fina lavada) com Aditivo Pozolânico D.Fradique à taxa de 15% do volume da cal. O acabamento final poderá ser areado, ou apertado à costa da colher Em alternativa o acabamento final poderá ser um barramento, podendo ser dispensada a argamassa ao traço 1:3 com areia fina. Assim a argamassa a utilizar no reboco é igual à do emboço e a camada não deverá ter espessura inferior a 1cm dada a dimensão máxima das areias. Será executado um acabamento talochado e aplicado com a massa sezoada mas não endurecida, um barramento com Massa Especial de Barramento D.Fradique com Aditivo Pozolânico D.Fradique passado, à taxa de 7% do volume desta massa de barramento. A execução de qualquer camada será sempre precedida do conveniente humedecimento da anterior (recomendamos a pulverização ou em alternativa a caiação com água utilizando brocha) 176
191 O aperto das argamassas, quando começam a sezoar, isto é, a perder a água de amassadura e posterior reaperto sobretudo no reboco, (ultima camada do revestimento), constituem procedimentos indispensáveis a uma boa compactação e ausência de fendilhação por dessecação nos primeiros dias a seguir à aplicação da argamassa. A fendilhação a aparecer no emboço será sempre eliminada pela aplicação da última camada. Para situações em que a espessura total do revestimento é não superior a 1,5cm, sugerimos a leitura do texto existente na ficha técnica do Aditivo Pozolânico Pintar com tintas de base de cal ou de silicatos com adequada permeabilidade ao vapor de água. 3) Assentamento de alvenarias: Assentamento em alvenarias resistentes (de acordo com o projecto) Assentamento de outras alvenarias Sugerimos que após devido humedecimento dos tijolos ou pedras, o assentamento seja efectuado com a argamassa acima indicada para os emboços e com junção de Secante Pozolânico entre 5 e 10% do volume da argamassa. MASSA VOLÚMICA APARENTE 1300 kg / m3 RENDIMENTO TEÓRICO 1 saco de Cal Aérea Hidrófuga em Pasta D.Fradique (15l de cal) para 3 m2 de reboco com 1,5 cm de espessura 1 contentor de Cal Aérea Hidrófuga em Pasta D.Fradique (600l de cal) para 120 m2 de reboco com 1,5 cm de espessura SISTEMA DE APLICAÇÃO Dos sacos e contentores será retirado o excesso de água a aplicar em humedecimento do suporte, na diluição de pigmentos ou simplesmente em acertos do volume de água da amassadura. Cal Aérea Hidrófuga em pasta D.Fradique será introduzida na misturadora, de preferência de eixo vertical, durante o processo de introdução das areias, não sendo necessário a adição de água na maior parte dos casos. A argamassa pode ser aplicada de 177
192 forma tradicional ou utilizando máquina de projectar adequada a rebocos. COMPOSTOS IDENTIFICADOS E PROPORÇÃO NA CAL Hidróxido de cálcio composto predominante Carbonato de cálcio fraca proporção Hidróxido de magnésio fraca proporção Óxido de magnésio fraca proporção INCOMPATIBILADES Aplicação directa sobre o ferro HIGIENE E SEGURANÇA Consultar Ficha de Segurança NOTA IMPORTANTE: Para garantir resultados com a Qualidade exigida, é imprescindível que na preparação e aplicação da Cal Aérea Hidrófuga em Pasta D.Fradique se siga criteriosamente as recomendações deste documento e as indicações fornecidas pelo técnico da FRADICAL - Fábrica de Transformação de Cal Lda. Quaisquer violações referentes ao parágrafo anterior não são da responsabilidade desta empresa. ARGAMASSAS ECOLÓGICAS Ficha Técnica Hidrófuga Enchimento Não Hidrófuga Enchimento Não Hidrófuga Acabamento Ficha Técnica de Segurança Ficha Técnica de Segurança Ficha Técnica de Segurança Ficha de Dados de Segurança Ficha de Dados de Segurança Ficha de Dados de Segurança TIPO DE MATERIAL Argamassa de cal aérea D.Fradique e areias seleccionadas em função das aplicações. Esta argamassa contém água de amassadura com os objectivos de minimizar a produção de pó em obra e de permitir o estágio das argamassas. Tem características Hidrófugas ou Não, conforme a Cal Aérea que contém. É ainda comercializada nas variedades de Enchimento e Acabamento em 178
193 função da dimensão máxima das areias que contêm. CARACTERISTICAS DO MATERIAL É uma argamassa húmida fornecida em big bags com cerca de 1,1 ton permitindo economia de área de estaleiro, de tempo de preparação em obra, de escolha das areias e controlo sempre difícil das dosagens. FUNÇÕES Execução de encasques, emboços, rebocos e assentamentos em alvenaria APLICAÇÕES (PROJECÇÕES MECÂNICA OU MANUAL) - sugestões Emboços e rebocos (Reabilitação). Suportes de alvenaria de pedra assente com argamassa de cal aérea Uma vez efectuada a picagem dos materiais dos revestimentos de cal aérea desagregados ou dos que contêm ligantes hidráulicos e quando necessário efectuados os encasques, deverá ser abundantemente humedecido o suporte do novo revestimento no dia anterior e moderadamente cerca de duas horas antes do início da aplicação do emboço, devendo seguir-se dois caminhos em função da espessura dos novos revestimentos: Espessura até 1,5 cm: Sempre que o suporte seja de alvenaria de pedra assente com argamassa de cal, deverá ser efectuado um salpisco prévio geral em todos os panos, com Argamassa Ecológica Hidrófuga D.Fradique à qual se junta aditivo pozolânico, garantindo-se assim que o posterior reboco não sofra dessecação por retirada da água de amassadura pelo suporte. Tal facto deve-se ás características hidrófugas desta argamassa. Igual procedimento aconselhamos quando, pela variedade dos materiais que compõem os suportes sejam esperáveis diferentes aptidões para absorção da água de amassadura do reboco com consequentes dificuldades na execução do respectivo acabamento. Este salpisco deverá ser humedecido por névoa e aplicado o revestimento Espessura superior a 1,5 cm: Sempre que o suporte seja de alvenaria de pedra assente com argamassa de cal, deverá ser efectuado o emboço em todos os panos com Argamassa Ecológica D.Fradique à qual se junta aditivo pozolânico, dispensando-se as várias semanas que deveriam mediar entre esta aplicação e a do reboco ou da nova camada de emboço, de forma a permitir a carbonatação mínima da camada anterior. O suporte deverá ser molhado como descrito acima e entre cada camada deverá ser efectuado humedecimento por 179
194 pulverização. Emboços e rebocos (Obras novas). Recomendamos procedimento idêntico ao anterior, sendo o salpisco constituído por traço de cimento1:3. Para outras situações de suporte, com adobes e taipas, deverá ser adoptadas soluções que resultem do estudo das características específicas de cada um deles e naturalmente de acordo com as prescrições do projectista Recomendamos igualmente a utilização do aditivo pozolânico sempre que em arestas não protegidas se pretenda obter uma dureza superior à inicialmente esperada em argamassas de cal aérea. Em todos os casos recomendamos que estas sejam sempre boleadas. MASSA VOLÚMICA APARENTE Cerca de 1400 kg / m3 RENDIMENTO TEÓRICO Um Big Bag de Argamassa de Enchimento dá para cerca de 40 m2 para uma espessura de 1,5 cm de revestimento. Um Big Bag de Argamassa de Acabamento dá para cerca de 120 m2 para uma espessura de 0,5 cm de revestimento. SISTEMA DE APLICAÇÃO A argamassa ecológica é introduzida na betoneira, de preferência de eixo vertical ou na misturadora da máquina de projectar e é-lhe adicionada a restante água de amassadura e aditivo pozolânico D.Fradique. O tempo de amassadura é de cerca de 3 minutos COMPOSTOS IDENTIFICADOS Cal aérea D.Fradique e areias HIGIENE E SEGURANÇA Consultar ficha de Segurança NOTA IMPORTANTE: Para garantir resultados com a Qualidade exigida, é imprescindível que na preparação e aplicação da Argamassas Ecológicas D.Fradique se siga criteriosamente as recomendações deste documento e as indicações fornecidas pelo técnico da FRADICAL - Fábrica de 180
195 Transformação de Cal Lda. Quaisquer violações referentes ao parágrafo anterior não são da responsabilidade desta empresa. 181
196 182
197 183
198 184
199 185
200 186
201 187
202 188
203 189
204 190
205 191
206 192
207 193

208 194
209 195

210 196
211 197






212 Anexo III Registo fotográfico da evolução dos provetes durante o ensaio de cristalização de sais Antes do ensaio Argamassa A Argamassa B 198


213 Argamassa C Argamassa D 199







214 Argamassa CA Argamassa CACH 200






215 Argamassa CACI Após o 1º Ciclo Argamassa A 201



216 Argamassa B Argamassa C 202




217 Argamassa D Argamassa CA 203
218 Argamassa CACH Argamassa CACI 204


219 Após o 2º ciclo Argamassa A Argamassa B 205


220 Argamassa C Argamassa D 206


221 Argamassa CA Argamassa CACH 207


222 Argamassa CACI Após 3º ciclo Argamassa A 208


223 Argamassa B Argamassa C 209


224 Argamassa D Argamassa CA 210


225 Argamassa CACH Argamassa CACI 211

226 Após dessalinização Argamassa A Argamassa B 212

227 Argamassa C Argamassa D 213


228 Argamassa CA Argamas sa CACH 214

229 Argamassa CACI 215
Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos
 2º Congresso Nacional de Argamassas de Construção Lisboa, Novembro 27 Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos Carlos
2º Congresso Nacional de Argamassas de Construção Lisboa, Novembro 27 Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos Carlos
PowerPoint. Template. desenvolvimento de soluções de. argamassas industriais adaptadas ao contexto de reabilitação. Sub-title
 * importamo-nos A utilização New da Weber cal no desenvolvimento de soluções de PowerPoint argamassas industriais adaptadas ao contexto de reabilitação. Template Sub-title Vasco Pereira 24 Maio 2016 adaptadas
* importamo-nos A utilização New da Weber cal no desenvolvimento de soluções de PowerPoint argamassas industriais adaptadas ao contexto de reabilitação. Template Sub-title Vasco Pereira 24 Maio 2016 adaptadas
Estudo da influência da dosagem de cimento nas características mecânicas de argamassas bastardas para rebocos de edifícios antigos
 Estudo da influência da dosagem de cimento nas características mecânicas de argamassas bastardas para rebocos de edifícios antigos Bruna Silva UTL/Instituto Superior Técnico Ana Paula Ferreira Pinto, Augusto
Estudo da influência da dosagem de cimento nas características mecânicas de argamassas bastardas para rebocos de edifícios antigos Bruna Silva UTL/Instituto Superior Técnico Ana Paula Ferreira Pinto, Augusto
ARGAMASSAS COMPATÍVEIS PARA EDIFÍCIOS ANTIGOS. Ana Rita Santos Maria do Rosário Veiga
 ARGAMASSAS COMPATÍVEIS PARA EDIFÍCIOS ANTIGOS Ana Rita Santos arsantos@lnec.pt Maria do Rosário Veiga rveiga@lnec.pt Introdução As paredes dos edifícios antigos são constituídas por materiais muito porosos,
ARGAMASSAS COMPATÍVEIS PARA EDIFÍCIOS ANTIGOS Ana Rita Santos arsantos@lnec.pt Maria do Rosário Veiga rveiga@lnec.pt Introdução As paredes dos edifícios antigos são constituídas por materiais muito porosos,
Argamassas industriais com incorporação de granulado de cortiça
 Argamassas industriais com incorporação de granulado de cortiça Coimbra, 29 e 30 de Março 2012 Índice Enquadramento Objectivo Como chegar? Como verificar? Caracterização mecânica e higrotérmica Argamassa
Argamassas industriais com incorporação de granulado de cortiça Coimbra, 29 e 30 de Março 2012 Índice Enquadramento Objectivo Como chegar? Como verificar? Caracterização mecânica e higrotérmica Argamassa
Comportamento de revestimentos de fachadas com base em ligante mineral. Exigências funcionais e avaliação do desempenho. M. Rosário Veiga LNEC
 1º Congresso de Argamassas de Construção Lisboa, Novembro de 2005 Comportamento de revestimentos de fachadas com base em ligante mineral. Exigências funcionais e avaliação do desempenho 1 M. Rosário Veiga
1º Congresso de Argamassas de Construção Lisboa, Novembro de 2005 Comportamento de revestimentos de fachadas com base em ligante mineral. Exigências funcionais e avaliação do desempenho 1 M. Rosário Veiga
Estudo comparativo de possíveis soluções de argamassas para revestimentos de paredes de edifícios antigos
 Estudo comparativo de possíveis soluções de s para revestimentos de paredes de edifícios antigos Ana Cristian Magalhães LNEC Portugal anacristian@lnec.pt Maria do Rosário Veiga LNEC Portugal rveiga@lnec.pt
Estudo comparativo de possíveis soluções de s para revestimentos de paredes de edifícios antigos Ana Cristian Magalhães LNEC Portugal anacristian@lnec.pt Maria do Rosário Veiga LNEC Portugal rveiga@lnec.pt
O sistema ETICS como técnica de excelência na reabilitação de edifícios da segunda metade do século XX
 O sistema ETICS como técnica de excelência na reabilitação de edifícios da segunda metade do século XX Objectivos do trabalho Caracterização da solução ETICS para o revestimento de fachadas, do ponto de
O sistema ETICS como técnica de excelência na reabilitação de edifícios da segunda metade do século XX Objectivos do trabalho Caracterização da solução ETICS para o revestimento de fachadas, do ponto de
A CONSOLIDAÇÃO DA FALTA DE ADERÊNCIA DE REBOCOS ANTIGOS um estudo com diferentes argamassas para grouting
 A CONSOLIDAÇÃO DA FALTA DE ADERÊNCIA DE REBOCOS ANTIGOS um estudo com diferentes argamassas para grouting Martha Tavares Ana Fragata Rosário Veiga Investigação inserida na tese de Doutoramento A conservação
A CONSOLIDAÇÃO DA FALTA DE ADERÊNCIA DE REBOCOS ANTIGOS um estudo com diferentes argamassas para grouting Martha Tavares Ana Fragata Rosário Veiga Investigação inserida na tese de Doutoramento A conservação
Argamassas de revestimento para paredes afectadas por cristalização de sais solúveis:
 Argamassas de revestimento para paredes afectadas por cristalização de sais solúveis: influência do substrato Teresa Diaz Gonçalves José Delgado Rodrigues Investigação sobre o comportamento dos rebocos
Argamassas de revestimento para paredes afectadas por cristalização de sais solúveis: influência do substrato Teresa Diaz Gonçalves José Delgado Rodrigues Investigação sobre o comportamento dos rebocos
Cal Hidráulica: Um Ligante para a Reabilitação. Ana Cristina Sequeira Dina Frade Paulo Gonçalves
 Cal Hidráulica: Um Ligante para a Reabilitação Ana Cristina Sequeira Dina Frade Paulo Gonçalves Índice As construções antigas Argamassas para reabilitação Cal Hidráulica Natural Caracterização Prestações
Cal Hidráulica: Um Ligante para a Reabilitação Ana Cristina Sequeira Dina Frade Paulo Gonçalves Índice As construções antigas Argamassas para reabilitação Cal Hidráulica Natural Caracterização Prestações
Comportamento de Argamassas e Elementos de Alvenaria Antiga Sujeitos à Acção de Sais. Lisboa, 23 de Novembro 2007
 Comportamento de Argamassas e Elementos de Alvenaria Antiga Sujeitos à Acção de Sais Lisboa, 23 de Novembro 2007 Introdução Compatibilidade química (?) Introdução de sais solúveis Resistência a sais solúveis
Comportamento de Argamassas e Elementos de Alvenaria Antiga Sujeitos à Acção de Sais Lisboa, 23 de Novembro 2007 Introdução Compatibilidade química (?) Introdução de sais solúveis Resistência a sais solúveis
'A Cal Hidráulica Natural, o ligante de eleição na Reabilitação'
 'A Cal Hidráulica Natural, o ligante de eleição na Reabilitação' Porto 24. Outubro. 2013 Agenda A SECIL Argamassas Olhar o passado para construir o futuro Cal Hidráulica Natural - NHL, Ligante de Eleição
'A Cal Hidráulica Natural, o ligante de eleição na Reabilitação' Porto 24. Outubro. 2013 Agenda A SECIL Argamassas Olhar o passado para construir o futuro Cal Hidráulica Natural - NHL, Ligante de Eleição
Influência da Adição de Polímeros nas Propriedades de uma Argamassa de Reabilitação. Lisboa, 22 de Novembro 2007
 Influência da Adição de Polímeros nas Propriedades de uma Argamassa de Reabilitação Lisboa, 22 de Novembro 27 1. Introdução Objectivos Influência da adição de um conjunto de polímeros nas propriedades
Influência da Adição de Polímeros nas Propriedades de uma Argamassa de Reabilitação Lisboa, 22 de Novembro 27 1. Introdução Objectivos Influência da adição de um conjunto de polímeros nas propriedades
Ana Cristina Sequeira. Dina Filipe Frade. Paulo Jerónimo Gonçalves Raquel Nascimento Paulo
 Ana Cristina Sequeira Dina Filipe Frade Paulo Jerónimo Gonçalves Raquel Nascimento Paulo Lisboa 18 e 19. Março. 2010 Índice Enquadramento Soluções térmicas em Portugal Reboco com características térmicas
Ana Cristina Sequeira Dina Filipe Frade Paulo Jerónimo Gonçalves Raquel Nascimento Paulo Lisboa 18 e 19. Março. 2010 Índice Enquadramento Soluções térmicas em Portugal Reboco com características térmicas
José Luís Miranda Dias. Investigador Auxiliar do LNEC-DED/NTC. 1º Congresso Nacional de Argamassas de Construção 24/25 Nov. 2005
 1º Congresso Nacional de Argamassas de Construção 24/25 Nov. 2005 Avaliação das deformações da zona em redor de juntas de argamassa de paredes de alvenaria sujeitas a fendilhação devida a acções de compressão
1º Congresso Nacional de Argamassas de Construção 24/25 Nov. 2005 Avaliação das deformações da zona em redor de juntas de argamassa de paredes de alvenaria sujeitas a fendilhação devida a acções de compressão
SUBSTITUIÇÃO DE CIMENTO POR FINOS CERÂMICOS EM ARGAMASSAS
 SUBSTITUIÇÃO DE CIMENTO POR FINOS CERÂMICOS EM ARGAMASSAS João Silva, Eng.º Civil, Mestre em Construção pelo Instituto Superior Técnico Jorge de Brito, Professor Associado c/ Agregação, Instituto Superior
SUBSTITUIÇÃO DE CIMENTO POR FINOS CERÂMICOS EM ARGAMASSAS João Silva, Eng.º Civil, Mestre em Construção pelo Instituto Superior Técnico Jorge de Brito, Professor Associado c/ Agregação, Instituto Superior
AVALIAÇÃO DA INTRODUÇÃO DE RESÍDUOS DA INDÚSTRIA TÊXTIL EM ARGAMASSAS
 AVALIAÇÃO DA INTRODUÇÃO DE RESÍDUOS DA INDÚSTRIA TÊXTIL EM ARGAMASSAS Cristiana Pereira (ESTBarreiro/IPS), Ana Martins (ESTBarreiro/IPS), Paulina Faria (FCT/UNL) e Raul Fangueiro (UMinho) A utilização
AVALIAÇÃO DA INTRODUÇÃO DE RESÍDUOS DA INDÚSTRIA TÊXTIL EM ARGAMASSAS Cristiana Pereira (ESTBarreiro/IPS), Ana Martins (ESTBarreiro/IPS), Paulina Faria (FCT/UNL) e Raul Fangueiro (UMinho) A utilização
Estudo da influência de cargas leves nas propriedades de uma argamassa bastarda. Lisboa, 24 de Novembro 2005
 Estudo da influência de cargas leves nas propriedades de uma argamassa bastarda Lisboa, 24 de Novembro 25 1.Introdução (Objectivos) Influência da adição de vermiculite expandida e perlite nas propriedades
Estudo da influência de cargas leves nas propriedades de uma argamassa bastarda Lisboa, 24 de Novembro 25 1.Introdução (Objectivos) Influência da adição de vermiculite expandida e perlite nas propriedades
Contributo das argamassas industriais para a construção sustentável caso particular da Gama ecocork
 Contributo das argamassas industriais para a construção sustentável caso particular da Gama ecocork Índice Apresentação Argamassas industriais Gama ecocork Dina Frade Coimbra, 19 Abril 2012 2 Apresentação
Contributo das argamassas industriais para a construção sustentável caso particular da Gama ecocork Índice Apresentação Argamassas industriais Gama ecocork Dina Frade Coimbra, 19 Abril 2012 2 Apresentação
Desempenho relativo das argamassas de argila expandida na execução de camadas de forma
 Desempenho relativo das argamassas de argila expandida na execução de camadas de forma Ana Sofia Ferreira (IST) Jorge de Brito (IST) Fernando Branco (IST) º Congresso Nacional de Argamassas de Construção
Desempenho relativo das argamassas de argila expandida na execução de camadas de forma Ana Sofia Ferreira (IST) Jorge de Brito (IST) Fernando Branco (IST) º Congresso Nacional de Argamassas de Construção
A Nova Cal Hidráulica Natural na Reabilitação
 A Nova Cal Hidráulica Natural na Reabilitação Lisboa, 24 05 2016 Agenda A SECIL Argamassas Cal Hidráulica - NHL Enquadramento Normativo Características Argamassas Tradicionais Argamassas Industriais Conclusões
A Nova Cal Hidráulica Natural na Reabilitação Lisboa, 24 05 2016 Agenda A SECIL Argamassas Cal Hidráulica - NHL Enquadramento Normativo Características Argamassas Tradicionais Argamassas Industriais Conclusões
Revestimentos exteriores de construções antigas em taipa - Traços de misturas determinados em laboratório
 Revestimentos exteriores de construções antigas em taipa - Traços de misturas determinados em laboratório Introdução As construções em terra assumem, na história da construção nacional, um papel muito
Revestimentos exteriores de construções antigas em taipa - Traços de misturas determinados em laboratório Introdução As construções em terra assumem, na história da construção nacional, um papel muito
Argamassas com Base em Cal Aérea e Cinzas de Casca de Arroz para Conservação do Património Construído
 Argamassas com Base em Cal Aérea e Cinzas de Casca de Arroz para Conservação do Património Construído Nuno Filipe Gouveia de Almeida Aluno do mestrado de Recuperação e Conservação do Património Construído
Argamassas com Base em Cal Aérea e Cinzas de Casca de Arroz para Conservação do Património Construído Nuno Filipe Gouveia de Almeida Aluno do mestrado de Recuperação e Conservação do Património Construído
Avaliação da compatibilidade de fixação de elementos cerâmicos com o sistema ETICS
 Avaliação da compatibilidade de fixação de elementos cerâmicos com o sistema ETICS 3º Congresso Português de Argamassas de Construção Março 2010 Luís Silva, Vasco Pereira, Pedro Sequeira, António Sousa
Avaliação da compatibilidade de fixação de elementos cerâmicos com o sistema ETICS 3º Congresso Português de Argamassas de Construção Março 2010 Luís Silva, Vasco Pereira, Pedro Sequeira, António Sousa
Argamassas de cal hidráulica natural e pozolanas artificiais Avaliação laboratorial
 Argamassas de cal hidráulica natural e pozolanas artificiais Avaliação laboratorial Paulina Faria, Vitor Silva Dep. Eng. Civil, Universidade Nova de Lisboa Inês Flores-Colen DECAGR, Instituto Superior
Argamassas de cal hidráulica natural e pozolanas artificiais Avaliação laboratorial Paulina Faria, Vitor Silva Dep. Eng. Civil, Universidade Nova de Lisboa Inês Flores-Colen DECAGR, Instituto Superior
O Desempenho Mecânico, Físico F
 O Desempenho Mecânico, Físico F e de Durabilidade de Argamassas de Reparação de Elementos de Betão Resende Nsambu Docente da Universidade Agostinho Neto - Angola Augusto Gomes IST Trabalho de doutoramento
O Desempenho Mecânico, Físico F e de Durabilidade de Argamassas de Reparação de Elementos de Betão Resende Nsambu Docente da Universidade Agostinho Neto - Angola Augusto Gomes IST Trabalho de doutoramento
Incorporação de residuos de vidro em argamassas de revestimento Avaliação da sua influência nas características da argamassa
 Incorporação de residuos de vidro em argamassas de revestimento Avaliação da sua influência nas características da argamassa Ana Fragata - LNEC Maria do Rosário Veiga - LNEC Ana Luísa Velosa Universidade
Incorporação de residuos de vidro em argamassas de revestimento Avaliação da sua influência nas características da argamassa Ana Fragata - LNEC Maria do Rosário Veiga - LNEC Ana Luísa Velosa Universidade
Soluções de reabilitação de paredes/fachadas com desempenho térmico melhorado. Luís Silva Coimbra, 31 de Julho 2014
 Soluções de reabilitação de paredes/fachadas com desempenho térmico melhorado Luís Silva Coimbra, 31 de Julho 2014 Introdução As exigências da reabilitação na relação com o existente A compatibilidade
Soluções de reabilitação de paredes/fachadas com desempenho térmico melhorado Luís Silva Coimbra, 31 de Julho 2014 Introdução As exigências da reabilitação na relação com o existente A compatibilidade
Marcação CE: do Cimento-cola às Argamassas para Construção
 Marcação CE: do Cimento-cola às Argamassas para Construção J. Valente de Almeida Porto, 29 de Outubro 2004 1 Experiência do cimento-cola Resultados do ensaios Resultados (MPa) Média Min Max Aderência inicial
Marcação CE: do Cimento-cola às Argamassas para Construção J. Valente de Almeida Porto, 29 de Outubro 2004 1 Experiência do cimento-cola Resultados do ensaios Resultados (MPa) Média Min Max Aderência inicial
Marcação CE: Argamassas para Construção
 Marcação CE: Argamassas para Construção J. Valente de Almeida Lisboa, 18 de Março de 2005 1 Normas de especificação EN 998-1: Especificações para argamassas de alvenaria. Argamassas de reboco interiores
Marcação CE: Argamassas para Construção J. Valente de Almeida Lisboa, 18 de Março de 2005 1 Normas de especificação EN 998-1: Especificações para argamassas de alvenaria. Argamassas de reboco interiores
Influência dos procedimentos de execução em rebocos correntes
 Influência dos procedimentos de execução em rebocos correntes Raul Gomes Prof. Academia Militar Portugal raulgomes@iol.pt Rosário Veiga Invest. Principal LNEC Portugal rveiga@lnec.pt Jorge de Brito Prof.
Influência dos procedimentos de execução em rebocos correntes Raul Gomes Prof. Academia Militar Portugal raulgomes@iol.pt Rosário Veiga Invest. Principal LNEC Portugal rveiga@lnec.pt Jorge de Brito Prof.
BloCork Desenvolvimento de blocos de betão com cortiça
 BloCork Desenvolvimento de blocos de betão com cortiça N. Simões, I. Castro, J. Nascimento, A. Nascimento SEMINÁRIO TECNOLOGIAS E SISTEMAS DE CONSTRUÇÃO SUSTENTÁVEL - INVESTIGAÇÃO EM ACÇÃO - Viabilizar
BloCork Desenvolvimento de blocos de betão com cortiça N. Simões, I. Castro, J. Nascimento, A. Nascimento SEMINÁRIO TECNOLOGIAS E SISTEMAS DE CONSTRUÇÃO SUSTENTÁVEL - INVESTIGAÇÃO EM ACÇÃO - Viabilizar
1. Introdução. 2. Objetivos. 2.1 Objetivos gerais. 2.2 Objetivos específicos
 Universidade do Minho - Escola de Engenharia MESTRADO INTEGRADO EM ENGENHARIA CIVIL Plano de Trabalhos para Dissertação de Mestrado 2016/17 Tema: Influência das condições de cura no desempenho do betão.
Universidade do Minho - Escola de Engenharia MESTRADO INTEGRADO EM ENGENHARIA CIVIL Plano de Trabalhos para Dissertação de Mestrado 2016/17 Tema: Influência das condições de cura no desempenho do betão.
LIGANTES E CALDAS BETÃO
 LIGANTES E CALDAS BETÃO Mistura fabricada in situ constituída por: ligante hidráulico (cimento) agregados grosso (brita ou godo) fino (areia) água [adjuvantes] [adições] Controlo de qualidade na obra Qualidade
LIGANTES E CALDAS BETÃO Mistura fabricada in situ constituída por: ligante hidráulico (cimento) agregados grosso (brita ou godo) fino (areia) água [adjuvantes] [adições] Controlo de qualidade na obra Qualidade
Análise de diferentes ligantes na formulação de argamassas industriais de reabilitação
 Análise de diferentes ligantes na formulação de argamassas industriais de reabilitação Cristina Sequeira, Ana Sofia Santos, Dina Frade, Paulo Gonçalves Secil Martingança, Portugal, cristina.sequeira@secil.pt,
Análise de diferentes ligantes na formulação de argamassas industriais de reabilitação Cristina Sequeira, Ana Sofia Santos, Dina Frade, Paulo Gonçalves Secil Martingança, Portugal, cristina.sequeira@secil.pt,
Argamassas de cal aérea e cinza de casca de arroz. Influência da finura da cinza na reactividade pozolânica
 Argamassas de cal aérea e cinza de casca de arroz. Influência da finura da cinza na reactividade pozolânica Ana Paula Ferreira Pinto, Nuno Gouveia de Almeida, Augusto Gomes UTL / Instituto Superior Técnico
Argamassas de cal aérea e cinza de casca de arroz. Influência da finura da cinza na reactividade pozolânica Ana Paula Ferreira Pinto, Nuno Gouveia de Almeida, Augusto Gomes UTL / Instituto Superior Técnico
RENOVA BR 575 Sistema reabilitação de betão
 Microbetão fibroreforçado, tixotrópico, de presa rápida, retração controlada, de altas prestações para reparação e acabamento Interior/exterior Saco Aplicação manual Espátula de plástico Esponja Composição
Microbetão fibroreforçado, tixotrópico, de presa rápida, retração controlada, de altas prestações para reparação e acabamento Interior/exterior Saco Aplicação manual Espátula de plástico Esponja Composição
GEOACTIVE FINE B 543 Sistema reabilitação de betão
 Regularizador cimentício para arear fibroreforçado, de presa rápida e de retração compensada, branco ou cinza Interior/exterior Saco Aplicação manual Espátula de plástico Composição é um material de retração
Regularizador cimentício para arear fibroreforçado, de presa rápida e de retração compensada, branco ou cinza Interior/exterior Saco Aplicação manual Espátula de plástico Composição é um material de retração
Argamassas para (re)aplicação de azulejos antigos Um passo para a Normalização
aplicação de azulejos antigos Um passo para a Normalização") Argamassas para (re)aplicação de azulejos antigos Um passo para a Normalização Sandro Botas LNEC/UA, Laboratório Nacional de Engenharia Civil, Portugal, sbotas@lnec.pt Rosário Veiga LNEC, Laboratório Nacional
Argamassas para (re)aplicação de azulejos antigos Um passo para a Normalização Sandro Botas LNEC/UA, Laboratório Nacional de Engenharia Civil, Portugal, sbotas@lnec.pt Rosário Veiga LNEC, Laboratório Nacional
Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos
 Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos Carlos Guerreiro Empresa Pública de Urbanização de Lisboa cmbag@sapo.pt;
Análise comparativa de argamassas de cal aérea, medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos Carlos Guerreiro Empresa Pública de Urbanização de Lisboa cmbag@sapo.pt;
Cristalização de sais solúveis em materiais porosos
 Seminário MATERIAIS EM AMBIENTE MARÍTIMO Cristalização de sais solúveis em materiais porosos Teresa Diaz Gonçalves Funchal Outubro de 2007 Observei ( ) que o sal saía do solo em tal quantidade que até
Seminário MATERIAIS EM AMBIENTE MARÍTIMO Cristalização de sais solúveis em materiais porosos Teresa Diaz Gonçalves Funchal Outubro de 2007 Observei ( ) que o sal saía do solo em tal quantidade que até
3 - OBJECTIVOS GERAIS:
 UNIVERSIDADE DO ALGARVE ESCOLA SUPERIOR DE TECNOLOGIA CURSO DE ENGENHARIA CIVIL PROGRAMA DA DISCIPLINA DE TECNOLOGIA DO BETÃO 1º CICLO - 1º SEMESTRE - 2º ANO - 2006/2007 1 - DOCENTES: Miguel José Santos
UNIVERSIDADE DO ALGARVE ESCOLA SUPERIOR DE TECNOLOGIA CURSO DE ENGENHARIA CIVIL PROGRAMA DA DISCIPLINA DE TECNOLOGIA DO BETÃO 1º CICLO - 1º SEMESTRE - 2º ANO - 2006/2007 1 - DOCENTES: Miguel José Santos
Avaliação da Reprodutibilidade e Repetibilidade de Resultados Relativos a Ensaios Referentes à Norma EN 1015 para Argamassas de Reboco
 Avaliação da Reprodutibilidade e Repetibilidade de Resultados Relativos a Ensaios Referentes à Norma EN 1015 para Argamassas de Reboco Lisboa, 23 de Novembro 2007 Introdução Norma EN 998-1:2003 3. Define
Avaliação da Reprodutibilidade e Repetibilidade de Resultados Relativos a Ensaios Referentes à Norma EN 1015 para Argamassas de Reboco Lisboa, 23 de Novembro 2007 Introdução Norma EN 998-1:2003 3. Define
Gina Matias, Isabel Torres, Paulina Faria
 Gina Matias, Isabel Torres, Paulina Faria Com vista à conservação dos edifícios mais antigos, constituídos, essencialmente, por alvenarias com argamassas de cal, é importante reconhecer, não só as técnicas
Gina Matias, Isabel Torres, Paulina Faria Com vista à conservação dos edifícios mais antigos, constituídos, essencialmente, por alvenarias com argamassas de cal, é importante reconhecer, não só as técnicas
Avaliação comparativa de cais aéreas correntes
 Avaliação comparativa de cais aéreas correntes Comparative Evaluation of Aerial Limes Paulina Faria Rodrigues Mestre em Construção, Assistente, Dpt. de Engenharia Civil da Univ. Nova de Lisboa, Portugal,
Avaliação comparativa de cais aéreas correntes Comparative Evaluation of Aerial Limes Paulina Faria Rodrigues Mestre em Construção, Assistente, Dpt. de Engenharia Civil da Univ. Nova de Lisboa, Portugal,
PROCESSO INDUSTRIAL PREPARAÇÃO DA MATÉRIA PRIMA - PASTA CONFORMAÇÃO SECAGEM COZEDURA RETIRADA DO FORNO E ESCOLHA
 MATERIAIS CERÂMICOS Tecnologia de produção, exigências e características Hipólito de Sousa 1. PROCESSO INDUSTRIAL PREPARAÇÃO DA MATÉRIA PRIMA - PASTA CONFORMAÇÃO SECAGEM COZEDURA RETIRADA DO FORNO E ESCOLHA
MATERIAIS CERÂMICOS Tecnologia de produção, exigências e características Hipólito de Sousa 1. PROCESSO INDUSTRIAL PREPARAÇÃO DA MATÉRIA PRIMA - PASTA CONFORMAÇÃO SECAGEM COZEDURA RETIRADA DO FORNO E ESCOLHA
Morada: Est. da Batalha, Curral dos Frades Apartado FÁTIMA. Contactos: Telefone Fax
 Morada: Est. da Batalha, Curral dos Frades Apartado 267 2496-908 FÁTIMA Contactos: Telefone 244 709 050 Fax 244 709 051 e-mail: geral@lusomi.pt www.lusomi.pt SISTEMA LUSOSAINEMENT REBOCO SISTEMA DEFINIDO
Morada: Est. da Batalha, Curral dos Frades Apartado 267 2496-908 FÁTIMA Contactos: Telefone 244 709 050 Fax 244 709 051 e-mail: geral@lusomi.pt www.lusomi.pt SISTEMA LUSOSAINEMENT REBOCO SISTEMA DEFINIDO
GEOACTIVE RAPID B 548 Sistema reabilitação de betão
 Microbetão fibroreforçado tixotrópico, de presa rápida, de retração compensada para recuperação de betão e reforço estrutural Interior/exterior Saco Aplicação manual Espátula de plástico Composição é um
Microbetão fibroreforçado tixotrópico, de presa rápida, de retração compensada para recuperação de betão e reforço estrutural Interior/exterior Saco Aplicação manual Espátula de plástico Composição é um
CARACTERIZAÇÃO DE ARGAMASSAS PRÉ-DOSEADAS DE FABRICO NACIONAL
 CARACTERIZAÇÃO DE ARGAMASSAS PRÉ-DOSEADAS DE FABRICO NACIONAL Paulina Faria Rodrigues * Correio electrónico: mpr@fct.unl.pt Vasco Moreira Rato Correio electrónico: vnmr@fct.unl.pt Fernando M. A. Henriques
CARACTERIZAÇÃO DE ARGAMASSAS PRÉ-DOSEADAS DE FABRICO NACIONAL Paulina Faria Rodrigues * Correio electrónico: mpr@fct.unl.pt Vasco Moreira Rato Correio electrónico: vnmr@fct.unl.pt Fernando M. A. Henriques
1. Introdução. 2. Objetivos
 Universidade do Minho - Escola de Engenharia MESTRADO INTEGRADO EM ENGENHARIA CIVIL Plano de Trabalhos para Dissertação de Mestrado 2015/16 Tema: Análise Comparativa dos Procedimentos Utilizados para o
Universidade do Minho - Escola de Engenharia MESTRADO INTEGRADO EM ENGENHARIA CIVIL Plano de Trabalhos para Dissertação de Mestrado 2015/16 Tema: Análise Comparativa dos Procedimentos Utilizados para o
Agradecimentos... i - iv. Índice Geral... v - x. Índice de Figuras... xi - xvi. Índice de Quadros...xvii xx. Bibliografia...
 GERAL Agradecimentos... i - iv Índice Geral... v - x Índice de Figuras... xi - xvi Índice de Quadros...xvii xx Bibliografia...xxi - xxxii Resumo... xxxiii - xxxiv Preâmbulo Objectivos e Estrutura do Trabalho
GERAL Agradecimentos... i - iv Índice Geral... v - x Índice de Figuras... xi - xvi Índice de Quadros...xvii xx Bibliografia...xxi - xxxii Resumo... xxxiii - xxxiv Preâmbulo Objectivos e Estrutura do Trabalho
Argamassas cimentícias modificadas com polímeros como material de reparação. M. Sofia Ribeiro DM /NB - LNEC
 Argamassas cimentícias modificadas com polímeros como material de reparação M. Sofia Ribeiro DM /NB - LNEC Enquadramento (atividade LNEC) >estudo de investigação programado do NB do DM sobre Sistemas de
Argamassas cimentícias modificadas com polímeros como material de reparação M. Sofia Ribeiro DM /NB - LNEC Enquadramento (atividade LNEC) >estudo de investigação programado do NB do DM sobre Sistemas de
REDUR BRANCO EXTERIOR
 1. DESCRIÇÃO O é uma argamassa seca produzida em fábrica e formulada a partir de ligantes hidráulicos, inertes selecionados, adjuvantes e hidrófugos. É um reboco branco hidrófugo vocacionado para aplicação
1. DESCRIÇÃO O é uma argamassa seca produzida em fábrica e formulada a partir de ligantes hidráulicos, inertes selecionados, adjuvantes e hidrófugos. É um reboco branco hidrófugo vocacionado para aplicação
B 35/45 S4 0,35 0,3 0, kg/m3 350 kg/m3 400 kg/m3 0,2 0,15 0,1 0, profundidade em cm
 teor de cloretos (%),35,3,25 Perfis de penetração de cloretos para diferentes dosagens de cimento (Cimento tipo I 42.5R) Vista em SEM(1x)-betão 4kg/m3 cimento e A/C=,4,2,15,1,5 Vista em SEM(1x)-betão 27kg/m3
teor de cloretos (%),35,3,25 Perfis de penetração de cloretos para diferentes dosagens de cimento (Cimento tipo I 42.5R) Vista em SEM(1x)-betão 4kg/m3 cimento e A/C=,4,2,15,1,5 Vista em SEM(1x)-betão 27kg/m3
Estudo da evolução do desempenho no tempo de argamassas de cal aérea
 Estudo da evolução do desempenho no tempo de argamassas de cal aérea Cláudia Sofia Araújo Agostinho Dissertação para obtenção do Grau de Mestre em Engenharia Civil Júri Presidente: Prof. Doutor Jorge Manuel
Estudo da evolução do desempenho no tempo de argamassas de cal aérea Cláudia Sofia Araújo Agostinho Dissertação para obtenção do Grau de Mestre em Engenharia Civil Júri Presidente: Prof. Doutor Jorge Manuel
O ENSINO DAS ARGAMASSAS NAS ESCOLAS DE ENGENHARIA CIVIL. Jorge F. Lourenço Instituto Superior de Engenharia de Coimbra
 O ENSINO DAS ARGAMASSAS NAS ESCOLAS DE ENGENHARIA CIVIL Jorge F. Lourenço Instituto Superior de Engenharia de Coimbra jl@isec.pt A importância das argamassas na Construção A quem deve caber a responsabilidade
O ENSINO DAS ARGAMASSAS NAS ESCOLAS DE ENGENHARIA CIVIL Jorge F. Lourenço Instituto Superior de Engenharia de Coimbra jl@isec.pt A importância das argamassas na Construção A quem deve caber a responsabilidade
PROPRIEDADES FÍSICAS E MECÂNICAS DOS CIMENTOS
 LIGANTES HIDRÓFILOS CIMENTOS PROPRIEDADES FÍSICAS E MECÂNICAS DOS CIMENTOS Fundamental para: Determinar composição do betão superfície específica do cimento Determinar (às vezes) se o cimento está já parcialmente
LIGANTES HIDRÓFILOS CIMENTOS PROPRIEDADES FÍSICAS E MECÂNICAS DOS CIMENTOS Fundamental para: Determinar composição do betão superfície específica do cimento Determinar (às vezes) se o cimento está já parcialmente
ESTUDO COMPARATIVO DE DIFERENTES ARGAMASSAS TRADICIONAIS DE CAL AÉREA E AREIA
 ESTUDO COMPARATIVO DE DIFERENTES ARGAMASSAS TRADICIONAIS DE CAL AÉREA E AREIA Paulina Faria Rodrigues * Correio Electrónico: mpr@fct.unl.pt Resumo Afim de se compararem diferentes argamassas tradicionais
ESTUDO COMPARATIVO DE DIFERENTES ARGAMASSAS TRADICIONAIS DE CAL AÉREA E AREIA Paulina Faria Rodrigues * Correio Electrónico: mpr@fct.unl.pt Resumo Afim de se compararem diferentes argamassas tradicionais
Argamassa de reparação estrutural com inibidores de corrosão. Classe R4. Pó cinzento. Sacos de 25 kg. Aprox. 2,05 kg/dm 3 (da argamassa fresca).
.") Ficha de Produto Edição de dezembro de 2016 Nº de identificação: 03.134 Versão nº 1 Sika MonoTop -412 SFG Argamassa de reparação estrutural com inibidores de corrosão. Classe R4. Construction Descrição
Ficha de Produto Edição de dezembro de 2016 Nº de identificação: 03.134 Versão nº 1 Sika MonoTop -412 SFG Argamassa de reparação estrutural com inibidores de corrosão. Classe R4. Construction Descrição
Ensinamentos a Retirar do Passado Histórico das Argamassas. 1º Congresso Nacional de Argamassas Industriais
 Ensinamentos a Retirar do Passado Histórico das Argamassas Estrutura Testemunhos da presença de argamassas (cal aérea e gesso) A produção de cal aérea Grandes passos na evolução das argamassas Argamassas
Ensinamentos a Retirar do Passado Histórico das Argamassas Estrutura Testemunhos da presença de argamassas (cal aérea e gesso) A produção de cal aérea Grandes passos na evolução das argamassas Argamassas
A especificação do betão segundo a NP EN Paulo Cachim Universidade de Aveiro
 A especificação do betão segundo a NP EN 206-1 Paulo Cachim Universidade de Aveiro pcachim@ua.pt Enquadramento Estruturas de betão DL 301-2007 Projeto EN 1992 CONSTITUINTES EN 197 Cimento EN 450 Cinzas
A especificação do betão segundo a NP EN 206-1 Paulo Cachim Universidade de Aveiro pcachim@ua.pt Enquadramento Estruturas de betão DL 301-2007 Projeto EN 1992 CONSTITUINTES EN 197 Cimento EN 450 Cinzas
REDUR MÉDIO EXTERIOR FICHA TÉCNICA REBOCO PROJETADO EM CAMADA SIMPLES 1. DESCRIÇÃO
 1. DESCRIÇÃO O é uma argamassa seca, formulada a partir de ligantes hidráulicos, agregados calcários e siliciosos e adjuvantes, destinada à execução de rebocos em exteriores e interiores. É um produto
1. DESCRIÇÃO O é uma argamassa seca, formulada a partir de ligantes hidráulicos, agregados calcários e siliciosos e adjuvantes, destinada à execução de rebocos em exteriores e interiores. É um produto
MESTRADO EM ARQUITECTURA
 MESTRADO EM ARQUITECTURA DISCIPLINA DE FÍSICA DAS CONSTRUÇÕES PARA ARQUITECTURA HUMIDADES EM EDIFÍCIOS Cristina Matos Silva Maria da Glória Gomes Tipos de Humidades A manifestação de humidade nos edifícios
MESTRADO EM ARQUITECTURA DISCIPLINA DE FÍSICA DAS CONSTRUÇÕES PARA ARQUITECTURA HUMIDADES EM EDIFÍCIOS Cristina Matos Silva Maria da Glória Gomes Tipos de Humidades A manifestação de humidade nos edifícios
Os consumos de energia no sector dos edifícios aumentaram a um ritmo médio de 7%/ano desde 1990 até ao presente
 SM 1 1. Enquadramento 2. O que é o sistema ISODUR 3. Características do sistema ISODUR 4. Aplicação 5. Tratamento de pormenores construtivos 6. Elementos Técnicos Seminário APFAC Tektónica 2010 2 André
SM 1 1. Enquadramento 2. O que é o sistema ISODUR 3. Características do sistema ISODUR 4. Aplicação 5. Tratamento de pormenores construtivos 6. Elementos Técnicos Seminário APFAC Tektónica 2010 2 André
ESTUDO DA APLICABILIDADE DA ARGAMASSA PRODUZIDA A PARTIR DA RECICLAGEM DE RESÍDUO SÓLIDO DE SIDERURGIA EM OBRAS DE ENGENHARIA
 ESTUDO DA APLICABILIDADE DA ARGAMASSA PRODUZIDA A PARTIR DA RECICLAGEM DE RESÍDUO SÓLIDO DE SIDERURGIA EM OBRAS DE ENGENHARIA 1. Introdução O impacto ambiental gerado pela exploração dos recursos minerais
ESTUDO DA APLICABILIDADE DA ARGAMASSA PRODUZIDA A PARTIR DA RECICLAGEM DE RESÍDUO SÓLIDO DE SIDERURGIA EM OBRAS DE ENGENHARIA 1. Introdução O impacto ambiental gerado pela exploração dos recursos minerais
GEOACTIVE TOP B 525 Sistema reabilitação de betão
 Microbetão fibroreforçado tixotrópico de retração compensada para recuperação de betão e reforço estrutural Interior/exterior Projetado à máquina Aplicação manual Saco Espátula de plástico Composição é
Microbetão fibroreforçado tixotrópico de retração compensada para recuperação de betão e reforço estrutural Interior/exterior Projetado à máquina Aplicação manual Saco Espátula de plástico Composição é
ICDS12 International Conference DURABLE STRUCTURES: from construction to rehabilitation LNEC Lisbon Portugal 31 May - 1 June 2012 DURABLE STRUCTURES
 PROTECÇÃO HIDROFÓBICA DO BETÃO: COMPORTAMENTO E DURABILIDADES DOS PRODUTOS HIDRÓFUGOS Liliana Baltazar, Lisboa, lilianabaltazar@gmail.com Maria Paula Rodrigues, Laboratório Nacional de Engenharia Civil,
PROTECÇÃO HIDROFÓBICA DO BETÃO: COMPORTAMENTO E DURABILIDADES DOS PRODUTOS HIDRÓFUGOS Liliana Baltazar, Lisboa, lilianabaltazar@gmail.com Maria Paula Rodrigues, Laboratório Nacional de Engenharia Civil,
(nome do empreendimento) CADERNO DE ENCARGOS CONDIÇÕES TÉCNICAS ESPECIAIS Materiais e Elementos de Construção. (Cliente)
 CADERNO DE ENCARGOS CONDIÇÕES TÉCNICAS ESPECIAIS Materiais e Elementos de Construção. (Cliente)") 1.1. ÂMBITO Características a observar pela água de amassadura para a sua colocação em obra. Água de amassadura é toda a água potável ou não, que não apresente cheiro nem sabor, utilizada para o fabrico
1.1. ÂMBITO Características a observar pela água de amassadura para a sua colocação em obra. Água de amassadura é toda a água potável ou não, que não apresente cheiro nem sabor, utilizada para o fabrico
Certificação de Produtos Argamassas para a Construção
 1.º Congresso Nacional de Argamassas de Construção APFAC Marta Silva, CERTIF FIL, Novembro de 2005 Objectivo: certificação de produtos e serviços Iniciou a sua actividade em Maio de 1999 Constituída por
1.º Congresso Nacional de Argamassas de Construção APFAC Marta Silva, CERTIF FIL, Novembro de 2005 Objectivo: certificação de produtos e serviços Iniciou a sua actividade em Maio de 1999 Constituída por
Influência da Composição no Desempenho de Argamassas Adesivas
 Influência da Composição no Desempenho de Argamassas Adesivas José B. Aguiar Universidade do Minho Guimarães aguiar@civil.uminho.pt Luís S. Henriques Duarte&Filhos,S.A. Braga luiscsh@gmail.com Resumo:
Influência da Composição no Desempenho de Argamassas Adesivas José B. Aguiar Universidade do Minho Guimarães aguiar@civil.uminho.pt Luís S. Henriques Duarte&Filhos,S.A. Braga luiscsh@gmail.com Resumo:
índice 1 o Tijolo Cerâmico 17
 indice índice 1 o Tijolo Cerâmico 17 1.1 Introdução 17 1.2 O tijolo cerâmico como produto de construção 18 1.2.1 Tipos de tijolo cerâmico 18 1.2.2 As matérias primas e o processo cerâmico 19 1.2.3 Características
indice índice 1 o Tijolo Cerâmico 17 1.1 Introdução 17 1.2 O tijolo cerâmico como produto de construção 18 1.2.1 Tipos de tijolo cerâmico 18 1.2.2 As matérias primas e o processo cerâmico 19 1.2.3 Características
REVESTIMENTOS DE EDIFÍCIOS HISTÓRICOS: RENOVAÇÃO VERSUS CONSOLIDAÇÃO JIL JUNHO M. Rosário Veiga. M.
 JIL JUNHO 2012 REVESTIMENTOS DE EDIFÍCIOS HISTÓRICOS: RENOVAÇÃO VERSUS CONSOLIDAÇÃO M. Rosário Veiga (rveiga@lnec.pt) M. Rosário Veiga INTRODUÇÃO Os revestimentos de edifícios históricos são importantes
JIL JUNHO 2012 REVESTIMENTOS DE EDIFÍCIOS HISTÓRICOS: RENOVAÇÃO VERSUS CONSOLIDAÇÃO M. Rosário Veiga (rveiga@lnec.pt) M. Rosário Veiga INTRODUÇÃO Os revestimentos de edifícios históricos são importantes
Argamassa de nivelamento e selagem de poros. Cumpre os requisitos da norma NP EN
 Ficha de Produto Edição de Abril de 2011 Nº de identificação: 03.117 Versão nº 1 SikaTop 121 Argamassa de nivelamento e selagem de poros Descrição do produto SikaTop 121 é uma argamassa tixotrópica para
Ficha de Produto Edição de Abril de 2011 Nº de identificação: 03.117 Versão nº 1 SikaTop 121 Argamassa de nivelamento e selagem de poros Descrição do produto SikaTop 121 é uma argamassa tixotrópica para
Anexo D. Ficha Técnica Sika Icosit K 101 N.
 Anexo D Ficha Técnica Sika Icosit K 101 N. Ficha de Produto Edição de Abril de 2011 Nº de identificação: 04.104 Versão nº 1 Icosit K 101 N Ligante epoxi estrutural em dois componentes Descrição do produto
Anexo D Ficha Técnica Sika Icosit K 101 N. Ficha de Produto Edição de Abril de 2011 Nº de identificação: 04.104 Versão nº 1 Icosit K 101 N Ligante epoxi estrutural em dois componentes Descrição do produto
Especificação LNEC E465
 Especificação LNEC E465 Metodologia para estimar as propriedades de desempenho que permitem satisfazer a vida útil de projecto de estruturas de betão armado ou préesforçado sob as exposições ambientais
Especificação LNEC E465 Metodologia para estimar as propriedades de desempenho que permitem satisfazer a vida útil de projecto de estruturas de betão armado ou préesforçado sob as exposições ambientais
Caracterização física e mecânica de argamassas não estruturais, com agregados finos reciclados
 Caracterização física e mecânica de argamassas não estruturais, com agregados finos reciclados Ana T. P. Barra DEC-FCT/UNL Lisboa anatbarra@gmail.com Fernando F. S. Pinho DEC-FCT/UNL Lisboa ffp@fct.unl.pt
Caracterização física e mecânica de argamassas não estruturais, com agregados finos reciclados Ana T. P. Barra DEC-FCT/UNL Lisboa anatbarra@gmail.com Fernando F. S. Pinho DEC-FCT/UNL Lisboa ffp@fct.unl.pt
Argamassa de reparação monocomponente fina, à base de cimento com resinas sintéticas e sílica de fumo. Pó cinzento claro (branco, por encomenda).
.") Ficha de Produto Edição de Maio de 2009 Nº de identificação: 7.33 Versão nº 6 Sika MonoTop -620 Argamassa de reparação monocomponente fina, à base de cimento com resinas sintéticas e sílica de fumo Descrição
Ficha de Produto Edição de Maio de 2009 Nº de identificação: 7.33 Versão nº 6 Sika MonoTop -620 Argamassa de reparação monocomponente fina, à base de cimento com resinas sintéticas e sílica de fumo Descrição
GUIA DE FUNCIONAMENTO DA UNIDADE CURRICULAR
 Curso Engenharia civil Ano letivo 2013/2014 Unidade Curricular Materiais estruturais ECTS 4,5 Regime Obrigatório Ano 2º Semestre 1º semestre Horas de trabalho globais Docente (s) Maria de Jesus de Almeida
Curso Engenharia civil Ano letivo 2013/2014 Unidade Curricular Materiais estruturais ECTS 4,5 Regime Obrigatório Ano 2º Semestre 1º semestre Horas de trabalho globais Docente (s) Maria de Jesus de Almeida
Controlo e prevenção de anomalias devidas à cristalização de sais solúveis em edifícios antigos. Pedro Puim Teresa Diaz Gonçalves Vânia Brito
 Controlo e prevenção de anomalias devidas à cristalização de sais solúveis em edifícios antigos Pedro Puim Teresa Diaz Gonçalves Vânia Brito Introdução Degradação por cristalização de sais Tipos de danos
Controlo e prevenção de anomalias devidas à cristalização de sais solúveis em edifícios antigos Pedro Puim Teresa Diaz Gonçalves Vânia Brito Introdução Degradação por cristalização de sais Tipos de danos
MORCEMSEAL LINHA REABILITAÇÃO MORCEMSEAL TODO 1 TUDO EM 1
 MORCEMSEAL TUDO EM 1 Argamassa monocomponente de alta resistência, para a passivação, reparação e proteção de estruturas DESCRIÇÃO COMPOSIÇÃO CARACTERISTICAS E APLICAÇÕES SUPORTES Argamassa tixotrópica
MORCEMSEAL TUDO EM 1 Argamassa monocomponente de alta resistência, para a passivação, reparação e proteção de estruturas DESCRIÇÃO COMPOSIÇÃO CARACTERISTICAS E APLICAÇÕES SUPORTES Argamassa tixotrópica
Reabilitação e Reforço de Estruturas
 Mestrado em Engenharia Civil 2011 / 2012 Reabilitação e Reforço de Estruturas Aula 24.2: Conservação do património. Caso de estudo: Reforço das colunas dos claustros da FDUC com cintas metálicas (tese
Mestrado em Engenharia Civil 2011 / 2012 Reabilitação e Reforço de Estruturas Aula 24.2: Conservação do património. Caso de estudo: Reforço das colunas dos claustros da FDUC com cintas metálicas (tese
Influência da dosagem de cimento nas características mecânicas de argamassas bastardas para rebocos de edifícios antigos
 Influência da dosagem de cimento nas características mecânicas de argamassas bastardas para rebocos de edifícios antigos Bruna Silva (UTL/IST) Portugal brunamarilisilva@gmail.com Ana Paula Ferreira Pinto
Influência da dosagem de cimento nas características mecânicas de argamassas bastardas para rebocos de edifícios antigos Bruna Silva (UTL/IST) Portugal brunamarilisilva@gmail.com Ana Paula Ferreira Pinto
Argamassa produzida em fábrica para revestimentos exteriores
 1-5 Argamassa produzida em fábrica para revestimentos exteriores NOTA TÉCNICA 4 Informação Geral O tipo de argamassa usada para revestimentos exteriores vai depender do seu suporte, do tipo de parede e
1-5 Argamassa produzida em fábrica para revestimentos exteriores NOTA TÉCNICA 4 Informação Geral O tipo de argamassa usada para revestimentos exteriores vai depender do seu suporte, do tipo de parede e
Secagem de materiais porosos possivelmente contaminados com sais solúveis Projecto DRYMASS. Teresa Diaz Gonçalves Vânia Brito
 Secagem de materiais porosos possivelmente contaminados com sais solúveis Projecto DRYMASS Teresa Diaz Gonçalves Vânia Brito Enquadramento Reduz resistências mecânicas Degradação por cristalização de sais
Secagem de materiais porosos possivelmente contaminados com sais solúveis Projecto DRYMASS Teresa Diaz Gonçalves Vânia Brito Enquadramento Reduz resistências mecânicas Degradação por cristalização de sais
AVALIAÇÃO IN-SITU DA ADERÊNCIA DE MATERIAIS DE REVESTIMENTO
 AVALIAÇÃO IN-SITU DA ADERÊNCIA DE MATERIAIS DE REVESTIMENTO Inês Flores-Colen (I.S.T) Jorge de Brito (I.S.T) Fernando A. Branco (I.S.T.) Introdução Índice e objectivo Ensaio de arrancamento pull-off Estudo
AVALIAÇÃO IN-SITU DA ADERÊNCIA DE MATERIAIS DE REVESTIMENTO Inês Flores-Colen (I.S.T) Jorge de Brito (I.S.T) Fernando A. Branco (I.S.T.) Introdução Índice e objectivo Ensaio de arrancamento pull-off Estudo
Revestimentos de isolamento térmico de fachadas com base em argamassa: comportamento e avaliação da qualidade
 Revestimentos de isolamento térmico de fachadas com base em argamassa: comportamento e avaliação da qualidade MARIA DO ROSÁRIO VEIGA TEKTÓNICA 2010 Contribuição das Argamassas e dos ETICS para a Eficiência
Revestimentos de isolamento térmico de fachadas com base em argamassa: comportamento e avaliação da qualidade MARIA DO ROSÁRIO VEIGA TEKTÓNICA 2010 Contribuição das Argamassas e dos ETICS para a Eficiência
CHIMICA EDILE DO BRASIL LTDA
 CHIMICA EDILE DO BRASIL LTDA Aditivo impermeabilizante, multifuncional, em pó de nova geração para concreto de alta durabilidade. UN SUCESSO RECENTE Aditivo impermeabilizante de nova geração. FUNCIONALIDADE
CHIMICA EDILE DO BRASIL LTDA Aditivo impermeabilizante, multifuncional, em pó de nova geração para concreto de alta durabilidade. UN SUCESSO RECENTE Aditivo impermeabilizante de nova geração. FUNCIONALIDADE
AVA LIA ÇÃO D A CIN ÉTICA D E SECAGEM D O TIJO LO CERÂM ICO
 AVA LIA ÇÃO D A CIN ÉTICA D E SECAGEM D O TIJO LO CERÂM ICO Eva Barreira 1 barreira@fe.up.pt Vasco P. Freitas 3 vpfreita@fe.up.pt João M. P. Q. Delgado 2 jdelgado@fe.up.pt Resumo A humidade nos edifícios
AVA LIA ÇÃO D A CIN ÉTICA D E SECAGEM D O TIJO LO CERÂM ICO Eva Barreira 1 barreira@fe.up.pt Vasco P. Freitas 3 vpfreita@fe.up.pt João M. P. Q. Delgado 2 jdelgado@fe.up.pt Resumo A humidade nos edifícios
Jahn M90 Argamassa de Reparação de Betão
 Jahn M90 Argamassa de Reparação de Betão Jahn M90 argamassa de reparação de betão é uma argamassa mineral, de um só componente, especialmente concebida para o tratamento curativo e preventivo de betão;
Jahn M90 Argamassa de Reparação de Betão Jahn M90 argamassa de reparação de betão é uma argamassa mineral, de um só componente, especialmente concebida para o tratamento curativo e preventivo de betão;
Soluções SecilArgamassas. Barreiro
 Soluções SecilArgamassas Barreiro 15.12.2014 Agenda A SECIL Argamassas Cal Hidráulica - NHL Argamassas Secas _ sustentáveis Argamassa Térmicas Gama ecocork; Soluções de ETICS: Secil Vit Cork; Conclusões
Soluções SecilArgamassas Barreiro 15.12.2014 Agenda A SECIL Argamassas Cal Hidráulica - NHL Argamassas Secas _ sustentáveis Argamassa Térmicas Gama ecocork; Soluções de ETICS: Secil Vit Cork; Conclusões
Construção. e Manutenção de Infra-estruturas de Transportes. IST - DECivil. Total de páginas: Sumário. da aula. Terminologia
 1/31 Construção e Manutenção de Infra-estruturas de Transportes Aula T4 Terraplenagens Sumário da aula Fundação e leito do pavimento Tratamento de materiais 2/31 Terminologia 3/31 Pavimento Fundação Terraplenagem
1/31 Construção e Manutenção de Infra-estruturas de Transportes Aula T4 Terraplenagens Sumário da aula Fundação e leito do pavimento Tratamento de materiais 2/31 Terminologia 3/31 Pavimento Fundação Terraplenagem
Construction. Sika MonoTop -432 ES. Argamassa de reparação estrutural, autonivelante. Classe R4. Descrição do produto.
 Ficha de Produto Edição de agosto de 2017 Nº de identificação: 03.132 Versão nº 2 Sika MonoTop -432 ES Argamassa de reparação estrutural, autonivelante. Classe R4. Descrição do produto Sika MonoTop -432
Ficha de Produto Edição de agosto de 2017 Nº de identificação: 03.132 Versão nº 2 Sika MonoTop -432 ES Argamassa de reparação estrutural, autonivelante. Classe R4. Descrição do produto Sika MonoTop -432
Argamassas com Cal Aérea Hidratada com Incorporação de Gorduras. Caracterização e Necessidade de Investigação
 Argamassas com Cal Aérea Hidratada com Incorporação de Gorduras. Fernando Pacheco-Torgal C-TAC, Universidade do Minho Saíd Jalali Departamento de Engenharia Civil, Universidade do Minho Joana Faria Mestrado
Argamassas com Cal Aérea Hidratada com Incorporação de Gorduras. Fernando Pacheco-Torgal C-TAC, Universidade do Minho Saíd Jalali Departamento de Engenharia Civil, Universidade do Minho Joana Faria Mestrado
 Disciplina: Materiais de Construção I Assunto: Argamassas no estado seco e fresco Prof. Ederaldo Azevedo Aula 6 e-mail: ederaldoazevedo@yahoo.com.br 1.1 Conceitos Básicos: Argamassa é um material composto,
Disciplina: Materiais de Construção I Assunto: Argamassas no estado seco e fresco Prof. Ederaldo Azevedo Aula 6 e-mail: ederaldoazevedo@yahoo.com.br 1.1 Conceitos Básicos: Argamassa é um material composto,
Argamassas/morteros de terra e cal Características e campo de aplicação. Paulina Faria
 Argamassas/morteros de terra e cal Características e campo de aplicação Paulina Faria paulina.faria@fct.unl.pt 23 Maio 2016 Argamassas/Morteros Diferentes características Diferentes aplicações Diferentes
Argamassas/morteros de terra e cal Características e campo de aplicação Paulina Faria paulina.faria@fct.unl.pt 23 Maio 2016 Argamassas/Morteros Diferentes características Diferentes aplicações Diferentes
MORCEMSEAL LINHA REABILITAÇÃO MORCEMSEAL TODO 1 TUDO EM 1
 MORCEMSEAL TUDO EM 1 Argamassa monocomponente de alta resistência, para a passivação, reparação e proteção de estruturas de betão, reforçada com fibras para espessuras entre 4-40 mm. DESCRIÇÃO COMPOSIÇÃO
MORCEMSEAL TUDO EM 1 Argamassa monocomponente de alta resistência, para a passivação, reparação e proteção de estruturas de betão, reforçada com fibras para espessuras entre 4-40 mm. DESCRIÇÃO COMPOSIÇÃO
Caracterização de argamassas para assentamento de alvenaria de tijolo
 Caracterização de argamassas para assentamento de alvenaria de tijolo M. F. Paulo Pereira, José B. Aguiar, Aires Camões e Hélder M. A. Cruz University of Minho Portugal 18 e 19 de Março, LNEC, Lisboa 1.
Caracterização de argamassas para assentamento de alvenaria de tijolo M. F. Paulo Pereira, José B. Aguiar, Aires Camões e Hélder M. A. Cruz University of Minho Portugal 18 e 19 de Março, LNEC, Lisboa 1.
Manutenção e Reabilitação ENCONTRO 20 ANOS ENGENHARIA CIVIL
 ENCONTRO 20 ANOS ENGENHARIA CIVIL 1986-2006 Inspecções e TECNOLOGIAS PARA A MANUTENÇÃO E REABILITAÇÃO DE ESTRUTURAS Durante o período de utilização de uma edificação, deverão ser mantidas os parâmetros
ENCONTRO 20 ANOS ENGENHARIA CIVIL 1986-2006 Inspecções e TECNOLOGIAS PARA A MANUTENÇÃO E REABILITAÇÃO DE ESTRUTURAS Durante o período de utilização de uma edificação, deverão ser mantidas os parâmetros