ASPERSÃO TÉRMICA. Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR 2T 2015
|
|
|
- Paulo Angelim Corte-Real
- 8 Há anos
- Visualizações:
Transcrição
1 ASPERSÃO TÉRMICA Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR 2T 2015 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS

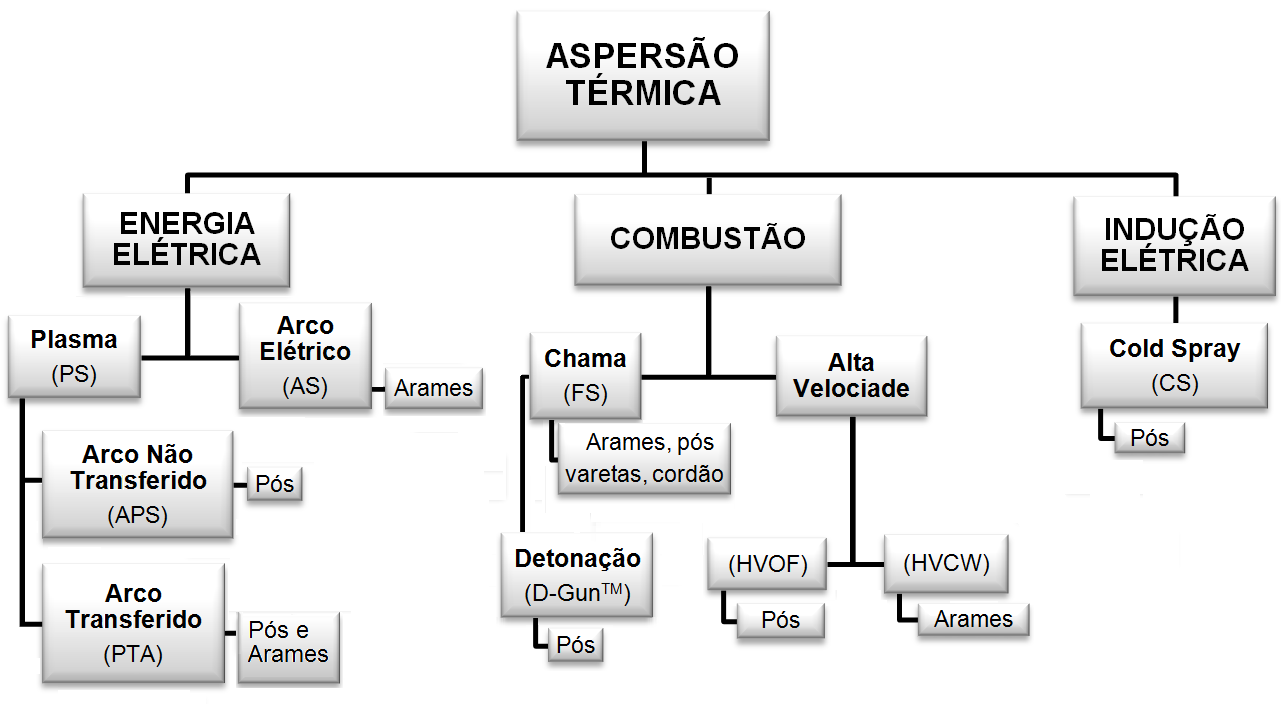
2 ASPERSÃO TÉRMICA - AT Os processos de AT são uma tecnologia composta de diversos processos e são utilizados para a proteção de superfícies contra a corrosão e/ou desgaste pela deposição de revestimentos.

3 Preparação do substrato - Limpeza

4 Mecanismos + Resfriamento

5

6

7 De acordo com os processos de aplicação de revestimentos protetores podemos classificar os processos de aplicação em três grandes grupos: 1. Aqueles que envolvem fusão do metal e do material de aporte. 2. Aqueles que envolvem somente a fusão do material de aporte. 3. Aqueles que envolvem um processo de difusão [2+3].

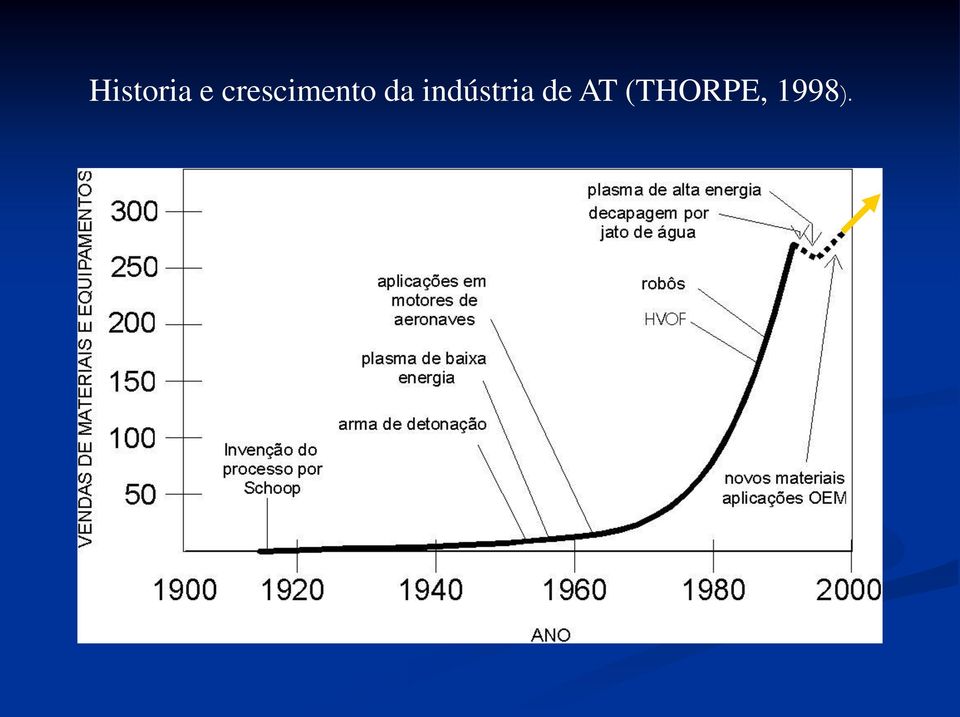
8 Historia e crescimento da indústria de AT (THORPE, 1998). Historia e crescimento da indústria de AT (THORPE, 1998).
9 Areas de atuação da Aspersão Térmica [Thermal Spray] Aero espacial Agricultura Marítimo Metal Trabalho Papel e Imprensa Bombas / Motores Eletrônica /Computadores Implantes Petro Produtos Químicos Geotérmica Nuclear Power Utilidades / Energia / Água /Esgoto Golfe Militar Offshore submersas Pipe Lines Plataformas de petróleo offshore Refinarias Railroad Automóveis Diesel

10 Processo de aspersão térmica a chama oxiacetilênica FS Flame Spray

11 Equipamento - Tipo de pistola : pó e arame - Pressão e fluxo do ar comprimido utilizado para transferir as partículas até o substrato. -Pressão e Fluxo de oxigênio e acetileno utilizado para a formação da chama. Procedimento - Distância de deposição -Velocidade de deposição - Limpeza e Rugosidade - Preaquecimento - Selante

12 Flame.wmv

13

14

15
16 Temperaturas das fontes de calor adaptado, (ASM, 1994). Fonte Temperatura ( C) Propano + Oxigênio 2526 Gás Natural + Oxigênio 2538 Hidrogênio + Oxigênio 2660 Propileno + Oxigênio 2843 Acetileno + Oxigênio 3087 Arco Plasma

17 Composição e forma de alguns materiais ferrosos Composição % em peso Formas disponíveis Comentário pó arame Mn 0,5; C 0,10; Fe balanço x x Aço baixo carbono C 0,80; P 0,04; S 0,04; Mn 0,7; Fe b resto x Aço alto carbono Al 10,0; Mo 1,0; C 0,2; Fe resto x Aço liga baixo carbono Al 3,0; Mo 3,0; C 3,0; Fe resto x Aço liga alto carbono C 0,15; P 0,06; S 0,03; Mn 8,5; Ni 5,1; Cr 18,0; Si 1,0; Fe resto x Aço inoxidável tipo 202 Cr 17,0; Ni 12,0; Mo 2,5; Si 1,0; C 0,1; Fe resto x x Aço inoxidável tipo 316 Cr 19,0; Ni 9,5; Mn 2,0; Si 1,0; Fe b resto x x Aço inoxidável tipo 304 C 0,35; Cr 13,0; Si 0,5; Fe resto x Aço inoxidável tipo 420

18 Materiais não ferrosos Composição % em peso Forma disponíveis Comentário pó Arame Al 95,0; Fe 1,0; Cu resto x X Bronze alumínio Si 12,0, Al resto X Liga AlSi Al 99,0 + x x Al puro Cu 99,0 + x x Cobre desoxidado Ni 38,0; Cu resto x x Monel Zn 99,9 + x Zinco puro Cu 66,0; Zn 34,0 x Latão Cu 95,0; Sn 5,0 x Bronze fosforoso Sn 90,0; Sb 12,5; Cu 3,0 x Metal patente base estanho Pb 78,0; Sb 12,5; Sn 10,0; Cu 0,5 x Metal patente base chumbo Zn 85,0; Al 15,0 x Liga ZnAl

19 Ligas especiais Composição % em peso Formas disponíveis Comentário pó arame Cr 3 C 2 99,9 x Carbeto de cromo Cr 3 C 2 75; Ni 20; Cr 5 x Carbeto de cromo em matriz de níquel cromo Co 12; C 4; Fe 1; W resto x Carbeto de tungstênio em matriz de cobalto Al 2 O 3 98,0; SiO 2 0,5; outros 0,5 x Cerâmica a base de óxido de alumínio branco Al 2 O 3 94,0; TiO 2 2,5; SiO 2 2,0; FeO 3 1,0; outros resto x x vareta Cerâmica a base de óxido de alumínio cinza Cr 2 O 3 98 x Cerâmica a base de óxido de cromo Al 2 O 3 87; TiO 2 13 x Oxi-cerâmico a base de óxido de Al. TiO 2 99,0 x Oxi-cerâmico a base de dióxido de titânio MgO 24; ZrO 2 resto x Oxi- cerâmico a base de zirconato de magnésio Cr 10; B 2,5; Fe 2,5; Si 2,5; C 0,15; Ni resto x x 1/8 Auto fluxante de media dureza Cr 17; Fe 4,0; Si 4,0; B 3,5; C 1,0; Ni resto x x 1/8 Auto fluxante de alta dureza

20 Processo de aspersão térmica por arco elétrico Arc Spray Process ASP O processo ASP é um método com boa relação custo-benefício e é usada para possibilitar resistência ao desgaste em componentes industriais e/ou resistência à corrosão em grandes estruturas. É um processo de deposição no qual é geralmente utilizado ar comprimido como gás de transporte. O gás e todos os constituintes do consumível atomizam-se quando da formação do arco elétrico (T > 4000 C) e interagem entre si. Principais parâmetros que afetam a microestrutura: Limpeza e rugosidade do substrato, pressão do ar comprimido - gás de transporte, tensão, corrente, pré-aquecimento do substrato e distância de aplicação.
 e interagem entre si.")
21 (a) Fluxo de ar primário (b) Fluxo de ar secundário
22 Equipamento de Aspersão Térmica à Arco Elétrico Electric_arc video.wmv
23 OXIDAÇÃO NA ASPERSÃO TÉRMICA A ARCO ELÉTRICO Mecanismo 1 fonte de calor, partículas têm o primeiro e mais relevante contato com ambiente oxidativo. Exclusivo para o processo ASP. Mecanismo 2 oxidação entre a partícula e o gás de transporte. Mecanismo 3 ar do meio ambiente que envolve a zona de transferência das partículas. Mecanismo 4 - partículas e/ou camadas já ancoradas ao substrato e que ficam expostas ao ar do meio ambiente.
24
25 3 Fragmentação da gota com pequenas variações de composição 1 2 Formação da gota fundida Pó metálico - Gás de arraste Formação do revestimento e deformação das lamelas 4 pós metálicos parcialmente protegidos pela fita de Aço-C Fita de aço-c Contatos elétricos +
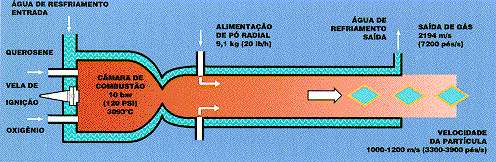
26 Processo a chama de alta velocidade - HVOF (High Velocity Oxi-Fuel) Este processo é mais moderno que os anteriores, o calor gerado na combustão utiliza uma mistura de oxigênio com gases combustíveis (propileno, propano ou kerosene), a chama atinge temperaturas na faixa entre 2700 e 3100 o C.
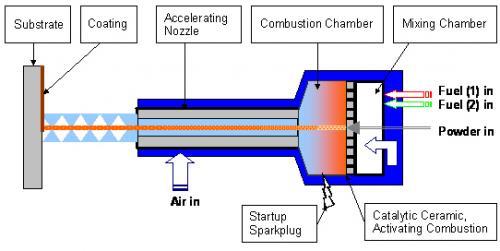
27
28
29 Processo por Detonação Neste processo utiliza-se a energia da explosão de uma mistura oxiacetilênica que aquece e impele o material, sempre sob forma de pó, de encontro à superfície do substrato a ser revestido. As camadas resultantes deste processo são extremamente duras, densas e firmemente aderidas ao material de base.
30
31 Parâmetros dos Processos de AT Convencionais Processo FS FS HVOF Detonação ASP Parâmetros [pó] [arame] [pó] [arame] Temperatura Chama/Arco [ C] Veloc. Transferência [m/s] Atmosfera da Chama/Arco 2200/ / / / CO,CO 2, H 2 O N 2, CO, CO 2, H 2 O Até 5000 N 2, CO, CO 2, H 2 O N 2, CO, CO 2, H 2 O N 2, O 2 Teor de Óxidos [%] 0,4 10 0, ,5-15 Porosidade [%] <3 < Aderência [MPa] >40 >
32 + Resfriamento
33
34
35
36

37 Aspersão Térmica Plasma Spray

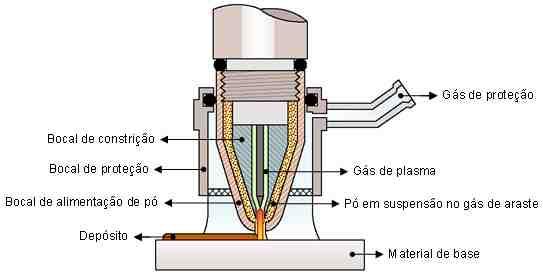
38 Esquema em corte de uma pistola para aspersão térmica a plasma spray
39
40 Plasma.wmv
41

42
43 COLD SPRAY PROCESSO Projeção de partículas metálicas e não-metálicas contra um substrato; Utiliza gás aquecido (100ºC a 600ºC); Utiliza pressões de 15 a 35 bar; Velocidade Crítica; Tipos de Gases; Tipos de Bocais; Tamanhos de Partículas; Distância do Bocal ao Substrato
44 1 Unidade de controle Todos os componentes elétricos Suprimento de gás e unidades reguladoras Mais de 20kW de potencia
45 2 Aquecedor 0 a 800 C em 1-2 minutos Resistência a 50 bar de pressão
46
47 3 Interface operacional Monitor touchscreen colorido de 12
48 4 Pistola e Bocal
49 Bocal de calibração Pistola e Bocal
50 Pistola e Bocal Material a ser depositado e injetado na forma de pó Carboneto de Tungstênio Bocal especial para pó de cobre, aumentando de ate 85% a eficiência Um gás comprimido e aquecido, normalmente nitrogênio ou Helio, ou ainda uma mistura entre eles
51 COLD SPRAY O REVESTIMENTO Eficiência da deposição em mais de 90%. Baixa carga térmica (substrato ºC, material de spray ºC. Custo aproximado /h. Taxa de deposição 15kg/h. Tensão residual no revestimento provocada pela deformação. Em geral boas propriedades mecânicas. Ensaio de tração. Verificação da coesividade do revestimento aplicado. Linha de tendência, ensaio de resistência do revestimento (ensaio TCT).
52
53
54 Processo Plasma PTA
55 Processo Plasma PTA
56

57
58


59


60
61
62
63
64 Principais características e propriedades dos revestimentos depositados por AT Os revestimentos depositados pelos processos de AT apresentam diferentes propriedades e ciclos de vida variados, segundo o processo de AT e do procedimento de aplicação utilizado. Esta variação dificulta a comparação de resultados e as características desejadas somente podem ser obtidas, com um projeto específico tanto no que se refere ao material utilizado quanto ao processo selecionado para atender a uma determinada finalidade.
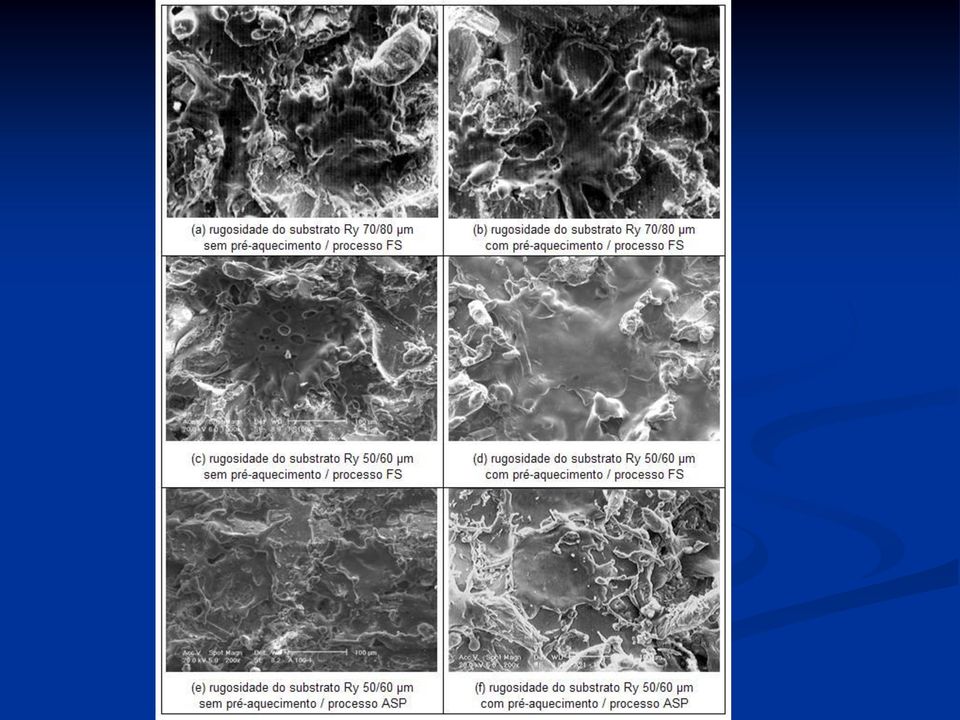
65 A análise da aderência do revestimento normalmente considera três mecanismos fundamentais, de acordo com a natureza das forças atuantes: ancoramento mecânico, químico-metalúrgico e físico. A aderência é, pois, uma combinação destes três mecanismos. Quando do impacto das partículas aquecidas e aceleradas contra o substrato, essas se achatam numa forma lenticular, resfriam-se rapidamente e ancoram-se mecanicamente nas irregularidades da superfície, como mostra a figura
66 + Resfriamento
67
68 Aderência A resistência mecânica de um revestimento efetuado por AT depende da aderência entre a camada e o substrato, bem como da coesão entre as partículas depositadas. Trata-se de um requisito essencial para o bom desempenho do revestimento, pois de nada adianta ter uma camada com espessura ideal e livre de poros se a mesma não tem aderência suficiente.
69 Preparação da superfície para AT Com vistas ao preparo da superfície, para garantir a aderência adequada dos revestimentos ao substrato deve-se ativar a superfície, para permitir que as partículas projetadas no momento do impacto fiquem totalmente aderidas e livres de impurezas residuais. - Limpeza (tipo Sa2;Sa2,5;Sa3[6], obtida por processos químico, térmico ou mecânicos) - Rugosidade da superfície (obtida pelos processos de jateamento abrasivo ou mecânicos) - Preaquecimento (atingido por chama externa ou chama da própria pistola de aspersão).
70 Limpeza A tecnologia de AT e, de forma especial, os mecanismos de aderência requerem o substrato limpo, isento, portanto de ferrugem, de crostas de óxido de ferro, de graxa, de óleo e de umidade. // Os padrões de limpeza na AT são alcançados através dos processos de jateamento abrasivo e com a maioria dos abrasivos, porém o grau de aderência varia com o tipo de material utilizado. // O uso de partículas abrasivas de materiais como granalha de aço, granalha de ferro, óxido de Al, entre outros, em um equipamento (jateamento por centrifugação ou por pressão) que as projetam até a superfície é um método mais eficiente de limpeza.
71
72
73
74 Norma SIS /67 Graus de preparação jateamento abrasivo: Jateamento ligeiro - grau Sa1 (NACE 4); Jateamento comercial - grau Sa2 (NACE 3); Jateamento ao metal quase branco - Sa21/2 (NACE 2); Jateamento ao metal branco - Sa3 (NACE 1). Graus de corrosão: A: Substrato de aço sem corrosão, com carepa de laminação ainda intacta; B: Substrato de aço com início de corrosão e destacamento da carepa de laminação; C: Substrato de aço onde a carepa de laminação foi eliminada pela corrosão ou possa ser removida por raspagem, com pouca formação de cavidades visíveis; D: Substrato de aço onde a carepa de laminação foi eliminada pela corrosão e com grande formação de cavidades visíveis.
75 Rugosidade da superfície: -desvio médio aritmético Ra; -altura das irregularidades de 10 pontos Rz; -altura máxima das irregularidades Ry. - Nas medições horizontais temos o espaçamento médio das irregularidades - Sm.
76
77
78 Preaquecimento
79 Grau de reaproveitamento do abrasivo (desempenho) SELEÇÃO DE ABRASIVOS Grau de rugosidade que se deseja obter no substrato Dureza do Material de base (substrato) Material do revestimento a depositar Tipo de solicitação a que o revestimento/peça será submetido em serviço Grau de produção (área) exigido Granulométria das partículas do abrasivo Pressão de jateamento Diâmetro do bico da pistola de jateamento

80 + resfriamento
81
82 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS Ramón S. Cortés Paredes Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br

83
84 Aderência pelo ensaio de tração Adesivo Revestimento Substrato
85 O ensaio de aderência segundo norma ANSI- ASTM (a qual prevê a junção do corpo de prova com uma contraparte de mesmas dimensões em aço Para a junção, é utilizado adesivo) Após a cura do adesivo, o conjunto montado é tracionado até que ocorra a separação ou ruptura.
86 Critério de avaliação dos ensaios de dobramento para aprovação dos revestimentos Condição Aparência da superfície Ideal Sem micro trincas, ou micro trincas superfícies Marginal Reprovado Contém micro trincas, sem desgarramento ou delaminação da camada. Contém trincas e fendas com desgarramento e delaminação da camada.
87
88
89 Dimensões dos corpos de prova 1,25x50x75mm Velocidade de avanço do cutelo 1,25x10-3 m/s (medição aparelho portátil) Diâmetro do cutelo 13mm Diâmetro dos apoios 32mm Distâncias entre apoios 22mm Ângulo de dobramento 180 o Espessura da camada depositada entre 175 e 250 m
90 Norma Petrobrás de Aspersão Térmica N-2568.pdf

91 AT nanoestruturados Aspersão Térmica de Revestimentos Cerâmicos Nanoestruturados... Thermal Spray Coatings Engineered from Nanostructured Ceramic Agglomerated Powders for Structural, Thermal Barrier and Biomedical Applications Maria Nalu Verona/PGMEC/UTFPB RSCP/LABATS/DEMEC/UFPR Lima e Marple (2006) Processo de Aspersão por Plasma Spray de Revestimentos Cerâmicos Nanoestruturados Plasma spray coatings in different nanosize alumina Maria Nalu Verona/PGMEC/UTFPB RSCP/LABATS/DEMEC/UFPR Zeng et al. (2002)
92 Thermal Spray revestimentos, são utilizados nos seguintes setores Aerospace Agricultura Marítimo Metal Trabalho Papel e Imprensa Bombas / Motores Electronics /Computadores Implantes Petro Produtos Químicos Geotérmica Nuclear Power Utilidades / Energia / Água /Esgoto Golfe Militar Offshore submersas Pipe Lines Plataformas de petróleo offshore Refinarias Railroad Automóveis Diesel
93 PRINCIPAIS APLICAÇÕES
94
95
96 IMPLANTES


97 Revestimento de Ti morfologia APLICAÇÃO DA ASPERSÃO TÉRMICA DE Ti NO REVESTIMENTO E NA FABRICAÇÃO DE IMPLANTES ASPERSÃO TÉRMICA NO ACETÁBULO TM 734 Aspersão Térmica Seminário
98
99
100
101


102 Tratamentos superficiais tem sido aplicados com o propósito de otimizar a superfície de componentes automotivos (VETTER et al, 2005). Dentre os tratamentos utilizados, estão PVD, PECVD, tratamentos termoquímicos e aspersão térmica (VETTER et al, 2005).
103
104
105
106 PRINCIPAIS LINHAS DE PESQUISA DA ASPERSAO TÉRMICA NO LABATS DA UFPR - Otimização dos procedimentos de aspersão - Desenvolvimento de revestimentos no processo in situ - Desenvolvimento de Tecnologia de AT aplicado em implantes - Novas aplicações da AT - Desenvolvimento de revestimentos no in situ difusão - Desenvolvimento de novas ligas para AT
107 OBRIGADO Prof. Ramón S. Cortés Paredes, Dr. Eng.
ASPERSÃO TÉRMICA. Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR IIS 2013
 ASPERSÃO TÉRMICA Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br IIS 2013 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA : Os processos
ASPERSÃO TÉRMICA Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br IIS 2013 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA : Os processos
TECNOLOGIA DE SUPERFÍCIE TECNOLOGIA DE SUPERFÍCIES
 TECNOLOGIA DE SUPERFÍCIES Sorocaba - SP Porto Alegre - RS Betim - MG Recife - PE R. de Janeiro - RJ A CASCADURA Simões Filho - BA Fundada em 1950, na cidade de São Paulo. Atualmente, possui 06 fábricas
TECNOLOGIA DE SUPERFÍCIES Sorocaba - SP Porto Alegre - RS Betim - MG Recife - PE R. de Janeiro - RJ A CASCADURA Simões Filho - BA Fundada em 1950, na cidade de São Paulo. Atualmente, possui 06 fábricas
ASPERSÃO TÉRMICA EQUIPAMENTOS PLASMA SPRAY PROCESSO PLASMA
 ASPERSÃO TÉRMICA PROCESSO Resumidamente, Aspersão Térmica consiste em um grupo de processos em que materiais metálicos e não metálicos são projetados na forma fundida ou semifundida sobre uma superfície
ASPERSÃO TÉRMICA PROCESSO Resumidamente, Aspersão Térmica consiste em um grupo de processos em que materiais metálicos e não metálicos são projetados na forma fundida ou semifundida sobre uma superfície
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATORIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA
 UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATORIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA Professor Ramón S. Cortés Paredes, Dr. Eng. Curitiba PR 2012 1 INTRODUÇÃO
UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATORIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA Professor Ramón S. Cortés Paredes, Dr. Eng. Curitiba PR 2012 1 INTRODUÇÃO
BOLETIM TÉCNICO PROCESSO MIG BRAZING
 O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM DOS METAIS CAPÍTULO 8 SOLDAGEM MIG/MAG
 53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
BOLETIM TÉCNICO SOLDAGEM DE COBRE E SUAS LIGAS
 INTRODUÇÃO A união de cobre e suas ligas podem ser efetuadas por processos de soldagem e brasagem O processo de brasagem é adequado para componentes de dimensões relativamente pequenas, devido a grande
INTRODUÇÃO A união de cobre e suas ligas podem ser efetuadas por processos de soldagem e brasagem O processo de brasagem é adequado para componentes de dimensões relativamente pequenas, devido a grande
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
PROVA DE ASPERSÃO TÉRMICA EMEC7003
 UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS PROVA DE ASPERSÃO TÉRMICA EMEC7003 Nome: ASS. Atenção!! 30 questões são de múltipla
UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS PROVA DE ASPERSÃO TÉRMICA EMEC7003 Nome: ASS. Atenção!! 30 questões são de múltipla
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP. Tecnologia Mecânica
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
"A vantagem do alumínio"
 "A vantagem do alumínio" Comparativo entre os Evaporadores para Amônia fabricados com tubos de alumínio e os Evaporadores fabricados com tubos de aço galvanizado Os evaporadores usados em sistemas de amônia
"A vantagem do alumínio" Comparativo entre os Evaporadores para Amônia fabricados com tubos de alumínio e os Evaporadores fabricados com tubos de aço galvanizado Os evaporadores usados em sistemas de amônia
REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMICA RESUMO. chama de elevada velocidade utilizados na deposição do alumínio como revestimento
 REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMICA Ramón S.Cortés P. 1, Augusto J.A. Buschinelli 2, Marcelo T. Piza P. 3 RESUMO Este trabalho avalia os processos de aspersão térmica a chama oxiacetilênica,
REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMICA Ramón S.Cortés P. 1, Augusto J.A. Buschinelli 2, Marcelo T. Piza P. 3 RESUMO Este trabalho avalia os processos de aspersão térmica a chama oxiacetilênica,
AÇOS ESTRUTURAIS. Fabio Domingos Pannoni, M.Sc., Ph.D. 1
 ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
OXY-PRIMER CONVERSOR DE FERRUGEM E PRIMER BOLETIM TÉCNICO
 OXY-PRIMER CONVERSOR DE FERRUGEM E PRIMER BOLETIM TÉCNICO O produto OXY-PRIMER é um tipo de tinta de cobertura cimentosa que não é composto de resinas normais, mas que adere como cimento. O cimento adere
OXY-PRIMER CONVERSOR DE FERRUGEM E PRIMER BOLETIM TÉCNICO O produto OXY-PRIMER é um tipo de tinta de cobertura cimentosa que não é composto de resinas normais, mas que adere como cimento. O cimento adere
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS. Introdução
 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
MECANISMOS DA CORROSÃO. Professor Ruy Alexandre Generoso
 MECANISMOS DA CORROSÃO Professor Ruy Alexandre Generoso MECANISMOS DA CORROSÃO De acordo com o meio corrosivo e o material, podem ser apresentados diferentes mecanismos. Os principais são: MECANISMO QUÍMICO
MECANISMOS DA CORROSÃO Professor Ruy Alexandre Generoso MECANISMOS DA CORROSÃO De acordo com o meio corrosivo e o material, podem ser apresentados diferentes mecanismos. Os principais são: MECANISMO QUÍMICO
Sistema Duplex. Vantagens e Aplicações. Luiza Abdala (luiza.abdala@vmetais.com.br) Engenheira Química - Desenvolvimento de Mercado
 Engenheira Química - Desenvolvimento de Mercado") Sistema Duplex Vantagens e Aplicações Luiza Abdala (luiza.abdala@vmetais.com.br) Engenheira Química - Desenvolvimento de Mercado METALURGIA Corrosão Tendência que os materiais têm de retornar ao seu estado
Sistema Duplex Vantagens e Aplicações Luiza Abdala (luiza.abdala@vmetais.com.br) Engenheira Química - Desenvolvimento de Mercado METALURGIA Corrosão Tendência que os materiais têm de retornar ao seu estado
Falando em CORTE. Corte GRSS
 Falando em CORTE Prof. Alexandre Queiroz Bracarense, PhD Laboratório de Robótica, Soldagem e Simulação Departamento de Engenharia Mecânica Universidade Federal de Minas Gerais Falando em CORTE Métodos
Falando em CORTE Prof. Alexandre Queiroz Bracarense, PhD Laboratório de Robótica, Soldagem e Simulação Departamento de Engenharia Mecânica Universidade Federal de Minas Gerais Falando em CORTE Métodos
ULTRA-SOM MEDIÇÃO DE ESPESSURA PROCEDIMENTO DE END PR 036
 Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA
 Celesc Di Celesc Distribuição S.A. ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA ESPECIFICAÇÃO TÉCNICA PARA PINTURA SISTEMAS DE PROTEÇÃO ANTICORROSIVA PARA APLICAÇÃO EM : TRANSFORMADORES
Celesc Di Celesc Distribuição S.A. ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA ESPECIFICAÇÃO TÉCNICA PARA PINTURA SISTEMAS DE PROTEÇÃO ANTICORROSIVA PARA APLICAÇÃO EM : TRANSFORMADORES
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 13/06/2010
 Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
1.OBJETIVO. Os principais objetivos da prática de soldagem com eletrodo revestido são:
 1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
Curso de MIQ - Profa. Simone P. Taguchi Borges DEMAR/EEL/USP Proteção de superfícies 1
 Curso de MIQ - Profa. Simone P. Taguchi Borges DEMAR/EEL/USP Proteção de superfícies 1 CORROSÃO METÁLICA: É a deterioração e a perda de material devido a ação química ou eletroquímica do meio ambiente,
Curso de MIQ - Profa. Simone P. Taguchi Borges DEMAR/EEL/USP Proteção de superfícies 1 CORROSÃO METÁLICA: É a deterioração e a perda de material devido a ação química ou eletroquímica do meio ambiente,
SOLDAGEM DOS METAIS CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO
 62 CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO 63 SOLDAGEM A ARCO ELÉTRICO COM ELETRODO REVESTIDO É um processo de soldagem por fusão a arco elétrico que utiliza um eletrodo consumível, no qual o calor
62 CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO 63 SOLDAGEM A ARCO ELÉTRICO COM ELETRODO REVESTIDO É um processo de soldagem por fusão a arco elétrico que utiliza um eletrodo consumível, no qual o calor
DISSOLUÇÃO DA FERRITA DELTA EM AÇO INOXIDÁVEL ENDURECIDO POR PRECIPITAÇÃO
 1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Alexandre Afonso Alves de Moura Marcos Paulo Pereira de Toledo Ricardo Breviglieri Alves Castilho DISSOLUÇÃO DA FERRITA DELTA EM AÇO INOXIDÁVEL
1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Alexandre Afonso Alves de Moura Marcos Paulo Pereira de Toledo Ricardo Breviglieri Alves Castilho DISSOLUÇÃO DA FERRITA DELTA EM AÇO INOXIDÁVEL
Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem
 Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
BR 280 - KM 47 - GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com
 TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
Programa. Conceitos e Tecnologia. Casos de Aplicação. Francisco Sousa E-mail: fsousa@teandm.pt Skype: fj.sousa M.: 967 125 465
 Apresentação Programa Conceitos e Tecnologia Casos de Aplicação Francisco Sousa E-mail: fsousa@teandm.pt Skype: fj.sousa M.: 967 125 465 Ciência das Superfícies Problemas Corrosão Fadiga Propriedades físicas
Apresentação Programa Conceitos e Tecnologia Casos de Aplicação Francisco Sousa E-mail: fsousa@teandm.pt Skype: fj.sousa M.: 967 125 465 Ciência das Superfícies Problemas Corrosão Fadiga Propriedades físicas
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Características do processo
 SOLDAGEM POR OXIGÁS Processo de soldagem que utiliza o calor gerado por uma chama de um gás combustível e o oxigênio para fundir o metal-base e o metal de adição A temperatura obtida através da chama é
SOLDAGEM POR OXIGÁS Processo de soldagem que utiliza o calor gerado por uma chama de um gás combustível e o oxigênio para fundir o metal-base e o metal de adição A temperatura obtida através da chama é
JATEAMENTO - INTRODUÇÃO APLICAÇÃO
 www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
THE SWEDISH DOCTOR BLADE
 THE SWEDISH DOCTOR BLADE SOBRE A PRIMEBLADE A PrimeBlade Sweden AB é uma empresa fabricante e fornecedora global de lâminas doctorblade para impressoras flexográfica, rotogravura e offset. Juntamente com
THE SWEDISH DOCTOR BLADE SOBRE A PRIMEBLADE A PrimeBlade Sweden AB é uma empresa fabricante e fornecedora global de lâminas doctorblade para impressoras flexográfica, rotogravura e offset. Juntamente com
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid
 Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
PIROMETALURGIA. Prof. Carlos Falcão Jr.
 Prof. Carlos Falcão Jr. 2Al(OH) 3 Al 2 O 3 + 3H 2 O(vapor) 1200ºC INTRODUÇÃO AOS PROCESSOS METALÚRGICOS 1.1) Ustulação Processo metalúrgico conduzido a altas temperaturas, mas não ocorrendo fusão parcial
Prof. Carlos Falcão Jr. 2Al(OH) 3 Al 2 O 3 + 3H 2 O(vapor) 1200ºC INTRODUÇÃO AOS PROCESSOS METALÚRGICOS 1.1) Ustulação Processo metalúrgico conduzido a altas temperaturas, mas não ocorrendo fusão parcial
Usinagem I. 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem Processos não- convencionais O termo usinagem não tradicional refere- se a este grupo, que remove o material em excesso de uma
Usinagem I 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem Processos não- convencionais O termo usinagem não tradicional refere- se a este grupo, que remove o material em excesso de uma
MANUSEIO E ARMAZENAMENTO DE ÓLEO DIESEL B ORIENTAÇÕES E PROCEDIMENTOS
 MANUSEIO E ARMAZENAMENTO DE ÓLEO DIESEL B ORIENTAÇÕES E PROCEDIMENTOS Com a criação do Programa Nacional de Produção e Uso de Biodiesel, em 2004, e a aprovação da Lei nº 11.097, de 13 de janeiro de 2005,
MANUSEIO E ARMAZENAMENTO DE ÓLEO DIESEL B ORIENTAÇÕES E PROCEDIMENTOS Com a criação do Programa Nacional de Produção e Uso de Biodiesel, em 2004, e a aprovação da Lei nº 11.097, de 13 de janeiro de 2005,
FATORES QUE PODEM IMPLICAR EM FALHAS PREMATURAS DE PINTURA INTERNA in situ DE DUTOS 2006
 FATORES QUE PODEM IMPLICAR EM FALHAS PREMATURAS DE PINTURA INTERNA in situ DE DUTOS 2006 Joaquim Pereira Quintela PETROBRAS/CENPES Victor Solymossy PETROBRAS/CENPES INTRODUÇÃO Vantagens do emprego de revestimentos
FATORES QUE PODEM IMPLICAR EM FALHAS PREMATURAS DE PINTURA INTERNA in situ DE DUTOS 2006 Joaquim Pereira Quintela PETROBRAS/CENPES Victor Solymossy PETROBRAS/CENPES INTRODUÇÃO Vantagens do emprego de revestimentos
PROTEÇÃO DE EIXOS DE BOMBAS CENTRÍFUGAS PELO PROCESSO PTA
 PROTEÇÃO DE EIXOS DE BOMBAS CENTRÍFUGAS PELO PROCESSO PTA Edson Hiromassa Takano 1 Ana Sofia C.M. D Oliveira 2 hiromassa@gmail.com 1 sofmat@ufpr.br 2 1, 2 Departamento de Engenharia Mecânica, Setor de
PROTEÇÃO DE EIXOS DE BOMBAS CENTRÍFUGAS PELO PROCESSO PTA Edson Hiromassa Takano 1 Ana Sofia C.M. D Oliveira 2 hiromassa@gmail.com 1 sofmat@ufpr.br 2 1, 2 Departamento de Engenharia Mecânica, Setor de
EFICIÊNCIA EM PROCESSOS DE COMBUSTÃO À GÁS. Apresentação Eng Wagner Branco wagnerbranco@zetecambiental.com.br
 EFICIÊNCIA EM PROCESSOS DE COMBUSTÃO À GÁS Apresentação Eng Wagner Branco wagnerbranco@zetecambiental.com.br Principais atividades da Zetec Tecnologia Ambiental Engenharia de Combustão Diagnósticos energéticos.
EFICIÊNCIA EM PROCESSOS DE COMBUSTÃO À GÁS Apresentação Eng Wagner Branco wagnerbranco@zetecambiental.com.br Principais atividades da Zetec Tecnologia Ambiental Engenharia de Combustão Diagnósticos energéticos.
Materiais / Materiais I
 Materiais / Materiais I Guia para o Trabalho Laboratorial n.º 4 CORROSÃO GALVÂNICA E PROTECÇÃO 1. Introdução A corrosão de um material corresponde à sua destruição ou deterioração por ataque químico em
Materiais / Materiais I Guia para o Trabalho Laboratorial n.º 4 CORROSÃO GALVÂNICA E PROTECÇÃO 1. Introdução A corrosão de um material corresponde à sua destruição ou deterioração por ataque químico em
14 COMBUSTÍVEIS E TEMPERATURA DE CHAMA
 14 COMBUSTÍVEIS E TEMPERATURA DE CHAMA O calor gerado pela reação de combustão é muito usado industrialmente. Entre inúmeros empregos podemos citar três aplicações mais importantes e frequentes: = Geração
14 COMBUSTÍVEIS E TEMPERATURA DE CHAMA O calor gerado pela reação de combustão é muito usado industrialmente. Entre inúmeros empregos podemos citar três aplicações mais importantes e frequentes: = Geração
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
OTIMIZAÇÃO DE PARÂMETROS DE SOLDA POR DEPOSIÇÃO SUPERFICIALPOR FRICÇÃO EM LIGA DE ALUMÍNIO AL 7075
 OTIMIZAÇÃO DE PARÂMETROS DE SOLDA POR DEPOSIÇÃO SUPERFICIALPOR FRICÇÃO EM LIGA DE ALUMÍNIO AL 7075 Autores: Gabriel Alvisio Wolfart; Ghisana Fedrigo;.Mario Wolfart Junior Apresentador por trabalho: Gabriel
OTIMIZAÇÃO DE PARÂMETROS DE SOLDA POR DEPOSIÇÃO SUPERFICIALPOR FRICÇÃO EM LIGA DE ALUMÍNIO AL 7075 Autores: Gabriel Alvisio Wolfart; Ghisana Fedrigo;.Mario Wolfart Junior Apresentador por trabalho: Gabriel
MANEIRAS DE SE OBTER UMA DETERMINADA FORMA
 AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
MANUSEIO DE ÓLEO DIESEL B ORIENTAÇÕES E PROCEDIMENTOS
 MANUSEIO E ARMAZENAMENTO DE ÓLEO DIESEL B ORIENTAÇÕES E PROCEDIMENTOS Com a criação do Programa Nacional de Produção e Uso de Biodiesel, em 2004, e a aprovação da Lei 11.097, de 13 de janeiro de 2005,
MANUSEIO E ARMAZENAMENTO DE ÓLEO DIESEL B ORIENTAÇÕES E PROCEDIMENTOS Com a criação do Programa Nacional de Produção e Uso de Biodiesel, em 2004, e a aprovação da Lei 11.097, de 13 de janeiro de 2005,
GRSS. Resistance WELDING SOLDAGEM POR RESISTÊNCIA ELÉTRICA
 SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 04 Isolamento térmico AQUECIMENTO DE TUBULAÇÕES Motivos Manter em condições de escoamento líquidos de alta viscosidade ou materiais que sejam sólidos
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 04 Isolamento térmico AQUECIMENTO DE TUBULAÇÕES Motivos Manter em condições de escoamento líquidos de alta viscosidade ou materiais que sejam sólidos
Dureza de materiais metálicos
 Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
PPMEC UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014
 UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PPMEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014 PROVA DE SIMULAÇÃO NUMÉRICA DO COMPORTAMENTO DOS MATERIAIS
UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL REI PPMEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA PROCESSO SELETIVO DO SEGUNDO SEMESTRE DE 2014 PROVA DE SIMULAÇÃO NUMÉRICA DO COMPORTAMENTO DOS MATERIAIS
Escola Politécnica de Pernambuco Departamento de Ensino Básico PROGRAMA
 PROGRAMA Disciplina: MATERIAIS DE CONSTRUÇÃO MECÂNICA Código: MECN0039 Carga Horária Semestral: 45 HORAS Número de Créditos: TEÓRICOS: 00; PRÁTICOS: 03; TOTAL: 03 Pré-Requisito: MECN0004 CIÊNCIA DOS MATERIAIS
PROGRAMA Disciplina: MATERIAIS DE CONSTRUÇÃO MECÂNICA Código: MECN0039 Carga Horária Semestral: 45 HORAS Número de Créditos: TEÓRICOS: 00; PRÁTICOS: 03; TOTAL: 03 Pré-Requisito: MECN0004 CIÊNCIA DOS MATERIAIS
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor
 Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Conceitos básicos de Componentes SMD. Eng. Décio Rennó de Mendonça Faria
 Conceitos básicos de Componentes SMD Eng. Décio Rennó de Mendonça Faria Maio de 2014 Componentes em SMD Atualmente, nos equipamentos eletrônicos modernos, a utilização de resistores e capacitores convencionais
Conceitos básicos de Componentes SMD Eng. Décio Rennó de Mendonça Faria Maio de 2014 Componentes em SMD Atualmente, nos equipamentos eletrônicos modernos, a utilização de resistores e capacitores convencionais
Desafios e benefícios no uso de plásticos de engenharia para substituir peças de metal
 Desafios e benefícios no uso de plásticos de engenharia para substituir peças de metal Fábio Moreira Gerente de Engenharia de Desenvolvimento de Produto da Mahle AUTOMOTIVE DAY BRASIL, 6 de outubro de
Desafios e benefícios no uso de plásticos de engenharia para substituir peças de metal Fábio Moreira Gerente de Engenharia de Desenvolvimento de Produto da Mahle AUTOMOTIVE DAY BRASIL, 6 de outubro de
INTRODUÇÃO REDUZIR OS IMPACTOS AMBIENTAIS. POR OUTRO
 INTRODUÇÃO OS METAIS SÃO ATUALMENTE ESSENCIAIS PARA O NOSSO COTIDIANO. OS QUE SÃO MAIS UTILIZADOS SÃO O ALUMÍNIO (EM LATAS), O COBRE (NOS CABOS DE TELEFONE), O CHUMBO (EM BATERIAS DE AUTOMÓVEIS), O NÍQUEL
INTRODUÇÃO OS METAIS SÃO ATUALMENTE ESSENCIAIS PARA O NOSSO COTIDIANO. OS QUE SÃO MAIS UTILIZADOS SÃO O ALUMÍNIO (EM LATAS), O COBRE (NOS CABOS DE TELEFONE), O CHUMBO (EM BATERIAS DE AUTOMÓVEIS), O NÍQUEL
Orientações e Procedimentos para o Manuseio e Armazenagem de Óleo Diesel B
 Setembro, 2010. Orientações e Procedimentos para o Manuseio e Armazenagem de Óleo Diesel B Com a criação do Programa Nacional de Produção e Uso de Biodiesel, em 2004, e a aprovação da Lei 11.097, de 13
Setembro, 2010. Orientações e Procedimentos para o Manuseio e Armazenagem de Óleo Diesel B Com a criação do Programa Nacional de Produção e Uso de Biodiesel, em 2004, e a aprovação da Lei 11.097, de 13
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido
 e Sistemas de Tratamento do Ar Comprimido") 4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
Tratamentos Térmicos [7]
![Tratamentos Térmicos [7]](/thumbs/27/10127646.jpg "Tratamentos Térmicos [7]") [7] Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. alívio de tensões controle da dureza e resistência mecânica usinabilidade
[7] Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. alívio de tensões controle da dureza e resistência mecânica usinabilidade
Processos de Soldagem Soldagem MIG/MAG
 Processos Soldagem MIG/MAG No Processo MIG/MAG (Gas Metal Arc Welding GMAW) é estabelecido um arco elétrico entre um eletrodo consumível nu alimentado continuamente (arame-eletrodo) e o metal de base,
Processos Soldagem MIG/MAG No Processo MIG/MAG (Gas Metal Arc Welding GMAW) é estabelecido um arco elétrico entre um eletrodo consumível nu alimentado continuamente (arame-eletrodo) e o metal de base,
DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA DOS MATERIAIS SETOR DE MATERIAIS
 UFBA-ESCOLA POLITÉCNICA-DCTM DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA DOS MATERIAIS SETOR DE MATERIAIS ROTEIRO DE AULAS CONCRETO FRESCO Unidade III Prof. Adailton de O. Gomes CONCRETO FRESCO Conhecer o comportamento
UFBA-ESCOLA POLITÉCNICA-DCTM DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA DOS MATERIAIS SETOR DE MATERIAIS ROTEIRO DE AULAS CONCRETO FRESCO Unidade III Prof. Adailton de O. Gomes CONCRETO FRESCO Conhecer o comportamento
PINTURA DE PISOS INDUSTRIAIS
 PINTURA DE PISOS INDUSTRIAIS MANUAL DE BOAS PRÁTICAS E DICAS PARA UMA PINTURA EFICIENTE DE PISO Sempre que desejamos fazer uma pintura de piso, Industrial ou não, devemos ter em mente quais são os objetivos
PINTURA DE PISOS INDUSTRIAIS MANUAL DE BOAS PRÁTICAS E DICAS PARA UMA PINTURA EFICIENTE DE PISO Sempre que desejamos fazer uma pintura de piso, Industrial ou não, devemos ter em mente quais são os objetivos
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
5. Resultados e Análises
 66 5. Resultados e Análises Neste capítulo é importante ressaltar que as medições foram feitas com uma velocidade constante de 1800 RPM, para uma freqüência de 60 Hz e uma voltagem de 220 V, entre as linhas
66 5. Resultados e Análises Neste capítulo é importante ressaltar que as medições foram feitas com uma velocidade constante de 1800 RPM, para uma freqüência de 60 Hz e uma voltagem de 220 V, entre as linhas
PROJETO / PROJECT - OFFICE USA 9801, Westheimer, Suite 302, Houston. Texas - Zip: 77042. (977) 399-0250 - Code 143*732231*17
 399-0250 - Code 143*732231*17") Página 1 de 7 ROLETES MOTRIZES e BERÇOS PARA APOIO PERMANENTE DE LINHAS, UTILIZADOS NA CONTRUÇÃO DE DUTOS EM PIPE-SHOP COM LANÇAMENTO POR DESPACHO DOS TUBOS INTEGRALMENTE SOLDADOS FORA DE AMBIENTES CONFINADOS
Página 1 de 7 ROLETES MOTRIZES e BERÇOS PARA APOIO PERMANENTE DE LINHAS, UTILIZADOS NA CONTRUÇÃO DE DUTOS EM PIPE-SHOP COM LANÇAMENTO POR DESPACHO DOS TUBOS INTEGRALMENTE SOLDADOS FORA DE AMBIENTES CONFINADOS
Maçarico de soldar ou bico de soldar portátil - alicate bloqueador - torno de bancada - pára chamas, escudo térmico - lima.
 FERRAMENTAS NECESSÁRIAS Maçarico de soldar ou bico de soldar portátil - alicate bloqueador - torno de bancada - pára chamas, escudo térmico - lima. COMO ESCOLHER OS MATERIAIS NECESSÁRIOS As ferramentas
FERRAMENTAS NECESSÁRIAS Maçarico de soldar ou bico de soldar portátil - alicate bloqueador - torno de bancada - pára chamas, escudo térmico - lima. COMO ESCOLHER OS MATERIAIS NECESSÁRIOS As ferramentas
COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências
 COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências CARGO AGENTE DE MANUTENÇÃO DE VEÍCULOS Área de Concentração: Funilaria de Autos 1. Os processos de soldagem podem ser classificados em três
COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências CARGO AGENTE DE MANUTENÇÃO DE VEÍCULOS Área de Concentração: Funilaria de Autos 1. Os processos de soldagem podem ser classificados em três
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
ÁREA DE ENSAIOS ALVENARIA ESTRUTURAL RELATÓRIO DE ENSAIO N O 36555
 LABORATÓRIO DE MATERIAIS DE CONSTRUÇÃO CIVIL ENDEREÇO: Cidade Universitária Camobi, Santa Maria (RS) CEP 97105 900 TELEFONE: (55) 3220 8608 (Fax) Direção 3220 8313 Secretaria E-MAIL: lmcc@ct.ufsm.br 1/5
LABORATÓRIO DE MATERIAIS DE CONSTRUÇÃO CIVIL ENDEREÇO: Cidade Universitária Camobi, Santa Maria (RS) CEP 97105 900 TELEFONE: (55) 3220 8608 (Fax) Direção 3220 8313 Secretaria E-MAIL: lmcc@ct.ufsm.br 1/5
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
CARACTERIZAÇÃO DE REVESTIMENTOS METÁLICOS ASPERGIDOS TERMICAMENTE POR ARCO ELÉTRICO. Vinícius Ribeiro dos Santos de Sá Brito
 CARACTERIZAÇÃO DE REVESTIMENTOS METÁLICOS ASPERGIDOS TERMICAMENTE POR ARCO ELÉTRICO Vinícius Ribeiro dos Santos de Sá Brito Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia
CARACTERIZAÇÃO DE REVESTIMENTOS METÁLICOS ASPERGIDOS TERMICAMENTE POR ARCO ELÉTRICO Vinícius Ribeiro dos Santos de Sá Brito Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia
EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM
 1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
2 o CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO & GÁS
 2 o CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO & GÁS PROTEÇÃO CONTRA A CORROSÃO MARINHA - COMPARAÇÃO DE REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMICA COM AR COMPRIMIDO, ARGÔNIO E NITROGÊNIO Regina
2 o CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO & GÁS PROTEÇÃO CONTRA A CORROSÃO MARINHA - COMPARAÇÃO DE REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMICA COM AR COMPRIMIDO, ARGÔNIO E NITROGÊNIO Regina
AVALIAÇÃO DA ADESÃO E DA RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE Cr e Co OBTIDOS ATRAVÉS DA TÉCNICA DE ASPERSÃO TÉRMICA. Fernando José Antunes
 AVALIAÇÃO DA ADESÃO E DA RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE Cr e Co OBTIDOS ATRAVÉS DA TÉCNICA DE ASPERSÃO TÉRMICA Fernando José Antunes Dissertação de Mestrado apresentada ao Programa de Pós-Graduação
AVALIAÇÃO DA ADESÃO E DA RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE Cr e Co OBTIDOS ATRAVÉS DA TÉCNICA DE ASPERSÃO TÉRMICA Fernando José Antunes Dissertação de Mestrado apresentada ao Programa de Pós-Graduação
2 Deposição por PVD. 2.1. Introdução. 2.2. Processos de erosão
 2 Deposição por PVD 2.1. Introdução Pretendemos fazer uma pequena revisão da física da erosão induzida por íons energéticos (sputtering), os processos físicos que acontecem nas interações na superfície
2 Deposição por PVD 2.1. Introdução Pretendemos fazer uma pequena revisão da física da erosão induzida por íons energéticos (sputtering), os processos físicos que acontecem nas interações na superfície
pro-telo inox Perfil metálico quinado em forma de U. Lateral de 8 mm de altura. Lado à vista liso de 10, 25 ou 40 mm.
 Fica técnica pro-telo Perfil decorativo de metal para revestimentos cerâmicos. Lina metálica sem abas, para ladrilos de todas as espessuras. Disponível numa grande variedade de materiais, acabamentos e
Fica técnica pro-telo Perfil decorativo de metal para revestimentos cerâmicos. Lina metálica sem abas, para ladrilos de todas as espessuras. Disponível numa grande variedade de materiais, acabamentos e
IMPORTÂNCIA DA CURA NO DESEMPENHO DAS ARGAMASSAS IMPORTÂNCIA DA CURA NO DESEMPENHO DAS ARGAMASSAS
 Universidade Federal da Bahia Escola Politécnica Departamento de Ciência e Tecnologia dos Materiais IMPORTÂNCIA DA CURA NO DESEMPENHO DAS ARGAMASSAS Prof.Dra Vanessa Silveira Silva 1 IMPORTÂNCIA DA CURA
Universidade Federal da Bahia Escola Politécnica Departamento de Ciência e Tecnologia dos Materiais IMPORTÂNCIA DA CURA NO DESEMPENHO DAS ARGAMASSAS Prof.Dra Vanessa Silveira Silva 1 IMPORTÂNCIA DA CURA
ENSAIO DE DUREZA EM-641
 ENSAIO DE DUREZA DEFINIÇÃO: Dureza é a resistência à deformação permanente Aplicação de uma carga na superfície da peça com um penetrador padronizado Características da marca de impressão (área ou profundidade)
ENSAIO DE DUREZA DEFINIÇÃO: Dureza é a resistência à deformação permanente Aplicação de uma carga na superfície da peça com um penetrador padronizado Características da marca de impressão (área ou profundidade)
ANALISADORES DE GASES
 BGM BOMBA DE SUCÇÃO SÉRIE COMPACTA ANALISADORES DE GASES Descrição: Gera uma depressão no processo, succionando a amostra e criando a vazão exata para atender o tempo necessário de condicionamento do gás
BGM BOMBA DE SUCÇÃO SÉRIE COMPACTA ANALISADORES DE GASES Descrição: Gera uma depressão no processo, succionando a amostra e criando a vazão exata para atender o tempo necessário de condicionamento do gás
Resultados e Discussões 95
 Resultados e Discussões 95 É interessante observar, que a ordem de profundidade máxima não obedece à ordem de dureza Shore A. A definição de dureza é exatamente a dificuldade de se penetrar na superfície
Resultados e Discussões 95 É interessante observar, que a ordem de profundidade máxima não obedece à ordem de dureza Shore A. A definição de dureza é exatamente a dificuldade de se penetrar na superfície
UM OLHAR SOBRE O COMPRESSOR NOS CONSULTÓRIOS E CLÍNICAS ODONTOLÓGICAS
 UM OLHAR SOBRE O COMPRESSOR NOS CONSULTÓRIOS E CLÍNICAS ODONTOLÓGICAS NAS INSPEÇÕES DE CONSULTÓRIOS E CLÍNICAS ODONTOLÓGICAS ATÉ RECENTEMENTE NÃO ERA DADA A DEVIDA ATENÇÃO AO COMPRESSOR - TIPO - LOCAL
UM OLHAR SOBRE O COMPRESSOR NOS CONSULTÓRIOS E CLÍNICAS ODONTOLÓGICAS NAS INSPEÇÕES DE CONSULTÓRIOS E CLÍNICAS ODONTOLÓGICAS ATÉ RECENTEMENTE NÃO ERA DADA A DEVIDA ATENÇÃO AO COMPRESSOR - TIPO - LOCAL
FICHA TÉCNICA. Depósitos Gama S ZB-Solar. www.vulcano.pt. Novembro 2014
 Departamento Comercial e Assistência Técnica: Av. Infante D. Henrique, lotes 2E-3E - 1800-220 LISBOA * Tel.: +351.218 500 300 Novembro 2014 FICHA TÉCNICA Depósitos Gama S ZB-Solar www.vulcano.pt FICHA
Departamento Comercial e Assistência Técnica: Av. Infante D. Henrique, lotes 2E-3E - 1800-220 LISBOA * Tel.: +351.218 500 300 Novembro 2014 FICHA TÉCNICA Depósitos Gama S ZB-Solar www.vulcano.pt FICHA
ANCORAS METALICAS. Projetos / Aplicações / Importância / Análise de danos
 ANCORAS METALICAS Projetos / Aplicações / Importância / Análise de danos Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de andorinha / Grampo Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de
ANCORAS METALICAS Projetos / Aplicações / Importância / Análise de danos Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de andorinha / Grampo Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de
ENG. ELVIRA LÍDIA STRAUS SETOR DE RESÍDUOS SÓLIDOS INDUSTRIAIS
 4a Reunião Ordinária do GT Interinstitucional sobre Uso de Resíduos Industriais Indicados como Matéria-Prima para Fabricação de Produtos Fornecedores de Micronutrientes Utilizados como Insumo Agrícola
4a Reunião Ordinária do GT Interinstitucional sobre Uso de Resíduos Industriais Indicados como Matéria-Prima para Fabricação de Produtos Fornecedores de Micronutrientes Utilizados como Insumo Agrícola
Corte Plasma. Processo de corte plasma
 Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
O Conceito de Corrosão Engenharia SACOR, setembro/1999
 O Conceito de Corrosão Engenharia SACOR, setembro/1999 A corrosão é a deterioração de metais e ligas por ação química do meio ambiente. Sendo este meio a água do mar ou o solo, metais e ligas que nele
O Conceito de Corrosão Engenharia SACOR, setembro/1999 A corrosão é a deterioração de metais e ligas por ação química do meio ambiente. Sendo este meio a água do mar ou o solo, metais e ligas que nele
Uma empresa admitiu três operários para o
 A UU L AL A Blocos-padrão Uma empresa admitiu três operários para o setor de ferramentaria. Os operários eram mecânicos com experiência. Mas, de Metrologia, só conheciam o paquímetro e o micrômetro. Por
A UU L AL A Blocos-padrão Uma empresa admitiu três operários para o setor de ferramentaria. Os operários eram mecânicos com experiência. Mas, de Metrologia, só conheciam o paquímetro e o micrômetro. Por
Tipos e fontes de energias alternativas e convencionais.
 Universidade Federal do Ceará Centro de Ciências Agrárias Departamento de Engenharia Agrícola Programa de Pós-Graduação em Engenharia Agrícola Tipos e fontes de energias alternativas e convencionais. Robson
Universidade Federal do Ceará Centro de Ciências Agrárias Departamento de Engenharia Agrícola Programa de Pós-Graduação em Engenharia Agrícola Tipos e fontes de energias alternativas e convencionais. Robson