UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE AUTOMAÇÃO EM USINAGEM APOSTILA
|
|
|
- Ágatha Chaplin Almeida
- 6 Há anos
- Visualizações:
Transcrição
1 UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE AUTOMAÇÃO EM USINAGEM APOSTILA ENG03343 PROCESSOS DE FABRICAÇÃO POR USINAGEM Prof. André João de Souza Porto Alegre, 2016
2 1 1. APRESENTAÇÃO DA DISCIPLINA E DO CONTEÚDO 1.1. Dados de Identificação A disciplina obrigatória do curso de Engenharia Mecânica (ENG03343) PROCESSOS DE FABRICAÇÃO POR USINAGEM é semestral, de 60 horas (ou 4 créditos), divididas em: CH coletiva (55 h), CH autônoma (3 h) e CH individual (2 h). Aconselha-se para esta disciplina a Etapa 7. Os pré-requisitos são as disciplinas obrigatórias (ENG02002) MATERIAIS DE CONSTRUÇÃO MECÂNICA I-B Etapa 5 e (ENG03350) PRÁTICA DE OFICINA A Etapa 6. A ENG03343 é pré-requisito para a disciplina obrigatória (ENG03324) COMPONENTES MECÂNICOS I Etapa 8. A ENG03343 também é pré-requisito para as disciplinas eletivas que complementam o assunto abordado: (ENG03082) MONITORAMENTO DE PROCESSOS DE USINAGEM Etapa 8; (ENG03387) SISTEMAS DE FABRICAÇÃO Etapa 9; (ENG03386) FABRICAÇÃO AUXILIADA POR COMPUTADOR Etapa Súmula Definições e classificações dos processos. Caracterização dos parâmetros de entrada: material e geometria da peça; material e geometria da ferramenta; máquinas operatrizes e parâmetros de corte; meios lubrirrefrigerantes. Análise dos parâmetros de saída: formação do cavaco; força, potência e vibração em usinagem; temperatura na região de corte; falhas na ferramenta de corte; acabamento da superfície usinada. Estudo dos principais processos de usinagem (generalidades, ferramentas, máquinas, operações): torneamento, furação, fresamento e retificação Objetivos, Metodologia e Experiências de Aprendizagem Proporcionar ao discente os conhecimentos fundamentais sobre a usinagem dos materiais, suas características, classificação e aplicações, dentro do contexto global de processos de fabricação. Desenvolver o conteúdo programático através de aulas teórico-expositivas verbais, práticas interativas em laboratório e apresentação de vídeos. Realizar atividades em sala e/ou em laboratório envolvendo aulas práticas interativas, resoluções de problemas, estudos de casos, discussões de temas atuais e provas escritas individuais Critérios de Avaliação A Média Final (MF), arredondada em frações de meio ponto (0,5), é calculada a partir de três provas individuais (P1, P2 e P3) cujas notas são arredondadas em frações de um décimo (0,1): MF = 0,3P1 + 0,3P2 + 0,4P3 Onde: P1 e P2: provas sem consulta com questões objetivas e/ou dissertativas; P3: prova com consulta envolvendo problemas numéricos (cálculos). Prof. André João de Souza
3 2 Assiduidade (presença), resoluções de problemas, pesquisa bibliográfica, estudo de caso etc. que envolvam a participação do aluno poderão gerar até 1 (um) ponto-extra sobre a nota de cada prova. A frequência (chamada) pode ocorrer a qualquer momento da aula e será averiguada a cada período de 100 minutos Conceito Se Frequência < 75%: aluno reprovado por Falta de Frequência (FF) independente da MF. Se Frequência 75% e: Se (MF 6,0): desempenho satisfatório aluno aprovado com conceito A ou B ou C. Se (MF < 6,0): desempenho insatisfatório aluno em Recuperação. O Conceito Final é baseado na Média Final (MF) como se segue: A (ótimo) = 10 9,5 9,0 B (bom) = 8,5 8,0 7,5 C (regular) = 7,0 6,5 6,0 Recuperação = 5,5 para menos Recuperação A Prova de Recuperação (PR), arredondada em fração de meio ponto (0,5), é aplicada ao final do semestre e envolve todo o Conteúdo Programático. A PR é uma prova sem consulta com questões objetivas e/ou dissertativas que é OBRIGATÓRIA aos discentes com MF < 6,0 e OPTATIVA aos alunos com MF 6,0. Os alunos com MF 6,0 só terão o direito de realizar a PR se assim solicitarem previamente por e- mail. A Nota Final (NF) é calculada a partir da Média Final (MF) e da Prova de Recuperação (PR), cujas notas são arredondadas em frações de meio ponto (0,5): NF = 0,4MF + 0,6PR O Novo Conceito Final passa a ser calculado pela maior nota obtida dentre MF e NF: A (ótimo) = 10 9,5 9,0 B (bom) = 8,5 8,0 7,5 C (regular) = 7,0 6,5 6,0 D (insatisfatório) = 5,5 para menos 1.5. Dados Complementares Avisos, apostila, links úteis e outras informações:

4 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos. A ideia de fabricar teve início a milhares de anos, quando o homem pré-histórico percebeu que, para sobreviver, precisava de algo mais que pernas e braços para poder se defender e caçar. Sua inteligência logo o ensinou que se ele tivesse uma pedra nas mãos, seu golpe seria mais forte, e se a pedra tivesse um cabo esse golpe seria mais forte ainda. Se essa pedra fosse afiada poderia cortar a caça e ajudar a raspar a peles dos animais. Foi a partir da necessidade de se fabricar um machado que o homem desenvolveu as operações de desbastar, cortar e furar. Já há aproximadamente 12 a 50 mil anos o homem estava em condições de produzir ferramentas de pedras com arestas de corte (gumes) afiadas por lascamento, como nos mostram achados arqueológicos da idade da pedra (Fig. 2.1). Figura Ferramentas de pedra lascada. Para ter uma ideia do número de fatores que devem ser considerados num processo de fabricação veja, por exemplo, a produção de um simples artigo: o clipe. Primeiro ele deve ser projetado para atender o requisito funcional que é segurar folhas de papéis juntas. Para tanto, ele deve exercer uma força suficiente para evitar o deslizamento de uma folha sobre a outra. Eles são, geralmente, feitos de arame de aço, embora hoje se encontre no mercado clipe de plástico. O comprimento do arame requerido para sua fabricação é cortado e então dobrado várias vezes, para dar a forma final própria. Por sua vez, o arame é feito por um processo de trefilação a frio. Neste processo a seção transversal de uma haste longa é reduzida, ao passar por uma matriz de fieira, que também confere algumas propriedades mecânicas ao material, como resistência e dureza. A haste por sua vez, é obtida por processos como a trefilação e a extrusão de um lingote. Para evitar delongas, nenhuma informação quanto ao processo de obtenção deste lingote será abordada. A fabricação de um simples clipe envolve projeto, seleção de um material adequado e de um método de fabricação para atender os requisitos de serviço do artigo. As seleções são feitas não somente com base em requisitos técnicos, mas também com base nas considerações econômicas, minimizando os custos para que o produto possa ser competitivo no mercado. Prof. André João de Souza

5 4 O projetista de produtos ou engenheiro projetista especifica as formas, dimensões, aparência, e o material a ser usado no produto. Primeiro são feitos os protótipos do produto. Neste estágio, é possível fazer modificações, tanto no projeto original como no material selecionado, se análises técnicas e/ou econômicas assim indicarem. Um método apropriado é então escolhido pelo engenheiro de fabricação. A Figura 2.2 mostra um procedimento correto para se chegar à etapa de fabricação. Figura Diagrama mostrando o procedimento requerido para o projeto de um produto, que são etapas que antecedem a fabricação. Os processos de transformação de metais e ligas metálicas em peças para a utilização em conjuntos mecânicos são inúmeros e variados: pode-se fundir; soldar; utilizar a metalurgia em pó; ou usinar o metal a fim de obter a peça desejada. Evidentemente, vários fatores devem ser considerados quando se escolhe um processo de fabricação. Como por exemplo: forma e dimensão da peça; material a ser empregado e suas propriedades; quantidade de peças a serem produzidas; tolerâncias e acabamento superficial requerido; custo total do processamento. A Fundição é um processo de fabricação sempre inicial, pois precedem importantes processos de fabricação como usinagem, soldagem e conformação mecânica. Esses utilizam produtos semiacabados (barras, chapas, perfis, tubos, etc.) como matéria prima que advém do processo de fundição. Podem-se dividir os processos de fabricação de metais e ligas metálicas em: os com remoção de cavaco, e os sem remoção de cavaco. A Figura 2.3 mostra a classificação dos processos de fabricação, destacando as principais operações de usinagem. Processos de usinagem envolvem operações de corte que permitem remover excessos de um material bruto com auxílio de uma ferramenta até que este resulte em uma peça pronta que, posteriormente, irá compor algum engenho mecânico que, por sua vez, farão parte de bens duráveis.

6 5 Nestas operações de corte são geradas aparas que se costumam chamar de cavacos. Assim, processos de usinagem, invariavelmente, implicam na geração de cavacos. Um subgrupo da norma DIN 8580 sob o termo separar, compreende os processos de fabricação com remoção de cavaco com ferramenta de geometria definida, que se caracteriza pela aplicação de ferramentas com características geometricamente definidas. Figura 2.3 Classificação dos processos de fabricação. No estudo das operações dos metais, distinguem-se duas grandes classes de trabalho: as operações de usinagem e as operações de conformação. Uma simples definição de operação de usinagem pode ser tirada da Figura 2.3 como sendo processo de fabricação com remoção de material em forma de cavaco. Consultando, porém, uma bibliografia especializada pode-se definir usinagem de forma mais abrangente: Usinagem é o processo de remoção de material que ao conferir à peça a forma, as dimensões, o acabamento, ou ainda a combinação qualquer destes itens, produz cavaco. E por cavaco entende-se:
7 6 Cavaco é a porção de material da peça de forma geométrica irregular retirada pela ferramenta de corte durante a usinagem. Além desta característica, estão envolvidos no mecanismo da formação do cavaco alguns fenômenos particulares, tais como o fator de recalque (relacionado com a deformação do material), a aresta postiça de corte (adesão de material na superfície de saída da ferramenta) a craterização (desgaste de cratera na superfície de saída da ferramenta) e a formação periódica do cavaco (dentro de determinado campo de variação da velocidade de corte). Como operação de conformação entende-se aquela que visa conferir à peça a forma ou as dimensões, ou o acabamento específico, ou ainda qualquer combinação destes três bens, através da deformação plástica do metal. Devido ao fato da operação de corte em chapas estar ligada aos processos de estampagem profunda, dobra e curvatura de chapas, essa operação é comumente estudada no grupo de operações de conformação dos metais. Na maioria das aplicações industriais, a usinagem é usada para converter blocos (tarugos) metálicos fundidos, forjados ou pré-moldados em perfis desejados, com tamanho e acabamento específicos, de acordo com as necessidades do projeto. Quase todos os produtos manufaturados possuem componentes que precisam ser usinados, muitas vezes com grande precisão. Logo, este conjunto de processos é um dos mais importantes do sistema de manufatura, pois agrega valor ao produto final. A usinagem é reconhecidamente o processo de fabricação mais popular do mundo, transformando em cavacos algo em torno de 10% de toda a produção de metais, e empregando dezenas de milhões de pessoas em todo o mundo Classificação dos Processos de Usinagem Classificação quanto ao processo de remoção de material O processo de remoção por usinagem pode ser dividido em duas grandes categorias: Processos convencionais, em que as operações de corte empregam energia mecânica na remoção do material, principalmente por cisalhamento, no contato físico da ferramenta com a peça ex.: torneamento, furação e retificação. Processos especiais (não convencionais), em que as operações se utilizam de outros tipos de energia de usinagem (p.ex. termelétrica), não geram marcas-padrão na superfície da peça e a taxa volumétrica de remoção de material é muito menor que a dos processos convencionais ex.: laser (radiação), eletroerosão (elétrons) e plasma (gases quentes) Classificação quanto à geometria da ferramenta de corte Os processos convencionais de usinagem ainda podem ser subdivididos em duas classes: Operações de corte com ferramentas de geometria definida (arestas cortantes com formato e com tamanho conhecidos) p.ex. torneamento, furação, fresamento. Operações de corte com ferramentas de geometria não definida (partículas abrasivas com formatos aleatórios e compostas por arestas minúsculas de corte) p.ex. retificação, brunimento, lapidação.
8 Classificação quanto à finalidade da operação de corte Quanto à finalidade, as operações de usinagem podem ser classificadas em: Operações de desbaste, em que a usinagem, anterior a de acabamento, visa obter na peça a forma e dimensões próximas das finais. Operações de acabamento, em que a usinagem é destinada a obter na peça as dimensões finais, ou um acabamento especificado, ou ambos Planejamento de Processos O planejamento de processos é um procedimento de tomada de decisões com o objetivo de obter um plano de processo econômico. Os parâmetros a serem considerados são: geometria da peça; matéria-prima; acabamento; tolerâncias dimensionais e geométricas; tratamentos térmicos e superficiais; tamanho do lote (quantidade). As restrições devem ser tecnológicas e independentes da sequência escolhida de processos de usinagem, máquinas-ferramentas e operações de corte. Depende da disponibilidade de: Peça. Restrições relativas ao material, à geometria, às dimensões etc. Deve-se considerar a rugosidade e as tolerâncias dimensionais e geométricas relacionadas ao processo e aos máximos valores de avanço e profundidade de corte. Alguns pesquisadores consideram os valores máximos de velocidade e profundidade de corte dependentes do material. Máquinas-ferramentas. O processo de usinagem gera esforços dinâmicos que excitam a estrutura da máquina e a peça usinada como resultado em algumas situações a superfície pode ficar ondulada ou com marcas. Ferramentas de corte. Velocidade de corte acima de um determinado limite altera o mecanismo de desgaste da ferramenta. O avanço e a geometria da ferramenta influem na rugosidade gerada na superfície usinada. As dimensões da ferramenta limitam a profundidade de corte. Tecnologia. Com base na teoria de usinagem pode-se dizer que existem limites mínimo e máximo para os valores de profundidade de corte, avanço e velocidade de corte. Valores baixos de avanço e profundidade: retorno elástico ou abrasivo; valores altos: desgaste de cratera. Velocidade de corte alta: desgaste por difusão; baixa: aresta postiça de corte. Os limites podem ser estimados com base no material a ser usinado na ferramenta. Usuário/operador. O operador pode limitar por prática os valores de avanço, profundidade e velocidade de corte. Os critérios de otimização devem ser econômicos, visando sempre maximizar a taxa de retorno com: máxima produção; mínimo custo; máxima produtividade. As decisões a tomar envolvem a escolha do processo de usinagem, o detalhamento das operações de corte e a seleção de diferentes parâmetros do processo, tais como: máquina-ferramenta; tipo de fixação e localização; ferramentas de corte; trajetórias das ferramentas; condições de corte.
9 8


.")
 cilíndrico externo; (b) cônico externo; (c) curvilíneo; (d) cilíndrico interno; (e) cônico")

 ou de perfil (radial ou axial). Torneamento curvilíneo.")
10 9 3. DESCRIÇÃO DOS PRINCIPAIS PROCESSOS DE USINAGEM 3.1. Processos de Usinagem com Ferramentas de Geometria Definida Torneamento Processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes 1. Para tanto, a peça gira em torno do eixo principal de rotação da máquina e a ferramenta se desloca simultaneamente segundo uma trajetória coplanar com o referido eixo. Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo (Fig. 3.1). (a) (b) (c) (d) (e) (f) Figura 3.1 Alguns processos de torneamento: (a) cilíndrico externo; (b) cônico externo; (c) curvilíneo; (d) cilíndrico interno; (e) cônico interno; (f) sangramento radial. Torneamento retilíneo. Processo de torneamento no qual a ferramenta se desloca segundo uma trajetória retilínea. O torneamento retilíneo pode ser: cilíndrico (externo, interno, sangramento axial), cônico (externo, interno), radial (faceamento, sangramento radial) ou de perfil (radial ou axial). Torneamento curvilíneo. Processo de torneamento no qual a ferramenta se desloca segundo uma trajetória curvilínea Aplainamento Processo mecânico de usinagem destinado à obtenção de superfícies regradas, geradas por um movimento retilíneo alternativo da peça ou da ferramenta. O aplainamento pode ser horizontal ou 1 Denomina-se ferramenta de usinagem mecânica a ferramenta destinada à remoção de cavaco. No caso de possuir uma única superfície de saída, a ferramenta é chamada ferramenta monocortante; quando possuir mais de uma superfície de saída, é chamada ferramenta multicortante. Prof. André João de Souza
 (b) (c) Figura 3.")


 em cheio; (b) escareamento; (c) escalonada; (d) de centro. Furação em cheio.")


11 10 vertical. Quanto à finalidade, as operações de aplainamento podem ser classificadas ainda em aplainamento de desbaste a aplainamento de acabamento (Fig. 3.2). (a) (b) (c) Figura 3.2 Alguns processos de aplainamento: (a) de superfícies*; (b) de perfis; (c) de rasgos de chaveta Furação Processo mecânico de usinagem destinado à obtenção de um furo geralmente cilíndrico numa peça, com auxílio de uma ferramenta geralmente multicortante. Para tanto, a ferramenta ou a peça giram e simultaneamente a ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente ou paralela ao eixo principal da máquina. A furação subdivide-se nas operações (Fig. 3.3): (a) (b) (c) (d) Figura 3.3 Alguns processos de furação: (a) em cheio; (b) escareamento; (c) escalonada; (d) de centro. Furação em cheio. Processo destinado à abertura de um furo cilíndrico numa peça, removendo todo o material compreendido no volume do furo final, na forma de cavaco. No caso de furos de grande profundidade há necessidade de ferramenta especial. Escareamento. Processo destinado à abertura de um furo cilíndrico numa peça previamente furada. Furação escalonada. Processo destinado à obtenção de um furo com dois ou mais diâmetros, simultaneamente. Furação de centros. Processo destinado à obtenção de furos-guia na peça visando operação posterior. Trepanação. Processo em que apenas uma parte de material compreendido no volume do furo final é reduzida a cavaco, permanecendo um núcleo maciço Alargamento Processo mecânico de usinagem destinado ao desbaste ou ao acabamento de furos cilíndricos ou cônicos, com auxílio de ferramenta geralmente multicortante. Para tanto, a ferramenta ou a peça giram e a ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente ou paralela ao eixo de rotação da ferramenta. O alargamento pode ser de desbaste (cilíndrico, cônico) ou acabamento (cilíndrico, cônico) (Fig. 3.4).
 cilíndrico de desbaste*; (b) cilíndrico de")


 2. 3.1.6. Mandrilamento Figura 3.5 Alguns processos de rebaixamento.")


.")
. 3.1.7. Fresamento (a) (b) (c) Figura 3.")
12 11 (a) (b) (c) (d) Figura 3.4 Alguns processos de alargamento: (a) cilíndrico de desbaste*; (b) cilíndrico de acabamento; (c) cônico de desbaste; (d) cônico de acabamento Rebaixamento Processo mecânico de usinagem destinado à obtenção de uma forma qualquer na extremidade de um furo. Para tanto, a ferramenta ou a peça giram e a ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente ou paralela ao eixo de rotação da ferramenta (Fig. 3.5) Mandrilamento Figura 3.5 Alguns processos de rebaixamento. Processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou várias ferramentas de barra. Para tanto, a ferramenta gira e a peça ou a ferramenta se deslocam simultaneamente segundo uma trajetória determinada. O mandrilamento pode ser cilíndrico, radial, cônico e de superfícies especiais (p.ex. esférico, sangramento etc.). Quanto à finalidade, as operações de mandrilamento podem ser classificadas ainda em desbaste e acabamento (Fig. 3.6) Fresamento (a) (b) (c) Figura 3.6 Alguns processos de mandrilamento: (a) cilíndrico*; (b) radial; (c) cônico. Processo mecânico de usinagem destinado à obtenção de superfícies quaisquer com o auxílio de ferramentas geralmente multicortantes. Para tanto, a ferramenta gira e a peça ou a ferramenta se deslocam 2 As operações indicadas nas figuras são denominadas por alguns autores, de escareamento.

.")
 cilíndrico tangencial; (b) cilíndrico tangencial")
 composto. Fresamento cilíndrico tangencial.")





13 12 segundo uma trajetória qualquer. Distinguem-se dois tipos básicos de fresamento: tangencial e frontal. Há casos que os dois tipos básicos de fresamento comparecem simultaneamente, podendo haver ou não predominância de um sobre outro (Fig. 3.7). (a) (b) (c) (d) (e) (f) Figura 3.7 Alguns processos de fresamento: (a) cilíndrico tangencial; (b) cilíndrico tangencial concordante; (c) cilíndrico tangencial discordante; (d) frontal; (e) frontal de canal com fresa de topo; (f) composto. Fresamento cilíndrico tangencial. Processo de fresamento destinado à obtenção de superfície plana paralela ao eixo de rotação da ferramenta. Quando a superfície obtida não for plana ou o eixo de rotação da ferramenta for inclinado em relação à superfície originada na peça, será considerado um processo especial de fresamento tangencial. Fresamento frontal. Processo de fresamento destinado à obtenção de superfície plana perpendicular ao eixo de rotação da ferramenta Serramento Processo mecânico de usinagem destinado ao secionamento ou recorte com auxílio, de ferramentas multicortantes de pequena espessura. Para tanto, a ferramenta gira ou se desloca, ou executa ambos os movimentos e a peça se desloca ou se mantém parada. O serramento pode ser retilíneo (alternativo, contínuo) e circular (Fig. 3.8). (a) (b) (c) Figura 3.8 Alguns processos de serramento: (a) alternativo*; (b) contínuo; (c) circular. Serramento retilíneo. Processo de serramento no qual a ferramenta se desloca segundo uma trajetória retilínea com movimento alternativo ou não (contínuo).

. (a) (b) Figura 3.9 Processos de brochamento: (a) interno*; (b) externo. 3.1.10.")

. (a) (b) (c) Figura 3.")


14 13 Serramento circular. Processo de serramento no qual a ferramenta gira ao redor de seu eixo e a peça ou ferramenta se desloca Brochamento Processo mecânico de usinagem destinado à obtenção de superfícies quaisquer com auxílio de ferramentas multicortantes. Para tanto, a ferramenta ou a peça se deslocam em trajetória retilínea, coincidente ou paralela ao eixo da ferramenta. O brochamento pode ser interno ou externo (Fig. 3.9). (a) (b) Figura 3.9 Processos de brochamento: (a) interno*; (b) externo Roscamento Processo mecânico de usinagem destinado à obtenção de filetes, por meio da abertura de um ou vários sulcos helicoidais de passo uniforme, em superfícies cilíndricas ou cônicas de revolução. Para tanto, a peça ou a ferramenta gira e uma delas se desloca simultaneamente segundo uma trajetória retilínea paralela ou inclinada ao eixo de rotação. O roscamento pode ser interno ou externo (Fig. 3.10). (a) (b) (c) Figura 3.10 Alguns processos de roscamento: (a) externo com ferramenta de perfil único; (b) interno com ferramenta de perfil múltiplo; (c) interno com macho* Processos de Usinagem com Ferramentas de Geometria Não-Definida Retificação Processo de usinagem destinado à obtenção de superfícies com auxílio de ferramenta abrasiva de revolução. Para tanto, a ferramenta gira e a peça ou a ferramenta se desloca segundo uma trajetória determinada, podendo a peça girar ou não. A retificação pode ser tangencial ou frontal (Fig. 3.11). Retificação tangencial. Processo de retificação executado com a superfície de revolução da ferramenta. Pode ser: cilíndrica (externa ou interna, de revolução ou não, com diferentes avanços da ferramenta ou da peça); cônica (externa ou interna, com diferentes avanços da ferramenta ou da peça); de perfis; plana; sem centros (com avanço longitudinal da peça ou radial do rebolo).

 (b) (c) (d) (e) (f) Figura 3.")
 frontal com avanço retilíneo da peça; (d) cônica externa com avanço")




15 14 Retificação frontal. Processo de retificação executado com a face do rebolo. É geralmente executada na superfície plana da peça, perpendicularmente ao eixo do rebolo. A retificação frontal pode ser com avanço retilíneo ou circular da peça. (a) (b) (c) (d) (e) (f) Figura 3.11 Alguns processos de retificação: (a) cilíndrica externa com avanço longitudinal; (b) tangencial plana; (c) frontal com avanço retilíneo da peça; (d) cônica externa com avanço longitudinal; (e) cilíndrica interna com avanço longitudinal; (f) cilíndrica sem centros com avanço longitudinal contínuo da peça Brunimento Processo mecânico de usinagem por abrasão, empregado no acabamento de furos cilíndricos de revolução, no qual todos os grãos ativos da ferramenta abrasiva estão em constante contato com a superfície da peça e descrevem trajetórias helicoidais. Para tanto, a ferramenta ou a peça gira e se desloca axialmente com movimento alternativo (Fig. 3.12) Lapidação Figura 3.12 Processo de brunimento. Processo mecânico de usinagem por abrasão, executado com abrasivo aplicado por portaferramenta adequado, com objetivo de se obter dimensões especificadas da peça (Fig. 3.13) Polimento Processo mecânico de usinagem por abrasão no qual a ferramenta é constituída por um disco ou conglomerado de discos revestidos de substâncias abrasivas (Fig. 3.14).








16 15 Figura 3.13 Processo de lapidação. Figura 3.14 Processo de polimento Superacabamento Processo mecânico de usinagem por abrasão, empregado no acabamento de peças, no qual os grãos ativos da ferramenta abrasiva estão em constante contato com a superfície da peça. Para tanto, a peça gira lentamente e, a ferramenta se desloca com movimento alternativo de pequena amplitude e frequência relativamente grande. O processo pode ser cilíndrico (Fig. 3.15a) ou plano (Fig. 3.15b). (a) (b) Espelhamento Figura 3.15 Usinagem de superacabamento: (a) cilíndrico*; (b) plano. Processo mecânico de usinagem por abrasão no qual é dado o acabamento final da peça por meio de abrasivos, associados a um dispositivo porta-ferramenta específico para cada tipo de operação, com o fim de se obter uma superfície especular (Fig. 3.16). Figura 3.16 Usinagem de espelhamento


. Figura 3.17 Processo de lixação com fita abrasiva.")


 e o segundo através de ferramenta manual*. 3.2.10.")


17 Lixamento Processo mecânico de usinagem por abrasão executado por abrasivo aderido a uma tela e movimentado com pressão contra a peça (Fig. 3.17) Jateamento Processo mecânico de usinagem por abrasão no qual as peças são submetidas a um jato abrasivo, para serem rebarbadas, asperizadas ou receberem um acabamento (Fig. 3.18). Figura 3.17 Processo de lixação com fita abrasiva. Figura 3.18 Processo de jateamento Limagem Processo mecânico de usinagem destinado à obtenção de superfícies quaisquer com auxílio de ferramentas multicortantes (elaboradas por picagem) de movimento contínuo ou alternativo. O primeiro se dá por lima de segmentos em forma de fita (Fig. 3.19) e o segundo através de ferramenta manual* Tamboreamento Processo mecânico de usinagem no qual as peças são colocadas no interior de um tambor rotativo, juntamente ou não com materiais especiais, para serem rebarbadas ou receberem um acabamento. A Figura 3.20 esquematiza o processo. Figura 3.19 Processo de limagem contínua. Figura 3.20 Processo de tamboreamento Afiação Processo mecânico de usinagem por abrasão, no qual é dado o acabamento das superfícies da cunha cortante da ferramenta, com o fim de habilitá-la desempenhar sua função. Desta forma, são obtidos os



18 17 ângulos finais da ferramenta. A Figura 3.21 mostra o processo de afiação de uma ferramenta (bit) de açorápido utilizando um esmeril (pedra abrasiva). Figura 3.21 Processo de afiação 3.3. Processos Não-Convencionais de Usinagem Usinagem por ultrassom Processo de usinagem não convencional que utiliza energia mecânica na remoção de material em que a erosão é o mecanismo principal. A remoção consiste na utilização de frequências ultrassônicas na usinagem de materiais. Essa técnica tomou novo impulso a partir dos anos 80 devido ao seu desempenho na usinagem de cerâmicas avançadas. Esses materiais, devido às propriedades mecânicas como elevada dureza e fragilidade, mostram-se muito difíceis de serem usinados por técnicas convencionais de usinagem. Em relação aos outros processos não tradicionais de usinagem a vantagem principal é a preservação da integridade superficial do material usinado. O princípio do processo de usinagem por ultrassom baseia-se na transformação de um sinal elétrico em vibrações mecânicas de mesma frequência. Este sinal elétrico deve ser de alta frequência, situado na faixa dos 20 khz. As vibrações produzidas por um transdutor têm sua amplitude amplificada por um amplificador mecânico e transmitida a uma ferramenta de forma através do sonotrodo (Fig. 3.22) Usinagem por jato d água Figura 3.22 Esquema da usinagem por ultrassom. Este processo enquadra-se no grupo de remoção mecânica, onde a força de impacto exercida por um jato de água em alta pressão na superfície de contato do material supera a tensão de compressão entre
 pode ser subdividida em três blocos funcionais: bomba de alta pressão; instalação de corte; estação de filtragem. 3.3.3. Usinagem eletroquímica Figura 3.")
 no qual o principal objetivo é a remoção de material empregando um eletrólito e corrente elétrica contínua")
 e uma peça (ânodo), segundo um perfil apresentado por uma ferramenta (eletrodo).")
19 18 as moléculas, seccionando o mesmo com auxílio de grãos abrasivo. A configuração das instalações para corte com jato d água (Fig. 3.23) pode ser subdividida em três blocos funcionais: bomba de alta pressão; instalação de corte; estação de filtragem Usinagem eletroquímica Figura 3.23 Esquema de uma instalação de corte por jato d água. Este é um processo não convencional muito importante e relativamente novo (década de 90) no qual o principal objetivo é a remoção de material empregando um eletrólito e corrente elétrica contínua para ionizar e remover porções metálicas da peça-obra. A remoção é realizada através do escoamento a alta velocidade do eletrólito entre uma ferramenta (cátodo) e uma peça (ânodo), segundo um perfil apresentado por uma ferramenta (eletrodo). Os esquemas da Figura 3.24 mostram a usinagem eletroquímica, na qual se pode observar a ferramenta e a peça mergulhadas em um eletrólito. Figura 3.24 Usinagem eletroquímica: peça antes e depois da usinagem Usinagem por eletroerosão Processo de usinagem não convencional que utiliza energia termelétrica na remoção de material em que a fusão e a vaporização do material usinado formam os mecanismos principais. É um processo de


: a fio e por penetração. (a) (b) Figura 3.25 Usinagem por eletroerosão: (a) a fio; (b) por imersão. 3.3.5. Usinagem por feixe de elétrons Processo baseado na energia termelétrica para remoção de material.")

20 19 usinagem por descargas elétricas para a geração de orifícios, ranhuras e cavidades, geralmente de pequenas dimensões. A remoção de material é ocasionada por faíscas elétricas incidentes a alta frequência. A descarga de faíscas é produzida por pulsação controlada de corrente contínua entre a peçaobra (eletrodo positivo) e a ferramenta (eletrodo negativo) imersas em um fluido dielétrico ionizado. A distância da ferramenta à peça varia entre 10 e 50 m. O fluido dielétrico serve como condutor da faísca e como meio refrigerante. O perfil do eletrodo corresponde à contra forma do detalhe a ser obtido na peça. Este processo aplica-se bem a materiais de elevada dureza e baixa usinabilidade. Há dois processos básicos de eletroerosão (Fig. 3.25): a fio e por penetração. (a) (b) Figura 3.25 Usinagem por eletroerosão: (a) a fio; (b) por imersão Usinagem por feixe de elétrons Processo baseado na energia termelétrica para remoção de material. Para tanto, utiliza um feixe de elétrons a alta velocidade, que atua no vácuo, provocando a vaporização do metal da peça-obra pelo choque dos elétrons contra a superfície da peça-obra. O processo se aplica à confecção de pequenos orifícios e cavidades. Os componentes básicos, presentes em todas as máquinas de feixe de elétrons, são: canhão emissor de elétrons, lentes de focalização e sistema de ajuste de foco. Estes componentes estão alojados numa câmara de vácuo, Figura Figura 3.26 Princípio de remoção pela usinagem por feixes de elétrons.




21 Usinagem a laser Processo baseado na energia termelétrica para remoção de material em que o metal é fundido e vaporizado por feixe colimado de luz monocromática intensa chamada LASER (do inglês Light Amplification by Stimulated Emission of Radiation). O sistema de lentes focais produz um feixe de luz concentrado, obtido por excitação dos elétrons de determinados átomos, utilizando um veículo ativo que pode ser um sólido (rubi) ou um gás de assistência (CO 2 pressurizado). Este feixe de luz produz intensa energia na forma de calor (Fig. 3.21). Este processo também se aplica a chapas finas de metal, madeira, plástico, vidro e cerâmica, com um mínimo de desperdício e sem distorções. Ao utilizar o laser tem-se um corte de altíssimo nível de precisão, o que permite realizar tarefas extremamente delicadas. Figura 3.21 Princípio de remoção pela usinagem por laser Usinagem por arco plasma Processo baseado na energia termelétrica para remoção de material, em que o plasma é gerado pela sujeição de um volume de gás aquecido por arco elétrico a uma temperatura suficientemente alta para iniciar a ionização ao bombeamento de elétrons em alta velocidade gerados por um arco elétrico. O plasma é utilizado como elemento de fusão e vaporização da peça-obra. A Figura 3.22 mostra o principio de remoção na usinagem por arco plasma. Figura 3.22 Princípio de remoção pela usinagem por arco plasma.
22 Comparação dos Diferentes Processos de Fabricação por Usinagem Diante dos muitos processos de fabricação por usinagem disponíveis, dos inúmeros aparatos tecnológicos, dos recém-desenvolvidos em laboratórios de pesquisa para aplicações nos diversos setores de produção, e da sedução exercida pelas novidades e pelos modismos, não são poucos os profissionais da área que encontram dificuldades para discernir qual a melhor solução para cada necessidade. Na verdade, não existe uma regra geral para se determinar a qual a decisão é a mais ou menos correta. Em cada caso, é importante comparar os custos e as condições técnicas. Sobretudo, é preciso que se tenham conhecimentos e informações sobre as opções disponíveis, para que se possa avaliar criteriosamente o interesse industrial de cada método de trabalho. Uma maneira interessante de formar uma visão de conjunto consiste em agrupar os diversos métodos em função dos atributos comuns que apresentam. Um fator importante na análise dos métodos de produção é a natureza da energia envolvida no processo. De acordo com esta natureza, podem-se agrupar os métodos avançados de usinagem em quatro categorias: mecânica, química, eletroquímica e termelétrica, como mostra a Tabela 3.1. A Tabela 3.1 põe em evidência o modo de remoção de material em cada um dos métodos avançados. Por outro lado, nos processos tradicionais de usinagem, o arranque de material se dá, em geral, por cisalhamento. Outro aspecto importante a considerar refere-se aos campos de aplicação destes novos processos de usinagem, destaque da Tabela 3.2. Nota-se nesta última tabela que a eletroerosão aplica-se somente a materiais condutores. Consequentemente, o processo não se presta à usinagem de materiais maus condutores, como a madeira, as resinas etc., das quais habitualmente são feitas as matrizes, protótipos e moldes para fundição. Tabela 3.1 Divisão dos processos não convencionais Tabela 3.2 Aplicações dos processos não convencionais NATUREZA MODO DE PROCESSO PROCESSO APLICAÇÕES ENERGÉTICA REMOÇÃO Eletroerosão Mecânica Química Eletroquímica Termelétrica Erosão Reações químicas Reações eletrolíticas Fusão/ vaporização Jato D água Ultrassom Remoção química Remoção eletroquímica Corte a laser Corte a plasma Feixe de elétrons Eletroerosão Remoção eletroquímica Corte a plasma Ultrassom Remoção química Corte a laser Feixe de elétrons Jato D água Usinagens diversas em materiais condutores Usinagens diversas em materiais maus condutores Usinagem de peças delicadas Micro usinagem A usinagem eletroquímica também só se aplica a corpos condutores. Óxidos isolantes ou materiais vitrificados são obstáculos ao uso desse método. O corte por plasma é outro método aplicável apenas a metais condutores, como o aço inoxidável, o alumínio e outros metais não ferrosos, tendo surgido como uma alternativa ao oxicorte, que não era aplicável aos materiais acima por gerar reações químicas.

23 22 Em uma segunda categoria, a dos métodos aplicados a materiais maus condutores, destacam-se o ultrassom e o ultrassom rotativo. Estes métodos são especialmente adequados para a usinagem de materiais frágeis, duros ou quebradiços, como o vidro, a cerâmica e o diamante. Quando o objetivo é a micro-usinagem, o campo de escolha do método pode recair sobre o feixe de elétrons, o jato d água ou o laser (Fig. 3.23). Figura 3.23 Micro-usinagem laser 3D de uma borboleta ao lado de uma moeda. Entretanto, uma análise mais acurada de qualquer desses métodos é necessária, antes da definição do procedimento a adotar. Por exemplo, o feixe de elétrons pode levar a alterações da estrutura cristalina, na região de corte, o que o tornaria contraindicado para usinagem de aços com alto teor de carbono, onde um endurecimento da superfície não é desejável. Como se vê, certas condições impõem um procedimento particular: alguns materiais não podem ser atacados por abrasão, por eletroerosão ou por eletrólise. Uma fresa não pode usinar uma forma reentrante, que um eletrodo facilmente usinaria. Alguns materiais excluem a possibilidade de usinagem termelétrica. O feixe de elétrons produz grande exatidão, mas só se justifica sua aplicação para dimensões reduzidas. Assim, uma visão de conjunto das diferentes técnicas é sempre indispensável para julgar com conhecimento de causa, sem deixar de lado os procedimentos convencionais, facilmente ignorados, embora mais econômicos em algumas situações.
24 23 4. CARACTERIZAÇÃO DOS PARÂMETROS DE ENTRADA E SAÍDA 4.1. Generalidades Dentre as variáveis envolvidas no processo de fabricação com formação de cavaco, existem aquelas nas quais se podem intervir (variáveis independentes de entrada) e aquelas nas quais não se podem (variáveis dependentes de saída), já que sofrem influência da mudança nos parâmetros de entrada. A Figura 4.1 resume as relações entrada/saída associadas com o processo de torneamento. Peça ou Componente Material Geometria Cristalografia Pureza Tratamento térmico Dureza Parâmetros de Corte Avanço (f) Profundidade de corte (a p ) Velocidade de corte (v c ) Ambiente de corte: a seco com lubri-refrigerante Ferramenta de Corte Geometria: ângulos (,, r ) raio de quina (r ) arredondamento do gume Material: dureza acabamento revestimento PROCESSO DE TORNEAMENTO Planejamento Experimental Seleção dos níveis e do número de variáveis de entrada Máquina-ferramenta Variáveis de Saída Tipo de cavaco Força Potência Temperatura Vibração Falhas na ferramenta Acabamento da superfície Dimensões da peça Figura 4.1 Relações de entrada e saída em torneamento. Uma maneira de controlar o processo de usinagem é atuar diretamente nas variáveis de entrada (independentes) e mensurar seu efeito através da medida de variáveis dependentes de saída. As condições ideais para um determinado processo de usinagem podem ser determinadas com um melhor aproveitamento da ferramenta de corte e uma melhor taxa de remoção de material. Desta forma, a pessoa responsável pelo controle da produção trabalha na supervisão destas variáveis, usualmente indiretas Variáveis Independentes de Entrada As variáveis independentes de entrada destacadas na Figura 4.1 são: material da peça, material da ferramenta, geometria da ferramenta, parâmetros de corte e máquina-ferramenta. Prof. André João de Souza

25 Material e geometria da peça As dimensões, o material e a necessidade de qualidade na peça a ser usinada influenciam no tipo de operação de corte (desbaste ou acabamento, usinagem externa ou interna, tamanho do lote, percurso da ferramenta etc.). Na definição do processo de fabricação por usinagem: Algumas características dimensionais devem ser avaliadas: peça estável e grande; peça delgada e longa, de parede fina e pequena; necessidade de raio de canto; necessidade de fixação especial. Algumas particularidades do material devem ser analisadas: cavaco gerado, dureza, tenacidade. Algumas necessidades de qualidade devem ser consideradas: tolerância, rugosidade, integridade Material e geometria da ferramenta de corte O tipo de operação afeta a escolha da ferramenta. O formato da pastilha deve ser selecionado com relação à acessibilidade do ângulo de posição ( r ) necessário para a ferramenta. O maior ângulo de ponta ( r ) possível deve ser aplicado para proporcionar resistência e confiabilidade à pastilha. Mas isso tem que ser balanceado em relação à variação de cortes necessários. O ângulo de ponta grande é robusto, mas demanda mais potência da máquina e tem uma tendência maior para vibrar. Um ângulo de ponta pequeno é mais fraco e tem uma aresta de corte pequena, o que a torna mais sensível aos efeitos térmicos. A Figura 4.2 mostra a influência da escolha da geometria do inserto na usinagem. A Escala 1 indica a resistência da aresta de corte. Quanto maior o ângulo de ponta à esquerda, maior é a resistência; para melhor versatilidade e acessibilidade, as pastilhas à direita são superiores. A Escala 2 indica os aumentos de tendência a vibrações para a esquerda, enquanto que a necessidade de potência reduz para a direita. Figura 4.2 Influência da geometria do inserto na usinagem. Deve-se sempre que possível combinar o mais apropriado material de ferramenta de corte (classe) e a geometria do inserto (ou pastilha) com o material da peça a ser usinado para obter uma usinagem sem problemas e produtiva. Outros fatores, como parâmetros de corte, percurso da ferramenta (longitudinal, transversal, de perfil, dentre outros) etc. também são vitais para um resultado bem-sucedido. A geometria e a classe do inserto se complementam quando estão sendo aplicadas, por exemplo, a falta de resistência da geometria de uma pastilha pode ser compensada pela tenacidade da sua classe. Os materiais da ferramenta de corte possuem diferentes combinações de dureza, tenacidade e resistência ao desgaste e são divididos em várias classes com propriedades específicas. Geralmente, um material para ferramenta de corte bem-sucedido em sua aplicação deve ser: Duro, para resistir ao desgaste de flanco e à deformação. Tenaz, para resistir a quebras.
, o tipo de aplicação (F, M, R) e as condições de usinagem (boa, média, difícil).")
26 25 Não reativo com o material da peça. Quimicamente estável para resistir à oxidação e à difusão. Resistente a alterações térmicas repentinas. A classe do inserto é selecionada principalmente de acordo com o material da peça (ISO P, M, K, N, S, H), o tipo de aplicação (F, M, R) e as condições de usinagem (boa, média, difícil). Exemplos de classes comuns para materiais diferentes (Fig. 4.3): Metal duro com cobertura (GC4205, GC4215, GC4225, etc.); Metal duro sem cobertura (H10, H13A, etc.); Cermets (CT1525, CT5015, etc.); Cerâmica (CC6050, CC6090, etc.); Nitreto de boro cúbico (CB7015, CB7025, etc.); Diamante policristalino (CD10). Figura 4.3 Classes comuns para materiais diferentes Máquina-ferramenta e parâmetros de usinagem Estabilidade, potência e torque especiais para as peças maiores. Fornecimento (interno ou externo) de refrigeração e fluido de corte. Necessidade de refrigeração de alta pressão para a quebra de cavacos em materiais com cavacos longos. Número de trocas de ferramenta / número de ferramentas na torre. Limitações de rotação e de avanço da barra no magazine. Necessidade de contraponto Variáveis Dependentes de Saída As variáveis dependentes de saída são determinadas pelo processo, baseando-se na prévia seleção das variáveis independentes de entrada. As mais importantes são: tipo e forma de cavaco; força e potência
27 26 de usinagem; vibração; temperatura na região de corte; falhas na ferramenta de corte; acabamento da superfície usinada Tipo e forma do cavaco A geometria e o tamanho dos cavacos, bem como a maneira como se formam os mesmos, têm uma importância predominante, principalmente em processos que apresentem um espaço reduzido para armazenamento do cavaco (por exemplo, furacão, brochamento e fresamento) e naqueles em que se tem pequeno espaço disponível para o trabalho e grande volume de cavaco gerado. As principais influências sobre a formação de cavaco são as condições de corte e a geometria da ferramenta. A quebra adequada do cavaco pode ser obtida pela diminuição da deformação do material da peça ou pelo aumento da deformação do cavaco. Como a capacidade de deformação do material é dependente da temperatura na região de corte, uma redução da velocidade de corte (v c ) ou a refrigeração da região de corte levam a cavacos mais quebradiços. De importância maior, no entanto, é o aumento do grau de deformação por um maior encurvamento do cavaco. Para isto deve-se reduzir o ângulo de saída () ou empregar um quebra-cavaco. Também um aumento da espessura de usinagem, para o mesmo raio de curvatura do cavaco, leva a um grau de deformação maior na parte externa do cavaco, o que propicia a sua quebra. Além disso, existe a possibilidade de se concluir sobre a usinabilidade de um material pelo fator de recalque (R c ) do cavaco. A formação do cavaco é basicamente influenciada pela deformação, pela tenacidade e pela resistência ou estado metalúrgico do material da peça. Um aumento da resistência ou uma diminuição da tenacidade geralmente levam a uma melhor quebra do cavaco. Assim, estruturas com grãos grosseiros (p.ex. as obtidas por um tratamento térmico de crescimento de grão) ou com inclusões duras favorecem a ocorrência de cavacos irregulares e de quebra mais fácil. Uma grande influência sobre o mecanismo de formação de cavaco é propiciada pelos elementos químicos fósforo (P), enxofre (S) e chumbo (Pb). Estes materiais levam a um cavaco de quebra fácil e, em decorrência disso, são adicionados aos aços dos quais se espera uma boa usinabilidade. Como o desgaste de cratera gerado durante a usinagem tem uma influência imediata sobre a geometria da ferramenta, considera-se que esta falha age sobre o mecanismo de formação de cavaco. Ferramentas de metal-duro sem quebra-cavacos sinterizados na pastilha apresentam cavacos com raio de curvatura menor à medida que a profundidade da cratera cresce, isto é, o grau de deformação do cavaco é aumentado. Disso, em geral, resulta uma melhor quebra do cavaco. Ferramentas com quebra-cavaco sinterizada na pastilha tem essa ranhura modificada com o aumento do tempo de corte. Em virtude disso o raio de curvatura do cavaco pode aumentar e, em função deste aumento, a quebra de cavaco torna-se menos propícia. O critério da formação de cavacos normalmente é relacionado com o ensaio de vida da ferramenta pela observação dos cavacos produzidos. A Figura 4.4 mostra diversas formas de cavaco e sua designação. Cavacos helicoidais planos preferencialmente apresentam a sua saída tangenciando o flanco da ferramenta e, em decorrência disso, danificam o suporte e a quina da ferramenta. Cavacos em fitas, cavacos emaranhados e cavacos fragmentados apresentam um perigo ao operador da máquina-ferramenta Força e potência de usinagem Durante o mecanismo de formação de cavacos, constata-se que as condições de interface cavaco/ ferramenta influenciam significativamente a força de usinagem.
 fita; (b) fita emaranhada; (c) hélice plana; (d) hélice oblíqua; (e) hélice cilíndrica longa; (f) hélice cilíndrica curta; (g) hélice espiral; (h)")
 e/ou de suas componentes (força de corte F c, força de avanço F f e força passiva F p ) é a base para: O projeto de uma")
.")
.")



28 27 DESFAVORÁVEL FAVORÁVEL BOM FAVORÁVEL (a) (b) (c) (d) (e) (f) (g) (h) (i) (j) Figura 4.4 Formas de cavaco em torneamento: (a) fita; (b) fita emaranhada; (c) hélice plana; (d) hélice oblíqua; (e) hélice cilíndrica longa; (f) hélice cilíndrica curta; (g) hélice espiral; (h) espiral; (i) vírgula; (j) arrancados. O conhecimento da grandeza e da orientação da força de usinagem (F) e/ou de suas componentes (força de corte F c, força de avanço F f e força passiva F p ) é a base para: O projeto de uma máquina-ferramenta, isto é, para o dimensionamento correto das estruturas, acionamentos, fixação de ferramentas e guias, entre outros elementos. A determinação das condições de corte em condições de trabalho. A avaliação da precisão de uma máquina-ferramenta, em certas condições de trabalho (deformação da peça e da máquina). A determinação de procedimentos que ocorrem na região de formação de cavaco e para a explicação de mecanismos de desgaste. De maneira geral, pode-se afirmar que todos os fatores que contribuem para facilitar o deslizamento do cavaco sobre a superfície de saída atuam para diminuir a força de usinagem (F). Além das condições na interface cavaco/ferramenta, a resistência mecânica do material da peça também deve ser considerada para a força de usinagem. Assim, todos os outros parâmetros de saída do processo (ângulo de cisalhamento, espessura do cavaco, velocidade e saída do cavaco, forças de corte etc.) são, direta ou indiretamente, consequência desses dois fatores. Além das condições de corte, da geometria e do material da ferramenta, o material da peça também influencia a grandeza da força de usinagem geralmente materiais de difícil usinabilidade apresentam forças de usinagem maiores. A potência de usinagem resulta da soma das potências necessárias para cada componente da força de usinagem, bem como do produto da velocidade pela força e pelo cosseno do ângulo entre ambas. Assim, somente os componentes de corte (F c ) e avanço (F f ) contribuem para a potência de usinagem. Há que se levar em consideração que os valores de potência obtidos para os motores de acionamento na direção de avanço são, geralmente, bem menores que os da direção de corte (isto é, no eixo-árvore). Por isso, na maioria dos casos de seleção de máquina, a potência de avanço é desprezada Vibração O conjunto máquina-ferramenta-peça apresenta características de rigidez, amortecimento e vibrações que são essenciais para a qualidade da operação de usinagem. Esse fenômeno complexo vem sendo estudado há mais de cem anos em suas três formas básicas: a vibração livre, a vibração forçada e a vibração autoexcitada. As vibrações podem causar desgaste prematuro da ferramenta de corte,
29 28 interferência na qualidade superficial, perda de precisão dimensional, danos em componentes da máquina operatriz, além de ruídos indesejáveis e prejudiciais ao ambiente de produção. A vibração livre é causada por choque e outros eventos externos independentes; a vibração forçada é geralmente causada por forças periódicas presentes na máquina, como forças provenientes de engrenagens ou da instabilidade de componentes da máquina além de desalinhamentos de motores ou de bombas. Além disso, as vibrações forçadas podem ser causadas pelo contato periódico da ferramenta de corte com a superfície da peça. Já a vibração autoexcitada, também conhecida por chatter (normalmente traduzida por trepidação), é causada pelas interações do processo de remoção de cavaco com a estrutura da máquina. O chatter ocorre quando o deslocamento relativo ferramenta/peça é tal que o corte é repentinamente interrompido, causando uma variação da espessura do cavaco e gerando a trepidação Temperatura na região de corte A energia gasta no processo de formação de cavacos é percebida na forma de calor através do trabalho de cisalhamento interno do material e dos atritos provocados pela aderência entre as superfícies nas interfaces cavaco/ferramenta e ferramenta/peça. O trabalho realizado e, consequentemente, o calor gerado, depende das propriedades do material da peça e da ferramenta, da geometria da ferramenta e das condições de corte. O calor aumenta com a taxa de remoção de material (Q) 3 seja por meio do aumento da velocidade de corte (v c ), do avanço (f) ou da profundidade de corte (a p ). Entre esses parâmetros, v c é a mais influente para velocidades baixas e moderadas 4, seguido por f e por último a p. Neste caso, a temperatura afeta as propriedades mecânicas do material da peça e, por conseguinte, a interação das forças entre ferramenta e peça; além disso, a temperatura tem uma considerável influência no desgaste da ferramenta, tanto na superfície de saída (desgaste de cratera na face) quanto na superfície de folga (desgaste frontal no flanco). Existem, portanto, limites para v c e f devido às elevadas temperaturas na ferramenta. A temperatura da ferramenta pode não ser considerada o maior problema na usinagem de materiais macios e de baixo ponto de fusão, como o alumínio e o magnésio, mas torna-se fator de controle da taxa de remoção de material na usinagem de materiais duros e de alto ponto de fusão, como ferros fundidos, aços, ligas de níquel e de titânio. A maior parte da usinagem ocorre em aços e ferros fundidos, e, no corte destes e das ligas à base de níquel, surgem problemas técnicos e econômicos mais sérios. O corte desses metais gera um maior aquecimento da ferramenta, provocando seu colapso em curto tempo de usinagem Falhas na ferramenta de corte Diversos são os tipos de degastes e avarias que acontecem em uma ferramenta de corte em usinagem. Dentre eles, os principais são: desgaste de flanco; desgaste de cratera; deformação plástica; lascamentos; trincas; quebra. A Tabela 4.1 resume as principais causas dos diversos desgastes e avarias da ferramenta e as ações a serem tomadas no caso de um desses estar ocorrendo de maneira acentuada. 3 Em torneamento e furação: Q = v c fa p. Em fresamento: Q = v f a p a e. 4 Há a possibilidade de formar cavacos com tanta rapidez que a transmissão de calor não se dá para a peça ou ferramenta, chegando ao que poderia ser chamado corte adiabático. Por definição, um processo adiabático é aquele em que não há troca de calor entre o sistema e o meio.

.")
.")




30 29 Tabela 4.1 Causas e ações para minimização de avarias e desgastes da ferramenta. TIPO DE DESGASTE E/OU AVARIA POSSÍVEIS CAUSAS AÇÕES PARA MINIMIZAÇÃO Desgaste de Flanco Abrasão. Velocidade de corte muito alta ou muito baixa (se a causa for APC). Resistência ao desgaste insuficiente da ferramenta. Aresta Postiça de Corte (APC). Redução da velocidade de corte. Seleção de classe de ferramenta mais resistente ao desgaste. Aumento da velocidade de corte (se o desgaste for causado pela APC). Difusão Classe de ferramenta com cobertura de óxido de alumínio (Al 2 O 3 ). Desgaste de Cratera Oxidação Fluido de corte com agentes antioxidantes. Redução da velocidade de corte. Desgaste de Entalhe Deformação Plástica Altas temperaturas combinadas c/ altas pressões na região de corte. Classe de ferramenta com maior dureza a quente. Redução da velocidade de corte. Trincas de Origem Mecânica Variação excessiva de esforços na aresta de corte. Classe de ferramenta mais tenaz. Redução do avanço. Suavização do primeiro contato da ferramenta com a peça. Aumento da estabilidade. Variação excessiva de temperatura na aresta de corte. Classe de ferramenta mais tenaz. Aplicação do fluido de corte em abundância ou corte a seco. Trincas de Origem Térmica Lascamento e Quebra Classe da ferramenta frágil. Geometria da ferramenta fraca. Choques entre ferramenta/peça. Classe de ferramenta mais tenaz. Aumento do ângulo de ponta ( r ), do raio de ponta (r ) e/ou do ângulo de cunha () (chanframento da aresta). Suavização do primeiro contato da ferramenta com a peça.

31 Acabamento da superfície usinada A qualidade de superfícies obtidas por usinagem pode ser um critério para a determinação dos parâmetros de entrada na usinagem, caso não haja outros critérios específicos. Como fatores influentes sobre a qualidade superficial, de início são considerados as condições de corte e a geometria da ferramenta. Os fatores que influenciam na superfície estão resumidos, de forma característica, na Fig Figura 4.5 Fatores influentes sobre a qualidade superficial na usinagem de metais.
32 31 5. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL E GEOMETRIA DA PEÇA 5.1. Material da Peça A indústria de usinagem produz uma variedade extremamente ampla de peças usinadas em materiais muito diferentes. Cada material possui suas características exclusivas que são influenciadas pelos elementos de liga, tratamento térmico, dureza, etc. A combinação desses influencia significativamente a escolha da geometria da ferramenta de corte, a classe e os dados de corte. As propriedades físicas, químicas e mecânicas do material da peça bruta (dureza, resistência à tração, composição química, inclusões, afinidade química com o meio lubrirrefrigerante ou com a ferramenta, microestrutura, encruamento etc.) podem ser especificadas ou previamente conhecidas. Normalmente, materiais com baixos valores de dureza permitem-se usinar com maiores parâmetros cinemáticos (velocidade de corte e avanço) e de profundidade, bem como obter longos tempos de vida da ferramenta e, consequentemente, altas taxas de remoção de cavacos a menores custos operacionais. Também se esperam baixas forças e potências de usinagem. Exceções são os materiais de baixa dureza e alta ductilidade, que tendem a formar cavacos longos, produzir rebarbas excessivas na peça usinada e gerar arestas postiças de corte nas ferramentas. Tais rebarbas exigem operações posteriores, aumentando assim os custos e o tempo de entrega. Materiais com baixa ductilidade e baixa dureza são, geralmente, de fácil usinagem, como é o caso do ferro fundido: os cavacos tendem a ser altamente segmentados e a energia necessária para a sua remoção é baixa. Alta condutividade térmica significa que o calor produzido na região de formação de cavacos é rapidamente conduzido para as imediações, longe da região de corte. Altos valores desse parâmetro são, em geral, desejados. Infelizmente, a condutividade do material usinado nem sempre é uma escolha do engenheiro de fabricação, embora se possam projetar algumas ligas para melhorar o desempenho dos processos de usinagem. De maneira bem geral e simplificada, podem-se classificar as ligas metálicas para usinagem na seguinte ordem: a) ligas de alumínio, de cobre e de magnésio; b) aços não ligados; c) ferros fundidos; d) aços ligados; e) aços inoxidáveis; f) ligas de alta resistência térmica e mecânica. A Figura 5.1 mostra alguns exemplos destes materiais. Embora nem todos os materiais usinados estejam na lista anterior, os que lá constam servem de comparação para estabelecer uma usinabilidade relativa. Analogamente, durante a usinagem dessas ligas, a vida da ferramenta piora na mesma proporção. Outra abordagem refere-se à classificação ISO, em que os materiais da peça foram divididos em seis grupos principais, de acordo com as suas propriedades exclusivas referentes à usinabilidade (Fig. 5.2): ISO P aços; ISO M aços inoxidáveis; ISO K ferros fundidos; ISO N materiais não ferrosos; ISO S superligas resistentes ao calor e titânio; ISO H aços endurecidos. Maiores detalhes no Capítulo 6. À medida que são deformados plasticamente, alguns materiais metálicos apresentam a característica de aumentar a sua resistência mecânica, o que pode ser denominado endurecimento por deformação ou encruamento. O nível de encruamento depende da taxa de deformação e da capacidade de endurecimento do material. Uma alta taxa de encruamento significa um rápido aumento de resistência em relação à taxa de deformação. Quando se formam cavacos, a taxa de deformação é localmente muito alta. Materiais com alta taxa de encruamento são os aços inoxidáveis austeníticos, com ligas de alta resistência térmica e mecânica. Aços-carbono, no entanto, são materiais com baixa taxa de encruamento. Prof. André João de Souza
 (e) Aço Inox Austenítico (f) Liga Ti-6Al-4V Figura 5.")






33 32 (a) Liga de Alumínio 6061-T6 (b) Aço-carbono 1045 (c) Ferro Fundido Vermicular (d) Aço liga 4140 (Cr-Mo) (e) Aço Inox Austenítico (f) Liga Ti-6Al-4V Figura 5.1 Exemplos de ligas metálicas para usinagem (microscopia óptica com ampliação 500x). Figura 5.2 Classificação dos materiais conforme a norma ISO. Altas taxas de encruamento significam que mais energia é necessária para a remoção de material, levando a maiores forças e potencia de corte. Em geral, baixos valores de parâmetros cinemáticos e de profundidade devem ser usados para valores aceitáveis em termos de vida da ferramenta. Para materiais com altas taxas de encruamento, arestas de corte com geometrias afiadas são preferíveis para que se diminua a taxa de deformação, evitando-se, assim, o endurecimento. A microestrutura do material que está sendo usinado também desempenha um papel significativo no desempenho da operação de usinagem. Macroinclusões possuem tamanhos maiores que 0,15 mm. Elas são, em geral, duras e de caráter abrasivo, causando desgaste, ou mesmo avarias, à aresta de corte. Estas são mais frequentes em aços de baixa qualidade e devem ser evitadas para a maioria das aplicações. Previamente à operação de corte, o material pode ter sido laminado a quente, laminado a frio, normalizado, recozido ou temperado.


34 33 Por conta da longa exposição a altas temperaturas, acima da recristalização, a estrutura de um material laminado a quente é, em geral, heterogênea e grosseira. Já a laminação a frio, ou o trabalho a frio, é realizado em peças ou barras para uniformizar a microestrutura, ou mesmo provocar endurecimento quando o material e propenso ao endurecimento por deformação. O trabalho a frio, em geral, provoca aumento de dureza e redução na vida das ferramentas. Porém, pode levar à redução de rebarbas na peça e de aresta postiça de corte na ferramenta. A estrutura normalizada é aquela que passou por aquecimento na temperatura de austenização por tempo suficiente para uma completa normalização e foi resfriada até a temperatura ambiente. Isso resulta em uma estrutura mais fina e homogênea, que permite a usinagem com parâmetros de corte mais altos. A condição de material recozido é usada, na maioria das vezes, para a redução da dureza em um processo no qual as lamelas de cementita da estrutura perlítica são esferoidizadas. Isso provoca significativa redução de dureza e torna a estrutura menos abrasiva, aumentado assim a vida da ferramenta. A Figura 5.3a apresenta a microestrutura ferrítica/perlítica de um aço ABNT 1045 laminado a quente. Após o processo de recozimento de esferoidização, a microestrutura passa a ser constituída de carbonetos globulares dispersos em uma matriz ferrítica, como mostra a Figura 5.3b. (a) (b) Figura 5.3 Microscopia óptica do aço ABNT 1045: (a) microestrutura ferrítica/perlítica; (b) microestrutura obtida após recozimento de esferoidização. O propósito do recozimento e da normalização é o de alívio de tensões, e também de melhorar a usinabilidade de materiais. As tensões internas de uma peça são causadas pelos processos de fabricação da matéria-prima (como fundição e forjamento), bem como pela usinagem. Normalmente, estas tensões estão em um estado de equilíbrio, e quando certa quantidade de material é removida, a peça sai do estado de equilíbrio e deforma. Para evitar esta deformação, estas tensões internas devem ser aliviadas. Materiais com elevada dureza e/ou tenacidade são difíceis de usinar. Para melhorar a usinabilidade, efetuam-se certos tratamentos térmicos como o recozimento e a normalização em materiais ferrosos. A têmpera consiste do aquecimento da peça um pouco acima da temperatura crítica, e o resfriamento é feito em qualquer velocidade (p.ex. mergulho da peça em água ou óleo). O processo é largamente utilizado para melhorar as propriedades mecânicas (p.ex. dureza) de um material, principalmente ferrosos. Para materiais não ferrosos, como as ligas de alumínio, a têmpera também é utilizada para melhorar a usinabilidade e aliviar tensões internas. A têmpera é comumente incluída entre o semi-acabamento e o acabamento de peças de materiais ferrosos, pois a peça após a têmpera torna-se difícil de ser usinada. Pode ser usinada (acabamento) somente por operações com ferramentas abrasivas. Algumas vezes após a têmpera é feito o revenimento, isto entre o desbaste e o semi-acabamento. Isto porque o material não possuirá uma elevada dureza depois do tratamento térmico, e neste caso poderá
35 34 ser usinado no estágio de semi-acabamento. Para materiais não ferrosos, a têmpera é normalmente incluída entre o desbaste e o semi-acabamento, ou mesmo antes do desbaste. Já o endurecimento superficial é aplicado a peças tratadas termicamente, que requerem uma elevada dureza superficial. Dentre estes métodos, tem-se a cementação, a nitretação e a cianetação. A integridade superficial da peça previamente à operação de usinagem também pode ser significativa para o desempenho do processo. Superfícies forjadas ou fundidas muitas vezes são inevitáveis. Porém, as superfícies forjadas podem estar endurecidas, aumentando assim o desgaste das ferramentas da mesma forma que a presença de resíduos de areia de fundição acelera o desgaste abrasivo. Em muitos casos, a limpeza de superfícies antes da usinagem pode melhorar o corte. Os elementos de liga em um material a ser usinado são os principais responsáveis pela melhoria das propriedades físicas e mecânicas das ligas. Os principais elementos de liga adicionados ao aço para melhorar sua usinabilidade são: enxofre (S), selênio (Se), telúrio (Te), chumbo (Pb), bismuto (Bi), estanho (Sn), fósforo (P) e nitrogênio. Tais elementos, isoladamente ou formando compostos, interrompem a matriz ferrítica, austenítica ou martensítica do aço, facilitando a quebra do cavaco, a lubrificação da ferramenta e, consequentemente, diminuindo os esforços de corte. No entanto, essas mesmas qualidades que fazem os elementos de ligas adequados a componentes mecânicos de alta responsabilidade e desempenho em serviço, tornam os mesmos difíceis de usinar, uma vez que a formação de cavacos os leva a falha por ruptura ao cisalhamento Geometria da Peça A seleção dos processos de usinagem é feita com base na análise da capacidade do processo de executar o formato geométrico da peça com exatidão e acabamento requeridos. Processos de usinagem diferentes podem ser usados na usinagem de uma mesma superfície. Os fatores principais a serem considerados na seleção de um processo de usinagem são a forma, o tamanho, a precisão e o acabamento superficial da superfície, além da estrutura global da peça, seu peso e material, volume de produção, condições do chão-de-fábrica, etc. Inicialmente selecionam-se os grupos de processos compatíveis com o tamanho e a forma geométrica da peça a ser usinada (axissimétrica ou prismática 5 ) e com as possíveis características adicionais (furos, roscas, cavidades etc.). A Tabela 5.1 mostra os grupos conforme o formato superficial. Uma vez selecionado o grupo de processos de usinagem, a seleção final será feita com base no acabamento superficial e também nas tolerâncias dimensionais e geométricas requeridas. A geometria de uma peça (tamanho e forma) pode ser gerada através de processos anteriores, ou pode ser selecionada a partir da matéria-prima padrão para usinagem. Geralmente estas variáveis influenciam diretamente no processo de usinagem ou nos parâmetros que são selecionados, como por exemplo, a profundidade de corte. Não se pode esquecer jamais que as dimensões da área de trabalho da máquina-ferramenta devem ser maiores do que as maiores dimensões da peça. 5 Uma seção transversal que, ao girar em torno de um eixo, origina um sólido de revolução que corresponde a uma peça axissimétrica. Uma superfície prismática é aquela gerada por uma reta que se desloca paralelamente a si mesma acompanhando uma linha poligonal aberta ou fechada; prisma é o sólido limitado por uma superfície prismática fechada e por dois planos paralelos.

36 35 Tabela 5.1 Grupos de processos de usinagem de acordo com o formato desejado da peça AXISSIMÉTRICA Torneamento Retificação Brunimento Polimento Lapidação PRISMÁTICA Fresamento Retificação Brunimento Polimento Lapidação CARACTERÍSTICAS ADICIONAIS Furação Alargamento Mandrilamento Fresamento Retificação Brochamento Roscamento Peças similares (forma, dimensão, função etc.) podem ser agrupadas em famílias visando organizar o Sistema de Produção. A este conceito dá-se o nome de Tecnologia de Grupo (TG) Peças similares a sólidos de revolução Peças axissimétricas similares a sólidos de revolução (eixos, engrenagens, polias, tampas) são as que, por exemplo, podem ser submetidas às operações de desbaste e acabamento em torneamento. Os fatores que devem ser considerados na escolha entre uma peça forjada ou de barra na confecção desses elementos de máquinas (sólidos de revolução) são: o cálculo dimensional; o sobrematerial a ser removido; a disponibilidade da máquina-ferramenta. Exemplos de peças axissimétricas com relação L/D (comprimento/diâmetro) grande: eixos, pinos e varões. Exemplos com L/D pequeno: engrenagens, polias, volantes e buchas. A Figura 5.4 mostra diferentes geometrias e superfícies de peças e componentes que podem ser obtidas através de operações de torneamento. Figura 5.4 Possíveis geometrias de peças fabricadas por torneamento Peças não similares a sólidos de revolução Peças não similares a sólidos de revolução são aquelas que, após a usinagem, apresentam superfícies prismáticas, ou seja, peças formadas por superfícies planas e/ou não axissimétricas. Exemplos de peças não similares a sólidos de revolução: carcaças, tampas e garfos. A Figura 5.5 mostra diferentes geometrias e superfícies de peças e componentes que podem ser obtidas através de operações de fresamento.

.")


37 Peças especiais Figura 5.5 Possíveis geometrias de peças fabricadas por fresamento. As usinagens de materiais nas escalas micro e nanométrica estão sendo consideradas por muitos a chave para as futuras tecnologias. Além dos já conhecidos processos de litografia usados na fabricação de dispositivos eletrônicos, as tecnologias de micro e nanousinagem desempenham um papel importante na miniaturização das máquinas, com usos destacados em aplicações biológicas e médicas, sensores eletromecânicos, atuadores e microreatores químicos, entre outros (Fig. 5.6a). Por outro lado, a usinagem de peças muito grandes exige máquinas-ferramentas de grande porte e toda a rotina de trabalho diferenciada. Como parte desta rotina, podem-se citar as dificuldades de movimentação das peças em função da localização das faces e diâmetros a serem usinados com auxílio de operações com ponte rolante. Outro fator a ser considerado é que as peças são geralmente estruturas mecano-soldadas, necessitando de montagem posterior. A Figura 5.6b mostra um rotor de hidrelétrica fabricado a partir de um disco fundido maciço de aço inox martensítico; após a usinagem do perfil hidráulico, as meias-conchas que complementam a peça são fixadas por solda ao disco principal. (a) (b) Figura 5.6 Tamanhos e geometrias especiais obtidas em usinagem: (a) nanousinagem; (b) rotor de hidrelétrica.

38 Tecnologia de Grupo Na fabricação por usinagem, milhares de itens são produzidos anualmente. Quando se observa as peças que constituem um produto, o número é excepcionalmente elevado. Cada peça possui forma, tamanho e função diferentes. Entretanto, podem-se identificar similaridades entre estas peças. Por exemplo, engrenagens de dentes retos de tamanhos diferentes sofrem os mesmos processos de fabricação. Portanto, percebe-se que peças podem ser classificadas em famílias e isso propicia uma base de dados conveniente para ser gerenciada. Pode-se dizer que a Tecnologia de Grupo (TG) é a percepção de que muitos problemas são similares, e que agrupando problemas similares, uma solução única pode ser encontrada para um conjunto de problemas, poupando-se assim tempo e esforço. TG pode ser aplicada em áreas diferentes, tais como: projeto, planejamento da produção, planejamento do processo, escalonamento, inspeção, armazenamento, etc. No projeto de peças, inúmeras peças podem possuir uma forma similar (Fig. 5.7), e estas peças podem ser agrupadas numa família de projeto. Usando este conceito, pode-se identificar peças compostas, que englobam todas as features de projeto de uma família de projeto. Exemplo de peças compostas é dado na Figura 5.8. Figura 5.7 Família de projeto. Figura 5.8 Peças compostas.
39 38 Com relação à fabricação, peças que não são similares na forma podem, entretanto, ser fabricadas por processos de fabricação semelhantes. Um exemplo é dado na Figura 5.9. Esta família é chamada de família de produção, e dela o planejamento do processo pode ser facilitado. Como processos de fabricação similares são necessários para todos os membros da família, uma célula pode ser agrupada para fabricar uma família de peças. Isto torna o planejamento e controle da produção bem mais simples, pois somente peças similares são fabricadas em cada célula. Este layout é chamado de layout celular. Figura 5.9 Família de produção. Cada célula consiste de alguns equipamentos, como máquinas-ferramentas com comando numérico, máquinas de medição por coordenadas, robôs, esteiras. Estas máquinas são agrupadas fisicamente para formar uma célula, e escalonadas como uma entidade. Uma célula pode ser considerada como uma fábrica, na qual entra a matéria-prima, e sai a peça (ou produto) acabado. Maiores detalhes na disciplina (ENG03387) SISTEMAS DE FABRICAÇÃO.
40 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo, um conjunto de propriedades de usinagem de um material em relação a outro tomado como padrão. Em outras palavras, a usinabilidade expressa o grau de dificuldade de se usinar um determinado material. Entende-se como propriedades de usinagem aquelas que expressam seu efeito sobre as variáveis dependentes de saída do processo: características do cavaco, esforços de corte, temperatura de corte, vida da ferramenta, acabamento da superfície usinada e produtividade. Assim, pode-se ter um material com boa usinabilidade quando se leva em conta, por exemplo, a vida da ferramenta, e não possuir boa usinabilidade quando se leva em conta, por exemplo, o acabamento da superfície usinada da peça. A usinabilidade depende do estado metalúrgico da peça, da dureza, das propriedades mecânicas do material, de sua composição química, das operações anteriores efetuadas sobre o material (sejam a frio ou a quente) e do eventual encruamento. Mas a usinabilidade não depende somente das propriedades do material, mas também de outras variáveis independentes de entrada como parâmetros de corte, das características da ferramenta, das condições de lubrirrefrigeração, da rigidez do sistema máquina/ferramenta/peça e das condições de trabalho realizadas pela ferramenta. Assim, um material pode ter um valor de usinabilidade baixo em certas condições de usinagem e um valor maior em outras, por exemplo. A usinabilidade de um material sempre é observada no contexto da operação de corte, do material e da geometria da ferramenta e das condições de corte. Para a descrição da usinabilidade muitas vezes são empregados os símbolos Z v e Z s, onde o índice v representa o desgaste da ferramenta e o índice s a formação de cavaco. A usinabilidade Z v baseia-se na posição e no comportamento de desgaste em relação à velocidade de corte (v c ), trabalhando com velocidades acima da velocidade critica 6. Para certa operação de corte, a usinabilidade Z v deve ser aceita como boa quando o material pode ser usinado com v c elevada e com seção de cavaco grande 7, resultando em um pequeno desgaste da ferramenta. A determinação da usinabilidade Z s baseia-se na observação da formação do cavaco. Z s é tido como bom quando a adesão do material é pequena e não se formam cavacos em forma de fita ou enrolados e a superfície é lisa e isenta de rebarbas. Z s também depende da velocidade de corte, sendo que com o aumento de v c geralmente verifica-se uma melhora na qualidade superficial. 6 Velocidade crítica é a velocidade limite acima da qual não ocorre a formação da aresta postiça de corte (APC). 7 Uma seção de corte é definida pela área da seção transversal de corte (A), onde se consideram a largura (b) e a espessura (h) do corte. Ambos podem ser geometricamente relacionados respectivamente com a profundidade de corte (a p ) e com o avanço (f) da ferramenta através do ângulo de posição ( r ). Assim, uma seção de cavaco grande envolve a p e/ou f grande, pois a seção do cavaco costuma ser maior que a seção de corte devido à sua deformação. Prof. André João de Souza
41 A Usinabilidade e as Classes de Material É comum se pensar no meio produtivo que a usinabilidade é uma propriedade diretamente associada à dureza do material da peça e à sua resistência mecânica. Assim, segundo esse raciocínio, um material mole tem alta usinabilidade (boa) e um material duro tem baixa usinabilidade (ruim). Porém, este raciocínio é falso. Embora a dureza e a resistência mecânica sejam fatores importantes de influência na usinabilidade do material, outros fatores também são bastante importantes, como a quantidade de inclusões e de aditivos para melhorar a usinabilidade, a quantidade de partículas duras, a microestrutura, a tendência ao empastamento do cavaco do material na superfície de saída da ferramenta, etc. Por exemplo, pode-se ter um aço inoxidável tipo 303 (possui MnS) com dureza idêntica ao tipo 316. Porém, a usinabilidade do primeiro é muito maior que a do segundo. De um modo geral, a usinabilidade avalia a habilidade do material da peça ser usinado, o desgaste que ele cria na aresta de corte e a formação de cavacos que se pode obter. Nestes aspectos, um aço carbono de baixa-liga é mais fácil de cortar, comparado aos aços inoxidáveis austeníticos mais exigentes. Os aços baixa-liga são considerados como tendo melhor usinabilidade comparados aos aços inoxidáveis. A designação boa usinabilidade, geralmente refere-se à ação de corte sem problemas e uma vida útil apropriada da ferramenta. A maioria das avaliações de usinabilidade para um determinado material é feita usando testes práticos e os resultados são determinados com relação a outro teste em outro tipo de material sob aproximadamente as mesmas condições. Nestes testes, outros fatores, como microestrutura, tendência à abrasão, máquina-ferramenta, estabilidade, ruído, vida útil da ferramenta, etc. serão levados em consideração. Como mencionado no Cap. 5, os materiais da peça foram divididos em seis grupos principais, de acordo com a norma ISO e cada grupo possui suas propriedades exclusivas referentes à usinabilidade: ISO P Aço é o maior grupo de materiais na área de usinagem, variando de materiais sem liga a materiais de alta-liga, incluindo fundidos de aços e aços inoxidáveis ferríticos e martensíticos. A usinabilidade é normalmente boa, porém difere muito dependendo da dureza, do teor de C etc. ISO M Aços Inoxidáveis são materiais com liga com um mínimo de 12% Cr; outras ligas podem incluir Ni e Mo. Condições diferentes, como ferrítico, martensítico, austenítico e austenítico-ferrítico (duplex), criam uma grande família. O ponto comum entre todos estes tipos é que as arestas de corte são expostas a uma grande quantidade de calor, desgaste tipo entalhe e aresta postiça. ISO K diferentemente do aço, o Ferro Fundido é um tipo de material que gera cavacos curtos. Os ferros fundidos cinzentos (GCI) e os ferros fundidos maleáveis (MCI) são consideravelmente fáceis de usinar. Já os ferros fundidos nodulares (NCI), os ferros fundidos vermiculares (CGI) e os ferros fundidos austemperado (ADI) são mais difíceis. Todos os ferros fundidos contêm SiC, um material altamente abrasivo para a aresta de corte. ISO N Metais Não Ferrosos são metais mais macios, como alumínio, cobre, latão etc. Geralmente, velocidades de corte muito altas e longa vida útil da ferramenta podem ser esperadas destas pastilhas com arestas de corte vivas. Porém, liga de alumínio com teor de 13% Si é muito abrasivo. ISO S Superligas Resistentes ao Calor incluem uma variedade de materiais à base de ferro de alta liga, Ni, Co e Ti. Eles são pastosos, criam aresta postiça, encruam durante o trabalho (endurecido por deformação) e geram calor. Eles são muito semelhantes aos ISO M, mas são muito mais difíceis de cortar e reduzem a vida útil das arestas do inserto.


42 41 ISO H Este grupo inclui Aços Endurecidos com dureza entre HRC e também ferro fundido coquilhado em torno de HB. A dureza os torna difíceis de usinar. Os materiais geram calor durante o corte e são muito abrasivos para a aresta de corte. O quadro da Figura 6.1 ilustra a formação do cavaco para as diferentes classes, realçando a temperatura na região de corte, a geometria e o tipo de cavaco gerado ISO P Aços Figura 6.1 Seção transversal de pastilha de metal duro cortando materiais Classe ISO. Aço é o maior grupo de materiais de peça na área de usinagem de metais. Eles podem ser não endurecidos ou endurecidos e temperados com uma dureza comum de até 400 HB. Aços com uma dureza de aproximadamente 48 HRC e até HRC pertencem à ISO H. Aços sem liga possuem C < 0,8% e são compostos apenas por Fe, sem outros elementos de liga. Aços-liga possuem C < 1,7 % e elementos de liga como Ni, Cr, Mo, V e W. Aços baixa-liga possuem elementos de liga inferiores a 5%. Aços alta-liga possuem mais do que 5% de elementos de liga. A usinabilidade do aço difere dependendo dos elementos de liga, do tratamento térmico e do processo de fabricação (forjado, laminado, fundido etc.). Em geral, o controle de cavacos é relativamente fácil e sem problemas. Aços com baixo teor de carbono produzem cavacos mais longos que são pastosos e requerem aresta de corte viva. A força de corte e, portanto, a potência necessária para usiná-los, permanece dentro de uma faixa limite ISO M Aços inoxidáveis Os aços inoxidáveis possuem uma liga com o Fe como o constituinte principal, alto teor de Cr (> 12%) e baixo teor de C ( 0,05%). Elementos de liga como Ni, Cr, Mo, Nb e Ti fornecem características diferentes, como resistência à corrosão e resistência mecânica em altas temperaturas. O cromo combina com oxigênio (O) para criar uma camada de Cr 2 O 3 na superfície dos aços, o que oferece uma propriedade não corrosiva ao material.

43 42 A usinabilidade dos aços inoxidáveis difere dependendo dos elementos de liga, tratamento térmico e processo de fabricação (forjado, fundido, etc.). Em geral, a usinabilidade diminui com um maior teor de liga, mas materiais de corte livre ou de usinabilidade aprimorada estão disponíveis em todos os grupos de aços inoxidáveis. Costuma gerar cavacos longos. O controle de cavacos é certo em materiais ferríticos e martensíticos, tornando-se mais complexos em tipos austeníticos e duplex (austeníticos-ferríticos). A usinagem cria altas forças de corte, aresta postiça, superfícies quentes e endurecidas por trabalho. A estrutura austenítica com teor mais alto de nitrogênio (N) aumenta a força e oferece alguma resistência contra corrosão, mas reduz a usinabilidade, enquanto o encruamento aumenta. Adições de S são usadas para melhorar a usinabilidade. Alto teor de carbono (C > 0,20%) gera desgaste de flanco relativamente grande. Mo e N diminuem a usinabilidade; no entanto, oferecem resistência a ataques de ácido e contribuem para resistência a alta temperatura. A Figura 6.2 mostra a usinabilidade relativa dos aços inox. Figura 6.2 Usinabilidade relativa dos aços inoxidáveis ISO K Ferros fundidos Ferro fundido é uma composição Fe-C com um percentual relativamente alto de Si (1-3%). O teor de carbono é acima de 2%, o qual é a solubilidade máxima de C na fase austenítica. Cr, Mo e V formam carbonetos, que aumentam a resistência e dureza, porém reduzem a usinabilidade. Há 5 tipos principais de ferros fundidos: ferros fundidos cinzentos (GCI); ferros fundidos maleáveis (MCI); ferros fundidos nodulares (NCI); ferros fundidos vermiculares (CGI); e ferros dúcteis austemperados (ADI). Os ferros fundidos geram cavacos curtos com bom controle de cavacos na maioria das condições. Usinagem com velocidades mais altas, especialmente em ferros fundidos com inclusões de areia, gera desgaste abrasivo na ferramenta de corte. NCI, CGI e ADI requerem maior atenção devido às diferentes propriedades mecânicas e à presença de grafite na matriz, comparado ao GCI normal (Fig. 6.3). Geralmente são usinados com ferramentas negativas (ângulos de cunha e ponta r grandes), que proporcionam arestas robustas e aplicações seguras. Os substratos de metal-duro devem ser duros e as coberturas devem ser do tipo Al 2 O 3 espesso para boa resistência ao desgaste por abrasão. Os ferros fundidos são geralmente usinados sem refrigeração, mas também podem ser usinados em condições com refrigeração, principalmente para manter ao mínimo a contaminação por poeira de carbono e de ferro. Também há classes disponíveis que atendem aplicações com uso de refrigeração.
44 43 Figura 6.3 Usinabilidade dos ferros fundidos ISO N Materiais não ferrosos Este contém metais macios não ferrosos com dureza abaixo de 130 HB exceto por bronzes de alta resistência (> 225 HB). Ligas de Al com menos do que 12-13% de Si representam a maior parcela. Incluise também compósitos de matriz de metal (Al % SiC), ligas à base de magnésio, cobre eletrolítico (99,95% Cu), bronze (Cu com 10-14% Sn e/ou 3-10% Al) e latão (60-85% Cu com 40-15% Zn). O alumínio gera cavacos longos e o seu controle é relativamente fácil (se tiver liga). O Al puro é pastoso e requer aresta de corte viva (ângulos de cunha e ponta r pequenos) e alta velocidade de corte (v c ). A força de corte e, portanto, a potência necessária para usiná-lo, é baixa. O material pode ser usinado com classes de metal duro sem cobertura com finos grãos quando o teor de Si é abaixo de 7-8% e as classes com ponta de PCD para alumínio com teor de Si mais alto (Si > 12% é muito abrasivo) ISO S Superligas resistentes ao calor (HRSA) e Titânio Os materiais HRSA podem ser divididos em ligas à base de Ni (ex. Inconel 718), Fe (ex. Inconel 909) e Co (ex. Stellite 21). O aumento do teor da liga (mais Co do que Ni) resulta em melhor resistência ao calor, aumento da resistência à tração e maior resistência à corrosão. As propriedades físicas e o comportamento de usinagem de cada uma variam consideravelmente, devido à natureza química da liga e o processamento metalúrgico preciso que recebe durante a fabricação. A usinabilidade piora de acordo com a sequência a seguir: materiais à base de Fe, materiais à base de Ni e materiais à base de Co. Todos os materiais possuem alta resistência a altas temperaturas e produzem cavacos segmentados durante o corte (controle difícil), o que cria altas forças de corte (amplitude e oscilação) e requer alta potência de usinagem. Baixa condutividade térmica e alta dureza geram altas temperaturas durante a usinagem. As propriedades de alta resistência, endurecimento por trabalho e endurecimento por adesão criam desgaste tipo entalhe na profundidade de corte máxima e um ambiente extremamente abrasivo para a aresta de corte. As classes de metal duro devem ter boa tenacidade da aresta e boa adesão da cobertura no substrato para oferecer boa resistência à deformação plástica. Em geral, utilizar insertos com um grande ângulo de posição r (pastilhas redondas) e selecionar uma geometria da pastilha positiva (+ e +). Em torneamento e fresamento, ferramentas cerâmicas podem ser usadas, dependendo da aplicação. As ligas de titânio podem ser divididas em quatro classes, dependendo das estruturas e dos elementos presentes: Ti puro (não tratado), ligas (com adições de Al, O e/ou N), ligas (com adições de Mo, Fe, V, Cr e/ou Mn) e mistura de ligas α+β. As ligas misturadas α+β (ex. liga Ti-6Al-4V)

45 44 representam a maioria das ligas de titânio atualmente em uso, principalmente no setor aeroespacial, mas também em aplicações de uso geral. O titânio possui uma alta relação entre resistência e peso, com excelente resistência à corrosão a 60% da densidade do aço. Isto permite o projeto de paredes mais finas. Entretanto, a usinabilidade de ligas de titânio é insatisfatória comparada aos aços de uso geral e aços inoxidáveis, os quais impõem exigências particulares sobre as ferramentas de corte. Titânio possui baixa condutividade térmica; a resistência é retida a altas temperaturas, o que gera forças de corte altas e calor na aresta de corte. Cavacos finos e serrilhados criam uma área de contato estreita na face de saída, gerando forças de corte concentradas próximas à aresta de corte. Uma velocidade de corte muito alta produz uma reação química entre o cavaco e o material da ferramenta de corte, o que pode resultar em aumento repentino de lascamentos/quebra de pastilha. Os materiais da ferramenta de corte devem ter boa dureza a quente, baixo teor de cobalto e não reagir com o titânio. Geralmente é usado metal duro sem cobertura de finos grãos com boa tenacidade da aresta e geometria positiva ISO H - Aços endurecidos Este grupo de materiais contém aços endurecidos e temperados com durezas de 45 HRC a 68 HRC. Aços comuns incluem aço ao carbono (~60 HRC), aço para rolamento de esferas (~60 HRC) e açoferramenta (~68 HRC). Tipos duros de ferros fundidos incluem ferro fundido branco (~50 HRC) e ADI/Kymenite (~40 HRC). Aço de construção (40 45 HRC), aço Mn e tipos diferentes de coberturas duras, ex. Stellite, aço P/M e metal duro também pertencem a este grupo. Geralmente o torneamento duro (Fig. 6.4) é aplicado em peças com dureza entre 55 e 68 HRC. Figura 6.4 Exemplo de torneamento longitudinal externo em um material endurecido. O aço endurecido é o menor grupo do ponto de vista de usinagem e a operação de corte mais comum é a de acabamento. O corte geralmente produz um bom controle de cavacos. As forças de corte e potência necessária são bem altas. O material da ferramenta de corte precisa ter uma boa resistência à deformação plástica (dureza a quente), estabilidade química (a altas temperaturas), resistência mecânica e resistência ao desgaste abrasivo. O CBN possui essas características e permite o torneamento ao invés de retificação. Cerâmicas mistas (Cermets) ou reforçadas com whisker 8 são usadas em torneamento, quando a peça possui exigências moderadas de acabamento superficial e a dureza é muito alta para metal duro. O metal duro domina as aplicações de fresamento e de furação e é usado até aproximadamente 60 HRC. 8 Wisker são fibras micrométricas de SiC w usadas para aumentar a tenacidade e a resistência mecânica.
46 45 7. VARIÁVEIS INDEPENDENTES DE ENTRADA: GEOMETRIA DA FERRAMENTA DE CORTE 7.1. Generalidades A ferramenta de corte é geralmente designada para realizar uma operação específica de usinagem, e a geometria (ângulos) desta ferramenta deve ser devidamente escolhida para poder executá-la com precisão. Ela apresenta as seguintes partes construtivas mostradas pelas Figuras 7.1 e 7.2. Cunha de corte: cunha formada pela intersecção das superfícies de saída e de folga da ferramenta de corte (Fig. 7.1). Parte de corte: parte ativa da ferramenta constituída pelas suas cunhas de corte. A parte ativa da ferramenta é construída ou fixada sobre um suporte ou cabo da ferramenta, através do qual é possível fixar a ferramenta para construção, afiação, reparo, controle e trabalho. Pode-se ter, portanto, uma superfície de apoio da ferramenta (Fig. 7.2a), ou a ferramenta poderá ser fixada pelo seu eixo (Fig. 7.2b e 7.2c). Superfície de saída (A): superfície da cunha de corte sobre a qual o cavaco é formado e sobre a qual o cavaco escoa durante sua saída da região do trabalho de usinagem (Fig. 7.1 e Fig. 7.2). Superfície principal de folga (A): superfície da cunha de corte da ferramenta que contém sua aresta principal de corte e que defronta com a superfície em usinagem principal (Fig. 7.1 e Fig. 7.2). Superfície secundária de folga (A'): superfície da cunha da ferramenta que contém sua aresta de corte secundária e que defronta com a superfície em usinagem secundária (Fig. 7.1 e Fig. 7.2). Aresta principal de corte S: aresta da cunha de corte formada pela intersecção das superfícies de saída e de folga principal (Fig. 7.1). Gera na peça a superfície em usinagem principal (Fig. 7.2). Aresta secundária de corte S': aresta da cunha de corte formada pela intersecção das superfícies de saída e de folga secundária. Gera na peça a superfície em usinagem secundária (Fig. 7.2). Ponta de corte: parte da cunha de corte onde se encontram a aresta principal e a secundária de corte (Fig. 7.2). A ponta de corte pode ser uma interseção das arestas, ou a concordância das duas arestas através de um arredondamento, ou o encontro das duas arestas através de um chanfro. Figura 7.1 Cunha de corte da ferramenta de torneamento O fenômeno de corte é realizado pelo ataque da cunha da ferramenta sobre a peça. O rendimento desse ataque depende dos valores dos ângulos da cunha, pois é esta que rompe as forças de coesão do Prof. André João de Souza
 ferramenta de tornear (b) fresa frontal (c) broca helicoidal Figura 7.")
47 46 material da peça. Os ângulos e superfícies na geometria de corte das ferramentas são elementos fundamentais para o rendimento e a durabilidade delas. A denominação das superfícies da ferramenta, dos ângulos e das arestas é normalizada pela norma brasileira NBR 6163/90. (a) ferramenta de tornear (b) fresa frontal (c) broca helicoidal Figura 7.2 Arestas de corte e superfícies da parte de corte de uma ferramenta de: (a) torneamento; (b) fresamento; (c) furação Os ângulos da ferramenta servem para determinar a posição e a forma da cunha de corte. Para a designação dos termos da cunha, foi empregada a geometria de uma ferramenta de torneamento, já que nesta é mais simples de exemplificar os diversos aspectos. As definições aqui representadas, em principio, valem para todas as ferramentas de corte de geometria definida. Os ângulos da ferramenta são classificados em: de folga (), de cunha (), de saída (), de ponta ( r ), de posição principal ( r ), de posição secundário ( r ) e de inclinação (). A Figura 7.3 mostra os ângulos dispostos conforme os traços do plano de corte, do plano de referência e do plano de medida. (a) (b) (c) Figura 7.3 Ângulos da ferramenta de corte: (a) plano de medida e plano de referência; (b) ângulos no plano de medida; (c) faceamento de material dúctil com +.
 e os ângulos medidos no plano de referência são suplementares ( r r r 180 o ). (a) (b) Figura 7.")
48 47 A Figura 7.4a mostra os ângulos medidos no plano de medida e a Figura 7.4b os ângulos medidos no plano de referência. Observe que os ângulos medidos no plano de medida são complementares ( 90 o ) e os ângulos medidos no plano de referência são suplementares ( r r r 180 o ). (a) (b) Figura 7.4 (a) ângulos da ferramenta no plano de medida (normal à aresta principal de corte); (b) ângulos da ferramenta no plano de referência. Quando se fala em ferramenta positiva ou negativa, tomam-se como referência o ângulo de saída () e, muitas vezes, também o ângulo de inclinação (). Uma ferramenta positiva é utilizada principalmente na usinagem de matérias de baixa dureza e dúcteis; já uma ferramenta negativa é aplicada principalmente no corte de materiais de alta dureza e frágeis isto fortalece a cunha da ferramenta. A Figura 7.5 mostra os ângulos e da ferramenta em uma operação de torneamento longitudinal externo. Pela representação, ambos são negativos. Os insertos negativos podem ter face dupla ou face única, a aresta possui resistência elevada, apresentam folga zero e, em termos de produtividade, são a primeira escolha para torneamento externo, principalmente em condições de corte severas. Os insertos positivos possuem face única, suportam baixas forças de corte ( pequeno), apresentam folga lateral e são a primeira escolha para o torneamento interno e/ou externo de peças mais delgadas. Figura 7.5 Representação dos ângulos na ferramenta em torneamento.
 é formado entre a superfície de folga e o plano de corte medido no plano de medida da cunha cortante; influencia na diminuição do atrito entre a peça e a")
49 Ângulos da Ferramenta no Plano de Medida Ângulo de folga O ângulo de folga () é formado entre a superfície de folga e o plano de corte medido no plano de medida da cunha cortante; influencia na diminuição do atrito entre a peça e a superfície principal de folga. A função de é evitar o atrito entre a superfície transitória da peça e a superfície de incidência (flanco) da ferramenta e permitir que a aresta de corte penetre no material e corte livremente. A grandeza de depende principalmente dos seguintes fatores: resistência do material da ferramenta de corte; resistência e dureza do material da peça a ser usinada Ângulo de cunha O ângulo de cunha () é formado pelas superfícies de folga e de saída; é medido no plano de medida da cunha cortante. A principal função de é aumentar a resistência mecânica da ferramenta, visto que materiais de difícil corte exercem maior pressão próxima à aresta de corte e por isso exigem uma cunha menos aguda. Consequentemente, tais materiais provocam maior aquecimento na região mais próxima à ponta da ferramenta (cunha e quina). Portanto, quanto maior for, maior a área de dissipação de calor e maior a resistência da ferramenta de corte Ângulo da saída O ângulo da saída () é formado pela superfície de saída da ferramenta e pelo plano de referência medido no plano de medida; é determinado em função do material, uma vez que tem influência sobre a formação do cavaco e sobre a força de corte. O ângulo é um dos mais importantes da ferramenta, pois influi decisivamente na força e na potência necessária ao corte, no acabamento da superfície usinada e no calor gerado. A grandeza de depende principalmente dos seguintes fatores: resistência do material da ferramenta de corte; resistência e dureza do material da peça a ser usinada; quantidade de calor gerado pelo corte; aumento da velocidade de avanço. A Figura 7.6 mostra a influência do ângulo de saída na deformação do cavaco visando aumentar sua capacidade de quebra. O trabalho de dobramento do cavaco diminui com o aumento de e, por conseguinte, a temperatura gerada diminui. Mas em materiais de difícil usinagem, o aquecimento é mais próximo à quina, onde a dissipação de calor é mínima; neste caso, deve-se diminuir (isto é, aumentar ). Além disso, quanto menor, maiores os esforços de corte, maior a temperatura gerada e menor a vida da ferramenta. Assim, a resistência e a dureza do material a usinar são pontos primordiais na escolha de. Figura 7.6 Ferramenta de desbaste com ângulos medidos no plano de medida.

50 Ângulos da Ferramenta no Plano de Referência Ângulo de posição principal Formado pela projeção da aresta principal de corte sobre o plano de referência e pela direção do avanço medido no plano de referência. O ângulo de posição principal ( r ) tem as seguintes funções: controlar o choque de entrada da ferramenta; distribuir as tensões de corte favoravelmente no início e no fim de corte; alterar a espessura do cavaco e o comprimento atuante da aresta de corte; aumentar o ângulo de quina ( r ); gerar uma força passiva na ferramenta que ajuda a eliminar eventuais vibrações; influir na direção de saída do cavaco. Em trabalhos usuais, o ângulo r pode variar de 30 o a 60 o. Na ferramenta de sangrar, r 90 o. Não se aconselha usar r 90 o para não acunhar a ponta da ferramenta no material. O ângulo ( r ) tem as seguintes funções: controlar o choque de entrada da ferramenta; distribuir as tensões de corte favoravelmente no início e no fim de corte; alterar a largura do cavaco (b), a espessura do cavaco (h) e o comprimento atuante da aresta de corte; modificar o ângulo de ponta ( r ); gerar uma força passiva (F p ) na ferramenta que ajuda a eliminar eventuais vibrações; influir na direção de saída do cavaco. Em trabalhos de desbaste usuais 30º r 60º. Na ferramenta de sangrar e no bedame, r 90 o. Não se aconselha usar r 90 o para não acunhar a ponta da ferramenta no material. A Figura 7.7 mostra a influência do ângulo de posição na formação do cavaco (largura, espessura e direção). Observase que quando r 90 o, b a p, h f e o cavaco se quebra na colisão contra a ferramenta; quando r 90º, b = a p /sen r, h = fsen r e o cavaco se quebra na colisão contra a peça. Figura 7.7 Influência do ângulo de posição na seção transversal de corte Ângulo de ponta principal O ângulo de ponta ( r ) é formado pela projeção das arestas lateral e principal de corte sobre o plano de referência e medido no plano de referência. É determinado conforme o avanço. A principal função do ângulo r assim como do ângulo é aumentar a resistência mecânica da ferramenta, visto que materiais de difícil corte exercem maior pressão próxima à aresta de corte e por isso exigem uma ponta menos aguda. Por conseguinte, tais materiais provocam maior aquecimento na região mais próxima à quina da ferramenta (cunha e ponta). Portanto, quanto maior for r, maior a área de dissipação de calor e maior a resistência da ferramenta de corte (Fig. 7.8) Ângulo de posição secundário O ângulo de posição secundário ( r ) é formado entre a projeção da aresta lateral de corte sobre o plano de referência e a direção de avanço medido no plano de referência. O ângulo ( r ) indica a posição
51 50 da aresta secundária de corte. Sua principal função é controlar o acabamento, ou seja, permitir que apenas uma pequena parte da aresta secundária entre em contato com a superfície usinada, evitando assim vibrações. No entanto, deve-se lembrar de que o acabamento da superfície usinada depende também do raio de ponta da ferramenta (r ) (Fig. 7.8). Figura 7.8 Ferramenta de desbaste com ângulos medidos no plano de referência Raio de ponta Além dos ângulos, também as quinas de corte são arredondadas em função do acabamento superficial da peça. O raio de ponta (r ) é o raio da curva de concordância medido no plano de referência da ferramenta (Fig. 7.9) que une a aresta principal e a secundária da ferramenta de corte, com o objetivo de reforçar a ponta e reduzir as forças atuantes na mesma. Isto reduz a espessura do cavaco (h) na ponta. Se o raio r é muito pequeno, apenas a parte final da espessura h é reduzida. Se r é muito grande, há uma redução gradual de h, diminuindo a pressão específica (K s ) na ponta e reduzindo a quantidade de calor gerada na mesma; por outro lado, induz vibrações. A escolha do raio de ponta mais apropriado depende principalmente da profundidade de corte (a p ) e do avanço (f) requeridos na operação de corte. O grau de acabamento (quantificado pela rugosidade) obtido na superfície usinada depende em grande parte de r e do avanço (f). Figura 7.9 Raio de ponta no plano de referência. O raio de ponta afeta também a quebra dos cavacos gerados na operação de corte e a resistência mecânica do inserto. Um raio pequeno é ideal para pequenos a p e reduz vibrações; porém, diminui a resistência da ponta. Um raio grande é recomendado para grandes a p e f, já que a aresta é mais robusta; porém, induz vibrações pelo aumento nas forças radiais. As forças radiais que tentam empurrar o inserto para fora da superfície de corte são alteradas para forças axiais quando a profundidade de corte aumenta. Em geral, a quebra de cavacos melhora com um raio menor. Como regra geral, a p 2/3 r e/ou f = 1/2 r (Fig. 7.10).
 é o ângulo formado entre a aresta principal de corte e sua projeção sobre o plano de referência medido no plano de corte")

52 51 a p < r a p = 2/3 r a p > 2/3 r Figura 7.10 Influência do raio de ponta na formação do cavaco e nas forças radiais Ângulo de inclinação O ângulo de inclinação () é o ângulo formado entre a aresta principal de corte e sua projeção sobre o plano de referência medido no plano de corte (Fig. 7.11). Tem por finalidade controlar a direção do escoamento do cavaco, proteger a quina da ferramenta contra impactos, cortes interrompidos e atenuar vibrações. O ângulo pode variar de 10º a 10º. (a) Figura 7.11 Ângulo de inclinação medido no plano de corte: (a) negativo; (b) positivo. (b)
53 52
54 53 8. VARIÁVEIS INDEPENDENTES DE ENTRADA: MATERIAL DA FERRAMENTA DE CORTE 8.1. Introdução Durante centenas de anos, a pedra foi a matéria-prima do homem, mas por volta de 4000 A.C. ele começou a trabalhar com metais, começando com o cobre, depois com o bronze e finalmente com o ferro para a fabricação de armas e ferramentas. Mas um fato marcante para o desenvolvimento tecnológico foi a descoberta de metais como o cobre, o zinco e o ferro. Já a partir de 700 a.c. praticamente todas as ferramentas eram executadas em ferro, e a partir do séc. XVII foram descobertas constantes melhorias no processo de fabricação do ferro e na siderurgia do aço, que colocaram o aço em posição vantajosa em relação aos metais até então conhecidos. No entanto, estudos sistemáticos sobre a tecnologia de usinagem só iniciaram no início do século XIX e levaram entre outros a descoberta de novos materiais de corte. No início de 1900, com a descoberta do aço-rápido, o americano Frederick Winslow TAYLOR ( ) determinou um passo marcante no desenvolvimento tecnológico da usinagem. Os metais-duros sinterizados e os materiais de ferramentas baseados em materiais oxicerâmicos são outros resultados de uma pesquisa intensiva na área de materiais para ferramentas que até hoje ainda não está concluída e sim está submetida a uma melhora constante; isto referido à fabricação e utilização de materiais para ferramentas, como p.ex. os materiais nitreto de boro cúbico (CBN cubic boron nitride) e diamante policristalino (PCD polycrystalline diamond). Para poder satisfazer as exigências crescentes feitas à qualidade das peças e a viabilidade econômica do processo de fabricação, as ferramentas de corte devem ser usadas de forma econômica, para que as variáveis envolvidas na usinagem (geometria da ferramenta, condições de corte, material da peça etc.) sejam consideradas quanto à sua influência e o seu efeito sobre o resultado do trabalho. Sabe-se que o processo de usinagem baseia-se na remoção de material, utilizando na ferramenta um material mais duro e mecanicamente mais resistente que na peça. Além disso, as condições requeridas de processo dependem do material a ser usinado, dos parâmetros de corte e das características da máquinaferramenta. Por outro lado, a seleção do material da ferramenta que produza o desempenho desejável em tais condições ainda é um desafio, pois nenhum material apresenta as propriedades a serem exigidas da ferramenta no seu mais alto grau. Partindo-se do princípio da dureza relativa, o surgimento de novos materiais e ligas estruturais com excelentes propriedades de resistência mecânica e elevada dureza contribuíram para o aparecimento de novos materiais para a concepção de ferramentas mais resistentes para as operações de usinagem. Porém, o corte de materiais frágeis ou as operações de corte interrompido requerem materiais com suficiente tenacidade para suportar os choques e impactos inerentes ao processo de usinagem. Como, em geral, dureza e tenacidade são duas propriedades antagônicas (alta dureza se associa a baixa tenacidade e viceversa), o balanço destas propriedades nos materiais de ferramentas de corte se tornou um desafio para os fabricantes. A Figura 8.1 mostra o comportamento de cada um dos materiais em relação a estas duas propriedades. A conciliação destas propriedades foi conseguida com a produção de ferramentas com diferentes composições químicas, refinamento dos grãos, controle dos processos de fabricação e do tratamento térmico, o que lhes confere graus compatíveis de pureza e qualidade. Prof. André João de Souza

55 54 Figura 8.1 Relação entre a tenacidade e a dureza entre os materiais aplicados como ferramenta de corte As principais propriedades desejadas em um material para ferramenta de corte são: alta dureza; suficiente tenacidade para evitar falha por fratura; alta resistência ao desgaste abrasivo, à compressão e ao cisalhamento; boas propriedades térmicas e mecânicas em altas temperaturas; alta resistência ao choque térmico; alta resistência ao impacto; ser quimicamente inerte. Estas não se reúnem em um só material, mas dependendo da aplicação, priorizam-se algumas delas. Desde as primeiras aplicações surgiram diversos materiais aplicados a ferramentas de corte Os dois tipos de materiais mais comuns usados em ferramentas de corte destinadas às operações tradicionais de usinagem são: o aço-rápido e o metal-duro, que juntos somam 90% das aplicações na indústria moderna. Materiais avançados como: nitreto de boro cúbico (CBN cubic boron nitride), cerâmica e diamantes, detêm 10% das aplicações Aço-rápido (AR) O aço-rápido (AR) é usado em ferramentas de uso geral [usinagem de peças forjadas, fundidas ou sinterizadas (metalurgia do pó)], em ferramentas de geometria complexa ou naquelas usadas em situações em que as velocidades de corte são mais modestas. Principais propriedades: dureza a quente, resistência ao desgaste e tenacidade. Desenvolvido por F. W. TAYLOR, no final do século XIX, o aço-rápido foi o responsável pelo primeiro grande salto tecnológico na história da usinagem. Com o seu advento, foi possível aumentar as velocidades de corte antes obtidas com ferramentas de aço-carbono (3 a 5 m/min) em cerca de 10 vezes (30 a 35 m/min) razão pela qual os aços-rápidos possuem este nome (em inglês HSS high-speed steel). Hoje, comparando com os materiais das ferramentas atuais, esses valores são relativamente baixos. Apesar disso, esse grupo de materiais ainda resiste, pois mais de um século depois de descobertos, ainda são largamente empregados (cerca de 40% das ferramentas aplicadas na indústria são de HSS). As principais aplicações de aços-rápidos são em brocas, fresas inteiriças, cossinetes, brochas e até em ferramentas de barra para aplicações em torneamento de peças de diâmetros reduzidos, cuja velocidade de corte conseguida é inferior à velocidade econômica de corte dos materiais mais resistentes (Fig. 8.2).

56 55 Figura 8.2 Algumas aplicações dos aços-rápidos Com elevada tenacidade, resistência ao desgaste e dureza a quente quando comparados com os aços-carbonos usados na fabricação de ferramentas, o aço-rápido é um aço alta liga com microestrutura martensítica com inclusões de carbonetos. As ferramentas de aço-rápido são divididas em dois grandes grupos: aços ao tungstênio (W), identificados pela letra T, e aços ao molibdênio (Mo), identificados pela letra M. Assim, os principais elementos de liga dos aços-rápidos são: W, Mo, Co, V e Cr. Diferente do que acontece com os aços convencionais, que são temperados e revenidos, e cuja dureza exibe uma queda contínua com o aumento da temperatura de revenimento, os aços-rápidos apresentam uma elevação de dureza quando revenidos em temperaturas entre 480 e 565 C, dependendo da composição química. Quando da seleção de um aço-rápido, deve-se considerar as principais características necessárias ao desempenho da função. A Tabela 8.1 mostra algumas dessas características e suas relações com os elementos de liga presentes. Tabela 8.1 Principais características dos aços-rápidos e suas relações com os elementos de liga presentes CARACTERÍSTICAS Dureza a quente Resistência ao desgaste abrasivo Profundidade de endurecimento Empenamento mínimo Aumento da tenacidade pelo refinamento do grão ELEMENTOS DE LIGA W, Mo, Co (com W ou Mo), V, Cr, Mn V, W, Mo, Cr, Mn B, V, Mo, Cr, Mn, Si, Ni Mo (com Cr), Cr, Mn V, W, Mo, Mn, Cr Apesar da existência de materiais para ferramenta mais avançados que o aço-rápido, em diversos processos de usinagem, a aplicação destes materiais é restrita devido às formas ou geometrias das ferramentas, ou ainda às condições tanto de operação quanto da máquina operatriz. Um exemplo é a operação de fresamento com fresas de pequeno diâmetro. Neste caso, além da dificuldade de obtenção da forma da fresa, a grande maioria das máquinas operatrizes não atinge as velocidades de corte necessárias para o uso de fresas de metal-duro, sendo o aço-rápido ainda bastante usado. Porém, algumas propriedades, como resistência ao desgaste e coeficiente de atrito do aço-rápido não condizem com a eficiência de corte almejada. Uma solução bastante usada por fabricantes de ferramentas de corte é a

57 56 aplicação de uma camada de cobertura de material com resistência ao desgaste (e outras propriedades, como inércia química, baixo coeficiente de atrito) mais elevada sobre a ferramenta de aço rápido. Esta cobertura geralmente é feita pelo processo PVD 9. Popularmente chamadas de ferramentas de aço-rápido sinterizado, este processo de fabricação apresenta como vantagens a possibilidade do uso de partículas de carbonetos muito menores, com melhor dispersão, além de um número maior de elementos de liga em comparação com AR fabricado pelo processo convencional. Lembrando que sinterização é apenas parte de processo de metalurgia do pó Metal-duro (MD) O metal-duro é usado em cerca de 50% das aplicações devido ao custo e à combinação da dureza à temperatura ambiente, dureza a quente, resistência ao desgaste e tenacidade, possível graças à variação da sua composição. A ferramenta de MD pode ser aplicada em altas velocidades de corte. A grande vantagem do metal duro é manter o corte da ferramenta vivo por muito mais tempo, mesmo quando submetido à velocidade de trabalho inúmeras vezes superior ao que suportaria o aço rápido. O metal duro aumentou significativamente a produtividade, por ter a propriedade de manter a dureza e assim o fio de corte, mesmo quando muito aquecido, pois quanto mais rápido se executa uma usinagem, maior o calor gerado na interface ferramenta-peça. Desde o princípio, o metal-duro, por ser fruto da metalurgia do pó, foi desenvolvido em forma de pastilhas que, no começo, eram soldadas a hastes ou cabeçotes metálicos para, deste modo, formar a chamada ferramenta. Como as soldas não resistem às altas temperaturas geradas na usinagem e por isso soltariam as pastilhas durante o processo, causando acidentes, estas passaram a ser intercambiáveis e fixadas mecanicamente aos seus suportes, facilitando o processo de troca de uma ferramenta gasta por uma nova. A Figura 8.3 ilustra o processo de fabricação da ferramenta MD. Figura 8.3 Esquema do processo de fabricação da ferramenta de metal-duro O metal-duro é composto de carbonetos metálicos em forma de minúsculas partículas que são incrustadas em metal ligante. Os componentes mais importantes são o carboneto de tungstênio (WC) 9 PVD (Physical Vapor Deposition), ou deposição física de vapor, é formada em temperaturas relativamente baixas (de 400 a 600 C) e envolve a evaporação de um metal que reage, por exemplo, com nitrogênio para formar uma cobertura de nitreto dura na superfície da ferramenta de corte. As coberturas PVD agregam resistência ao desgaste a uma classe devido à sua dureza. As tensões de compressão das coberturas PVD também agregam tenacidade à aresta e resistência contra trincas térmicas. A cobertura PVD é recomendada para arestas de corte tenazes e afiadas, bem como para materiais com tendência a abrasão. As aplicações incluem todas as fresas e brocas inteiriças e a maioria das classes para canais, roscamento e fresamento.
58 57 denominado Fase (determina a resistência ao desgaste) e o metal ligante cobalto (Co) denominado Fase (determina a tenacidade). O tamanho do grão do WC é um dos parâmetros mais importantes para ajuste da relação de dureza/tenacidade de uma classe; o tamanho do grão mais fino significa maior dureza a um determinado teor da fase ligante. A quantidade e composição do ligante rico em Co controla a tenacidade e a resistência da classe quanto à deformação plástica. Com um tamanho de grão igual ao WC, um aumento na quantidade de ligante resultará em uma classe mais tenaz, mais propícia ao desgaste por deformação plástica. Um teor de ligante muito baixo pode resultar em um material quebradiço. Com o tempo, outros componentes foram adicionados a essa composição básica. A adição de carbonetos de titânio (TiC) (aumentar a resistência à craterização), de tântalo (TaC) e de nióbio (NbC) (maior tenacidade ao MD) denominados Fase, melhoraram muito a performance das ferramentas de metal-duro quanto a prevenir desgastes que se originam nos processos de formação de cavacos particulares a cada tipo de material. Mais tarde, os pesquisadores descobriram a possibilidade de se revestir a superfície das pastilhas com finas camadas de Fase. Este revestimento geralmente é obtido tanto pelo processo CVD 10 (85% dos casos), mas também pode ser feito pelo processo PVD 11 (15% dos casos). Estas camadas, que medem de 3 a 5 m de espessura, proporcionaram maior durabilidade à aresta de corte, pois a camada extrafina e extremamente dura sobre o núcleo tenaz permitiu que uma mesma pastilha suportasse tanto maiores esforços de corte (em operações de desbaste) quanto altas velocidades (em operações de acabamento). Apesar de no início os revestimentos serem simples, a tecnologia do revestimento evoluiu até as pastilhas multirrevestidas, com camadas sobrepostas, onde cada uma delas exerce uma função específica a fim de conter os diferentes processos de desgastes que se desenvolvem durante a usinagem. Comumente se tem um triplo revestimento: TiC/TiCN/TiN ou TiC/Al 2 O 3 /TiN. Entretanto, existem registros de ferramentas com até doze camadas de diferentes revestimentos. Cada camada tem uma função específica e a sua associação permite oferecer um material com todas as vantagens possíveis de se obter com a técnica. Uma única pastilha em uma determinada classe pode ser aplicável tanto em acabamento quanto em desbaste de metais, que podem variar do aço ao ferro fundido. Normalmente, o TiC ou o TiCN são revestimentos muito utilizados como a 1ª camada, pois garantem uma coesão muito boa com o substrato. Além disso, o TiC é um dos mais duros revestimentos utilizados, o que garante resistência ao desgaste. O Al 2 O 3 é um revestimento intermediário muito empregado pela sua inércia química, sua dureza (e, portanto, resistência ao desgaste) e sua baixa condutividade térmica a altas temperaturas. O TiN se apresenta como a camada mais externa, pois proporciona baixos coeficientes de atrito entre a ferramenta e o cavaco e entre a ferramenta e a peça. O TiAlN tem se mostrado excelente na 10 CVD (Chemical Vapor Deposition), ou deposição química de vapor, é gerada por reações químicas a temperaturas de 700 a 1050 C. As coberturas CVD possuem alta resistência ao desgaste e excelente adesão ao metal duro. O primeiro metal duro revestido CVD era de uma única camada de cobertura de carboneto de titânio (TiC). Coberturas de óxido de alumínio (Al 2 O 3 ) e coberturas de nitreto de titânio (TiN) foram introduzidas posteriormente. Mais recentemente, as coberturas de carbonitreto de titânio (MT-Ti(C,N) ou MT-TiCN, também chamado de MT-CVD, foram desenvolvidas para melhorar as propriedades da classe devido à sua habilidade em manter a interface de metal duro intacta. As modernas coberturas CVD combinam MT-Ti(C,N), Al 2 O 3 e TiN. As propriedades da cobertura foram melhoradas continuamente quanto às propriedades de adesão, tenacidade e desgaste em virtude de otimizações e tratamentos posteriores microestruturais. 11 PVD é amplamente usada em metal-duro para aplicações de acabamento e como a classe de pastilha central na furação.

59 58 usinagem de ferro fundido e pode se aplicado na usinagem de superligas de níquel. A Figura 8.4 mostra a estrutura do metal duro com o substrato de carboneto de tungstênio e a matriz metálica de cobalto, além dos revestimentos aplicados na superfície da ferramenta. Figura 8.4 Microestrutura do metal duro. A Norma ISO 513 (2004) (classification and application of hard cutting materials for metal removal with defined cutting edges designation of main groups and groups of application) apresenta a classificação de grupos de ferramentas. A letra de designação da classe é sempre acompanhada de um número que representa a tenacidade a resistência ao desgaste da ferramenta: quanto maior o número, maior a tenacidade e menor a resistência ao desgaste. A subdivisão dentro de cada classe de metal-duro (P, M, K) depende principalmente de: A composição química do material da ferramenta, incluindo qualidade e quantidade de carbonetos. Por exemplo, a presença de TiC garante maior resistência ao desgaste, e uma maior quantidade de Co garante maior tenacidade. O tamanho dos grãos de carboneto: quanto mais finos, maior a tenacidade da ferramenta, aliada a uma maior dureza média. A Figura 8.5 ilustra os diferentes tamanhos de grão na composição do metal-duro. (a) (b) (c) Figura 8.5 Composição do metal duro: (a) tamanhos de grãos de (WC) médios a grossos; (b) tamanhos de grãos de WC fino ou submícron; (c) Metal duro com adição de carbonetos (fase ). Metal duro revestido combina metal-duro com uma cobertura. Juntos eles formam uma classe personalizada para sua aplicação. As classes de metal duro revestido são a primeira escolha para uma variedade de ferramentas e aplicações. Comumente pode-se encontrar nos catálogos de fornecedores referências sobre o grau de dureza e tenacidade das distintas classes de metal-duro, incluindo informações sobre os seus materiais constituintes. Essas informações são úteis para a escolha e adequação da ferramenta ao processo de usinagem que se deseja executar. A tabela da Figura 8.6 mostra esta designação.

60 59 Figura 8.6 Classificação dos metais duros segundo a norma ISO 513 (2004) 8.4. Materiais Avançados Na busca por aumentar produtividade, ferramentas avançadas trazem benefícios adicionados à usinagem em grande escala, que permitem tornear, furar e fresar peças complexas de difícil usinagem com mais eficiência. Ferramentas avançadas podem dobrar as taxas de usinagem, enquanto prolonga a vida útil da aresta, reduzindo as forças na máquina e possibilitando também a economia de energia. A Figura 8.7 mostra as ferramentas avançadas de geometria definida utilizadas em operações de corte de alto desempenho: (a) Cerâmica branca; (b) Cerâmica mista; (c) PCD; (d) CBN Cerâmicas As cerâmicas são muito importantes na usinagem em alta velocidade de aços e ferros fundidos (a velocidade de corte pode ser 4 a 5 vezes maior que as usadas em ferramentas de metal duro). Durante muitos anos as cerâmicas não obtiveram sucesso comercial por exigirem máquinas-ferramentas com altas
 e altas velocidades de corte (na ordem de 1000 m/min) permite excelente acabamento (semelhante à retificação).")
 cerâmica branca; (b) cerâmica mista; (c) PCD; (d) CBN. A cerâmica branca consiste de materiais com óxido de alumínio superior a 90%, o que dá a cor branca.")
, sendo que as peças são obtidas pela prensagem a frio da matéria-prima que pode ser Al 2 O 3 com 99,98% de pureza, ou então, uma composição de 90 a")
 possui teor de Al 2 O 3 menor que 90%, com adição de óxidos e carbonetos metálicos, especialmente o TiC e o WC.")
61 60 velocidades de corte, potências elevadas e extrema rigidez. A alta velocidade de corte implica em um fluxo intenso de cavacos, tornando necessária a remoção eficiente e a proteção do operador. A possibilidade de se utilizar baixos avanços (na ordem de 0,1 mm/volta) e altas velocidades de corte (na ordem de 1000 m/min) permite excelente acabamento (semelhante à retificação). As cerâmicas de corte são classificadas segundo o seu teor de óxidos de alumínio em cerâmica branca e cerâmica mista. (a) (b) (c) (d) Figura 8.7 Ferramentas avançadas: (a) cerâmica branca; (b) cerâmica mista; (c) PCD; (d) CBN. A cerâmica branca consiste de materiais com óxido de alumínio superior a 90%, o que dá a cor branca. O componente principal é o coríndon (Al 2 O 3 ), o qual é uma forma estável da alumina. O material de partida é um pó finíssimo (1 a 10 m), sendo que as peças são obtidas pela prensagem a frio da matéria-prima que pode ser Al 2 O 3 com 99,98% de pureza, ou então, uma composição de 90 a 99% de coríndon e o restante de SiO 2, MnO 2, CrO 2 ou Ni 2 O 3. A qualidade da ferramenta cerâmica oxida depende da sua pequena porosidade associada a pequenos tamanhos de grãos. A cerâmica mista (CERMET) possui teor de Al 2 O 3 menor que 90%, com adição de óxidos e carbonetos metálicos, especialmente o TiC e o WC. Ela é obtida por prensagem a quente, produzindo uma estrutura mais fechada, geralmente de cor preta. A presença dos óxidos e carbonetos metálicos inibe o crescimento dos grãos, resultando em alta dureza, maior tenacidade, maiores resistências a impactos e desgastes no flanco e na face. CERMETS são condutores elétricos, têm razoável condutividade térmica, são menos frágeis e menos sujeitos às trincas térmicas que as brancas. Empregadas em desbaste e acabamento de ferros fundidos duros, maleáveis, esferoidais ou cinzentos com dureza de até 700 HB e de aços (de cementação, de beneficiamento, aço-rápido e de alta liga) com dureza de até 64 HRC Diamante É o material mais duro conhecido. Podem ser naturais (MCD) ou sintéticos (PCD). Os diamantes naturais (MCD Monocrystalline Diamonds) são monocristalinos e anisotrópicos (as propriedades mecânicas variam com a direção). A lapidação deve ser feita na direção de menor dureza e a montagem no porta-ferramenta deve ser feita na direção de máxima dureza. São indicados na usinagem de metais leves, latão, bronze, cobre, liga de estanho, borracha, vidros, plásticos e pedras. Aplicam-se para a usinagem fina (precisão e qualidade semelhante ao polimento). São classificados em: Negros (usados em ferramentas para afiar rebolos e pontas de brocas para trabalhar fibras, borrachas e plásticos); Ballos (são duros em função de sua estrutura; não se aplicam à fabricação de ferramentas de corte); e Borts (seu valor depende da dureza, da qualidade e do número de bordos naturais de trabalho que oferece; as arestas podem ser lapidadas em ângulos apropriados). Os diamantes sintéticos (PCD Polycrystalline Diamonds) são policristalinos produzidos pela sinterização de partículas de diamante com cobalto num processo de alta pressão (6000 a 7000 MPa) e alta temperatura (1400 a 2000 o C). A camada é isotrópica (as propriedades mecânicas não variam com a direção) e nunca atinge a dureza do diamante monocristalino na direção de máxima dureza. A matéria-
62 61 prima das ferramentas de corte é formada por partículas muito finas de diamantes sintéticos, de granulação muita definida para obter o máximo de homogeneidade e densidade. A camada de 0,5 mm de espessura, ou é aplicada diretamente sobre a pastilha de metal-duro sinterizado previamente, ou então é ligada ao metal-duro através de uma fina camada intermediária de um metal de baixo módulo de elasticidade. O PCD é usado em operações de acabamento e desbaste na usinagem dos mesmos materiais usinados pelo MCD, com exceção de asbesto, fibras reforçadas de vidro-carbono, carvão-grafite, metalduro pré-sinterizado. Especial aplicação na usinagem de ligas de Al-Si, que são de difícil usinagem. As usinagens de aço e ferro fundido não são possíveis com diamante em virtude da afinidade do ferro com o carbono: devido à alta temperatura na região de corte, o carbono se transforma em grafite e reage com o ferro, levando a aresta cortante a um rápido desgaste. Recomenda-se velocidade de corte v c 100 m/min (não tem limite máximo: v c = 2000 m/min foi usado com sucesso), avanços 0,02 f 0,06 mm/volta e profundidades de corte 0,01 a p 0,20 mm CBN Depois do diamante, o nitreto de boro cúbico (CBN Cubic Boron Nitride) é o material mais duro que se conhece. Ele é obtido sinteticamente pela transformação do nitreto de boro de estrutura hexagonal em estrutura cúbica sob pressões de 5000 a 9000 MPa e temperaturas de 1500 a 1900 o C, na presença de um catalisador, geralmente lítio. Os insertos de CBN são fabricados da mesma forma que os de diamante policristalino. Uma camada de 0,5 mm de espessura, de partículas de CBN é sinterizada num processo de alta pressão e altas temperaturas, na presença de uma fase ligante, sobre uma base de metal duro. O CBN é quimicamente mais estável que o diamante, especialmente contra a oxidação. Além disso, em pressão atmosférica, o CBN é estável até 2000ºC enquanto o diamante não ultrapassa os 900ºC (grafitização). Outra vantagem é a não afinidade química do CBN com aços e ferros fundidos. São empregadas na usinagem de aços duros (45 a 65 HRc), mesmo em condições difíceis, aço-rápido, ligas resistentes a altas temperaturas a base de Ni e Co, revestimentos duros com altas porcentagens de WC ou Cr-Ni. Pela sua resistência ao impacto podem ser usadas em grãos abrasivos (rebolos), na usinagem de peças forjadas e fundidas e peças de ferro fundido coquilhado, para cortes interrompidos, desbaste e acabamento, usinagem fina, obtendo rugosidades inferiores a 1,0 m dispensando a etapa posterior de retificação. Podem ser aplicadas velocidades de corte entre 50 e 200 m/min, avanços de 0,1 a 0,3 mm e profundidades de corte inferiores a 2,5 mm.
63 62
64 63 9. VARIÁVEIS INDEPENDENTES DE ENTRADA: MÁQUINAS OPERATRIZES E PARÂMETROS DE CORTE Máquina-Ferramenta O conceito de máquina é bastante genérico e significa um conjunto de mecanismos capaz de cumprir uma determinada função. Máquinas-ferramentas têm um sentido mais limitado e significa um conjunto de mecanismos que permite fabricar alguma coisa. Máquinas-ferramentas de usinagem têm um sentido mais restrito ainda e abrange aquelas cuja função é permitir a geração de cavacos na remoção de material da peça. Uma definição simples para as máquinas-ferramentas é que são máquinas utilizadas para fabricar outras máquinas. Máquina-ferramenta é a máquina constituída por um conjunto de componentes/elementos/sistemas mecânicos, elétricos, hidráulicos e/ou pneumáticos (simples ou complexos), capaz de transformar fisicamente um corpo (formato geométrico e dimensões). A transformação física que o corpo sofre até chegar a sua forma final pode ser com ou sem a retirada de material. Esta transformação pode ser tanto por usinagem como por conformação. Nos dois casos é necessário operar com ferramentas adequadas para se chegar ao objetivo. Quase sempre o produto final parte de um corpo que tem uma forma aproximada. Através de transformações sucessivas chega-se então à forma desejada. A sucessão ordenada dessas transformações é chamada de ciclo de fabricação. Aqui será abordado apenas o estudo das máquinas que transformam corpos e formam cavacos na retirada de material. As máquinas-ferramentas clássicas realizam, com muita facilidade, movimentos retilíneos e de rotação. Com elas, é possível conseguir exatidão em superfícies planas e superfícies de revolução. Combinações simples permitem obter formas helicoidais (roscas e perfis de dentes de engrenagens) e superfícies combinadas (perfis simultaneamente helicoidais e cônicos). Perfis mais complexos podem ser obtidos por reprodução. Os pantógrafos para gravação de moldes e de matrizes e as laminadoras de roscas são exemplos desse tipo de máquinas. Entre as máquinas de reprodução que funcionam por abrasão, merecem menção as retificadoras de cames cilíndricos, utilizadas para fabricação de calibradores, virabrequins, eixos-comando de válvulas etc. Essas máquinas funcionam com a ajuda de um gabarito, ou por comparação ótica de um traçado com o perfil da peça. Para usinar peças de grandes dimensões, foi necessário acrescentar potência e massa a essas máquinas, o que tornou indispensável o uso de servomecanismos comandados por embreagens magnéticas, distribuidores hidráulicos ou amplificadores eletrônicos, com evidentes reflexos sobre o seu custo. O fator econômico não deve ser negligenciado, pois interfere na avaliação do interesse industrial de cada método de trabalho. A viabilização técnica e econômica dos novos métodos não implica, contudo, o desaparecimento das formas tradicionais de trabalho. É possível prever que as máquinas de reprodução clássicas associadas a equipamentos de comando numérico serão reservadas para os trabalhos em grandes séries. Para que seja econômico atribuir-lhes tarefas menos repetitivas, é necessário que a quantidade de material a retirar seja grande e que a quantidade de peças a reproduzir compense os gastos com o ferramental. Prof. André João de Souza


 torno universal NARDINI; (b) detalhe de um torno revólver; (c) torno CNC ROMI; (d) torno automático corta-tubos ATLASMAQ. 9.1.2.")

65 Torneamento Para o desempenho de diferentes operações de torneamento, existe uma grande variedade de tornos que podem ter diferentes configurações: universal, revólver, vertical, copiador, automático, com comando numérico etc.. As operações podem ser combinadas em máquinas-ferramenta com múltiplas capacidades, chamadas de centros de torneamento. Os centros de torneamento são máquinas numericamente controladas capazes de efetuar operações simultâneas em diferentes direções da peça, como sangramento e faceamento por exemplo. A Figura 9.1 mostra algumas máquinas-ferramentas para torneamento. Maiores detalhes no Capítulo 17. (a) (b) (c) (d) Figura 9.1 Máquinas-ferramentas para torneamento: (a) torno universal NARDINI; (b) detalhe de um torno revólver; (c) torno CNC ROMI; (d) torno automático corta-tubos ATLASMAQ Furação As máquinas-ferramenta de furar, ou simplesmente furadeiras, consistem basicamente de uma árvore, que gira com velocidades determinadas, onde se fixa a ferramenta. Esta árvore pode deslizar na direção de seu eixo. Também se pode ter uma mesa onde se fixa e movimenta-se a peça. As partes principais de uma furadeira variam de acordo com a sua estrutura. Podem-se classificar as furadeiras de diversas maneiras. Quanto ao sistema de avanço, tem-se a manual (ou sensitiva) ou automática (elétrico ou hidráulico). Quanto ao tipo de máquina, pode-se ter: portátil, de coluna, de bancada, radial e horizontal. Quanto ao número de árvores: simples, quando possuem apenas uma árvore; gêmea, que possui duas árvores; e múltipla quando possui três ou mais árvores. A Figura 9.2 mostra algumas máquinas-ferramentas para furação. Maiores detalhes no Cap. 21.


; ser facilmente operáveis.")

66 65 (a) (b) (c) (d) Figura 9.2 Máquinas-ferramentas para furação: (a) furadeira de bancada SCHULZ; (b) furadeira de coluna CLARK; (c) furadeira radial BRUMAGIO; (d) furadeira horizontal VERRY STILLER Fresamento As máquinas-ferramentas de fresar, ou simplesmente fresadoras, possibilitam usinar praticamente qualquer peça com superfícies de todos os tipos e formatos com auxílio de suas ferramentas e dispositivos especiais. Para tanto, elas devem: ser projetadas para suportar grandes esforços; apresentar acionamento eficiente e posicionamentos precisos do eixo-árvore e da mesa de trabalho (lugar da máquina onde se fixa a peça a ser usinada); ser facilmente operáveis. As fresadoras podem ser classificadas de diversas formas, sendo que as principais levam em consideração o tipo de avanço, a estrutura, a posição do eixo-árvore em relação à mesa de trabalho e a sua aplicação. As fresadoras são, na maioria dos casos, classificadas de acordo com a posição do seu eixo-árvore em relação à mesa de trabalho. Por existirem diversos modelos, as partes principais de uma fresadora podem variar de uma configuração para outra. Quanto ao sistema de avanço pode-se classificar como manual ou automática (elétrica ou hidráulica). Quanto à sua estrutura podem-se ter fresadoras de oficina (ou ferramenteira maior flexibilidade) e de produção (maior produtividade). Quanto à posição do eixo-árvore: horizontal (eixo árvore paralelo à mesa de trabalho); vertical (eixo árvore perpendicular à mesa de trabalho); universal (pode ser configurada para vertical ou horizontal); omniversal (universal com a mesa que pode ser inclinada); duplex (dois eixos-árvore simultâneos); tríplex; multiplex; especiais. Quanto à aplicação, temse fresadoras: convencional (ferramenteira); pantográfica (gravadora); chaveteira (específica para fazer chavetas internas e/ou externas); dentadora (específica para usinar engrenagens); copiadora (o apalpador toca um modelo e a ferramenta o reproduz na peça). A Figura 9.3 mostra algumas máquinas para fresamento. Maiores detalhes no Cap Retificação Retificar significa corrigir irregularidades de superfícies de peças. Assim, a retificação permite: reduzir rugosidades ou saliências e rebaixos de superfícies usinadas com tornos, furadeiras, fresadoras; dar à superfície da peça usinada a exatidão de medidas que permita a ela intercambiabilidade; corrigir peças que tenham sido deformadas ligeiramente durante um processo de tratamento térmico; remover camadas finas de material endurecido por têmpera, cementação ou nitretação.
 fresadora vertical FRITZ WERNER; (b) fresadora universal DEB MAQ (c) fresadora CNC (centro de usinagem) DIMA; (d) hexapod VARIAX (Universidade de")



67 66 (a) (b) (c) (d) Figura 9.3 Máquinas-ferramentas para fresamento: (a) fresadora vertical FRITZ WERNER; (b) fresadora universal DEB MAQ (c) fresadora CNC (centro de usinagem) DIMA; (d) hexapod VARIAX (Universidade de Nottingham) A retificadora é uma máquina empregada na usinagem de peças para dar às suas superfícies uma exatidão maior e um melhor acabamento do que os conseguidos em máquinas convencionais. As peças geralmente precisam ser submetidas a tratamento térmico de têmpera para serem retificadas. Há basicamente três tipos de retificadora: a plana (horizontal e vertical), a cilíndrica universal e a cilíndrica sem centros (centerless). Quanto ao movimento, em geral as retificadoras podem ser manuais, semiautomáticas e automáticas. No caso da centerless, ela é automática, pois se trata de uma máquina utilizada para a produção em série. A Figura 9.4 mostra algumas máquinas para retificação. Maiores detalhes no Cap Escolha da máquina-ferramenta A escolha de uma máquina ferramenta para uma determinada aplicação envolve pessoal técnico que tenha conhecimento na área de produção, para, em função das necessidades da empresa, bem como da perspectiva de expansão ou da versatilidade de fabricação de produtos, optar pela máquina mais adequada. Para tanto, deve-se considerar: Tipo de máquina. A escolha se inicia evidentemente no tipo de peça a ser produzida. A máquina deve fornecer como a sua operação mais trivial, mais simples, aquela operação ou operações necessárias para confecção das peças.
 retificadora plana horizontal CLEVER RP4080, (b); retificadora plana vertical EUROSTEC RAPG500 (c) retificadora cilíndrica universal MELLO UNS-2/1000; (d)")



68 67 (a) (b) (c) (d) Figura 9.4 Máquinas-ferramentas para retificação: (a) retificadora plana horizontal CLEVER RP4080, (b); retificadora plana vertical EUROSTEC RAPG500 (c) retificadora cilíndrica universal MELLO UNS-2/1000; (d) retificadora centerless. Rigidez. O nível de vibrações na estrutura da máquina e componentes, durante a usinagem define a qualidade superficial assim como a linearidade e geometria previamente definidas no desenho. É evidente que a massa estrutural e sua distribuição devem ser criteriosamente estudadas para que a rigidez seja a melhor possível. Potência. Potência instalada é função do porte da máquina. Potência consumida é função da resistência oferecida durante a operação. A escolha deve recair sobre a necessidade. Rendimento. A energia disponível na ferramenta de corte, com relação à energia consumida para o acionamento é o parâmetro que entendemos ser o mais importante. Ou seja, quanto menores as perdas, maior a eficiência, menor o custo de produção. Versatilidade. Uma vez definidos, o tipo de peça, número de operações, possibilidade de fabricação de outras peças, tamanho, volume, faz-se uma análise da autonomia oferecida pela máquina ferramenta. O que queremos e o que a máquina pode produzir. Capacidade de produção. É importante que, antes de se adquirir uma máquina-ferramenta, o interessado tenha os dados relativos a velocidade de produção desejada nas várias etapas de crescimento da indústria para comparar com os limites máximos de produção oferecidos pela máquina, inclusive com possíveis adaptações. Precisão dimensional. Novamente uma questão de comparação entre as tolerâncias exigidas pelas peças a serem produzidas e aquelas que a máquina permite.
 ou faixas pequenas com pequenos intervalos (escalões) de velocidades ou vice-versa.")
 é importante já se ter estabelecidas as dimensões de mínimo e máximo de operação.")

69 68 Faixa velocidade de trabalho. As variações de velocidades oferecidas pelo equipamento são imprescindíveis como parâmetros de escolha. As máquinas podem ter faixas grandes com grandes intervalos (grandes escalões) ou faixas pequenas com pequenos intervalos (escalões) de velocidades ou vice-versa. Se as peças a serem produzidas exigem baixas velocidades com pequenas variações, a escolha recai sobre aquela que mais próximo desta faixa oferecer. Espaço útil de trabalho. Nos três eixos (x, y, z) é importante já se ter estabelecidas as dimensões de mínimo e máximo de operação. Peças longas de pequena seção ou peças curtas de grande seção levam a seleção de máquinas de autonomia diferente, nos três eixos. Capacidade de carga. Além das dimensões existem materiais de diferentes densidades. Logo para um mesmo volume, é importante verificar se, para um material de maior densidade, não haverá prejuízo na rigidez da máquina-ferramenta Parâmetros de Corte Para cada operação de usinagem é necessário decidir quais serão os parâmetros de corte utilizados [velocidade de corte (v c ), avanço (f) e profundidade de corte (a p ), largura de corte (a e )]. Muitos fatores vão de encontro a tais decisões, pois todas as variáveis dependentes de saída são influenciadas por elas. A seleção apropriada destes parâmetros depende também de outras variáveis de entrada que devem ser escolhidas com antecedência: a quantidade total de material a ser removido; os materiais da peça e da ferramenta; e as operações de corte envolvidas. Levando-se em conta o volume de material removido por unidade de tempo e o acabamento da superfície usinada, os valores adotados para os parâmetros de corte podem ser grandes ou pequenos, dependendo da necessidade e da disponibilidade de materiais e/ou ferramentas. Assim, as operações de corte nos diferentes processos de usinagem são de desbaste (fase inicial) e/ou de acabamento (fase final). Como já mencionado no Cap. 2, as operações de desbaste são aplicadas nos casos em que a usinagem, anterior a de acabamento, visa obter na peça a forma e dimensões próximas das finais (Fig. 9.5a,b). Já as operações de acabamento são aplicadas nos casos em que a usinagem é destinada a obter na peça as dimensões finais, ou um acabamento especificado, ou ambos (Fig. 9.5c). (a) (b) (c) Operações de desbaste Figura 9.5 Operações de corte em torneamento: (a) desbaste inicial (forma); (b) desbaste final (dimensões); (c) acabamento. Como regra geral, a combinação de uma profundidade de corte (a p ) máxima possível e de um grande avanço (f) com uma baixa velocidade de corte (v c ) determina uma alta taxa de remoção de

70 69 material durante uma dada vida da ferramenta sem muita preocupação com o acabamento superficial. Neste caso ocorre a remoção da maior parte do material, é deixado somente um sobrematerial para acabamento e o tempo de usinagem tende a ser menor. Assim, grande quantidade de cavaco é retirada na unidade de tempo e se otimiza a vida da ferramenta. Quão pequena deve ser essa v c, depois de escolhidos f e a p, depende das Considerações Econômicas do Processo de Usinagem. Maiores detalhes no Cap. 20. A aplicação dessa regra geral é bastante vantajosa na usinagem de peças estáveis em máquinas rígidas, que permitem operações pesadas. O avanço é limitado pela resistência da ferramenta e pela força de corte que pode causar vibração e a profundidade de corte é limitada pela força de corte e pelo sobrematerial da peça. Os limites de aplicação dessa regra são dados pela progressiva piora do aspecto da superfície usinada e pelo aumento das forças atuantes na ferramenta, na peça e na máquina. Os cavacos obtidos são grossos e a superfície da peça desbastada apresenta sulcos profundos (Fig. 9.6a). No limite há, pois, problemas de qualidade de acabamento, dificuldade de sujeição da peça que escorrega na placa, empenamento da peça, quebra da ferramenta, deformações elásticas na máquina-ferramenta etc Operações de acabamento O objetivo é obter qualidades superficial, dimensional e geométrica da peça. Assim, como regra geral, a combinação de um avanço (f) mínimo possível e de uma pequena profundidade de corte (a p ) com uma alta velocidade de corte (v c ) faz com que se tenha a geração de uma quantidade razoável de cavaco na unidade de tempo sem que haja influência da vibração na remoção do sobrematerial da peça. Os cavacos obtidos são finos e a superfície da peça acabada apresenta sulcos quase que imperceptíveis (Fig. 9.6b). Assim, há uma garantia das tolerâncias requeridas pelo projeto pela utilização de ferramentas adequadas à forma do produto final. No entanto, mesmo com grandes velocidades de corte, haverá grandes tempos de usinagem (baixo avanço f) com pequena remoção de material. Quão grande deve ser essa v c, depois de escolhidos f e a p, depende, novamente, das Considerações Econômicas do Processo de Usinagem. Maiores detalhes no Cap. 20. (a) (b) Figura 9.6 Formação de cavaco e superfície usinada em torneamento com inserto TaeguTec dupla-face Serie H: (a) operação de desbaste; (b) operação de acabamento.
71 70

72 VARIÁVEIS INDEPENDENTES DE ENTRADA: MEIOS LUBRIRREFRIGERANTES Generalidades Em se tratando de sistemas de fabricação, qualquer esforço para aumentar a produtividade e/ou reduzir custos deve ser considerado. Na usinagem, o uso de meios lubrirrefrigerantes (também chamados fluidos de corte, óleos de corte, meios de lubrificação e arrefecimento, líquidos refrigerantes etc.), quando escolhidos e aplicados apropriadamente, traz benefícios. Existem diversas formas de classificar os meios lubrirrefrigerantes, mas sem uma padronização. Embora a utilização de meios sólidos (p.ex. grafita e S 2 Mo) e gasosos (e.g. ar comprimido, CO 2, N 2 ) seja eventualmente descrita na literatura técnica, a aplicação de meios líquidos (e.g. óleos, emulsões, soluções) representa a grande maioria nas aplicações em usinagem. A seleção deve recair sobre o meio que possua composição química e propriedades corretas para lidar com as adversidades de um processo de usinagem específico. A seleção correta do fluido para uma combinação particular peça/ferramenta pode significar a diferença entre o sucesso e o fracasso em quase todos os processos. O fluido deve ser aplicado de modo que permita a sua ação o mais próximo possível da aresta de corte nas interfaces peça/ferramenta/cavaco, de modo a assegurar que suas funções sejam adequadamente exercidas. Não há um consenso em relação à melhor direção de aplicação do fluido. A Figura 10.1 mostra as direções possíveis. h A PEÇA CAVACO B FERRAMENTA C D Figura 10.1 Direções possíveis de aplicação do fluido lubrirrefrigerante Direção A é a mais tradicional, possivelmente pelo fato de os primeiros sistemas serem rígidos e possuírem poucos graus de liberdade, dificultando assim a aplicação do fluido em outras direções. Entretanto, mostra-se inadequada quando cavacos emaranhados são gerados, pois impedem o acesso do fluido à interface ferramenta/cavaco. Direção B se justifica quando o fluido é aplicado na interface ferramenta/cavaco sob elevada pressão, já que a aplicação se dá no sentido contrário ao do movimento do cavaco. Prof. André João de Souza

73 72 Direção C apresenta a vantagem de atingir diretamente a interface peça/ferramenta, reduzindo assim o desgaste de flanco e contribuindo para a qualidade da superfície usinada. Além disso, essa posição está relativamente protegida dos cavacos. Direção D leva em conta os canais internos de lubrificação, com a principal vantagem de se atuar diretamente no local de corte, região esta difícil de ser atingida. É indicada para as operações de furação (em especial, perfuração profunda), torneamento, fresamento, roscamento e escareamento e para máquinas com troca automática de ferramentas, em que se dispensa a intervenção manual no alinhamento de bocais. No entanto, são necessários investimentos em máquinas e ferramentas que possibilitem o fluxo nesta direção. A Figura 10.2 ilustra exemplos de aplicação do fluido lubrirrefrigerante em operações de torneamento, furação, fresamento e retificação. (a) (b) (c) (d) Figura 10.2 Aplicação do fluido lubrirrefrigerante em: (a) torneamento; (b) furação; (c) fresamento; (d) retificação centerless. A lubrificação e a refrigeração têm por finalidade: aumentar a vida da ferramenta; reduzir a força e, consequentemente, a potência de corte; melhorar o acabamento da superfície usinada; aumentar a eficiência da remoção do cavaco da região de corte; reduzir o risco de distorção da peça; proteger a máquina-ferramenta e a peça contra a oxidação. Apesar dos benefícios apresentados, a utilização do fluido lubrirrefrigerante em processos de usinagem gera custos associados a: a aquisição, o armazenamento, o preparo, o controle em serviço e o descarte. Estas despesas chegam a 16% do custo total de fabricação da peça. Além dos custos operacionais, outros fatores como impacto ecológico, exigências legais quanto à preservação do meio
74 73 ambiente, preservação da saúde do ser humano etc. passaram a justificar os esforços atuais no sentido de reduzir o consumo de fluidos lubrirrefrigerantes. Dentro da indústria, as questões ambientais envolvem danos à saúde do operador devido ao contato do fluido lubrirrefrigerante com sua pele e a respiração e/ou ingestão de poluentes derivados dos mesmos. Fora da indústria, quando do descarte ao fim de sua vida, o fluido lubrirrefrigerante afeta o solo e a água; quando da própria utilização deste fluido, afeta o ar. A aplicação de quantidade reduzida de fluido (QRF) em processos de usinagem com ferramentas de geometria definida é caracterizada por vazões inferiores a 120 litros por hora. Em operações de retificação, a QRF é marcada por vazões inferiores a 60 litros por hora. Para que a utilização do fluido seja minimizada, duas técnicas têm sido intensamente experimentadas: o corte com mínima quantidade de fluido (MQF), onde uma quantidade mínima de óleo é pulverizada em um fluxo de ar comprimido a vazões inferiores a 0,05 litros por hora; e o corte completamente sem fluido (corte a seco) Funções dos Fluidos Lubrirrefrigerantes A exigência primária feita a um fluido lubrirrefrigerante para o processo de usinagem é que ele reduza os custos de produção pela redução do desgaste da ferramenta e pela melhoria da superfície do componente usinado. O fluido deve desempenhar funções secundárias como o transporte do cavaco para fora da região de trabalho, a refrigeração da região de corte, bem como a refrigeração da peça, uma vez que para uma exigência maior de tolerância dimensional, um aquecimento demasiado leva a uma dilatação térmica do componente, e isso deve ser evitado. Em baixas velocidades de corte, caso em que as temperaturas são menores, a refrigeração tem pouca importância, enquanto a lubrificação é fundamental para reduzir o atrito peça/ferramenta e ferramenta/cavaco e evitar a formação da aresta postiça de corte (APC). A eficiência da lubrificação dependerá da habilidade de penetrar nas interfaces no curto período de tempo disponível e de formar um filme com resistência ao cisalhamento menor que a resistência do material da peça. Isto pode ser conseguido com uma mistura adequada de aditivos (antiespumantes, anticorrosivos, detergentes etc.). Em altas velocidades de corte, as temperaturas são elevadas; além disso, as condições não são favoráveis para a penetração do fluido nas interfaces para que ele exerça suas funções. Deste modo, como refrigerante, o fluido favorece a transferência de calor da região de corte, reduzindo assim a temperatura da ferramenta e da peça, ainda que a temperatura na interface ferramenta/cavaco não seja significativamente alterada. Além disso, mesmo que a concentração de óleo seja mínima, haverá redução do coeficiente de atrito e, portanto, da temperatura Redução do atrito entre ferramenta e cavaco Durante o processo de formação de cavaco, aparecem três fontes distintas de calor. A primeira, na região de cisalhamento, indicada pela Zona C na Fig. 10.3, ocorre a deformação plástica do material que está sendo usinado (transição da estrutura da peça para estrutura do cavaco). Esta fonte afeta todo o volume de cavaco formado. A segunda, indicada como Zona A, afeta uma face do cavaco e uma face da ferramenta, onde o cavaco desliza sobre a superfície de saída da ferramenta, e ocorre devido ao atrito na interface cavaco/ferramenta. A terceira, indicada como Zona B, afeta parte da superfície de folga da ferramenta e toda a superfície usinada da peça, e ocorre devido ao atrito na interface ferramenta/peça. A melhoria introduzida pelo fluido lubrirrefrigerante neste processo, especialmente do fluido onde predomine o caráter lubrificante, é a redução da intensidade das três fontes de calor:

75 74 Zona A: o lubrificante diminui o coeficiente de atrito na interface cavaco/ferramenta, e ocorre menor quantidade de calor gerado pelo atrito. Figura 10.3 Fontes de calor na formação do cavaco Zona B: o lubrificante diminui o coeficiente de atrito na interface ferramenta/peça, que também diminui a quantidade de calor gerado pelo atrito. Zona C: a diminuição do coeficiente de atrito (µ) entre o cavaco e a ferramenta promove um aumento do ângulo de cisalhamento () e, consequentemente, uma diminuição na taxa de deformação 0. A diminuição de 0 acarreta um decréscimo da energia de deformação por cisalhamento 1 e, por conseguinte, uma diminuição da quantidade de calor gerado. Outra decorrência do aumento do ângulo é o aumento da velocidade do cavaco (v ch ), que significa que o cavaco se afasta mais rapidamente da superfície de saída da ferramenta, diminuindo assim o tempo de transmissão de calor do cavaco para a ferramenta. Ao se evitar que a temperatura suba, evitam-se problemas na ferramenta, na peça e na máquinaferramenta Refrigeração da ferramenta As três fontes de calor supracitadas (Fig. 10.3) contribuem para a elevação da temperatura da ferramenta. As condições na interface cavaco/ferramenta favorecem a ocorrência de difusão metálica entre os materiais do cavaco e da ferramenta. Tal difusão ocorre sempre com prejuízo para a ferramenta, quer pelo enfraquecimento da cunha cortante, quer pelo arrancamento de partículas da mesma. O tempo de vida da ferramenta diminui exponencialmente com o aumento da temperatura de corte Refrigeração da peça Das três fontes de calor citadas anteriormente, duas (B e C da Fig. 10.3) afetam diretamente a peça em usinagem e provocam um aumento da temperatura da mesma. Este aquecimento pode conduzir a quatro fatores indesejáveis: Deformações da peça devido às tensões oriundas de grandes aquecimentos locais ou mesmo totais.
76 75 Cores de revenido 12 na superfície usinada (caso da usinagem por abrasão, em especial, em operações de acabamento por retificação). Falseamento das medidas da peça em trabalho (peça-obra) em operações de corte onde se têm tolerâncias estreitas. O que ocorre é que a peça apresenta medidas diferentes quando aquecida em relação às medidas no estado de temperatura ambiente. A refrigeração, neste caso, poderá manter a peça sempre em uma temperatura próxima à do ambiente. Dificuldade de o operador manusear a peça usinada, como retirá-la da máquina, transportá-la etc Refrigeração da máquina-ferramenta O calor gerado durante a usinagem, transferido pela ferramenta, pela peça, pelo cavaco ou pela própria irradiação para a máquina, poderá afetar as dimensões das partes da máquina-ferramenta por dilatação térmica, o que consequentemente prejudicará as medidas finais da peça usinada Expulsão dos cavacos gerados No processo de usinagem, o cavaco torna-se indesejável tão logo acabe de ser gerado. Sua presença na região de corte pode provocar danos ou deformações na peça, na ferramenta ou até na máquina. O emprego de fluido lubrirrefrigerante auxilia na quebra do cavaco e facilita a sua expulsão em alguns casos, como nos processos de torneamento, furação e fresamento Melhoria do acabamento superficial Os fluidos atuam como agentes lubrificantes e refrigerantes, contribuindo para o acabamento da peça usinada e para a diminuição dos danos térmicos causados na superfície Melhorias de caráter econômico Conforme exposto anteriormente, o menor coeficiente de atrito na interface cavaco-ferramenta propiciado pela ação lubrificante diminui o fator de recalque (R c = h /h) e, consequentemente, a força de usinagem, diminuindo a potência de usinagem e o consumo de energia elétrica. O custo da ferramenta na operação de corte está ligado à capacidade de produção durante a sua vida. Uma ferramenta terá custo menor quanto maior for a sua produção, expressa em número de peças usinadas no tempo. O desgaste, por sua vez, tem por determinantes a ação abrasiva e a difusão metálica (esta última acelerada pela temperatura). O emprego de fluidos lubrirrefrigerantes poderá diminuir a severidade da ação abrasiva (lubrificação) e a intensidade da difusão metálica (refrigeração). Como resultado, diminui-se o desgaste da ferramenta, aumenta-se o tempo de vida (T) e aumenta-se a capacidade de produção. Com isso, o custo operacional diminui. 12 Aquecendo-se em presença do ar uma peça de aço usinada por abrasão forma-se na sua superfície uma película de oxido, que no início é muito fina e decompõe a luz de modo a dar certa coloração à peça. Esta coloração, que ocorre entre mais ou menos 220 e 320 C, para os aços carbono, depende da espessura da película, a qual, por sua vez, é função de temperatura da peça. Pode-se assim avaliar aproximadamente a temperatura a que está atingindo o aço ou a que ele atingiu, pois a coloração correspondente a temperatura máxima permanece depois de esfriado.

77 76 As superfícies recém-obtidas da peça pela operação de corte em usinagem podem sofrer o ataque corrosivo dos agentes exteriores (umidade atmosférica, vapores ácidos etc.), prejudicando assim a peça. A melhoria que certos fluidos lubrirrefrigerantes propiciam se dá pela proteção através de uma película de fluido aderida à superfície usinada, diminuindo ou eliminando a corrosão na peça. Uma das desvantagens que isso pode causar é a necessidade de limpeza da superfície, o que gera custo Tipos de Meios Lubrirrefrigerantes Existem inúmeras formulações especiais para refrigerar e lubrificar as operações de corte, porém todas podem ser classificadas em um dos quatro tipos básicos discutidos nos itens subsequentes Óleos de corte Os óleos de corte são obtidos a partir de óleos minerais integrais, com ou sem adição de aditivos. Os óleos minerais são hidrocarbonetos obtidos a partir do refino do petróleo. Suas propriedades dependem do comprimento da cadeia, da estrutura molecular e do grau de refino. São indicados para usinagens pesadas (Fig. 10.4). Figura 10.4 Fresamento dos dentes da engrenagem em um centro de usinagem. O emprego desses óleos, nos últimos anos, tem perdido espaço para os óleos emulsionáveis devido ao alto custo, ao baixo ponto de fulgor (risco de incêndios), à ineficiência a altas velocidades de corte, ao baixo poder refrigerante e à formação de fumos, além de oferecer riscos à saúde do operador e contaminação do meio ambiente 13. Os fluidos de corte baseados em óleo mineral são classificados em ativos e inativos. Os óleos ativos são aqueles que atacam a superfície em usinagem, pois nestes é acrescentado cerca de 2% de enxofre (S) com a finalidade de, durante a usinagem, devido à alta temperatura, liberar parte do S para reagir quimicamente com a superfície do cavaco em formação. O cloro (Cl) também pode ser usado como aditivo formando uma película metálica clorada na interface cavaco/ferramenta. Os aditivos Cl e S são chamados agentes EP (aditivos de extrema pressão) e possuem também propriedade 13 O uso de cloro em fluidos de corte encontra restrições em alguns países em virtude dos danos que os compostos podem causar se forem descartados incorretamente. Os solventes clorados penetram no solo e acumulam-se por um longo período, podendo facilmente atingir o lençol freático e contaminá-lo totalmente. O despejo de l kg de solvente clorado pode contaminar m 3 de água.

78 77 antisoldante, características desejáveis tendo em vista que na interface têm-se pontos de alta pressão e alta temperatura associados a um pequeno movimento de deslizamento. Os aditivos inativos são aqueles que não atacam a superfície em usinagem. São compostos por óleo mineral com adição de fósforo e aditivos químicos inativos. Em geral, promovem alta lubrificação e atuam como elementos antidesgaste. Dentre estes estão os óleos minerais puros, óleos graxos, compostos de óleo mineral e óleo graxo, compostos de óleo mineral e óleos graxos-sulfurados e compostos de óleos minerais e óleos graxos sulfurados-clorados Fluidos emulsionáveis e semissintéticos Nessa categoria estão os fluidos emulsionáveis e semissintéticos. Ambos são formadores de emulsões. Os fluidos emulsionáveis (erroneamente chamados óleos solúveis ) são compostos bifásicos de óleos minerais adicionados à água na proporção de 1:10 a 1:100 enquanto que os fluidos semissintéticos caracterizam-se por apresentar entre 5 e 50% de óleo mineral no fluido concentrado. Os emulsificantes são tensoativos polares que reduzem a tensão superficial, formando uma película monomolecular semiestável na interface óleo/água. Assim, os emulsificantes promovem a formação de glóbulos de óleo menores, o que resulta em emulsões translúcidas. A presença de uma grande quantidade de emulsificantes propicia ao fluido uma coloração menos leitosa e mais transparente (Fig. 10.5). Figura 10.5 Furação em um centro de usinagem utilizando fluido semissintético. Para evitar os efeitos nocivos da água presente na emulsão empregam-se aditivos anticorrosivos, como nitrito de sódio. Usam-se ainda biocidas que inibem o crescimento de bactérias e fungos; porém, estes devem ser compatíveis com a pele humana e atóxicos. Os aditivos EP e antidesgaste usados para aumentar as propriedades de lubrificação são os mesmos empregados para óleos de corte. Além disso, corantes são acrescentados para proporcionar uma cor mais viva e aceitável pelo operador da máquina. As principais vantagens desse tipo de óleo são: grande redução do calor, permitindo altas velocidades de corte em algumas aplicações; removedor de cavaco nas condições de trabalho; mais econômico (diluído em água diminui os custos); possui melhor aceitação pelo operador; menos agressivo à saúde e mais benefícios à segurança (não-inflamável, redução de emissão de hidrocarbonetos).


79 Fluidos sintéticos (soluções) Os fluidos sintéticos são compostos monofásicos de óleo que se dissolvem completamente na água. Não há adição de emulsificantes, pois os compostos reagem quimicamente, formando fases únicas. Os fluidos sintéticos, também chamados de soluções, caracterizam-se por serem isentos de óleo mineral. Consistem de sais orgânicos e inorgânicos, aditivos de lubricidade, biocidas, inibidores de corrosão, entre outros, quando adicionados à água. Apresentam vida mais longa, uma vez que são menos atacáveis por bactérias e reduzem o número de trocas da máquina. Formam soluções transparentes, resultando em boa visibilidade durante a operação de corte (Fig. 10.6). Possuem agentes umectantes que melhoram bastante as propriedades refrigerantes da solução e são estáveis. Os mais complexos são de uso geral, com boas propriedades lubrificantes e refrigerantes. Os aditivos EP não são necessários. Figura 10.5 Furação em um centro de usinagem utilizando fluido sintético. As principais vantagens desse tipo de fluido são: boa proteção anticorrosiva e alta capacidade de refrigeração; vida útil do fluido bastante grande; filmes residuais pequenos e de fácil remoção; fáceis de misturar, necessitando de pouca agitação; relativa facilidade no controle da concentração desejada Fluidos gasosos (refrigeração) Consiste no emprego de meios gasosos como fluido de corte. O ar é o mais comum fluido gasoso utilizado, estando presente até mesmo na usinagem a seco. O ar comprimido é utilizado para melhorar a retirada de calor e expulsão do cavaco da zona de corte (Fig. 10.6). Figura 10.6 Fresamento em um centro de usinagem utilizando ar comprimido.
80 79 Os fluidos gasosos, com sua menor viscosidade, são mais efetivos do ponto de vista da penetrabilidade até a zona ativa da ferramenta. Outros gases como o argônio, hélio, nitrogénio e CO 2 também são utilizados para a proteção contra a oxidação e refrigeração, porém apenas em casos específicos, visto ser esta uma usinagem antieconômica. A aplicação de um ou de outro tipo de fluido de corte em determinada operação deve seguir, como em outros casos nos processos de usinagem, uma relação de compromisso entre certos fatores do processo (tipo de operação, tempo de usinagem, qualidade exigida, materiais da peça e da ferramenta, máquinaferramenta, etc.). De modo geral, uma das relações usualmente predominantes nos processos industriais é a relação custo-benefício Meios sólidos (lubrificação) A redução do atrito é um dos fatores que propiciam um aumento da vida útil da ferramenta de corte em usinagem, pois os efeitos dos desgastes sobre a ferramenta diminuem. Uma das formas de diminuir tais efeitos é a introdução de uma camada lubrificante líquida ou sólida com baixa taxa de cisalhamento entre as superfícies. Dependendo da aplicação, a lubrificação sólida é a que apresenta maiores vantagens em relação à diminuição do atrito, pois uma vez formada a camada de lubrificante, ele poderá permanecer entre as partes em contato. Outra vantagem do lubrificante sólido em relação ao líquido é em relação à temperatura de operação que pode estender a faixa de 1000 C, mantendo o coeficiente de atrito relativamente baixo. Dentre os lubrificantes sólidos, os mais conhecidos são a grafite, o bissulfeto de molibdênio (MoS 2 ) e o politetrafluoretileno (PTFE) comumente utilizados em mancais. A combinação de lubrificantes sólidos e líquidos, em alguns casos, podem trazer benefícios em relação ao atrito e ao desgaste, pois há possibilidade de ocorrer uma sinergia de propriedades de ambos. Embora na maioria das aplicações tribológicas sejam utilizados lubrificantes líquidos e/ou graxas para diminuir o atrito e os desgastes da ferramenta, pode-se utilizar o lubrificante sólido também em aplicações de baixas temperaturas, baixa pressão ou vácuo e pressões extremas de contatos Aplicação de Meios Lubrirrefrigerantes Até pouco tempo atrás, as indústrias tinham como objetivo principal a fabricação de produtos visando satisfazer somente aspectos tecnológicos e econômicos. Neste período, a administração industrial era dominada pelos custos. Atualmente os aspectos ecológicos tem-se tornado cada vez mais importantes dentro dos processos produtivos, somando-se aos outros dois aspectos. Num futuro bem próximo, para que uma indústria atinja o sucesso produtivo, ela deverá obrigatoriamente encontrar um estado de produção que leve em conta simultaneamente os três aspectos mostrados na Figura Hoje em dia, os aspectos tecnológicos e econômicos apresentam um significativo controle em quase todos os processos de fabricação por serem vitais à sobrevivência da empresa. Já os aspectos ecológicos apresentam-se como uma tímida preocupação por parte de alguns empresários, e um descaso pela grande maioria. Neste contexto, leis e normas de proteção ambiental estão surgindo de modo a obrigar a preocupação ambiental em todos os níveis de produção. Especialmente dentro dos processos de usinagem, entre os vários fatores existentes, os fluidos de corte se apresentam como um dos principais agentes nocivos ao homem e ao meio ambiente, e por esta razão os esforços estão sendo concentrados no sentido de reduzir e/ou eliminar esta fonte de agressão. Quase que na sua totalidade as operações de usinagem utilizam fluidos de corte, o que permite atingir
81 80 níveis de produtividade satisfatórios. Estes níveis de produção, por sua vez, devem atender os níveis de consumo e manter a eficiência da cadeia de produção. Aspectos Ecológicos Leis de Proteção Ambiental Sistema Produtivo Exigências da Sociedade Aspectos Tecnológicos Mercado Consumidor Aspectos Econômicos Figura 10.7 Fatores integrantes de um moderno sistema produtivo. Embora os fluidos de corte tenham uma importância significativa nas operações de usinagem, os aspectos nocivos impõem a necessidade de soluções alternativas. Diversos estudos comprovam o elevado grau de agressão dos fluidos de corte e apontam para a necessidade de providências tecnológicas no sentido de reduzir e/ou eliminar seu uso. Tomando esta linha como meta básica para reduzir o impacto ambiental dos processos de usinagem, pode-se analisar o uso de fluidos de corte sob os três aspectos básicos dos sistemas produtivos ilustrados na Figura 10.7 e comentados nos itens subsequentes Aspectos econômicos Uma maior atenção foi dispensada aos fluidos de corte quando os usuários perceberam que os custos relacionados à introdução e ao tratamento dos fluidos de corte podem atingir o dobro dos custos com as ferramentas. Estes custos refletem-se diretamente no custo total de produção. Embora a relação não seja direta, visto que a redução nos custos com fluido de corte não é proporcional à redução dos custos totais de produção, a redução do uso de fluidos de corte juntamente com uma otimização dos parâmetros de processo pode trazer benefícios econômicos ao ciclo produtivo Aspectos tecnológicos O emprego dos fluidos de corte tem, por vários anos, permitido atingir volumes de produção maiores, atuando de forma eficaz principalmente na refrigeração do processo de corte. Ainda como funções significativas podem ser citadas a lubrificação da interface ferramenta/peça e a expulsão do cavaco produzido da zona de corte. Com o crescente desenvolvimento de novos materiais para ferramenta, acompanhado pela melhoria das características técnicas das máquinas-ferramentas, a refrigeração e a lubrificação vêm gradativamente perdendo importância dentro dos processos de usinagem. Face a isto, o fluido de corte passa a ter uma maior importância na função de reduzir o aporte térmico para a peça, permitindo desta forma a produção de peças dentro de estreitas tolerâncias dimensionais.


82 Aspectos ecológicos O fluido de corte (visto pelo aspecto ecológico) mostra-se como um agente nocivo ao homem (operador e meio ambiente). Diversos estudos realizados mostraram que o seu contato permanente com os meios lubrirrefrigerantes pode causar vários tipos de doenças de pele, alguns tipos de câncer e doenças pulmonares. Este contato pode ser direto pelo próprio fluido, através de névoa, vapores ou subprodutos formados durante a usinagem. Por outro lado, o descarte dos fluidos deteriorados pelo uso provoca uma agressão ao meio ambiente. Pesquisas no sentido de tratar, reaproveitar ou reprocessar estes fluidos estão sendo realizadas. Porém, atualmente os custos envolvidos não são atrativos. A criação de leis cada vez mais rígidas tenta reduzir gradativamente o impacto ambiental dos processos produtivos. Neste sentido a preocupação ecológica na cadeia produtiva ganha uma evidente importância no contexto geral da produção, reforçando a necessidade de desenvolvimento de estudos e pesquisas para reduzir e/ou eliminar os fluidos de corte em operações de usinagem. O desenvolvimento de formas alternativas não nocivas de produção passa a ser de fundamental importância para a humanidade, uma vez que este procedimento ajudará a conter os atuais níveis de poluição mundial. Os itens seguintes abordam quatro alternativas ecológicas para minimizar tais problemas. a) Usinagem com MQF A MQF é aplicada nas operações de corte em que não é possível a eliminação do fluido lubrirrefrigerante. Na técnica de MQF (também chamado atomização ou névoa), o fluido é aplicado em vazões muito baixas (10 a 20 ml/h), normalmente nas direções B e C (Fig. 10.1). Isto exige adaptação das características técnicas dos fluidos. A Figura 10.8 mostra a MQF aplicada em furação comparada com a aplicação regular de fluido lubrirrefrigerante. (a) (b) Figura 10.8 Comparação das quantidades de fluido aplicado em furação: (a) normal; (b) MQF Embora os resultados encontrados sejam promissores (redução das forças de usinagem e da rugosidade da peça), eles não são consistentes, ou seja, apresentam variações de desempenho em comparação com método tradicional (jorro a baixa pressão) de acordo com as condições de corte para diferentes processos de usinagem. A elevada razão entre a área e o volume das gotículas permite a rápida evaporação do fluido, provocando a refrigeração. Portanto, fluidos com baixo ponto de fusão e alto calor latente de vaporização (i.e., com elevada concentração de água) devem apresentar melhores resultados. Considerando o uso da MQF na usinagem, o vapor, a névoa e a fumaça de óleo podem ser considerados subprodutos indesejáveis, os quais caracterizam um aumento de poluição suspensa no ar e têm se tornado fator de preocupação. Com isso, tem-se a necessidade do controle das emissões (por meio
 Usinagem a seco Na usinagem a seco, não se verificam as funções primárias dos fluidos de corte: refrigeração, lubrificação e expulsão/transporte de cavacos.")
83 82 de encapsulamento da máquina-ferramenta e de sistema de exaustão eficiente) e do ruído produzido pela linha de ar comprimido em funcionamento contínuo. b) Usinagem a seco Na usinagem a seco, não se verificam as funções primárias dos fluidos de corte: refrigeração, lubrificação e expulsão/transporte de cavacos. Assim, exige-se uma adaptação compatível de todos os fatores influentes: máquina, peça, ferramenta, processo e parâmetros de corte. Modernas ferramentas de corte têm sido desenvolvidas para suportar altas temperaturas na região de corte, sem perder a dureza e a resistência ao desgaste. Com isso, é possível aumentar a produtividade com a usinagem a seco, pois não se elimina apenas o custo com o meio lubrirrefrigerante, mas também o tempo e o custo com a manutenção. Além dos aspectos tecnológicos e econômicos citados, os aspectos ecológicos também merecem destaque (os fluidos são nocivos ao homem e agridem o meio ambiente). A Figura 10.9 esquematiza os fatores influentes na usinagem a seco. Características da peça Operação de usinagem USINAGEM A SECO Objetivo: obtenção econômica e funcional de peças Material a ser usinado Máquinaferramenta Falta funções do fluido Material da ferramenta Condições de corte Material do revestimento Figura 10.9 Fatores influentes na usinagem a seco As restrições à usinagem a seco podem ser as exigências de qualidade da peça, mas também podem resultar de diferentes materiais (peça e/ou ferramenta) e/ou combinações de processos. Percebe-se através da atual situação da usinagem a seco que muitos processos não são possíveis de serem realizados devido à atual concepção dos mesmos e ao desenvolvimento em que se encontram as ferramentas. c) Otimização da ferramenta Outra forma de encontrar uma solução adequada à redução ou eliminação dos problemas oriundos da usinagem sem fluidos de corte é a otimização das características da ferramenta empregada no processo. As otimizações do substrato, do revestimento e da geometria servem como ponto de partida para a solução dos problemas. Esta otimização deve ser conjunta entre tais características e o material a ser usinado. Entretanto, cada processo de usinagem possui características próprias e, por esta razão, devem ser desenvolvidos estudos específicos para cada um. d) Substituição do processo Para os casos em que um determinado processo não permita o emprego das opções anteriores, uma solução extrema é substituir o processo em questão por um ou mais processos alternativos que permitam atingir os mesmos resultados que o processo original. Esta solução exige, por parte do usuário, a disposição para avaliar os processos utilizados e aceitar o risco de tentar novas formas de produção.
 pode ser imprescindível para a produtividade da empresa.")
84 VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO Generalidades Nas operações de usinagem que utilizam corte contínuo em materiais dúcteis, como por exemplo, o torneamento de aços baixo carbono, o controle do cavaco (tipo e principalmente forma) pode ser imprescindível para a produtividade da empresa. Esse problema se agrava quando novas gerações de ferramentas mais resistentes ao desgaste permitem o uso de altas velocidades de corte em máquinas CNC, em sistemas produtivos altamente automatizados, com mínima supervisão humana. A formação do cavaco influencia diversos fatores ligados à usinagem, tais como o desgaste da ferramenta, os esforços de corte, o calor gerado na usinagem, a penetração do meio lubrirrefrigerante etc. Assim, estão envolvidos com o processo de formação do cavaco aspectos econômicos e de qualidade da peça, a segurança do operador, a utilização adequada da máquina-ferramenta etc. A Figura 11.1 ilustra os fatores que influenciam a formação do cavaco em usinagem. Figura 11.1 Fatores que influem na formação do cavaco Formação do Cavaco A base para um melhor entendimento de todos os processos de usinagem está no estudo científico da formação de cavacos. Este estudo tem proporcionado grandes avanços nos processos e contribuído para o aperfeiçoamento das arestas de corte, com quebra-cavacos cada vez mais eficientes, além de novos e mais eficazes materiais para ferramentas e a possibilidade de usinar os mais variados tipos de materiais. Sabe-se que o cavaco é formado em altíssimas velocidades de deformação, seguidas de ruptura do material da peça. Para um estudo mais detalhado, divide-se o processo em quatro eventos: 1. Recalque Inicial. Uma pequena porção do material (ainda unida à peça) é recalcada (deformações elásticas e plásticas) contra a superfície de saída da ferramenta. Prof. André João de Souza
85 84 2. Deformação e Deslizamento. Esta deformação plástica aumenta progressivamente até que as tensões de cisalhamento tornem-se suficientemente grandes de modo a se iniciar um deslizamento (sem que haja perda de coesão) entre a porção de material recalcada e a peça. 3. Deslizamento e Ruptura. Continuando a penetração da ferramenta, haverá uma ruptura (cisalhamento) parcial ou completa do cavaco, acompanhando o plano de cisalhamento, dependendo da extensão de propagação da trinca. As propriedades do material e as condições de usinagem (principalmente f e v c ) irão determinar quanto do segmento do material rompido permanecerá unido ao cavaco recém-formado, dando origem a cavacos contínuos ou descontínuos, conforme a resistência da união entre as lamelas de material rompido. 4. Saída do Cavaco. Prosseguindo-se, devido ao movimento relativo entre a ferramenta e a peça, inicia-se um escorregamento da porção do material deformada e rompida (cavaco) sobre a superfície de saída da ferramenta. Enquanto isso, nova porção do material (lamela) está se formando e cisalhando, a qual irá também escorregar sobre a superfície de saída da ferramenta, repetindo o fenômeno. Para um maior entendimento, a Figura 10.3 (Fontes de calor na formação do cavaco) mostrou esquematicamente o plano de cisalhamento (Zona C), definido pelo ângulo de cisalhamento () formado entre este plano e a direção da velocidade de corte (v c ) Grau de recalque Por meio de simplificações para o modelo bidimensional da formação de cavacos, é possível estabelecer planos e relações geométricas importantes para o equacionamento matemático do fenômeno. Assim, define-se o grau (ou fator) de recalque pela Equação (11.1). R h' v c c h v (11.1) ch Pode-se também definir o ângulo de cisalhamento () em função do grau de recalque (R c ) e do ângulo de saída () da ferramenta de corte (Eq. 11.2). Como o ângulo tem uma pequena faixa de variação, na prática (8 +20 ), a dependência maior do ângulo fica por conta de R c. Como há restrição na superfície de saída (face) da ferramenta por onde o cavaco deve escoar, consequentemente há uma desaceleração do volume de material a ser transformado em cavaco (v c > v ch ). Dessa forma, a espessura do cavaco (h ) é sempre maior que a espessura de corte (h), o que resulta sempre em R c > 1. Admite-se também que o volume de material não se modifica durante a formação de cavacos. cos tg R sen c (11.2) Ao contrário do que possa parecer, o grau de recalque não é facilmente obtido, pois o cavaco não possui uma espessura uniforme: ele é formado por lamelas justapostas com extremidades irregularmente conformadas. Porém, nos casos em que é possível estimá-lo corretamente, pode-se encontrar o ângulo de cisalhamento. Estimativas melhores podem ser obtidas pela medida do comprimento do cavaco e da densidade do material, chegando-se à área da seção transversal do cavaco (A a p f = bh).
86 Tipos de Cavaco Observando os tipos de cavacos formados em usinagem, verifica-se que os mesmos podem apresentar aspectos distintos, dependendo das variáveis independentes de entrada. Pressupondo que as condições de corte na região de cisalhamento podem levar a um grau de deformação máxima o, é possível distinguir os quatro principais tipos do cavaco no diagrama tensão de cisalhamento () deformação () conforme mostra a Fig Cavaco contínuo 2 Cavaco de lamelas 3 Cavaco cisalhado 4 Cavaco arrancado Tensão Campo de formação de cavacos cisalhado, arrancado e lamelar. Campo de formação de cavaco contínuo 1 Campo elástico Campo plastico Campo plástico Tensão E B Z Grau de deformação 0 Grau de deformação no plano de cisalhamento Figura 11.2 Tipos de cavaco em dependência das propriedades dos materiais O cavaco contínuo é o mais desejável do ponto de vista de acabamento da peça, durabilidade da ferramenta e energia consumida, pois ele desliza suave e uniformemente sobre a face (superfície de saída) da ferramenta. O material rompe na zona primária de cisalhamento com deformações elevadas ( o P ) e permanece homogêneo, com estrutura regular, sem fragmentação. As deformações não levam a encruamentos acentuados. Apesar da forma de fita externa não apresentar nenhuma evidência clara de fratura ou trinca, esses fenômenos ocorrem para que uma nova superfície seja formada. O processo não é restringido por vibrações. O cavaco é removido com ajuda de quebra-cavacos e sua formação é favorecida pela utilização de: ângulo de saída grande, avanço pequeno (pequena espessura de cavaco), velocidade de corte alta, ferramenta afiada, lubrirrefrigerante eficiente e máquina rígida. O cavaco lamelar (ou segmentados) ocorre quando a estrutura do material é irregular ou quando vibrações (geradas por grandes avanços e/ou altas velocidades de corte) levam a variações na espessura do cavaco. Apresentam-se constituídos de lamelas (ou segmentos) distintas justapostas em uma disposição contínua. São caracterizados por grandes deformações ( P o R ) continuadas em estreitas bandas entre segmentos com pouca ou quase nenhuma deformação nos seus interiores. Trata-se de um processo muito diferente do que se verifica na formação do cavaco contínuo. Podem ocorrer tanto para avanços grandes como para altas velocidades de corte. No cavaco cisalhado (ou cavaco parcialmente contínuo), a formação é descontínua, pois a força de corte cresce progressivamente com a deformação do material até seu encruamento acentuado, rompimento e fragmentação ( o R ), quando então a força cai bruscamente e a aresta cortante reinicia o processo de deformação, repetindo-se o ciclo. A qualidade da superfície usinada passa a ser inferior e há
, é que somente o primeiro apresenta serrilhado nas bordas. Podem ocorrer para velocidades de corte extremamente baixas (1 a 3 m/min).")

 contínuo; (b) lamelar; (c) cisalhado. 11.4.")
87 86 uma tendência de se ter vibrações. Apresenta-se em geral como uma fita contínua, pois os efeitos da pressão e da temperatura caldeiam (soldam por fricção) os fragmentos. O que difere um cavaco cisalhado de um contínuo (aparentemente), é que somente o primeiro apresenta serrilhado nas bordas. Podem ocorrer para velocidades de corte extremamente baixas (1 a 3 m/min). O cavaco arrancado (descontínuo ou de ruptura) tem a forma de pequenos fragmentos independentes e distintos, gerados por ruptura (tensões de tração e compressão), já que não são capazes de suportar grandes deformações sem se quebrar. Os cavacos não são cisalhados e sim arrancados da superfície com o que a estrutura superficial da peça, muitas vezes é danificada por microlascamentos. A Figura 11.3 mostra três dos quatro tipos de cavacos obtidos na usinagem de diferentes materiais durante a sua formação: contínuo, lamelar, cisalhado. (a) (b) (c) Figura 11.3 Tipos de cavaco: (a) contínuo; (b) lamelar; (c) cisalhado Geometria do Cavaco Quanto à sua forma geométrica, os cavacos podem ter a seguinte classificação: em fita, helicoidais, em espiral, em lascas ou pedaços. A norma ISO 3685 (1993) os classificou detalhadamente (Fig. 11.4). Figura 11.4 Formas de cavacos produzidos na usinagem dos metais (ISO 3685, 1993)
88 87 Diversos problemas práticos têm relação com a geometria do cavaco produzido na usinagem, já que esta tem implicações nas seguintes áreas: Possível dano à ferramenta ou à peça. Um cavaco longo, em forma de fita, pode se enrolar na peça, danificando seu acabamento superficial. Além do dano à peça, o cavaco em fita pode também prejudicar a ferramenta: em operações de torneamento, por exemplo, quando o cavaco se enrola sobre a peça, ele tenta penetrar entre a peça e a ferramenta, podendo causar a quebra. Em operações de furação, o cavaco em fita pode entupir o canal helicoidal da broca e causar também a sua quebra. Forças de corte, temperatura e vida da ferramenta. Ao se deformar mais o cavaco visando aumentar sua capacidade de quebra, pode-se aumentar bastante os esforços de corte, com consequente aumento da temperatura e diminuição da vida da ferramenta. Manipulação e armazenagem do cavaco. Cavaco longo, em forma de fita, é mais difícil de manusear e requer maior volume para ser armazenado que um cavaco curto com o mesmo peso. Além disso, é necessário que o operador pare a máquina periodicamente para remover o cavaco amontoado. Segurança do operador. Um cavaco longo, em forma de fita, pode atingir o operador e machucá-lo com gravidade Influência dos Parâmetros de Entrada Material da peça O material da peça é o que mais influencia a forma e o tipo dos cavacos. Cavacos contínuos, lamelares e cisalhados podem ser produzidos em qualquer das formas mostradas na Fig. 11.4, dependendo dos parâmetros de corte e do uso de quebra-cavacos. A obtenção destes depende muito da ductilidade (ou fragilidade) do material da peça e dos parâmetros de corte. Os cavacos contínuos são gerados na usinagem de materiais dúcteis como os aços de baixo carbono, alumínio e cobre. Os cavacos cisalhados são concebidos na usinagem de aços-carbono ligados ou não. Os cavacos lamelares são formados na usinagem de ligas de alta resistência térmica e mecânica (e.g. titânio, Inconel 718, AISI 4320). Já os cavacos do tipo arrancado só podem ser classificados quanto às formas de lascas, ou em pedaços, formados na usinagem de materiais frágeis como ferro fundido, bronze duro e latão (Fig. 11.5). Resumindo, materiais frágeis tendem a formar cavacos na forma de pequenas partículas (descontínuos). Por outro lado, materiais dúcteis tendem a formar cavacos longos e contínuos que são perigosos e difíceis de manusear. Por isso, muito se tem feito no sentido de aumentar a capacidade de quebra do cavaco em materiais dúcteis Geometria da ferramenta Em princípio, o ângulo de saída () deve ser o maior possível, pois isto determina uma retirada mais fácil do cavaco. Entretanto, um aumento de diminui a resistência da ferramenta e aumenta sua sensibilidade aos choques. Em geral, um aumento no ângulo tende a mudar as formas do cavaco da direita para a esquerda (Fig. 11.4), isto é, produzir cavacos em fitas (ou contínuos). Um ângulo de inclinação positivo (+)com ângulo de posição r 90 o faz com que o cavaco flua no sentido de se afastar da superfície usinada, enquanto que com um ângulo, o cavaco flui na direção


 contínuo; (b) cisalhado; (c) lamelar;")

 é pequeno, apenas a espessura da parte final do cavaco é reduzida.")
. 11.5.3.")
.")
89 88 da superfície usinada (Fig. 11.6). Com um ângulo 0, o cavaco flui em sentido aproximadamente paralelo à superfície usinada. Um ângulo positivo ou negativo gera cavacos na forma helicoidal e contínua, enquanto que um neutro gera cavacos na forma espiralada e contínua, situação em que um grande volume pode ocasionar acidentes. (a) Tipo N (b) Tipo H (c) Tipo S (d) Tipo K Figura 11.5 Influência do material da peça nas formas e tipos de cavaco: (a) contínuo; (b) cisalhado; (c) lamelar; (d) arrancado. Figura 11.6 Influência do ângulo de inclinação na formação do cavaco A curva de concordância reduz a espessura do cavaco na quina. Se o raio da curva (r ) é pequeno, apenas a espessura da parte final do cavaco é reduzida. Se r é grande, a redução da espessura é gradual, diminuindo a pressão específica de corte e a quantidade de calor gerado na quina (Fig.11.7b) Parâmetros de corte Em geral, um aumento na velocidade de corte (v c ) ou uma redução no avanço (f) tendem a mudar a forma do cavaco de fragmentado para contínuo (da direita para a esquerda na Fig. 11.4). A Figura 11.7 mostra como as formas de cavaco são afetadas pelo avanço e pela profundidade de corte. O avanço f é o parâmetro mais influente, seguido da profundidade de corte a p, a afetar a forma do cavaco. A espessura (h) e a largura (b) do cavaco são modificadas em função de f, de a p e do ângulo de posição ( r ) da ferramenta conforme Equação (11.3) vide Seção sen a h f p (11.3) r b
 do cavaco e um aumento da largura (b).")
90 89 (a) (b) Figura 11.7 Efeito do avanço e da profundidade de corte na forma dos cavacos. Pode-se observar que, para um mesmo f e uma mesma a p, uma diminuição do ângulo r propicia uma diminuição da espessura (h) do cavaco e um aumento da largura (b). De maneira geral, quanto menor for esta espessura, mais flexível é o cavaco e, portanto, maior será a dificuldade de quebra. Isso pode inclusive prejudicar o acabamento usinado. As formas de cavacos longos é que causam os maiores transtornos quanto à segurança de produtividade, exigindo, portanto, mais cuidado e especial atenção ao seu controle. Apesar de os parâmetros de corte serem escolhidos na maioria das vezes para evitar ou reduzir a formação de cavacos contínuos, o método mais efetivo para produzir cavacos curtos é a utilização de quebra-cavacos postiços ou integrais (anteparo ou cratera). Os quebra-cavacos modificam a superfície de saída das ferramentas, causando uma curvatura mais acentuada nos cavacos e levando-os à quebra por flexão. O quebra-cavacos é uma alteração na geometria da ferramenta cuja principal finalidade é provocar a fratura periódica do cavaco. Sua utilização representa uma efetiva modificação da geometria da cunha de corte, particularmente nos ângulos de cunha () e de saída (). Uma vez que o quebra-cavacos deve estar posicionado exatamente aonde o cavaco irá se formar, existem diversas geometrias de pastilhas intercambiáveis, com esse elemento moldado na superfície de saída, destinadas a quebrar o cavaco em uma determinada faixa de condições de usinagem, principalmente dos valores de f e a p (Fig. 11.8). Figura 11.8 Região de usinagem f a p adequada para cada tipo de quebra-cavacos. Assim, quebra-cavacos para operações de acabamento situam-se próximos à aresta de corte, enquanto quebra-cavacos para operações de desbaste localizam-se mais afastados da aresta de corte. Pode-se dizer então que uma ferramenta projetada para quebrar o cavaco em operações de desbaste médio (f e a p médios) não quebra o cavaco se for utilizada em operações de acabamento (f e a p baixos) e nem em operações de desbaste pesado (f e a p altos). Já o uso de quebra-cavacos de acabamento em operações de desbaste pode resultar na quebra do inserto. Além disso, o uso de quebra-cavacos permite que uma ferramenta reversível (nula ou negativa) possua positivo.
91 90
92 VARIÁVEIS DEPENDENTES DE SAÍDA: FORÇA E POTÊNCIA DE USINAGEM Introdução Os estudos da força de usinagem que age sobre a cunha cortante e de suas componentes são de grande importância, pois possibilitam estimar a potência necessária para o corte, bem como as forças atuantes nos elementos da máquina-ferramenta, além de manter relação com o desgaste das ferramentas de corte, influenciando a viabilidade econômica do processo. O conhecimento da grandeza e da orientação da força de usinagem ou de suas componentes ortogonais é a base para: projetar uma máquina-ferramenta, isto é, dimensionar corretamente estruturas, acionamentos, fixações de ferramentas e guias, entre outros elementos; determinar os parâmetros de usinagem em condições de trabalho; avaliar a precisão de uma máquina-ferramenta em certas condições de trabalho; gerar procedimentos para explicar o que ocorre na região de formação de cavaco; definir metodologias para explicar os mecanismos de desgaste. Além disso, a grandeza da força de usinagem é um critério para a usinabilidade de um material geralmente materiais de difícil usinabilidade apresentam forças de usinagem maiores Força de Usinagem A força de usinagem F é a força que atua sobre a aresta da ferramenta durante a operação de corte. As suas componentes são obtidas mediante uma decomposição ortogonal, de acordo com as considerações tecnológicas e físicas da formação do cavaco. A parcela projetada sobre a direção de corte (dada pela velocidade de corte) é a força de corte (F c ); a parcela normal à direção de corte projetada sobre a direção de avanço (dada pela velocidade de avanço) é a força de avanço (F f ); a parcela radial projetada perpendicularmente ao plano de trabalho é a força passiva ou de profundidade (F p ). De acordo com a Norma ABNT NBR (TB-391/1991), as forças de usinagem (F) geradas nos processos de torneamento, furação e fresamento podem ser esquematizadas através da Figura A determinação das componentes da força de usinagem sempre foi uma área importante, tanto na prática quanto na pesquisa, relativa às operações de corte com ferramentas de geometria definida. A usinagem de um material usando parâmetros de corte definidos, meio lubrirrefrigerante específico e ferramenta de corte determinada (material e geometria), gera forças, energia e potência de usinagem. Uma mudança em qualquer uma das variáveis de entrada altera os valores das forças. Assim, se for necessário modificar tais valores, dever-se-á alterar os parâmetros que geram estas forças. As forças são importantes, pois influenciam as deflexões na ferramenta e na peça, afetando as dimensões finais do componente usinado. As forças também são responsáveis pelos fenômenos de vibração, comuns em usinagem. Busca-se sempre uma forma de se controlar as forças geradas (e a potência consumida) para assim poder assegurar a integridade do sistema máquina/ferramenta/peça. Prof. André João de Souza
 torneamento longitudinal externo; (b) furação em cheio; (c) fresamento tangencial discordante (ABNT NBR 12545) As componentes da")
 (Fig. 12.2).")

93 92 (a) (b) (c) Figura 12.1 Componentes ortogonais da força de usinagem nos processos de: (a) torneamento longitudinal externo; (b) furação em cheio; (c) fresamento tangencial discordante (ABNT NBR 12545) As componentes da força de usinagem durante a operação de corte podem estar muitas vezes sujeitas a alguma flutuação dinâmica ao longo do tempo por variações nos parâmetros de usinagem e/ou oscilações do sistema porta-ferramenta(s) (Fig. 12.2). As duas principais causas são: instabilidade dinâmica provocada pela variação da velocidade da ferramenta com relação à velocidade da peça e a influência do achatamento da ponta da ferramenta com o desgaste na ação de corte. A pressão específica de corte k s [N/mm 2 ] equivale à energia de corte por unidade de volume [J/cm 3 ], ou seja, a energia necessária para remover uma unidade de volume do material da peça. Equivale ainda à potência de corte necessária para remover uma unidade de volume de material da peça por unidade de tempo [Ws/cm 3 ]. Os mecanismos de deformação plástica e rupturas inerentes aos processos de usinagem podem ser compreendidos pelo conceito de energia de corte. No corte com ferramentas de geometria definida, cerca de ¾ da energia total é associada ao cisalhamento do cavaco na zona de deformação primária, na direção do plano de cisalhamento, e o ¼ restante está associada aos efeitos nas interfaces cavaco/face da ferramenta (zona secundária) e peça/flanco da ferramenta (zona terciária). A energia consumida no corte
.")
94 93 essencialmente converte-se em calor. Desse calor, aproximadamente de 80% a 90% é transferido para o cavaco, 5% a 10% à peça e 5% a 10% à ferramenta. A Figura 12.3 mostra as zonas (para um maior entendimento, associe com a Fig. 10.3). F Força Estática: média dos dados de amostragem Força de Usinagem Transitório no início do corte, quando a ferramenta é engrenada Força Dinâmica: limites de oscilação numa certa freqüência Tempo t Figura 12.2 Parcelas estática e dinâmica da força de usinagem em função do tempo de usinagem (condições fixas de corte) Face quebra do cavaco deformação plástica cavaco ferramenta Desgaste de cratera atrito peça Desgaste de flanco Flanco Figura 12.3 Zonas de deformação do material no processo de usinagem Os fatores que influenciam a energia de corte (ou pressão específica de corte) e, consequentemente, as componentes da força de usinagem, são: material da peça; material e geometria da ferramenta; parâmetros de corte; meio lubrirrefrigerante; estado da ferramenta Determinação teórica da força de corte A determinação teórica ou experimental do ângulo de cisalhamento () permite a projeção da força de usinagem (F) nas diversas direções de interesse. Como supracitado, sua previsão teórica se faz necessária para os casos em que se pretende prever a potência de corte ou os esforços na estrutura e nos elementos da máquina-ferramenta. No início do século XX, diversos pesquisadores constataram experimentalmente que as componentes da força de usinagem variam com a área da seção transversal de corte (A), em uma relação quase linear, em especial a força de corte (F c ), principal componente para a determinação da potência de usinagem (P) necessária para o dimensionamento do motor de acionamento do eixo-árvore da máquina-ferramenta. Da relação linear entre força de corte e área da seção de corte foi proposta a primeira equação para a determinação teórica da força de corte: F c = k s A (12.1) onde ks é a pressão específica de corte e A é a área da seção transversal de corte.
95 94 Admitindo-se que a ferramenta não possua raio de ponta (r ), a pressão específica de corte k s é a força necessária para a remoção de uma área de corte equivalente a l,0 mm 2. Inicialmente, imaginava-se como sendo uma característica somente do material, similar à tensão de ruptura. Porém, ensaios mostraram que a pressão específica varia segundo: o material da peça; o material e a geometria da ferramenta; a área da seção de corte; a velocidade de corte; as condições de lubrificação e refrigeração; e os desgastes da ferramenta Influência dos Parâmetros de Entrada Material da peça À medida que aumenta a porcentagem de carbono dos aços, k s (e, por conseguinte, F c ) aumenta. Entretanto, o aumento da porcentagem de fósforo causa uma diminuição de k s, pois interrompe a matriz ferrítica, austenítica ou martensítica do aço, facilitando a quebra do cavaco e a lubrificação da ferramenta (S, Se, Te, Pb, Bi, Sn e N atuam no mesmo sentido). Em geral, quando a dureza da peça cresce, k s também cresce, mas isso não pode ser uma regra, já que materiais com dureza semelhantes podem ter k s bem diferentes, principalmente se um deles tiver um dos elementos de liga citados no parágrafo anterior. Dentre as propriedades de um material, aquela que mais pode ser correlacionada com k s é a tensão de ruptura (ou de escoamento) ao cisalhamento do material. Mesmo assim, esta correlação deve ser feita com cuidados, pois esta tensão é obtida em ensaios estáticos e o processo de formação de cavacos é bastante dinâmico Material da ferramenta Com a variação do material da ferramenta ocorre uma pequena variação do coeficiente de atrito entre a peça e a ferramenta (superfície de folga) e entre a ferramenta e o cavaco (superfície de saída), mas esta variação não chega a influir significativamente nos valores de k s (e, consequentemente, de F c ). Por exemplo, ferramentas com cobertura de TiN tendem a diminuir esse coeficiente de atrito e, com isso, propiciam valores de k s menores que com as outras ferramentas Geometria da ferramenta Uma alteração do ângulo de folga () na faixa de 5 o a 12 o não tem nenhum efeito evidente sobre as componentes da força de usinagem. Entretanto, ângulos muito pequenos (menores que 5 o ) promovem um aumento do atrito entre a peça e a ferramenta (superfície de folga), fazendo com que k s aumente. Da mesma forma, uma alteração do raio de quina (r ) não exerce nenhuma influência significativa sobre as forças, enquanto for obedecida a exigência: a p 2r. Quanto maiores os ângulos de saída () (principalmente) e de inclinação (), menores serão a deformação e o trabalho de separação do cavaco da peça e, por conseguinte, menores serão: a temperatura, a k s e o desgaste da ferramenta. Porém, com o aumento do ângulo, a resistência da cunha da ferramenta diminui e a sua sensibilidade aos choques aumenta. Assim, recomenda-se o uso de ângulos negativos () para fortalecer a aresta de corte principalmente na usinagem de materiais frágeis (com formação de cavacos curtos). Somente na usinagem de materiais dúcteis (com formação de cavacos longos) em que esforços de corte
96 95 reduzidos são gerados, é que se recorre aos ângulos positivos (). A substituição de um ângulo por um, nas mesmas condições de usinagem, exige uma potência de corte maior. Uma vez que esta potência é transformada em calor, o acarreta um aumento da temperatura na região de corte. Esta é uma das razões por que o é empregado somente na usinagem com pastilhas MD e cerâmica. Um ângulo produz força no sentido longitudinal da ferramenta (força passiva F p ), tendendo a afastá-la da peça. Esta força tende a reduzir os inconvenientes de folgas e apertos deficientes da ferramenta, forçando o carro porta-ferramenta contra seu fuso de acionamento. No caso de peças com L/D grande, deve-se usar 0 ou muito pequeno para evitar que surja a parcela passiva da força de usinagem, deformando a peça e alterando as dimensões de usinagem. Como visto no Cap. 11, um pequeno ângulo r gera um cavaco fino e largo conforme Equação (11.3) anteriormente apresentada. Com isso, a força de usinagem se distribui sobre um comprimento maior da aresta de corte, diminuindo a pressão específica de corte sobre a ferramenta. Assim, um r pequeno permite que se aumente o avanço de modo que k s seja mantida no valor máximo suportável pela aresta. Isto permite uma substancial redução no tempo de usinagem. A ação do ângulo de posição ( r ) sobre as forças de avanço (F f ) e passiva (F p ) ocorre devido à localização geométrica da aresta principal de corte com relação ao eixo da peça. Com maiores valores de r a componente da força de usinagem aumenta na direção de avanço (F f ), diminui na direção passiva (F p ) e têm seu máximo em r 90 o. Se r for aumentado, a espessura h do cavaco aumenta na mesma proporção que a largura b diminui. Como a força de corte (F c ) é diretamente proporcional à a p (equivalente a b), ela aumenta de maneira inversamente proporcional a f (equivalente a h), resultando das duas variações uma pequena redução de F c com aumento de r (Fig. 12.4). (a) (b) Figura 12.4 (a) Influência de r nas componentes F f e F p em torneamento; (b) variação das três componentes da força de usinagem com o aumento de r. O raio de quina r tem o inconveniente de aumentar de 5 a 20% a potência necessária ao corte provavelmente devido à indução dos dobramentos transversal e longitudinal do cavaco Parâmetros de corte A Figura 12.5 apresenta qualitativamente a dependência das componentes da força de usinagem em função dos parâmetros de corte (v c, f, a p ). A pressão específica de corte (k s ) diminui com o aumento do avanço (f), já que com o crescimento de f, a velocidade de avanço (v f fn) aumenta e, por conseguinte, o coeficiente de atrito diminui, pois o corte se torna mais dinâmico.
97 96 (a) (b) (c) Figura 12.5 Dependência das componentes das forças de usinagem em relação a: (a) profundidade de corte; (b) avanço; (c) velocidade de corte. O aumento da profundidade de corte (a p ) praticamente não altera o valor de k s (a não ser para pequenos valores de a p ), pois o crescimento de a p só faz aumentar o comprimento de contato ferramenta/peça sem aumentar as velocidades envolvidas. Portanto, pode-se dizer que o crescimento das componentes da força de usinagem é diretamente proporcional ao da profundidade de corte (Fig. 12.5a), mas, quando o avanço cresce, as componentes também crescem, mas não na mesma proporção, já que ocorre diminuição do valor de k s (Fig. 12.5b). A presença da aresta postiça de corte (APC fenômeno que será detalhado no Cap. 15) tende a diminuir k s devido ao efeito do aumento de que a APC proporciona. Assim, no corte de materiais dúcteis com baixa v c (onde há ocorrência da APC), os valores de k s (e, portanto, das componentes de F) variam dependendo do tamanho e da geometria da APC (vide Fig. 12.5c). Em velocidades de corte usualmente utilizadas (sem APC), os valores de k s tendem a diminuir com o aumento de v c (e, por conseguinte, da temperatura) por causa da redução da dureza do cavaco e dos coeficientes de atrito Meio lubrirrefrigerante O fluido lubrirrefrigerante influi sobre k s modificando as condições de atrito entre peça e ferramenta e entre ferramenta e cavaco. Quanto mais eficiente for a penetração do fluido e quão maior for o seu efeito lubrificante, maior será a diminuição das componentes da força de usinagem. Em altas velocidades de corte, essa penetração é dificultada Estado da ferramenta Pode-se verificar uma variação da influência do desgaste da ferramenta sobre as componentes da força de usinagem dependendo do tipo de desgaste. Por exemplo, o desgaste de cratera (o qual conduz a um ângulo de saída mais positivo) pode produzir uma diminuição destas componentes. Se, no entanto, ocorrer um predomínio de desgaste de flanco, as forças tendem a aumentar de maneira continuada, pois a área de contato entre a peça e o flanco aumenta (aumentando o atrito). Já F f é insensível à formação da cratera e F p e F f podem ser mais influenciadas pelo desgaste que F c. A medição da força de usinagem mostra-se eficaz na detecção de falhas transitórias na aresta de corte da ferramenta. Em geral, uma mudança brusca e repentina no nível de amplitude do sinal de força indica fratura (lascamento ou quebra) na ferramenta. Existem dois diferentes pontos de vista sobre a fratura da ferramenta. O primeiro é baseado na evidência de que as componentes F f e F p primeiramente crescem por causa do aumento do esforço
98 97 causado pela compressão dos fragmentos desprendidos da ferramenta por ela mesma contra a peça para em seguida declinar para zero por causa da ausência da parte fragmentada da ferramenta. Isto ocorre antes de a peça (ou ferramenta) completar uma volta completa. Depois disso, as componentes podem-se manter em valores altos (pelo aumento do atrito da ferramenta contra a peça) ou baixos (o lascamento promoveu uma afiação forçada da aresta de corte). O segundo ponto de vista explica que tanto F c quanto F f são sensíveis à fratura, mas somente F c exibe uma consistente mudança (decréscimo) de nível absoluto quando a aresta de corte quebra. A magnitude da queda na F c como consequência da fratura é proporcional ao comprimento fraturado ao longo da aresta de corte. O nível da F f pode aumentar ou diminuir, dependendo da intensidade do lascamento. Algumas das limitações inerentes na abordagem destas componentes são as perturbações causadas pelas variações no material da peça, na velocidade de corte, na profundidade de corte e na geometria da ferramenta. Estas variações podem gerar a mesma ordem de magnitude que os diferentes níveis de desgastes e avarias em ferramentas de corte. Por exemplo, pode-se observar uma redução das forças com o aumento da velocidade de corte (v c ); isto se dá devido à redução da resistência do material em altas temperaturas. As forças aumentam proporcionalmente com a profundidade de corte (a p ); entretanto, isto vale somente se a p for maior que o raio de quina (r ) da ferramenta (vide Fig. 12.5a) Potência de Usinagem A potência de usinagem resulta da soma das potências necessárias para cada componente da força de usinagem, bem como do produto da velocidade pela força e pelo cosseno do ângulo entre ambas. Assim, somente as componentes de corte (F c ) e avanço (F f ) contribuem para a potência de usinagem. Como na multiplicação da força pela velocidade os valores para a potência de corte (P c ) são muito maiores que para a potência de avanço (P f ), o valor de P f é geralmente desprezado nos cálculos da potência do motor de acionamento P motor (Eq. 12.2): P c Pmotor (12.2) é o rendimento do sistema de transmissão Considerações Importantes Admita-se inicialmente que a área da seção transversal de corte (A) permaneça constante. Aumentando-se o avanço (f) e diminuindo-se a profundidade de corte (a p ) na mesma proporção, a pressão específica de corte (k s ) diminui, conforme já citado na Seção Logo, para a mesma potência de corte (P c ), mesma área da seção de corte (A), tem-se, de acordo com a Equação 12.3, a possibilidade de se utilizar uma velocidade de corte maior. Isto permitirá uma remoção de maior quantidade de cavaco na unidade de tempo e por unidade de potência. P F v K A v K a f v c c s c s p c c (12.3) Porém dois fatores importantes devem ser levados em consideração: o desgaste da ferramenta e o acabamento da superfície usinada. Como será visto no Cap. 15, o avanço influencia mais no desgaste do que a profundidade de usinagem. Logo, um aumento da geração de cavaco proveniente do aumento do
99 98 avanço e da diminuição da profundidade de usinagem acarreta um desgaste maior da ferramenta maior ainda se este aumento de avanço for acompanhado pelo crescimento da velocidade de corte (como sugerido anteriormente). Também será visto que o aumento do avanço contribui para o aumento da rugosidade superficial da peça. Portanto, a solução acima sugerida para diminuir a potência de corte (aumentar f e diminuir a p na mesma proporção) ou para manter a potência constante e retirar maior volume de cavaco na unidade de tempo (aumentar f e diminuir a p na mesma proporção e aumentar v c ) trará danos para o desgaste da ferramenta e para o acabamento da peça e só deve ser usada quando se tem problemas de potência na máquina, ou em algum outro caso específico. No Cap. 15 será mostrado também que a velocidade de corte tem uma influência bem maior no desgaste da ferramenta do que o avanço. Assim, se o avanço é aumentado e a velocidade de corte diminuída na mesma proporção, o volume de cavaco retirado na unidade de tempo é mantido constante e a vida da ferramenta cresce consideravelmente. Porém, com isso, a força de corte (F c ) cresce (a força cresce, mas a potência cai, pois k s diminui com o aumento do avanço e o produto a p fv c fica constante Eq. 12.3), o que pode causar vibração. Além disso, existem outras limitações a este procedimento: A diminuição da v c não pode ser tal que fique menor que o valor da velocidade crítica (v cr ) e comece a produzir aresta postiça de corte (APC) e consequentemente maior desgaste da ferramenta. O aumento do avanço causa aumento da rugosidade da peça e é limitado pelo raio de ponta da ferramenta. Como regra geral para operações de torneamento, se o avanço for maior do que metade do raio de ponta, a ferramenta corre o risco de quebrar.
100 VARIÁVEIS DEPENDENTES DE SAÍDA: VIBRAÇÃO EM USINAGEM Introdução Os processos de usinagem são influenciados pela dinâmica da operação de corte e pela dinâmica do sistema máquina/ferramenta/peça. Tal sistema apresenta características de rigidez e de amortecimento de vibrações que são essenciais para a qualidade das operações. Um dos fenômenos mais importantes presentes em processos de usinagem é a vibração relativa entre a ferramenta e a peça, exercendo grande influência sobre o resultado final do trabalho. Vibrações descontroladas no sistema podem causar: desgaste prematuro e avarias na ferramenta de corte; deterioração da qualidade superficial e perda de precisão dimensional das peças; danos aos componentes da máquina; ruídos indesejáveis e desagradáveis; aumento do consumo de energia elétrica. Qualquer movimento que se repete depois de certo intervalo de tempo é denominado vibração ou oscilação. A vibração, portanto, é o estudo do movimento de oscilação de um corpo em torno de uma posição de equilíbrio, bem como das forças e/ou momentos a ele associadas. Ela pode ser quantificada em termos de movimento ondulatório (deslocamento, velocidade, aceleração), forma da onda (senoidal, randômica, de impulso), valor instantâneo, valor de pico (ou pico a pico), valor eficaz, período e frequência etc. Para que haja vibração é necessário que o corpo rígido seja capaz de armazenar energia cinética, tenha certa elasticidade e sofra excitação de uma fonte externa. Assim, é praticamente impossível evitar que o movimento ondulatório se propague através dos materiais sólidos, isto é, que as vibrações ocorram. Em usinagem, as vibrações podem ser causadas por uma fonte externa, pela própria máquina ou devido à ação de forças geradas durante o corte do material. As oscilações das componentes ortogonais da força de usinagem (variações cíclicas das parcelas dinâmicas) geram movimentos periódicos na estrutura da máquina-ferramenta. Estas oscilações são chamadas de vibrações mecânicas. Dentre as vibrações mecânicas enquadram-se as vibrações forçadas e as trepidações (chatters) geradas por um mecanismo de autoexcitação na formação do cavaco. Em geral, uma autoexcitação atinge uma ou outra frequência natural do sistema dinâmico, o que pode causar trepidações intensas e comprometer o acabamento superficial da peça usinada. O nível máximo tolerável destas vibrações mecânicas isto é, a sua máxima amplitude depende da aplicação. Por exemplo, em operações de desbaste, a preocupação está em qual nível de amplitude se tem o maior tempo de vida de ferramenta, enquanto que em acabamento, o nível deve ser caracterizado para que haja o melhor acabamento superficial e a maior precisão dimensional na peça usinada. A medição direta da vibração mecânica é difícil de ser efetuada, pois na determinação das características representativas do sinal, o modo de vibração depende da frequência. Por isso, parâmetros correlacionados, tais como variações da parcela dinâmica da força de usinagem por unidade de tempo (aceleração), são medidos, e características derivadas deste padrão são obtidas. Em 1907, F. W. TAYLOR citou que a vibração é o mais obscuro e delicado de todos os problemas enfrentados pelo operador/técnico em usinagem observação ainda válida nos dias de hoje, como mostram muitas publicações em usinagem. Prof. André João de Souza
101 Instabilidade na Usinagem Vibrações forçadas durante as operações de corte estão associadas com as forças periódicas resultantes do desbalanceamento de peças rotativas, de erros de precisão em alguns componentes mecânicos de deslocamento da máquina, ou simplesmente da ação intermitente de ferramentas multicortantes com a peça. Vibrações autoexcitadas geralmente ocorrerem em condições associadas a um aumento nas taxas de remoção de material. Estas são muitas vezes referidas como trepidação (chatter). As vibrações são variáveis de saída, resultantes do processo de corte, que causam instabilidades no sistema máquina/ferramenta/peça. Geralmente elas são autoexcitadas (gerados por interações do processo de usinagem com a estrutura da máquina-ferramenta) ou forçadas (causados por elementos mecânicos da máquina-ferramenta). Podem também ser livres, com comportamentos aleatórios, dependentes das condições de corte, das propriedades do material e até de distúrbios ambientais. A Tabela 13.1 cita as principais instabilidades com suas características, localizações, causas e possíveis soluções. Tabela 13.1 A classificação da instabilidade na usinagem. VIBRAÇÕES AUTOEXCITADAS VIBRAÇÕES FORÇADAS VIBRAÇÕES LIVRES (ALEATÓRIAS) CARACTERÍSTICAS Resulta em aspecto ondulado na superfície usinada. Amplitude de vibração depende do amortecimento do sistema Vibrações simultâneas em duas direções Condições forçadas Depende do ambiente de trabalho Depende das condições de corte. Depende das propriedades do material e de seu tratamento térmico LOCALIZAÇÃO Entre a aresta de corte e a peça. Entre o flanco da ferramenta e a peça. Entre a face da ferramenta e o cavaco. Na direção de corte e na direção de avanço. Em todo o processo de corte. Em todo o processo de corte. Entre o flanco da ferramenta e a peça. Entre a face da ferramenta e o cavaco. Zona de corte. CAUSAS Sobreposição de corte. Atritos no flanco e na face da ferramenta. Atritos no flanco e na face da ferramenta. Variação na espessura h. Variação do ângulo de cisalhamento. Componente do movimento desbalanceado (ex. eixo-árvore) Distúrbios ambientais. Desgastes e avarias da ferramenta Amolecimento e endurecimento do material. Grãos duros e outras falhas superficiais. SOLUÇÕES Seleção correta de ap e n conforme gráficos de estabilidade regenerativa Seleção correta dos ângulos e. Alterar f. Seleção de corretos parâmetros de corte. Seleção de correta ferramenta de corte. Seleção de corretos parâmetros de corte. Selecionar materiais de ferramenta de alta qualidade. Seleção de corretos parâmetros de corte. Isolar a máquinaferramenta se necessário. Balanceamento correto dos componentes da máquinaferramenta. As vibrações forçadas são causadas pelo contato (impacto) do dente da ferramenta de corte na peça e ocorrem em todos os processos que envolvem corte interrompido (algumas operações de torneamento e em fresamento). Já as vibrações regenerativas resultam de um mecanismo de autoexcitação na geração da espessura do cavaco durante as operações de usinagem. Um dos modos estruturais do sistema máquina/ferramenta/peça é excitado inicialmente pelos esforços de corte. Uma superfície ondulada resultante da passagem de uma aresta é removida pela subsequente, que também deixa uma superfície ondulada devido a vibrações estruturais. Dependendo da diferença de fase entre duas ondulações sucessivas as vibrações podem ser atenuadas ou ampliadas. No caso da instabilidade, a espessura máxima do cavaco pode crescer exponencialmente, oscilando em uma frequência próxima à do modo estrutural dominante do sistema. As vibrações crescentes elevam as componentes da força de usinagem e podem provocar desgaste excessivo ou quebra da ferramenta e prejudicam a qualidade da superfície e dimensional da peça. A Figura 13.1 mostra o efeito regenerativo em fresamento.
, e não ocorre nenhuma variação da espessura do cavaco (a espessura dinâmica do cavaco é zero); portanto também não")


102 101 (a) (b) (c) Figura 13.1 Efeito da fase da passagem do dente na espessura do cavaco em fresamento. Na Figura 13.1a, as ondas produzidas por duas arestas de corte consecutivas estão em fase ( = 0), e não ocorre nenhuma variação da espessura do cavaco (a espessura dinâmica do cavaco é zero); portanto também não há variação de força. As vibrações não são excitadas novamente e desaparecem. Na Figura 13.1b tem-se uma situação intermediária, em que a força oscila de maneira a provocar vibração e certa variação da espessura do cavaco. Na Figura 13.1c, com uma onda e meia entre as arestas, para a mesma amplitude das vibrações, a variação na espessura do cavaco ocorre com o dobro da amplitude (a espessura dinâmica do cavaco é máxima), resultando em grande variação de força que excita vibrações Vibrações forçadas Vibrações forçadas em máquinas-ferramentas podem ser geradas por duas maneiras de fontes de energia: externas e internas. Fontes externas de vibrações (como ondas sísmicas originárias de alguma perturbação do solo devido a alguma outra máquina, por exemplo, prensa) geralmente são transferidas à estrutura por meio da base da máquina-ferramenta. O desenvolvimento e uso de um efetivo isolador de vibrações é uma boa maneira para minimizar ou eliminar tais vibrações. Diversas fontes internas causam vibrações forçadas em máquinas-ferramentas tais como: eixoárvore desbalanceado em alta rotação; força de impacto da ferramenta contra a peça (corte interrompido); força de inércia causada pela reação da máquina ao estímulo etc Vibrações autoexcitadas As vibrações autoexcitadas ou trepidações (chatters) são um dos maiores responsáveis pelo acabamento pobre (ondas) na superfície das peças usinadas em processos com ferramentas de geometria definida (torneamento, fresamento, furação) e indefinida (retificação). Representam uma sequência de violentas oscilações causadas por intensas flutuações da força de usinagem durante o movimento relativo entre a peça e a ferramenta de corte na formação de cavacos. Para ilustrar, a Figura 13.2 mostra a detecção da vibração autoexcitada (chatter) durante uma operação de torneamento. No caso, em condições severas de usinagem, a trepidação próxima dos 10 segundos ocorreu por causa do sistema de fixação da peça no torno: a ponta do contraponto encontrava-se estendida além do apropriado.


103 102 (a) (b) Figura 13.2 Trepidação: (a) sinal de vibração detectado; (b) aspecto deteriorado da superfície usinada Influência dos Parâmetros de Entrada na Vibração Operação de corte Torneamento Interno No torneamento externo, o balanço da ferramenta não deve ser afetado pelo comprimento da peça, e o tamanho do porta-ferramenta deve ser escolhido para suportar as forças e as tensões que normalmente surgem durante a operação. Já no torneamento interno, a escolha da ferramenta é mais restrita devido ao diâmetro e ao comprimento do furo da peça, uma vez que a profundidade determina o balanço. Por conta dessa restrição, podem surgir combinações entre comprimento e diâmetro em que o corpo da ferramenta pode ficar frágil, gerando assim instabilidade na usinagem. Para evitar essa instabilidade existem opções de ferramentas com o corpo de aço, metal-duro e antivibratórias. As forças de corte na operação de torneamento interno podem ser decompostas em força de corte tangencial (F t ), força de corte radial (F r ) e força de corte axial (F a ). A reação para a força radial é a deflexão da ferramenta para o centro da peça enquanto que a força tangencial o faz para baixo e, o que também reduz, por consequência, o ângulo de folga da ferramenta. Com isso, o ângulo de folga do inserto tem que ser suficientemente grande a fim de evitar o contato entre a ferramenta e a parede do furo, indicados na Figura Além disso, a existência das deflexões radial e axial na ferramenta implica em uma profundidade de corte reduzida, o que pode induzir vibrações. Em torneamento interno, o ângulo de posição da ferramenta ( r ) afeta a direção e a magnitude das forças axial (F a ) e radial (F r ) e das deflexões resultantes. Quanto maior r maior será F a, que não causa grande efeito sobre a operação, já que a força é direcionada ao longo da barra de tornear. Com isso, devese aplicar r o maior possível. Fresamento Há quatro fatores básicos que têm uma grande influência na vibração em fresamento:

 em relação à profundidade radial de corte (a e ).")

104 103 Figura 13.3 Decomposição das forças em torneamento interno. Ângulo de posição ( r ). O ângulo de posição é importante porque determina a direção das forças de corte. Quanto maior o ângulo r, maiores as forças de corte radiais. Com um ângulo de posição pequeno combinado a um balanço mais curto, a profundidade de corte máxima na fresa pode ser alcançada antes que a vibração ocorra (Fig. 13.4). Figura 13.4 Influência do ângulo de posição na estabilidade relativa da fresa. Diâmetro da ferramenta (D) em relação à profundidade radial de corte (a e ). Um diâmetro menor da fresa reduzirá as especificações de potência e torque, bem como a forças de corte. A proporção do diâmetro da fresa em relação ao contato radial precisa ser mantido menor que qualquer valor máximo. Geometria da ferramenta/inserto. A geometria da ferramenta de corte deve ser para usinagem leve (L) ou média (M), Figura Altas temperaturas podem danificar a função do sistema antivibratório. Use refrigeração a ar ou interna quando possível. A velocidade de rotação n [rpm] extrema também pode reduzir a função do sistema antivibratório. Figura 13.5 Diferentes geometrias de insertos usados em fresamento.

. (a) Tipo L (b) Tipo M (c) Tipo H 13.3.2. Material da peça Figura 13.")


105 104 Passo da fresa. Quando múltiplas arestas de corte estão em contato com o material, o risco de vibração aumenta. Se você estiver trabalhando com profundidades de corte radiais abaixo do valor crítico para a vibração, é mais produtivo usar um número maior de insertos. Trabalhe com o contato radial e o passo da fresa para encontrar o melhor desempenho. Em muitos casos, um passo largo é a melhor escolha para usinagem produtividade com ferramentas antivibratórias (Fig. 13.6). (a) Tipo L (b) Tipo M (c) Tipo H Material da peça Figura 13.6 Passo da fresa: (a) passo largo; (b) passo fino; (c) passo extrafino. Materiais com baixo coeficiente de elasticidade (p.ex. titânio) podem causar trepidação (chatter) e deflexão na peça (especialmente quando se usina partes delgadas da peça), e problemas de tolerância dimensional no acabamento final. Outra situação ocorre com o ferro fundido cinzento, que apresenta tendência à trepidação quando são usinadas seções com espessuras finas de paredes. A Figura 13.7 ilustra um esquema que mostra a amplitude e o tempo de amortecimento da oscilação na vibração gerada durante a usinagem de aços e ferros fundidos (dúcteis, maleáveis, e cinzentos). Figura 13.7 Características da vibração em função do material (aços e ferros fundidos) Material da ferramenta Quando vibrações livres são induzidas (distúrbios externos à máquina-ferramenta, inclusões no material da peça etc.) e o material da ferramenta em uso não é suficientemente tenaz, isto pode resultar em falha prematura ou, em casos extremos, em quebra da aresta de corte (principalmente se forem aplicados a Cerâmica, o CBN ou o PCD). A ferramenta de aço-rápido seguida pela ferramenta de metalduro é a mais tenaz e resistente à fratura e, portanto, ideal para processos que envolvam cortes interrompidos e máquinas-ferramentas com baixa rigidez sujeitas à vibração e trepidação.
106 Geometria da ferramenta A geometria da peça, suas tolerâncias (dimensional e geométrica), seu material e a qualidade da superfície usinada definem a geometria (formato) da ferramenta de corte (inserto). O formato do inserto determina a fragilidade ou robustez inerente à ferramenta de corte, fato que tem particular relevância se operações de desbaste em torneamento são necessárias. Além disso, esta geometria afetará se a ferramenta está ou não sujeita a vibração e o prognóstico da sua vida útil. Assim, se a preocupação é com a vibração da ferramenta, da peça, ou de ambos, então uma geometria mais afiada como as recomendadas para torneamento de acabamento ou faceamento com menor comprimento exposto da aresta de corte pode ser mais apropriado. Os ângulos da ferramenta são responsáveis pelos valores e direção dos esforços de corte. Quando estes estão em direções mais rígidas do sistema, tem-se como resultado vibrações mais amenizadas. Mas, se acontecer o contrário, quando esses esforços estão voltados a direções menos rígidas, as vibrações são intensificadas. Quanto maior o ângulo da ponta da ferramenta ( r ), maior será a área de contato entre a ferramenta e a peça, e o resultado será uma maior vibração. Já o ângulo de cunha () que é formado pelos ângulos de folga () e de saída () deverá ser o mais agudo possível para evitar essas vibrações. A dimensão do arredondamento da ponta influi nas tendências à vibração (Fig. 13.8) e, em certos casos, nos avanços. O raio de ponta r corresponde à transição entre as arestas principal e secundária de corte e determina a robustez ou a fragilidade da ponta. Em geral, desbastes devem ser realizados com um maior r possível, pois é o ponto forte da ferramenta. Além disso, um maior r permite avanços mais elevados, embora seja importante acompanhar todas as tendências vibracionais possíveis. Por outro lado, ferramentas robustas, com r grande, tendem a gerar vibrações devidas: ao comprimento excessivo de contato entre aresta de corte e a peça; e à espessura desuniforme do cavaco. Menores raios de ponta da ferramenta representam pouco esforço de corte, pois quanto maior o raio, maior será o contato, aumentando as forças. Maior Resistência Mecânica Maior Versatilidade Maior Tendência à Vibrações Menor Exigência de Potência R - S C T D V 90 o 80 o 60 o 55 o 35 o Figura 13.8 Geometrias de insertos para torneamento. Em operações de corte com ferramentas rotativas (furação e fresamento, por exemplo), o problema da vibração é agravado pela diminuição do diâmetro e pelo aumento da relação comprimento/diâmetro (l/d) da ferramenta. Para contornar tal problema, costuma-se reduzir a taxa de remoção de material, abdicando-se muitas vezes da elevada rotação disponível no eixo-árvore da máquina-ferramenta (centros de usinagem modernos). Na Seção mencionou-se que um ângulo de inclinação negativo () produz uma força passiva que tende a afastar a ferramenta da peça e, por conseguinte, força o carro porta-ferramenta contra seu fuso de acionamento. Isto tende a reduzir os inconvenientes de folgas e apertos deficientes da ferramenta. Folgas, especialmente como ocorrem em máquinas velhas, levam a vibrações, que causam um
107 106 mau acabamento na superfície usinada, desgaste rápido ou mesmo quebra da ferramenta (se ela for de material frágil, como de metal-duro ou de cerâmica). Entretanto, uma força passiva excessiva pode danificar a geometria da peça e alterar as dimensões da peça usinada. O arredondamento da aresta (ER) do inserto também pode afetar as forças de usinagem. Geralmente, pastilhas sem cobertura possuem menor arredondamento de aresta do que as com cobertura (GC) e isso deve ser levado em consideração. O desgaste de flanco excessivo (VB) no inserto modifica a folga entre a ferramenta e a peça e isso também pode afetar a ação de corte do processo Parâmetros de corte O parâmetro de corte mais significante e que é decisivo para a geração da trepidação em operações de fresamento é a profundidade de corte (a p ). Para pequenas profundidades de corte, o corte é estável (livre de trepidações). Aumentando-se a p, a trepidação certamente aparecerá acima de um determinado valor chamado profundidade de corte limite (a plim ) acima do qual ela tende a crescer continuamente. Considerando a vibração autoexcitada presente no fresamento, a p muda de valor em função das rotações do eixo-árvore, devido à estabilidade encontrada para alguns valores de rotação (Fig. 13.9). Figura 13.9 Variação da profundidade de corte devido à vibração autoexcitada. Estudos mostraram que ao realizar o monitoramento de sinais de vibração em torneamento externo posicionando um acelerômetro piezelétrico na direção de avanço, a vibração crescia com o aumento do avanço f. Ao observar a Figura 13.10, pode-se constatar de maneira geral para os avanços f = 0,15 mm e f = 0,22 mm que a vibração aumenta: com a diminuição da velocidade de corte v c e com o aumento da profundidade de corte a p. Já para f = 0,30 mm, a vibração oscila; por exemplo, a menor vibração para o avanço f = 0,30 mm ocorreu com v c = 290 m/min Meio lubrirrefrigerante A aplicação de lubrirrefrigerantes diminui os coeficientes de atrito entre a peça e a superfície de folga da ferramenta e entre a superfície de saída desta e o cavaco gerado na operação de corte pela ação

108 107 lubrificante principalmente em baixas velocidades de corte. Isto favorece o corte, reduzindo os esforços e diminuindo a tendência à vibração. Figura Relação entre o sinal de vibração [V RMS ] e os parâmetros de corte Máquina-ferramenta Todos os tipos de trepidação são causados por uma retroalimentação no interior da máquinaferramenta entre a operação de corte, a sua estrutura física e o seu sistema de acionamento. A função de transferência da máquina-ferramenta, em termos de rigidez e amortecimento, desempenha um papel fundamental na estabilidade da retroalimentação global do sistema. No início dos anos 2000, a rigidez estática da maioria das máquinas operatrizes, medida entre a ferramenta de corte e a peça, ficava em torno de 5 kn/mm. Uma rigidez superior a 10 kn/mm é ótima, enquanto que uma rigidez abaixo de 1 kn/mm é considerada baixa, mas talvez aceitável para a produção de baixo custo, utilizando máquinas-ferramentas de pequeno porte Estado da ferramenta Uma das causas da vibração é o atrito entre a superfície usinada e a superfície de folga (flanco) da ferramenta: a tendência à vibração cresce com o aumento da largura da marca de desgaste de flanco (VB). Uma aresta sem capacidade de corte e alterada geometricamente pode aumentar a força de usinagem, aumentando, por conseguinte, as deflexões na peça e podendo ainda gerar vibrações autoexcitadas. Com o aumento da vibração, a vida da ferramenta tende a diminuir com maior rapidez, pois microlascamentos são produzidos na aresta de corte. Diferentes trabalhos mostram que as vibrações mudam seu comportamento com os desgastes. No caso das avarias (fraturas), um pico de sinal de vibração é detectado num intervalo de tempo reduzido. Estas vibrações podem ser medidas com a utilização de um acelerômetro piezelétrico (saída em volts), principalmente na aquisição de sinais com frequências entre 1 e 20 khz. A Figura ilustra os sinais de vibração da ferramenta adquiridos para a mesma aresta de corte após 1 minuto (novo) e após 15 minutos (desgastado). Estudos mostram a relação entre a vibração e o desgaste da ferramenta com o intuito de verificar o fim de vida da mesma em operações de usinagem. A maioria dos resultados mostrou que o método é apropriado para satisfazer este propósito. Também afirmam que um dos principais problemas na
 após 1 minuto (b) após 15 minutos Figura 13.")
109 108 utilização de sinais de vibração reside no fato de que estes não variam somente com o desgaste, mas também com os parâmetros de usinagem, geometria da ferramenta etc. (a) após 1 minuto (b) após 15 minutos Figura Sinais de vibração da ferramenta de metal-duro no torneamento a seco do aço ABNT 1040 com f = 0,3 mm, v c = 350 m/min e a p = 1,5 mm em tempos de vida diferentes As inter-relações entre os sinais de vibração e a força de usinagem determinam a natureza dinâmica do processo, tornando a utilização destas variáveis (dependentes) atrativa no desenvolvimento de sistemas de monitoramento do estado da ferramenta. Por outro lado, o comportamento dinâmico incorpora a vibração e certos aspectos da parcela dinâmica da força de usinagem. Assim, a fusão das características extraídas dos sinais de força e vibração no desenvolvimento de sistemas de monitoramento baseados em múltiplos sinais sensórios poderá se tornar indispensável em chão de fábrica.


110 VARIÁVEIS DEPENDENTES DE SAÍDA: TEMPERATURA NA REGIÃO DE CORTE Generalidades O calor gerado na região de contato entre a peça e a ferramenta de corte é um parâmetro que permite a medida do desempenho desta durante o processo de usinagem. A contínua necessidade de aumento das velocidades de corte em processos de usinagem de alto desempenho tem impulsionado pesquisas de novos materiais resistentes a altas temperaturas assim como estudos da maximização da taxa de remoção de material. Os trabalhos provenientes da deformação plástica do cavaco na região de cisalhamento durante a usinagem, do atrito entre o cavaco e a superfície de saída da ferramenta e do atrito entre a superfície de folga da ferramenta e a peça são transformados em calor. Mais de 90% de todo o trabalho mecânico na usinagem proveniente da deformação plástica do cavaco na região de cisalhamento, do atrito do cavaco com a face da ferramenta e do atrito da peça com o flanco da ferramenta se converte em calor. Consequentemente, a temperatura na região de corte se elevará, de acordo com o calor específico e a condutividade térmica dos materiais em contato, além das dimensões das seções onde se dissipa calor. Os efeitos de formação e transmissão de calor no corte de metais são muito complexos, pois o aumento da temperatura promove mudanças nas características físicas e mecânicas da peça. Além disso, a temperatura também influencia a precisão da máquina, a dimensão e a rugosidade da peça usinada. A representação na Figura 14.1a informa as quantidades percentuais de calor absorvidas pela peça, cavaco e ferramenta. A maior parte do calor (75%) é transportada pelo cavaco. A parcela principal da energia mecânica é transformada na região de cisalhamento. As quantidades de calor das diversas regiões de transformação de energia são dissipadas por condução, irradiação e convecção para o meio ambiente. Como consequências desse balanço térmico têm-se campos de temperatura (Fig. 14.1b) que se modificam até que haja equilíbrio entre a quantidade de calor gerada e a transmitida para fora. (a) (b) Figura 14.1 Interface peça/cavaco/ferramenta durante o torneamento de aço com r = 850 MPa com inserto P20 (v c = 60 m/min, h = 0,32 mm, = 10 o ): (a) geração de calor; (b) distribuição de temperatura. Prof. André João de Souza
111 110 A temperatura é um dos principais fatores que influenciam o desgaste de ferramenta, basicamente originária da energia de deformação do material e do atrito que ocorre nas interfaces peça/ ferramenta e ferramenta/cavaco. Em geral, devido às altas temperaturas na região de corte, as ferramentas perdem sua dureza original, aumentando rapidamente o desgaste por abrasão e, em muitos casos, elementos químicos constituintes da ferramenta podem difundir-se para dentro do cavaco, ou reagir quimicamente com a peça ou com o fluido lubrirrefrigerante. A aplicação dos parâmetros de corte na busca da máxima produtividade e do maior tempo de vida para a ferramenta é limitada pela temperatura. Estudos sobre a formação e transmissão de calor na região de corte em função das diferentes condições de usinagem permitem determinar as ferramentas mais apropriadas para uma maior eficiência do processo. O primeiro registro de experiências em usinagem, realçando seu aspecto térmico, foi em De lá para cá, o progresso tem sido bastante lento no sentido de identificar com precisão a distribuição de temperaturas na cunha da ferramenta. Assim, atualmente são conhecidos os princípios gerais dos fenômenos térmicos que ocorrem na região de corte Influência dos Parâmetros de Entrada na Temperatura Material da peça As parcelas do trabalho mecânico total desenvolvido nas operações de usinagem em metais são compostas pelos trabalhos: das forças que produzem as deformações plásticas de deslizamento, das forças de cisalhamento e das forças de atrito. O trabalho das forças que produzem as deformações plásticas de deslizamento é muito importante, no caso da usinagem de aços de baixo carbono, devido aos valores das deformações. Também ocorre no caso da usinagem de aços de alto carbono, mais duros, por causa dos altos valores das forças de corte. No caso da usinagem de metais frágeis, como ferro fundido cinzento, as deformações plásticas são pequenas. Já no caso de aços com estruturas austeníticas (aços resistentes ao calor), as forças de corte são consideráveis e apresentam altas forças de atrito. Decorre, então, que, na usinagem desses aços, os trabalhos das deformações plásticas e de atrito são particularmente grandes. O trabalho das forças que produzem o cisalhamento e os consequentes deslizamentos no cavaco e sobre a superfície usinada é relativamente pequeno. Porém, o trabalho é muito maior no caso da usinagem de metais de alta dureza e de metais quebradiços o que não ocorre no caso de metais macios. O trabalho das forças de atrito da peça com as superfícies de folga (principal e secundária) da ferramenta e do cavaco com a superfície de saída pode ser considerável, sobretudo no caso da usinagem de aços de baixo carbono e com ferramentas desgastadas. Pode ser elevado ainda no caso em que a temperatura seja alta, aumentando assim o atrito interno nas camadas amolecidas do metal usinado. A temperatura no cavaco pode chegar a 1000 C durante a usinagem de aços endurecidos e de algumas ligas de níquel em certas condições de corte, mas a faixa normal de temperatura do cavaco, quando da usinagem de aços e de outros materiais comuns, é de 500 a 650 C. Um forte indicativo das temperaturas nos cavacos de aços é a sua coloração: normalmente marrom ou azul, provocada, poucos segundos após os cavacos serem produzidos, pela formação de uma fina camada de óxido, que ocorre a temperaturas entre 250 e 350 C. A temperatura do cavaco, entretanto, terá pouca influência na temperatura da ferramenta, porque o tempo que uma pequena porção do cavaco passa sobre a superfície de saída da ferramenta é muito pequeno (alguns milissegundos) para conduzir calor (a menos que ocorra a zona de fluxo haverá tempo para a condução de calor para a ferramenta). Assim, a temperatura pode não ser considerada o maior
112 111 problema na usinagem de materiais macios e de baixo ponto de fusão (p. ex. alumínio e magnésio), mas torna-se fator de controle da taxa de remoção de material na usinagem de materiais duros e de alto ponto de fusão (p.ex. ferros fundidos, aços, ligas de níquel e titânio). Entretanto, temperaturas elevadas podem também ser atingidas quando se usinam o alumínio, principalmente em ligas mais resistentes, como as ligas fundidas de Al-Si-Cu-Mg da linha automotiva e as ligas trabalháveis de Al-Zn da linha aeronáutica. Observam-se temperaturas elevadas para certos materiais, mesmo para baixas velocidades de corte. As condições da interface ferramenta/cavaco (aderência, escorregamento ou aresta postiça de corte) devem ser assumidas como os fatores mais importantes a ser considerados em relação à temperatura da aresta de corte. A zona de fluxo, portanto, é uma fonte efetiva de calor, e apesar de se conhecer muito pouco sobre a influência dos elementos de liga e das mudanças microestruturais nas bandas de cisalhamento termoplástico (zona de fluxo), pelo menos três parâmetros metalúrgicos devem influenciar a temperatura da ferramenta: O ponto de fusão do principal elemento químico do material da peça, pois quanto maior o ponto de fusão desse elemento, maior será a temperatura da interface ferramenta/cavaco para qualquer velocidade de corte. Elementos de liga que elevam a resistência do material da peça aumentam a temperatura da interface para qualquer taxa de remoção de material. A presença de fases de baixa resistência ao cisalhamento na interface (tais como MnS e grafita), que podem reduzir a temperatura Material da ferramenta A temperatura na interface ferramenta/peça aumenta com a velocidade de corte. Haverá, portanto, um limite prático na velocidade de corte para cada par ferramenta/peça. As altas temperaturas nas ferramentas de corte não só aceleram os mecanismos de desgaste termicamente ativados, como também reduzem o limite de escoamento do material da ferramenta. Na presença da zona de fluxo, as taxas de deformação são muito altas e complexas, dificultando a estimativa da temperatura com base no atual conhecimento dos fenômenos envolvidos. Altas deformações e altas taxas de deformação, sem encruamento do material na mesma proporção, só podem ocorrer com o amolecimento adiabático causado pelo aumento da temperatura. O processo é idêntico ao da formação de cavaco segmentado. A temperatura na zona de fluxo e, portanto, a temperatura da ferramenta, depende da quantidade de trabalho realizado para cisalhar o material, bem como da quantidade de material que passa pela zona de fluxo, e isso varia com o material da peça. Temperaturas da ordem de 1100 C na interface ferramenta/cavaco podem ser encontradas, por isso, as ferramentas de corte têm de estar preparadas para suportar tais condições durante o processo de formação de cavacos. A Figura 14.2 mostra a dureza a quente dos principais materiais de ferramentas 14. Observa-se que, apesar da baixa tenacidade, as cerâmicas apresentam altíssima resistência ao calor (cerca de 1600ºC). Já o aço-rápido, no outro extremo, possui alta tenacidade e baixa resistência térmica (entre 520 e 600ºC, variando com o teor de cobalto: quanto maior o teor, maior a temperatura crítica). Metal-duro P10 apresenta temperatura crítica em torno de 1000ºC. 14 Cerâmicas óxidas são à base de Al 2 O 3. Cerâmicas mistas são à base de Al 2 O 3 (óxidas) reforçadas com SiC e TiC. Cerâmicas não-óxidas são à base de Si 3 N 4. Stellite são ligas à base de Co com adições de Cr, C, W e/ou Mo.
113 112 Figura 14.2 Variação da dureza a quente em função da temperatura para diferentes materiais de ferramenta Geometria da ferramenta Como o trabalho de dobramento do cavaco diminui com o aumento do ângulo de saída [ o ], a temperatura gerada T [ o C] também diminui pela relação empírica (Eq. 14.1) T (14.1) Materiais de difícil usinagem apresentam a zona de maior pressão mais próxima à aresta de corte da ferramenta. E a zona de maior pressão sobre a ferramenta é, também, a de maior aquecimento. Nestas condições, estes materiais provocam maior aquecimento mais próximo à quina da ferramenta, zona em que a área de dissipação do calor é mínima. Se o aquecimento for demasiado, provocando o amolecimento do material, é preciso reduzir o ângulo de saída (e aumentar ) para aumentar a área de dissipação do calor como mostra a Figura No caso de materiais de boa usinabilidade (a), o calor máximo é gerado longe da aresta cortante e a área de dissipação do calor é grande. Assim, pode-se aumentar, acrescendo a facilidade de saída do cavaco e reduzindo o calor gerado (b). (a) (b) Figura 14.3 Dissipação de calor afetada pelo ângulo de saída: (a) pequena área de dissipação; (b) grande área de dissipação
114 Processo de usinagem O aumento da temperatura na região de corte pode causar dilatação térmica na peça, afetando sua dimensão durante a usinagem. Esse fato pode prejudicar a precisão dimensional e, assim, inviabilizar o processo de usinagem situação particularmente observada em operações de usinagem por abrasão (como a retificação) ou quando altas velocidades de corte são usadas em processos de corte contínuo, (como o torneamento). Corte sem refrigeração é uma das principais vantagens do torneamento de peças duras. Os insertos de CBN podem tolerar as altas temperaturas de corte (cerca de 1000ºC). Em geral, o uso de CBN em condições sem refrigeração tem um efeito positivo na vida útil da ferramenta, especialmente em cortes interrompidos. A energia total requerida para o processo de retificação é da ordem de 2 a 20 vezes maior que para outros processos de usinagem, para o mesmo volume de cavaco removido na unidade de tempo. Como em outros processos, quase toda esta energia se transforma em calor. Consequentemente, altas temperaturas de corte são desenvolvidas (1000 a 1600 C). Em números médios, 85% do calor gerado atinge a peça, 5% o cavaco e 10% o rebolo. A parcela que vai para o rebolo não causa dano considerável, pois o mesmo é de material refratário, na maioria das vezes é bem grande e tem bastante área para dissipar calor. A que vai para o cavaco também não causa preocupações. O problema maior está no calor que vai para a peça, já que esta recebe a maior parcela. Como o tempo de exposição às altas temperaturas é muito curto (da ordem de milésimos de segundo), é possível que a superfície usinada atinja e supere sua temperatura de fusão sem se fundir. Isso pode determinar mudanças estruturais na peça, que na maioria das vezes já recebeu o tratamento térmico (têmpera e revenimento). Além disso, pode gerar erros de forma e dimensão na peça, o que é muito grave, pois a retificação geralmente é o último processo de usinagem, aquele que proporciona as características finais da peça (determina sua qualidade). Por isso, existe a necessidade de utilização de meio lubrirrefrigerante de maneira abundante e eficiente. Também, as condições de usinagem e as características do rebolo devem ser tais que atenuem este problema. A escolha incorreta do par fluido-rebolo, a utilização de condições de usinagem e de afiação da ferramenta inadequados e uma lubrificação/refrigeração não eficiente podem afetar, negativamente, as propriedades mecânicas do componente usinado, pela diminuição de sua resistência à fadiga e ao desgaste. Isto se deve à incidência dos danos térmicos oriundos do processo de retificação, os quais provocam alterações microestruturais, pela introdução de uma zona afetada pelo calor (ZAC), levando ao surgimento de tensões residuais de tração. Além disso, a qualidade superficial do componente pode ser afetada pelo surgimento de trincas e a ocorrência de queima superficial, decorrentes das elevadas temperaturas na região de corte. Devido aos efeitos do aquecimento e resfriamento rápido induzido pelo processo de usinagem por eletroerosão (EDM Electrical Discharge Machining), uma zona afetada pelo calor (ZAC), de multicamadas, se formará na superfície da peça usinada. Esta zona apresenta microestrutura diferente da matriz e possui defeitos tais como microtrincas, fissuras, tensões, vazios, etc., causando deterioração das propriedades mecânicas dos componentes. A camada superior desta zona é chamada de camada refundida, também conhecida como camada branca. Esta camada tem uma dureza elevada e contém muitas microtrincas. Sempre que a eletroerosão for usada na fabricação de peças estruturais altamente tensionadas, a ZAC produzida deve ser removida. Geralmente, durante o desbaste por EDM, a camada que apresenta mudanças microestruturais é menor que 0,13 mm de profundidade. Durante o acabamento por EDM, ela é menor que 0,025 mm de profundidade. A Figura 14.4 mostra a micrografia de um aço rápido D2 onde podem ser vistos a camada refundida, microtrincas, a ZAC e o material-base.

115 Parâmetros de corte Figura 14.4 Superfície do aço-rápido AISI D2 usinada por eletroerosão. Considerando o mesmo par ferramenta/peça, a quantidade de calor gerada na usinagem com ferramentas de geometria definida e, consequentemente a temperatura aumenta diretamente com a velocidade de corte v c e com a força de corte (principal componente da força de usinagem). Como a força de corte é proporcional ao avanço f (não diretamente) e à profundidade de corte a p (diretamente), pode-se afirmar que para uma maior produtividade em usinagem, os parâmetros de corte devem ser incrementados. Todavia, esse aumento deve ser limitado, porque haverá, ao mesmo tempo, acréscimo da temperatura, e esta, por sua vez, altera as propriedades mecânicas da ferramenta, que se desgasta rapidamente, o que reduz de maneira drástica a sua produtividade. O usuário deve sempre fazer um estudo criterioso de otimização a fim de realizar uma operação de usinagem economicamente viável. A maior parte do calor gerado na zona primária é dissipada pelo cavaco e o aumento de temperatura neste não é muito influenciado pela velocidade de corte, embora a porção de calor dissipado pela peça diminua com o aumento de v c Meio lubrirrefrigerante De modo a minimizar o efeito do aquecimento na ferramenta durante a usinagem e manter a peça em condições de temperatura ambiente sem que ocorram dilatações térmicas muito grandes, são utilizados meios lubrirrefrigerantes com diversas composições. Seu principal objetivo é retirar o calor gerado durante o processo de corte, melhorando assim o tempo de vida das ferramentas e aprimorando o acabamento e as tolerâncias dimensionais e geométricas das peças. Ademais, o fluido evita o surgimento de arestas postiças de corte, principalmente na usinagem do aço inoxidável e do alumínio e suas ligas, pois ambos apresentam uma tendência a aderir na ferramenta durante o recalque do material. Entretanto, sua utilização gera elevados custos de consumo e descarte, além do prejuízo ambiental.
116 VARIÁVEIS DEPENDENTES DE SAÍDA: FALHAS NA FERRAMENTA DE CORTE Introdução Em função das condições de corte durante o processo de usinagem, a ferramenta fica sujeita a uma combinação de vários fatores de origem térmica, mecânica, química e abrasiva (elevada pressão de contato entre peça/ferramenta/cavaco). Como nem o material da peça nem o da ferramenta de corte é homogêneo, desgastes e avarias de naturezas distintas podem ser observados na ferramenta durante seu uso. Em decorrência de tais solicitações, a deterioração da mesma torna-se relativamente rápida. A Figura 15.1 ilustra o aspecto da ferramenta de corte com os principais tipos de falha durante as operações de torneamento. Os efeitos superficiais representam os desgastes (no flanco e na face) e os efeitos volumétricos as avarias (trincas e fraturas). Figura 15.1 Tipos de falha na ferramenta de corte em torneamento. Podem-se distinguir dois fenômenos pelos quais uma ferramenta de corte perde sua eficácia na usinagem: avarias e desgastes. Estes fenômenos causam a mudança na geometria da aresta de corte, tanto pela perda de material quanto pelo seu deslocamento. Em geral, os desgastes se apresentam como falhas contínuas, isto é, possuem comportamento determinístico (podem ser modeladas matematicamente) ao longo de sua progressão até a deterioração completa da ferramenta. Isto permite um controle maior da vida. Por outro lado, as avarias são falhas transitórias que ocorrem aleatoriamente (não podem ser descritas explicitamente por uma função matemática), levam a ferramenta ao colapso (quebra total) e são detectadas frequentemente somente após o ocorrido. Por exemplo, no lascamento da aresta cortante, a superfície usinada pode ficar extremamente danificada sem falar na quebra, que pode acarretar danos irreversíveis à peça. Alguns autores classificam a deformação plástica (Fig. 15.2b) como um desgaste, pois apresenta comportamento determinístico ao mudar a geometria da aresta de corte pelo deslocamento de material. Outros entendem que a deformação plástica é uma avaria de origem térmica causada pelas altas pressões e altas temperaturas aplicadas à ponta da ferramenta de corte com baixa resistência ao cisalhamento e alta tenacidade. A deformação provoca deficiências no controle de cavacos e deterioração do acabamento Prof. André João de Souza

, fazendo com que a resistência ao")


, elas podem ser subdividas em: deformações plásticas, trincas e fraturas (lascamentos e quebra). (a) (b) (c) (d) (e) Figura 15.")
117 116 superficial da peça. O seu crescimento pode gerar a quebra da aresta de corte. Evita-se pelo emprego de uma ferramenta com maior dureza a quente e maior resistência à deformação, ou pela alteração das condições de corte e/ou geometria da ferramenta com o intuito de diminuir os esforços e a temperatura. Geralmente a deformação plástica e o atrito, inerentes ao processo, geram altas temperaturas na região de corte (interface ferramenta/peça), fazendo com que a resistência ao desgaste da ferramenta diminua de maneira considerável. O problema é complexo, mas significativo. Como a ferramenta se desgasta, sua geometria e seu tamanho modificam-se. Uma aresta sem capacidade de corte e alterada geometricamente pode aumentar a força de usinagem. Já um aumento na potência consumida promove um acréscimo da temperatura na região de corte, acelerando o desgaste. Além disso, alterações dimensionais da ferramenta modificam a geometria da peça Avarias em Ferramentas de Corte No caso das avarias geradas em ferramentas (Fig. 15.2), elas podem ser subdividas em: deformações plásticas, trincas e fraturas (lascamentos e quebra). (a) (b) (c) (d) (e) Figura 15.2 Avarias na ferramenta de corte: (a) aresta postiça de corte (APC); (b) deformação plástica; (c) trincas térmicas; (d) lascamento; (e) quebra. A aresta postiça de corte, APC, (Fig. 15.2a) pode ser entendida como uma avaria ou como um mecanismo de desgaste de adesão (vide Seção 15.5). A APC consiste de uma camada de cavaco formada na interface com a superfície de saída da ferramenta que, permanecendo aderente à aresta de corte, desloca-a e modifica o seu comportamento com relação à força de corte, ao acabamento superficial da peça e ao desgaste da ferramenta. Ao se romper, a APC arranca partículas do flanco (superfície de folga)
 da ferramenta fica protegida, já que o cavaco não atrita com a mesma (menos desgaste de cratera), e sim com a APC As trincas térmicas, Figura 15.")
 são as principais responsáveis pelas falhas")

118 117 da ferramenta, gerando um desgaste frontal muito grande, mesmo em velocidades de corte baixas. Por outro lado, a face (superfície de saída) da ferramenta fica protegida, já que o cavaco não atrita com a mesma (menos desgaste de cratera), e sim com a APC As trincas térmicas, Figura 15.2c, (devido ao aumento do gradiente de temperatura a cada entrada da ferramenta na peça) são a maior causa das falhas da ferramenta em altas velocidades de corte. Já as trincas mecânicas (por causa dos choques mecânicos na entrada e/ou na saída da ferramenta na peça principalmente em operações de fresamento) são as principais responsáveis pelas falhas (geralmente lascamentos) em baixas velocidades de corte. O crescimento das trincas leva à quebra da ferramenta. Para se evitar a formação deve-se, dentre outros procedimentos, escolher uma ferramenta mais tenaz, diminuir o avanço, suavizar o contato da ferramenta com a peça e aplicação do fluido em abundância ou a não aplicação (este último no caso de trincas térmicas em fresamento). O lascamento (Fig. 15.2d) é uma falha acidental e prematura que pode ocorrer quando a ferramenta é pouco resistente (ângulo de quina r muito pequeno; pastilha muito dura e pouco tenaz) ou quando acontecem sobresolicitações de origem mecânica (impactos ferramenta-peça, peça com inclusões duras e vibrações) ou térmica (resfriamento brusco). Ao contrário dos desgastes que retiram continuamente partículas muito pequenas da ferramenta, no lascamento, partículas maiores são retiradas de uma só vez. A quebra (Fig. 15.2e) é definida como a ruptura da quina ou da aresta de corte pela ação de grandes forças de usinagem. Todos os desgastes e avarias ao crescerem podem gerar a quebra da ferramenta. Porém, algumas vezes, a quebra pode ocorrer inesperadamente devido a alguns fatores: ferramenta muito dura, carga excessiva sobre a ferramenta, geometria inadequada (r, r e pequenos), corte interrompido, parada instantânea do movimento de corte, entupimento dos canais de expulsão de cavacos (brocas e fresas) ou dos bolsões de armazenamento de cavacos (fresas), etc. A quebra da ferramenta ocasiona não somente dano no inserto, mas também no suporte e na própria peça Desgastes em Ferramentas de Corte Mesmo se a ferramenta de corte possuir tenacidade suficiente para evitar uma avaria, estará sempre sujeita ao desgaste. Durante a usinagem dos metais, a ação de corte altera a forma e, portanto, a geometria original da ferramenta de corte, pois se verificam desgastes progressivos no flanco (superfície de folga) e na face (superfície de saída) da ferramenta. O desgaste de cratera na face, o desgaste frontal no flanco e o desgaste de entalhe são os desgastes típicos. A Figura 15.3 mostra, respectivamente, os tipos de desgaste mais comumente encontrados em ferramentas de corte. (a) (b) (c) Figura 15.3 Desgastes na ferramenta de corte: (a) desgaste de cratera; (b) desgaste de flanco; (c) entalhe.
119 118 O desgaste de cratera é causado pelo atrito entre ferramenta e cavaco. Pode não ocorrer em alguns processos de usinagem, principalmente quando se utilizam ferramentas de metal duro recobertas com Al 2 O 3 (mais eficiente contra craterização), ferramentas cerâmicas e quando o material da peça usinada é frágil (gera cavacos arrancados). O crescimento do desgaste de cratera resulta na quebra da ferramenta, quando tal desgaste se encontra com o desgaste frontal. O desgaste frontal (ou de flanco) é causado pelo contato entre a ferramenta e a peça. É o tipo de desgaste mais comum. Todo processo de usinagem causa desgaste frontal. Esse tipo de desgaste, incentivado pelo aumento da velocidade de corte, ocasiona a deterioração do acabamento superficial da peça e, por modificar totalmente a forma da aresta de corte original, faz com que a peça mude de dimensão (pode sair da faixa de tolerância). O desgaste de entalhe aparece sempre nas regiões coincidentes com as laterais do cavaco na usinagem de materiais resistentes a altas temperaturas (como ligas de Ni, Ti, Co e aço inox). O entalhe pode se desenvolver em ambas as superfícies (folga e saída), ou apenas no flanco da ferramenta. Não há um consenso na literatura sobre as causas para o seu desenvolvimento. Entretanto, existem evidências para sugerir que óxidos se formam continuamente e se aderem à ferramenta nessas regiões, e a quebra por attrition (vide Seção 15.5) das junções de aderência entre os óxidos e a ferramenta pode ocasionalmente remover material da superfície da ferramenta incentivada pelo serrilhado das laterais do cavaco. Antes que uma dessas formas de desgaste alcance grandes proporções e coloque o processo de usinagem em risco, a ferramenta deverá ser reafiada (caso de ferramentas inteiriças) ou, mais comumente, substituída (caso de insertos intercambiáveis). A Figura 15.4 mostra o esquema da padronização típica de desgastes segundo a norma ISO 3685 (1993) e os parâmetros utilizados para quantificar os desgastes desenvolvidos no flanco e na face da ferramenta. No flanco mede-se a largura da marca de desgaste (VB), sendo: VB B o desgaste médio de flanco; VB máx o desgaste máximo de flanco; VB N o desgaste de entalhe na aresta principal de corte; VB C o desgaste de entalhe na aresta secundária de corte. Na face mede-se a profundidade da cratera (K T ) e a distância do centro da cratera à aresta cortante (K M ). Figura 15.4 Padrão de desgaste para uma ferramenta de corte (ISO 3685).
120 Vida da Ferramenta O tempo em que uma aresta de corte trabalha efetivamente antes de ser reafiada ou substituída é denominado vida da ferramenta de corte (T). Um critério deve ser então adotado para determinar o fim de vida a fim de manter o processo produtivo dentro de condições econômicas adequadas. Normalmente as arestas de corte se desgastam seguindo uma curva padrão, representada pela Figura Na ordenada, o desgaste pode ser representado por qualquer um dos parâmetros citados (VB B, VB máx, VB N ou KT). Figura 15.5 Comportamento do desgaste de uma ferramenta com o tempo de corte. Na evolução do desgaste, podem-se distinguir três estágios: Estágio I. No início do corte, o desgaste da ferramenta aumenta rapidamente devido à adequação ao sistema tribológico envolvido (acomodação da cunha cortante). Estágio II. O desgaste se estabiliza e se mantém linear até perto de seu fim de vida. A ferramenta encontra-se totalmente adequada ao processo e os mecanismos de desgaste operam constantemente. Estágio III. O desgaste aumenta de forma acelerada e promove a quebra da ferramenta em um curto espaço de tempo. Isto se dá, pois o desgaste atingiu níveis tão elevados que as temperaturas e as tensões envolvidas irão promover, eventualmente, o colapso da ferramenta Mecanismos de Desgastes Os diversos mecanismos (processos) de falhas em ferramentas de corte agem simultaneamente, de forma que tanto sua causa como seu efeito dificilmente podem ser distinguidos entre si. Todos eles são observados na prática, mas certamente um prevalecerá sobre os demais, dependendo principalmente do material da peça e da ferramenta, da operação de usinagem, das condições de corte, da geometria da ferramenta de corte e o do emprego do meio lubrirrefrigerante. O conhecimento do mecanismo de desgaste é de grande interesse, pois permite uma seleção criteriosa da ferramenta mais indicada e das condições mais apropriadas de usinagem. A literatura apresenta variações na classificação dos mecanismos e processos de falhas em ferramentas de corte. Porém, grande parte dos trabalhos existentes considera pelo menos 4 (quadro) diferentes mecanismos (processos): abrasão, adesão, difusão e oxidação (Fig. 15.6). A Figura 15.7 representa a ação desses mecanismos sobre o desgaste total da ferramenta em função do aumento da temperatura de corte.

. 15")
121 120 (a) (b) (c) (d) Figura 15.6 Principais mecanismos de desgaste: (a) abrasão; (b) adesão; (c) difusão; (d) oxidação. Figura 15.7 Regiões de influência das causas do desgaste. O mecanismo de abrasão mecânica ocorre em toda a faixa de temperatura a qual é submetida uma ferramenta de corte. A presença da adesão 15 limita-se a baixas velocidades de corte (envolve a formação da aresta postiça de corte APC). Os mecanismos de difusão e oxidação só ocorrem de forma acentuada em altas velocidades de corte (altas temperaturas) Influência dos Parâmetros de Entrada nas Falhas da Ferramenta Material da peça É recomendável que superfícies forjadas ou fundidas de peças que serão posteriormente usinadas sejam limpas, visto que o forjamento promove o endurecimento (aumentando assim o desgaste das ferramentas) e os resíduos da areia de fundição aceleram o desgaste abrasivo. 15 Na língua inglesa, convencionou-se chamá-lo de attrition. Este mecanismo de desgaste envolve aderência e arrastamento do material geralmente a baixas velocidades de corte, nas quais o fluxo de material sobre a superfície de saída torna-se irregular. Sob tais condições, fragmentos microscópicos são arrancados da superfície da ferramenta de corte e arrastados junto ao fluxo de material adjacente à interface.
122 121 Macroinclusões frequentemente presentes nos aços de baixa qualidade são geralmente duras e abrasivas, e causam desgastes e avarias à aresta de corte. Aços-carbono são materiais com baixa taxa de encruamento. Materiais com alta taxa de encruamento (p. ex. aço inoxidável austenítico) necessitam de mais energia para remover material, levando a maiores forças e potências de corte e a menores tempos de vida das ferramentas. Materiais laminados a frio apresentam microestrutura uniforme e muitas vezes são assim trabalhados para reduzir a taxa de encruamento. Em geral, apresentam alta dureza e promovem desgastes acelerados nas ferramentas (tempo de vida reduzido) Material da ferramenta O desgaste de flanco (VB), resultante principalmente da abrasão mecânica (atrito entre a peça e a superfície de folga da ferramenta de corte), pode ser minimizado utilizando uma classe de ferramenta mais resistente ao desgaste (vide Tab. 4.1). O desgaste de cratera (KT), resultante principalmente do mecanismo de difusão (causado pela afinidade química entre o cavaco e a superfície de saída da ferramenta de corte), pode ser minimizado utilizando uma classe de ferramenta que possua cobertura de Al 2 O 3. OBS.: No torneamento de aço com ferramenta de metal-duro com cobertura (situação bastante comum), pode-se dizer que não ocorre desgaste de cratera e a largura da marca de desgaste de flanco (VB) cresce lentamente. Assim, a força de corte (F c ) aumenta vagarosamente com o tempo de corte até atingir um determinado VB a partir do qual o substrato da ferramenta passa a ter contato com a peça. Consequentemente, VB passa a crescer rapidamente, fazendo com que F c também cresça muito rápido. A deformação plástica ocorre pela combinação entre altas temperaturas e altas pressões na região de corte. Ao selecionar uma classe de ferramenta com maior dureza a quente, a avaria é reduzida. As trincas de origem mecânica e de origem térmica surgem devido às variações excessivas dos esforços e da temperatura na cunha de corte, respectivamente, para uma dada geometria de ferramenta. O lascamento é uma consequência da propagação das trincas. Para minimizar tais ocorrências, recomendase a utilização de uma classe de ferramenta mais tenaz Geometria da ferramenta Se o ângulo de folga () é muito pequeno, a aresta de corte não pode penetrar convenientemente no material; com isso, a ferramenta perde a capacidade de corte rapidamente por efeito do desgaste de flanco, ou seja, tem a sua vida diminuída. Um dos critérios para determinar o fim de vida de uma ferramenta é a medição da largura da marca de desgaste de flanco. Esta largura, à medida que cresce, provoca um aumento progressivo do atrito com a peça e, consequentemente, maior aquecimento da ferramenta, aumento da força e da potência de corte, mau acabamento da superfície usinada etc. Se é muito grande ( diminui significativamente), a aresta de corte sofre microlascamentos, lascamentos ou quebra, em virtude de um apoio deficiente (dependendo da grandeza de ). Pode-se então dizer que, usualmente, um excesso de é mais prejudicial à usinagem que uma deficiência. No caso de cortes interrompidos, o uso de um ângulo de inclinação () negativo apropriado faz com que o impacto da ferramenta se dê afastado da quina, evitando a quebra da ferramenta. Isto reforça a aresta secundária, tendo um efeito idêntico sobre esta ao ângulo sobre a aresta principal. O emprego de um ângulo de posição r 90 o faz com que o corte se inicie afastado da quina da ferramenta, em um local onde a aresta principal de corte é mais resistente e mais apta a suportar o
123 122 impacto inicial da ferramenta contra a peça. Além disso, a aresta de corte inicia o trabalho de modo gradual e uniforme, diminuindo os esforços e aumentando a vida da ferramenta. A saída da ferramenta também é bem gradual. No caso de r 90 o, o corte inicia-se subitamente em toda a aresta de corte da ferramenta. Na saída, a súbita redução da força de avanço (F f ) produz um retorno elástico da ferramenta e da peça, aumentando instantaneamente o avanço (f) e a espessura do cavaco (h). Isto aumenta K s na aresta principal da ferramenta, podendo provocar lascamentos ou sua quebra. Como visto na Seção 7.3.1, um pequeno ângulo r faz com que a pressão específica de corte sobre a ferramenta diminua. Além disso, um r pequeno determina um r grande, reforçando esta parte da ferramenta e ajudando a dissipar melhor o calor. Isso comumente diminui o desgaste e aumenta, por conseguinte, a vida da ferramenta. Entretanto, certos materiais de difícil usinabilidade exigem que o cavaco tenha uma espessura maior; isto é vantajoso pelo fato de ele fazer contato na superfície de saída da ferramenta, em um ponto mais afastado da aresta de corte Parâmetros de corte Selecionar velocidades de corte menores, que geram menos calor na região de corte e com isso um desgaste menor da ferramenta é perfeitamente possível. No entanto, infelizmente a produtividade diminui, pois a taxa de remoção de material (Q) decresce. Alternativamente, para operações de torneamento, a profundidade de corte (a p ) e/ou o avanço (f) podem ser aumentados para manter Q com baixas velocidades de corte (v c ). Todavia, um aumento de a p ou de f promove um crescimento da força de usinagem (F). Desta forma, enquanto a vida da ferramenta de corte (T) é aumentada, alguma exatidão no processo de usinagem é diminuída, devido a um crescimento da deflexão na peça ou por causa da presença de vibrações Meio lubrirrefrigerante Na usinagem de materiais aplicando v c menores, o efeito lubrificante do fluido é fundamental para reduzir o atrito entre a peça e o flanco da ferramenta e entre a face da ferramenta e o cavaco. Isto reduz a ação da abrasão mecânica e da adesão (evitar a formação da APC) e reduzir o attrition. Já utilizando altas velocidades de corte, o efeito refrigerante do fluido favorece a transferência de calor da região de corte, reduzindo assim a temperatura da ferramenta e, por conseguinte, a ação da difusão e da oxidação. Além disso, mesmo que a concentração de óleo seja mínima, haverá redução do coeficiente de atrito (redução do mecanismo de abrasão) e, portanto, da temperatura.
124 VARIÁVEIS DEPENDENTES DE SAÍDA: ACABAMENTO DA SUPERFÍCIE USINADA Introdução Acabamento é um termo coloquial largamente usado para designar a qualidade geral de uma superfície usinada. A Figura 16.1 esquematiza a classificação de acabamento. Fatores Superficiais (textura) Rugosidade Ondulações Marcas Falhas Acabamento da Superfície Usinada Fatores Subsuperficiais (integridade) Mecânicos Deformação plástica Rebarbas Microdureza Trincas Tensões residuais Metalúrgicos Recristalização Transformações metalúrgicas Figura 16.1 Classificação de acabamento. A textura está relacionada com as irregularidades presentes na superfície de materiais sólidos e com as características dos instrumentos de medição; é definida em termos de rugosidade, ondulação, marcas e falhas. A integridade é a característica através da qual podem ser relacionadas ou identificadas as diversas exigências ou alterações metalúrgicas que poderão se desenvolver devido à usinagem como: transformações de fases, distribuição e tamanho de grão, recristalização, inclusões no material etc.. O objetivo da usinagem é obter uma superfície técnica que apresente fatores superficiais e subsuperficiais apropriados, a fim de garantir segurança, confiabilidade e longa vida ao componente fabricado principalmente quando vidas humanas estão em jogo. Por esse motivo, a importância do estudo do acabamento aumenta à medida que crescem as exigências do projeto. Por exemplo, as superfícies dos componentes deslizantes, como eixos de um mancal, devem ser lisas para que o atrito seja o menor possível. Já as exigências de acabamento das superfícies externas da tampa e da base do mancal são menores. A produção de superfícies lisas exige, em geral, custo de fabricação mais elevado Textura da Superfície Usinada O acabamento não está especificamente ligado à textura ou padrão característico da superfície técnica, nem a valores específicos de rugosidade. Contudo, um bom acabamento implica baixos valores de rugosidade, e vice-versa. Assim, a aptidão de um processo de usinagem em produzir um acabamento específico depende das características da ferramenta, da peça, da máquina e da operação. Prof. André João de Souza
. Figura 16.2 Irregularidades presentes na superfície usinada.")
125 124 Os diferentes processos de fabricação mecânica determinam acabamentos diversos nas superfícies. As superfícies por mais perfeitas que sejam, apresentam irregularidades. E essas irregularidades compreendem dois grupos de erros: erros macrogeométricos e erros microgeométricos (Fig. 16.2). Figura 16.2 Irregularidades presentes na superfície usinada. Os erros macrogeométricos em usinagem são desvios geométricos (ondulação, ovalização, retilineidade, planicidade, circularidade etc.) que afetam as dimensões nominais das peças e podem ser ocasionados por diversos fatores (6M), principalmente: material da peça: usinabilidade, conformação ou dureza; máquina-ferramenta: ferramenta de corte, defeitos nas guias, erros de posicionamento; método: processo de fabricação para obtenção da peça, parâmetros de corte. medição: incerteza de medição, adequação do instrumento ao mensurando; mão de obra: erros de interpretação, falta de treinamento; meio ambiente: variação de temperatura, limpeza do local de trabalho. Estes erros são verificados por meio de instrumentos convencionais de medição tais como micrômetros, relógios comparadores, projetores de perfis etc. Os erros microgeométricos são conhecidos como rugosidade. Rugosidade é o conjunto de irregularidades, ou seja, pequenas saliências e reentrâncias que caracterizam uma superfície. Essas irregularidades podem ser avaliadas com aparelhos eletrônicos, a exemplo do rugosímetro (Fig. 16.3). Figura 16.3 Rugosímetro portátil Mitutoyo modelo SJ-201. A rugosidade desempenha um papel importante no comportamento dos componentes mecânicos. Ela influi na: qualidade de deslizamento; resistência ao desgaste; transferência de calor; qualidade de superfícies ópticas; possibilidade de ajuste do acoplamento forçado; resistência oferecida pela superfície
126 125 ao escoamento de fluidos e lubrificantes; qualidade de aderência que a estrutura oferece às camadas protetoras; resistência à corrosão e à fadiga; vedação; aparência. Para dar acabamento adequado à superfície da peça necessita-se, portanto, determinar o nível em que ela deve ser usinada, isto é, deve-se adotar um parâmetro que permita avaliar a rugosidade. O parâmetro de medição aplicável à maioria dos processos de fabricação baseia-se nas medidas de profundidade da rugosidade: R a (roughness average). Define-se R a como o desvio médio aritmético dos valores absolutos das ordenadas de afastamento (y i ), dos pontos do perfil de rugosidade em relação à linha média, dentro do percurso de medição ( m ). Essa grandeza pode corresponder à altura de um retângulo, cuja área é igual à soma absoluta das áreas delimitadas pelo perfil de rugosidade e pela linha média, tendo por comprimento o valor m, Figura Figura 16.4 Definição da rugosidade média R a R a é o parâmetro de medição mais utilizado em todo o mundo, sobretudo em superfícies onde: o controle contínuo da rugosidade nas linhas de produção faz-se necessário; o acabamento apresenta sulcos de usinagem bem orientados; exige-se pouca responsabilidade, como no caso de acabamentos com fins apenas estéticos. A norma NBR 8404/1984 de indicação do Estado de Superfícies em Desenhos Técnicos esclarece que a característica principal (o valor) da rugosidade R a pode ser indicada pelos números da classe de rugosidade correspondente. A Figura 16.5 mostra a classificação dos acabamentos superficiais geralmente encontrados na indústria metal mecânica em 12 grupos, e os organiza de acordo com o grau de rugosidade e o processo de usinagem que pode ser usado em sua obtenção. Permite, também, visualizar uma relação aproximada entre as classes e os valores de R a [m] Integridade da Superfície Usinada Tradicionalmente, a textura da superfície tem sido aceita como critério que controla a qualidade de uma superfície usinada. Assume-se, amplamente, haver relacionamentos diretos entre rugosidade e Tribologia, capacidade de carga, transferência de calor etc. Amplos dados foram acumulados para indicar que a textura é apenas uma parte da consideração. Alterações de natureza mecânica ou metalúrgica abaixo da camada mais externa da superfície exercem também importante influência sobre o desempenho do material. Isto se torna particularmente importante, onde a peça usinada é solicitada a altas tensões (em particular, tensões alternadas) ou ambientes severos (em altas temperaturas ou ambientes corrosivos), visto que a resistência à fluência e outras propriedades mecânicas podem ser afetadas. Embora a maioria das alterações ocorra nos primeiros 38 m sob a superfície, tal distância pode compreender uma parte significativa de um componente de precisão que está sendo projetado. Além

127 126 disso, salienta-se que muitas falhas em componentes mecânicos originam-se nos primeiros milésimos de milímetros abaixo da superfície efetiva (obtida por instrumentos de medição). Estas situações enfatizam a necessidade de que os engenheiros encarregados do projeto, da fabricação e da garantia de qualidade devam compreender ambos os aspectos da tecnologia de superfície (textura e integridade), a fim de produzir componentes seguros, confiáveis e de longa vida. Figura 16.5 Classificação do acabamento das superfícies usinadas de acordo com o processo de fabricação. Como durante a usinagem as energias (do processo) misturam-se com as propriedades do material da peça, podem consequentemente surgir efeitos superficiais tais como rugosidade, trincas e tensões residuais. A combinação destes efeitos pode gerar desgaste ou fadiga na peça. Além disso, todo processo possui alguma variabilidade inerente que se modifica com quase todas as variáveis de entrada. Assim, é necessário selecionar apropriadamente os níveis das variáveis de entrada para se obter um componente com as tolerâncias (especificadas pelo projeto) e propriedades (técnicas superficiais) satisfatórias. As superfícies usinadas são bem mais complexas do que parecem ser, já que seu desempenho pode ser influenciado por uma camada externa (transformações químicas e deformações plásticas) e por camadas internas (transformações metalúrgicas e tensões residuais). A Figura 16.6 mostra um desenho esquemático das camadas internas abaixo da superfície. A camada limite externa (1 e 2) é considerada como aquela onde ocorrem as reações químicas (adsorção, oxidação etc.) na superfície recém-usinada. Logo abaixo, camada limite interna (3 a 5), encontra-se uma camada que sofre transformações metalúrgicas e deformações plásticas devido à ação de corte da

128 127 ferramenta e variação de temperaturas envolvidas durante a usinagem. A intensidade da deformação plástica e transformação metalúrgica diminuem gradativamente à medida que se distancia da superfície usinada até que não seja mais percebida. Figura 16.6 Camadas superficiais de corpos sólidos Influência dos Parâmetros de Entrada no Acabamento Usinado Material da peça A fim de se garantir um bom acabamento superficial, o controle do estado microestrutural do material é tão importante quanto o controle dos parâmetros de usinagem. Seções metalográficas de alta magnitude, tomadas paralelamente e perpendicularmente às marcas de avanço, podem ser usadas no controle efetivo de alterações microestruturais que podem causar falhas Geometria da ferramenta Basicamente a rugosidade é decorrente da forma geométrica da quina da ferramenta e do movimento relativo entre a peça e a ferramenta de corte. No processo de torneamento, se o avanço f [mm/volta] é menor que o raio de quina r [mm] da ferramenta, o valor de R a [m] é calculado aproximadamente pela Equação 16.1: R a f f 32, r r (16.1) Para uma operação de fresamento tangencial, o valor de R a [m] é calculado teoricamente em função do avanço por dente fz [mm] e pelo diâmetro da fresa D [mm], conforme Equação 16.2:
129 128 R a 1000 f f 64, D D 2 2 z z (16.2) Para uma operação de fresamento frontal, o valor de R a [m] é determinado pela Equação 16.3: a 2 2 z R 500 r r 0,25 f (16.3) Pode-se constatar pelas Equações 16.1 a 16.3 que R a diminui com o aumento de r. Para operações de fresamento, as ferramentas com r 90 o geram superfícies com acabamento superior àqueles obtidos com ferramentas com r 90 o. Estudos mostraram que as melhores condições de rugosidade são obtidas com r 95 o. Um acabamento superficial insatisfatório foi obtido com r 75 o. Isto se deve ao aumento da força passiva, que faz com que o sistema ferramenta-peça fique menos rígido e mais suscetível a trepidações. Além de r e r, outro parâmetro geométrico da ferramenta de corte exerce influência marcante no acabamento superficial: o ângulo de posição secundário ( r ). A ocorrência de trepidações pode ser controlada pela adoção apropriada do ângulo de posição secundário na geometria da ferramenta. Sendo assim, o valor de r pode afetar diretamente o acabamento superficial e a exatidão dimensional da peça e a vida da ferramenta de corte. Além disso, r protege a aresta secundária de corte contra arranhões e cortes, reduzindo o atrito entre a superfície secundária de folga e a superfície usinada da peça. Outro fator importante a ser observado, é que o decréscimo em r contribui para aumentar a resistência da ponta da ferramenta de corte devido ao consequente aumento do ângulo de quina ( r ). Todavia, devido à condição dinâmica do processo de usinagem, r 3 o. Mas quando r é incrementado a rugosidade máxima (R max ) aumenta, o que significa que a qualidade da superfície tende a piorar. Porém, uma redução neste ângulo aumenta a força passiva porque a aresta de corte secundária torna-se mais ativa e pode causar trepidações. Assim, os melhores resultados encontrados para o acabamento foram obtidos com 5 o r 15 o. As Figuras 16.7a e 16.7b mostram um esquema da geometria da superfície usinada por ferramentas com r grande e pequeno, respectivamente, procurando ressaltar as marcas de avanço e as partículas aderidas à superfície. Estes esquemas sugerem que para r grande (maior que 15 o ), partículas aderidas à superfície da peça camuflam a profundidade real dos vales, fazendo com que a leitura do rugosímetro indique valores de R a menores que o teórico. Já para r pequeno, estas partículas agem de forma oposta e a leitura do rugosímetro indica valores de R a maiores que o teórico Processo de usinagem Os diferentes processos de fabricação de componentes mecânicos determinam acabamentos diversos nas suas superfícies. Pela Figura 16.5 pôde-se perceber que há uma relação entre a rugosidade e o processo de usinagem empregado na peça. A melhor ou pior qualidade decorre das condições da ferramenta, do estado da máquina, dos parâmetros de usinagem, da qualidade de trabalho, etc.
130 129 (a) (b) Figura 16.7 Esquema da geometria da superfície usinada por ferramentas com r : (a) grande; (b) pequeno Parâmetros de corte Os parâmetros de corte exercem uma influência decisiva na integridade superficial da peça usinada. Condições severas podem causar danos à superfície usinada, assim como às camadas diretamente abaixo desta, o que pode conduzir à quebra da peça em serviço. Portanto, quando se seleciona os parâmetros de um processo de usinagem, a vida do componente deve ser levada em consideração. Os parâmetros de corte mais influentes no acabamento superficial são: o avanço (f), a profundidade de corte (a p ) e a velocidade de corte (v c ). Um aumento do avanço tende a aumentar a rugosidade da superfície, pois a altura dos picos e a profundidade dos vales das marcas de avanço são proporcionais ao quadrado desse avanço. A profundidade de corte praticamente não tem influência sobre a qualidade superficial, quando a profundidade for superior a um valor mínimo. Entretanto, um acréscimo de a p promove um aumento das forças, podendo incrementar as vibrações e, por consequência, gerar superfícies mais rugosas. Em baixas velocidades de corte o mau acabamento superficial pode ser explicado pela presença da aresta postiça de corte (APC), uma vez que pequenas partículas desta são perdidas durante o processo de corte e ficam aderidas na superfície da peça, deteriorando imensamente o acabamento. Portanto, o acabamento melhora quando v c aumenta, uma vez que a APC desaparece Meio lubrirrefrigerante O melhoramento conhecido do acabamento superficial pelo meio lubrirrefrigerante, quando se usina em baixas velocidades de corte, é frequentemente atribuído ao efeito da lubrificação da superfície de saída da ferramenta que previne a formação ou reduz as dimensões da APC. Entretanto, estudos mostraram que o lubrirrefrigerante não tem um efeito sobre o tamanho e a forma da APC, pois o fluido não penetra na interface cavaco/ferramenta e, portanto, não evita a formação da APC. Assim, a melhoria no acabamento ocorre devido à ação lubrificante após a superfície usinada ter sido formada, prevenindo a aderência de partículas de APC comprimidas contra a peça durante a operação de usinagem. A permanência do cavaco na região de corte pode comprometer o acabamento da superfície usinada ou ainda promover avarias nas ferramentas de corte. Assim, sempre que possível, o cavaco deve ser retirado desta região com a utilização de fluido lubrirrefrigerante em alta pressão. A sua capacidade de expulsar os cavacos depende da viscosidade e da vazão do fluido, além, é claro, do tipo de operação de usinagem e do tipo de cavaco que está sendo formado.
131 Tipos e formas do cavaco Além da forma geométrica da quina da ferramenta e do movimento relativo entre a peça e a ferramenta de corte, o acabamento superficial na operação de usinagem depende também do tipo de cavaco formado. Sabe-se que a formação do cavaco depende das condições de corte e do material da peça. A formação de cavacos descontínuos ou de cavacos contínuos com a presença de APC pode causar trincas, as quais se estendem na superfície da peça usinada e cria flutuações nas forças. Estas forças desviam a ferramenta e iniciam vibrações que afetam o acabamento superficial. Entretanto, a ocorrência de cavacos contínuos sem a presença de APC é a condição de corte mais desejável para se obter um melhor acabamento superficial Estado da ferramenta O desgaste de flanco causa deterioração do acabamento superficial da peça porque altera totalmente a forma geométrica da aresta de corte original, muda as dimensões da peça, podendo a mesma sair de sua faixa de tolerância. O desgaste de cratera modifica a geometria da superfície de saída da ferramenta, alterando o valor do ângulo de saída e modificando a curvatura do cavaco, facilitando o seu escoamento. Por isso, a rugosidade da peça diminui, visto que o cavaco não colide com a superfície usinada da peça. Entretanto, um aumento da cratera fragiliza a quina, podendo causar a quebra da ferramenta. A deformação plástica provoca deficiência no controle dos cavacos e deterioração do acabamento superficial da peça. Seu crescimento pode gerar lascamentos na aresta de corte. Se os lascamentos continuarem crescendo, provocam a quebra da ferramenta. A aresta postiça de corte (APC) aderente à aresta de corte se deforma e se encrua, aumentando sua resistência mecânica e fazendo às vezes de aresta de corte. Ela cresce gradualmente até romper-se bruscamente. Parte da APC que rompe é carregada com o cavaco e parte adere à peça, prejudicando sensivelmente seu acabamento superficial.
132 131 QUESTÕES DE REVISÃO: PARTE 1 FUNDAMENTOS DA USINAGEM 1. Diferencie os processos de usinagem com ferramentas de geometria definida dos processos de usinagem com ferramentas de geometria não definida quanto à formação do cavaco e ao acabamento gerado na superfície. 2. Explique o que torna os processos não convencionais de usinagem tão especiais? 3. Identifique com a nomenclatura correta as operações básicas desempenhadas por uma mesma máquina-ferramenta na geração de geometrias circulares externas ilustradas abaixo: (a) (b) (c) (d) (e) (f) 4. Identifique com a nomenclatura correta cada um dos ângulos indicados nas três figuras símbolo e significado. 5. Como a fabricação da matéria-prima (laminação, normalização, recozimento e têmpera) pode influenciar na usinagem de uma peça? 6. Defina taxa de encruamento. Por que materiais com alta taxa de encruamento possuem baixa usinabilidade? Prof. André João de Souza
133 Por que se deve diminuir o ângulo de saída da ferramenta no torneamento de materiais duros? 8. Por que se deve aumentar o ângulo de posição da ferramenta na usinagem de materiais moles? 9. Discuta a afirmação, baseando-se nos materiais de ferramentas: quanto maior a resistência ao desgaste da ferramenta, maior a velocidade de corte que pode ser empregada; e quanto maior a tenacidade, maior o avanço que pode ser empregado. 10. Dentre as ferramentas indicadas (aço-rápido; metal-duro, cermet; cerâmica; CBN e PCD), indique qual delas é a mais indicada para cada uma das seguintes operações: Usinagem de aços duros (45 a 65 HRc), mesmo em condições difíceis. Usinagem de furação e fresamento, devido à geometria da ferramenta e às condições de corte empregadas. Usinagem de ligas de alumínio-silício, em operações que exijam tolerâncias apertadas e excelente acabamento usinado. Usinagem de qualquer tipo de material até uma dureza de 45 HRc. Usinagem de ferro-fundido em peças da indústria automobilística. Usinagem de acabamento fino de aços com baixa dureza. 11. Por que alguns metais duros não podem ser utilizados na usinagem de aço? 12. Defina usinabilidade. Descreva o procedimento para avaliar a usinabilidade de um material. 13. O que faz o Inconel 718, o ADI, o aço inox duplex e a liga AL-Si materiais de usinabilidade ruim? 14. Em processos de torneamento, sabe-se que a força de corte é o produto da pressão específica de corte pela área da seção transversal de corte (definida pelo produto do avanço pela profundidade de corte). Por que a força de corte aumenta linearmente com o incremento da profundidade de corte e aumenta não linearmente com o incremento do avanço? 15. Em processos de torneamento, sabe-se que a potência de corte é o produto da força de corte pela velocidade de corte. Ao contrário do que parece, a potência não é diretamente proporcional à velocidade. Explique por quê. 16. Quais são os desgastes comumente originados em ferramentas de corte no torneamento de açocarbono a altas velocidades? Quais os mecanismos que originam esses desgastes? Quais as ações de minimização desses desgastes? 17. Quais são as principais fontes de aquecimento no processo de usinagem? 18. Quais as consequências que o calor gerado pode ter sobre a ferramenta de corte e sobre a peça usinada? 19. Por que em operações de desbaste no processo de torneamento o avanço (f) e a profundidade de corte (a p ) devem ser os maiores possíveis e a velocidade de corte (v c ) o menor possível, e em operações de acabamento, f e a p devem ser os menores possíveis e v c o maior possível?
134 Para aumentar a velocidade de produção, uma das alternativas é utilizar altas velocidades de corte (v c ). Entretanto, neste caso, ferramentas e máquinas operatrizes devem ter características especiais. Em uma operação de torneamento em aço-carbono, onde se deseja utilizar v c > 500 m/min determine, justificando, o material da ferramenta mais indicado e as características necessárias à máquina operatriz. 21. Comente a necessidade da aplicação de fluido lubrirrefrigerante na Questão 20 dentro dos contextos econômico, tecnológico e ambiental. 22. Sabe-se que o cavaco lamelar (ou segmentado) é constituído de lamelas (ou segmentos) distintas justapostas em uma disposição contínua. Explique em poucas palavras como este tipo de cavaco se forma e qual sua relação com materiais de difícil corte. 23. Com relação aos parâmetros de corte utilizados no corte de materiais dúcteis, sabe-se que podem ser formados cavacos contínuos ou cisalhados. Qual é o melhor tipo em termos de usinabilidade e o que fazer para minimizar a formação do pior tipo dentre os dois? 24. Explique a relação entre o grau de recalque, o ângulo de cisalhamento e a usinabilidade dos materiais. 25. Descreva de que maneira as geometrias dos quebra-cavacos influenciam as operações de desbaste e acabamento em torneamento. 26. Qual o efeito do raio de ponta da ferramenta de corte sobre a espessura do cavaco gerado? 27. Como se sabe, a variação do ângulo de posição da ferramenta influencia as componentes ortogonais da força de usinagem, principalmente as parcelas de avanço e passiva. O que ocorre com estas parcelas com o aumento desse ângulo e por quê? 28. Diferencie vibração livre, forçada e autoexcitada. 29. Como se desenvolve a vibração chatter? O que esta pode causar no processo de usinagem? 30. Sabendo que a falha da ferramenta de corte (avaria ou desgaste) é uma variável dependente de saída do processo de usinagem, cite pelo menos 5 (cinco) variáveis independentes de entrada onde se pode intervir para controlar tal falha. 31. Explique de que maneira a temperatura na região de corte influencia e é influenciada pelo desgaste da ferramenta de corte. 32. Como se pode evitar a aresta postiça de corte (APC) na ferramenta? 33. Como se pode evitar a deformação plástica na ferramenta de corte? 34. Como se especifica, usualmente, a vida de uma ferramenta de corte? 35. Dentre as falhas que podem levar ao fim de vida uma ferramenta P20 torneando aço 1045 com velocidade de corte v c = 350 m/min estão os desgastes de flanco e de cratera. Considerando a
135 134 aplicação da ferramenta, explique onde ocorrem estes problemas na ferramenta, quais são os mecanismos causadores destes desgastes, de que modo estas falhas afetam a qualidade da peça usinada e o que pode ser feito para diminuir este problema. 36. Repita a Questão 35 considerando uma ferramenta S20 torneando uma liga de titânio com velocidade de corte v c = 150 m/min. 37. De que maneira os parâmetros de usinagem (v c, f, a p e meio lubrirrefrigerante) podem influenciar o acabamento da superfície usinada por torneamento? 38. De que maneira a geometria da ferramenta de corte podem influenciar o acabamento da superfície usinada por torneamento? 39. Associe a coluna das causas prováveis com a dos respectivos problemas em operações de torneamento. Problemas (A) Quebra da ferramenta: (B) Desgaste excessivo da ferramenta: (C) Rugosidade acima do permitido: (D) Variação dimensional na peça: (E) Vibração da ferramenta: Causas ( ) Falta de rigidez na máquina-ferramenta. Desgaste da ferramenta. ( ) Falta de tenacidade no material da ferramenta. Geometria da ferramenta inadequada. ( ) Parâmetros de corte inadequados. Meio lubrirrefrigerante ineficaz. ( ) Ferramenta de haste longa. Sistema de fixação inadequado. ( ) Aresta postiça de corte. Ferramenta muito afiada, lascada ou desgastada. Vibrações da máquina-ferramenta. 40. Deduza a equação do tempo de corte t c [min] na operação de faceamento em torneamento a partir de um diâmetro externo De [mm] até um diâmetro interno Di usando uma velocidade de corte v c [m/min] e um avanço f [mm/volta]
136 PROCESSO DE TORNEAMENTO: GENERALIDADES Introdução Torneamento (também chamado de corte semiortogonal em laboratórios de pesquisa) é um processo mecânico de usinagem com geração de cavaco onde um sólido de revolução bruto [matériaprima (barra) ou corpo de prova (tarugo)] é transformado retirando se material de sua periferia. Nesta retirada é utilizada uma ferramenta monocortante a com a finalidade de se obter uma superfície técnica (cilíndrica ou cônica) com formas, dimensões e acabamento definidos. Na operação de corte, a peça bruta é fixada na placa do torno e girada a certa rotação em torno do eixo principal da máquina (movimento de rotação). Simultaneamente, a ferramenta, rigidamente alojada em um dispositivo chamado porta ferramentas, é deslocada simultaneamente em uma trajetória coplanar ao referido eixo (movimento de translação) a uma taxa de avanço constante. Esta combinação de movimentos promove a remoção de uma camada de material da peça bruta para formar um cilindro, um cone, uma rosca ou ainda uma superfície de perfil mais complexo. O movimento de avanço da ferramenta pode ser ao longo da peça, o que significa que o diâmetro da peça será torneado para um tamanho menor. Alternativamente, a ferramenta pode avançar em direção ao centro, para o final da peça, o que significa que a peça será faceada. Frequentemente são combinações dessas duas direções, resultando em superfícies cônicas ou curvas, com as quais as unidades de controle dos tornos CNC atuais podem lidar por meio de muitas possibilidades de programas. Historicamente, os primeiros passos de pesquisa passaram pela procura das melhores geometrias para a operação de corte. A etapa seguinte dedicou se à busca de materiais de melhores características de resistência e durabilidade. Depois se passou a combinar materiais em novos modelos construtivos sincronizando as necessidades de desempenho, custos e redução dos tempos de parada no processo produtivo. Como resultado, consagrou se o uso de ferramentas compostas, onde o elemento de corte é uma pastilha (inserto) montada sobre uma base. A Figura 17.1 mostra uma operação de corte em que uma ferramenta com inserto de metal duro M20 (vide Norma ISO 503, Fig. 8.6) é usada no torneamento de acabamento de uma peça de aço inoxidável. Observe a formação do cavaco helicoidal curto tipo arruela (vide Norma ISO 3685, Fig. 11.4). Apesar de ser geralmente uma operação de corte com aresta monocortante, o processo de torneamento varia nos aspectos de formato e material da peça, tipo de operação, requisitos, custos, etc. que determinam uma série de fatores de corte da ferramenta. As ferramentas de corte atuais são cuidadosamente projetadas, baseado em décadas de experiências, pesquisas e desenvolvimentos. O torneamento é certamente o processo de usinagem mais comumente empregado em trabalhos experimentais relativos ao corte dos metais com geração de cavaco Movimentos e Grandezas Os movimentos entre ferramenta e peça durante a usinagem são aqueles que permitem a ocorrência do processo de corte. Tais movimentos são considerados durante o projeto e a fabricação das máquinasferramentas que os realizarão. Prof. André João de Souza

137 136 Figura 17.1 Operação de torneamento em aço inoxidável com inserto intercambiável ISO M20 Os movimentos podem ser classificados como ativos ou passivos. Os movimentos ativos são aqueles que promovem remoção de material ao ocorrerem. Os movimentos passivos são aqueles que, apesar de fundamentais para a realização do processo de usinagem, não promovem remoção de material ao ocorrerem. Ambos são importantes, pois a eles estão associados tempos que, somados, resultam no tempo total de fabricação (produção). Para que se possa melhor compreender a interação entre máquina/ferramenta/peça é preciso entender os movimentos relativos entre elas. Esses movimentos referem-se à peça considerada parada. A Figura 17.2 mostra a direção dos movimentos de corte, de avanço e efetivo no torneamento, descritos nos itens subsequentes. Figura 17.2 Direção dos movimentos de corte, de avanço e efetivo no torneamento, mostrando os ângulos de direção de avanço (), de direção efetiva () e o plano de trabalho da ferramenta (Pfe) Movimento de Corte (rotação da peça): movimento entra a ferramenta e a peça, que, sem o movimento de avanço gera apenas uma remoção de cavaco durante uma única rotação da ferramenta.
: resultado dos movimentos de corte e de avanço (contínuo) realizados simultaneamente.")
138 137 Movimento de Avanço (translação longitudinal da ferramenta): movimento entre a peça e a ferramenta, que, junto com o movimento de corte, gera uma remoção repetida ou contínua do cavaco durante várias rotações da ferramenta. Movimento Efetivo de Corte (movimento combinado ferramenta/peça): resultado dos movimentos de corte e de avanço (contínuo) realizados simultaneamente. Movimento de Profundidade (translação transversal da ferramenta): movimento entre a peça e a ferramenta no qual a espessura da camada de material a ser retirada é determinada de antemão. A Figura 17.3 ilustra de maneira esquemática os movimentos em uma operação de torneamento longitudinal externo, no qual se podem visualizar os movimentos de corte (seta azul), de avanço (seta vermelha) e de profundidade (seta amarela). Figura 17.3 Representação dos movimentos no processo de torneamento Velocidade de corte e velocidade de avanço A velocidade de corte v c [m/min] é a velocidade tangencial instantânea resultante da rotação da peça no ponto de contato da ferramenta a uma profundidade de corte definida, onde os movimentos de corte e de avanço ocorrem simultaneamente (Eq. 17.1): v c d n (17.1) 1000 onde d é o diâmetro final da peça [mm]; n é a velocidade de rotação da peça [rpm]. A velocidade de avanço v f [mm/min] é o produto do avanço f [mm/volta] pela velocidade de rotação n [rpm] da ferramenta(eq. 17.2): vf f n (17.2) Seção transversal de corte A situação idealmente simples para análise das relações entre os parâmetros de corte e as demais grandezas de usinagem com erros considerados aceitáveis entre 10% e 15% dos valores medidos e/ou
139 138 calculados ocorre quando se considera uma ferramenta com aresta de corte retilínea em canto vivo, ângulos 0 e r 0. Esta situação idealmente simplificada define a seção transversal de corte. A Figura 17.4 mostra a situação idealmente simplificada. (a) (b) Figura 17.4 Definição da área da seção transversal de corte: (a) superfícies, grandezas de corte, ponto de referência D e largura de corte b no torneamento cilíndrico; (b) grandezas de corte para arestas de corte retilíneas torneamento cilíndrico com = 0 e ponto de corte na ponta da ferramenta. A área (A) da seção transversal no corte ortogonal (bidimensional) em verde é a área calculada perpendicularmente à direção de corte no plano de medida de um cavaco a ser removido (com erro de 10% a 15% sobre o valor real). Neste caso, é válida a Equação (17.3). A = a p f = bh (17.3) A largura de corte (b) e a espessura de corte (h) são calculadas na seção transversal de corte. Da Figura 17.4, tem-se: Cap. 11: sen a h f p (11.3) r b Tempo de corte e taxa de remoção de material O tempo de corte t c [min] resume a totalidade dos tempos ativos, pois ele representa o tempo em que os movimentos de corte e/ou avanço estão efetivamente ocorrendo, Eq. (17.4): t c Lf Lf d Lf v f n 1000 f v f c (17.4) onde L f é o percurso de avanço [mm].
140 139 Recapitulando: a velocidade de corte (v c ) é a taxa na qual a ponta da ferramenta passa pela superfície a ser trabalhada, normalmente expressa em [m/min]; o avanço (f) corresponde à distância percorrida pela ferramenta na direção axial em cada volta da peça a uma dada rotação, em [mm/volta]; e a profundidade de corte (a p ) é a espessura do metal removido da peça, medida em uma direção radial em [mm]. O produto destes três parâmetros de corte resulta na taxa de remoção de material Q [cm 3 /min]. A taxa de remoção de material (Eq. 17.5) representa o volume de cavaco removido [cm 3 ] por unidade de tempo [min]. Este parâmetro é frequentemente utilizado para determinar a eficiência de uma operação de usinagem. Q = a p f v (17.5) c Tornos A máquina-ferramenta de usinagem para obtenção de superfícies usinadas de revolução é chamada de torno. Isto se dá com a peça em movimento principal de trabalho (rotação), enquanto a ferramenta tem os movimentos: longitudinal (avanço) e transversal (profundidade). Os fatores que definem a escolha de um torno são: material da peça; tamanho do lote; prazo do lote; relação geométrica L/D; grau de complexidade; grau de desbalanceamento; quantidade de operações; quantidade de ferramentas necessárias; dispositivos e acessórios disponíveis Tipos de tornos A classificação de um torno pode ser feita em função de diferentes fatores, tais como tipo, grau de automatização, controle ou comando da máquina etc. Este último é o mais aplicado, dividindo os tornos em convencionais (universal, revólver, vertical, copiador, automático), e com comando numérico. A Figura 17.5 ilustra os principais tipos de máquinas-ferramentas para torneamento e a Tabela 17.1 cita as suas características básicas. Tabela Características básicas dos tipos de máquinas-ferramentas para torneamento Tipo de Torno Utilização Dependência do Operador Grau de Automação Velocidades e Avanços Tamanho do Lote Universal Oficinas e ferramentarias Revólver Produção Alta Vertical Produção (peças muito grandes) Alta Baixo Baixos Pequeno Alta Copiador Produção Alta Médio (mecânica) Alto (mecânica e/ou eletrônica) Alto (mecânica e/ou eletrônica) Baixos Baixos a médios Baixos Pequeno a médio Pequeno a médio Pequeno a médio Semiautomático Produção Baixa Alto (mecânica) Médios Grande Automático Produção Baixa Alto (eletrônica) Altos Médio a grande CNC Produção Baixa Alto (eletrônica) Altos Pequeno a médio Ultraprecisão Especial Peças especiais e/ou exclusivas Requisitos específicos Baixa Alto (eletrônica) Muito baixos Pequeno a médio Depende do grau de automação Exclusiva Depende do tipo de peça Pequeno a grande






141 140 (a) Torno universal (b) Torno revólver (c) Torno vertical (d) Torno copiador (e) Torno automático (f) Torno CNC Figura 17.5 Principais tipos de máquinas-ferramentas para torneamento Tornos convencionais Os tornos convencionais vão desde tornos com simples mecanização de algumas funções, tais como avanço longitudinal e avanço transversal, até tornos com alto grau de automação em que todas as funções são automáticas, inclusive funções de carga e descarga de peças. Este alto grau pode ser conseguido mediante o emprego de dispositivos e comandos mecânicos, elétricos, hidráulicos e pneumáticos. Este tipo de automação é chamado automação rígida que fornece à máquina alta produção e eficiência, mas com baixa flexibilidade e mudanças na produção. Dentre os convencionais estão os tornos: universal, revólver, vertical, copiador, semiautomático, automático e especial. Os componentes básicos de um torno convencional podem ser resumidos através da Figura 17.6 que mostra os subsistemas do torno universal. Os tornos universais são os mais comuns. Não oferecem grandes possibilidades de produção devido à dificuldade que apresenta na mudança de ferramenta. O torno revólver surgiu da necessidade de reduzir o custo da produção em série (grandes ou pequenas), isto é, produzir o maior número de peças no menor tempo possível. Sua principal característica é a utilização de um dispositivo especial em forma de torre giratória que emprega várias

142 141 ferramentas (varia de 4 a 12) convenientemente dispostas e preparadas para realizar as operações em forma ordenada e sucessiva o castelo revólver. A finalidade é permitir que sejam usinadas várias peças iguais, de modo igual, utilizando uma série de ferramentas que serão aplicadas sem a remoção da peça e sem alteração de colocação de ferramenta. Podem-se efetuar as operações de torneamento, furação, alargamento e roscamento. Construtivamente, os tornos revólver são semelhantes aos tornos comuns, com a diferença de o barramento ser mais curto e apresentar o castelo (ou torre) porta-ferramenta. Figura 17.6 Subsistemas do torno universal O torno vertical é semelhante ao torno de placa, diferindo apenas na disposição do eixo-árvore, que é vertical. Já a fixação de peças (grandes diâmetros e pesos excessivos) é mais simples e exige menos esforço (maior comodidade). Por ter um eixo apoiado em mancais altamente resistentes, estes consomem maior potência. Além disso, a expulsão de cavacos é mais difícil; entretanto, não caem sobre o barramento. Em geral é constituído por castelo (magazine) para várias ferramentas, com avanços longitudinais (vertical) e transversais. Pode ter mais de um carro porta-ferramentas o segundo para cargas leves e torneamento simultâneo (operações externas, internas e faceamento). Caracteriza-se pelo corte lento gerando cavacos com grande seção transversal. Peças de formato irregular não precisam ser cuidadosamente alinhadas antes de se aplicarem rotações elevadas (como em operações horizontais). O torno copiador permite obter peças com a forma de sólidos de revolução de qualquer perfil. Para tanto, é necessário que a ferramenta execute dois movimentos simultâneos translação longitudinal e translação transversal em relação à peça que se trabalha. Sob o ponto de vista funcional, o torno copiador poderia ser considerado um torno semiautomático já que ao inserir o protótipo e a peça a ser usinada, a ferramenta move-se automaticamente seguindo o perfil até o fim. É empregado, geralmente, para a produção seriada de peças que tenham perfis cônicos, esféricos ou complexos.
143 142 O torno semiautomático é aquele em que há a necessidade de o operário substituir uma peça acabada por outra em estado bruto no final de uma série de operações realizadas sucessivamente de forma automática. A diferença entre o semiautomático e o automático é que o segundo produz uma peça a partir da matéria-prima (barra, vergalhão etc.) movimentada com avanço automático. O semiautomático é apropriado especialmente para a usinagem de peças fundidas, forjadas ou estampadas. O torno automático se caracteriza por realizar todas as operações (desde a matéria-prima até a peça final) sucessivamente, uma após a outra, de forma automática. O campo de aplicação se dá na produção seriada de pequenas peças torneadas, quase sempre a partir de uma barra cilíndrica de metal. A diferença fundamental entre o torno revólver e o automático está no sistema de comando: no primeiro, os movimentos que caracterizam as diferentes operações de corte dependem do acionamento do operador para executar cada uma delas; no segundo, a sucessão de operações se dá automaticamente. Existem diferentes tipos de tornos automáticos, cada um com suas características particulares; a escolha deve ser feita baseando-se nas possibilidades que as ferramentas têm de efetuar certos movimentos para realizar um ciclo de trabalho conveniente, em relação às exigências de forma, dimensões etc. Os tornos especiais são aqueles destinados a operações específicas. Como exemplo, tem-se o torno detalonador, usado no corte de dentes de fresas e machos, na qual se exige um perfil constante. Tornos com comando numérico O comando numérico é um equipamento eletrônico capaz de receber informações por meio de entrada própria, compilar estas informações e transmiti-las em forma de comando à máquina-ferramenta, de modo que esta sem a intervenção do operador realize as operações na sequência programada. Os tornos com comando numérico (CNC) diferem-se basicamente dos tornos convencionais, uma vez que não necessitam de acessórios que proporcionem o controle dos movimentos da máquina, tais como gabaritos, cames, limites etc. e até mesmo a interferência direta do operador. Estes movimentos são comandados através de dados de entrada, que determinam os movimentos a serem executados, proporcionando ao equipamento e à peça uma condição bastante favorável, quando comparado com torno convencional, além do que, são maiores as garantias de uniformidade de qualidade de peça para peça e de lote para lote. Os componentes básicos de um torno CNC são: Parte mecânica: máquina operatriz propriamente dita, incluindo as unidades motoras, hidráulicas e pneumáticas e ainda, os sistemas de refrigeração, lubrificação, transportadores de cavaco e outros. Interface eletroeletrônica: componente que distribui e comanda os diversos elementos da máquina (motores principais do eixo-árvore, motores de bombas hidráulicas) e também a abertura e fechamento de válvulas solenoides atuantes em sistemas hidráulicos e pneumáticos. Comando eletrônico: equipamento (comando numérico) que recebe as informações em seu painel e atua na interface homem-máquina que, por sua vez, transmite à máquina-ferramenta as operações requeridas. Atua nos motores de avanço através de outra unidade de força de comando, própria para estes motores, que são os responsáveis pelo movimento dos carros. Em um torno CNC, todas as suas funções são programáveis, sendo sua função principal programar o movimento relativo entre a ferramenta e a peça. O projeto e a construção são de altíssima rigidez e solidez, proporcionando qualidade e tolerâncias ótimas. Como os movimentos são programáveis, pode-se obter alta repetitividade de peças com nenhum erro ou interrupção, ou mesmo sem a intervenção do operador da máquina. Os tornos comandados por computador, denominados CNC (comando numérico computadorizado), permitem também sua integração com outros computadores e máquinas, aumentando

 e com ferramenta")


144 143 sua capacidade de trabalho e diversificação, ou seja, flexibilidade fator que vem sendo fortemente exigido dentro das indústrias atualmente. A Figura 17.7 mostra o Torno Mazak modelo Quick Turn Nexus 100-II presente no Laboratório de Automação em Usinagem (LAUS-UFRGS). Figura 17.7 Torno CNC Mazak QTN 100-II O Centro de Torneamento é um torno com posicionamento de fuso programável (3º eixo) e com ferramenta programável em movimento na direção Y (4º eixo), de forma que podem ser realizados complementarmente os processos de furação, fresamento ou roscamento em superfícies de revolução. A usinagem de ultraprecisão pode ser chamada de microusinagem, nanousinagem ou até mesmo usinagem com ferramentas de diamante. O torno de ultraprecisão (Fig. 17.8a) é usado principalmente na produção de peças mecânicas bem como elementos ópticos transmissivos e reflexivos (Fig. 17.8b), quando se necessita de alta precisão na escala submicrométrica e, inclusive, na nanométrica. Laboratório de Mecânica de Precisão (a) (b) Figura 17.8 Usinagem de ultraprecisão no LMP-UFSC: (a) torno; (b) espelho usinado.



145 144 O projeto e a fabricação de um torno de ultraprecisão, bem como seu real desempenho, dependem diretamente do comportamento estático e dinâmico de seus componentes. Algumas características funcionais são fundamentais: precisão de giro, rigidez elevada, repetitividade dos movimentos e capacidade de carga. Mancais aerostáticos são adequados para projeto de cabeçotes e guias lineares. Na usinagem de ultraprecisão, pequenos níveis de vibração e variações térmicas como os introduzidos pelo ambiente e pelo próprio processo de usinagem têm influência direta na qualidade da superfície usinada Fixação e ajuste da peça na máquina A fixação deve ser segura, rápida e precisa. A potência requerida para o corte deve ser integralmente transmitida à peça. A força necessária para uma fixação segura, sem deixar marcas ou distorcer a peça, depende da geometria e do material da peça, da ferramenta e dos parâmetros de corte. São sistemas de fixação de peças no torno: placas de castanhas; placas de vácuo; placas magnéticas; fixação entre pontas; pinças; mandris; etc. (Fig. 17.9). (a) Placa de castanhas (b) Fixação entre pontas (c) Pinça Figura 17.9 Tipos de sistemas de fixação de peças no torneamento Placas de castanhas. Podem ser constituídas de três ou quatro castanhas, com fechamento manual ou automático (pneumático). As castanhas podem ser internas ou externas, moles ou duras (temperadas), autocentrantes ou independentes, integrais ou intercambiáveis. Fixação entre pontas. Utilizado no torneamento de peças longas. Para tanto, são necessários furos de centro nas duas extremidades das peças. O movimento de rotação é transmitido à peça por meio de ressaltos no contraponto ou por grampo. Pinças. Servem para o torneamento de peças pequenas (peças de precisão). Propicia elevada precisão de rotação e baixas deformações induzidas à peça. A rotação segura depende do tamanho e da geometria da peça, da forma e do acabamento desejado, da rigidez do setup e do tipo de fixação, do tipo de operação e das ferramentas de corte utilizadas. A Figura mostra duas situações errôneas de fixação da peça na placa. O certo é prender a peça pelo seu maior diâmetro de modo a suportar mais facilmente o torque durante o corte e ser afixada o mais perto possível da face da placa. A peça, o torno e as ferramentas determinam o sistema de fixação a ser utilizado. A seleção criteriosa do sistema de fixação garante a obtenção de melhores resultados.




. Em geral, a haste da ferramenta fica fixada na torre do carro porta-ferramenta. A Figura 17.")
146 145 (a) (b) (c) Figura Método de fixação da peça na placa de castanhas: (a) certo; (b) errado; (c) errado Fixação e ajuste da ferramenta na máquina Com a busca incessante pela alta produtividade e a necessidade de se usinar com ampla gama de velocidades em uma grande variedade de materiais, os processos de usinagem, principalmente os com ferramentas de geometria definida, requerem alta rigidez nas ferramentas de corte. A ausência desta rigidez se torna um fator crítico na qualidade da usinagem e na capacidade do processo. Assim, a fixação e o ajuste da ferramenta são a chave para obtenção de potenciais ganhos de produtividade e precisão do processo de usinagem. Recentes desenvolvimentos da precisão, da força de fixação e da geometria dos dispositivos de fixação possibilitam atingir o máximo desempenho das ferramentas de corte e das máquinas, que podemos traduzir em vantagem competitiva e lucros. Vale frisar que a ferramenta deve ser fixada de modo que a ponta (quina e cunha) fique na altura do centro do torno. Para isso, usa-se o contraponto como referência. A Figura 17.11a mostra a ajustagem do centro da ferramenta no torneamento longitudinal e a Figura 17.11b no torneamento transversal. (a) (b) Figura Ajustagem do centro da ferramenta de corte no torneamento: (a) longitudinal; (b) transversal. Deve-se também observar o ângulo de posição da ferramenta em relação à peça (Fig ). Em geral, a haste da ferramenta fica fixada na torre do carro porta-ferramenta. A Figura mostra diferentes configurações de torres porta-ferramentas para máquinas convencionais Ferramentas de Corte Apesar de geralmente ser composto por operações de corte com ferramentas monocortantes, o torneamento varia em função do formato e do material da peça, das condições, exigências, custos etc. fatores que podem influenciar nas características da ferramenta de corte. As ferramentas para torneamento








147 146 atuais são cuidadosamente projetadas, com base em décadas de experiência, pesquisa e desenvolvimento. Da (macro e micro) geometria, do material, passando pelo formato e fixação da pastilha intercambiável no porta-ferramentas, convencional ou modular, atualmente a ferramenta cuida da dinâmica do corte do material, de uma forma que seria impensável algumas décadas atrás. Há diversos tipos básicos de operações de torneamento, que exigem tipos específicos de ferramentas para que a operação seja executada da maneira mais eficiente. Figura Diferentes valores para o ângulo de posição r gerando larguras de corte b distintas. Figura Diferentes configurações de torres porta-ferramentas para tornos convencionais Tipos de ferramentas As ferramentas podem ser inteiriças retas, com quina quadrada, com quina em ângulo, com ângulo de posição e tipo offset (Fig ) ou com insertos (pastilhas) intercambiáveis. Figura Denominação das ferramentas de corte para torneamento.
148 147 O estilo da ferramenta inteiriça ou do porta-ferramentas para insertos intercambiáveis deve ser selecionado de acordo com a operação a ser executada. Recomenda-se que a haste para insertos intercambiáveis (selecionada pela altura, largura, diâmetro e comprimento) seja sempre a mais estável possível de acordo com as limitações da máquina-ferramenta e da operação de corte. O tamanho e o tipo da pastilha dependem da escolha do porta-ferramentas: os códigos de ambos devem ser correspondentes. O tamanho da pastilha é um dos fatores que determina a máxima profundidade de corte (a p ). Outros fatores são: ângulo de posição ( r ), raio de quina (r ) e o tipo/geometria do quebra-cavacos. A escolha do raio de quina depende do perfil/especificações do componente e do tipo de operação de corte que deve ser executada. A profundidade de corte (a p ) deve ser sempre maior que o raio de quina (r ). O valor de r influencia a seleção dos parâmetros de corte e o acabamento usinado: r pequeno: para aplicações em geral e baixos esforços de corte (menor risco de vibração); r grande: garante maior resistência, condições de corte mais severas, bom acabamento superficial. O tipo/geometria dos quebra-cavacos é projetado para direcionar ou quebrar os cavacos no torneamento de materiais que geram cavacos longos. A designação descreve as seguintes áreas de aplicação: F = acabamento; M = semiacabamento; R = desbaste; Em geral, as pastilhas são divididas em classes: classes com cobertura (CVD e PVD), classes sem cobertura e Cermets. A designação das classes acompanha um ranking que envolve propriedades básicas de tenacidade e resistência ao desgaste. Todas as classes estão também classificadas de acordo com a norma ISO 513 (P, M, K, N, S, H, 01-50). Exemplo de pastilha intercambiável de metal-duro SNMG PM 4025: S N M G P M 4025 Legenda: Formato da pastilha (S = quadrada); Ângulo de folga da pastilha (N = 0 o ); Tolerância do círculo inscrito (M = 0,13); Tipo de pastilha (G = ); Comprimento do gume (l = 12 mm); Espessura da pastilha (s = 4,76 mm); Raio de quina (r = 0,8 mm); Classe ISO (P = aços); Quebra-cavacos (M = semiacabamento); Classe (metal-duro com cobertura CVD P25: 3 camadas = interna TiCN + intermediária Al 2 O 3 + externa TiN). A Figura mostra a codificação ISO de ferramentas de torneamento Operações de Torneamento O torneamento é um processo de usinagem muito utilizado pela indústria mecânica por causa do grande número de formas geométricas que pode gerar em suas diferentes operações, além de sua alta taxa de remoção de material. São operações de corte externo (Fig ) e interno (Fig ): torneamento radial de superfície (faceamento); torneamento cilíndrico; torneamento cônico; torneamento radial de entalhe circular (sangramento); roscamento etc. O torneamento radial consiste da operação de corte na qual a ferramenta se desloca segundo uma trajetória retilínea, perpendicular ao eixo principal de rotação da máquina. Quando o torneamento radial visa obter uma superfície plana, a operação é chamada de faceamento, que pode ser externo (Fig a) ou interno (Fig a). O torneamento cilíndrico consiste da operação de corte na qual a ferramenta se desloca segundo uma trajetória paralela ao eixo principal de rotação da máquina. A operação pode ser externa (Fig b) ou interna (Fig.17.17b).
 intercambiáveis O torneamento cônico consiste da operação de corte na qual a ferramenta se desloca segundo uma")
149 148 Figura Codificação ISO de ferramentas de torneamento para suportes e insertos (pastilhas) intercambiáveis O torneamento cônico consiste da operação de corte na qual a ferramenta se desloca segundo uma trajetória inclinada ao eixo principal de rotação da máquina, gerando na peça uma superfície cônica. Esta inclinação pode ser obtida através da fixação desalinhada da peça (deslocamento do contra-ponto) ou pela combinação simultânea dos movimentos da ferramenta nos eixos longitudinal e transversal da máquina. A operação pode ser externa ou interna. O torneamento de perfil consiste da operação de corte na qual a ferramenta se desloca segundo uma trajetória combinada e simultânea dos eixos longitudinal e transversal da máquina. Esta combinação tende a gerar uma trajetória curvílinea da ferramenta. A operação pode ser externa (Fig c) ou interna (Fig a). Vale salientar que a ferramenta para a usinagem de perfil deve ser adequada à geometria requerida na peça. Quando o torneamento visa gerar na peça um entalhe circular através do movimento transversal da ferramenta, a operação é denominada sangramento radial, que pode ser externo (Fig d) ou interno (Fig c). A partir do sangramento radial pode-se efetuar o corte da peça. Quando a operação visa obter um entalhe circular na face (perpendicular ao eixo principal de rotação da máquina), a operação é dita sangramento axial (Fig e). O roscamento é um processo mecânico de usinagem destinado à obtenção de filetes, por meio da abertura de um ou vários sulcos helicoidais de passo uniforme, em superfícies cilíndricas ou cónicas de revolução. Para tanto, a peça ou a ferramenta gira e uma delas se desloca simultaneamente segundo uma trajetória retilínea paralela ou inclinada ao eixo de rotação. O roscamento pode ser externo (Fig f) ou interno (Fig d).
 (e) (f)")

")
")




")
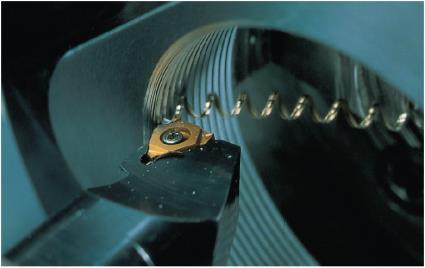
150 149 (a) (b) (c) (d) (e) (f) Figura Torneamento externo: (a) faceamento; (b) cilíndrico; (c) perfil; (d) sangramento radial e corte; (e) sangramento axial; (f) roscamento. (a) (b) (c) (d) Figura Torneamento interno: (a) faceamento e perfil; (b) cilíndrico; (c) sangramento radial; (d) roscamento.
151 150

152 PROCESSO DE TORNEAMENTO: ESFORÇOS DE CORTE Introdução Tanto na prática como na pesquisa é de grande importância o conhecimento dos esforços de corte na usinagem. Os esforços encontram aplicação no cálculo da estrutura e dos mecanismos de acionamento das máquinas operatrizes; estes permitem o cálculo da potência de usinagem e consequentemente a determinação do rendimento da máquina para diferentes cargas e velocidades de trabalho. Para as aplicações acima, geralmente é suficiente a determinação dos valores médios das componentes ortogonais da força de usinagem. Porém, para o mecanismo da formação do cavaco, para estudos da estabilidade dinâmica da máquina operatriz, é necessária a medida da variação da força. No primeiro caso diz-se que se trata de uma medida estática, enquanto no segundo tem-se a medida dinâmica da força. As medidas estáticas e dinâmicas da força podem ser obtidas através de sistemas de aquisição de dados associados a dinamômetros, em geral, transdutores piezelétricos Força de Usinagem em Torneamento A força de usinagem F em torneamento ilustrada anteriormente pela Figura 12.1a (conforme a norma ABNT NBR 12545) pode ser representada através das componentes ortogonais da força de usinagem. Foi mencionado na Seção 12.2 que a parcela F z projetada sobre a direção de corte é a força de corte (F c ); a parcela normal à direção de corte F x projetada sobre a direção de avanço é a força de avanço (F f ); a parcela radial F y projetada perpendicularmente ao plano de trabalho é a força passiva ou de profundidade (F p ). A Figura 18.1 mostra as componentes ortogonais (F x, F y, F z ) no torneamento longitudinal externo. O gráfico corresponde respectivamente aos valores das forças F f (verde) F p (vermelho) e F c (azul) Figura 18.1 (a) componentes ortogonais da força de usinagem; (b) forças após 30 segundos de usinagem do aço ABNT 1045 com ferramenta nova de metal-duro ( r 75, v c = 350 m/min, f = 0,3 mm/volta, a p = 1,5 mm) No torneamento de aços em geral com ferramentas de metal-duro, considera-se a seguinte proporção média entre as componentes da força de usinagem: F f : F p : F c 2 : 5 : 9. Prof. André João de Souza
153 152 Já pela Fig. 18.1, pode-se ver qualitativamente no gráfico F f : F p : F c 5 : 6 : 14. A intensidade da força de usinagem pode ser determinada pela Equação F F F F (18.1) f p c O conhecimento do comportamento e da ordem de grandeza dos esforços de corte nos processos de usinagem é de fundamental importância, pois eles afetam: a potência necessária ao corte (utilizada para o dimensionamento do motor do torno); a capacidade de obtenção de tolerâncias apertadas; a temperatura de corte; e o desgaste da ferramenta. Existem duas abordagens no estudo dos esforços de corte: abordagem teórica, baseando-se na fenomenologia de formação do cavaco (computa os diversos esforços que ocorrem em torno do plano de cisalhamento do cavaco e da superfície de saída da ferramenta no corte ortogonal); abordagem empírica, em que os esforços são equacionados usando coeficientes extraídos de resultados experimentais. Aqui se dará ênfase à segunda abordagem Determinação empírica da força de corte A força de corte pode ser expressa pela Equação 12.1 citada anteriormente: (vide Cap. 12) Fc ks A (12.1) onde k s é a pressão específica de corte e A é a área da seção transversal de corte (A bh a p f). Em 1951, buscando uma formulação simples e precisa, KIENZLE apresentou a Equação 18.2 que correlaciona k s com a espessura de corte (h). Através de testes práticos, obteve-se a representação gráfica da pressão específica de corte k s para um determinado par peça-ferramenta, como mostra a Figura onde K s1 e z são constantes do material. z 2 ks Ks1 h [N/mm ] (18.2) Figura 18.2 Variação da pressão específica de corte com a espessura de corte: (a) representação aritmética; (b) representação log log Equações mais completas também foram apresentadas por diversos pesquisadores (TAYLOR, ASME American Society of Mechanical Engineers, AWF Ausschuss für Wirtschaftliche Fertigung, HUCKS e KRONENBERG) levando em conta ouras variáveis, como o ângulo de posição ( r ) e o grau de
154 153 recalque (R c ), porém a exatidão conseguida é ainda relativa, e a complexidade dos cálculos considerável. Como a equação de KIENZLE para a força de corte é a que melhor equilibra complexidade e exatidão dos resultados, é a que mais tem sido adotada. Substituindo a Equação 18.2 na Equação 12.1, tem-se a equação empírica da força de corte F c [N] segundo KIENZLE, F K b h 1 z c s1 (18.3) A Tabela 18.1 apresenta os valores de 1z e K s1 dos materiais ensaiados por KIENZLE. As condições de ensaio foram as seguintes: Velocidade de corte 16 : v c = 90 a 120 m/min; Profundidade de corte: a p = 1 mm; Espessura de corte: h = 0,1 a 1,4 mm; Ferramenta de metal-duro sem lubrirrefrigerante; Ferramenta afiada 17 ; Ângulos da ferramenta: = 5º; r = 81 ; = 4 ; r = 90 ; 6 (aço) ou 2 (ferro fundido). Tabela Valores dos parâmetros 1z e K s1 para diferentes materiais. Material t [N/mm 2 ] 1z K s1 Aço ABNT , / , , , , , , , , , , , , Material t [N/mm 2 ] 1z K s1 Ferro Fundido HRc 46 0, F o F o GGL , F o F o GGL , F o F o GG 26 HB 200 0, Em velocidades maiores, os valores de k s tendem a ser menores que aqueles obtidos usando os dados da Tab e, como já citado, caem à medida que a velocidade de corte aumenta. 17 Para ferramentas desgastadas, considerar um incremento de 7 a 12% em K s1 para cada 0,1 mm de VB (largura da marca de desgaste de flanco).
155 154 Tabela Continuação Material t [N/mm 2 ] 1z K s1 Aço DIN 16 Mn Cr , Cr Mo , Cr Ni , Cr Mo , Cr Mo , Cr V , W Cr , Sabendo-se que uma diminuição (aumento) no ângulo de saída () propicia um aumento (diminuição) da força de corte, faz-se uma correção de 1,5% para cada grau de variação do ângulo em relação aos valores de K s1 tabelados. O mesmo vale para o ângulo de inclinação (): para cada grau de diminuição (aumento) em relação ao valor usado por KIENZLE ( = 4 ), deve-se aumentar (diminuir) K s1 em 1,5%. No caso de raios de ponta (r ), para os casos em que a p > 2r, não há necessidade de correção. Caso contrário, ensaios devem ser realizados. Outra fonte para o cálculo da pressão específica de corte (k s ) refere-se à espessura de corte h = 0,4 mm e são, portanto, K s0,4. A empresa SANDVIK COROMANT, fabricante de ferramentas de corte, prefere fornecer o valor da pressão específica de corte para este valor para h e adota o expoente z = 0,29 para todos os materiais. Desta forma, os valores de k s são dados por: 0,29 0,4 2 ks K s0,4 [N/mm ] h (18.4) A Tabela 18.2 apresenta os valores da força específica de corte K s0,4 para o torneamento de alguns dos principais materiais metálicos segundo SANDVIK COROMANT. Tabela Valores do parâmetro K s0,4 para diferentes materiais (SANDVIK COROMANT) Material Condição Dureza [HB] K s0,4 Aço sem liga C = 0,25 0,55% Aço baixa liga Endurecido e Temperado Aço alta liga Aços ferramenta endurecidos GCI Alta resistência à tensão NCI Perlítico Aço inoxidável austenítico Não endurecido Aço inoxidável duplex Soldável HRSA À base de níquel (recozido) Liga de Ti + (recozido) (45 HRC) 1700 Aço de alta dureza Temperado (60 HRC) 5550 Liga de Al Fundida não envelhecida Liga de Al-Si Fundida (13 22% Si) Liga de Cu Latão, bronze, c/ 1% Pb

 e às irregularidades do sistema de acionamento (peças rotativas desbalanceadas, defeitos de engrenagens, correias etc.). Neste caso deve ser considerado o fenômeno da ressonância entre uma das fontes perturbadoras com um dos modos naturais de vibração da máquina.")
156 Vibração A vibração da força de usinagem em altas frequências é proveniente do próprio mecanismo de formação do cavaco, enquanto que a variação da força em baixas frequências é devida aos diferentes processos de corte (corte interrompido na operação de fresamento, brochamento etc.) e às irregularidades do sistema de acionamento (peças rotativas desbalanceadas, defeitos de engrenagens, correias etc.). Neste caso deve ser considerado o fenômeno da ressonância entre uma das fontes perturbadoras com um dos modos naturais de vibração da máquina. O próprio fenômeno de corte, em determinadas condições, pode provocar vibrações autoexcitadas, fazendo a máquina vibrar com frequência próxima de uma de suas frequências naturais. Durante a usinagem, a deformação plástica e o atrito entre o cavaco, a ferramenta de corte e a peça produzem vibrações. As oscilações da força de corte também produzem vibrações. Com o decorrer do tempo e com o consequente desgaste da ferramenta, o sinal de vibração apresenta alterações de frequência e intensidade. Assim, a vibração indica um fenômeno que varia com o tempo. Além disso, quando a ondulação alcança a superfície do material, gera deslocamentos chamados Ondas de Rayleigh. Para evitar vibrações (forçadas) no torneamento cilíndrico externo (Fig. 18.3a), recomenda-se: L/D 1,5 fixação em balanço; L/D 1,5 fixação com contraponto. Além da dificuldade de refrigeração na região de corte e da dificuldade na expulsão/saída de cavacos, o torneamento cilíndrico interno (vide Fig b) apresenta grande tendência a vibrações por causa do comprimento da barra da ferramenta. Nestas operações, em casos que as peças apresentam uma relação profundidade/diâmetro elevada (L/D grande), tem-se na prática um trabalho especialmente crítico. Neste caso, devem ser empregados suportes esbeltos (barras) de ferramentas, cujos diâmetros naturalmente devem ser menores que o diâmetro do furo (Fig. 18.3b). (a) (b) Figura 18.3 (a) relação comprimento (L) versus diâmetro (D) no torneamento cilíndrico externo; (b) ação da ferramenta na peça no torneamento cilíndrico interno. Estas condições geométricas acarretam em pequena rigidez para o sistema, de tal forma que a elasticidade e a deformação na usinagem passam a ser definidas primordialmente pelo suporte da ferramenta. Ademais, como este sistema em geral apresenta baixo amortecimento, a resposta vibratória pode assumir valores elevados em caso de instabilidade.
157 Potência de Usinagem A potência de usinagem resulta da soma das potências necessárias para cada componente da força de usinagem, bem como do produto da velocidade pela força e pelo cosseno do ângulo entre ambas. Assim, somente os componentes de corte e avanço contribuem para a potência de usinagem. Os motores de acionamento geram potências a um torno para girar seu eixo-árvore a uma dada velocidade de rotação (n) e deslocar a ferramenta a uma dada velocidade de avanço (v f ) e assim executar os movimentos de corte e avanço da máquina-ferramenta. Deste modo, podem-se estabelecer relações para as potências de corte e de avanço: Potência de Corte [kw]: Potência de Avanço [kw]: F v P 6010 c c c 3 F v P f f f 6 (18.5) (18.6) onde v c é a velocidade de corte (vide Eq. 17.1) e v f é a velocidade de avanço (vide Eq. 17.2). F Como supramencionado, geralmente f F F Portanto, a relação entre as potências de corte e de avanço fica: p c. Assim, F c 4,5 F f. Pc 1000 Fc vc Fc d d 14 P F v F f f f f f f Considerando uma situação hipotética extrema em que d 10 mm e f 1 mm/volta (d é muito pequeno e f é muito grande), de modo a tornar a relação P c /P f a menor possível, tem-se: P c P f 140 Ou seja, a potência de avanço (P f ) é no mínimo 140 vezes menor que a potência requerida ao corte (P c ) para uma operação de usinagem. Isto permite desprezar P f no cálculo da potência do motor (P m ). Assim: P c Pm (18.7) onde é o rendimento da máquina operatriz. Em máquinas convencionais, que possuem engrenagens ou correias para transmissão do movimento: 65% 85%. Em máquinas com comando numérico, onde o motor tem variação contínua de rotação e a transmissão é realizada sem elementos de transmissão (motor acoplado): 85% 95%.
158 PROCESSO DE TORNEAMENTO: VIDA DA FERRAMENTA DE CORTE Introdução A vida de uma ferramenta pode ser definida como sendo o tempo em que a mesma trabalha efetivamente, sem perder a capacidade de corte, dentro de um critério previamente estabelecido. Em outras palavras, a ferramenta trabalhando em condições normais de corte é usada até que o seu desgaste, previamente fixado, seja tal que exija a sua substituição. Assim, a ferramenta deve ser substituída quando se observar: Valores elevados de desgastes podendo levar à quebra da ferramenta. Temperaturas excessivas atingidas pela ferramenta. As tolerâncias dimensionais fogem do controle. Acabamento superficial deixa de ser satisfatório. As componentes da força de usinagem aumentam excessivamente. Quando a abrasão é a principal causa do desgaste de flanco, os padrões de desgaste são relativamente uniformes e fáceis de mensurar. Por exemplo, o tempo necessário para que o valor médio e/ou máximo da marca de desgaste de flanco atinja VB B = 0,3 mm e/ou VB máx = 0,6 mm respectivamente (valores indicados pela norma ISO 3685) é um padrão usual de fim de vida, embora esta abordagem esteja mais ligada às falhas na ferramenta que propriamente aos problemas de acabamento e/ou tolerância da peça. Industrialmente, tais parâmetros podem assumir valores diferentes, pois dependem das condições de trabalho de cada empresa. A prática utilizada é trabalhar com a ferramenta até que as peças produzidas saiam das especificações de tolerância dimensional e acabamento superficial ditadas pelo projeto. Contudo, quando lascamentos gerados por adesão ou sobresolicitações mecânicas e/ou térmicas são a causa do desgaste de flanco, o padrão é geralmente irregular, resultante principalmente da usinagem de materiais de difícil corte. Neste caso, VB B não mais determina a vida. Recomenda-se que seja considerada a largura máxima da marca de desgaste de flanco (VB máx ). A zona onde VB máx ocorre pode fornecer informações úteis sobre o mecanismo de desgaste e como ele pode ser reduzido. Em geral, para caracterizar fim de vida, VB máx 0,6 mm. DINIZ et al. mostram que em torneamento de acabamento, VB 0,2 mm para uma qualidade IT7 e VB 0,3 mm para uma qualidade IT8. FERRARESI sugere o controle através: do tempo de corte, do volume de material removido ou o número de peças usinadas. Entretanto, a continuação do uso da aresta de corte depois de superados os critérios preestabelecidos traz sérios riscos, pois valores excessivos de desgastes causam aumento da força de usinagem e geração de calor, podendo provocar fratura na ferramenta e danos irreversíveis à peça. O desgaste de cratera se manifesta sob a forma de cavidade na face da ferramenta. O desenvolvimento deste tipo de desgaste está diretamente ligado à temperatura e à pressão de corte. Ao contrário do desgaste no flanco, este não influencia na rugosidade ou na tolerância, mas sim na alteração do ângulo de saída () e no comprimento de contato cavaco/ferramenta. Em condições térmicas inadequadas e para alguns tipos de materiais da peça pode resultar em fraturas na ferramenta devido à fragilidade da aresta cortante. A profundidade de cratera (K T ) entre 0,05 e 0,1 mm é geralmente usada Prof. André João de Souza
159 158 como critério de fim de vida. Talvez o principal inconveniente de K T esteja na dificuldade de sua quantificação. Os principais problemas relacionados à fixação de um determinado valor-limite de desgaste para o fim de vida da ferramenta estão associados com o tipo de operação: Em operações de desbaste (onde se toleram altos valores de desgaste), por temer que a ferramenta quebre, costuma-se trocar a ferramenta bem antes, com valores de desgaste bastante inferiores àqueles que poderiam provocar tal avaria. Em operações de acabamento é relativamente simples detectar quando as dimensões da peça saem das faixas de tolerâncias projetadas (desgastes na ferramenta). Em geral, utiliza-se um calibrador passa/ não-passa ou algum outro instrumento e procede-se a medição por amostragem. Neste caso, não é necessário trocar a ferramenta imediatamente, pois ainda é possível corrigir a posição da ferramenta e continuar a usinagem com a mesma aresta de corte (compensação de desgastes em máquinasferramentas com comando numérico). Da mesma forma que diversos fatores influenciam os mecanismos de desgaste, vale salientar que diferentes variáveis influenciam direta ou indiretamente no tempo de vida de uma ferramenta: Peça: natureza do material; composição química; processo de fabricação; tratamento térmico; propriedades físicas, químicas, mecânicas; microestrutura; dimensões e forma. Ferramenta: tipo de material; geometria; composição; propriedades químicas, físicas e mecânicas; largura da marca de desgaste de flanco (critério de fim de vida). Máquina: tipo de máquina; rigidez; velocidade de corte (parâmetro mais significativo), avanço e profundidade de corte; área de seção de corte; forma da seção de corte; meio lubrirrefrigerante (tipo, propriedades lubrificantes, forma de aplicação etc.) Relação da vida da ferramenta com as variáveis dependentes do processo A Figura 19.1 ilustra a influência do aumento de 50% nos valores dos parâmetros de corte sobre a diminuição do tempo de vida T da ferramenta de corte. A velocidade de corte é o parâmetro que mais influencia: um aumento de v c de 130 para 195 m/min causou uma redução em T de 60 para 6 min (90%), respectivamente. O segundo parâmetro de maior influência é o avanço: um aumento de f de 0,25 para 0,375 mm/volta causou uma redução em T de 60 para 24 min (60%), respectivamente. No caso da profundidade de corte, o percentual de diminuição foi menor: um aumento de a p de 5,0 para 7,5 mm causou uma redução em T de 20 para 17 min (15%), respectivamente. Figura 19.1 Influência dos parâmetros de corte no tempo de vida da ferramenta.
160 159 F. W. TAYLOR demonstrou em 1907 que a relação entre a vida da ferramenta e a velocidade de corte (parâmetro de maior influência) pode ser expressa aproximadamente pela Equação (19.1) empírica: Em que: v c velocidade de corte [m/min] T tempo de vida da ferramenta [min] c y v T C (19.1) C t constante cujo valor depende principalmente do material da peça, do material da ferramenta, das dimensões do corte e do meio lubrirrefrigerante. Seu valor é numericamente igual à velocidade de corte que dá à ferramenta de corte a vida de 1 minuto. y expoente cujo valor depende até certo ponto das outras variáveis máquina, ferramenta e peça. O expoente y varia usualmente entre 1/3 e 1/10, podendo tomar como valores médios os indicados na Tabela O valor do mesmo mostra quão sensível é a ferramenta à mudança de v c. A Equação (19.1) pode ser reescrita sob a forma da Equação (19.2): t x Ct K x T K C x t vc vc (19.2) isto é, a vida varia inversamente com a potência x da velocidade. Tabela 19.1 Valores dos expoentes x e y. Ferramenta Peça x y = 1/x Aço-rápido (AR) Metal-duro (MD) Aço 6 a 8 0,125 a 0,167 F f 4 a 7 0,143 a 0,25 Latão 4 0,25 Cobre 7,7 0,13 Alumínio 2,44 0,41 Aço 5 0,2 F f 4 0,25 Alumínio 2,44 0,41 Cerâmica Aço 2 0,5 Os valores de K e x da Equação (19.2) podem ser obtidos através de ensaios de vida da ferramenta. Este tipo de ensaio busca uma estimativa da usinabilidade do material usinado estabelecendo, para determinadas condições de usinagem, a vida útil da ferramenta. Um dos ensaios mais usados na indústria é o teste da taxa de desgaste, regulamentado pela norma ISO 3865/1993, cujo resultado permite a determinação da vida da ferramenta para uma determinada faixa de velocidades de corte. Considerado o mais eficiente dos ensaios de usinabilidade, este ensaio consiste no torneamento de corpos de prova, com parada da operação e verificação do desgaste da ferramenta a intervalos regulares. O procedimento é repetido continuamente até que o desgaste da ferramenta chegue as um limite
161 160 preestabelecido como o fim de vida da ferramenta. Conforme supracitado considera-se o tempo de vida o tempo necessário para que VB B = 0,3 mm e/ou VB máx = 0,6 mm. De posse dos dados relativos ao tempo de corte e desgaste de ferramenta, plota-se a curva de desgaste VB da ferramenta em função do tempo de corte t c (Fig. 19.2), repetindo-se o experimento para no mínimo mais duas velocidades de corte diferentes, necessárias para a determinação da Equação (19.2). Figura 19.2 Curva VB x t c (ISO 3685, 1993). A seguir é plotada, a partir dos dados obtidos na curva VB x t c, a curva de vida de ferramenta T x v c, em escala bi-logarítmica (Fig. 19.3), na qual se pode observar uma clara tendência dos resultados (caso o experimento tenha sido realizado para diferentes velocidades de corte) em agrupar-se em torno de uma reta, que possui a forma da Equação (19.3): log T log K xlog v c. (19.3) Figura 19.3 Curva de vida da ferramenta na usinagem do aço 1045.
162 161 Por fim, a forma da equação de Taylor (Eq. 19.2) relaciona a vida da ferramenta de corte (T) com a velocidade de corte (v c ), considerando as propriedades do material através das constantes K e x, dependentes do par ferramenta-peça. Na usinagem de aço, por exemplo, com ferramenta de metal-duro (x 5), ao se dobrar v c, o tempo T é reduzido para cerca de 3%. O aço-rápido (x 7) é ainda mais sensível à mudança da velocidade de corte (T é reduzido para cerca de 0,8%). A vida da ferramenta, para uma dada velocidade de corte, é evidentemente influenciada pelas dimensões do corte. Em 1954, M. KRONENBERG procurou agrupar as equações das velocidades de corte de diferentes pesquisadores que levavam em consideração a forma e a seção de corte. Desta maneira, podem ser introduzidas duas relações: área da seção transversal de corte A ap f e índice de esbeltez do cavaco a p G. f Portanto, a equação de Taylor pode ser novamente reescrita (Eq. 19.4): T x x y g Ct 60 Cv 0,2 G i vc vc A (19.4) em que: C v velocidade de corte obtida experimentalmente que dá à ferramenta uma vida padrão de 60 min na usinagem de uma seção A 1 mm 2, com G 5. Valores típicos de C v na Tabela i expoente da área de seção de corte, Tabela g expoente do índice de esbeltez do cavaco, Tabela OBSERVAÇÃO: A área A da seção transversal de corte tem um efeito superior que a forma da seção transversal (caracterizada pelo índice G), pois i g Exemplo Estime o tempo de vida para a aresta de corte de um inserto de metal-duro revestido em um ensaio de torneamento do aço ABNT 1040 (dureza 156 HB) com v c = 350 m/min, f = 0,3 mm/volta e a p = 1,5 mm. y g Cv 0,2 G ,2 5 t i 0.28 C 610 m/min (vida T = 1 min). A 0,45 x 5 Ct 610 T T 16,1 vc 350 min. Dica: Encontra-se o valor de C v = 215 m/min pela interpolação linear da Tab (aço com dureza de 156 HB na usinagem com ferramenta de aço-rápido).
163 162 Tabela 19.2 Valores típicos de C v para as ferramentas de aço-rápido (AR) e metal-duro (MD). Dureza Brinell Tensão de Ruptura C v na usinagem de aço com ferramenta de: C v na usinagem de f f com ferramenta de: HB r [N/mm 2 ] AR MD AR MD Tabela 19.3 Valores dos expoentes i, g e y para as ferramentas de aço-rápido (AR) e metal-duro (MD). Ferramenta Aço-rápido (AR) Metal-duro (MD) Material C v [m/min] i g y 1/x Aço Tabela 0,28 0,14 0,125 a 0,167 F f ,20 0,10 0,143 a 0,25 Latão 100 0,31 0 0,25 Cobre 45 0,23 0 0,13 Alumínio 77 0,29 0 0,41 Aço Tabela 0,28 0,14 0,20 F f ,20 0,10 0,25 Latão , Cobre 850 0, Alumínio ,10 0 0,41
164 PROCESSO DE TORNEAMENTO: CONDIÇÕES ECONÔMICAS DE USINAGEM Introdução Na Seção 9.2 foi falado sobre os Parâmetros de Corte e afirmou-se que quão pequena (operações de desbaste) ou quão grande (em operações de acabamento) deve ser a velocidade de corte, depois de escolhidos o avanço e a profundidade de corte, depende das Considerações Econômicas do Processo de Usinagem. Se a velocidade de corte utilizada for imediatamente superior à velocidade crítica v cr (velocidade abaixo da qual se tem a formação da aresta postiça de corte), os desgastes serão pequenos, com consequente longo tempo de vida e pequenos custos com ferramentas de corte. Porém, o tempo de corte por peça será alto (devido à baixa velocidade), acarretando baixa produção horária e aumento de custos com utilização de máquina e operador. Há que se considerar aqui que, neste caso, a ferramenta será substituída poucas vezes, o que diminui os tempos passivos devido à troca da ferramenta. Por outro lado, se a velocidade de corte utilizada for muito superior à v cr, os desgastes serão grandes, com consequente curto tempo de vida e altos custos com ferramentas. Porém, o tempo de corte por peça vai ser baixo, acarretando menor utilização da máquina e do operador, com custos menores. Nesse caso pode acontecer também de a vida ser tão baixa e o número de vezes que se tem de parar a máquina para substituir a ferramenta ser tão alto que também o tempo total de produção de uma peça (que soma, aos tempos de corte, todos os tempos passivos) seja alto, apesar do pequeno tempo de corte. Existe então um valor intermediário de velocidade entre a velocidade crítica e uma velocidade muito superior a ela, onde se tem os menores custos de produção. Nesse ponto, a velocidade de corte é chamada de velocidade de mínimo custo (v co ). Por outro lado, existe também um valor intermediário de velocidade, onde se tem o menor tempo total de fabricação de uma peça. Nesse ponto, a velocidade de corte é chamada de velocidade de máxima produção (v cmxp ). Toda essa análise não leva em consideração as condições de contorno do processo, como qualidade da peça, condições do sistema máquina/ferramenta/peça etc Ciclos e Tempos de Usinagem O ciclo de usinagem de usinagem de uma peça, pertencente a um lote de Z peças, é constituído diretamente pelas seguintes fases: 1. Colocação e fixação da peça. 2. Aproximação e posicionamento da ferramenta. 3. Corte 4. Afastamento da ferramenta. 5. Inspeção (se necessária) e retirada da peça. Além dessas fases, tomam parte indiretamente no ciclo de usinagem (para um lote de Z peças): a) Preparo da máquina. b) Remoção da ferramenta para sua substituição. c) Recolocação e ajustagem da nova ferramenta. Prof. André João de Souza

165 164 O tempo total de usinagem de uma peça (t t ), dentro de um lote de Z peças, será: tt tc t1 t2 (20.1) Considera-se o torneamento cilíndrico (longitudinal) externo (Fig. 20.1). Figura 20.1 Esquema de uma operação de torneamento cilíndrico externo. Para esse caso, tem-se o seguinte equacionamento: t c tempo de corte (fase 3), que diminui com o aumento da velocidade de corte (v c ), Equação (5.4): Vide Cap. 17: t c Lf Lf d Lf v f n 1000 f v f c (17.4) t 1 tempo improdutivo, referente à colocação, inspeção e retirada da peça, aproximação e afastamento da ferramenta, substituição da ferramenta e preparo da máquina para a usinagem de um lote, que é independente de v c, Equação (5.22): t t p ft 1 s a (20.2) t t t Z Em que: t s tempo secundário (fases 1 e 5) t a tempo de posicionamento (fases 2 e 4) t p tempo de preparação ou setup (fase a) t ft tempo de ajuste da ferramenta (fases b e c) t 2 tempo relacionado com a troca da ferramenta, Equação (20.3). Quanto maior v c, menor o tempo de vida da ferramenta (T) (vide Eq. 19.4) e maior o número de paradas da máquina para a substituição da mesma. t t d L t d L v x1 ft f ft f c 2 tc x T 1000 f vc K vc 1000 f K (20.3) Substituindo as Equações (17.4), (20.2) e (20.3) na Equação (20.1), tem-se:
166 165 dl dl t t v t v 1000f 1000f K f 1 f ft x1 t c 1 c (20.4) A Figura 20.2 representa a variação das três parcelas da Equação (20.1) em função da velocidade de corte. Vê-se na figura que o tempo de corte (t c ) diminui com o crescimento da velocidade de corte, o tempo t 1 é independente da velocidade de corte e o tempo t 2, relativo à troca da ferramenta, aumenta com a velocidade de corte. Figura 20.2 Tempo de produção por peça em função da velocidade de corte. O valor da velocidade de máxima produção (mínimo tempo de produção) é o ponto de mínimo da função expressa na Equação (20.4). Admitindo-se o avanço (f) e a profundidade de corte (a p ) constantes, a velocidade de corte de máxima produção (v cmxp ) é dada por: x 1 tft dt t dl dl t dvc 1000 f 1000 f K K f 2 f ft x 2 x 0 vc x 1 vc 0 1 vc v cmxp x K x1 t ft (20.5) Custos de Produção Para a determinação da velocidade econômica de corte (velocidade de mínimo custo de produção de uma peça), devem-se considerar apenas os custos referentes ao processo propriamente dito (despesas com ferramentas e com a ocupação de máquinas e operadores). Assim, estes custos são dados por: Kp C1Kp1 Kp2 (20.6) onde: C 1 constante independente da velocidade de corte [R$/peça], Equação (20.7):
167 166 t 1 C C 60 Z (20.7) em que: C 2 soma das despesas com mão-de-obra (S h ) e com máquina (S m ) [R$/peça]: C2 Sh Sm K p1 custo relativo ao processo de usinagem, Equação (20.8): K t C d L C c f p f vc (20.8) K p2 custo relacionado com a troca da ferramenta, Equação (20.9): t d L v K C C T 1000 f K x1 c f c p2 3 3 (20.9) em que: C 3 constante de custo relativo à ferramenta [R$/peça]: C K t ft C 60 3 ft 2 K ft custo da ferramenta (ou aresta de corte de pastilha intercambiável) por vida. Substituindo as Equações (20.7), (20.8) e (20.9) na Equação (20.6), tem-se: d L C d L C K C v v f 1000 f K f 2 1 f 3 x1 p 1 c c (20.10) O custo de usinagem de uma peça (K p ) se compõe de 3 parcelas, mostradas na Figura A primeira C 1 independe da velocidade de corte (v c ). A segunda (K p1 ) diminui à medida que v c cresce. A terceira (K p2 ) aumenta com o crescimento de v c, já que o expoente (x1) é sempre positivo. Figura 20.3 Custo de produção por peça em função da velocidade de corte.
168 167 O valor mínimo de K p (admitindo-se f e a p constantes) é obtido quando a derivada da Equação (20.11) em função da velocidade de corte for nula. Assim: dk d L C d L C C x 1 C dv 1000 f f K 60 K p f 2 2 f 3 x x 0 vc x 1 vc 0 vc c v co x C2 K 60 x 1 C 3 (20.11) Intervalo de Máxima Eficiência A Figura 20.4 mostra o gráfico das curvas de custo total de usinagem por peça (K p ) e de tempo total de confecção (t t ) de uma peça em função da velocidade de corte (v c ). Define-se Intervalo de Máxima Eficiência (IME) o intervalo de valores de velocidade de corte compreendido entre v co e v cmxp. Figura 20.4 Intervalo de máxima eficiência (IME) É muito importante que os valores de v c a serem utilizados realmente estejam neste intervalo. Por exemplo, se a v c utilizada estiver logo abaixo de v co (portanto, fora do IME), o custo da peça usinada vai ser bem próximo do mínimo, mas o tempo para fabricá-la vai ser bem alto. Como pode ser visto na Figura 20.4, existe outro valor de v c, dentro do IME, onde o custo da peça é idêntico, mas o seu tempo de fabricação é bem menor. O mesmo se pode falar do outro extremo do IME. Se o valor de v c for logo acima do valor de v cmxp (e assim, fora do IME), o tempo de confecção de uma peça é bem próximo do mínimo, mas o seu custo de fabricação é alto. Analogamente, pode-se ver que há outro valor de v c dentro do IME para o qual o tempo de fabricação é idêntico, mas o seu custo é bem menor. Vale ressaltar que toda a análise feita foi baseada na escolha prévia de f, de a p e da ferramenta. Essas escolhas devem ser feitas baseados nas condições de contorno do processo, tais como: tipo da operação (desbaste ou acabamento), potência da máquina, rigidez do sistema máquina/ferramenta/peça etc., conforme já foi discutido na Parte 1 da disciplina. Para concluir, deve-se afirmar um princípio que nem sempre é bem entendido no meio produtivo, que resulta da análise feita acima:
169 168 Nem sempre aumentar a velocidade de corte significa aumentar a produção horária de peças, e nem sempre diminuir a velocidade de corte significa diminuir os custos de produção Considerações sobre a escolha da velocidade de corte dentro do IME Sabe-se que a velocidade de corte a ser escolhida deve estar dentro do IME. Porém, devem-se analisar quais são as circunstâncias em que a velocidade deve se aproximar da v cmxp ou da v co. Em um período de alta produção, em que o prazo de entrega do produto é crítico, a velocidade deve se aproximar da v cmxp (nunca ser maior que ela), enquanto que em um período de baixa produção, a velocidade deve ser aproximar da v co (nunca ser menor que ela). Entretanto, essa mudança baseada na situação produtiva raramente acontece na prática. Em uma célula ou linha de produção, a máquina gargalo (aquela que tem o maior tempo padrão) deve trabalhar com velocidade próxima à v cmxp, enquanto que as demais máquinas devem trabalhar com velocidade próxima à v co. O fato de usar a condição de máxima produção em uma máquina gargalo de uma célula aumenta o consumo de ferramentas naquela máquina. Mas, ao propiciar a diminuição do tempo de produção de uma peça nesta máquina, pode-se dispensar a necessidade de adquirir uma máquina idêntica para se balancear a célula. Na maior parte dos sistemas produtivos, é fácil se estimar o valor da v cmxp, já que esta só depende das constantes K e x de Taylor e do tempo de troca da ferramenta (t ft ); porém, não é tão fácil saber o valor de v co, pois esta depende de fatores que estão continuamente variando e, além disso, são de determinação pouco precisa. Nesses sistemas, o que normalmente se faz é determinar v cmxp e trabalhar sempre em velocidades de corte um pouco abaixo dela. Assim, fica garantido que tal velocidade pertence ao IME, pois v cmxp é sempre maior que v co Utilização do IME dentro dos modernos sistemas de fabricação O equacionamento apresentado no Capítulo 20 foi desenvolvido na época em que a produção de bens normalmente era realizada em lotes bastante grandes, com máquinas mecanicamente automatizadas e com tempos de preparação bastante grandes. Hoje os paradigmas se alteram significativamente. Duas condições servem de exemplo: as máquinas modernas possibilitam um tempo de troca de ferramenta (t ft ) bastante baixo ou mesmo zero (em centros de usinagem, a substituição de uma ferramenta é feita quando outra ferramenta ainda está usinando a peça) e os lotes são cada vez menores (usina-se todo o lote sem que a ferramenta seja trocada). Segue a análise de ambos. a) t ft 0. De acordo com a Equação (20.5), v cmxp. A condição real de máxima produção deverá então levar em conta a potência e a rotação do eixo-árvore da máquina-ferramenta, a rigidez do sistema máquina/ferramenta/peça e a qualidade exigida na peça. Pode ocorrer nesses casos de a v cmxp se distanciar bastante da v co, tornando o custo de se trabalhar no tempo mínimo de produção muito alto. Isso acontece principalmente quando a ferramenta tem um custo elevado. b) Z 0 e/ou T. Neste caso, a utilização da equação de Taylor (Eq. 19.4) fica prejudicada e toda a modelagem feita neste Cap. carece de abordagem especial. Um recurso para situações em que se tem pequenos lotes de peças é agrupar as peças que possuem o mesmo material, formas e dimensões bastante semelhantes em famílias usando Tecnologia de Grupo (vide Seção 5.2.4), e considerar as famílias como se fossem um único lote, com um número de peças suficientemente grande para a aplicação do exposto no presente capítulo.



 etc.")
170 PROCESSO DE FURAÇÃO: GENERALIDADES Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes meios: puncionamento, fundição, forjamento, serra-copo, eletroerosão, oxiacetileno e por meio de brocas. Alguns destes meios são apresentados na Figura Será focada a atenção apenas na obtenção de furos através do uso de brocas, pois é o meio mais largamente utilizado na indústria, devido à sua versatilidade, baixo custo envolvido e também a simplicidade de operação. Punção Eletroerosão Feixe de energia Remoção química Broca helicoidal Figura 21.1 Formas de obtenção de furos em peças. Furação é um processo de usinagem remoção de cavaco onde o movimento de corte é circular e o movimento de avanço é linear na direção do eixo de rotação da ferramenta de corte (broca). Este é um dos processos mais usados na indústria manufatureira, já que a grande maioria das peças de qualquer tipo de indústria tem pelo menos um furo, e somente uma parcela muito pequena destas peças já vem com furo pronto do processo de obtenção da peça bruta (fundição, forjamento etc.). Em geral, as peças têm de ser furadas em cheio ou terem seus furos aumentados através deste processo. As brocas utilizadas na furação podem ser de vários tipos: brocas de centro; brocas calçadas; brocas helicoidais; brocas canhão (para furos profundos) etc. A furação com brocas é uma operação de desbaste, havendo necessidade de outra operação para acabamento tal como retificação, mandrilamento, alargamento etc. Na furação devem ser observados os seguintes fatores: (a) diâmetro do furo; (b) profundidade do furo; (c) tolerâncias de forma e de medidas; (d) volume de produção. Apesar da sua importância, o processo de furação foi pouco modernizado até alguns anos atrás. As ferramentas de outros processos (p. ex.: torneamento, fresamento) progrediram rapidamente com a introdução de novos materiais para ferramentas (metal-duro, cerâmica, CBN, diamante). Por outro lado, na furação, a ferramenta mais usada é ainda a broca helicoidal de aço-rápido. A principal razão para tal atraso está no diâmetro do furo. Exemplificando, uma broca de 10 mm para ser aplicada com velocidades de corte (v c ) compatíveis ao metal-duro ( 200 m/min) precisaria de uma rotação da ordem de 6400 rpm, bastante alta para furadeiras convencionais. Nos últimos anos tem crescido a utilização de centros de usinagem CNC, que propiciam rotações bem superiores aos 6400 rpm citados. As condições de operação em processos de furação são severas: Prof. André João de Souza
171 170 A velocidade de corte (v c ) não é uniforme e varia desde zero no centro do furo até o máximo na periferia da broca. O meio lubrirrefrigerante, que deve atuar na lubrificação, na refrigeração, como também no transporte/retirada de cavacos do furo, chega com dificuldade às arestas de corte (gumes) da ferramenta, onde sua ação é mais necessária Movimentos e Grandezas Os movimentos envolvidos na operação de furação são movimentos relativos entre a peça e um ou mais gumes (arestas de corte) da ferramenta. Estes movimentos são referentes à peça considerando-a como parada. Durante o processo de furação têm-se os seguintes movimentos (Fig. 21.2): Figura 21.2 Movimentos na furação com brocas helicoidais Movimento (principal) de corte: é o movimento entre a peça e a ferramenta em contato, o qual sem o movimento de avanço origina somente uma única remoção de cavaco durante uma volta. Movimento de avanço: é definido como sendo o movimento da ferramenta, segundo seu eixo de rotação, no sentido do avanço durante a usinagem. O movimento de avanço é especificado em unidades de comprimento por rotação ou por tempo. Movimento efetivo de corte: é o movimento resultante dos movimentos de corte e de avanço, realizados no mesmo tempo. A superfície gerada pela broca no fundo do furo é decorrente do avanço contínuo efetuado pelas duas arestas principais de corte, de forma que cada aresta executa metade do movimento de avanço. O movimento efetivo de corte faz com que o ângulo efetivo de folga ( e ) seja menor que o ângulo de folga (). Esse e deve ser o maior possível para evitar o esmagamento do material pelo flanco da broca. No entanto, quanto maior e, menor a resistência da cunha e maior a tendência a vibrações. Um grande ângulo de ponta () leva a desvios da broca que, por sua vez, aumentam o diâmetro sendo usinado (broca não guiada). Um ângulo () pequeno leva a uma boa centragem, mas aumenta a força passiva e, consequentemente, o atrito.
172 Área da seção transversal de corte A seção transversal de corte A [mm 2 ] na furação é a área calculada de um cavaco a ser removido, medido perpendicularmente à direção de corte no plano de medida. A Figura 21.3a mostra a seção A na furação com broca inteiriça em cheio e a Figura 21.3b com pré-furo. A f z h f z h r r b a p D A b ap d (a) Furação em cheio D (b) Furação com pré-furo Figura 21.3 Grandezas de corte para a furação Em ambos os casos, é válida a relação: em que: A a f b h p z f f 2 z r 2 ap b sen r h f sen z r onde: f z avanço da broca por aresta principal de corte [mm/volta]; f avanço da broca [mm/volta]; r ângulo de posição da ferramenta, da aresta principal de corte; ângulo de ponta [ o ] a p profundidade de corte [mm]; b largura de corte [mm]; h espessura de corte [mm]. D Df Para uma broca helicoidal na furação em cheio: a p e A. 2 4 D d Para uma broca helicoidal na furação com um pré-furo c/ diâmetro d : ap e 2 (D d) f A. 4 No caso de brocas com pastilhas intercambiáveis, o número de insertos influencia apenas na largura de corte (b), pois o avanço da broca é considerado totalmente (Fig. 21.4). Assim, tem-se f z f e: b = b i + b e (21.1)

173 172 onde: b i b e largura interna de corte das pastilhas intercambiáveis; largura externa de corte das pastilhas intercambiáveis. Figura Distribuição do corte em brocas com pastilhas intercambiáveis. O ângulo de posição r em brocas com pastilhas intercambiáveis pode ser diferente para cada inserto, influenciando assim a espessura de corte (h) resultante Avanço da ferramenta A aresta de corte (gume) move-se segundo uma espiral que se inclina com relação à direção de corte. Esta inclinação é definida pelo ângulo de direção efetiva de corte (). O ângulo cresce com o crescimento do avanço (f) e com a diminuição do diâmetro (D) da broca, como mostra a Equação 21.2: f tg (21.2) D Assim, o crescimento do avanço facilita a quebra do cavaco e, consequentemente, sua remoção de dentro do furo. Para que o cavaco removido pela broca helicoidal não seja esmagado pela superfície principal de folga e o corte possa ocorrer, é necessário que o ângulo lateral efetivo de folga ( fe ) seja positivo tanto quanto possível para qualquer diâmetro da broca. Porém, tem-se pela Equação 21.3 que: fe = f (21.3) Desta forma, para que o ângulo fe seja sempre positivo, é necessário que o ângulo lateral de folga ( f ) seja maior que o ângulo em qualquer diâmetro da broca. Observa-se na Equação 21.3 que fe diminui com o aumento de. Assim, o aumento do avanço (f) para facilitar a quebra do cavaco faz com que fe diminua e, com isso, aumente a deformação plástica do fundo do furo, principalmente próxima ao centro, onde este ângulo é menor ainda (causa encruamento em materiais dúcteis). Com isso, na região mais central da broca, f precisa ser maior para compensar o crescimento de e, com isso, possibilitar a obtenção de um fe positivo. Isso deve ser conseguido através da afiação da broca. Além disso, como será visto no Cap. 24, existe um limite para o crescimento do avanço: acima de um determinado valor, o avanço pode causar a quebra da broca ou a paralisação do avanço da máquina.
![173 21.2.3. Velocidade de corte A velocidade de corte (v c ) [m/min] diminui à medida que se caminha da periferia para o centro da broca, já que ela depende do diâmetro (D) [mm] da broca e da rotação](/docs-images/68/58306943/images/174-0.jpg "n [rpm] da broca: v c D n 1000 Deste modo, quando materiais dúcteis são furados em cheio (sem pré-furo), a formação da aresta postiça de corte (APC) na vizinhança do centro da broca é inevitável, já")
174 Velocidade de corte A velocidade de corte (v c ) [m/min] diminui à medida que se caminha da periferia para o centro da broca, já que ela depende do diâmetro (D) [mm] da broca e da rotação n [rpm] da broca: v c D n 1000 Deste modo, quando materiais dúcteis são furados em cheio (sem pré-furo), a formação da aresta postiça de corte (APC) na vizinhança do centro da broca é inevitável, já que a formação desta se dá em baixas temperaturas de corte, ou seja, baixas velocidades de corte. A utilização de baixa velocidade de corte pode gerar APC numa porção maior do diâmetro da broca. Por outro lado, o aumento da velocidade para minimizar a sua formação gera maiores desgastes na ferramenta (a vizinhança da periferia da broca, que antes já não o formava, agora passa a se desgastar mais rapidamente) Máquinas Ferramentas (Furadeiras) As máquinas-ferramenta de furar, ou simplesmente furadeiras, são máquinas operatrizes que têm por função principal executar furos nos mais diversos tipos de materiais. Para tanto, o motor da furadeira aplica uma alta velocidade de rotação a uma ou mais brocas (ferramentas de corte) que serão responsáveis pela remoção de material. Para diferentes condições de material requeridas, foram criados diferentes modelos de furadeiras, em cuja aplicação os seguintes aspectos devem ser avaliados: forma da peça; dimensões da peça; número de furos a serem abertos; quantidade de peças a serem produzidas; diversidade no diâmetro dos furos de uma mesma peça; e grau de precisão requerido. As furadeiras consistem basicamente de um eixo-árvore, que gira com velocidades determinadas, onde se fixa a broca. Esta árvore pode deslizar na direção de sua linha de centro. Também se pode ter uma mesa onde a peça é fixada e movimentada. As partes principais de uma furadeira variam de acordo com a sua estrutura. A Figura 21.5 destaca as partes principais de uma furadeira de coluna. Figura 21.5 Partes constituintes de uma furadeira de coluna: (1) base; (2) coluna; (3) mesa; (4) sistema motriz; (5) alavanca de movimentação da ferramenta; (6) árvore de trabalho; (7) mandril; (8) broca A variedade de detalhes em furadeiras é bastante grande. Algumas máquinas possuem avanço automático com limitadores de profundidade. Outras possuem mesa giratória. Há equipamentos que dispõem de inversão de rotação e avanço sincronizado, que permitem execução de roscas com machos.
 ou automática (elétrico ou hidráulico).")

175 Tipos de furadeiras Podem-se classificar as furadeiras de diversas maneiras. Quanto ao sistema de avanço pode-se classificar como manual (ou sensitiva) ou automática (elétrico ou hidráulico). Ao contrário do que possa parecer as furadeiras sensitivas possuem grande aplicação no meio industrial. Quanto ao tipo de máquina pode-se classificar como: portátil, sensitiva, de coluna, de bancada, radial e horizontal. As furadeiras de uso doméstico classificam-se como portáteis. É utilizada comumente em peças já montadas em que o local a ser perfurado impede a utilização de furadeiras mais precisas. A força de avanço vem o operador que pressiona a furadeira contra o material. Já na furadeira sensitiva, o avanço do mandril se dá por meio de uma alavanca em que o operador faz avançar aos poucos, sentindo assim o avanço da broca dentro do material. Ambas são utilizadas para pequenas furações. A furadeira de coluna caracteriza-se por apresentar uma coluna de união entre a base e o cabeçote. Esse arranjo possibilita a furação de elementos com as formas mais diversificadas, singularmente e em série (Fig. 21.5). É a furadeira mais encontrada em oficinas de manutenção e de produção sob encomenda devido a sua versatilidade. A furadeira de bancada é bastante similar à furadeira de coluna, como pode ser observado pela Figura 21.6a. Enquanto as furadeiras de bancada são utilizadas em pequenos serviços, as furadeiras radiais (Fig. 21.6b) são empregadas em peças de grandes dimensões a serem furadas em pontos afastados na periferia. O braço possui movimento vertical na coluna, normalmente através de um motor. O braço também possuir movimento de giro em torno da coluna, que é feito manualmente na maioria das vezes. Um carro que possui o sistema de acionamento da árvore principal movimenta-se pelo braço para posicionar a ferramenta. A furadeira radial pode ter mais de uma mesa, que permite trabalhar numa peça enquanto se está fixando outra. Também é comum deixar um fosso em um dos lados da máquina para permitir trabalhar peças grandes. (a) (b) Figura 21.6 Furadeira: (a) de bancada; (b) radial. A furadeira horizontal tem campo de atuação similar ao da radial, ou seja, indicada para executar furos em peças de grandes dimensões que, mesmo na radial, não poderiam ser usinadas. Quanto ao número de árvores, podem-se classificar as furadeiras como: simples, quando possuem apenas uma árvore, gêmea (Fig. 21.7a), que possui duas e múltipla quando possui três ou mais. As furadeiras de múltiplas árvores são empregadas para trabalhos em uma peça que tem de passar por uma série de operações em um furo como furar, alargar, escarear, rebaixar etc., em sequência. Neste
, mais de um cabeçote age na peça a ser furada, eliminando a necessidade de reposicionar e virar a peça cada vez que o plano de furação for alterado.")
, todos os eixos-árvore compartilham de um mesmo cabeçote. Elas originaram-se da aplicação de cabeçotes de vários mandris em furadeiras de coluna.")
 gêmea; (b) múltipla cada uma com seu motor; (c) múltipla motor compartilhado.")
176 175 caso podem-se ter, basicamente, dois tipos distintos de acordo com o número de cabeçotes. Nas furadeiras múltiplas de múltiplos cabeçotes (Fig. 21.7b), mais de um cabeçote age na peça a ser furada, eliminando a necessidade de reposicionar e virar a peça cada vez que o plano de furação for alterado. São utilizadas para economizar tempo, uma vez que o tempo total de perfuração fica condicionado ao furo mais profundo. Nas furadeiras múltiplas de cabeçote único (Fig. 21.7c), todos os eixos-árvore compartilham de um mesmo cabeçote. Elas originaram-se da aplicação de cabeçotes de vários mandris em furadeiras de coluna. São mais úteis em peças a serem produzidas em série quando ocorre a necessidade de furação de muitos pontos em um ou mais planos. (a) (b) (c) Figura 21.7 Furadeiras de múltiplos eixos-árvore: (a) gêmea; (b) múltipla cada uma com seu motor; (c) múltipla motor compartilhado. As furadeiras múltiplas são as máquinas utilizadas nas linhas de produção, pois aceleram a fabricação. Podem ser ajustadas para executar as várias etapas de um furo. Também podem ser ajustadas para efetuar diversos furos em uma só operação. Em algumas destas máquinas pode-se ajustar cada árvore livremente, dentro de seus limites, e ter sua própria velocidade de rotação. Se a furadeira operar de acordo com um programa, permitindo uma maior precisão e velocidade, ela é denominada furadeira CNC. Mais usuais que as furadeiras CNC são os Centros de Usinagem Fixação e ajuste da peça na máquina Os dispositivos de fixação de peças utilizados nas furadeiras são similares, e muitas vezes os mesmos, utilizados nas máquinas-ferramenta de fresar (fresadoras), como mostra a Figura Utilizamse cantoneiras, morsas, grampos, blocos e gabaritos. Em furadeiras, destaca-se o uso comum de gabaritos de furação, que tem a função de guiar a broca e garantir a exatidão/ repetitividade das coordenadas dos furos. Nos gabaritos os furos são de aço endurecido e podem ser substituídos quando desgastados Fixação e ajuste da ferramenta na máquina Normalmente na extremidade inferior da árvore de trabalho há um furo cônico (cone Morse ou ISO), que é uma das características importantes da máquina. Neste cone podem ser fixados diretamente ferramentas de haste cônica ou um mandril universal tipo Jacobs (Fig. 21.9a) para fixação de ferramentas de haste cilíndrica. Como a fixação em cone Morse ocorre por força de pressão, a retirada de

 Mandril universal tipo Jacobs; (b) Retirada de mandril ou ferramenta do")
177 176 uma ferramenta ou de um mandril porta ferramenta é feita por meio de uma cunha introduzida em uma ranhura existente na árvore, como mostra a Figura 21.9b. Figura 21.8 Diferentes dispositivos de fixação. (a) (b) Figura 21.9 (a) Mandril universal tipo Jacobs; (b) Retirada de mandril ou ferramenta do cone Morse.
 por onde escoa o cavaco. O ângulo de ponta vale 90 o 150 o de acordo com a dureza do material a furar, sendo o ângulo de 118 o o mais comum de se encontrar. A Figura 22.")
178 PROCESSO DE FURAÇÃO: BROCAS Introdução As brocas são as ferramentas de abertura de furos que, em geral, possuem de 2 a 4 arestas de corte (gumes) que formam o ângulo de ponta () e sulcos (em geral, helicoidais) por onde escoa o cavaco. O ângulo de ponta vale 90 o 150 o de acordo com a dureza do material a furar, sendo o ângulo de 118 o o mais comum de se encontrar. A Figura 22.1 mostra exemplos de brocas helicoidais de metal-duro. Figura 22.1 Brocas de metal-duro Sandvik Coro-Drill Delta-C Tipos de Brocas A ferramenta mais antiga para a abertura de furos é a broca chata, obtida pelo processo de achatamento a quente de uma parte de uma barra cilíndrica (Fig. 22.2a). Ela é formada por duas arestas principais de corte formando o ângulo. São utilizadas em furações pouco profundas em materiais frágeis, como ferro fundido, bronze e latão. Possuem momento de torção (torque) limitado. As brocas helicoidais de aço-rápido (Fig. 22.2b) são as ferramentas mais usadas na execução de furos. Os tipos de broca mais comuns são: cilíndrica, de centro, calçada com pastilha e múltipla. A broca de centro (Fig. 22.3a) tem a função de iniciar o furo de uma peça, isto é, fazer um pequeno furo para que a ponta da broca não saia da posição desejada. Sua alta rigidez impede que ocorra flambagem e que o furo seja executado fora do local correto, já que ela possui um diâmetro relativamente grande em relação ao seu comprimento. As brocas de aço-rápido calçadas com inserto (Fig. 22.3b) de maior resistência a quente são indicadas para furação de materiais de maior dureza e/ou para obter-se rendimentos superiores. Observase que a as pastilhas são soldadas ao corpo da broca, fazendo a função da aresta cortante. Similares às brocas calçadas há as brocas com pastilhas intercambiáveis (brocas com dentes postiços), largamente utilizadas em altas produções e em máquinas CNC, devido à rapidez e simplicidade em se manter a aresta cortante (gume) afiada. A Figura 22.4 apresenta uma aplicação desta ferramenta. Prof. André João de Souza
. As brocas múltiplas ou escalonadas (Fig. 22.5) são especialmente afiadas para executar furos complexos em apenas uma operação.")

179 178 (a) (b) Figura 22.2 (a) Broca chata; (b) Elementos básicos de uma broca helicoidal. (a) (b) Figura 22.3 (a) Broca de centro; (b) Broca calçada com inserto soldado. Figura 22.4 Exemplo de aplicação de broca com pastilhas de metal-duro (AB Sandvik Coromant). As brocas múltiplas ou escalonadas (Fig. 22.5) são especialmente afiadas para executar furos complexos em apenas uma operação. Como se pode observar, as possibilidades são muito grandes. Sua aplicação é voltada para grandes produções onde o custo de preparação de brocas especiais acaba se diluindo na execução de grandes lotes em tempos mais reduzidos. Figura 22.5 Brocas múltiplas ou escalonadas.

, como na Figura 22.")
 (b) Figura 22.7 (a) Brocas com canais internos para lubrificação/refrigeração; (b) Broca anular. 22.3. Geometrias de Broca A Figura 22.")
180 179 As brocas canhão, que tem um único fio cortante são indicadas para execução de furos profundos, entre 10 e 100 vezes o seu diâmetro. A Figura 22.6 ilustra estas brocas especiais. Figura 22.6 Exemplo de brocas canhão (AB Sandvik Coromant). Também se devem citar as brocas com canais internos para fluido lubrirrefrigerante. Como pode-se observar na Figura 22.7a (vide detalhe na Fig. 22.6), o refrigerante é enviado diretamente para a região de formação do cavaco, evitando o superaquecimento da ferramenta e auxiliando na remoção de cavacos. Permite ainda a usinagem de furos relativamente profundos em um único aprofundamento. Existem também as brocas anulares (também chamadas de serra-copo), como na Figura 22.7b, que permitem executar furos de grandes diâmetros com menor geração de cavaco. Esta broca remove apenas um anel de material, e a cápsula resultante pode até ser utilizada como matéria-prima. (a) (b) Figura 22.7 (a) Brocas com canais internos para lubrificação/refrigeração; (b) Broca anular Geometrias de Broca A Figura 22.8 mostra os componentes básicos de uma broca helicoidal definidos como: Diâmetro (D): é medido entre as duas guias da broca. Em geral tem tolerância dimensional h8. Sulcos helicoidais: criar espaço para a remoção de cavacos. Duas arestas principais de corte: corte direto do cavaco (flancos principais); o ângulo formado entre as duas arestas principais é chamado ângulo de ponta (). Aresta transversal de corte: situado na ponta, liga as arestas principais de corte. Guias e rebaixos: a guia é o 1º flanco secundário e o rebaixo o 2º flanco secundário (superfície secundária de folga).

181 180 Figura 22.8 Componentes básicos de uma broca helicoidal. Haste cônica ou cilíndrica: destina-se à fixação da broca na máquina. Em brocas de diâmetro D até 15 mm, usam-se em geral brocas de haste cilíndrica e a fixação à máquina se dá por mandril. Em brocas de diâmetros superiores a 15 mm, prefere-se prender a broca a um cone Morse, que por sua vez é preso à máquina, o que possibilita maior força de fixação. Núcleo: parte interior da broca de diâmetro igual a 0,16D. Serve para conferir rigidez à broca. Guias: a superfície externa de uma broca helicoidal apresenta duas regiões (uma em cada aresta de corte) que têm diâmetro maior que o das paredes da broca. Tais regiões são denominadas guias. Têm duas funções básicas: (a) guiar a broca dentro do furo; (b) evitar que toda a parede externa da broca atrite com as paredes do furo, diminuindo assim os esforços necessários à furação. Canais helicoidais: são as superfícies de saída da ferramenta. Os ângulos de hélice () serão discutidos na seção 3.2. O comprimento do canal helicoidal também pode variar dependendo do diâmetro da broca e do comprimento do furo que se deseja. Além das brocas normais (tipo N, H e W), existe uma infinidade de outros tipos: para furos profundos, brocas extracurtas (onde uma maior rigidez é necessária), brocas escalonadas (para furos passantes escalonados), brocas de calibração (calibrar ou alargar furos fundidos, pré-estampados ou pré-furados) etc. O tamanho da ferramenta corresponde à primeira restrição ao processo de furação; este engloba o menor e o maior diâmetro disponíveis. As características de uma broca, além de sua forma, são: dimensão, material e os ângulos (de ponta, de folga e de hélice ), mostradas na Figura (a) (b) (c) Figura 22.9 Ângulos de uma broca helicoidal: (a) ângulos de ponta ( = 118 ) e posição ( r = 59 ); (b) ângulo de folga ( = 9~15 ); (c) ângulo de hélice (no diâmetro externo, = 40 ).
182 181 O ângulo de ponta () corresponde ao ângulo formado pelas arestas principais da broca, que devem ter o mesmo comprimento. Este também é determinado pela dureza do material que será usinado. O ângulo de folga () tem a função de reduzir o atrito entre a broca e a peça e facilitar sua pene-tração no material; vale 9 o 15 o. Também deve ser determinado de acordo com o material da peça a ser furada. Quanto mais duro o material, menor deve ser. O ângulo de hélice () auxilia no desprendimento do cavaco. Coincide, no diâmetro externo da broca, ao ângulo de saída (). Determinado de acordo com o material a ser usinado. Quanto mais duro o material menor deve ser. As brocas helicoidais são classificadas pelo seu diâmetro externo (D) e pelo seu ângulo de hélice () ou saída (). De maneira geral, as brocas normalizadas são classificadas como W, N e H (Fig ): Brocas tipo W: indicadas para materiais macios e/ou que produzem cavaco longo. Utiliza-se 130 o para usinagem de alumínio, zinco, cobre, madeira e plástico. Brocas tipo N (normal): indicadas para materiais de tenacidade e dureza normais (medianos). Aplicase 118 o em aço macio, f o f o maleável, latão e níquel e 130 o para aço de alto carbono. Brocas tipo H: indicadas para materiais duros e frágeis e/ou que produzam cavaco curto (descontínuo). Em geral, utiliza-se 80 o para materiais prensados, ebonite, náilon, PVC, mármore e granito; 118 o em ferro fundido duro, latão, bronze, Baquelite 18 e Celeron 19 ; 140 o para aços de alta liga. (a) (b) (c) Figura Classificação das brocas normalizadas: (a) tipo H; (b) tipo N; (c) tipo W Quando uma broca comum não proporciona um rendimento satisfatório em um trabalho específico e a quantidade de furos não justifica a compra de uma broca especial, podem-se fazer algumas modificações nas brocas tipo N e obter resultados melhores: Pode-se aumentar o ângulo da ponta (), tornando-o mais obtuso (acima de 118 o ) e melhorando os resultados na furação de materiais duros, como aços de alto carbono (Fig a). 18 BAQUELITE é uma resina sintética, quimicamente estável e resistente ao calor, que foi o primeiro produto plástico. Trata-se da junção do fenol com o formaldeído (aldeído fórmico), formando um polímero chamado polifenol. 19 CELERON é um fenólico com base em tecido de algodão, formando um material denso obtido a partir da aplicação de calor e pressão sobre o tecido impregnado. O tecido de algodão garante maior resistência mecânica. Resiste a óleos, graxas, água do mar, corrosão e mudanças bruscas de temperatura. É um material isolante de baixa tensão e de fácil usinagem. Aplicações: buchas, anéis, mancais, guias...
 bastante obtuso (acima de 130 o ), reduz bastante estes problemas (Fig. 22.11b).")
. (a) (b) (c) Figura 22.11 Modificações nas brocas tipo N: (a) aumento de acima de 118 o ; (b) aumento de acima de 130 o ; (c) chanframento da aresta de corte 22.4.")


183 182 Na furação de chapas finas têm-se frequentemente duas dificuldades: furos não redondos e muitas rebarbas. A reafiação da broca, para que fique com um ângulo de ponta () bastante obtuso (acima de 130 o ), reduz bastante estes problemas (Fig b). Para a usinagem de ferro fundido, recomenda-se utilizar uma broca com ângulo de ponta = 118 o com as partes externas das arestas de corte (gumes) afiadas com aproximadamente 90 o entre elas em cerca de 1/3 do comprimento (Fig c). (a) (b) (c) Figura Modificações nas brocas tipo N: (a) aumento de acima de 118 o ; (b) aumento de acima de 130 o ; (c) chanframento da aresta de corte Afiação de Brocas A afiação da ponta da broca é realizada através de ferramentas abrasivas para a construção e manutenção das arestas de corte das brocas para que estas possam ser utilizadas no processo de furação. A afiação é um dos fatores responsáveis pela qualidade dos furos e uma geometria adequada de afiação reduz os esforços de corte na furação. O tipo de afiação de broca mais conhecido e aplicado é a afiação em cone de revolução ou simplesmente afiação cônica. Este tipo de afiação apresenta como vantagem a facilidade de fabricação e o seu bom comportamento na furação da maioria dos materiais usinados. O desempenho das brocas helicoidais evoluiu de forma significativa com o surgimento de novos procedimentos e afiações, tais como: afinação da aresta transversal (Fig a); correção do ângulo de saída com afinação da aresta transversal (Fig b); afiação cruzada (Fig c); afiação com ângulo de ponta duplo (Fig d); afiação com ponta de centragem (Fig e); afiação em S (Fig f). (a) Forma A (b) Forma B (c) Forma C (d) Forma D (e) Forma E (f) Forma S Figura Afiações da ponta da broca. Para a furação de materiais de difícil corte, novas geometrias têm sido desenvolvidas para facilitar a remoção dos cavacos da região de corte e reforçar as arestas e as pontas da broca. Estas brocas com novas geometrias possuem, além da aresta transversal de corte afinada pela afiação cruzada, pequenos

184 183 chanfros nas extremidades das arestas de corte ou ainda a ponta em forma de raio. Estas novas afiações para brocas ganharam impulso com o desenvolvimento das máquinas de comando numérico, uma vez que estas afiações exigem geometrias complexas com estreita tolerância geométrica e dimensional Materiais de Broca Com a utilização de Centros de Usinagem CNC no processo de furação, vários desenvolvimentos têm ocorrido com os materiais das brocas, podendo-se citar: Broca de aço-rápido revestidas com TiN: possibilitou um substancial aumento da velocidade de corte e/ou vida da ferramenta em relação à broca de aço-rápido sem revestimento (Fig a). Broca inteiriça de metal-duro: quando o furo é pequeno (D 20 mm) e a máquina possui rotação, rigidez e potência suficientes, esta broca é uma boa alternativa (Fig b). Broca com pastilhas intercambiáveis de metal-duro: brocas deste tipo são inviáveis quando seu diâmetro D é pequeno (dificuldade na fixação de insertos). Porém, para brocas com D médio, essa é uma boa opção desde que, novamente, a máquina propicie sua utilização (vide Fig. 22.4). Brocas especiais: quando o furo tem diâmetro D muito grande e/ou comprimento L muito grande em relação à D (L/D grande), estes tipos de brocas podem ser usados (vide Fig. 22.6). (a) (b) Figura Exemplo de brocas AB Sandvik Coromant: (a) de aço-rápido revestidas com TiN; (b) inteiriças de metal-duro Vida da Broca Vida de uma broca é o tempo que a mesma trabalha efetivamente, até perder a sua capacidade de corte, dentro de um critério previamente estabelecido. Atingindo este tempo, a broca deve ser reafiada ou substituída. Logo a vida da broca é o tempo entre duas afiações sucessivas necessárias, no qual ela trabalha efetivamente. A perda da capacidade de corte é avaliada geralmente através de um valor limite de uma grandeza de desgaste medida na ferramenta ou na peça (através da rugosidade ou variação de diâmetro). A rugosidade e o diâmetro da peça sofrem outras influências além do desgaste da ferramenta, devido às alterações térmicas, elásticas e comportamento dinâmico do sistema MFP (máquina, ferramenta e peça). Somente em processos de acabamento justifica-se um monitoramento da peça (ao lado de um da ferramenta). Em geral, nos processos de desbaste (onde se inclui a furação) as tolerâncias dimensionais e rugosidade têm menor importância, sendo os limites de desgaste definidos pela solicitação térmica e/ou mecânica máxima da ferramenta.
 pela soldagem por fricção (caldeamento) no fundo do furo e consequente quebra, no entanto, só é utilizado por alguns pesquisadores para caracterizar uma")
185 184 Na furação podem ser adotados diversos critérios de fim de vida para a broca. O colapso da ferramenta (destruição da ponta) pela soldagem por fricção (caldeamento) no fundo do furo e consequente quebra, no entanto, só é utilizado por alguns pesquisadores para caracterizar uma situação final bem definida e em testes de recepção de materiais. Quando o objetivo é a reutilização da broca por reafiação, a marca de desgaste nos flancos principais, secundários e de quina são tomados como referência. Por vezes considera-se o critério de fim de vida baseado no desgaste de flanco (0,4 mm VB 0,8 mm), no desgaste das guias VB NS e na profundidade de cratera KT. O desgaste total da broca compreende os desgastes de flanco (superfície de folga), das guias, de cratera, de quina e da aresta (ou gume) transversal (Fig ). Como os mais comumente encontrados são os dois primeiros (VB e VB NS ), justifica-se a escolha destes para estabelecer o critério de fim de vida da broca. Em geral, as brocas devem apresentar VB 0,3 mm, medido no maior ponto. Figura Tipos de desgastes em brocas helicoidais Os desgastes mais importantes para uma broca helicoidal são os desgastes da quina e da guia da broca. Na quina, a velocidade de corte atinge o valor máximo, resultando em uma maior carga térmica. Como consequência, a quina sofre um arredondamento que se estende até a guia. As guias são então exigidas pelo atrito, podendo até chegar a atuar como uma aresta cortante. Os desgastes de quina e de guia têm influência sobre a superfície gerada pela broca, ou seja, o diâmetro do furo e a qualidade da superfície. O desgaste da guia deve ser completamente eliminado pela reafiação da broca. O valor admissível para o desgaste da guia, portanto, é determinado pelos custos da ferramenta e de reafiação; no entanto, depende de uma análise econômica detalhada. Recomenda-se que o desgaste de guia não ultrapasse 0,08D ou 2,55 mm (o menor dos dois valores). No flanco de ambas as arestas principais de corte desenvolvem-se grandes marcas de desgaste, que aumentam à medida que a broca aproxima-se do seu fim de vida. Quanto maior a velocidade de corte, maiores serão as marcas de desgaste da periferia da broca em relação ao centro. Para maiores valores de avanço ocorre o inverso. O desgaste da aresta transversal de corte é basicamente mecânico devido ao ângulo de saída negativo ( 60 o ) e às baixas velocidades de corte, levando a uma grande flutuação da operação de corte. Este desgaste tem um efeito de autoafiação da aresta cortante, o que é compensado pala formação da APC devido à baixa velocidade de corte. O desgaste de cratera ocorre na face da ferramenta e coincide com a região de temperaturas mais elevadas na cunha da ferramenta, de forma que ele é causado tanto por fenômenos correlacionados com a temperatura, como também por mecanismos abrasivos mecânicos. Um desgaste de cratera excessivo enfraquece a aresta de corte e aumenta o risco de quebra.



.")



.")
186 185 Avarias da aresta de corte (lascamentos; fissuras transversais e longitudinais; deformação plástica) são decorrentes de solicitações térmicas e mecânicas excessivas. Elevadas forças de corte podem levar a microlascamentos e lascamentos da aresta ou da quina, principalmente quando o ângulo (ou ) é pequeno ou o material da peça é frágil. Nestes lascamentos a linha de fissura é definida pela direção da força de usinagem. Interrupções de corte também podem provocar lascamentos, sobretudo na usinagem de materiais tenazes que apresentam cavacos que facilmente caldeiam ou soldam na face da broca. Microlascamentos ocorrem na usinagem de materiais duros e com inclusões duras. O material de broca mais susceptível a estes tipos de solicitações localizadas é o metal-duro, principalmente nos processos com seções de usinagem muito pequenas (p. ex.: alargamento e brochamento). Solicitações alternantes (corte interrompido) levam à fadiga térmica e mecânica da cunha. As rápidas variações da força de usinagem podem levar a fissuras transversais. Na furação com brocas de pequeno diâmetro (D < 3 mm) e na furação profunda (L 2,5D), é comum a quebra da ferramenta devido ao trancamento de cavacos e furação torta, levando a um fim de vida prematuro da ferramenta. A Figura ilustra alguns dos principais problemas que ocorrem em brocas. Aresta postiça de corte Desgaste de flanco excessivo Desgaste de cratera Deformação plástica Desgaste da aresta transversal Lascamento na quina Lascamento na aresta principal Trincas térmicas nas guias Quebra Figura Principais falhas na ferramenta de corte (Sandvik Coromant). Durante a usinagem, a broca helicoidal encontra-se sujeita aos esforços axiais, de flexão e de torção. O torque estático necessário para a quebra da broca helicoidal é bem superior aos momentos que atuam durante a usinagem normal; porém, o desgaste da broca leva às oscilações do torque que ultrapassam o limite de resistência à fadiga da broca. Portanto, a quebra ou o lascamento de uma broca, normalmente ocorre devido ao esforço alternante ocasionado pelo desgaste da guia e quina.
187 186 Os possíveis danos causados por uma quebra parcial ou total de uma broca são: danificações dos rolamentos do eixo-árvore e dos elementos de transmissão (polias, correias, acoplamentos) da máquina; destruição dos elementos de fixação da broca (pinça, mandril) e danificação das conexões (cone Morse, ABS, HSK); incrustação de pedaços de metal na peça; danificação do dispositivo de fixação e do local de colisão da peça. Em máquinas supervisionadas, estes danos podem ser evitados, pois ocorrem dentro do intervalo de reação do operador; porém, em máquinas automáticas, danos maiores ocorrem se não houver nenhum dispositivo de proteção. Fazendo uma análise rigorosa dos desgastes da broca, é possível concluir: se o tipo de broca, se as condições de corte, ou ainda, se a afiação da ponta está correta para a tarefa em execução. Assim: Achatamento da aresta transversal de corte: indica que o avanço (f) está excessivo. Deterioração excessiva das quinas: indica uma velocidade de corte (v c ) muito elevada. Marca de desgaste uniforme nos flancos (superfície de folga): mostra que o avanço (f) e a velocidade de corte (v c ) estão corretos. Grande aderência de material na face (superfície de saída) indica que o ângulo de saída () da broca é muito pequeno para o material que está sendo furado. Leve adesão de material no flanco ou polimento da superfície, perto da ponta da broca: indica que o ângulo de folga () está muito pequeno ou que o avanço (f) escolhido é muito grande. Adesão de material nas guias: indica ou que a broca não tem redução de diâmetro em direção à haste, ou que ocorrem forças transversais pela afiação assimétrica das arestas principais de corte. Adesão de material no final dos canais da broca: indica que o comprimento da hélice é muito pequeno. Frequentes saídas da broca, para remoção do cavaco, podem eliminar o problema.

 e, por conseguinte, desvios de forma e de posição do furo (ovalização e excentricidade).")

188 PROCESSO DE FURAÇÃO: OPERAÇÕES DE CORTE Introdução O ângulo de saída () das brocas helicoidais diminui no sentido da periferia para o centro, sendo que se têm ângulos muito negativos próximos ao centro. Este fato, somado aos baixos valores de v c e à presença da aresta transversal, faz com que as condições de corte nessa região sejam desfavoráveis. Por isso, a força de avanço (força de penetração da broca) fica elevada, gerando deformação (flexão e flambagem) da broca (principalmente para brocas com D pequeno) e do eixo-árvore (principalmente para máquinas-ferramenta pouco rígidas) e, por conseguinte, desvios de forma e de posição do furo (ovalização e excentricidade). A deformação plástica do material no fundo do furo aumenta ainda mais a força de avanço necessária (encruamento em materiais dúcteis). Por causa disso, faz-se necessário minimizar o problema do corte no centro do furo. Uma das ações mais adotadas é o chanframento do gume transversal, que além de diminuir o tamanho da aresta de corte (gume), aumenta o valor do ângulo de saída () da broca nessa região. Uma segunda opção é a execução de um pré-furo com diâmetro maior que o diâmetro do gume transversal (soluciona o problema, mas aumenta os custos pela introdução de uma operação extra). Algumas brocas com pastilhas intercambiáveis de metal-duro possuem, em uma de suas arestas de corte, pastilha somente na periferia da broca e, na outra aresta cortante, pastilha somente na região central, como mostra a Figura Assim, pode-se usar na periferia uma pastilha com material e geometria adequada para as altas velocidades de corte inerentes a essa região, a mesma coisa acontecendo para o inserto central, isto é, neste usa-se uma pastilha com material e geometria adequados para as condições do corte nessa região. Além disso, o inserto central, em geral, possui quebra-cavacos na sua superfície de saída, facilitando a expulsão dos fragmentos de material removido da região de corte. Figura 23.1 Broca com insertos intercambiáveis de metal-duro no centro e na periferia (Sandvik CoroDrill 880) Outro problema é a lubrificação/refrigeração da região de corte. Algumas vezes as brocas são dotadas de canais internos que possibilitam a introdução do fluido lubrirrefrigerante pressurizado pelo interior da mesma a fim de que a região de corte, no fundo do furo, possa ser alcançada (Fig. 23.2). Além do mais, a capacidade do lubrirrefrigerante em remover os cavacos da zona de corte dependerá da viscosidade e da vazão do fluido. Prof. André João de Souza




189 188 Figura 23.2 Broca Iscar com canais internos de lubrificação/refrigeração O processo de furação a seco ainda deve ser mais bem estudado, uma vez que fluidos ainda precisam ser utilizados porque promovem a lubrificação, a refrigeração e a expulsão dos cavacos, evitando que estes se soldem por fricção (caldeamento) na aresta de corte e no furo. Sem a utilização de fluido, a rugosidade de um furo pode ser duas vezes maior do que quando se utiliza fluido lubrirrefrigerante. Assim, métodos alternativos de refrigeração para processos mais exigentes devem ser propostos e pesquisados, coberturas de ferramentas também devem apresentar características superiores para suportarem altas taxas de calor e ao mesmo tempo proporcionarem um efeito lubrificante como tem acontecido atualmente. Desta forma, novas ferramentas e coberturas devem permitir um equilíbrio entre a melhoria das condições de corte e o meio ambiente sem afetar a produtividade e não gerando altos custos de implantações e modificações do atual chão de fábrica conhecido. Com relação às operações de corte em processos de furação, elas podem ser classificadas de acordo com as características requeridas no furo realizado, conforme mostra a Figura (a) Em cheio (b) Com pré-furo (c) Escalonada (d) De centro (e) Profunda (f) Trepanação Figura 23.3 Exemplos de operações de corte em furação Furação em Cheio e com Pré-Furo Muitas vezes, para se abrir um furo com broca helicoidal, necessita-se primeiro fazer um furo de centro para que a broca não realize um corte excêntrico já a partir do início do furo (Fig. 23.4). Devido a


190 189 pouca rigidez e potência das furadeiras convencionais, muitas vezes é necessário usinar um pré-furo de diâmetro menor primeiramente para a execução de um furo de diâmetro médio. Figura 23.4 Bloco de ferro fundido nodular com 24 pré-furos aguardando a furação. Entretanto, o uso de brocas de metal-duro em máquinas modernas (com alta rotação e alta rigidez) permite a obtenção de furos mais precisos (da ordem de IT9 43 m para furos entre 10 mm e 18 mm), muitas vezes sem a aplicação de furos de centro e/ou pré-furos. Muitas destas brocas possuem geometria com função autocentrante, isto é, a geometria da broca é tal que evita (ou minimiza) a realização de furos excêntricos, mesmo sem o uso de furos de centro ou buchas-guia (Fig. 23.5). Figura 23.5 Broca Dormer tipo Hydra com cabeça intercambiável e geometria autocentrante Furação Escalonada A furação escalonada consiste da abertura de um furo com dois ou mais diâmetros simultaneamente. O objetivo é aumentar a produtividade realizando simultaneamente furos de diâmetros menores e maiores, e eliminando o tempo de parada para a troca de ferramentas. Pode-se empregar o processo de furação escalonada também quando existe a necessidade de rebaixos em peças para ocultar cabeças de parafusos ou porcas. As brocas para furação escalonada (vide Cap. 22 Fig. 22.5) possuem dois ou mais diâmetros retificados em brocas padronizadas. Geralmente, são utilizadas na usinagem de furos com dois ou mais diâmetros diferentes ou para operações combinadas de furação, chanframento ou alargamento. Para maior rigidez, o diâmetro menor da broca escalonada deve ser maior do que o diâmetro do seu núcleo.
: 1.")

191 190 Quando se utiliza uma ferramenta com vários diâmetros, o desafio é conseguir uma boa quebra de cavaco de todas as arestas em corte. Em materiais de cavacos longos, como o aço com baixo teor de carbono e aços inoxidáveis, os testes iniciais deverão ser feitos em etapas (Fig. 23.6): 1. Inicialmente, verifica-se a formação de cavacos na broca. 2. Em seguida, verifica-se a formação de cavacos na aresta de escalonamento. 3. Por fim, verifica-se a formação de cavacos na aresta de chanfrar. Figura 23.6 Furação escalonada Furação de Centros A furação de centros visa obter furos centrais para posterior uso, como apoio de peças de grande comprimento em contrapontos de cabeçotes móveis de tornos. Este processo é similar ao processo de furação escalonada. Entretanto, produz um furo cego, geralmente com pequenas dimensões, e o diâmetro maior da broca produz apenas uma quebra de quina gerando o apoio. As brocas para furação de centro (vide Cap. 22 Fig. 22.3a), como expressado pelo próprio nome, geralmente é utilizada para a confecção de furos de centro em peças de revolução que serão usinadas entre pontas. Na verdade, trata-se de ferramenta combinada de furar e escarear. Vale salientar que a sua alta rigidez impede que ocorra flambagem e que o furo seja executado fora do local correto, já que ela possui um diâmetro relativamente grande em relação ao seu comprimento. A Figura 23.7 mostra a imagem de uma furação de centro realizada por um torno em uma peça de bronze. Figura 23.7 Exemplo de uma operação de furação de centro em peça de bronze Furação Profunda em Cheio Cada processo é capaz de produzir furos até certa profundidade. Esta capacidade é uma função tanto dos processos quanto do movimento da árvore. É função também do comprimento da ferramenta, da capacidade de remoção dos cavacos, e também do diâmetro e do comprimento do furo. Um dos problemas do processo de furação é a saída (expulsão) dos cavacos de dentro do furo. Se os cavacos não forem formados de maneira tal que propiciem sua fácil retirada, eles podem provocar o

192 191 entupimento do furo, aumento do torque (momento de torção) necessário e a consequente quebra da broca. A quebra de uma broca dentro de um furo é um problema grave, pois além da perda da ferramenta, a retirada da ferramenta do interior do furo é, em geral, uma tarefa cara e demorada que, muitas vezes, ocasiona a rejeição da peça. Se for levado em conta que um furo é normalmente um pequeno detalhe de uma peça bem maior, tal rejeição pode representar perda substancial. Outro problema é a falta de retilineidade da linha de centro (principalmente em furos profundos). Em geral, a melhor retilineidade é alcançada quando tanto a peça quanto a ferramenta giram. Se isto não é possível, a melhor opção é girar apenas a peça (p.ex. furos em tornos). A pior condição com respeito ao desvio da linha de centro se obtém quando a ferramenta é dotada de rotação e a peça permanece parada (que ocorre na grande maioria das furadeiras e centros de usinagem). Dentro desta abordagem, é necessário gerar cavacos que tenham uma geometria que facilite sua remoção do furo. Se o cavaco formado tiver a forma de fita, será complicado extraí-lo; cavacos helicoidais ou em lascas são os que podem ser mais facilmente removidos dos furos (Fig. 23.8). Quão mais profundo for o furo, mais difícil é a remoção do cavaco. Por isso faz-se necessário utilizar um ciclo de operações que retire repetidamente a broca de dentro do furo durante o processo (o que gera tempos passivos extras pela interrupção frequente do processo) para que o cavaco e o calor possam ser removidos, principalmente quando o material que está sendo usinado gera cavacos longos. Geralmente se utiliza quando L/D > 5. Figura 23.8 Exemplo do cavaco removido em furação. A furação profunda é a usinagem de furos com uma faixa de profundidade de diâmetro relativamente grande. Enquanto que as técnicas normais de furação produzem furos cuja profundidade pode raramente alcançar mais que cinco vezes o diâmetro (L/D < 5), na furação profunda a faixa pode chegar a 150:1. Qualquer furo mais profundo que dez vezes o diâmetro (L/D > 10) deve ser, aliás, considerado um furo profundo, requerendo uma técnica especial de furação. Tanto brocas helicoidais de aço-rápido quanto brocas de metal-duro inteiriças ou com insertos (pastilhas) intercambiáveis são aplicáveis somente para furação de furos curtos com diâmetros pequenos e médios (L/D < 5). Furos profundos (L/D >> 5) e/ou com diâmetros grandes (D > 120 mm) necessitam brocas especiais Broca canhão A broca canhão, semelhante à broca de canais retos, possui remoção externa de cavaco na obtenção de furos com diâmetro de 3 a 20 mm. Normalmente é dotada de pastilhas de metal-duro em sua parte cortante (cabeça ou ponta). Dependendo do comprimento da haste, possibilita a realização de furos muito compridos com qualidade IT9. A Figura 23.9 mostra o princípio de funcionamento deste tipo de broca.
.")

193 192 Figura 23.9 Furação com broca canhão A haste da broca canhão é vazada. Assim, o fluido de corte é inserido dentro dela em todo o seu comprimento a partir de uma entrada externa e empurrado para fora pelos furos na cabeça cortante (ponta). A haste da broca possui um canal externo com formato em V, ou seja, um canal ao longo de todo o seu comprimento, e a pressão do fluido empurra os cavacos para fora através desse canal ao longo da parte externa da broca e, portanto, para fora do furo. A broca canhão pode ser aplicada em um centro de usinagem convencional, mas é necessária alta pressão do fluido de corte Broca BTA ou STS A broca canhão com remoção interna de cavaco (BTA) também conhecida como broca com sistema de tubo único (STS) é destinada a furos com diâmetros de 18 a 64 mm e comprimento de até aproximadamente 1 m. A profundidade do furo somente é limitada pelo equipamento e ferramental disponível. Consegue realizar furos com qualidade IT10. A Figura mostra uma broca BTA/STS em furação profunda. Figura Furação profunda com broca BTA/STS. A alta pressão empurra o fluido de corte para fora do tubo da broca (entre a broca e o furo). A haste da broca é vazada. Assim, a pressão do fluido empurra os cavacos para dentro do corpo da broca através de um espaço especial na cabeça da broca. Com a pressão, o cavaco é deslocado para fora através do tubo da broca. A pressão do fluido de corte faz com que o sistema STS seja mais confiável que o sistema Ejector, especialmente na furação de materiais onde uma boa quebra de cavacos seja de difícil obtenção (por exemplo, na furação de aços com baixo-carbono e aços inoxidáveis). A broca BTA é sempre a primeira escolha para furos profundos Broca Ejector A cabeça da broca Ejector é idêntica à da broca BTA, difere desta pelo sistema de retirada do cavaco. A Figura mostra o princípio da furação profunda realizada com a broca Ejector.


194 193 Na broca Ejector, o sistema de condução do fluido de corte pressurizado até a região de corte é constituído de dois tubos concêntricos. O fluido de corte é inserido na broca entre os dois tubos, ou seja, inteiramente dentro do corpo da broca, não externamente, e os cavacos são expelidos através do tubo interno, também dentro do corpo da broca. Figura Furação profunda com broca Ejector. O tubo interno possui alguns furos em sua parede que permitem que parte do óleo que está a caminho da cabeça da broca pelo tubo externo, retorne pelo interno, gerando uma pressão negativa neste tubo que ajuda na retirada do cavaco. Esse sistema requer menos pressão do fluido que o sistema STS e pode ser instalado usualmente em máquinas-ferramentas convencionais sem grande reconstrução. A aplicação e a qualidade do furo, obtidas pela broca Ejector, são idênticas às da broca BTA Trepanação Quando o furo é muito grande (diâmetro acima de 120 mm) e não se tem um pré-furo realizado em operação anterior, a furação com a broca helicoidal causaria grande desperdício de material na forma de cavaco e consumiria muito tempo e muita potência (energia) de usinagem. Para este caso têm-se como opção as brocas ocas para trepanação, que somente usinam a periferia do furo, mantendo intacto o material da parte central, ou seja, em vez de remover todo o material na forma de cavacos, é deixado um tarugo redondo inteiriço no centro do furo. Consequentemente, este tipo de broca só pode ser usado em furos passantes. A Figura ilustra a operação de trepanação em furação. Figura Operação de trepanação em furação. O método é usado principalmente quando a potência da máquina é limitada, uma vez que a potência exigida é menor que na furação em cheio. Pode ser usada também no caso de peças grandes e caras, onde pode ser difícil obter material de amostra apropriado. O núcleo pode então ser usado para amostras de testes e análise de material. Particularmente no caso em que o material é caro, o núcleo pode ser recuperado e usado para outros fins.
 e, depois, o furo passa por operações de acabamento tais como: (a)")
 Rebaixamento (b) Alargamento cilíndrico (c) Brochamento interno (d) Torneamento interno (e) Retificação interna (f) Brunimento Figura 23.13")
 que é uma saliência cilíndrica em sua ponta com diâmetro igual ao diâmetro do furo a ser rebaixado. O piloto pode ser fixo ou postiço.")

195 Ferramentas e Operações Auxiliares Em furos de precisão, normalmente emprega-se uma broca helicoidal (operação de desbaste) e, depois, o furo passa por operações de acabamento tais como: (a) rebaixamento; (b) alargamento; (c) brochamento interno; (d) torneamento interno (e) retificação interna e (f) brunimento. A Figura mostra tais processos. (a) Rebaixamento (b) Alargamento cilíndrico (c) Brochamento interno (d) Torneamento interno (e) Retificação interna (f) Brunimento Figura Exemplos de ferramentas e operações auxiliares Rebaixamento Trata-se do aumento do diâmetro inicial de um furo previamente aberto de modo a alojar a cabeça de um parafuso. A ferramenta possui um piloto (ou guia) que é uma saliência cilíndrica em sua ponta com diâmetro igual ao diâmetro do furo a ser rebaixado. O piloto pode ser fixo ou postiço. O piloto fixo é parte integrante da ferramenta. O piloto postiço pode ser substituído, pois é fixado com um parafuso. Isto permite o uso do rebaixador em diferentes diâmetros e/ou sua substituição no caso de desgaste. Sua retirada também facilita a operação de reafiamento do rebaixador. Uma variação do rebaixamento é o escareamento, em que é gerado um rebaixo cônico no início de um furo previamente aberto. Normalmente, este furo irá receber a cabeça cônica (escareada) de parafusos ou rebites. Existem alguns escareadores que possuem um ressalto cilíndrico em sua extremidade com a função de auxiliar na centragem do escareador, mantendo assim a concentricidade das operações Alargamento Consiste no aumento do diâmetro de um furo previamente aberto. Utilizam-se ferramentas denominadas alargadores. Tem por objetivo calibrar o furo dando-lhe diâmetro, cilindricidade e rugosidade que não se consegue com o uso de brocas convencionais. Os alargadores são fabricados em medidas padronizadas mais comuns. Para medidas específicas deve-se utilizar o alargador de expansão. Ele pode ser ajustado rapidamente na medida exata de um furo, pois suas lâminas deslizam no fundo de canaletas cônicas por meio de porcas reguláveis. Os alargadores de expansão possuem um grau de exatidão da ordem de 0,01 mm. A variação de seus diâmetros pode atingir alguns poucos milímetros para
196 195 os alargadores maiores. Além da vantagem de serem ajustáveis, suas lâminas podem ser facilmente afiadas por serem removíveis. Isto também permite que sejam substituídas quando danificadas. Esta operação também pode ter como objetivo gerar um furo cônico. Para isto faz-se uso de alargadores cônicos. Também se podem encontrar alargadores com pastilhas intercambiáveis. Pode-se citar ainda que o alargamento também pode ser realizado manualmente, com a ajuda de um acessório denominado desandador. O alargamento é utilizado em furos de pequenos diâmetros (geralmente menores de 20 mm) quando se deseja uma tolerância na faixa de IT7 ( 18 m para diâmetros entre 10 mm e 18 mm) Brochamento interno O brochamento interno é uma operação que permite modificar um furo vazado e transformar o perfil de uma peça. O objetivo dessa operação pode ser o de abrir cavidades para chavetas em furos cilíndricos ou o de transformar perfis de furos cilíndricos em perfis acanelados, estriados, quadrados, hexagonais etc. Essa operação é feita num furo aberto anteriormente por outro processo qualquer. O brochamento interno é comumente usado em furos passantes com diâmetros médios e grandes (frequentemente acima de 20 mm), lisos ou estriados, com tolerâncias na faixa de IT7 ( 21 m para diâmetros entre 18 mm e 30 mm). É uma operação bastante rápida. A brocha é uma ferramenta delicada e muito cara Torneamento interno O torneamento interno pode ser aplicado no acabamento de furos de diâmetros médios e grandes (comumente acima de 15 mm) em peças de revolução. Não possui limitação com relação ao volume de produção e pode obter furos de qualidade IT7. Com o desenvolvimento das máquinas-ferramentas, já se consegue em produção furos torneados com tolerância IT6 ( 13 m para diâmetros entre 18 mm e 30 mm) ou até menor (vide Cap. 17). A escolha da ferramenta é restrita devido ao diâmetro e ao comprimento do furo da peça, uma vez que a profundidade determina o balanço. Por conta disso, podem surgir combinações entre comprimento e diâmetro em que o corpo da ferramenta pode ficar frágil, gerando assim instabilidade na usinagem. Para evitar essa instabilidade existem opções de ferramentas com o corpo de aço, metal-duro e antivibratórias Retificação Interna A retificação interna é usada também em furos médios e grandes e se deseja tolerâncias mais apertadas, na faixa de IT5 ( 9 m para diâmetros entre 18 mm e 30 mm), de regra após ter sido realizado o tratamento térmico final da peça (a peça já endurecida). Muitas vezes, a retificação é realizada após o furo ter recebido uma das operações citadas nos itens anteriores. O fato de a operação exigir que o rebolo mantenha-se em balanço causa certa imprecisão no processo devido à deflexão do eixo porta-rebolo. Também, a necessidade de se ter um rebolo com pequeno diâmetro (entrar no furo a ser usinado) faz com que a velocidade de rotação tenha de ser alta (algo em torno de rpm) para que se possa ter velocidade periférica similar à da retificação externa. Maiores detalhes podem ser vistos no Cap. 31.
197 Brunimento Brunimento é um processo mecânico de usinagem por abrasão, empregado no acabamento de furos cilíndricos de revolução, no qual todos os grãos ativos da ferramenta abrasiva (Al 2 O 3 ou SiC com granulação fina) estão em constante contato com a superfície da peça e descrevem trajetórias helicoidais. Para tanto, a ferramenta ou a peça gira e se desloca axialmente com movimento alternativo. A diferença entre retificação e brunimento consiste na velocidade de rotação. No brunimento ela já é bem menor e o trabalho é feito com pressão maior, gerando melhor acabamento e maior precisão dimensional (tolerância IT4 ou ainda mais apertada abaixo de 6 m para diâmetros entre 18 mm e 30 mm). Por isso, este processo é normalmente empregado após a retificação Qualidade de Peças Furadas A análise do acabamento obtido em processos de furação normalmente é uma tarefa complexa, pois se trata de um processo de desbaste no qual o acabamento é obtido por outro processo. No entanto, todas as operações de acabamento em furos são utilizadas para produzir características exclusivas na peça, visando satisfazer as exigências específicas de tolerâncias. Por exemplo, o alargamento produz uma melhor retilineidade, enquanto o torneamento interno (mandrilamento) resulta num melhor paralelismo. Os processos de furação produzem furos que poderão ter diâmetros maiores ou menores do que o desejado. Da mesma forma existem tolerâncias dimensionais negativas e/ou positivas. Quanto às tolerâncias geométricas, a retilineidade e o paralelismo dependem do comprimento e do diâmetro do furo; por outro lado, a circularidade e o perpendicularismo dependem do processo. Erro de planicidade ocorre devido à deflexão na ferramenta (principalmente), excentricidade da ferramenta, erro na máquina etc. e depende da profundidade e da largura de corte, do comprimento e do diâmetro da ferramenta. A Figura esquematiza os erros de forma (diâmetro não uniforme), de posição (deslocamento do centro do furo), de circularidade (seção circular distorcida), dimensional (diâmetro resultante diferente da broca) e de rebarbação (rebarbas na entrada ou saída do furo). Figura Erros comuns na geometria do furo.

198 PROCESSO DE FURAÇÃO: ESFORÇOS DE CORTE & AVANÇO MÁXIMO PERMISSÍVEL Introdução A importância do conhecimento dos esforços de corte no processo de furação está relacionada com a determinação dos fenômenos que ocorrem na região de formação do cavaco, para a explicação de mecanismos de desgaste e como critério para a determinação da usinabilidade de um material. Durante a furação, verificam-se as seguintes resistências à penetração da broca devidas ao: corte do material nas duas arestas principais; corte e esmagamento do material na aresta transversal; atrito das guias com a parede do furo e entre a superfície de saída da broca e o cavaco. Uma broca helicoidal é submetida basicamente aos esforços de torção e compressão. Se os esforços em cada aresta principal de corte da broca não forem iguais (devido, principalmente, a uma afiação desigual das duas arestas), surgirá uma resultante radial diferente de zero (F p1 F p2 0), que provocará flexão na broca, podendo levá-la à ruptura. Em brocas de pequeno diâmetro (D 3,5 mm), a flambagem também deve ser levada em consideração. Quanto maior o esforço a que a broca é submetida, mais a furadeira é solicitada e maior é o risco de a broca se quebrar. Assim, baseando-se nos esforços de corte e nas características da ferramenta de corte e da máquina-ferramenta, é possível determinar o avanço máximo permissível para a realização de um desejado furo, acima do qual a furadeira não consegue mais realizar o corte e/ou a broca se rompe Esforços de Corte em Furação A Força de Usinagem (F) que atua sobre a cunha cortante durante a furação pode ser decomposta em três componentes (Fig. 24.1): força de corte (F c ), força de avanço (F f ) e a força passiva (F p ). Figura 24.1 Componentes ortogonais da força de usinagem em furação Força de Corte (F c ): predominantemente responsável pelo momento de torção (M t ) que atua na furação. O atrito das guias da broca e dos cavacos na parede do furo também contribui para o aumento de M t. Esta contribuição depende da qualidade da afiação e do fluido de corte utilizado. Prof. André João de Souza
199 198 Força de Avanço (F f ): decorrente da atuação da aresta transversal (corte deficiente e esmagamento do material) e da resistência ao corte (penetração) do material usinado. Esta força também recebe pequena contribuição do atrito do cavaco nos canais da broca. Vale salientar que, quando as arestas principais da broca não estão igualmente afiadas, os esforços são diferentes de uma aresta principal para outra, podendo causar flexão na ferramenta. Força Passiva (F p ): atuante em uma parcela da aresta principal de corte, a F p tem sentido oposto à força passiva atuante na outra. Presumindo-se que a geometria da ponta da broca tenha sido construída corretamente, a resultante é nula (F p1 F p2 = 0). Ela é desprezível quando comparada com as forças de corte (F c ) e as forças de avanço (F f ). Uma broca helicoidal durante o corte é basicamente submetida a esforços de torção (devido à rotação da broca) e esforços de compressão (devido ao avanço da broca). Assim, para se estimar os esforços de um processo de furação, basta calcular o M t e a F f do processo. No processo de furação com brocas helicoidais de aço-rápido, as componentes ortogonais da força de usinagem (avanço F f e passiva F p ) e o momento de torção (M t ) seguem os seguintes comportamentos (Fig. 24.2): A F f (verde) e o M t (vermelho) são diretamente proporcionais à largura máxima da marca de desgaste de flanco da broca (VB max ). A elevação da F f e do M t não possui repetitividade para a mesmo valor de VB max. A F p (azul) resultante não mostra variação com o desgaste (mantém-se em aproximadamente 100 N), pois o desgaste simultâneo das duas arestas principais de corte compensa o seu efeito. Apenas diferenças de desgaste podem ser reconhecidas. Figura 24.2 Forças de avanço (F f ), passiva (F p ) e momento torçor (M t ) em função da marca de desgaste (VB max )
200 199 A participação percentual das arestas principais de corte, da aresta transversal e dos atritos no momento de torção e na força de avanço oscila entre os fatores apresentados na Tabela Tabela 24.1 Participação das arestas da broca helicoidal nos esforços de corte em furação ARESTAS PRINCIPAIS ARESTA TRANSVERSAL ATRITOS Momento Torçor (M t ) 77 a 90% 3 a 10% 3 a 15% Força de Avanço (F f ) 35 a 60% 40 a 60% 2 a 5% O ângulo de saída () das brocas helicoidais diminui no sentido da periferia para o centro da broca, sendo que se têm ângulos muito negativos próximos ao centro. Este fato, somado aos baixos valores de velocidade de corte e à presença da aresta transversal, faz com que as condições de corte nessa região sejam bem desfavoráveis. Por isso, a força de avanço F f (força de penetração da broca) fica elevada, gerando deformação (flexão e flambagem) da broca (principalmente para brocas com diâmetro pequeno) e do eixo-árvore (principalmente para máquinas-ferramenta pouco rígidas) e, por conseguinte, desvios de forma e de posição do furo (ovalização e excentricidade). A deformação plástica do material no fundo do furo aumenta ainda mais a força de avanço necessária (encruamento em materiais dúcteis). Por causa disso, faz-se necessário minimizar o problema do corte no centro do furo. Uma das ações mais adotadas é o chanframento da aresta transversal de corte, que além de diminuir o tamanho da aresta principal, aumenta o valor de nessa região. Uma segunda opção é a execução de um pré-furo com diâmetro maior que o comprimento da aresta transversal (soluciona o problema, mas aumenta os custos pela introdução de uma operação extra) Equações empíricas para o cálculo dos esforços em furação Como em todos os processos de usinagem, diversos são os fatores que influem nos esforços de corte durante a furação, dentre eles: o avanço, a profundidade de corte, a velocidade de corte, a geometria da ferramenta, o material da ferramenta, o material da peça etc. Para que as equações experimentais que possam estimar os valores destes esforços sejam determinadas, é necessário que o número de parâmetros de influência no processo seja reduzido, a fim de ter uma equação possível de ser usada. Assim, os pesquisadores KRONENBERG (Eq. 24.1) E H. DAAR (Eq a 24.4) desenvolveram equações baseadas no diâmetro (D) do furo, no avanço (f) e no material da peça para brocas. Os demais fatores estão implícitos nas constantes definidas. Para furação em cheio: Momento torçor [Nmm]: Força de avanço [N]: x1 y1 Mt C1 D f (24.1) x2 y2 Ff C2 D f (24.2) Para furação com um pré-furo de diâmetro d : M C D D d f Momento torçor [Nmm]: t 3 Força de avanço [N]: f 4 2 x3 x3 x3 1 y3 (24.3) F C D D d f 1 x4 x4 x4 1 y4 (24.4)
201 200 Os valores das constantes do material da peça (C, x e y) das Equações 24.1 a 24.4 são apresentados nas Tabelas 24.2 e Tabela 24.2 Coeficientes para a obtenção do momento torçor (M t ) Aço FURAÇÃO EM CHEIO FURAÇÃO COM PRÉ-FURO C 1 x 1 y 1 C 3 x 3 y ,05 0, ,90 0, ,22 0, ,60 0, ,05 0, ,10 0, ,01 0, ,70 0, ,87 0, ,90 0, ,97 0, ,50 0,30 VM ,77 0, ,90 0,30 VND 257 2,13 0, ,90 0,22 VS ,33 0, ,50 0,31 Tabela 24.3 Coeficientes para a obtenção da força de avanço (F f ) FURAÇÃO EM CHEIO FURAÇÃO COM PRÉ-FURO Aço C 2 x 2 y 2 C 4 x 4 y ,02 0, ,90 0, ,32 0, ,20 0, ,07 0, ,60 0, ,32 0, ,40 0, ,21 0, ,60 0, ,41 0, ,20 0,46 VM ,30 0, ,50 0,46 VND 540 1,29 0, ,60 0,32 VS ,35 0, ,20 0, Equação de Kienzle para Furação A Equação de Kienzle oferece resultados mais precisos para o cálculo do momento de torção, pois leva em consideração a variação de k s com a espessura do cavaco na obtenção da força de corte (F c ). Assim, a força F c para cada aresta na furação em cheio é dada por: Vide Cap. 18: F K b h 1 z c s1 (18.3) Em que: Largura do cavaco: ap D b sen( ) 2sen( /2) r (24.5)
202 201 f Espessura do cavaco: h fzsenr sen( /2) (24.6) 2 Vale lembrar que a largura do cavaco na furação com pré-furo de diâmetro d é dada por: Largura do cavaco: a p (D d) b sen( ) 2sen( /2) r (24.7) Os valores de 1z e K s1 para os materiais ensaiados por KIENZLE são obtidos na Tabela Para furação em cheio e com pré-furo com diâmetro d, o momento torçor M t [Ncm] fica: Em cheio: Com pré-furo: M M F D 20 c t (24.8) F (D d) 20 c t (24.9) Já a força de avanço é calculada pelas Equações (24.10) e (24.11): Em cheio: 1 Ff ka Df sen(σ/2) 2 (24.10) Com pré-furo: 1 Ff k a (D d) f sen(σ/2) 2 (24.11) Onde k a [N/mm 2 ] é a pressão específica de corte na direção normal à aresta de corte, no plano de referência. Em brocas pode-se tomar, em primeira aproximação, k a = k s 4 a 6 rt. Na determinação do avanço máximo permissível em furação dar-se-á preferência às equações para furação em cheio de KRONENBERG (Eq. 24.1) e DAAR (Eq. 24.2) Avanço Máximo Permissível em Furação Baseando-se nas Equações (24.1) e (24.2) e nas características da ferramenta de corte e da máquina, é possível determinar o avanço máximo permissível para a realização de um desejado furo, acima do qual a máquina-ferramenta (furadeira) não consegue mais realizar o corte e/ou a broca se rompe. Três são os fatores limitantes: Material da broca. Rigidez da máquina-ferramenta. Potência do motor do eixo-árvore Material da broca A tensão admissível para uma broca tipo N (normal) de aço-rápido é adm 245 N/mm 2. A tensão ideal resultante da ação conjunta do momento torçor e da força de avanço é dada por:
203 ,4 Mt 245 D i 3 adm Mt 6,73 D D 36,4 Assim, tem-se para a furação em cheio (situação mais crítica) a seguinte situação: 3 1 3x1 6,73 D y1 fmax1 C1 (24.12) Desta forma, utilizando-se um valor de avanço menor ou igual ao dado pelas equações supramencionadas, garante-se que a broca não vai romper. O avanço máximo calculado dessa forma é válido para brocas de diâmetros médios e pequenos. Para brocas de grandes diâmetros, certamente devem-se levar em consideração a resistência e a rigidez da máquina (vide Fig. 22.4). No caso de brocas de metal-duro, como estas apresentam maiores homogeneidade, dureza, resistência à compressão e resistência ao desgaste a quente, a tensão admissível para uma broca tipo N (normal) desse material chega a ser cinco vezes maior que a de uma broca de aço-rápido ( M 3 t 33,7 D ). Por isso, também neste caso devem ser levadas em consideração a resistência e a rigidez da máquina Rigidez da máquina-ferramenta Toda máquina de furar tem um limite para a força de penetração que pode executar. Acima deste limite, ela não consegue prosseguir o movimento de avanço da broca. Em furadeiras radiais, costuma-se tomar a força máxima (F furadeira ) como aquela que produz no braço da máquina uma flecha por flambagem de 1,5 mm por metro de braço. Desta forma, tem-se para a furação em cheio (situação mais crítica): F C D f F f x2 y2 y2 furadeira f 2 furadeira max 2 x2 C2 D F 1 F y2 furadeira fmax 2 x2 C2 D (24.13) A Figura 24.3 mostra um diagrama com a variação do avanço máximo permissível (f max ) em função do diâmetro (D) da broca para a furação dos aços ABNT 1020 e ABNT 1085, levando-se em consideração a resistência da broca na furação em cheio ( adm 245 N/mm 2 ) e a força de penetração máxima da máquina (F furadeira = 24,3 kn). Observa-se no diagrama que para a furação do aço ABNT 1020 (azul) com uma broca de açorápido, a resistência da broca é a limitação para D 33,5 mm, enquanto que para D 33,5 mm, a limitação passa a ser a força de avanço da máquina. Já para o aço ABNT 1085 (vermelho), a limitação em relação à resistência da broca é para D 26,6 mm, pois o material com maior teor de carbono (maior dureza) restringe a aplicação. O avanço máximo para os dois materiais vale f max 0,63 mm/volta e f max = 0,46 mm/volta, respectivamente. Para ilustrar, as linhas tipo traço dois pontos em azul claro e laranja representam as curvas para a resistência da broca de metal-duro na furação dos aços ABNT 1020 e ABNT 1085, respectivamente, mostrando que avanços altos podem ser aplicados mesmo com brocas de pequenos diâmetros.
204 ,8 Furação dos Aços 1020 e Força de avanço máxima = 24,3 kn Res. Broca (ABNT 1020) Res. Broca (ABNT 1085) Ffuradeira (ABNT 1020) Ffuradeira (ABNT 1085) Avanço Máximo [mm/volta] 1,6 1,4 1,2 1 0,8 0,6 0,4 0,2 0 0,63 0,46 26,6 33, Diâmetro da Broca [mm] Figura 24.3 Avanço máximo permissível versus diâmetro da broca Potência do motor do eixo-árvore A potência máxima de corte disponível no eixo-árvore de uma furadeira (P cdisp ) pode ser dada por: P cdisp 2 Mt max D n Fcmax vc P D 1000 motor Levando-se em consideração a furação em cheio: M n 9550 P P C D f n t max motor x1 y1 motor 1 max P y1 motor fmax3 x1 n C1 D (24.14) Conclusão O avanço máximo permissível para a realização de um desejado furo deve levar em consideração os três fatores limitantes (material da broca f max1, rigidez da máquina-ferramenta f max2 e potência do motor do eixo-árvore f max3 ). Consequentemente, deve-se escolher o menor dentre os três valores de avanço f max obtidos. Para exemplificar, observando a Figura 24.3, nota-se que praticamente não há limitação de furadeira e broca quando se trata de ferramenta de metal-duro. No entanto, a limitação recairá sobre a potência do motor do eixo-árvore e a rotação disponível na máquina-ferramenta.
205 204
.")
206 PROCESSO DE FRESAMENTO: GENERALIDADES Introdução A operação de fresamento é uma das mais importantes dentre os processos de usinagem com remoção do cavaco por cisalhamento (energia mecânica). A operação de corte consiste na retirada do excesso de material ou sobrematerial da superfície de uma peça (remover cavaco) com a finalidade de construir superfícies planas retilíneas ou com uma determinada forma e acabamento desejados. No fresamento, a remoção do sobrematerial da peça é feita pela combinação de dois movimentos, efetuados ao mesmo tempo. Um dos movimentos é o de rotação da ferramenta ao redor do seu eixo. O outro é o movimento da mesa da máquina, onde é fixada a peça a ser usinada. É o movimento da mesa da máquinaferramenta ou movimento de avanço que leva a peça até a ferramenta de corte e torna possível a operação de usinagem. A ferramenta, chamada fresa, é provida de arestas cortantes dispostas simetricamente em torno de um eixo. A Figura 25.1 ilustra algumas das fresas utilizadas em usinagem por fresamento. Figura 25.1 Ferramentas para fresamento WALTER : (a) fresa octogonal; (b) fresa abacaxi; (c) fresa inteiriça de metal-duro; (d) fresa a 90 três cortes; (e) fresa de facear; (f) fresa a 90 seis cortes; (g) fresa de copiar para acabamento; (h) fresa de alta performance; (i) fresa com inserto redondo. O fato de a ferramenta (fresa) poder se apresentar em diferentes formas confere a este processo de usinagem um caráter de versatilidade em termos de geometrias possíveis de serem geradas em peças e/ou componentes mecânicos, já que boa parte das superfícies não planas e de não revolução somente pode ser gerada por fresamento. As superfícies planas de não revolução podem ser executadas por vários processos além do fresamento, dentre eles o aplainamento, o brochamento externo e a retificação. A Tabela 25.1 apresenta dados comparativos entre esses processos. Prof. André João de Souza

207 206 Tabela Comparação entre o fresamento e outros processos de usinagem no corte de superfícies planas de não revolução. FRESAMENTO Operação mais barata. FRESAMENTO A operação de brochamento é impossível quando a superfície a ser usinada faz uma intersecção com qualquer outra superfície existente. FRESAMENTO Maior capacidade de remoção de cavaco. APLAINAMENTO Máquina e manutenção mais barata e menor tempo de afiação da ferramenta. BROCHAMENTO EXTERNO Operação mais barata a partir de um determinado número de peças no lote. RETIFICAÇÃO Melhor acabamento da superfície usinada e obtenção de tolerâncias mais apertadas. Muitas vezes, operação de retificação vem depois da operação de fresamento. Recordando: Aplainamento é o processo mecânico de usinagem destinado à obtenção de superfícies regradas, geradas por um movimento retilíneo alternativo da peça ou da ferramenta. O aplainamento pode ser horizontal ou vertical. Quanto à finalidade, as operações de aplainamento podem ser classificadas ainda em aplainamento de desbaste a aplainamento de acabamento. Brochamento é um processo mecânico de usinagem destinado à obtenção de superfícies quaisquer com auxílio de ferramentas multicortantes. Para tanto, a brocha ou a peça se deslocam segundo uma trajetória retilínea, coincidente ou paralela ao eixo da ferramenta. O brochamento pode ser interno (executado num furo passante) ou externo (executado numa superfície externa da peça). Retificação é um processo mecânico de usinagem por abrasão 20 destinado à obtenção de superfícies com auxílio de ferramentas abrasivas de revolução. Para tanto, o rebolo gira e a peça ou o rebolo se desloca segundo uma trajetória determinada, podendo a peça girar ou não. A retificação pode ser tangencial ou frontal. 20 Denomina-se usinagem por abrasão o processo mecânico de usinagem no qual são empregados abrasivos ligados ou soltos. Segundo a Norma ABNT PB-26, uma ferramenta abrasiva é aquela constituída de grãos abrasivos ligados por aglutinante, com formas a dimensões definidas. A ferramenta abrasiva com a forma de superfície de revolução adaptável a um eixo é denominada rebolo abrasivo. Não são considerados rebolos abrasivos rodas ou discos de metal, madeira, tecido, papel, tendo uma ou várias camadas de abrasivos na superfície.

208 Movimentos e Grandezas Em usinagem, todos os movimentos são importantes. A todos eles estão associados direções, sentidos, velocidades e percursos. Em fresamento, a velocidade de corte v c [m/min] (Eq. 25.1) é a velocidade tangencial instantânea resultante da velocidade de rotação n [rpm] da fresa com diâmetro D [mm] em um ponto de contato com a peça, onde os movimentos de corte e de avanço ocorrem simultaneamente: v c D n (25.1) 1000 Sabe-se que f [mm/volta] é a distância percorrida pelo centro da fresa em cada volta da ferramenta. Assim, f z [mm/dente] é o percurso de avanço por dente e por volta da ferramenta medido na direção de avanço (z = número de arestas ou dentes da fresa). O avanço por dente corresponde à distância entre duas superfícies em usinagem consecutivas, considerada na direção de avanço (Eq. 25.2). f fz z (25.2) O ângulo de contato do dente () é o ângulo entre uma linha radial da fresa que passa pelo ponto de contato aresta de corte/peça e outra linha radial que passa pelo ponto onde a espessura de corte (h) é zero. O avanço de corte f c [mm] é a distância entre duas superfícies consecutivas em usinagem, medida no plano de trabalho da ferramenta e perpendicular à direção de corte (Eq. 25.3). O seu valor corresponde aproximadamente à espessura máxima do cavaco (h max ). f f sen (25.3) c z A velocidade de avanço v f [mm/min] é o produto do avanço pela rotação da ferramenta (Eq. 25.4). v f n f z n (25.4) f A Figura 25.2 mostra o avanço por dente (f z ) e as direções das velocidades associados aos movimentos no fresamento. Na figura, é o ângulo entre as direções das velocidades de avanço (v f ) e de corte (v c ); e é o ângulo entre as direções das velocidades efetiva (v e ) e de corte (v c ). z (a) (b) Figura 25.2 Grandezas de avanço no fresamento (a) discordante (para cima); (b) concordante (para baixo). As grandezas de penetração são aquelas que descrevem geometricamente a relação de penetração entre a ferramenta e a peça.
209 208 No fresamento, a p corresponde à profundidade axial de corte (largura de penetração da ferramenta em relação à peça, medida perpendicularmente ao plano de trabalho) e a e corresponde à profundidade radial de corte (largura de penetração da ferramenta em relação à peça medida no plano de trabalho perpendicularmente à direção de avanço). No fresamento tangencial (Fig. 25.3a) a p também é denominado largura de corte; no frontal (Fig. 25.3b), a p recebe a denominação de profundidade de corte. Nos dois casos (tangencial e frontal), a e é chamado de penetração de trabalho. Completando, tem-se também a penetração de avanço (a f ) que representa a penetração da ferramenta medida no plano de trabalho na direção de avanço. (a) (b) Figura 25.3 Grandezas de penetração no fresamento: (a) tangencial ou periférico; (b) frontal. O tempo de corte t c [min] (Eq. 25.5) resume a totalidade dos tempos ativos, pois ele representa o tempo em que os movimentos de corte e/ou avanço estão efetivamente ocorrendo: L L d L t c t v f z n 1000 f z v f f f c f z z c (25.5) onde L f é o percurso de avanço [mm]. Em fresamento, a dificuldade em se obter o tempo de corte t c está em justamente determinar o percurso de avanço L f. Maiores detalhes no Cap. 28. A taxa de remoção de material Q (Eq. 25.6) representa o volume de cavaco removido [cm 3 ] por unidade de tempo [min]. Este parâmetro é frequentemente utilizado para determinar a eficiência de uma operação de usinagem. Em fresamento, ela é calculada pelo produto de três parâmetros: profundidade ou largura de corte, penetração de trabalho e velocidade de avanço da ferramenta: Q a a v p e f [cm 3 /min] (25.6) Máquinas Ferramentas (Fresadoras) As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à fresadora (ou máquina de fresar) e às suas ferramentas e dispositivos especiais, é possível usinar praticamente qualquer peça com superfícies de todos os tipos e formatos. A operação de usinagem feita por meio da fresadora é chamada de fresamento.
210 209 O levantamento histórico indica que a operação de fresamento surgiu em A fresadora é a máquina cuja ferramenta possui movimento de rotação e que permite movimentar a peça em um, dois, três ou mais eixos (lineares e/ou giratórios). Sendo assim, tem-se uma máquina elaborada para execução facilitada de peças prismáticas ao contrário do torno que executa principalmente peças rotacionais (perfil de revolução). Algumas exigências de projeto e construção de máquinas de fresar: As fresadoras devem ser projetadas para altas solicitações estáticas e dinâmicas. O posicionamento da árvore deve ser radial ou axial sem folgas. O acionamento da árvore deve ser contínuo e sem folgas para evitar vibrações e permitir um tempo de vida alto para as fresas. Fresamento sincronizado necessita de cuidados no acionamento e no avanço da mesa e dos carros. Facilidade na operação: visor eletrônico de posicionamento; aplicação de comando numérico Tipos de fresadoras Podem-se classificar as fresadoras de diversas formas, sendo que as principais levam em consideração o tipo de avanço, a estrutura, a posição do eixo-árvore em relação à mesa de trabalho e a sua aplicação (OBS. mesa de trabalho é o lugar da máquina onde se fixa a peça a ser usinada). Tem-se: Quanto ao avanço: Manual Automático (hidráulico ou elétrico) Quanto à estrutura: De oficina, também chamada de ferramenteira (maior flexibilidade) De produção (maior produtividade) Quanto à posição do eixo-árvore: Horizontal (eixo árvore paralelo à mesa de trabalho); Vertical (eixo árvore perpendicular à mesa de trabalho); Universal (pode ser configurada para vertical ou horizontal); Omniversal (universal com a mesa que pode ser inclinada); Duplex (dois eixos-árvore simultâneos); Triplex; Multiplex; Especiais. Quanto à aplicação: Convencional; Pantográfica (fresadora gravadora); Chaveteira (específica para fazer chavetas internas e/ou externas); Dentadora (específica para usinar engrenagens); Copiadora (o apalpador toca um modelo e a ferramenta o reproduz na peça). As fresadoras são geralmente classificadas de acordo com a posição do seu eixo-árvore em relação à mesa de trabalho. Por existirem diversos modelos, as partes principais de uma fresadora podem variar
: (a) (b) (c) Figura 25.4 Configurações de uma fresadora omniversal: horizontal (a) foto; (b) desenho; (c) desenho vertical.")
.")
211 210 de uma configuração para outra. Desta forma, serão detalhados os principais componentes de uma fresadora omniversal de produção e alguns modelos comumente aplicados em ambiente industrial Fresadora Omniversal Principais componentes da fresadora omniversal (Fig. 25.4): (a) (b) (c) Figura 25.4 Configurações de uma fresadora omniversal: horizontal (a) foto; (b) desenho; (c) desenho vertical. Base: é o componente responsável por suportar toda a máquina e, muitas vezes, funciona também como reservatório de fluido refrigerante (Fig. 25.5a). Normalmente os apoios possuem ajustes para nivelamento da máquina no piso. Coluna: é a estrutura principal da máquina (Fig. 25.5b). Costuma ser o alojamento do sistema de acionamento e também dos motores. Possui as guias (barramento) do movimento vertical. Console: desliza pelas guias da coluna, realizando o movimento vertical da peça (Fig. 25.5c). Aloja os mecanismos de acionamento da sela e da mesa. Possui as guias do movimento horizontal transversal. Na fresadora ferramenteira, normalmente de configuração vertical, não costuma haver o console, pois o movimento vertical é realizado pelo próprio eixo árvore. Sela: na omniversal, a sela divide-se em duas partes denominadas sela inferior e sela superior. A sela inferior (Fig. 25.5d) desliza pelas guias do console, realizando o movimento horizontal transversal. A sela superior (Fig. 25.5e) gira em um plano horizontal em relação à inferior, permitindo-se inclinar a peça. A superior possui as guias do movimento horizontal longitudinal. Mesa: desliza pelas guias da sela superior realizando o movimento horizontal longitudinal (Fig. 25.5f). Possui rasgos em T para fixação das peças e acessórios e canalizar o fluxo de fluido lubrirrefrigerante de volta ao reservatório. Torpedo: é a estrutura montada sobre a coluna (Fig. 25.5g). Sua finalidade é a de receber o suporte do mandril (Fig. 25.5h), quando a fresadora estiver na configuração horizontal e com ferramenta longa. Quando se utiliza a configuração vertical, o torpedo é deslizado para trás. Cabeçote vertical: dispositivo que se fixa na coluna da fresadora e conecta-se ao eixo-árvore, alterando a configuração de horizontal para vertical, Figura 25.5i. Árvore: é o eixo que recebe a potência do motor e fornece o movimento de giro para a ferramenta. A árvore pode ser acionada através de correia e/ou engrenagens, as quais permitem o ajuste de algumas
 para fixação")
 Console. (d) sela inferior (e) sela superior (b) Coluna. (f) Mesa.")

 (b) Principais características: Figura 25.")


212 211 velocidades de rotação. Ela pode girar nos dois sentidos. Normalmente, em sua extremidade, há um cone (ISO ou Morse) para fixação direta de ferramentas ou de mandril porta ferramentas. (a) base. (c) Console. (d) sela inferior (e) sela superior (b) Coluna. (f) Mesa. (g) torpedo (h) suporte do mandril (i) cabeçote vertical. Figura 25.5 Principais componentes Fresadoras de Console A Figura 25.6 mostra as fresadoras de console horizontal e vertical. (a) (b) Principais características: Figura Fresadoras de console: (a) horizontal; (b) vertical. Coluna soldada na base. Console para movimento vertical no qual o carro transversal faz a movimentação da mesa. Máquinas horizontais: a coluna possui o acionamento principal e tem o fuso principal. Máquinas verticais: o acionamento principal está em um compartimento fixado na coluna. Pequeno porte: potências de 1 a 25 kw.

 A Figura 25.")
 Principais características: Movimento da coluna eixo X.")
213 Fresadoras Universais A Figura 25.7 ilustra uma fresadora universal (desenho e foto). Principais características: Figura 25.7 Fresadora universal. Base, mesa giratória, cabeçote de fresamento flexível. Usinagem em todas as direções com ferramentas de geometrias complexas. Fabricação de pequenas e médias peças. Potências de 2 a 15 kw Fresadoras com Comando Numérico (Três Eixos) A Figura 25.8 mostra uma fresadora com comando numérico e movimentação em três eixos. Figura 25.8 Exemplo de fresadora com comando numérico (três eixos) Principais características: Movimento da coluna eixo X. Movimento vertical pelo carro eixo Y. Movimento do cabeçote porta-ferramenta eixo Z. O carro possui um palete que pode ser trocado. O cabeçote possui dispositivos para troca de ferramentas no magazine.
; calços (Fig. 25.9b); cantoneiras de angulo fixo ou ajustável (Fig. 25.9c); morsas (Fig. 25.9d); mesa divisora (Fig. 25.9e); divisor universal e contraponto (Fig.")



214 Fixação e ajuste da peça na máquina Os principais acessórios utilizados em operações de fresamento relacionam-se à fixação da peça na mesa de trabalho. São eles: parafusos e grampos de fixação (Fig. 25.9a); calços (Fig. 25.9b); cantoneiras de angulo fixo ou ajustável (Fig. 25.9c); morsas (Fig. 25.9d); mesa divisora (Fig. 25.9e); divisor universal e contraponto (Fig. 25.9f). (a) Parafusos e grampos de fixação (b) Calços (c) Cantoneiras (de ângulo fixo e ajustável) (d) Morsa (e) Mesa divisora (f) Divisor universal e contraponto Figura 25.9 Acessórios para fixação da peça na mesa de trabalho da fresadora. É muito importante ressaltar que a instalação de alguns dispositivos e/ou acessórios na mesa de trabalho da fresadora deve ser realizada com muita atenção para evitar erros dimensionais na usinagem. Para que o ajuste nesta instalação seja feito adequadamente, é importante que se faça uma análise do projeto do componente que será usinado, conciliando bom senso, lógica e prática. A escolha de acessórios adequados proporciona economia de tempo de montagem/desmontagem, maior segurança nas operações de corte e evita vibrações indesejáveis Fixação e ajuste da ferramenta na máquina Outro conjunto de acessórios de grande importância está relacionado com a fixação das ferramentas na máquina. Como já mencionado, o eixo-árvore possui em sua extremidade um cone e chavetas. Neste cone pode-se fixar um mandril ou uma ferramenta de haste cônica. Para garantir a fixação utiliza-se uma haste roscada que atravessa a árvore. As chavetas evitam o deslizamento. Há ferramentas de haste cônica que podem ser fixadas diretamente no cone de fixação do eixoárvore, que pode ser MORSE (menor esforço) ou ISO (maior fixação). Normalmente trata-se de fresas
, porta-pinça e porta-ferramenta.")

215 214 relativamente grandes. Para se fixar fresas menores que possuem outra dimensão de cone utiliza-se um mandril adaptador, mostrado pela Figura 25.10a.Observa-se na ponta a rosca onde se fixa a haste roscada. Com relação ao mandril, podem-se ter três tipos: universal (JACOBS, Fig b), porta-pinça e porta-ferramenta. O mandril universal é muito utilizado em furadeiras manuais, mas também pode ser utilizado em fresadoras, mas com ressalvas. Só podem ser fixadas ferramentas de haste cilíndrica e cujo esforço não seja elevado, pois a pressão de fixação não será suficiente. O mandril porta-pinça (Fig c) possui modo de trabalho similar ao JACOBS, mas permite uma força de fixação maior. Também é indicado para ferramentas de haste cilíndrica. A pinça é uma peça única com um furo central no diâmetro da haste a ser fixada e com diversos cortes longitudinais que lhe dão uma flexibilidade de fechar este furo em alguns décimos de milímetro. Este mandril é composto de duas partes: a primeira (mandril propriamente dito) possui uma cavidade cônica que receberá a pinça de formato igual; a segunda (porca) é rosqueada no mandril. Durante o rosqueamento, a pinça é forçada pela porca a entrar na cavidade do mandril e, devido ao formato cônico, obriga a pinça a se fechar e fixar à ferramenta. Para ferramentas de maior porte, e consequentemente, maior esforço de usinagem, é necessário uma maior garantia de que não haja um deslizamento entre o mandril e a própria ferramenta. Nestes casos, o mandril possui chavetas, que podem ser transversais (quando o mandril é curto, Fig d) ou longitudinais (Fig.25.10e). A Figura 25.10f apresenta alguns comprimentos de mandril. (a) adaptador para ferramentas de haste cônica (b) mandril universal (c) mandril porta pinça e dois modelos de pinças (d) Mandril com chaveta transversal (e) Mandril com chaveta longitudinal (f) alguns comprimentos de mandril Figura Acessórios para fixação da ferramenta na árvore da fresadora.

216 PROCESSO DE FRESAMENTO: FRESAS Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor de um eixo, removendo intermitentemente material da peça. Esta característica oferece uma grande vantagem das fresas sobre outras ferramentas: o menor desgaste. Quando os dentes não estão realizando o corte eles estão sendo refrigerados, e isto permite que mantenham sua dureza. Em muitos casos utilizam-se fresas com apenas uma aresta cortante, denominadas popularmente de bailarina. Em situações específicas também pode ser necessário o uso de uma disposição não simétrica das arestas de corte para evitar ressonância. Alguns tipos de fresas podem ser vistos na Figura Figura 26.1 Diferentes tipos de fresa Classificação de Fresas As fresas podem ser classificadas de várias maneiras, como mostra a Figura A primeira delas seria quanto à forma geral. As fresas podem ser cilíndricas, cônicas ou ainda de forma. Quanto à estrutura, as fresas podem ser inteiriças, com insertos, com dentes postiços, ou de haste. As ferramentas mais estreitas são também chamadas de fresas de disco, enquanto as ferramentas que possuem haste própria são denominadas de fresas de haste ou fresas de topo. Prof. André João de Souza



217 216 (a) inteiriça (b) calçada (c) com insertos (d) de haste (d) cilíndrica (e) de disco (f) angular (g) detalonada Figura 26.2 Exemplos de ferramentas de fresar. As fresas cônicas ou angulares podem possuir apenas um ângulo, como as fresas para encaixes tipo cauda de andorinha, ou possuir dois ângulos. Neste segundo caso podem ser classificadas como simétricas (ângulos iguais) ou biangulares (ângulos diferentes). Normalmente as fresas para cauda de andorinha possuem haste incorporada, enquanto as fresas biangulares não. As fresas de forma (detalonadas) possuem o perfil de seus dentes afiados para gerar superfícies especiais tais como dentes de engrenagem (fresa módulo), superfícies côncavas ou convexas, raios de concordância e outras formas específicas de cada caso, e são denominadas fresas especiais. Alguns autores classificam as cônicas como fresas de forma. As fresas especiais normalmente são fabricadas pela própria empresa que as utiliza, no setor denominado de ferramentaria, ou são encomendadas em empresas especializadas em ferramentas. Quanto ao sentido de corte, a classificação depende do sentido de giro da ferramenta, observado do lado do acionamento (de cima para baixo). Têm-se as fresas de corte à direita (horário) e as fresas de corte à esquerda (anti-horário). Obviamente, esta classificação só se emprega em fresas de haste fixa. As que não possuem haste podem, em geral, ser fixadas tanto em um sentido como em outro. Quanto aos dentes, podem ser retos, helicoidais, ou bi-helicoidais. Os dentes helicoidais têm como vantagem uma menor vibração durante a usinagem, ou seja, o corte é mais suave, pois o dente não atinge a peça de uma só vez como acontece com os dentes retos. Os dentes helicoidais geram uma força axial, e para compensar esta força pode-se recorrer a uma fresa bi-helicoidal, ou seja, uma ferramenta que possui um dente afiado em um sentido e o seguinte afiado no inverso. Mas fresas bi-helicoidais só são possíveis em espessuras relativamente pequenas e com ângulos reduzidos de hélice. Para possibilitar usinagem de grandes superfícies sem o efeito da força axial deve-se recorrer a uma montagem de duas fresas de mesmo diâmetro e número de dentes, mas com hélices invertidas. Quanto à construção, podem-se classificar as fresas como inteiriças, onde toda a ferramenta é construída de um mesmo material. As mais comuns são as de aço rápido e metal-duro. Há também a fresa calçada, onde o corpo da ferramenta é de um material mais simples (aço-ferramenta) e as arestas de corte, soldados ao corpo, são de um material mais nobre, como aço-rápido ou metal-duro. Finalmente há as fresas com dentes postiços (insertos) que são similares às fresas calçadas. A diferença é que os dentes de aço-rápido, metal-duro, diamante ou cerâmicos podem ser trocados em caso de quebra ou desgaste.
 e/ou uma fresamento frontal (eixo perpendicular à peça).")
218 217 As fresas também podem ser classificadas quanto às faces de corte (o número de superfícies com afiação) e que definem em que direção a ferramenta pode avançar, ou seja, se poderá executar um fresamento tangencial (eixo paralelo à peça) e/ou uma fresamento frontal (eixo perpendicular à peça). Têm-se fresas de um, dois e três cortes: a de um corte possui afiação, normalmente, apenas em sua superfície cilíndrica; a de dois possui afiação em uma de suas faces e em sua superfície cilíndrica; e a de três cortes possui afiação nas duas faces e também na superfície cilíndrica. Os diversos tipos de fresas são fabricados principalmente de aço-rápido e metal-duro. Fresas com grandes diâmetros (fresas frontais de facear, fresas cilíndricas de disco) são feitas de metal-duro (região de corte) com corpo de aço-ferramenta (mais barato). Para fresas de pequenos diâmetros (fresas frontais de topo com diâmetros inferiores a 20 mm), o material utilizado geralmente é o aço-rápido (sem e com cobertura). Dado ao fato de que as máquinas CNC modernas possibilitam rotações cada vez mais altas, as fresas inteiriças de metal-duro também têm sido uma opção para D < 20 mm. Quanto à fixação, como visto no Cap. 25, pode-se ter fresas de haste cilíndrica ou cônica e fresas para mandril com chaveta longitudinal ou transversal Geometria da Fresa A Figura 26.3 ilustra as características geométricas de uma fresa frontal. Figura 26.3 Arestas de corte e superfícies da parte de corte de uma fresa frontal. Os ângulos de folga (), de cunha () e de saída () são os ângulos da fresa ( 90 ). São estes ângulos que dão à ferramenta de corte uma maior ou menor resistência à quebra. Isto significa que quanto maior a abertura do ângulo, mais resistente será a fresa. Por outro lado, quanto menor a abertura do ângulo, maior a facilidade de penetrar no material. Com isto, é possível classificar a fresa em três tipos W, N e H, ilustrados na Figura 26.4 e descritos nos itens subsequentes. Tipo W ( 8 o, 57 o e 25 o ): por ter uma abertura de ângulo de cunha () menor, tem passo grande (poucos dentes). Esta fresa é indicada para a usinagem de materiais não ferrosos de baixa dureza, tenazes, que geram cavacos longos como alumínio, bronze e plásticos. Tipo N ( 7 o, 73 o e 10 o ): é mais resistente que a fresa Tipo W por ter passo menor (mais dentes). É indicada para materiais de média dureza ( rt 700 MPa). Comumente usada em desbaste e semiacabamento de aços, e em situações onde exista tendência à vibração prejudicial à operação.
219 218 (a) W (b) N (c) H Figura 26.4 Tipos de fresas Tipo H ( 5 o, 81 o e 4 o ): tem passo pequeno (grande número de dentes e espaços entre os dentes pequenos). Permite alta taxa de remoção de material (pode-se aumentar f e, consequentemente, v f, mantendo-se f z no mesmo nível da fresa Tipo N). Normalmente usada para ferro fundido (por causa do cavaco curto que se aloja bem nos pequenos espaços entre os dentes) e para operações de acabamento em aços (não se podem realizar desbastes, pois o volume de cavaco removido fica limitado pelo espaço entre os dentes; se f z for mantido em níveis baixos, o acabamento da peça fica muito bom e não existirá problema de entupimento entre os dentes). Também é adequada para o fresamento de materiais em que v c tenha de ser mantida em níveis reduzidos, como no caso de ligas de titânio (v c baixa significa n baixa; como v f f z zn, um z grande compensa uma n baixa e f z não precisa ser muito pequeno para se ter uma razoável v f e, assim, uma taxa razoável de remoção de material). Por ser mais resistente que as fresas Tipo W e Tipo N, esta fresa é indicada para usinar materiais duros e quebradiços ( rt > 700 MPa). Observa-se que fresas para materiais mais macios podem ter dentes menos resistentes, o que significa possuir um ângulo de cunha menor. Isto permite colocar menos dentes na ferramenta, deixando maior espaço para transportar o cavaco, que será removido em grandes quantidades. Em uma fresa para materiais de alta dureza, cada dente remove pouco material. Desta forma, é necessário que a fresa possua muitos dentes para que, em uma volta, remova uma quantidade significativa de material. Além disto, os dentes deverão ter um ângulo maior para lhes conferir maior resistência. Por exemplo, suponha que se precise usinar uma peça de aço. Por ser mais duro que outros materiais, menor volume dele será cortado por dente da fresa. Portanto, menos cavaco será produzido por dente e menos espaço para a saída será necessário. Já um maior volume por dente pode ser retirado de materiais mais moles, como o alumínio. Neste caso, mais espaço será necessário para a saída de cavaco. Um dos problemas em usinar materiais moles com fresa com muitos dentes é que o cavaco fica preso entre os dentes e estes não são refrigerados adequadamente. Isto acarreta o desgaste dos dentes e pode ainda gerar um mau acabamento da peça Material da Fresa A seleção do material da fresa se dá em função do material da peça: Ferro fundido: para o fresamento de ferros fundidos, em virtude da natureza abrasiva dos mesmos, o emprego de fresas (calçadas ou com insertos) com arestas de metal-duro resulta em uma aplicação mais econômica (Fig. 26.5a). Insertos de cerâmica tem obtido grande sucesso no fresamento de ferro
.")


, alcançando-se, com maiores velocidades de corte e avanços, vidas superiores a 100 vezes a das arestas de metal-duro.")
220 219 fundido, em operações onde ocorrem impactos menos violentos, com avanços pequenos e onde o conjunto máquina-peca-dispositivo de fixação é extremamente rígido (Fig. 26.5b). Aços ao carbono e aços-liga: a dureza dos aços é em geral o fator determinante na seleção do material cortante. Para durezas até 300 HB, usam-se fresas de aço-rápido (Fig. 26.5c). Para durezas entre 300 a 500 HB, é possível usar fresas especiais de aço-rápido, mas em geral são preferidas fresas com arestas de metal-duro revestido. Para durezas acima de 500 HB usam-se com sucesso fresas com arestas de metal-duro ou, em muitas operações de alta velocidade, pastilhas de cerâmica. Não ferrosos: para pequenas produções, em geral as fresas de aço-rápido são mais econômicas. Para produções maiores usa-se metal-duro. Para materiais muito abrasivos, como ligas de alumínio com alto teor de silício (p. ex. tampas de cilindro) estão sendo usadas arestas de diamante policristalino (PCD) sobre uma base de metal-duro (Fig. 26.5d), alcançando-se, com maiores velocidades de corte e avanços, vidas superiores a 100 vezes a das arestas de metal-duro. Não metálicos: como a maioria destes materiais é muito abrasiva, o metal-duro é usualmente a melhor solução. Insertos de PCD também são usados no fresamento de materiais não metálicos mais abrasivos. (a) (b) (c) (d) Figura 26.5 Insertos para fresamento: (a) metal-duro; (b) cerâmica; (c) aço-rápido; (d) PCD Problemas no Fresamento Alguns problemas são correntes em processos de fresamento. São eles: Quebra dos dentes da fresa. As causas prováveis estão associadas com um avanço por dente (f z ) excessivo, entupimento dos canais com cavacos, giro desuniforme da fresa, fresa sem corte (cega) e reafiação inadequada (quando for o caso). Lascamento na aresta cortante. Resultante do avanço excessivo, da vibração (forçada ou regenerativa) ou do ângulo de folga () excessivo. Entupimento com cavacos. Ocorre por causa do espaço insuficiente para a retirada de cavacos, ou por não ter fluido de corte em alta pressão (facilita a expulsão), ou pela ferramenta estar magnetizada. Queima da aresta de corte. Velocidade de corte excessiva aumenta a temperatura na região de corte causando a queima. Se o material da peça é muito duro em relação ao material da ferramenta ou se a ação refrigerante do fluido de corte não está adequada, estes fatores também causam a queima. Craterização da fresa. A formação da cratera na superfície de saída da ferramenta (erosão na face do dente da fresa) é resultante da alta velocidade de corte e/ou da alta velocidade de avanço. Outro fator
 excessivo, de uma velocidade de corte muito baixa, de uma ferramenta desgastada, de uma")

221 220 que causa a craterização é um reduzido ângulo de saída () o qual incentiva o atrito do cavaco com a face do dente da fresa. Acabamento áspero. A rugosidade excessiva da superfície usinada por fresamento pode ser resultante de um avanço por dente (f z ) excessivo, de uma velocidade de corte muito baixa, de uma ferramenta desgastada, de uma ação lubrificante do fluido de corte inadequada ou de um fresamento discordante. A Figura 26.6 mostra as falhas comuns encontradas em fresas (desgastes e avarias combinadas). Figura 26.6 Falhas típicas da ferramenta de corte em fresamento. Variações da temperatura: quando uma aresta de corte está em contato com a peça realizando a remoção de material, a mesma se aquece. Como a espessura de corte é variável, a distribuição de temperaturas é irregular. Quando a aresta cortante sai da peça, ela se resfria em contato com o meio lubrirrefrigerante. Essas variações de temperatura resultam em tensões que podem causar trincas (ou fissuras) térmicas. Estas avarias ocorrem perpendicularmente à aresta de corte (Fig. 26.7a). Variação dos esforços mecânicos: no momento da entrada da ferramenta, a aresta de corte sofre um impacto, pois as forças de corte crescem rapidamente e depois variam conforme a direção e espessura do cavaco. Isso poderá causar trincas mecânicas por fadiga no material. Estas avarias ocorrem paralelamente à aresta de corte, causando microlascamentos na aresta de corte (Fig. 26.7b). (a) (b) Figura 26.7 Fraturas na fresa: (a) fissuras térmicas; (b) microlascamentos. A soma das trincas de origem térmica com as trincas de origem mecânica resulta em um tipo de deformação na cunha cortante da ferramenta denominada sulco em forma de pente. Essas características exigem maior cuidado com a tenacidade e resistência ao choque térmico da pastilha, bem como o dimensionamento da geometria da ferramenta a fim de que ela possa resistir a esses fenômenos. O crescimento das trincas pode levar à quebra da ferramenta. Para evitá-las pode-se, dentre outros procedimentos, deve-se escolher uma ferramenta mais tenaz, diminuir o avanço por dente e posicionar a fresa corretamente em relação à peça.
222 PROCESSO DE FRESAMENTO: OPERAÇÕES DE CORTE Introdução Como citado anteriormente, o fresamento é um processo de usinagem no qual a remoção de cavaco se dá de maneira intermitente pelo movimento rotativo da ferramenta multicortante (múltiplas arestas de corte) gerando superfícies das mais variadas formas geométricas. Usualmente a peça efetua o movimento de avanço, em baixa velocidade (entre 10 e 500 mm/min), enquanto a fresa, girando a uma velocidade relativamente alta (da ordem de 10 a 150 m/min 21 ), realiza o movimento de corte, mantendo o eixo de giro em uma posição fixa 22. De modo geral, tanto a peça como a fresa podem assumir movimentos relativos, independentes ou combinados, permitindo a realização de uma ampla variedade de operações, gerando superfícies planas ou curvas, ranhuras, ressaltos, roscas, engrenagens e outras configurações. As vantagens do processo de fresamento residem na variedade de formas que podem ser produzidas, na qualidade dos acabamentos superficiais, nas altas taxas de remoção de material (alta produtividade) e na disponibilidade de ampla variedade de ferramentas, que podem ser construídas ou associadas para produzir superfícies bastante complexas. De acordo com o movimento relativo entre a peça e a ferramenta, pode-se ter fresamento discordante, fresamento concordante ou fresamento combinado. Segundo a posição do eixo-árvore da máquina-ferramenta, a operação é classificada em: fresamento horizontal, fresamento vertical ou fresamento inclinado. Quanto aos métodos de fresar superfícies segundo a disposição dos dentes ativos da fresa, classifica-se a operação em: fresamento tangencial (ou periférico) e fresamento frontal Fresamento Concordante No fresamento concordante ou para baixo, o sentido de rotação da fresa é o mesmo do avanço da peça no ponto de contato. O corte inicia-se com a espessura máxima do cavaco (h Dmax ) e a força de corte tende a apertar a peça contra a mesa (o ângulo de contato do dente () começa de um valor máximo e decresce até zero). Em máquinas CNC, o corte concordante (Fig. 27.1) tem as seguintes vantagens: vida mais longa da ferramenta (menor desgaste da fresa); 21 Qualquer tipo de usinagem pode ser enquadrado em 4 categorias: LSM (Low Speed Machining, cujas velocidades de corte variam de 1 a 600 m/min), HSM (High Speed Machining, para velocidades de corte de 600 a 1800 m/min), VHSM (Very High Speed Machining, composta por velocidades de corte de 1800 a m/min) e UHSM (Ultra High Speed Machining, de velocidades de corte de a m/min). 22 Em processos com eixos, o centro de usinagem executa um programa de 3-eixos com a ferramenta de corte travada em uma posição em ângulo desejada; com isso, o processo usa o 4 e o 5 eixo para somente orientar a ferramenta de corte numa posição fixa em vez de movê-la continuamente durante o processo de usinagem. Já em processos com 5 eixos simultâneos (sistema mais moderno), a máquina possui três eixos lineares (X, Y e Z) e dois eixos rotativos (A e B) que são capazes de trabalhar todos ao mesmo tempo para executar usinagens complexas. Prof. André João de Souza
. Figura 27.1 Fresamento concordante.")
.")
223 222 melhor acabamento da superfície usinada; menor força e potência para o avanço; caminho mais curto da aresta durante o corte (redução da ordem de 3%, com redução correspondente do desgaste da fresa). Figura 27.1 Fresamento concordante. Entretanto, é a forma menos indicada de fresamento em máquinas convencionais que trabalham com o avanço da mesa baseado em fuso/porca, que com o tempo e desgaste apresentam uma folga. No movimento concordante esta folga é empurrada pelo dente da fresa no mesmo sentido de deslocamento da mesa (esforço de corte). Desta forma a mesa pode executar movimentos irregulares (vibração) que poderão prejudicar o acabamento da peça e até mesmo quebrar os dentes da fresa (Fig. 27.2a). Este inconveniente pode ser corrigido diminuindo-se as folgas fuso/porca ou utilizando-se fusos de esferas recirculantes (máquinas CNC), onde não existe folga e todo contato entre fuso e porca é feito através de esferas (Fig. 27.2b). (a) (b) Figura 27.2 Sistemas de avanço da mesa da fresadora: (a) por fuso/porca; (b) por fuso de esferas recirculantes Fresamento Discordante No fresamento discordante, ou para cima, ou convencional, o sentido de rotação da fresa é contrário ao sentido de avanço da peça, no ponto de contato. Isto faz com que o corte do cavaco se inicie com a espessura mínima (h Dmin ) (o ângulo de contato do dente () cresce de zero a um valor máximo). A força de corte tende a levantar a peça da mesa. Se a peça for longa e estiver presa pelas extremidades, ela poderá gerar vibrações indesejáveis. A Figura 27.3 ilustra este método de fresamento. Essa é a forma mais indicada de fresamento em máquinas convencionais, já que não há a possibilidade de folga no sistema de avanço por fuso/porca no deslocamento da mesa. Com isso, o movimento torna-se mais uniforme, gerando melhor acabamento nessas máquinas.
, até que sejam superadas as deformações elásticas e realmente inicie-se o")
224 223 Figura 27.3 Fresamento discordante. Porém, este tipo de fresamento costuma desgastar um pouco mais a ferramenta. Como o corte inicia-se com pouca espessura, o início do corte é difícil. Na realidade, a aresta de corte começa encruando o material a ser cortado (compressão do material da peça pela fresa), até que sejam superadas as deformações elásticas e realmente inicie-se o cisalhamento do material. Como resultado, a aresta de corte escorrega sobre a peça, provocando desgaste abrasivo. O material inicial é mais duro pelo encruamento produzido pelo dente precedente. Isso determina uma vida menor das arestas nesse tipo de corte. Há também tendência de adesão de cavacos nas arestas Fresamento Combinado Ocorre quando a fresa tem seu eixo dentro do campo de corte da peça. Desta forma parte do corte ocorre através da fresamento concordante e parte através da discordante (Fig. 27.4). Parte Discordante Parte Concordante Figura 27.4 Fresamento combinado Este corte combinado ocorre na maioria dos processos de fresamento frontal com fresa de topo Fresamento Tangencial No método tangencial ou periférico, o eixo de rotação da fresa é paralelo à superfície da peça que está sendo usinada. A seção transversal da superfície fresada corresponde ao contorno da fresa ou à combinação das fresas. A largura de corte a p (b a p ) é substancialmente maior que a penetração de trabalho a e. A superfície usinada é gerada pela aresta principal de corte. Usualmente, o fresamento tangencial é realizado em fresadoras horizontais (Fig. 27.5). As ferramentas de corte são chamadas de fresas de disco, fresas cilíndricas ou fresas tangenciais.
 variando de um valor máximo a zero (corte concordante) ou de zero a um valor")


225 224 a e f z (a) (b) Figura 27.5 Fresamento tangencial em fresadora horizontal com: (a) fresa cilíndrica; (b) fresa de disco Forma do cavaco produzido No fresamento tangencial, o cavaco tem a forma de uma vírgula com a espessura de corte (h D ) variando de um valor máximo a zero (corte concordante) ou de zero a um valor máximo (discordante). O ângulo de contato do dente com a peça () pode ser dado por: Assim, tem-se que: D 2a 2a D D e e cos 1 (27.1) 2 ae ae Dmax z z h f sen 2 f D D (27.2) Fresamento Frontal No método frontal, o eixo de rotação é perpendicular à superfície da peça. A superfície fresada é plana, sem qualquer relação com o contorno dos dentes. Ela é caracterizada pelas raias de usinagem deixadas pelos dentes, de acordo com o avanço por volta f e por dente f z. A penetração de trabalho a e é substancialmente maior que a profundidade de corte a p. Pela sua alta produtividade, deve ser preferida sempre que possível. Em geral, o fresamento frontal é realizado em fresadoras verticais (Fig. 27.6). As ferramentas de corte são chamadas de fresas de topo ou fresas frontais. (a) (b) Figura 27.6 Fresamento frontal em fresadora vertical com: (a) fresa de topo; (b) cabeçote fresador (fresa frontal).

 simétrico tipo rasgo; (b) simétrico tipo faceamento; (c) assimétrico com toda a superfície sendo fresada; (d) assimétrico com parte da superfície sendo fresada.")
226 Forma do cavaco produzido Os cavacos do processo de fresamento são geralmente curtos e de segmentos descontínuos, que são decorrentes da geometria do processo. A espessura de corte varia de zero a um máximo no corte discordante e de um máximo a zero no corte concordante. A Figura 27.7 mostra a geometria de um cavaco para o fresamento discordante. Figura 27.7 Geometria do cavaco. No fresamento frontal, podem-se ter formas de cavaco diferentes, como mostra a Figura Simétrico Assimétrico (a) (b) (c) (d) Figura 27.8 Tipos de fresamento frontal: (a) simétrico tipo rasgo; (b) simétrico tipo faceamento; (c) assimétrico com toda a superfície sendo fresada; (d) assimétrico com parte da superfície sendo fresada. Simétrico em relação ao eixo de simetria da peça em usinagem: Fresamento de rasgo ou canal com fresas de topo: quando a e D e 180 (Fig. 27.8a), a espessura de corte h D cresce de h Dmin 0 a h Dmax f z e depois volta a h Dmin 0 Fresamento comum com fresas de facear: quando a e D e 2arcsen(a e /D) (Fig. 27.8b), a espessura de corte h D cresce de um determinado valor na entrada (h Dmin 0) a h Dmax f z e depois volta ao valor inicial (h Dmin 0). A direção das forças radiais de corte variará à medida que a aresta cortante penetrar na peça, o que poderá levar a vibrações e à quebra prematura da mesma. O problema é minimizado quando se tem mais de um dente que atua simultaneamente no corte simétrico.
227 226 Se a ferramenta usada for tenaz, ela será mais resistente ao choque e ao lascamento gerado por ele. Assim, não há mais necessidade de se ter pequeno. Neste caso, como o desgaste será o fator que determinará o fim de vida da fresa, o corte simétrico passa a ser mais interessante, pois o contato ferramenta/peça é menor e, consequentemente, o desgaste também. Assimétrico com fresas de facear: Pode ser concordante (se a maior parte da espessura for decrescente) ou discordante (se a maior parte da espessura for crescente, Fig. 27.8c e Fig.27.8d). Pode ser usado também para fazer rebaixos. O corte assimétrico é vantajoso quando o diâmetro da fresa é grande em relação à largura da peça. Neste caso, a variação da direção da componente radial da força de usinagem é bem menor, pois se tem um maior número de dentes simultaneamente no corte. Com isso, menores esforços de corte por dente e, portanto, um corte mais suave (menor vibração). No caso em que as avarias forem o fator predominante para o fim de vida da fresa (trincas mecânicas), o corte assimétrico com pequeno é mais vantajoso, pois desta forma o choque fica minimizado. À medida que cresce, aumenta a espessura de corte h D na entrada do dente de corte e, assim, cresce a energia do choque Fresamento de Acabamento Fino Na operação de acabamento fino, utiliza-se a aresta secundária ativa, isto é, r =0 (aresta secundária paralela à superfície usinada). O comprimento do chanfro da aresta secundária é da ordem de 2 a 3 mm, salvo no caso de fresas especiais de acabamento, em que este valor pode ir até 10 a 15 mm. Distinguem-se três tipos de fresas de acabamento fino, como mostra a Figura (a) (b) (c) Figura 27.9 Fresas frontais de acabamento: (a) convencional; (b) com arestas largas; (c) combinada. Fresas frontais convencionais, que operam com avanços por dente e profundidades de corte reduzidas (f z = 0,30 a 0,50 mm/dente e a p = 0,30 a 1 mm, respectivamente), e são providas de grande número de dentes (z = 10 a 60 dentes), Figura 27.9a. Fresas frontais com arestas de corte largas, que possuem um número reduzido de dentes (z = 1 a 7 dentes) e que operam com profundidades de corte muito reduzidas (a p = 0,05 a 0,20 mm) e avanços elevados (f z = 0,05 a 0,20 mm/dente). Usam-se basicamente insertos de cerâmica, cujas arestas secundárias têm um raio de curvatura grande (da ordem de 12 m) para facilitar o pré-ajuste da ferramenta (Fig. 27.9b).
228 227 Fresas frontais combinadas, que possuem arestas que associam as vantagens dos dois tipos anteriores (convencional: z 1 = 20 a 30 dentes, a p1 = 0,5 a 2,0 mm e f z1 = 0,1 a 0,3 mm/dente; arestas largas: z 2 = 1 a 2 dentes, a p2 = 0,03 a 0,05 mm, f z2 = 2 a 5 mm/dente). A ferramenta dispõe neste caso de apenas uma ou duas arestas de corte largas, que são recuadas radialmente em relação aos dentes normais e avançados de 0,03 a 0,05 mm em sentido axial, para gerar o acabamento de alta qualidade. O comprimento das arestas de acabamento deve corresponder ao menos 1,5f [mm/volta] (Fig. 27.9c). Para o acabamento, o ajuste da altura dos vários dentes da fresa tem importância excepcional. Se não forem usados porta-ferramentas especiais com possibilidade de ajuste extrafino, deve-se proceder a retificação ou a lapidação do conjunto de arestas de corte a fim de obter uma adequada precisão de giro (inferior a 5 m). A velocidade de corte, no acabamento, deve ser alta, para assegurar uma boa qualidade superficial (por exemplo, v c = 300 m/min para usinagem de aço com ferramenta de metal-duro) Fresamento HSM de Moldes e Matrizes O desenvolvimento da tecnologia HSM (High-Speed Machining ou ainda High-Speed Milling) ocorreu principalmente pela necessidade da indústria de moldes e matrizes obter produtos com um melhor acabamento superficial, em um menor espaço de tempo. A eliminação de trabalhos manuais em decorrência de um melhor acabamento final conseguido por HSM é de extrema importância para as empresas que trabalham com essa tecnologia. O fresamento HSM não está baseado simplesmente na velocidade de corte. O processo requer: uma máquina-ferramenta adequada do ponto de vista de rigidez, rotação, velocidade de avanço, recursos no comando para processamento das informações, maior taxa de aceleração e desaceleração; ferramentas de corte com substratos de microgrãos específicos para cada situação, coberturas bastante resistentes ao desgaste e aresta de corte otimizada; cuidados específicos na fixação da ferramenta, na geração de estratégias de corte e na correta capacitação das pessoas envolvidas. Como principal benefício da aplicação do fresamento com altas velocidades na fabricação de moldes e matrizes pode-se destacar a redução ou, em alguns casos, a total eliminação das operações de eletroerosão e polimento, pois essas, além de serem extremamente morosas, têm um impacto nas precisões dimensional e geométrica das peças fabricadas. Outro importante aspecto positivo da HSM é a diminuição no tempo das operações mecânicas de acabamento, além de um melhor acabamento superficial das peças. Consequentemente, observa-se um aumento de vida útil de moldes e matrizes de cerca de 10 vezes quando fabricadas com processo HSM. As operações de acabamento em moldes e matrizes são realizadas por ferramentas de ponta esférica de pequeno diâmetro e elevado comprimento, o que diminui a estabilidade e induz vibração ao sistema. Para se evitar este problema, costuma-se diminuir a espessura do cavaco mediante a diminuição do avanço por dente (f z ) combinada com uma pequena profundidade radial de corte (a e ). A alta velocidade de corte (v c > 300 m/min), combinada com a alta rotação da ferramenta (n) necessária para obter alta v c com ferramentas de diâmetros (D) pequenos, faz com que a velocidade de avanço seja muito alta e, assim, compense a lentidão causada pelos baixos valores de f z e a e. Segundo estudos iniciados por Salomon (1931), após determinada v c, as temperaturas de usinagem começavam a decrescer. Isto ocorre, pois o aumento da velocidade de avanço (com pequenas espessuras de corte e altas taxas de remoção de material) leva à minimização do aquecimento da peça, já que uma
 é amplamente utilizada no fresamento de superfícies complexas (formas livres) devido à possibilidade de se alterar o ponto de contato da ferramenta")
229 228 grande parcela do calor gerado durante o processo de corte é dissipada juntamente com o cavaco, reduzindo os efeitos do calor proveniente do corte no componente usinado. Essa ferramenta (fresa de topo com ponta esférica) é amplamente utilizada no fresamento de superfícies complexas (formas livres) devido à possibilidade de se alterar o ponto de contato da ferramenta com a superfície a partir da variação do ângulo entre esta e o eixo da ferramenta. Devido à complexidade geométrica, a interação entre a ferramenta e a peça varia continuamente e não pode ser calculada analiticamente. Além disso, o centro da ponta da fresa tem velocidade de corte zero. Como várias vezes esta região atua no corte quando se tem fresamento em três eixos, isto geralmente pode ser prejudicial ao processo de usinagem. Na fabricação de moldes e matrizes, o diâmetro nominal da ferramenta (D) não corresponde ao diâmetro em contato com a superfície usinada. O diâmetro real ou efetivo de corte da ferramenta (D e ) neste caso varia de acordo com a p, com D e com a curvatura da superfície da peça, o que faz com que a v c real varie constantemente (Fig ). Portanto, a máxima v c deve ser calculada considerando o máximo D e da ferramenta. Caso contrário, haverá graves erros de cálculo no avanço, pois ele depende da rotação para certa velocidade de corte. D e = 2 a p (D a p) Figura Fresa de topo de ponta esférica. Um dos principais parâmetros a observar durante o acabamento em aço-ferramenta endurecido por meio de HSM é utilizar pequenas profundidades de corte axial (a p ) e radial (a e ). Isso serve para evitar uma deflexão excessiva da ferramenta de fixação/corte, mantendo um alto nível de tolerância e precisão geométrica na matriz ou molde usinado. Para evitar acréscimo de tempo pelo uso de baixos valores de a p e a e, altas taxas de avanço (f) são necessárias, as quais requerem altas rotações para que a espessura de cavaco se mantenha aproximadamente iguais aos valores usados em usinagem convencional. Ao usar fresas com insertos intercambiáveis, é interessante que elas possuam hastes feitas em metal pesado, para aumentar a estabilidade e a resistência à flexão (principalmente se a razão balanço/diâmetro for grande). Ferramentas com insertos intercambiáveis de metal-duro em HSM podem ser aplicadas com bons resultados, pois se tem uma situação em que altas velocidades de corte tendem a aumentar o calor gerado; por outro lado, baixos valores de a p e, principalmente a e (em que pequenos ângulos de contato são gerados), tendem a reduzir o calor gerado, levando a níveis térmicos suportáveis pela aresta de corte deste tipo de material. Algumas desvantagens, como o elevado custo de manutenção da máquina-ferramenta, é um impeditivo para a aplicação em larga escala do processo HSM, restringindo-se apenas para condições especificas. Ademais, faz-se necessário um bom planejamento e pessoas que dominem os parâmetros do processo HSM antes de realizar investimentos precipitados para sua aplicação na indústria.
, avanço por volta (f),")
230 PROCESSO DE FRESAMENTO: DETERMINAÇÃO DO TEMPO DE USINAGEM Condições Econômicas de Usinagem Os principais fatores a serem levados em conta na seleção das condições de usinagem no fresamento são: profundidade de corte axial (a p ), avanço por volta (f), velocidade de corte (v c ) e número de dentes da fresa (z) Profundidade de corte Do ponto de vista econômico, deve-se usar a maior profundidade axial de corte (a p ) possível, já que esta influencia pouco no desgaste da fresa e seu aumento provoca um incremento proporcional na remoção de material. Assim, em fresas de topo (fresamento frontal) e fresas de disco (fresamento tangencial), deve-se utilizar ao máximo o comprimento das arestas. Entretanto, é necessário obedecer à recomendação de que a largura de usinagem (b a p /sen r ) deve ser menor que 2/3 do comprimento total da aresta de corte da fresa para se evitar vibrações 23 (vide Fig. 13.4). Figura 13.4 Influência do ângulo de posição na estabilidade relativa da fresa Avanço Para a escolha do avanço em fresamento, diferentes fatores precisam ser analisados, como o tipo da fresa, o material da ferramenta, o acabamento da superfície fresada, a potência da máquina etc. 23 Com longos balanços da ferramenta, deve-se usar um ângulo de posição r pequeno (b grande) = alta força axial (F z ). Com peças de paredes finas e instáveis, use um ângulo r grande (b pequeno) = baixa força F z. Prof. André João de Souza

 constante, uma fresa com poucos dentes consome menos potência que uma fresa com muitos dentes.")
231 230 Como foi visto no Cap. 12, o avanço não é diretamente proporcional à força de corte, pois a pressão específica de corte diminui com o aumento do avanço. Consequentemente, não é diretamente proporcional à potência consumida. Mantendo-se a mesma taxa de remoção de material, o aumento do avanço por dente (f z ) acarreta uma diminuição da potência consumida. Assim, mantendo-se o avanço (f) constante, uma fresa com poucos dentes consome menos potência que uma fresa com muitos dentes. Para que a pressão específica de corte não cresça demasiadamente, a espessura média do cavaco (h m ) deve ficar entre 0,04 e 0,20 mm (dependendo da dureza do material e da geometria de corte) para o fresamento tangencial e superior a 0,10 mm para o fresamento frontal. O cálculo da espessura média do cavaco é dado pela Equação (28.1): h a D o z e m 360 f sen r (28.1) No fresamento tangencial (Fig. 28.1), o ângulo de contato do dente pode ser calculado pela Equação (27.1). 2a arccos 1 e D (27.1) Figura 28.1 Ângulo de contato do dente com a peça no fresamento tangencial com fresa de diâmetro D. No fresamento frontal (Fig. 28.2) assimétrico, o ângulo pode ser calculado pela Equação (28.2). 2ae1 2ae2 arcsen arcsen D D (28.2) Figura 28.2 Ângulo de contato do dente com a peça no fresamento frontal com fresa de diâmetro D Velocidade de corte Uma alteração da velocidade de rotação (n) da fresa visando mudar a velocidade de corte (v c ) vai ocasionar uma alteração no avanço por dente (f z ) se a velocidade de avanço (v f ) não for modificada na mesma proporção, visto que, conforme Equação (28.3):
232 231 vf 318,3 z v f n f z n f f z z vc D (28.3) Uma modificação de f z altera a espessura média do cavaco (h m ) (vide Eq. 28.1) e uma mudança de v f altera a taxa de remoção de material (Q) (vide Eq. 25.6). 3 Q [mm /min] a a v (25.6) p e f Um incremento de v c sem modificação em v f gera uma diminuição de f z e, consequentemente, redução da espessura média do cavaco (h m ) sem alterar Q. Como o volume de material removido por unidade de tempo se mantém, mais energia será necessária para remover o material a uma velocidade de corte maior, o que provocará um aumento da pressão específica de corte k s por dente. Com isto, ocorrerá um aumento da potência consumida. Isso mostra que no fresamento, ao escolher v c, é preciso analisar alguns outros fatores além dos usuais. Apesar disso, o grande objetivo na escolha da v c mais adequada ainda recai sobre obter uma vida econômica para a ferramenta de corte (fresa), principalmente porque v c tem mais influência sobre os desgastes da ferramenta que f e a p. Além de toda a influência que v c exerce sobre a temperatura de corte, incentivando os mecanismos de desgaste (vide Cap. 15), no fresamento, o incremento de v c aumenta a força de impacto do dente da fresa contra a peça, incentivando ainda mais a ocorrência de trincas e lascamentos de origem mecânica na aresta de corte Número de dentes da fresa Uma fresa com muitos dentes (z grande) consome mais potência que uma fresa de poucos dentes (z pequeno), mantendo-se o mesmo f z, já que na 1ª, o f z (e o h m ) é menor que na 2ª, para uma mesma taxa Q. Outros fatores de escolha do número de dentes da fresa são: Material da peça: materiais que geram cavacos longos no corte exigem um espaço maior entre dentes da fresa. Tamanho da peça: para evitar vibrações indesejadas, é sempre bom manter pelo menos dois dentes da fresa atuando simultaneamente no corte do material. Estabilidade do sistema máquina /fresa/dispositivo de fixação/peça e o acabamento desejado: quanto menor f z e, por conseguinte, quanto maior z para um determinado f, melhor o acabamento da superfície usinada da peça Potência de corte Por causa das características do fresamento, a potência de corte consumida varia a todo instante. Esta variação não é ocasionada pelo corte interrompido, pois esta ocorre também, por exemplo, em peças complexas sujeitas a operações de acabamento em torneamento, em que este é uma das últimas etapas visto que os detalhes na peça já foram realizados previamente. Tal variação na potência é então provocada pela ação de um ou mais dentes no corte do material e pela variação da espessura do cavaco. Em fresamento, existe uma série de fatores que afetam o consumo de potência para uma determinada operação de fresamento. Para exemplificar, pode se considerar a diferença entre o desbaste pesado em uma peça de aço versus o faceamento de acabamento de uma peça de ferro fundido, que são executadas com ferramentas de geometrias e diâmetros diferentes. Existem formas diferentes e bastante
233 232 complicadas de calcular a potência necessária para estas duas operações; no entanto, há algumas equações aproximadas com as quais se tem um valor de referência. Geralmente, o dimensionamento da potência requerida para a máquina pode ser feito através do cálculo da potência média, sobretudo quando o número de dentes simultaneamente no corte é alto. Desta forma, tanto na operação de fresamento tangencial como na operação de fresamento frontal, a potência média de corte é calculada através do uso de um valor médio de K s (K sm ) calculado utilizandose um valor médio da espessura do cavaco. Assim, tem se pela Equação (28.4) que: K sm K (28.4) h Os valores de K s1 e z para o fresamento de alguns materiais são dados pela Tabela Tabela Valores dos parâmetros y e K s1 para diferentes materiais s1 y m Material Dureza [HB] y K s1 Aço sem liga (0,10 a 0,25% C) Aço sem liga (0,25 a 0,55% C) Aço sem liga (0,55 a 0,80% C) 170 0, Aço baixa liga (< 5% elementos) Aço alta liga (> 5% elementos) Aço inoxidável ferrítico / martensítico ,21 Aço inoxidável austenítico Ferro fundido cinzento ( resist. tração) ,28 Ferro fundido cinzento ( resist. tração) Com isso, a potência média de corte P c [kw] consumida pelo processo é dada pela Equação (28.5): Ksm Q P c [kw] (28.5) onde: Q = taxa de remoção de material [mm 3 /min] Qualidade de Peças Fresadas Dentre os erros associados às variações das forças de usinagem, aquele que exerce maior influência no acabamento da superfície usinada e na tolerância dimensional é a deflexão da ferramenta de corte no fresamento de topo. Tal deflexão varia durante todo o processo, tanto na usinagem de segmentos retos quanto na usinagem de cantos. A exatidão no processo de acabamento é, portanto, fortemente influenciada pela deflexão da ferramenta, que é causada pela variação das forças de corte, pelo diâmetro e pelo comprimento da fresa. O fresamento tangencial produz uma superfície ondulada. A altura desta ondulação define a rugosidade máxima teórica Rt teórica [m] que é calculada a partir do diâmetro da fresa D [mm] e do avanço por dente f z [mm]. Essa rugosidade máxima teórica pode ser dada pela Equação (28.6):
234 f Rt teorica [ m] 4 D 2 z (28.6) A rugosidade máxima real, no entanto, é sempre maior ou igual à teórica, pois outros fatores também influem no seu valor, tais como: Posicionamento irregular das pastilhas no sentido radial. Desgaste não uniforme das arestas. Fluxo de saída de cavacos irregular. Condições operacionais da máquina ferramenta: se a rotação da fresa for excêntrica (excentricidade do eixo árvore), a rugosidade é diretamente influenciada, pois somente a aresta que gira no maior diâmetro realiza o corte mais profundo que gera a rugosidade. Portanto, para fins de rugosidade, f z passa a ser igual a f, e a rugosidade máxima cresce substancialmente. Fixação e/ou rigidez deficientes da peça, que podem gerar vibrações que são reproduzidas na superfície da peça. Foi mencionado no Cap. 16 que, dentre os parâmetros de rugosidade, o mais utilizado é o R a (Roughness Average), amplamente empregado na indústria em controle de processos, em especial, no desgaste da ferramenta. Como representa um valor médio, é um parâmetro estável, que não recebe influência de efeitos ocasionais. Para uma operação de fresamento tangencial, o valor de R a [m] é calculado teoricamente em função do avanço por dente f z [mm] e pelo diâmetro da fresa D [mm], conforme Equação (28.7): 2 z 1000 f R a [ m] 9 3 D (28.7) Para uma operação de fresamento frontal, o valor de R a [m] é determinado pela Equação (28.8): a 2 2 z R [ m] 500 r r 0, 25 f (28.8) Como já mencionada, a utilização do fresamento concordante pode melhorar o acabamento da peça por causa da diminuição da vibração (vide Cap. 27). Outras ações que podem melhorar o acabamento são o uso adequado de fluido de corte (principalmente na usinagem de materiais que têm tendência ao empastamento) e a diminuição da profundidade de corte radial (a e ) no fresamento tangencial, que tem um importante efeito na deflexão da ferramenta. No entanto, no corte de materiais que têm alta taxa de encruamento, como o aço inoxidável austenítico, a penetração de trabalho não pode diminuir demais, para que se evite o encruamento da superfície Percurso da Ferramenta e Tempo de Corte Os percursos são considerados nas direções dos movimentos durante um tempo desejado de evolução do processo. A Figura 28.3 ilustra os percursos de corte (L c ), de avanço (L f ) e efetivo (L e ) na operação de fresamento tangencial discordante.
235 234 O tempo de corte (t c ) é um dos principais parâmetros analisados quando o objetivo é a otimização do processo. De forma geral tem-se a seguinte relação: t [min/peça] c L [mm] v [mm/min] f (28.9) O percurso de avanço (L f ) deve ser analisado em cada situação. A Figura 28.4 apresenta um esquema geral para a usinagem de um rasgo (ou canal) que atravessa a peça no fresamento frontal com fresa de topo. Para fresas com pequeno diâmetro, pode-se considerar que L f é a soma do comprimento da peça mais o diâmetro da ferramenta ( 2R), desconsiderando-se a folga inicial e a final. f Figura 28.3 Percursos da ferramenta na operação de fresamento tangencial discordante. Figura 28.4 Percurso de avanço para um canal no fresamento frontal com fresa de topo Se o canal não atravessasse todo o comprimento da peça, então o percurso de avanço seria o próprio comprimento do canal. É comum também ter situações onde a usinagem da peça envolva diferentes velocidades de avanço (v f ) em diferentes etapas. Neste caso será necessário calcular o tempo de corte (t c ) de cada uma destas etapas e somá-las. O tempo unitário (t 1 ) é o tempo total gasto por uma peça. Calcula-se por meio da soma do tempo de corte (t c ) com o tempo de preparação da peça (t p ), como mostra a Equação (28.10): t 1 [min] t c [min] t p [min] (28.10) O tempo do lote (t L ) é o tempo gasto para se usinar um lote de peças. Depende do tempo unitário (t 1 ), da quantidade de peças do lote (Qdd) e do número de máquinas que farão o lote (N maq ), Eq. (28.11):
236 235 Qdd t 1 [min] t L [h] N maq 60 (28.11) A produtividade (Pr), definida como peças/minuto (ou outra unidade de tempo), também é utilizada como parâmetro na otimização do processo, facilitando a comparação entre máquinas. É simplesmente o inverso do tempo de corte, Equação (28.12): 1 Pr [peças/min] (28.12) t [min/peça] c Exemplo É preciso fresar um lote de 500 peças de aço ABNT 1045 com 100 mm de comprimento, 100 mm de largura, e 15 mm de altura. A operação consiste na abertura de uma cavidade circular centrado na face da peça com diâmetro de 54 mm e profundidade de 5,0 mm. As fresas compradas para esta operação são de topo, inteiriças de metal duro, com 04 arestas de corte, diâmetro de 14 mm, velocidade de corte de 175 m/min e avanço por dente de 0,1 mm. Serão utilizados dois centros de usinagem vertical para a usinagem do lote, ambos com potência útil de 7,5 cv. De acordo com o processo de fabricação elaborado, a posição inicial da ferramenta será no centro da peça a 1,0 mm da face. O material da cavidade será removido em duas etapas de 2,5 mm de profundidade. A velocidade de avanço de aprofundamento será de 1/4 da velocidade de avanço normal. A abertura do diâmetro da cavidade será executada em dois passes de igual tamanho. Deverá ser utilizada a maior velocidade de avanço possível. Tanto a velocidade de retorno para o centro da cavidade como a velocidade de subida da ferramenta será ajustada para 3000 mm/min. Observe que a posição inicial e a final da ferramenta são as mesmas. Qual o tempo de usinagem (horas e minutos) do lote, considerando o tempo de setup entre peças de 30 segundos em média. a) Dados do problema: Material: Aço ABNT 1045 (K s1 = 1600 N/mm 2 ; y = 0,25) Tamanho do lote: Qdd = 500 peças Cavidade circular em fresamento frontal: 54 mm / a p = 5,0 mm
237 236 Ferramenta: fresa de topo com z = 4 dentes; f z = 0,1 mm/dente ( f = 0,4 mm/volta); D = 14 mm; v c = 175 m/min. Fresadoras verticais: N maq = 2 com P c = 7,5 cv 5,5 kw. Penetração máxima permitida: 2,5 mm 2 passes para remover a p = 5,0 mm. Posição inicial da ferramenta a 1,0 mm da face. Velocidades de avanço de entrada e saída: v f1 = v f2 /4; v f3 = 300 mm/min. b) Cálculo dos espaços (L): Corte de aprofundamento: L 1 = 1,0 mm + 2,5 mm + 2,5 mm = 6 mm Corte normal: L 2 = 2( ) mm = 417 mm Saída em vazio: L 3 = 20 mm + 20 mm + 6 mm = 46 mm c) Cálculo da rotação do eixo árvore da fresadora vertical (n): 1000v D 14 c n n 4000 rpm d) Cálculo das velocidades de avanço (v f ): Corte normal: v f2 = fn = 0,4 v f2 = 1600 mm/min Corte de aprofundamento: v f1 = 0,25v f2 v f1 = 400 mm/min Saída em vazio: v f3 = 3000 mm/min (dado) e) Cálculo dos tempos de usinagem (t): L1 L Tempo de corte: t c tc 0,276min v v f1 L3 46 Tempo improdutivo: t i = ti 0, 015min v 3000 f3 f2 Tempo de setup entre peças: t p = 30 s = 0,5 min Tempo unitário: t 1 = t c + t i + t p = 0, , ,500 = 0,791 min
238 237 Tempo de fabricação do lote: Da Equação (28.11): t Qdd 0, t L = tl 3h 18min 60 Nmaq 60 2 f) Verificação da potência em relação à disponível na máquina-ferramenta (P c ): Corte normal: a e = 10 mm Da Equação (28.2): Da Equação (28.1): Da Equação (28.4): Da Equação (28.5): 2a 2a 6 D D 14 e1 e2 o o arcsen arcsen 90 arcsen 115, 4 o o 360 fz ae 360 0,1 10 hm senr 0, 071 mm o D 115,4 14 K 1600 K 3100 N/mm 2 s1 sm y 0,25 hm 0, 071 K sm a ap e v f , c 6 P [kw] 2,1 kw < 5,5 kw OK! Corte de aprofundamento: Deve-se seguir o procedimento de furação (vide Cap. 21). No caso, a área da seção transversal deixa de ser a p a e e passa a ser Df / 8 : Ksm Df vf ,4 400 P c[kw] 0,02 kw 5500W OK!
239 238

240 PROCESSO DE RETIFICAÇÃO: GENERALIDADES Introdução Abrasão é definida como sendo a operação de remover partículas de um material por atrito contra outro material que será quase sempre mais duro que o primeiro. Esta ação de esfregar uma peça contra outra para modificar sua forma geométrica ou afiá-la, pertence ao instinto do homem primitivo. A importância nas operações de abrasão reside no fato de que elas corrigem os defeitos das operações precedentes, como ocorre nos processos de usinagem. Segundo a padronização brasileira ABNT PB 26 denomina-se ferramenta abrasiva aquela com formas e dimensões definidas constituída de grãos abrasivos ligados por aglutinante (ou aglomerante). Por outro lado, as arestas cortantes (gumes) são geometricamente indefinidas. A ferramenta abrasiva com a forma de superfície de revolução adaptável a um eixo é denominada rebolo abrasivo. Não são considerados rebolos abrasivos rodas ou discos de metal, madeira, tecido, papel, tendo uma ou várias camadas de abrasivos na superfície. Durante a operação de corte ou desbaste, são os grãos abrasivos que realizam a remoção de material da peça. Eles se desgastam durante o trabalho, perdendo a capacidade de corte. Isto exige que o grão se quebre ou se solte, expondo novas arestas de corte (importante para a autoafiação da ferramenta). Desta forma, para que possam remover material, os grãos abrasivos devem ser: muito duros, para que mantenham arestas cortantes afiadas (vivas) por muito tempo; termicamente estáveis, para resistir às altas temperaturas de usinagem; quimicamente estáveis diante das altas temperaturas e pressões de usinagem, na presença de ar, fluido de corte e material da peça. Dependendo do processo de usinagem de acabamento, os grãos abrasivos agem diferentemente na interação aresta de corte/material, podendo ser por: energia, posição, força ou trajetória, Figura Figura 29.1 Princípio de ação dos grãos abrasivos em operações de acabamento. Prof. André João de Souza
241 240 Utilizam-se abrasivos unidos por um ligante nos seguintes processos de usinagem: retificação, superacabamento, brunimento fino (honing) e lixamento. Utilizam-se abrasivos soltos nos seguintes processos: lapidação, jateamento, tamboreamento e polimento. A retificação 24 é o processo de usinagem abrasiva que apresenta maior emprego na indústria. Caracteriza-se pela remoção de material da peça pela ação conjunta de grãos abrasivos ativos. A impossibilidade de definir geometricamente as arestas cortantes das ferramentas abrasivas levou ao nome de usinagem com arestas de geometria não definida. É um processo geralmente utilizado para as operações de acabamento de peças. Principais características: possibilidade de obtenção de tolerâncias apertadas (dimensionais entre IT4 e IT6 e geométricas compatíveis) e de baixas rugosidades (R a = 0,2~1,6 m); baixa capacidade de remoção de cavaco. Muitas das peças usinadas têm a retificação como a última operação de uma ou várias de suas superfícies. Assim, a retificação é um processo de usinagem por abrasão que requer bastante atenção, pois se a peça for danificada nesta etapa (acabamento), todo o custo acumulado nas operações anteriores não poderá ser recuperado. A retificação tem por objetivo: reduzir rugosidades ou saliências e rebaixos de superfícies usinadas com máquinas-ferramenta, como furadeira, torno, plaina, fresadora. dar à superfície da peça a exatidão de medidas que permita obter peças semelhantes que possam ser substituídas umas pelas outras. corrigir peças ligeiramente deformadas durante um processo de tratamento térmico. remover camadas finas de material endurecido por têmpera, cementação ou nitretação. Até bem pouco tempo atrás, a retificação, por ser um processo abrasivo de usinagem, era um dos únicos processos utilizados em peças que já haviam sido endurecidas por tratamento térmico (acima de 40 HRC). Atualmente, parte destas operações, principalmente as realizadas em superfícies de revolução, tem sido substituída por outros processos, como o torneamento de acabamento em materiais endurecidos, por exemplo. Este fato se explica pelo surgimento de materiais de ferramentas (como o material cerâmico e o CBN) que podem ser usados no torneamento duro e também devido à melhoria das características de projeto e construção das máquinas-ferramenta. O torneamento tem substituído o processo de retificação cilíndrica externa (e às vezes interna) em muitos processos produtivos que exijam tolerância dimensional na casa de IT5. Por outro lado, novos desenvolvimentos têm ocorrido com o processo de retificação: a) novos materiais para ferramentas (CBN e diamante como material do grão abrasivo do rebolo); b) projeto mecânico mais moderno da máquina (mancais e guias hidrostáticas, mecanismo de compensação da deformação térmica etc.). Assim, pode-se dizer que o espaço que a retificação tem perdido para outros processos, sempre que a ordem de tolerância é IT5 ou maior, tem sido recuperado em situações onde as classes de tolerâncias são mais apertadas, como IT4 ou menor. A ferramenta de retificação é denominada rebolo. O rebolo é um corpo (em geral, cilíndrico) formado pelo material aglomerante, cuja função é reunir os inúmeros e pequenos grãos abrasivos que vão entrar em contato com a peça e realizar a usinagem. Assim, cada grão abrasivo retira uma quantidade minúscula de material da peça (por isso o processo é chamado de abrasivo), o que confere à retificação a possibilidade de obtenção de tolerâncias bastante apertadas. 24 Retificar significa corrigir irregularidades de superfícies de peças.

242 Movimentos e Grandezas A formação do cavaco no processo de retificação se dá de maneira diferente dos demais processos de usinagem, já que a abrasão é fator fundamental na retirada de cavaco. O rebolo é uma ferramenta com grande quantidade de arestas cortantes distribuídas de forma aleatória; cada grão, ao entrar em contato com a peça, possibilita a formação de cavaco muito pequeno. Na retificação a aresta de corte percorre uma trajetória definida para dentro da peça (Fig. 29.2). Figura 29.2 Fases da formação do cavaco na retificação. Na Figura 29.2, o ângulo entre a aresta cortante e a superfície da peça é muito pequeno no início, devido ao formato da aresta, ao raio do rebolo e à penetração passiva. Inicialmente, a aresta penetra na peça, gerando deformações elásticas do material. Em seguida, inicia-se a fase de deformações plásticas. O material da peça é forçado para os lados formando uma espécie de rebarba. Além disso, o material pode ser forçado por debaixo da aresta de corte na direção da superfície de incidência. A formação do cavaco tem início no momento em que a aresta penetra na peça em uma espessura de cavaco não deformada (h cu ) igual à penetração de início de corte (T μ ). No decorrer do processo, uma parte do material da peça continua sendo forçada para as laterais, além de haver a formação de cavaco. A eficiência da remoção de material é determinada através do quanto da espessura não deformada de cavaco (h cu ) é transformada em cavaco e o quão grande é a espessura efetiva de usinagem (h cu eff ). As fases da formação do cavaco na retificação (Fig. 29.2) são definidas por três regiões, a saber: Região 1. Quando o grão começa a atritar com a peça ele causa, primeiramente, deformação elástica na pequena porção de material tocada por ele (escorregamento do grão). Região 2. Ao prosseguir no seu caminho na peça, as tensões vão aumentando e, então, o grão passa a causar deformação plástica em outra pequena porção do material (riscamento). Região 3. Continuando o crescimento das tensões, a tensão de ruptura do material à frente do grão é ultrapassada e acontece a extração de uma pequena porção de material (remoção do cavaco).
 são bem superiores às forças tangenciais, pois o atrito prevalece sobre a força de corte. Altas temperaturas de corte são desenvolvidas (1000 a 1600 C).")

243 242 Esse tipo de formação de cavaco, aliado à alta velocidade do grão abrasivo (maior que a velocidade de corte em processos como o torneamento em cerca de 10 vezes), geram o seguinte: As forças radiais (normais) são bem superiores às forças tangenciais, pois o atrito prevalece sobre a força de corte. Altas temperaturas de corte são desenvolvidas (1000 a 1600 C). Como o tempo de exposição a essa temperatura é muito curto (da ordem de milésimos de segundo), é possível que o material atinja e supere sua temperatura de fusão sem se fundir. A energia total requerida para o processo de retificação é da ordem de 2 a 20 vezes maior que para outros processos de usinagem, para o mesmo volume de cavaco removido na unidade de tempo. Como em outros processos, quase toda esta energia se transforma em calor. A energia mecânica empregada no processo é resultado do produto do comprimento total usinado e dos componentes das forças nessa direção. Na zona de corte e de atrito, a energia mecânica é transformada, na maior parte, em energia térmica. Isso ocorre devido às deformações plásticas, ao corte do material, e ao atrito do cavaco com o ligante e com as superfícies de incidência e de saída (Fig. 29.3a). Em números médios, 85% do calor gerado vão para a peça, 5% para o cavaco e 10% para o rebolo. O calor que vai para o rebolo não causa dano considerável, pois o rebolo é de material refratário, na maioria das vezes é bem grande e tem bastante área para dissipar calor. O calor que vai para o cavaco também não causa preocupações. O problema maior está no calor que vai para a peça, já que esta recebe a maior parcela de calor (Fig. 29.3b). Tal calor pode determinar mudanças estruturais na superfície da peça, que na maioria das vezes já recebeu o tratamento térmico. Além disso, pode gerar erros de forma e dimensão na peça, o que é muito grave, pois, em geral, a retificação é o último processo de usinagem sobre a superfície, aquele que proporciona as dimensões finais da peça (determina sua qualidade). Por isso, existe a necessidade de utilização de meio lubrirrefrigerante de maneira abundante e eficiente. Também, as condições de usinagem e as características do rebolo devem ser tais que atenuem este problema. (a) (b) Figura 29.3 Conversão e distribuição de energia na região de corte: (a) zonas de deformação e atrito; (b) parcelas do calor gerado.
244 Parâmetros do processo Um dos parâmetros do processo de retificação mais utilizados é a chamada espessura de corte equivalente (h eq ), calculada pela Equação (29.1): v p h eq a (29.1) v c onde: a = v p = v c = profundidade de usinagem (a p ) na retificação cilíndrica longitudinal, profundidade de penetração (a e ) na retificação plana tangencial ou avanço por volta (f) na retificação cilíndrica de mergulho; velocidade da peça; velocidade de corte (velocidade do rebolo). A espessura de corte equivalente (h eq ) representa fisicamente a espessura de material que os grãos removem. O aumento de h eq, seja pelo aumento de a ou de v p ou pela diminuição de v c, causa aumento dos esforços de corte e da rugosidade da peça e diminuição da vida do rebolo. Por isso, sempre se procura ter rebolos cujas ligas suportem altas velocidades, pois, quanto maior a velocidade do rebolo (v c ), maior a sua vida, melhor a rugosidade e menores os esforços de corte. Outro parâmetro interessante de ser definido é a espessura máxima do cavaco (h max ), mostrada na Figura 29.4 pela linha BC. Figura 29.4 Cinemática da formação do cavaco. Pode-se comprovar matematicamente que h max pode ser dada pela Equação (29.2): onde d é o diâmetro da peça cilíndrica sendo retificada. v a h p max (29.2) v d c A análise da Equação (29.2) gera algumas considerações interessantes: Quando a profundidade de usinagem a é aumentada, a espessura máxima do cavaco h max também aumenta, mas não na mesma proporção: quando a dobra, h max aumenta 1,414 vezes.
245 244 Se a velocidade do rebolo v c cresce, h max diminui, os esforços de corte diminuem e a vida aumenta. Assim, diz-se que a dureza do rebolo aumenta, pois é capaz de resistir a mais esforços, já que v c reduziu os esforços. Porém, o acréscimo de v c está limitado pelo tipo de liga do rebolo. Se a velocidade da peça v p diminui, h max diminui e, assim, os esforços sobre os grãos serão menores, a vida do rebolo aumenta e o rebolo se comporta como mais macio. A área de contato rebolo/peça é de grande interesse. Para um determinado esforço no sentido radial do rebolo, tem-se uma pressão específica de corte que é função inversa do comprimento de contato rebolo/peça. A pressão rebolo/peça é repartida sobre os grãos abrasivos de forma que, quanto maior o comprimento de contato, maior o número de grãos a suportar o esforço e menor a pressão que cada grão deverá suportar. O rebolo parece mais duro, pois quão menor o esforço sobre o grão, mais difícil é removê-lo do rebolo. Assim, se o comprimento de contato cresce, pode-se aumentar a porosidade do rebolo e o tamanho dos grãos. Com isso, diminui-se o número de grãos do rebolo todo, mantém-se o número de grãos em contato com a peça e permite-se uma melhor dissipação do calor gerado, já que uma maior porosidade permite liberar mais facilmente o cavaco e favorecer a ação do refrigerante. Assim, quanto maior a área de contato rebolo/peça, maior deve ser o tamanho do grão e o rebolo deve ser mais macio e mais poroso Máquinas-Ferramentas (Retificadoras) A retificadora é a máquina-ferramenta empregada na usinagem de peças para dar às suas superfícies uma exatidão maior e um melhor acabamento que os conseguidos em máquinas operatrizes convencionais. Os materiais ou peças em geral precisam ser submetidos a tratamento térmico (têmpera) para serem retificados. Há basicamente três tipos de retificadora: plana, cilíndrica universal e cilíndrica sem centros ( centerless ). Quanto ao movimento, em geral, podem ser manuais, semiautomáticas e automáticas. No caso da centerless, ela é automática, pois é utilizada em produção seriada. A ferramenta de corte utilizada na retificadora é o rebolo. Existem vários tipos e formas, adequados ao trabalho de retificação que se deseja fazer e, principalmente, à natureza do material a ser retificado. Para que a superfície apresente exatidão dimensional e bom acabamento, é necessário levar em conta os tipos de material a usinar, de trabalho a ser feito e de granulação e aglomerante do rebolo. Há varias formas de fixar a peça. Pode-se fixá-la diretamente a mesa ou com transpassadores (no caso de peças de formato irregular). Outro modo de fixar a peça à mesa da retificadora é por meio de uma mesa de seno magnética. Em geral ela é utilizada na usinagem de superfícies inclinadas. É possível também fazer a fixação da peça à mesa por meio de uma morsa retificada. Trata-se de uma forma de fixação utilizada na retificação de materiais não ferrosos. Além dessas, uma das fixações mais comuns é a feita por meio de placas magnéticas. Trata-se de uma fixação utilizada para retificar peças de materiais ferrosos, que tem a propriedade de serem atraídos por imãs. Retificadora Após a preparação da máquina (limpeza, balanceamento, fixação do rebolo escolhido e dressagem), inicia-se a remoção de material pelo processo de retificação Retificadora plana Esse tipo de máquina retifica todos os tipos de superfícies planas: paralelas, perpendiculares ou inclinadas. Nesta máquina, a peça é presa a uma placa magnética, fixada à mesa. Durante a usinagem, a mesa desloca-se em um movimento retilíneo da direita para a esquerda (e vice-versa), fazendo com que a
246 245 peça ultrapasse o contato com o rebolo em aproximadamente 10 mm. Há também o deslocamento transversal da mesa. O movimento transversal, em conjunto com o longitudinal, permite uma varredura da superfície a ser usinada. O valor do deslocamento transversal depende da largura do rebolo. Na prática, utiliza-se 1/3 da largura do rebolo para operações de desbaste e 1/10 para operações de acabamento. Esta retificadora pode ser tangencial de eixo horizontal (Fig. 29.5a) e de topo de eixo vertical (Fig. 29.5b). (a) (b) Figura 29.5 Retificadoras planas: (a) tangencial (horizontal); (b) de topo (vertical). Na retificadora plana tangencial de eixo horizontal, utiliza-se um rebolo cilíndrico (tipo reto plano). Na retificadora plana vertical, utiliza-se um rebolo tipo copo ou anel, cuja superfície de corte tem, em sua parte plana, a forma de coroa circular. Além disso, pode-se também utilizar um rebolo de segmentos Retificadora cilíndrica universal Esta máquina retifica superfícies cilíndricas, externas ou internas e, em alguns casos, superfícies planas em eixos rebaixados que exijam faceamento. A peça é fixa, por exemplo, a uma placa universal como a utilizada no torno, que é dotada de um movimento de rotação. O rebolo em movimento de rotação entra em contato com a peça e remove o material (Fig. 29.6a). Esta operação tem a finalidade de dar fino acabamento a superfícies de pelas cilíndricas, com exatidão de medidas. Com esta máquina podem ser executadas operações de retificação externa e interna de superfícies cilíndricas e cônicas Retificadora cilíndrica sem centros (Centerless) Esse tipo de retificadora é muito usado na produção em série. A peça é conduzida pelo rebolo de corte e pelo rebolo (disco) de arraste (ou regulador). O giro do rebolo de arraste é lento e serve para imprimir movimento à peça e para produzir o avanço longitudinal. Por essa razão, o rebolo de arraste possui uma inclinação longitudinal de 1 a 5 graus, que é responsável pelo avanço da peça (Fig. 29.6b) Retificadora CNC As retificadoras CNC, em geral, são máquinas cilíndricas universais desenvolvidas para atender as pequenas, médias e grandes produções de peças de alta precisão dimensional e geométrica através de operações de retificação externa e interna de superfícies cilíndricas e cônicas (Fig. 29.7).

")
.")

 Interna")


247 246 (a) Figura 29.6 Retificadora cilíndrica: (a) universal; (b) sem centros (centerless). (b) (a) Cilíndrica Externa Numerika (b) Cilíndrica Interna Intertronika (c) Cilíndrica Universal Pratika Figura 29.7 Exemplos de retificadoras CNC Zema
, de carboneto de")
248 PROCESSO DE RETIFICAÇÃO: REBOLOS Introdução A ferramenta de corte utilizada na retificação é o rebolo, cuja superfície é abrasiva, ou seja, apresenta-se constituída de vários grãos de óxido de alumínio (Al 2 O 3 ), de carboneto de silício (SiC), dentre outros. Por isso, a usinagem com rebolo é designada como um processo de usinagem por abrasão. Trata-se do mesmo sistema empregado pelo dentista quando ele utiliza um instrumento giratório com uma espécie de lixa redonda para limpar ou polir nossos dentes. A remoção (por atrito) de material usinado é muito pequena porque o rebolo arranca minúsculos cavacos durante a operação de corte quando as arestas (grãos abrasivos) incidem simultaneamente sobre a peça. O ângulo de saída desses grãos é geralmente negativo, como mostra a Figura Figura 30.1 Rebolo (ângulos de saída negativo). Os elementos que precisam ser especificados na escolha de um rebolo são: Abrasivo material que compõe os grãos do rebolo; Granulação tamanho dos grãos abrasivos; Aglutinante material que une os grãos abrasivos; Dureza resistência do aglutinante; Estrutura porosidade do rebolo Abrasivo Segundo a padronização brasileira ABNT PB 26, abrasivo é um produto granulado, natural ou sintético, usado com a finalidade de remover o material das superfícies das peças até o desejado. A produção de peças seriadas intercambiáveis, para simplificar a montagem e facilitar a troca de peças na manutenção, exigiu o estabelecimento de tolerâncias mais estreitas de fabricação e a Prof. André João de Souza



249 248 consequente utilização mais intensiva das operações de acabamento, assegurando menores valores de rugosidade e medidas mais exatas e precisas. Isto levou à necessidade de ferramentas abrasivas de características melhores e mais uniformes, em quantidades crescentes. Os abrasivos podem ser naturais ou artificiais. Os abrasivos naturais (pedra de arenito ou sílex, quartzo, esmeril natural, coríndon natural, pedra pomes, granada, diamante MCD, tripoli), de qualidades muito diversificadas e com altas porcentagens de impurezas, são empregados somente em ferramentas específicas como lixas, por exemplo. Os abrasivos artificiais ou sintéticos (Al 2 O 3 cristalino, SiC, carboneto de boro (B 4 C), CBN e diamante PCD) têm uma utilização muito mais abrangente, por terem características controladas. Devido às exigências de mercado como a racionalização dos processos e automação, mudanças para máquinas CNC resultaram em demanda por abrasivos mais confiáveis, de qualidade constante e com elevadas produções, como os superabrasivos (CBN, PCD, MCD) e os materiais cerâmicos de alto desempenho à base de óxido de alumínio Óxido de alumínio (Al 2 O 3 ) O Al 2 O 3 é indicado para a retificação de materiais de alta resistência à tração (aço-carbono e suas ligas, aços-rápidos, ferros fundidos maleáveis e nodulares). Obtido a partir da bauxita por um processo de redução, apresenta-se em duas qualidades segundo o critério de pureza conseguida na sua elaboração: Óxido de Alumínio Comum (A): de cor acinzentada, este abrasivo apresenta de 96 a 97% de Al 2 O 3 cristalizado e a dureza é de 21 kn/m 2. A principal característica é a sua alta tenacidade, a qual se presta nos casos de operações de desbaste e retificações cilíndricas em materiais que tenham elevada resistência à tração (exceto em aços de elevada dureza e sensíveis ao calor). Óxido de Alumínio Branco (AA): é uma forma mais refinada do óxido de alumínio comum, chegando a ter 99% de Al 2 O 3. Distingue-se pela cor, comumente branca, e com propriedades semelhantes ao comum. Porém, devido a sua pureza e forma de obtenção (cristalizado), tende a ser mais quebradiço. Possui alta dureza e baixa tenacidade e é utilizado em usinagem leve onde se deve evitar aquecimento superficial. Como exemplo, os aços-liga em geral podem ser citados Carboneto de silício (SiC) O SiC é obtido indiretamente por meio da reação química de sílica pura com carvão coque em fornos elétricos. Este tipo de abrasivo apresenta maior dureza que os óxidos de alumínio (24 kn/m 2 ), sendo por isso mais quebradiço. Não deve ser usado na retificação de aços. Esses abrasivos podem ser reconhecíveis, também, pela coloração: cinzas e verdes. Principais tipos: Carboneto de Silício Cinza (C): é indicado para a retificação de materiais de baixa resistência à tração, porém, de elevada dureza como o ferro fundido (tratados ou não superficialmente), materiais não ferrosos (principalmente o metal-duro e o alumínio) e não metálicos (vidros, porcelanas e plásticos).


: pelos grãos serem irregulares, mais fracos e mais frágeis, esses rebolos são usados geralmente com liga resinoide especialmente na retificação de metal-duro")
250 249 Carboneto de Silício Verde (V): é uma variedade do SiC cinza, indicado especialmente para o trabalho de afiação em pastilhas de metal-duro. Por serem mais quebradiços que o SiC cinza, não alteram a constituição do metal duro Diamante O diamante (D) é usado na retificação de materiais não ferrosos (ferramentas de metal-duro, peças cerâmicas, porcelana, vidro e corte de pedras). Podem ser revestidos com uma quantidade em peso de níquel ou cobre de 50% a 60%, o que limita a transmissão de calor para a liga e melhora a adesão grãoliga, além de prover proteção contra o ambiente. Em geral, o diamante tem uma dureza de 80 kn/m 2. As características do diamante variam do grão policristalino até o grão monocristalino. Rebolos com grãos policristalinos (PCD): pelos grãos serem irregulares, mais fracos e mais frágeis, esses rebolos são usados geralmente com liga resinoide especialmente na retificação de metal-duro e/ou para operações de precisão com ou sem fluido de corte, tendo os grãos recobertos com níquel 25. Rebolos com grãos monocristalinos (MCD): pelos grãos serem regulares, mais fortes e tenazes, esses rebolos são usados principalmente com liga metálica para trabalhos com exigências de manutenção do perfil do rebolo, sempre com fluido de corte, para corte de pedras, cerâmicas, vidros e outros materiais duros e frágeis Nitreto de boro cúbico (CBN) O CBN é utilizado principalmente para materiais ferrosos (ferro fundido e aço de extrema dureza até 60 HRC). Com características superiores aos anteriores, é pouco empregado na fabricação de rebolo. É mais comumente utilizado em forma de bastonetes para retificação de ferramentas (alto custo). Sua dureza é de aproximadamente 47 kn/m 2. Em comparação com o diamante, uma importante vantagem do CBN é sua estabilidade térmica. Normalmente ele resiste à oxidação até temperaturas da ordem de 1300 C, enquanto o diamante é estável termicamente até 800 C. Uma consequência importante deste fato é a possibilidade de se usar o CBN em um rebolo com liga vitrificada. Assim, um rebolo de CBN com liga vitrificada incendeia-se em uma temperatura muito mais alta que o diamante. O CBN se apresenta em dois tipos: 25 Quando o rebolo tem apenas um banho à base de níquel para prender os grãos este é chamado rebolo diamantado eletrolítico. É a mais versátil de todas as ligas que, por se tratar de um banho, o próprio cliente pode usinar a peça onde os grãos serão impregnados.


251 250 Rebolo de CBN com recobrimento de 60% em peso de níquel (liga resinoide). Rebolo de CBN sem recobrimento (ligas vitrificadas e metálicas) Algumas consequências das características do grão abrasivo A Dureza pode ser definida como a resistência à ação do risco. Baseada neste conceito foi criada a conhecida escala Mohs onde o mineral com menor dureza, o talco, é riscado por todos os outros e o mais duro é o diamante que não é riscado por nenhum e risca todos os outros. Modernamente está ganhando reconhecimento intensivo para a medição de dureza de grãos abrasivos a escala Knoop. O método Knoop 26 é utilizado para a medição de microdureza, na qual um penetrador de diamante, com formato piramidal, é pressionado contra uma superfície devidamente polida. A Tenacidade representa a capacidade que os grãos abrasivos têm de absorver energia, isto é, resistir aos impactos com ação dos esforços de choque sem perder o poder de corte. Portanto, os grãos que possuem essa característica são indicados para operações de elevadas pressões. Uma alta tenacidade implica que o grão abrasivo dificilmente fratura-se cada vez que impacta contra a peça. Um grão menos tenaz regenera suas arestas abrasivas através da fratura (autoafiação) à medida que o grão perde sua afiação durante o uso. Em geral, grãos menores do mesmo material são mais tenazes, já que eles são produzidos pela moagem de grãos mais grossos. Grãos mais duros e menos tenazes são aplicados geralmente para operações precisas, enquanto grãos mais tenazes de tamanhos maiores são mais adequados para cortes mais pesados. A Friabilidade é a capacidade de o grão fraturar-se em operação quando este perde o poder de corte, criando assim novas arestas de corte, obtendo menor geração de calor. Portanto, os grãos que a apresentam são indicados em operações que requerem a integridade física da peça. A Tabela 30.1 apresenta algumas propriedades dos materiais abrasivos. 26 A dureza Knoop (HK) é dada pela equação: P P HK 2 A C L onde P é a carga aplicada [kgf], A é a área superficial de impressão [mm 2 ], L é o comprimento da impressão [mm] ao longo do maior eixo e C p é um fator de correção relacionado ao formato do penetrador (idealmente 0,070279). Este método foi desenvolvido no National Bureau of Standards (hoje NIST), por F. Knoop e é normalizado pela ASTM D1474 (Standard Test Methods for Indentation Hardness of Organic Coatings). p

![Estrutura cristalina Hexagonal Hexagonal Cúbica Cúbica Densidade [kg/m 3 ] 3980 3220 3480 3520 Ponto de fusão [ C]](/docs-images/68/58306943/images/252-1.jpg "2040 2830 3200 (a 105 kbar) 3700 (a 130 kbar) Dureza [N/m 2 ] 21000 24000 47000 80000 30.3. Granulação O tamanho do grão (grana) é determinado por meio do peneiramento.")




252 251 Tabela 30.1 Algumas propriedades dos materiais abrasivos usados na retificação Propriedades Al 2 O 3 SiC CBN Diamante Estrutura cristalina Hexagonal Hexagonal Cúbica Cúbica Densidade [kg/m 3 ] Ponto de fusão [ C] (a 105 kbar) 3700 (a 130 kbar) Dureza [N/m 2 ] Granulação O tamanho do grão (grana) é determinado por meio do peneiramento. É representado por um número que corresponde ao número de malhas por polegada linear da peneira de classificação. Por exemplo, um grão 80 significa que foi obtido através de uma peneira cujo lado tem 1/80 de polegada (aproximadamente 0,32 mm). Ele irá passar livremente em uma peneira de 80 malhas por polegada linear, mas ele ficará retido em outra com 81 malhas ou mais. Esses números classificam-se segundo a escala granulométrica mostrada na Tabela A Figura 30.2 ilustra alguns exemplos de granulação e a Fig mostra a granulação nº 12, 54 e 100 do Al 2 O 3. Tabela 30.2 Escala granulométrica. Muito grosso Grosso Médio Fino Muito fino Pó Grana nº 16 Grana nº 24 Grana nº 46 Figura 30.2 Exemplos de granulação. (a) Grana nº 12 (b) Grana nº 54 (c) Grana nº 100 Fig Granulometria de óxidos de alumínio: (a) grossa; (b) média; (c) fina (Sandblasting Abrasives)
253 252 Para a seleção do tamanho do grão, as seguintes regras devem ser obedecidas: Grãos grossos (6 a 30) materiais moles, dúcteis ou fibrosos, como aços moles ou alumínios; remoção de grande volume de material (desbaste); onde não se exige boa qualidade superficial; grandes áreas de contato. Grãos finos (100 a 500) materiais duros ou quebradiços, como metal-duro ou vidro; manutenção de bordas e perfis de pequenas dimensões; quando se deseja bom acabamento superficial; pequenas áreas de contato Liga Aglomerante A liga aglomerante (também denominado Ligante ou Aglutinante) tem a função de unir os grãos abrasivos entre si e também, se for o caso, com o suporte (ferramenta). A liga aglomerante do abrasivo permite que a ferramenta mantenha a sua forma e resistência, dando-lhe condições de fazer o trabalho desejado e desprender o grão quando ele perder suas características de corte. A proporção e a qualidade da liga, bem como o abrasivo, determinam o grau de porosidade e a dureza exigidos pelo tipo de retificação. Os ligantes se dividem em dois grandes grupos: inorgânicos e orgânicos. Os inorgânicos podem ser vitrificados (V), siliciosos (S), de magnesita (O) ou metálicos (M). Os orgânicos podem ser goma-laca (E), borracha (R) ou resinoide (B). Dentre todos, destacam-se as ligas vitrificadas e as resinoides Cerâmica ou Vitrificada (V) Vitrificada é a liga inorgânica mais comum para retificadores de precisão. Sua rigidez facilita a manutenção do perfil do rebolo, permitindo trabalhos com maior precisão. Não resiste a grandes impactos ou pressões e não é afetada pela água, óleos ou ácidos. Trabalha normalmente com velocidade periférica (v c ) de até 33 m/s (cerca de 2000 m/min). No entanto, operações a 45 ou 60 m/s (2700 ou 3600 m/min) são comuns atualmente e ligas especiais foram desenvolvidas para atender a essa necessidade. O aglomerante vitrificado, utilizado na maioria dos rebolos fabricados, está entre 70% e 80% do total Resinoide (B) Resinoide é a liga composta por resinas orgânicas. É um ligante de elevada resistência e alta resiliência 27. Trabalha normalmente com velocidade periférica (v c ) de até 48 m/s (aproximadamente 2900 m/min). Dependendo da construção do rebolo, podem operar até a 100 m/s (6000 m/min). Dependendo da granulação, a liga é utilizada em operações de desbaste pesado, cortes e, por outro lado, operações que exijam alto nível de acabamento. 27 Resiliência é a propriedade pela qual a energia armazenada em um corpo deformado é devolvida quando cessa a tensão causadora de uma deformação elástica. Resistência ao choque.


254 Grau de Dureza A dureza de uma ferramenta abrasiva representa o grau de coesão dos grãos abrasivos com o aglomerante. É, portanto, um índice da resistência com que o grão abrasivo é retido no material aglutinante. Se essa coesão for grande, capaz de resistir aos esforços de retificação que procuram retirar o grão do rebolo, o mesmo é classificado como duro. Em caso contrário, tem-se uma liga mole (Fig. 30.4). Figura 30.4 Representação da dureza em rebolos (ICDER) Segundo a ABNT, a dureza dos rebolos é classificada em ordem crescente por letras que vão de E a V, sendo sua resistência determinada pela porcentagem de liga utilizada, a saber: E F G H I J K L M N O P Q R S T U V rebolos muito moles; rebolos moles; rebolos de dureza média; rebolos duros; rebolos muito duros. No caso de usinagem de materiais que tendem a empastar o rebolo, deve-se usar um rebolo mole, que solte os grãos com mais facilidade, expondo continuamente novas arestas. A capacidade de retenção dos grãos abrasivos depende: do tipo e da quantidade volumétrica de ligante; dos tamanhos dos grãos e dos vazios. Em geral, rebolos duros são usados em materiais moles, e rebolos moles em materiais duros Estrutura A estrutura indica a concentração volumétrica de grãos abrasivos no rebolo ou, em outras palavras, os poros ou vazios da estrutura de um rebolo que criam condições de remoção rápida dos cavacos da face do rebolo (Fig. 30.5). (a) (b) Figura 30.5 Estrutura de um rebolo: (a) fechada; (b) aberta. Uma estrutura mais aberta de grãos idênticos, em geral, dá um acabamento mais grosseiro que uma estrutura mais fechada. Por outro lado, conforme os grãos abrasivos cortam a peça, deve-se procurar um meio de retirar os cavacos da zona de retificação. Os vazios da estrutura do rebolo (poros) fornecem o




255 254 meio para rápida remoção do cavaco. Em outras palavras, uma estrutura fechada determina um maior número de arestas cortantes atuantes (Fig. 30.6). Figura 30.6 Função dos poros na estrutura do rebolo. Assim, rebolos com estrutura aberta oferecem mais espaços para alojamento do cavaco e tem maior durabilidade. Como regra geral: A usinagem de um material dúctil com baixa dureza exige um rebolo com estrutura aberta. Por conseguinte, material com alta dureza exige estrutura fechada. Quanto mais fino o acabamento, mais fechada (densa) deve ser a estrutura, a fim de que se tenha um número suficientemente grande de arestas cortantes. A estrutura de um rebolo é representada por uma série de números naturais a partir de 1, sendo: 1 ~ 4 5 ~ 7 8 ~ 12 > 12 rebolo com bastante abrasivos (estrutura fechada, Fig. 30.7a); estrutura média; estrutura aberta (Fig. 30.7b); rebolos com poucos grãos abrasivos. (a) Fechada (b) Aberta Figura 30.7 Estrutura aberta e fechada do rebolo Especificação do Rebolo Para que a superfície retificada apresente exatidão dimensional e bom acabamento, é necessário levar em conta o tipo de material a usinar, o tipo de trabalho a ser feito e o tipo de granulação e o aglomerante do rebolo. Veja o exemplo para a retificação de um aço não temperado (Tab. 30.3).
256 255 Tabela 30.3 Exemplo para a retificação de um aço não temperado. Operação Granulação Aglomerante Desbaste Grossa Vitrificado Semiacabamento Média Vitrificado Retificação fina Fina Resinoide Existem vários tipos e formas de rebolo, adequados ao trabalho de retificação que se deseja fazer e, principalmente, à natureza do material a ser retificado. Os fabricantes de rebolos adotam um código internacional constituído de letras e números para indicar as especificações do rebolo (Fig. 30.8). Assim, um exemplo de especificação de um rebolo pode ser: A 46 M 5 V 10W abrasivo granulometria dureza (concentração) estrutura liga identificação da liga (profundidade de penetração) Figura 30.8 Especificação do rebolo. Quando se trata de rebolos superabrasivos, dois dígitos extras são incluídos: Dígito de concentração: vem logo após a letra referente à dureza do rebolo e indica a quantidade de abrasivo contida no rebolo. O número da concentração é baseado numa escala proporcional, onde tal número dividido por quatro é igual à porcentagem volumétrica dos grãos contidos no rebolo. Por exemplo, uma concentração 100 significa 25% de grãos no volume total rebolo + liga. Concentrações típicas para ligas resinoides ou metálicas variam de 50 (12,5%) a 150 (37,5%). As ligas superabrasivas requerem uma concentração maior, o que torna o rebolo mais caro. Dígito de profundidade do abrasivo: o último dígito de especificação de um rebolo superabrasivo é a profundidade de penetração do abrasivo, já que neste tipo de rebolo, somente a casca externa contém liga e abrasivo. Normalmente esse número está em polegadas ou milímetros.
 (b) (c) (d) (e) Figura 30.9 Formas de rebolo: (a) disco reto; (b) prato; (c) copo (d) de segmentos; (e) pontas montadas.")
, enquanto que o tipo prato na afiação de fresas (cilíndricas,")
, podem-se utilizar os rebolo tipo copo ou anel (cuja superfície de corte tem a forma de coroa circular na parte plana) e tipo segmentado.")
257 Formas de Rebolo Na Figura 30.9 estão algumas formas comuns encontradas em rebolos. Observa-se que as superfícies de ataque são aquelas destacadas com coloração cinza. (a) (b) (c) (d) (e) Figura 30.9 Formas de rebolo: (a) disco reto; (b) prato; (c) copo (d) de segmentos; (e) pontas montadas. Na retificadora plana tangencial (eixo horizontal), podem-se empregar os rebolos cilíndrico (tipo reto plano) e cônico (tipo prato). O tipo reto é aplicado na afiação de brocas e ferramentas diversas (discos com espessuras menores são usados também na afiação de machos), enquanto que o tipo prato na afiação de fresas (cilíndricas, frontais, de disco, de forma e detalonadas). Na retificadora plana de topo (eixo vertical), podem-se utilizar os rebolo tipo copo ou anel (cuja superfície de corte tem a forma de coroa circular na parte plana) e tipo segmentado. O tipo copo é aplicado na afiação de fresas (frontais, cilíndricas, de topo), machos e cabeçotes porta-bits. O tipo segmentado é usado na retificação plana de ataque frontal no faceamento de superfícies. Já as pontas montadas (com diferentes geometrias de acordo com a aplicação a que se refere) podem ser aplicadas em diversas máquinas-ferramentas, não se restringindo às retificadoras. Utilizadas em ferramentas de corte e estampos em geral.
258 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal controlado. O sobremetal de retificação é definido como a diferença em milímetros entre a peça usinada por um processo de usinagem anterior e a peça pronta após retificação. Nos casos de retificação individual de peças ou em séries muito pequenas a magnitude do sobremetal não é muito importante. Contudo, em produção seriada é muito importante manter o sobremetal controlado dentro de uma tolerância razoável para não submeter a retificadora a uma variabilidade muito grande de esforços e mesmo para que os tempos de retificação sejam previsíveis e repetidos. Existem diferentes doutrinas na fixação do sobremetal ideal. As doutrinas que consideram a retificação um processo de acabamento visando a obtenção de um máximo de precisão dimensional, um máximo de precisão geométrica e um melhor acabamento possível, preferem um sobremetal menor. Essas doutrinas são normalmente de origem europeia. Já as doutrinas que consideram que a retificação é um processo que deve ser o mais produtivo possível privilegiam um compromisso mais produtivo entre as fases de usinagem (torneamento, fresamento etc.) e retificação e as precisões (dimensional, geométrica e de acabamento) que serão obtidas. Essas são as doutrinas de origem norte-americana que normalmente optam por sobremetais consideravelmente maiores. É usual dividir um processo de retificação em desbaste e acabamento, intercalados por uma dressagem do rebolo. Em retificações de alta produção procuram-se realizar as duas fases consecutivamente sem uma dressagem intermediária. Nesses casos, as dressagens (manuais ou automáticas) intercalam-se a cada n peças, considerando-se que as variações das peças dentro de cada um desses lotes podem ser toleradas. Quando se divide a operação entre desbaste e acabamento, na primeira fase remove-se de 80% a 90% do sobremetal, utilizando-se de parâmetros elevados de avanços do rebolo e velocidades elevadas tanto da peça como do deslocamento da mesa, por exemplo. O acabamento é feito com parâmetros significativamente menores para não se superar as tolerâncias dimensionais e geométricas desejadas e nem superar a rugosidade superficial máxima tolerada Classificação Os processos de retificação podem ser classificados: Segundo a dureza da peça usinada: Retificação mole ou verde: realizada antes do tratamento térmico, com a peça ainda mole, para gerar superfícies precisas que sirvam de referência para outras operações de usinagem. Retificação dura: realizada depois do tratamento térmico, com a peça já endurecida, com a finalidade de conferir as dimensões finais à peça usinada. Segundo a superfície a ser usinada: Prof. André João de Souza
259 258 Retificação cilíndrica o Externa Entre pontas Longitudinal (ou de passagem) Mergulho (ou com avanço de penetração) Sem centros (centerless) o Interna Retificação plana o o Tangencial Frontal Outras Retificação Cilíndrica Externa Entre Pontas A retificação cilíndrica externa baseia-se no princípio de se fazer a peça girar em torno de seu eixo e deslocar-se no sentido axial, em contato com a periferia de um rebolo (ferramenta abrasiva), que periodicamente avança contra a peça. Para que a retificadora cilíndrica possa gerar uma forma cilíndrica na peça há necessidade que os eixos de rotação da peça e do rebolo sejam paralelos e coplanares. Caso os dois eixos não sejam paralelos, a forma gerada pela retificadora será cônica. Caso os dois eixos não sejam coplanares, a forma gerada pela retificadora será adelgaçada como um hiperboloide. Entende-se como fixação de uma peça entre pontas em uma retificadora cilíndrica quando ela é suportada entre centros por pontas cônicas inseridas nos cabeçotes porta-peça e contraponto da máquina que adentram os furos de centro da peça. Os furos de centro das peças cilíndricas são normalmente préexistentes em decorrência das operações prévias de torneamento. Os furos de centro das peças devem estar livres de rebarbas ou marcas de vibração. A peça fixada entre pontas recebe a sua rotação através de uma placa de arraste disposta no cabeçote porta-peças da máquina. Na fixação entre centros, a árvore do cabeçote porta peças não gira. Somente a placa de arraste gira. A árvore fica parada e no seu cone Morse se insere um centro de apoio. No cabeçote contraponto também está inserido um centro de apoio similar para compor o apoio entre centros da peça. O eixo do cabeçote contraponto apresenta sempre um deslocamento longitudinal retrátil pequeno, o suficiente para que a peça, já alojada de um lado, entre em posição e seja fixada quando o centro de apoio volte para a sua posição normal. Nem sempre é possível fixar a peça entre pontas, particularmente em peças curtas e vazadas de um lado; nestes casos a peça é fixada em placa de castanhas adaptada ao cabeçote porta-peças. As peças podem ser fixadas também por pinças elásticas. Para peças muito pesadas muitas vezes prefere-se aplicar centros de apoio giratórios nos cabeçotes porta-peças e contraponto em lugar dos centros fixos. Alguns tipos de peças podem ainda requerer placas magnéticas circulares para a fixação. As retificadoras cilíndricas apresentam normalmente duas mesas, uma inferior (chamada de mesa prismática que se desloca em guias sobre o barramento longitudinal da máquina) e outra superior (designada de mesa angular, que pode girar em torno de um pino central sobre a mesa prismática, permitindo ajustes angulares e retificações cônicas).
 Na retificação longitudinal (Fig. 31.")


260 259 A retificação cilíndrica externa pode ser longitudinal ou de mergulho. Nos dois casos, tanto a peça quanto o rebolo possuem movimento de rotação Retificação Longitudinal ( Traverse Grinding ) Na retificação longitudinal (Fig. 31.1), também chamada de retificação de passagem, o avanço paralelo ao eixo da peça pode ser efetuado através do movimento da mesa da retificadora ou através do movimento do rebolo. No caso, o comprimento da peça é maior que a espessura do rebolo. Figura 31.1 Retificação cilíndrica externa longitudinal entre pontas. O avanço em profundidade (geralmente automático) é discreto e realizado ao fim de cada avanço longitudinal (quando o rebolo chega ao fim da peça reversão da mesa), para propiciar uma nova retirada de material na próxima passada do rebolo durante o avanço longitudinal. As posições de reversão do movimento longitudinal devem ser feitas de tal forma que apenas 1/3 da espessura do rebolo saia de cada lado. Para terminar, de duas a três passadas sem avanço devem ser efetuadas para realçar o acabamento Retificação de Mergulho ( Plunge Grinding ) Na retificação de mergulho (Fig. 31.2), também chamada de retificação com avanço de penetração, o rebolo executa movimento de avanço em uma direção perpendicular à superfície retificada. Rebolo Peça Figura Retificação cilíndrica externa de mergulho entre pontas. Comumente a peça possui somente movimento de rotação podendo, no entanto, apresentar um pequeno movimento longitudinal. O rebolo, geralmente, é mais largo que o comprimento da superfície que está sendo retificada e o processo é mais rápido e mais econômico que o anterior (de passagem). Às


261 260 vezes, apesar de não ser necessária em retificações de mergulho, para se diminuir a rugosidade da superfície retificada, coloca-se a mesa para realizar pequenos deslocamentos à esquerda e à direita. A extraordinária produtividade da retificação por mergulho, quando comparada à retificação de passagem, pode ser aproveitada realizando-se múltiplos mergulhos em uma peça cilíndrica mais longa; depois, para finalizar, realizar algumas poucas passadas para eliminar eventuais marcas indicativas de várias penetrações. Os vários mergulhos devem se sobrepor, à esquerda e à direita, no mínimo 3 mm aproximadamente. Idealmente deve-se deixar um sobremetal remanescente de 0,01 mm para ser removido nas passadas finais de acabamento. Pode-se também fazer a retificação de várias superfícies simultaneamente com diversos rebolos montados um ao lado do outro, separados por anéis (isto se dá em máquinas retificadoras convencionais de alta produção), ou uma superfície de cada vez principalmente nas retificadoras CNC. O processo de retificação de mergulho entre pontas também permite a usinagem de perfis variados, bastando para isso dar a forma adequada ao rebolo Retificação Cilíndrica Externa Sem Centros Uma peça cilíndrica comprida e de pequeno diâmetro, fixada entre centros em uma retificadora cilíndrica, tende à flexão devido à pressão exercida pelo rebolo na operação. Uma peça também cilíndrica, porém curta, torna difícil a retificação entre pontas devido à proximidade dos contrapontos, dificultando a aproximação e a movimentação do rebolo. Assim, desenvolveu-se o processo de retificação cilíndrica externa sem centros (centerless) em máquinas construídas especialmente para estes casos. A retificação é mais fácil e rápida (sem tempos passivos com a colocação e com retirada da peça da máquina, e com aproximação e afastamento do rebolo), porém menos precisa e, é lógico, não pode ser feita em peças que apresentam muitos escalonamentos. A Figura 31.3 esquematiza este processo. (a) Ref. Usinagem Técnica AGAZ Ltda. (b) Figura 31.3 Retificação centerless A peça é apoiada (não fixada) na cunha de apoio (ou lâmina de espera) de aço com elevada dureza. O rebolo de corte gira em altíssima velocidade de rotação e faz pressão sobre a peça, retificando-a. A peça rola sobre si mesma devido ao atrito gerado pelo rebolo de arraste, o qual gira no sentido indicado pela seta (Fig. 31.3b). Para que se obtenha uma boa retificação, a peça deve constantemente tangenciar os dois rebolos e a cunha de apoio. O rebolo de corte tem diâmetro maior (400 a 600 mm), largura de 100 a 250 mm e velocidade periférica também maior (20 a 30 m/s). O rebolo de arraste tem diâmetro menor (250 a 400 mm), largura igual à do rebolo de corte (100 a 250 mm) e velocidade periférica bem menor (8 a 50 m/min). Os eixos

.")


. (a) (b) (c) (d) Figura 31.4 Retificação cilíndrica interna: (a) padrão; (b) planetária; (c) calçada sem centros; (d) roletada sem centros.")
262 261 dos dois rebolos são levemente inclinados de 1 a 5 (conforme mostra a Fig. 31.3), para possibilitar o arraste da peça no sentido longitudinal (sentido de avanço da peça). Muitas vezes, duas ou mais retificadoras centerless são colocadas em série, de tal maneira que a peça passa por processos consecutivos, sem interrupção. Isto ajuda a melhorar a qualidade da peça obtida por esta operação que não é tão boa quanto a qualidade gerada pela retificação cilíndrica entre pontas Retificação Cilíndrica Interna Na retificação cilíndrica interna, normalmente a peça fica presa ao cabeçote da máquina-ferramenta com movimento de rotação (Fig. 31.4). O movimento de avanço pode ser realizado pelo cabeçote ou pelo rebolo. Este movimento é axial de ida e volta. No retorno do rebolo, este sai da peça e, então, ocorre um pequeno movimento de penetração radial, para que uma nova camada de material seja retirada no próximo passe da ferramenta. Geralmente são necessárias diversas passadas do rebolo para se retirar todo o sobremetal. Existem algumas retificadoras que não têm movimento de rotação no cabeçote porta-peça e o rebolo tem movimento planetário. A retificação cilíndrica interna pode ser feita em retificadoras cilíndricas externas convencionais, desde que equipadas com um aparelho de retificação interna ou por retificadoras específicas para a retificação de diâmetros internos (fotos da Fig. 31.4). (a) (b) (c) (d) Figura 31.4 Retificação cilíndrica interna: (a) padrão; (b) planetária; (c) calçada sem centros; (d) roletada sem centros. A retificação interna apresenta o maior arco de contato rebolo-peça quando comparada à retificação cilíndrica externa e à retificação plana tangencial. Como as forças normais e tangenciais submetidas ao rebolo são proporcionais aos arcos de contato, conclui-se que justamente no caso da retificação interna, onde o índice de rigidez do conjunto porta-rebolo é menor para uma mesma taxa de remoção de material, as forças normais e tangenciais envolvidas sejam cerca de 70% maiores. Como a retificação interna exige que o rebolo fique em balanço, isto causa uma maior imprecisão no processo devido à deflexão do eixo porta-rebolo. Para que as deflexões excessivas não ocorram nas hastes porta-rebolo de retificação interna, recomendam-se avanços, profundidades de corte e velocidades
 faz com que sua rotação tenha de ser bastante alta (em torno de 15000 rpm) para que se possam ter")

263 262 da peça e do rebolo da ordem de 40 a 50% menores que aqueles que seriam utilizados em retificações externas similares. Também, a necessidade de se ter um rebolo com pequeno diâmetro (entrar no furo a ser usinado) faz com que sua rotação tenha de ser bastante alta (em torno de rpm) para que se possam ter velocidades periféricas similares às da retificação externa. Outra questão crítica na retificação interna é a refrigeração que deve ser introduzida dentro do furo que estiver sendo retificado, havendo necessidade muitas vezes de se desenvolver bocais de descarga apropriados para cada situação Retificação Plana Costuma-se distinguir entre a retificação plana tangencial e frontal Retificação Plana Tangencial Na retificação plana tangencial (Fig. 31.5), o eixo do rebolo é paralelo à superfície retificada. A mesa executa um movimento de avanço alternativo e um movimento de avanço transversal, enquanto o rebolo executa o movimento de avanço em profundidade. Este tipo de retificação plana é mais lento e muito usado para a retificação de peças grandes de baixa produção. Figura 31.5 Retificação plana tangencial. O método mais comum de fixação de peças em retificadoras planas é o das placas magnéticas ou eletromagnéticas. O campo magnético liberado pelos pólos dessas placas atrai os materiais ferrosos com força suficiente para que eles suportem os esforços de retificação. Em placas de pequenas dimensões (placas magnéticas permanentes) usualmente o campo magnético é gerado pelo deslocamento mecânico de conjuntos de imãs permanentes dentro da estrutura em forma de caixa que compõe a unidade. Em placas maiores (placas eletromagnéticas ver foto na Fig. 31.5), o sistema utilizado para a geração de campos magnéticos é o de bobinas elétricas no interior da caixa. O sobremetal em retificações planas tangenciais dependem quase que exclusivamente das condições de empenamento e falta de planicidade da peça antes da retificação. Em geral, pode-se dizer que um sobremetal entre 0,1 e 0,8 mm situa-se em faixa razoável para esta operação, dependendo das dimensões gerais da peça, resguardando-se sempre a questão da necessidade de se eliminar os empenamentos.
, por exemplo.")
, o eixo do rebolo é perpendicular à superfície retificada.")
264 263 Usualmente divide-se a operação de retificação plana tangencial em desbaste e acabamento, intercalados por uma dressagem do rebolo. Na primeira, remove-se de 80 a 90% do sobremetal utilizando-se parâmetros elevados de avanços transversais e verticais (aprofundamento), por exemplo. No segundo, utilizam-se avanços transversais menores, avanços verticais mínimos e algumas passadas transversais sem qualquer avanço vertical Retificação Plana Frontal Na retificação plana frontal (Fig. 31.6), o eixo do rebolo é perpendicular à superfície retificada. Em geral, o rebolo é bem maior que a peça, o que dispensa o avanço transversal e possibilita a retificação de diversas peças simultaneamente, aumentando em muito a produtividade do processo. Figura 31.6 Retificação plana frontal. Existem as retificadoras planas frontais de mesas retangulares alternativas, mas as mais comuns são as de mesa circular giratória. As peças são fixadas em placas eletromagnéticas giratórias à base de latão e aço, normalmente de polos anulares concêntricos, e conectores elétricos giratórios para a transmissão da corrente elétrica contínua (Fig. 31.6). Mais comum que a utilização de rebolos copo é a utilização de rebolos em anéis segmentados. Estes anéis permitem que a refrigeração seja alimentada pelo centro do eixo porta-rebolo, possibilitando que os intervalos entre os segmentos abrasivos sirvam para o escoamento do fluido de corte. Apesar de resultar em acabamentos inferiores quando comparados aos obtidos na retificação tangencial, a retificação frontal apresenta a vantagem de uma produtividade bem maior Outras Operações de Retificação Além das citadas, existem também algumas operações específicas de retificação tais como: Retificação esférica; Retificação de engrenagens; Retificação de roscas; Retificação de eixos entalhados; Retificação de círculos excêntricos (virabrequins) e cames; Retificação de rolos de laminação; Afiação de ferramentas de corte.
265 264
266 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser tomados: Escolha da retificadora e das suas características técnicas; cuidados na instalação e manutenção; rigidez, sistema de guias e mancais. Escolha do tipo de rebolo e da especificação. Determinar corretamente o momento de dressagem do rebolo; nunca deixar este momento ser ultrapassado sem que a dressagem seja realizada. Escolha do tipo de fluido lubrirrefrigerante. Forma da peça, material e sobremetal. Todos os itens citados estão relacionados entre si e são critérios importantes a considerar em cada análise. Atualmente, os cuidados na preparação e no setup são igualmente importantes. Um bom planejamento das operações pode proporcionar garantia de qualidade, menor tempo de setup e flexibilidade de produção de vários modelos de peças. A empresa Saint-Gobain Abrasivos (multinacional especializada na produção de lixas, rebolos e discos de corte), através da metodologia System Approach, procura entender a retificação como um sistema. Desta forma, o abrasivo passa a ser mais uma variável do processo, que depende também de máquinas adequadas, operadores com conhecimento técnico, dressadores, fluidos lubrirrefrigerantes adequados e um ciclo de usinagem bem desenhado Fatores de Influência na Seleção do Rebolo Material da peça O material da peça influi na escolha do abrasivo, do tamanho do grão e da dureza do rebolo. Tipo de Abrasivo. Aços em geral e suas ligas devem ser retificados usando o óxido de alumínio (Al 2 O 3 ) como abrasivo ou, se a escolha recair sobre superabrasivos, o CBN. Já o carboneto de silício (SiC) é apropriado para a retificação do ferro fundido, metais não-ferrosos (principalmente o metalduro) e não-metálicos. Tamanho de Grão. Materiais frágeis de alta dureza, que tendem a formar cavacos curtos, devem ser retificados com rebolos de grãos finos. A retificação de materiais dúcteis de baixa dureza, que tendem a formar cavacos longos, deve ser feita com rebolos de grãos grossos. Dureza do Rebolo. Materiais duros que já receberam o tratamento térmico final devem ser retificados com rebolos de baixa dureza, que geram menos calor e, por isso, fazem com que o risco de se danificar a estrutura superficial da peça seja menor. Materiais moles, nos quais o dano gerado pelo calor é pequeno e não causa perda do tratamento térmico, devem ser retificados com rebolos duros. Prof. André João de Souza
267 Acabamento da superfície usinada e taxa de remoção de material Como já citado no Cap. 16, o acabamento da superfície usinada pode ser quantificado através de irregularidades micrométricas (sulcos) que se formam na superfície da peça durante o processo de usinagem, chamadas de rugosidades. Na retificação, as rugosidades podem ser causadas por folgas nos eixos, irregularidades no movimento da mesa, desbalanceamento do rebolo e granulação do abrasivo, entre outras causas. Observe na Tabela 32.1 a relação entre rugosidade média (R a ), granulação do abrasivo e a profundidade de corte do rebolo. Tabela 32.1 Relação entre rugosidade, granulação e profundidade de corte do rebolo. Rugosidade R a Granulação Profundidade 12,5 40 a a 30 m 6,3 80 a a 15 m 0,8 200 a a 8 m A taxa de remoção de material da peça (MRR = material removal rate), que está diretamente ligado ao acabamento da superfície usinada, influi na seleção do tamanho de grão e da liga aglomerante. A MRR representa o volume de material removido por unidade de tempo. Calcula-se MRR pelo produto entre a profundidade de corte [mm], a largura de corte [mm] e o avanço [mm/min] do rebolo. Tamanho de Grão. Quanto maior o grão, maior a remoção de material da peça e pior o acabamento da superfície usinada (Tab. 32.1). Então, rebolos com grãos grossos são recomendados para operações de desbaste, enquanto rebolos com grãos finos para operações de acabamento. Liga Aglomerante. A liga vitrificada (V) deve ser utilizada quando se deseja um acabamento médio da peça, enquanto a liga resinoide (B) para alta qualidade. Para obter ótimo acabamento, necessita-se de grande velocidade periférica do rebolo, que pode ser obtida somente com a liga B. Por outro lado, estes podem também ser usados em operações onde se deseja retirar grande quantidade de material Meio lubrirrefrigerante Na retificação ocorrem fortes aquecimentos que produzem marcas de superaquecimento (queima), endurecimento de certos pontos, camadas macias por recristalização, trincas etc. Para evitar estes danos térmicos é preciso reduzir a temperatura na zona de retificação, o que se pode obter por refrigeração ou redução do atrito. A Figura 32.1 esquematiza a aplicação do fluido em retificação. A vazão recomendada em máquinas modernas é de 3 a 4,5 l/min por milímetro de largura do rebolo. As pressões aumentam com a potência da máquina, indo de 0,15 a 0,6 N/mm 2. O uso de lubrirrefrigerantes e de durezas mais elevadas do rebolo permite um incremento na sua produtividade. Os fluidos lubrirrefrigerantes influenciam diretamente as principais variáveis no processo de retificação. Com a aplicação de fluido têm-se temperaturas de trabalho menores, cavacos menos espessos, melhor qualidade da superfície usinada e maior estabilidade dimensional e geométrica das peças,

268 267 proporcionando, consequentemente, melhor equilíbrio do processo, o que reduz o custo total da operação e aumenta a produtividade. Figura 32.1 Aplicação do fluido lubrirrefrigerante em retificação. A escolha correta do lubrirrefrigerante vai depender dos parâmetros da máquina (tamanho de tanque, vazão, pressão sistema de filtragem, tipos de elastômeros etc.) e das questões relativas ao meio ambiente, ou seja, quanto maior a durabilidade do fluido, mais tempo levará para o descarte e menor será o impacto na natureza. A escolha do fluido mais adequado para determinado processo depende também do tipo de abrasivo e do material da peça, que afetam também a seleção da dureza do rebolo. Em operações de retificação leves (por exemplo, retificação cilíndrica) empregam-se, de maneira preponderante, meios miscíveis (aqueles capazes de formar uma mistura homogênea) em água. Os aditivos usados protegem contra a corrosão, reduzem o atrito e o desgaste do rebolo e mantém o mesmo livre de partículas metálicas (evita o empastamento do rebolo). Porém, para rebolos de CBN, fluidos não miscíveis em água são mais adequados, já que a afinidade entre o óxido bórico e o vapor de água superaquecido acentua o desgaste. Na retificação com rebolos perfilados (para usinagem de ranhuras, roscas, engrenagens, etc.), gerase, especialmente nos ressaltos normal ao eixo muito calor de atrito. Além disto, há grandes exigências quanto à precisão de formas e de medidas e de qualidade do acabamento superficial. Por isto, usam-se nestes casos, preferencialmente, óleos com aditivos redutores do atrito Velocidade do rebolo, área de contato e potência da máquina A velocidade de um rebolo é limitada pela resistência da liga aglomerante. Como já citado, ligas vitrificadas trabalham normalmente até 33 m/s e algumas ligas vitrificadas especiais até 45 ou 60 m/s. Acima disso, torna-se insegura a utilização do rebolo. Já os rebolos com ligas resinoides operam normalmente até 48 m/s, sendo que alguns tipos especiais podem chegar até 100 m/s. Vale salientar que quanto maior a velocidade periférica do rebolo, mais duro será seu comportamento. A área de contato é definida pelo tamanho do grão e pela dureza do rebolo. Quanto maior a área de contato rebolo-peça, maior deve ser o grão e o rebolo deve ser mais macio e mais poroso. A dureza do rebolo é o ponto chave na escolha da potência da máquina: rebolos duros, que resistem às forças de usinagem e não soltam os grãos do rebolo, devem ser especificados para máquinas de alta potência. Vale dizer que quando os grãos se soltam do rebolo, este perde sua agressividade e as forças de usinagem aumentam.

269 Vida, Desgaste e Agressividade do Rebolo Sabe-se que o processo de retificação é caracterizado pela atuação simultânea de um grande número de arestas de corte de geometria não definida em contato com a superfície da peça. Esta quantidade não pode ser determinada exatamente e é variável com o tempo. As forças e a temperatura do processo, a qualidade da superfície usinada resultante e os mecanismos de desgaste do grão são o resultado da sobreposição da ação destes gumes, cortando dimensões micrométricas. A determinação dos mecanismos de desgaste de grãos abrasivos e suas causas são problemas complexos devidos à grande variação das condições de corte, das pequenas espessuras de cavaco e da geometria não definida das arestas cortantes. Devido às diferentes cargas sobre cada aresta (grão) e às variações das propriedades físicas de cada grão surgem, na retificação, diferentes formas de desgaste como lascamentos e desprendimento de grãos do ligante (que podem ocorrer simultaneamente) e a perda de afiação (alisamento dos grãos e/ou do entupimento dos poros do rebolo). Os mecanismos de atrito, deformação plástica e elástica e de formação de cavaco geram grandes pressões e elevadas temperaturas na zona de contato. Tanto as influências químicas como as mecânicas e térmicas geram solicitações complexas sobre o grão. Por isso as propriedades de tenacidade e de dureza do material de corte podem variar com o tempo. A ação conjunta das cargas mecânicas, térmicas e químicas sobre o grão leva aos diferentes tipos de desgaste do grão e do ligante (Fig. 32.2). Figura 32.2 Microdesgastes do rebolo. Esses diferentes tipos de desgaste levam aos seguintes efeitos sobre o grão: formação de desgaste em forma de platôs, lascamento, rompimento de grãos inteiros do ligante e quebra do ligante quando as forças são superiores à resistência do ligante. A resistência do grão ao desgaste depende de suas propriedades físicas como: dureza, tendência ao lascamento, resistência química, resistência a altas temperaturas, resistência à erosão e resistência à pressão. Um rebolo pode sofrer desgaste sem perder sua afiação (ou agressividade) e vice-versa (Fig. 32.3). Quando o grão sofre atrito inerente ao processo, ele pode fraturar e depois se desprender do rebolo, causando desgaste, ou ter suas arestas arredondadas (alisamento do grão), causando perda de afiação. O acontecimento de um ou outro fenômeno depende de diversos fatores, mas principalmente da dureza do rebolo. Um rebolo mais duro consegue segurar o grão por mais tempo e, com isso, a perda de afiação acontece mais rapidamente. Com o rebolo menos duro (mais macio), o aglomerante não consegue suportar as tensões geradas pelo processo e, assim, solta o grão, gerando o desgaste. Quando o desgaste é nulo, logo ele perderá a afiação. Quando o desgaste é grande, ele sempre se encontra agressivo.

, o")
270 269 Figura 32.3 Quebra dos grãos em função da velocidade. Com a usinagem, os grãos vão se desgastando, o rebolo vai perdendo a agressividade, as forças crescem, até que os grãos se desprendem, dando lugar a novos grãos afiados da camada mais interna do rebolo. Este seria o mecanismo ideal na utilização, isto é, uma combinação de perda de afiação e de desgaste do rebolo. Normalmente, não é isso que acontece, pois sempre um predomina sobre o outro. Se a perda de afiação é o fenômeno predominante, os esforços de corte crescem e, se estes maiores esforços não forem capazes de retirar o grão desgastado da liga (isto é, causar perda diametral), o rebolo precisa ser também dressado, a fim de que não ocorra a queima da peça (danificação da estrutura superficial) ou prejuízo ao seu acabamento. O macrodesgaste é definido como sendo a quantidade de rebolo consumida durante um determinado ciclo de operação, causando perda volumétrica ou diametral do mesmo (Fig. 32.4). Figura 32.4 Macrodesgastes do rebolo Se o macrodesgaste do rebolo é o mecanismo que predomina, depois de certo tempo de usinagem, o rebolo precisa ser deve ser reposicionado para evitar que a peça saia da sua faixa de tolerâncias. Além disso, o rebolo nunca perde diâmetro de uma forma homogênea o rebolo torna-se oval, o que gera desvios de forma na peça. Neste caso, mesmo que o rebolo ainda esteja bastante agressivo, ele precisa ser dressado, para que sua forma original seja restituída.

.")
 Dressadores de rebolos com diamante natural tipo ponta única, lapidados, conglomerados, múltiplos e lâmina (Rediam ); (b) Dressagem de um rebolo (Zema ) A dressagem é realizada para se atingir")
271 Dressagem Dressagem do rebolo é o nome que se dá à operação de reconstituição da camada exterior do rebolo. Existem diversos tipos de dressagem, mas o mais comum é o realizado com uma ponta de diamante. O processo se dá como se o rebolo fosse a peça em uma operação de torneamento e a ferramenta fosse o dressador (ponta de diamante, Fig. 32.5). Assim, o rebolo gira e a ponta de diamante avança, retirando uma pequena camada superficial do rebolo (centésimos ou décimos de milímetro). Com a dressagem, arestas cortantes novas e afiadas dos grãos do rebolo são colocadas em utilização. (a) (b) Figura 32.5 (a) Dressadores de rebolos com diamante natural tipo ponta única, lapidados, conglomerados, múltiplos e lâmina (Rediam ); (b) Dressagem de um rebolo (Zema ) A dressagem é realizada para se atingir um ou mais dos seguintes objetivos: conferir ao rebolo uma determinada forma; devolver ao rebolo sua forma original; conferir agressividade (capacidade de corte) ao rebolo; informar à máquina-ferramenta a real posição da superfície externa do rebolo (o rebolo pode se desgastar perdendo diâmetro; assim, como a máquina está informada da posição do dressador, um passe de dressagem no rebolo informa à máquina qual é o novo diâmetro do rebolo). Quanto maior o passo (equivalente ao avanço por volta) e/ou profundidade de dressagem até certo limite (equivalente à profundidade de usinagem no torneamento), mais agressivo torna-se o rebolo, gerando menores forças de retificação e maior vida do rebolo, porém, com maior rugosidade da peça. O limite para o crescimento do passo de dressagem é a largura de atuação da ponta dressadora. Se o passo ultrapassar a largura da ponta, o dressador não removerá material de rebolo em toda a superfície, gerando uma espécie de rosca. O limite para o crescimento da profundidade de dressagem está relacionado com o tamanho do grão. A partir de determinado valor, toda a camada de grãos desgastados já foi removida e um crescimento adicional da profundidade de dressagem somente provocaria desperdício de material do rebolo. Observação: não se deve confundir Dressagem com Afiação. Dressagem é uma espécie de reafiação, que consiste em remover grãos arredondados (rebolo espelhado) ou limpar rebolos carregados de cavacos (rebolo empastado ).
272 271 Afiação é a operação que tem objetivo remover o ligante entre os grãos abrasivos; é geralmente utilizada após a dressagem em rebolos com ligantes resinoides. Outras operações comuns são a limpeza (desobstrução dos poros do rebolo) e o perfilamento (dar forma geométrica ao rebolo) Possíveis Problemas no Rebolo e suas Causas A Tabela 32.2 apresenta os problemas comuns em rebolos e suas prováveis causas. Tabela 32.2 Problemas no rebolo e suas causas Problemas no Rebolo Desgaste excessivo: O rebolo fica com forma e dimensões alteradas. A geometria da peça não é mais atendida. Espelhamento: Face do rebolo fica lisa, com grãos abrasivos arredondados (sem gumes vivos). O rebolo não remove mais material. Empastamento: Face do rebolo carregada com cavacos de materiais macios (latão, bronze, alumínio, alguns aços). Rebolo liso, não corta mais. Causas Rebolo muito suave. Velocidade do rebolo muito baixa. Velocidade de avanço muito grande. Pressão de contato excessiva. Rebolo muito estreito. Descontinuidade na peça (furos, ranhuras etc.). Rebolo muito duro. Grão muito fino. Velocidade excessiva do rebolo. Avanço muito pequeno. Estrutura muito densa. Rebolo muito duro. Velocidade de avanço pequena Cuidados na Utilização e Montagem dos Rebolos Os rebolos devem ser acondicionados em locais livres de umidade excessiva ou sem incidência direta da luz solar em almoxarifado dotado de armários e prateleiras adequadas para cada tipo. Deve-se observar se o rebolo não sofreu nenhum dano durante seu transporte ou armazenamento. Se não forem observados diversos cuidados na utilização e montagem nas afiadoras e retificadoras, os rebolos podem causar acidentes sérios. A segurança no emprego dos rebolos depende em geral de três fatores condicionais: ferramenta, máquina e montagem da ferramenta. Os rebolos devem, portanto: ser inspecionados visualmente quanto à existência de danos e testados por ultrassom para constatar a ausência de trincas internas; ser balanceados evita vibrações e permite a obtenção de superfícies de acabamento fino; ser montados adequadamente; girar concentricamente, sem batimentos. Deve-se observar que a velocidade máxima de giro do rebolo especificada no rótulo corresponda à velocidade periférica do rebolo com o diâmetro inicial. As vibrações na ferramenta fazem com que a precisão nos processos, principalmente nos abrasivos, seja imprópria para uma determinada peça. Os elementos que compõem as máquinas, em geral, interagem entre si e, devido à presença de atrito, ação de forças cíclicas, dentre outras dissipam energia na forma de calor, ruído e vibrações. Os


273 272 sinais de vibração carregam muita informação relativa à condição da máquina, e é a base para o uso regular da medida e da análise de vibração. Um sistema balanceado e livre de vibração permite: reduzir o desgaste do rebolo e a frequência de dressagem; reduzir a quebra de abrasivos; melhorar a geometria da peça; melhorar o acabamento; reduzir a queima; reduzir as marcas (Fig. 32.6); eliminar as variações do processo; reduzir a manutenção; aumentar a produtividade. Figura 32.6 Marcas de vibração geradas na superfície retificada.
274 273 QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM Processo de Torneamento 1. Para os códigos ISO especifique, conforme os insertos intercambiáveis T-Max P correspondentes aos seguintes códigos: a) CNGA T01030 AWH b) CNMG PR c) DNGQ T d) DNMX WF e) SNGA T f) SNMM HR g) TNGA T h) TNMG SF i) VNGG SGF - S05F j) VNGA S02035A k) WNMG XM - GC30 l) WNGA T01020 BWG Cite pelo menos uma aplicação prática (material usinado) para cada um dos 12 insertos citados. 1z 2. Um estudante resolveu testar a equação empírica de Kienzle ( F K h b ) na determinação da força de corte no torneamento de ferro fundido (K s1 = 2060 e z = 0,19) usando a mesma ferramenta de metal-duro com cobertura adotada pelo seu orientador (geometria usada nos ensaios para obtenção dos dados tabelados: = 5 o, r = 83 o, = 2 o, s = -4 o e r = 90 o ) e as mesmas condições de corte (corte a seco com f = 1,4 mm/volta, a p = 1 mm e v c = 120 m/min). Entretanto, o estudante desconfiou que o torno convencional com potência P m = 7,1 kw não era capaz de executar o teste. O que você acha? Justifique sua resposta. 3. Deseja-se tornear um eixo de aço ABNT 1040 ( t = 620 MPa, z = 0,17 e K S1 = 2110) com 100 mm de diâmetro usando profundidade de corte igual a 2,0 mm, avanço de 0,5 mm/volta. Para tanto, destinou-se uma ferramenta de corte de metal-duro com ângulo de posição 75º e ângulo de saída 12º. Se a potência fornecida pelo motor da máquina-ferramenta é 10 CV (7,5 kw): a) determine o valor da velocidade de corte para que o rendimento do torno seja superior a 90%; b) se a rotação da máquina for igual a 545 rpm, determine o valor do ângulo de posição da ferramenta para que o rendimento seja aproximadamente igual a 85%. 4. Calcular a potência requerida na máquina-ferramenta ( = 95%) para o torneamento de ferro fundido (Ks1 = 2060; z = 0,19) usando uma ferramenta de metal-duro K10 com = 6º e r = 70º. Condições de operação: f = 0,5 mm/volta, a p = 3 mm e v c = 80 m/min. c s1 Prof. André João de Souza
275 Uma peça de ferro fundido GG26 (C v = 125 m/min) deve ser usinada com ferramenta de metalduro de alta qualidade (i = 0,20; g = 0,10; y = 0,25) usando f = 0,3 mm/volta e a p = 3 mm. Determinar o tempo de vida da aresta de corte para v c = 180 m/min. 6. Observando a figura, cite os três fatores que melhor representam o fim de vida da ferramenta em questão. Justifique sua escolha. 0, Desgaste de Flanco [mm] 0,3 0,2 0,1 VB [mm] IT 8 Fp [N] Valor Limite IT 7 IT 7 e IT 8 = Qualidades da Superfície Usinada Força Passiva [N] Tempo de Corte [min] Figura da Questão 3 Ferramenta de metal-duro P20 revestida com TiN na usinagem de aço ABNT 1040 com v c = 350 m/min; f = 0,3 mm/volta; a p = 1,5 mm. 7. Calcule o custo mínimo de produção de um lote (Z) de 500 peças de ferro fundido GG26 para um diâmetro requerido de 60 mm usando L = 150 mm, f = 0,3 mm/volta e a p = 3 mm com insertos de metal-duro K10. O custo por vida da ferramenta (K ft ) vale R$ 3,50/gume e a soma das despesas com mão-de-obra e com máquina (C 2 ) vale R$ 45,00/hora. A soma de todos os tempos improdutivos (t 1 ) vale 36 s e o tempo de troca da aresta cortante (t ft ) vale 30 s. 8. Dispõe-se de duas pastilhas de metal duro classe P20 (x = 5; i = 0,28; g = 0,14) para o torneamento cilíndrico externo de um lote de 500 peças em aço ABNT 1045 em um turno único de 8 horas. O diâmetro requerido é de 50 mm e o percurso de avanço longitudinal é de 200 mm a 0,3 mm/volta usando profundidade de corte de 1,5 mm. Ao considerar a soma de todos os tempos improdutivos igual a 0,6 min e o tempo de troca do inserto em 0,5 min, o Engenheiro de Processos calculou o tempo mínimo de produção do lote. Não satisfeito com o resultado encontrado com a pastilha A (CV = 120 m/min), ele resolveu mudar para uma pastilha B (Cv = 160 m/min). a) O engenheiro agiu certo? Por quê? Justifique sua resposta com base na diferença de tempo de usinagem do lote para as pastilhas A e B. b) Não satisfeito, o Engenheiro de Processos resolveu calcular o custo mínimo de produção do referido lote. Ele considerou a soma das despesas com mão-de-obra e com máquina igual a R$ 45,00/hora, o custo por vida da pastilha A igual a R$ 3,50/aresta e o custo por vida da pastilha B em R$ 4,50/aresta. Na substituição da pastilha A pela B, houve aumento ou diminuição do custo mínimo de produção do lote? Justifique. 9. Com base na análise das condições econômicas de usinagem, discuta a seguinte afirmação: nem sempre aumentar a velocidade de corte significa aumentar a produção de peças, e nem sempre diminuir a velocidade de corte implica em diminuir os custos de produção.
276 O acabamento da superfície usinada não é levado em conta no cálculo das condições ótimas de usinagem. O conhecimento de suas relações com as variáveis do processo é principalmente de natureza qualitativa. Por isso, na prática, estabelecem-se apenas os parâmetros de modo a se obter a máxima produção no menor custo possível baseada no aproveitamento da potência disponível na máquina e na vida da ferramenta. Assim, se na aplicação destas condições for verificado que o acabamento é insatisfatório, deve-se procurar um reajustamento das variáveis até que o problema seja sanado. Muitas das tentativas de reajuste poderão ser eliminadas se os efeitos das condições de corte (velocidade, avanço e profundidade), do fluido de corte, da ferramenta de corte e do material da peça forem devidamente considerados. Quais são estes efeitos? Processo de Furação 11. Os ângulos de folga (), de ponta () e de saída () são os ângulos que dão à broca uma maior ou menor resistência à quebra. Com isto, é possível classificá-la em três tipos (H, N e W). Indique qual o tipo de broca é mais apropriado para a furação de peças de alumínio, aço e ferro fundido. Justifique sua escolha, baseando-se na função desses ângulos na usinagem das peças citadas. 12. Cite e explique quais as características que uma furadeira deve ter para efetuar roscas com machos. 13. Deve-se furar chapa fina de aço-carbono. Há brocas padrão (tipo N) com ângulos = 80º, =118º e =140º. Qual a sua escolha? Justifique. 14. A figura mostra a variação do avanço máximo permissível com o diâmetro da broca, para a furação do aço ABNT 1025, tendo em vista a resistência da broca e a força de avanço máxima da máquina. Dados: C x y ,87 0, ,21 0,60 Determine: a) A tensão admissível da broca usada [N/mm 2 ]. b) A força de penetração máxima na furação [N]. c) A velocidade de corte máxima permissível v c [m/min], considerando uma potência de corte máxima da furadeira igual a 5,5 kw. d) As forças de corte [N] e de avanço [N] máximos permissíveis no sistema furadeira-broca-peça. e) Com base nos resultados encontrados no item (d), indique qual parâmetro de corte (f [mm/volta] ou v c [m/min]) tem maior influência sobre a resistência à penetração da broca.
277 Deseja-se efetuar furos com profundidade de 250 mm e diâmetro de 20 mm. Cite os três inconvenientes deste procedimento. Justifique sua escolha. 16. Explique, justificando, porque no processo de furação em cheio as condições de corte na região central da broca são desfavoráveis. 17. Sabe-se que a medição da Força de Avanço (F f ) e do Momento Torçor (M t ) possibilita uma determinação bem aproximada do desgaste da broca helicoidal na furação em cheio. Cite e explique qual destas duas grandezas permite a melhor indicação dos desgastes: (a) nas arestas principais de corte e (b) na aresta secundária de corte. 18. Por que a componente passiva da força de usinagem pode ser desprezada na medição dos esforços no processo de furação em cheio? 19. Quais são as cinco formas de desgastes comuns de uma boca helicoidal? Dentre estas, quais são as duas mais importantes e por quê? Cite e explique qual destes desgastes é utilizado como critério de fim de vida de uma broca. 20. Efetuou-se o monitoramento indireto da largura máxima da marca de desgaste de flanco de uma broca helicoidal de aço-rápido de 10 mm na furação em cheio do aço ABNT 1025 a uma rotação de 1000 rpm em uma furadeira com potência máxima de 1,2 kw através do momento torçor. Observou-se no início da vida da broca (VB max = 0) que M t = 8,2 Nm e no fim de vida da mesma VB max = 0,8 mm que M t = 10,5 Nm. Determine: a) A razão entre os rendimentos da máquina para a broca nova e para a broca desgastada. b) A eficiência da furadeira para a broca nova e para a broca desgastada. c) O avanço máximo permissível para a potência máxima gerada com o desgaste. d) Explique de que maneira a aplicação de lubrirrefrigerante e a execução de um préfuro poderiam influenciar no comportamento do gráfico. Processo de Fresamento 21. Os ângulos de folga (), de cunha () e de saída () são os ângulos que propiciam na fresa uma maior ou menor resistência à quebra. Com isto, é possível classificá-la em três tipos (H, N e W). Indique qual o tipo de fresa é mais apropriado para o fresamento de alumínio, aço e ferro fundido. Justifique sua escolha, baseando-se no tempo de vida da fresa e no acabamento da peça usinada. 22. Cite e explique de maneira clara e objetiva as principais diferenças, vantagens e limitações dos métodos de fresamento concordante e discordante. Faça um esquema ilustrando os dois métodos. 23. Quais as vantagens das fresas de dentes helicoidais em relação às fresas de dentes retos?
, o fresamento possui algumas características peculiares que incentivam o aparecimento de trincas e quebras na fresa.")
278 Além dos diversos fenômenos que causam o desgaste da ferramenta em usinagem (condições de usinagem, geometria da ferramenta etc.), o fresamento possui algumas características peculiares que incentivam o aparecimento de trincas e quebras na fresa. Diante disso, complete com (A) Variação da Temperatura ou (B) Variação de Esforços Mecânicos. ( ) Redução do avanço minimiza o efeito. ( ) Influenciada pelo meio lubri-refrigerante. ( ) Pode ser maior no fresamento discordante. ( ) Pode ser maior no fresamento concordante. ( ) Trincas provocadas por tensões na ferramenta. ( ) Trincas provocadas por fadiga no material. ( ) Gera trincas paralelas ao gume. ( ) Gera trincas perpendiculares ao gume. 25. As figuras (A) e (B) ilustram as duas maneiras de se efetuar o fresamento de superfícies. (A) (B) Complete as alternativas abaixo conforme as especificações (A) e (B) das figuras: ( ) Fresamento tangencial em fresadora horizontal. ( ) Eixo de rotação da fresa é perpendicular à superfície da peça. ( ) A superfície fresada não tem relação com o contorno dos dentes. ( ) A largura de corte (a p ) é bem maior que a penetração de trabalho (a e ). ( ) Por sua maior produtividade, deve ser preferida sempre que possível. ( ) Fresamento frontal em fresadora vertical. ( ) Eixo de rotação da fresa é paralelo à superfície da peça. ( ) A seção transversal da superfície fresada corresponde ao contorno da fresa. ( ) A penetração de trabalho (a e ) é bem maior que a profundidade de corte (a p ). ( ) A superfície usinada é gerada pelo gume principal da fresa. 26. Quais as condições de corte recomendadas para a usinagem de acabamento de uma matriz ou molde de aço-ferramenta endurecido por meio de fresamento em altas velocidades de corte (HSM)? Justifique sua resposta considerando as tolerâncias requeridas e a produtividade. 27. A seleção do material da fresa se dá em função do material da peça. Indique qual o material é o mais adequado no fresamento de latão, ligas de alumínio-silício, aço ao carbono com baixa dureza e ferro fundido vermicular.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 02 1 2 PROCESSOS DE USINAGEM I CLASSIFICAÇÃO DOS PROCESSOS DE FABRICAÇÃO 1 Torneamento 2 Aplainamento 3 Furação 4 Alargamento 5 Rebaixamento 6
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais - Usinagem Introdução - Classificação Processos de usinagem envolvem operações de corte que permitem remover excessos de material
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Definição sobre usinagem
 Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
Definição sobre usinagem Aplica-se a todos os processos de fabricação onde ocorre a remoção de material sob a forma de cavaco (DIN 8580) Usinagem Confere forma, dimensão e acabamento a peça através da
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
Processos de Fabricação Mecânica
 Processos de Fabricação Mecânica Bibliografia básica: DINIZ, Anselmo Eduardo; MARCONDES, Francisco C. e COPPINI, Nivaldo L Tecnologia da Usinagem dos Materiais, Editora Artliber. FERRARESI, D.- Fundamentos
Processos de Fabricação Mecânica Bibliografia básica: DINIZ, Anselmo Eduardo; MARCONDES, Francisco C. e COPPINI, Nivaldo L Tecnologia da Usinagem dos Materiais, Editora Artliber. FERRARESI, D.- Fundamentos
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
Disciplina: Processos de Corte em Madeiras - AT081. Usinagem da madeira e de produtos base-madeira
 Disciplina: Processos de Corte em Madeiras - AT081 Prof. Ivan Venson Usinagem da madeira e de produtos base-madeira Quinta-feira: 20h30 Sala 2 Avaliações: 2 provas + trabalhos em sala Objetivos da disciplina:
Disciplina: Processos de Corte em Madeiras - AT081 Prof. Ivan Venson Usinagem da madeira e de produtos base-madeira Quinta-feira: 20h30 Sala 2 Avaliações: 2 provas + trabalhos em sala Objetivos da disciplina:
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Ferramentas de pedra lascada.
 1 Um subgrupo da norma DIN 8580 sob o termo "Separar", compreende os processos de fabricação com remoção de cavaco com ferramenta de geometria definida, que se caracteriza pela aplicação de ferramentas
1 Um subgrupo da norma DIN 8580 sob o termo "Separar", compreende os processos de fabricação com remoção de cavaco com ferramenta de geometria definida, que se caracteriza pela aplicação de ferramentas
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA USINAGEM COM GEOMETRIA DEFINIDA
 USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 de Fabricação; ; ;. 2 O que é Manufatura? É o processo
USINAGEM COM GEOMETRIA DEFINIDA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Tecnologia em Fabricação Mecânica 5 Período MT531 de Fabricação; ; ;. 2 O que é Manufatura? É o processo
Comparação dos métodos de usinagem
 Comparação dos métodos de usinagem A UU L AL A Você usaria um canhão para acabar com um formigueiro? Compareceria a um Congresso de Fisiologistas usando um maiô? Faria uma viagem de Aracaju a Maceió num
Comparação dos métodos de usinagem A UU L AL A Você usaria um canhão para acabar com um formigueiro? Compareceria a um Congresso de Fisiologistas usando um maiô? Faria uma viagem de Aracaju a Maceió num
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO DE ELEMENTOS DE MÁQUINAS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Existem diversas técnicas e procedimentos empregados visando a manufatura de elementos de. levado em consideração na escolha adequada deste processo.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
FRESADORA. Equipe: Bruno, Desyrêe, Guilherme, Luana
 FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
FRESADORA Equipe: Bruno, Desyrêe, Guilherme, Luana O que é: Máquina que possui movimento de rotação e que permite movimentar a peça em 3 ou mais eixos. (lineares ou giratórios). Máquina para execução facilitada
Torneamento. Prof. Régis Kovacs Scalice. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Torneamento Prof. Régis Kovacs Scalice DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre
 DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
Processos de corte. Figura 2. Corte via plasma e maçarico.
 Processos de corte Mecânicos: corte por cisalhamento através de guilhotinas, tesouras ou similares e por remoção de cavacos através de serras ou usinagem. Figura 1. Guilhotina, serra automática e corte
Processos de corte Mecânicos: corte por cisalhamento através de guilhotinas, tesouras ou similares e por remoção de cavacos através de serras ou usinagem. Figura 1. Guilhotina, serra automática e corte
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Usinagem I Parte I Aula 5 Serramento, Brochamento e ReHficação. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 5 Serramento, Brochamento e ReHficação Serramento (Sawing) As vezes referenciadas como operações de corte, e não de corte por usinagem. Como ocorre a rehrada de cavaco, consideramos
Usinagem I 2016.1 Parte I Aula 5 Serramento, Brochamento e ReHficação Serramento (Sawing) As vezes referenciadas como operações de corte, e não de corte por usinagem. Como ocorre a rehrada de cavaco, consideramos
Acesse:
 Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Nada se cria, tudo se transforma Já estamos no segundo livro do módulo Processos de Fabricação e você deve estar se perguntando Quando é que eu vou pôr a mão na massa? Você tem razão em sua dúvida. Na
Usinagem. Para alguns tipos de peças, os processos de fabricação convencionais não apresentam as melhores condições de custo e produtividade;
 Usinagem Usinagem Peças metálicas fabricadas pelos processos metalúrgicos convencionais (fundição, forjamento, etc) geralmente apresentam superfícies mais ou menos grosseiras exigem determinado acabamento;
Usinagem Usinagem Peças metálicas fabricadas pelos processos metalúrgicos convencionais (fundição, forjamento, etc) geralmente apresentam superfícies mais ou menos grosseiras exigem determinado acabamento;
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Processos de Usinagem
 Sumário Fundamentos 1 Torneamento 2 Classificação quanto a trajetória da ferramenta.............. 3 Torneamento Retilíneo........................ 3 Torneamento Curvilíneo....................... 4 Classificação
Sumário Fundamentos 1 Torneamento 2 Classificação quanto a trajetória da ferramenta.............. 3 Torneamento Retilíneo........................ 3 Torneamento Curvilíneo....................... 4 Classificação
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Brochamento. Nesta aula você terá uma visão geral de uma. Nossa aula. O que é brochamento. Brocha
 A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
A UU L AL A Brochamento Nesta aula você terá uma visão geral de uma operação muito utilizada em usinagem chamada brochamento. Você vai saber como é feita essa operação e quais as ferramentas e máquinas
Outros ângulos da ferramenta: ângulo de folga (f): evita atrito entre peça e ferramenta ângulo de saída ou de ataque (s): ângulo de saída do cavaco
: evita atrito entre peça e ferramenta ângulo de saída ou de ataque (s): ângulo de saída do cavaco") USINAGEM (Mar 2007) 1. Características Gerais Obtenção de peças por remoção de material (material removido é chamado cavaco). processo secundário de fabricação: confere melhores tolerâncias dimensionais
USINAGEM (Mar 2007) 1. Características Gerais Obtenção de peças por remoção de material (material removido é chamado cavaco). processo secundário de fabricação: confere melhores tolerâncias dimensionais
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia Mecânica e Produção Semestre de oferta da disciplina: 8º Faculdade responsável: NDC Programa em
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
USINAGEM POR ELETROEROSÃO
 USINAGEM POR ELETROEROSÃO Teoria e Prática da Usinagem Usinagem de geometria não definida Janaina Fracaro A eletroerosão baseia -se na destruição de partículas metálicas por meio de descargas elétricas,
USINAGEM POR ELETROEROSÃO Teoria e Prática da Usinagem Usinagem de geometria não definida Janaina Fracaro A eletroerosão baseia -se na destruição de partículas metálicas por meio de descargas elétricas,
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS I. Introdução Todos os conjuntos mecânicos que nos cercam são formados por uma porção de peças: eixos, anéis, discos, rodas, engrenagens,
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS I. Introdução Todos os conjuntos mecânicos que nos cercam são formados por uma porção de peças: eixos, anéis, discos, rodas, engrenagens,
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Processos de geometria definida: Brochamento
 Processos de geometria definida: Brochamento Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br Aula 09 TEORIA E PRÁTICA DA USINAGEM OBJETIVOS: ENTENDER O PROCESSO DE GEOMETRIA DEFINIDA POR BROCHAMENTO;
Processos de geometria definida: Brochamento Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br Aula 09 TEORIA E PRÁTICA DA USINAGEM OBJETIVOS: ENTENDER O PROCESSO DE GEOMETRIA DEFINIDA POR BROCHAMENTO;
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 02 Introdução e conceitos Profa. Janaina Fracaro Fonte: Prof. Rodrigo Lima Stoeterau O que é usinagem? Usinagem é remoção de material. Fonte: Prof. Rodrigo Lima Stoeterau
Teoria e Prática da Usinagem Aula 02 Introdução e conceitos Profa. Janaina Fracaro Fonte: Prof. Rodrigo Lima Stoeterau O que é usinagem? Usinagem é remoção de material. Fonte: Prof. Rodrigo Lima Stoeterau
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
PROGRAMA DE DISCIPLINA Disciplina: Processos de Usinagem Código da Disciplina: NDC 177 Curso: Engenharia de Produção Semestre de oferta da disciplina: 8 Faculdade responsável: Núcleo de Disciplinas Comuns
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
SEM-0534 Processos de Fabricação Mecânica. Retificação
 SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA
 Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA CORTE A LASER O que é o Laser? Amplificação da luz por emissão estimulada de radiação. É um sistema que produz um feixe de luz coerente e concentrado
Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA CORTE A LASER O que é o Laser? Amplificação da luz por emissão estimulada de radiação. É um sistema que produz um feixe de luz coerente e concentrado