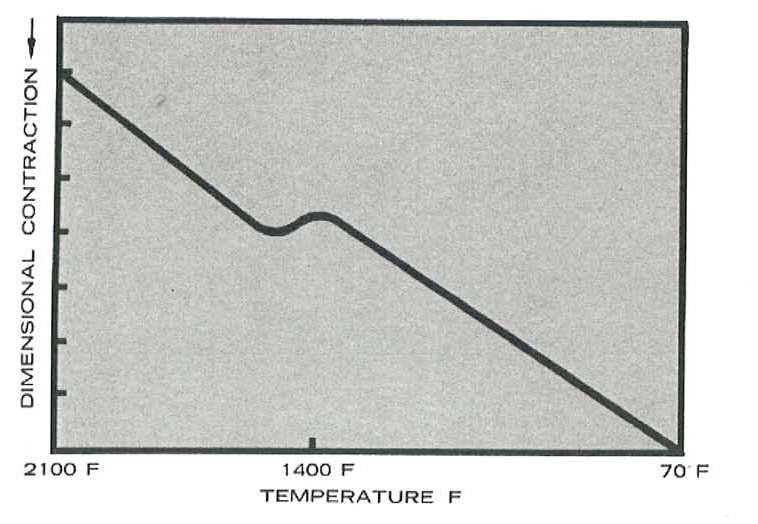
3. Comportamento Térmico contração e tensões residuais
|
|
|
- Sara Maranhão Fidalgo
- 6 Há anos
- Visualizações:
Transcrição

1 Disciplina: Projeto de Ferramentais Aula 09- Projetos_02: Projetos de peças adaptadas ao processo de fundição 1. Introdução Aspectos básicos a serem considerados. Problemas Relacionados com o Projeto de Peças Fundidas. 2. Regras Básicas para o Projeto de Peças Fundidas 3. Comportamento Térmico contração e tensões residuais
2 1. Introdução Objetivo: Produzir peças fundidas visando a combinação dos seguintes fatores: Elevada Qualidade Baixo Custo Produção e entrega no menor Prazo possível
3 1. Introdução Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados: Solicitações (tensões) às quais a peça estará sujeita. Performance necessária. Tipo de material mais adequado para a fabricação da peça. Processo de fundição mais simples e funcional para obtenção da peça. Projetista de fundição deve conhecer: Materiais utilizados em fundição e suas características, aplicações e propriedades. Processos de Fabricação.
4 1. Introdução Composição química do metal Características mecânicas Ensaios não destrutivos Principais pontos a serem considerados antes de iniciar um projeto de fundição: Formato e tolerâncias dimensionais (sobremetal, precisão e variações dimensionais) Características superficiais (rugosidade) Tratamentos Térmicos Testes Hidráulicos Padrões de Recuperação Referência para Usinagem Montagem
5 1. Introdução Detalhes de forma em peças fundidas. Angulos de Saída: Orientados em função da linha de apartação (linha divisória do molde. Facilitam a extração do modelo evitando o rompimento do molde Arredondamentos: Evitam concentrações de tensões. Reduzem a tendência à formação de pontos quentes.
6 Modelo Molde Utilização de ângulos de saída facilitando a extração do modelo sem danificar o molde.

7 Linha da apartação irregular Linha da apartação reta Utilização de uma linha da apartação reta reduzindo custos na modelação e a na peça final
8 2. 10 Regras Básicas para Projetar Peças Fundidas Os 10 Mandamentos do Projetista de Fundição Alguns aspectos a serem considerados: Contrações no estado líquido,na solidificação e no estado sólido. Tensões decorrentes da solidificação e do resfriamento. Aspectos dimensionais e de geometria das peças.
9 01. COMPENSAR OU ATENUAR OS EFEITOS DA CONTRAÇÃO VOLUMÉTRICA DURANTE A SOLIDIFICAÇÃO. Rechupe Solidificação Dirigida
10 Exemplo de otimização no projeto de uma peça fundida. Junção com concentração de massa Projeto Melhorado através da redução de massa na junção
11 02. EVITAR CANTOS VIVOS E VARIAÇÕES ABRUPTAS DE SEÇÃO. Exemplos de adequação de uma variação de seção aos requisitos de projeto de peças fundidas Projeto incorreto Projeto adequado Projeto inadequado Projeto melhorado
12 02. EVITAR CANTOS VIVOS E VARIAÇÕES ABRUPTAS DE SEÇÃO. Substituir ângulos e cantos vivos por raios de concordância Projetos inadequados que resultam em fragilidade estrutural localizada e/ou rechupe. Projetos otimizados de forma a assegurar maiores resistência e sanidade nos fundidos
13 02. EVITAR CANTOS VIVOS E VARIAÇÕES ABRUPTAS DE SEÇÃO. Ponto Quente e Concentração de Tensões Seção em T com problemas de projeto e correspondentes defeitos Projeto melhorado removendo o ponto quente e a concentração de tensões




14 EVITAR CANTOS VIVOS E VARIAÇÕES ABRUPTAS DE SEÇÃO.
15 03. ELIMINAR TODOS OS CANTOS VIVOS O uso de arredondamentos, raios de concordância e nervuras apresentam três objetivos sob o aspecto funcional: a) reduzir concentrações de tensões na peça em serviço. b) eliminar a ocorrência de trincas e de afundamentos superficiais em ângulos reentrantes. c) tornar os cantos vivos mais fáceis de serem moldados e eliminar os pontos quentes.
16 03. ELIMINAR TODOS OS CANTOS VIVOS Projeto inadequado Utilização de Raio de Concordância Concentração de tensões e Fragilidade Estrutural Projeto otimizado
17 03. ELIMINAR TODOS OS CANTOS VIVOS Raio de concordância pequeno ocasiona aumento da seção na junção Rechupe e/ou Fragilidade Localizada Projeto adequado devido ao uso de um grande raio de concordância Sob a ponto de vista de fundição o raio de concordância não deve ultrapassar a espessura sobre 2
18 03. ELIMINAR TODOS OS CANTOS VIVOS
19
20 03. ELIMINAR TODOS OS CANTOS VIVOS
21 03. ELIMINAR TODOS OS CANTOS VIVOS
22 04. REDUZIR O NÚMERO DE SEÇÕES QUE SE ENCONTRAM PARA FORMAR AS JUNÇÕES. Um bom projeto de fundido deve evitar o encontro de várias seções numa junção, pois isto necessariamente deve gerar a formação de pontos quentes. t s = 3min t s = 3min t s = 5min t s = 7 min t s = 9 min Aumento no número de seções na junção Aumento no tempo local de solidificação
23 04. REDUZIR O NÚMERO DE SEÇÕES QUE SE ENCONTRAM PARA FORMAR AS JUNÇÕES.
24 04. REDUZIR O NÚMERO DE SEÇÕES QUE SE ENCONTRAM PARA FORMAR AS JUNÇÕES. Alternância de junções para otimização do projeto Projeto inadequado devido a existência de junções entre várias seções Projeto Otimizado apresentando redução do número de seções nas junções.
25 04. REDUZIR O NÚMERO DE SEÇÕES QUE SE ENCONTRAM PARA FORMAR AS JUNÇÕES. Exemplos de projetos que evitam junções com pontos quentes Uso de machos para confecção de um furo e conseqüente redução de massa na junção de várias seções. Projeto otimizado através da utilização de uma junção tipo anel.
26 5. EVITAR TENSIONAMENTO DA PEÇA. Variações nas taxas de resfriamento nas diferentes seções das peças. Surgimento de tensões Meios para reduzir ou prevenir tensões em peças fundidas: Evitar variações bruscas de forma Evitar ângulos reentrantes Evitar multiplicidade de machos Evitar grandes diferenças entre seções Recozimento para alívio de tensões Variações na direção de contração Expandem sob o efeito do calor e restringem a contração livre
27 5. EVITAR TENSIONAMENTO DA PEÇA.
28 5. EVITAR TENSIONAMENTO DA PEÇA.
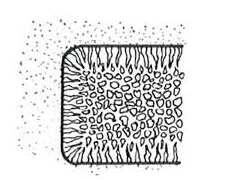
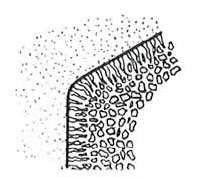
29 5. EVITAR TENSIONAMENTO DA PEÇA. Tensões geradas Efeito do design na distorção de fundidos: (a) vista superior de uma peça mostrando duas seções que solidificam em tempos muito distintos, (b) distorção causada pela tensionamento durante a solidificação
30 Exemplo de alteração no projeto para evitar distorção em peça fundida em moldes de areia The sand casting shown in figure X was made without difficulty with regard to soundness or filling of the thin sections. Significant distortion was encountered, however, when the casting cooled in the sand and was restrained by the relatively solid mass of sand between the flanges. This unyielding mass caused the two vertical flanges to be bent outward as the bottom plate cooled and contracted. Two options in design are shown in Fig. X(b) and X(c), with the preferred method incorporating the tie bar. A third choice for a solution would not involve a change in the casting itself but rather a changein the sand mold. It has been found that the sand mass between the two flanges can be relieved so that it will yield under the shrinkage stresses. This is accomplished by adding a block to the pattern so that a hollow relief cavity is formed between the flanges (Fig. Xd). This practice reduces the effective compressive strength of the molding media between the flanges and allows the sand mass to collapse during shrinkage of the casting, thus minimizing the imposed restraint.
31 Figure X - Preventing distortion in a casting caused by mold restraint. The original design, shown in top and front views in (a), was altered to three possible preventative designs, as follows. (b) Preferred method incorporating a tie bar. (c) Less effective method than that shown in (b). (d) Open cavity created in the molding media to relieve restraint upon flanges during casting solidification by allowing solid sand mass to collapse during shrinkage and minimize restraint. Dimensions given in inches.
32 6. PROJETE TODAS AS SEÇÕES COM UNIFORMIDADE DE ESPESSURA NA MEDIDA DO POSSÍVEL Bomba Hidráulica (a) Design Inadequado (b) Design Otimizado
33 6. PROJETE TODAS AS SEÇÕES COM UNIFORMIDADE DE ESPESSURA NA MEDIDA DO POSSÍVEL
34 6. PROJETE TODAS AS SEÇÕES COM UNIFORMIDADE DE ESPESSURA NA MEDIDA DO POSSÍVEL
35 7. MANTER UMA CERTA PROPORCIONALIDADE DIMENSIONAL ENTRE AS PAREDES INTERNAS E EXTERNAS Projeto inadequado, apresenta seções internas maiores que as externas Projeto melhorado, com seções praticamente uniformes
36 8. SALIÊNCIAS, RESSALTOS, ASAS,... NÃO DEVEM SER UTILIZADOS A MENOS QUE SEJA ABSOLUTAMENTE NECESSÁRIO. Ponto Quente Projeto incorreto, ressalto causa um ponto quente, Projeto otimizado reduzindo espessura na zona do ressalto e eliminando o ponto quente.
37 8. SALIÊNCIAS, RESSALTOS, ASAS,... NÃO DEVEM SER UTILIZADOS A MENOS QUE SEJA ABSOLUTAMENTE NECESSÁRIO.

38 8. SALIÊNCIAS, RESSALTOS, ASAS,... NÃO DEVEM SER UTILIZADOS A MENOS QUE SEJA ABSOLUTAMENTE NECESSÁRIO.
39 8. SALIÊNCIAS, RESSALTOS, ASAS,... NÃO DEVEM SER UTILIZADOS A MENOS QUE SEJA ABSOLUTAMENTE NECESSÁRIO.
40 8. SALIÊNCIAS, RESSALTOS, ASAS,... NÃO DEVEM SER UTILIZADOS A MENOS QUE SEJA ABSOLUTAMENTE NECESSÁRIO.
41
42 9. PROJETE OS FUNDIDOS USANDO NERVURAS E REFORÇOS PARA A OBTENÇÃO DE EFICIÊNCIA MÁXIMA. As nervuras apresentam duas funções aumentar a rigidez da peça fundida. reduzir o peso e concentrações de massa. Fundamento da Engenharia de Projetos Dimensionamento e o espaçamento correto entre nervuras.
43 Princípios/Regras para o Dimensionamento de Nervuras Dimensionar as nervuras com maior altura (profundidade) do que largura. Nervuras em Compressão Apresentam maior fator de segurança do que nervuras em tração
44 9. PROJETE OS FUNDIDOS USANDO NERVURAS E REFORÇOS PARA A OBTENÇÃO DE EFICIÊNCIA MÁXIMA.
45 9. PROJETE OS FUNDIDOS USANDO NERVURAS E REFORÇOS PARA A OBTENÇÃO DE EFICIÊNCIA MÁXIMA.
46 9. PROJETE OS FUNDIDOS USANDO NERVURAS E REFORÇOS PARA A OBTENÇÃO DE EFICIÊNCIA MÁXIMA. Projeto incorreto causando ponto quente e fragilidade estrutural Projeto melhorado, evita ângulos vivos mas apresenta uma junção de quatro seções

 propicia")
47 9. PROJETE OS FUNDIDOS USANDO NERVURAS E REFORÇOS PARA A OBTENÇÃO DE EFICIÊNCIA MÁXIMA. Projeto mais adequado, apresenta junção de apenas duas seções Projeto ótimo (formato de favo de mel honeycomb) propicia condições de resfriamento mais uniforme
48 10. CONSIDERAR CONTRAÇÃO NO ESTADO SÓLIDO E SOBREMETAL DE USINAGEM NAS TOLERÂNCIAS DIMENSIONAIS. As contrações no estado sólido são conhecidas e tabeladas para a maioria das ligas usadas em fundição. Regra muito aplicada : as tolerâncias dimensionais devem ser aproximadamente a metade da máxima contração estimada para o tipo de metal ou liga envolvida. Esta regra não se aplica para peças de grande porte, ném para as de projeto complexo.
49 Tolerâncias para Usinagem Final dependem de: (a) tipo de metal usado. (b) projeto e tamanho da peça. (c) tendência ao empenamento e método de usinagem. Na medida do possível, a peça fundida deve ser projetada de tal forma que as superfícies a serem usinadas possam ser localizadas na parte inferior do molde. Quando não é possível evitar peças com superfícies na parte superior, deve providenciar um sobremetal de usinagem adicional.

50

51
52
53

54
55
56
Produção e entrega no menor Prazo possível
 Professor: Guilherme O. Verran Aula 09: Projetos de peças adaptadas ao processo de fundição 1. Introdução Aspectos básicos a serem considerados. Problemas Relacionados com o Projeto de Peças Fundidas.
Professor: Guilherme O. Verran Aula 09: Projetos de peças adaptadas ao processo de fundição 1. Introdução Aspectos básicos a serem considerados. Problemas Relacionados com o Projeto de Peças Fundidas.
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
2 - Considerações a respeito do projeto
 2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran. Aula 07 Contração e Alimentação de Peças Fundidas
 dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
Moldes ABM Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo
 Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo - Isoflama www.isoflama.com.br isoflama@isoflama.com.br Definição ABNT 8635 para Tratamento Térmico
Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo - Isoflama www.isoflama.com.br isoflama@isoflama.com.br Definição ABNT 8635 para Tratamento Térmico
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Rechupe ou marcas de chupagem
 Rechupe ou marcas de chupagem Introdução: Solidificação dos aços Após a etapa de refino, o aço está pronto para ser vazado e solidificado. Esta etapa de solidificação chama-se lingotamento, o qual pode
Rechupe ou marcas de chupagem Introdução: Solidificação dos aços Após a etapa de refino, o aço está pronto para ser vazado e solidificado. Esta etapa de solidificação chama-se lingotamento, o qual pode
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROJETO VOLTADO PARA MOLDAGEM DE PEÇAS FUNDIDAS
 PROJETO VOLTADO PARA MOLDAGEM DE PEÇAS FUNDIDAS Silva, A. S. C.; Universidade Federal de São João Del Rei UFSJ - Departamento de Engenharia Mecânica Praça Frei Orlando,170 - São João Del Rei MG Brasil
PROJETO VOLTADO PARA MOLDAGEM DE PEÇAS FUNDIDAS Silva, A. S. C.; Universidade Federal de São João Del Rei UFSJ - Departamento de Engenharia Mecânica Praça Frei Orlando,170 - São João Del Rei MG Brasil
Defeitos de Fundição Porosidades de contração (rechupe)
") Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Modelação (Modelagem)
") 2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
Avaliação das Tensões Residuais do Processo de Fundição no Comportamento Físico de um Disco de Freio
 2015-36-0016 Avaliação das Tensões Residuais do Processo de Fundição no Comportamento Físico de um Disco de Freio Marcelo A. Tirelli, Marco A. Colosio General Motors do Brasil Luciana Stuewe, Fabio Rola
2015-36-0016 Avaliação das Tensões Residuais do Processo de Fundição no Comportamento Físico de um Disco de Freio Marcelo A. Tirelli, Marco A. Colosio General Motors do Brasil Luciana Stuewe, Fabio Rola
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
Fundição. Projetos de Moldes
 Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Recomendações práticas para o melhor resultado no tratamento térmico
 Recomendações práticas para o melhor resultado no tratamento térmico Vendramim, J.C., Eng.MSc* 1. Introdução O processo térmico é realizado para modificar as propriedades mecânicas, elétricas e magnéticas
Recomendações práticas para o melhor resultado no tratamento térmico Vendramim, J.C., Eng.MSc* 1. Introdução O processo térmico é realizado para modificar as propriedades mecânicas, elétricas e magnéticas
SIXPRO Virtual&Practical Process Serviços de Simulação. / FONE: P M /
 SIXPRO Virtual&Practical Process Serviços de Simulação A Empresa Criada em 2016, a Sixpro já conta com profissionais nas áreas: Engenharia, Administração, Marketing e Comercial. Fundadores: Rodrigo Lobenwein,
SIXPRO Virtual&Practical Process Serviços de Simulação A Empresa Criada em 2016, a Sixpro já conta com profissionais nas áreas: Engenharia, Administração, Marketing e Comercial. Fundadores: Rodrigo Lobenwein,
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Disciplina: Projeto de Ferramentais I
 Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Fundição de Precisão Investment Casting. Disciplina: Fundição. Aula 15 : Processo de Fundição de Precisão. 01: Introdução
 01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran. Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais
 Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
A importância da inovação na escolha de Materiais em um componente automotivo. Mauro de Souza Paraíso 06 de junho de 2011
 A importância da inovação na escolha de Materiais em um componente automotivo Mauro de Souza Paraíso 06 de junho de 2011 Qual o impacto da escolha de novos materiais? Desempenho Demandas dos clientes.
A importância da inovação na escolha de Materiais em um componente automotivo Mauro de Souza Paraíso 06 de junho de 2011 Qual o impacto da escolha de novos materiais? Desempenho Demandas dos clientes.
Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas.
 Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas. Fratura é de aparência frágil, mesmo que em materiais dúcteis, com formação de uma série de anéis que se desenvolvem do início da
Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas. Fratura é de aparência frágil, mesmo que em materiais dúcteis, com formação de uma série de anéis que se desenvolvem do início da
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Tensões Residuais de Soldagem
 "Neste artigo apresentaremos um assunto sobre o qual quase todos temos dúvidas, que são as tensões residuais de soldagem. Por que são geradas, quais as implicações reais de sua presença durante a soldagem
"Neste artigo apresentaremos um assunto sobre o qual quase todos temos dúvidas, que são as tensões residuais de soldagem. Por que são geradas, quais as implicações reais de sua presença durante a soldagem
Grupo I Caso Prático (10 valores) tempo estimado: 1h05min
 tempo estimado: 1h05min") 1ª Época 24 de Janeiro de 2009 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2008/2009 Duração: 2h00 Grupo I Caso Prático (10 valores)
1ª Época 24 de Janeiro de 2009 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2008/2009 Duração: 2h00 Grupo I Caso Prático (10 valores)
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
Descontinuidades na solda
 Descontinuidade & Defeito 1. Dimensionais 2. Estruturais 3. Relacionadas com propriedades indesejáveis no perfil da solda 4. Relacionadas com as propriedades do metal de base 1.Descontinuidades Dimensionais:
Descontinuidade & Defeito 1. Dimensionais 2. Estruturais 3. Relacionadas com propriedades indesejáveis no perfil da solda 4. Relacionadas com as propriedades do metal de base 1.Descontinuidades Dimensionais:
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
Avaliação de processos de produção de rodas ferroviárias fundidas. Denilson José do Carmo
 Avaliação de processos de produção de rodas ferroviárias fundidas Denilson José do Carmo Fundição em molde de grafite AmstedMaxion. Cruzeiro, São Paulo. A AmstedMaxion justifica a mudança para o molde
Avaliação de processos de produção de rodas ferroviárias fundidas Denilson José do Carmo Fundição em molde de grafite AmstedMaxion. Cruzeiro, São Paulo. A AmstedMaxion justifica a mudança para o molde
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
DESCONTINUIDADES NA SOLDAGEM
 DESCONTINUIDADES NA SOLDAGEM Rogério de Luca rogério_luca@live.com 24/05/2014 Antes de abordamos sobre descontinuidades, é conveniente que seja definida as três palavras seguintes: - Indicação: evidencia
DESCONTINUIDADES NA SOLDAGEM Rogério de Luca rogério_luca@live.com 24/05/2014 Antes de abordamos sobre descontinuidades, é conveniente que seja definida as três palavras seguintes: - Indicação: evidencia
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Poliamidas - Durethan em aplicações com exigência de contato com óleo. Robert Cunningham LANXESS Corporation
 Poliamidas - Durethan em aplicações com exigência de contato com óleo Robert Cunningham LANXESS Corporation LANXESS Tech Series, 24 de Maio de 2012 Todas as aplicações para óleo têm os seguintes pontos
Poliamidas - Durethan em aplicações com exigência de contato com óleo Robert Cunningham LANXESS Corporation LANXESS Tech Series, 24 de Maio de 2012 Todas as aplicações para óleo têm os seguintes pontos
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz
 Prof. Oliveira, Ivanir Luiz") FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
Uma Ferramenta para Colaborar com o Projetista no Projeto de Peças Fundidas em Areia
 Uma Ferramenta para Colaborar com o Projetista no Projeto de Peças Fundidas em Areia Alex S. Silva 1, Durval U. Braga 1, Frederico O. Neves 1, Vania R. Silva 1 (1) Universidade Federal de São João Del
Uma Ferramenta para Colaborar com o Projetista no Projeto de Peças Fundidas em Areia Alex S. Silva 1, Durval U. Braga 1, Frederico O. Neves 1, Vania R. Silva 1 (1) Universidade Federal de São João Del
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13
 Universidade de São Paulo Escola de Engenharia de São Carlos Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13 Renata Neves Penha (EESC/USP) João C. Vendramim
Universidade de São Paulo Escola de Engenharia de São Carlos Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13 Renata Neves Penha (EESC/USP) João C. Vendramim
USINA SIDERÚRGICA BRASILEIRA
 FUNDIÇÃO CONTÍNUA TARUGO MANUAL TÉCNICO www.usibras.com.br tarugo@usibras.com.br 1 de 29 2 de 29 Índice Introdução. Definição de ferro fundido... 02 Vantagens da Fundição Contínua... 03 Aplicações Típicas
FUNDIÇÃO CONTÍNUA TARUGO MANUAL TÉCNICO www.usibras.com.br tarugo@usibras.com.br 1 de 29 2 de 29 Índice Introdução. Definição de ferro fundido... 02 Vantagens da Fundição Contínua... 03 Aplicações Típicas
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
É importante considerar alguns fatores para o desenvolvimento do projeto.
 Desenvolvimento do Projeto do Molde É importante considerar alguns fatores para o desenvolvimento do projeto. O molde deve ser planejado de forma simples e racional. Devido aos altos custos dos moldes,
Desenvolvimento do Projeto do Molde É importante considerar alguns fatores para o desenvolvimento do projeto. O molde deve ser planejado de forma simples e racional. Devido aos altos custos dos moldes,
UNIDADE 9 Propriedades Mecânicas I
 UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Fundido ou Forjado? Uma Avaliação Realística
 Fundido ou Forjado? Uma Avaliação Realística Uma apresentação honesta das vantagens e limitações de ambos os processos que permitirá ao leitor uma determinação segura de qual o melhor caminho a seguir
Fundido ou Forjado? Uma Avaliação Realística Uma apresentação honesta das vantagens e limitações de ambos os processos que permitirá ao leitor uma determinação segura de qual o melhor caminho a seguir
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
PLANEJAMENTO DO ROTEAMENTO DO PROCESSO
 Tarefas Envolvidas no Planejamento do Roteamento do Processo As tarefas seguintes são desempenhadas no planejamento do roteamento: Análise do desenho da peça Seleção dos processos e rotas de usinagem para
Tarefas Envolvidas no Planejamento do Roteamento do Processo As tarefas seguintes são desempenhadas no planejamento do roteamento: Análise do desenho da peça Seleção dos processos e rotas de usinagem para
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Existem diversas técnicas e procedimentos empregados visando o aumento das propriedades
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
LÍQUIDOS SÓLIDOS. Átomos podem vibrar apenas em torno de uma posição fixa. Átomos apresentam alta energia cinética
 Aula 04: 1. Introdução Diferenças entre sólidos e líquidos Eventos que caracterizam a solidificação. Heterogeneidades que podem ocorrer durante a solidificação. Importância da solidificação na tecnologia
Aula 04: 1. Introdução Diferenças entre sólidos e líquidos Eventos que caracterizam a solidificação. Heterogeneidades que podem ocorrer durante a solidificação. Importância da solidificação na tecnologia
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
A influência do processo de fabricação na performance estrutural de componentes fundidos otimizados
 A influência do processo de fabricação na performance estrutural de componentes fundidos otimizados Committed to Casting Excellence Valmir Fleischmann Joern Schmidt MAGMA... Uma empresa de Engenharia Global
A influência do processo de fabricação na performance estrutural de componentes fundidos otimizados Committed to Casting Excellence Valmir Fleischmann Joern Schmidt MAGMA... Uma empresa de Engenharia Global
TRATAMENTOS EMPREGADOS EM MATERIAIS METÁLICOS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem